







Idiomas
Páginas
Jurídico


INTRODUCCION:
El control predictivo tiene como objetivo resolver de forma efectiva, problemas de
control y automatización de procesos industriales que se caractericen por
presentar un comportamiento dinámico complicado, multivariable, y/o inestable.
La estrategia de control en que se basa este tipo de control, utiliza el modelo
matemático del proceso a controlar para predecir el comportamiento futuro de
dicho sistema, y en base a este comportamiento futuro puede predecir la señal de
control futura.
Existen muchos algoritmos de control predictivo que han sido aplicados con éxito:
GPC, IDCOM, DMC, APC, PFC, EPSAC, RCA, MUSMAR, NPC, UPC, SCAP, HPC, etc.
Para muchos el control predictivo no es una estrategia de control específica, sino
que se trata más bien de un campo muy amplio de métodos de control
desarrollados en torno a ciertas ideas comunes. El control predictivo utiliza un
modelo explícito para predecir la salida del proceso en instantes futuros, mediante
el uso de algoritmos para el cálculo de señales de control minimizando una cierta
función objetivo. Una de las propiedades más atractivas del sistema de Control
Predictivo es su formulación abierta, que permite la incorporación de distintos
tipos de modelos de predicción, sean lineales o no lineales, monovariables o
multivariables, y la consideración de restricciones sobre las señales del sistema.
Esto hace que sea una estrategia muy utilizada en diversas áreas del control.
Además, es una de las pocas técnicas que permiten controlar sistemas con
restricciones incorporando éstas en el propio diseño del controlador. Estas
características han hecho del control predictivo una de las escasas estrategias de
control avanzado con un impacto importante en problemas de ámbito industrial,
por tal motivo es importante resaltar que el control predictivo se ha desarrollado
en el mundo de la industria, y ha sido la comunidad investigadora la que se ha
esforzado en dar un soporte teórico a los resultados prácticos obtenidos hasta el
día de hoy.
PERSPECTIVA HISTORICA:
El Control Predictivo se desarrolló en base a dos líneas básicas. Por un lado, a finales de los
años setenta surgieron diversos algoritmos que usaban explícitamente un modelo
dinámico del proceso para predecir el efecto de las acciones de control futuras en la
salida, las cuales eran determinadas minimizando el error predicho sujeto a restricciones
de operación. La optimización se repetía en cada instante de muestreo con información
actualizada del proceso. Estas formulaciones eran de naturaleza heurística y algorítmica e
intentaban aprovechar el creciente potencial de los computadores digitales por aquella
época.
Rápidamente el MPC adquirió gran popularidad en las industrias de procesos químicos
principalmente debido a la simplicidad del algoritmo y al uso del modelo de respuesta
impulsional o en escalón, que aunque posea muchos más parámetros que las
formulaciones en el espacio de estados o función de transferencia suele ser preferido por
ser intuitivo y necesitar menos información a priori para identificar. La mayoría de las
aplicaciones fueron llevadas a cabo sobre sistemas multivariables incluyendo
restricciones. Los algoritmos utilizados fueron principalmente el IDCOM (Identification-
Command) y el DMC (Control con Matriz Dinámica, Dynamic Matrix Control).
Independientemente fue surgiendo otra línea de trabajo en torno a las ideas del control
adaptativo, desarrollando estrategias esencialmente para procesos monovariables
formuladas con modelos entrada/salida. En este contexto se extendieron las ideas del
Controlador de Mínima Varianza y se desarrolló el Control Predictivo Generalizado
(Generalized Predictive Control GPC) que es uno de los métodos más populares en la
actualidad.
La situación actual de aplicaciones de MPC en la industria está bien reflejada en la
recopilación de Qin y Badgwell , que recoge unas 2200 aplicaciones, principalmente en el
sector petroquímico (desde entonces el número de aplicaciones puede estimarse en torno
a las 3000). La mayoría de las aplicaciones son en procesos multivariables, registrándose
casos como un controlador con 40 entradas y 80 salidas. Sorprendentemente, MPC ha
tenido menor impacto en otro tipo de industrias, aunque estudios de 1993 sugieren que
unas 20.000 aplicaciones podrían beneficiarse de esta técnica. El éxito actual del MPC en
la industria se debe a tres razones principales:
1.- La incorporación de un modelo explícito del proceso en los cálculos permite al
controlador tratar con todas las características importantes de la dinámica del proceso.
2.- La consideración del comportamiento del proceso a lo largo de un horizonte futuro
permite tener en cuenta el efecto de las perturbaciones en realimentación y pre-
alimentación, permitiendo al controlador conducir la salida a la trayectoria de referencia
deseada.
3.- La consideración de restricciones en la fase del diseño del controlador evita en lo
posible su violación, resultando en un control más preciso en torno al punto óptimo de
operación. La inclusión de restricciones es quizás la característica que más distingue al
MPC respecto a otras metodologías.
Otra de las razones que han contribuido a que el MPC se haya convertido en un éxito
comercial es el hecho de que existen unos 15 suministradores que instalan el producto
llave en mano, con periodos de amortización de entre 3 y 12 meses, permitiendo que
medianas empresas puedan tener acceso a esta tecnología. Aparte de esto, los nuevos
Sistemas de Control Distribuido empiezan a ofertar productos MPC genéricos que ofrecen
al usuario la posibilidad de realizar futuras modificaciones sin depender de un producto
cerrado.
CONTROL PREDICTIVO
1.Definición:
Control Predictivo, son los sistemas de control que trabajan con un sistema predictivo, y
no activo como el tradicional (ejecutan la solución al problema antes de que empiece a
afectar al proceso). De esta manera, mejora la eficiencia del proceso contrarrestando
rápidamente los efectos.
Permite manipular las variables para establecer una trayectoria deseada a futuro. Además
de las variables que están siendo controladas. Una vez manipuladas las variables se
procede a su cálculo optimizándolas con la función objetivo y siguiendo métodos de
horizonte móvil. Es evidente que para optimizar las variables se utiliza los principios de la
Investigación de Operaciones.
2.Conceptos Básicos del Control Predictivo:
El Control Predictivo Basado en Modelo, Model (Based) Predictive Control (MBPC ´o MPC)
constituye un campo muy amplio de métodos de control desarrollados en torno a ciertas
ideas comunes e integra diversas disciplinas como control óptimo, control estocástico,
control de procesos con tiempos muertos, control multivariable o control con
restricciones.
El Control Predictivo no es una estrategia de control específica, sino que se trata más bien
de un campo muy amplio de métodos de control desarrollados en torno a ciertas ideas
comunes. Estos métodos de diseño conducen a controladores lineales que poseen
prácticamente la misma estructura y presentan suficientes grados de libertad.
Las ideas que aparecen en mayor o menor medida en toda la familia de controladores
predictivos son básicamente:
Uso explícito de un modelo para predecir la salida del proceso en futuros instantes de tiempo (horizonte).
Ca lculo de las senales de control minimizando una cierta funcio n objetivo.
Estrategia deslizante, de forma que en cada instante el horizonte se va
desplazando hacia el futuro, lo que implica aplicar la primera sen al de control en
cada instante y desechar el resto, repitiendo el ca lculo en cada instante de
muestreo.
Los distintos algoritmos de MPC difieren entre sí casi exclusivamente en el modelo usado
para representar el proceso y los ruidos y en la función de coste a minimizar. Aunque las
diferencias puedan parecer pequeñas a priori, pueden provocar distintos
comportamientos en bucle cerrado, siendo críticas para el éxito de un determinado
algoritmo en una determinada aplicación.
El Control Predictivo es un tipo de control de naturaleza abierta dentro del cual se han
desarrollado muchas realizaciones, encontrando gran aceptación tanto en aplicaciones
industriales como en el mundo académico. En la actualidad existen numerosas
aplicaciones de controladores predictivos funcionando con éxito, tanto en la industria de
procesos como en control de motores o Robótica. El buen funcionamiento de estas
aplicaciones muestra la capacidad del MPC para conseguir sistemas de control de ele-
vadas prestaciones capaces de operar sin apenas intervención durante largos periodos de
tiempo.
El MPC presenta una serie de ventajas sobre otros métodos, entre las que destacan:
Resulta particularmente atractivo para personal sin un conocimiento profundo
de control, puesto que los conceptos resultan muy intuitivos, a la vez que la
sintonización es relativamente fa cil.
Puede ser usado para controlar una gran variedad de procesos, desde aque llos con
dina mica relativamente simple hasta otros ma s complejos incluyendo sistemas
con grandes retardos, de fase no mínima o inestable.
Permite tratar con facilidad el caso multivariable.
Posee intrínsecamente compensacio n del retardo.
Resulta conceptualmente simple la extensio n al tratamiento de restricciones,
que pueden ser incluidas de forma sistema tica durante el proceso de disen o.
Es muy util cuando se conocen las futuras referencias (robo tica o procesos en
batch)
Es una metodología completamente abierta basada en algunos principios basicos
que permite futuras extensiones.
Pero, lo gicamente, tambie n presenta inconvenientes. Unos de ellos es la carga de ca
lculo necesaria para la resolucion de algunos algoritmos. Pero quizás el mayor
inconveniente venga marcado por la necesidad de disponer de un modelo apropiado del
proceso. El algoritmo de disen o esta basado en el conocimiento previo del modelo y es
independiente de este, pero resulta evidente que las prestaciones obtenidas dependerán de
las discrepancias existentes entre el proceso real y el modelo usado.
3.Controladores Predictivos:
3.1 Elementos Básicos
Todos los controladores predictivos poseen elementos comunes y para cada uno de estos
elementos se pueden elegir diversas opciones, dando lugar a distintos algoritmos. Estos
elementos son:
Modelo de prediccio n
Funcio n objetivo
Obtencio n de la ley de control
Modelo de Predicción:
La piedra angular del MPC es el modelo; un disen o completo debe incluir los
mecanismos necesarios para la obtencio n del mejor modelo posible, el cual debe ser
lo suficientemente rico para capturar al máximo la dina mica del proceso y debe ser ca-
paz de permitir el ca lculo de las predicciones a la vez que sea intuitivo y permita un
analisis teorico. El uso del modelo del proceso viene determinado por la necesidad del
calculo de la salida predicha en instantes futuros .
Las diferentes estrategias de MPC pueden usar distintos modelos para representar la
relación de las salidas con las entradas medibles, algunas de las cuales serán variables
manipuladas y otras se pueden considerar como perturbaciones medibles, que pueden
ser compensadas por acción feedforward. Además se tendrá en cuenta un modelo de las
perturbaciones, para intentar describir el comportamiento que no aparece reflejado en el
modelo del pro- ceso, englobándose aquí el efecto de las entradas no medibles, el ruido y
los errores de modelado.
Para el estudio se puede separar el modelo en dos partes: el modelo del proceso
propiamente dicho y el modelo de las perturbaciones. Cualquier me´ todo usara´ ambas
partes para la predicción.

Función Objetivo:
Los diversos algoritmos de MPC proponen distintas funciones de coste para la obtencion
de la ley de control. En general se persigue que la salida futura en el horizonte
considerado siga a una determinada señal de referencia al mismo tiempo que se puede
penalizar el esfuerzo de control requerido para hacerlo. La expresión general de tal
función objetivo será:
En algunos métodos el segundo sumando, que considera el esfuerzo de control, no se
tiene en cuenta, mientras que en otros también aparecen directamente los valores de la
señal de control (no sus incrementos). En la función de coste se pueden considerar:
*Parámetros: N1 y N2 son los horizontes mínimo y máximo de coste (o de predicción) y
es el horizonte de control, que no tiene por qué coincidir con el horizonte máximo.
El significado de N1 y N2 resulta bastante intuitivo: marcan los límites de los instantes en
los que se desea que la salida siga a la referencia, Así, si se toma un valor grande de N1 es
porque no importa que haya errores en los primeros instantes, lo cual provocará una
respuesta suave del proceso.
*Trayectoria de referencia: Una de las ventajas del control predictivo es que si se conoce
a priori la evolución futura de la referencia, el sistema puede empezar a reaccionar antes
de que el cambio se haya efectivamente realizado, evitando los efectos del retardo en la
respuesta del proceso. En muchas aplicaciones la evolución futura de la referencia es
conocida de antemano, como en Robótica, servos o procesos en batch; en otras
aplicaciones aunque la referencia sea constante, se puede conseguir una sensible mejora
de prestaciones simplemente conociendo el instante de cambio de valor y adelantándose
a esa circunstancia.
*Restricciones: En la práctica, todos los procesos están sujetos a restricciones. Los
actuadores tienen un campo limitado de acción así como una determinada velocidad de
cambio (slew rate), como es el caso de las válvulas, limitadas por las posiciones de
totalmente abierta o cerrada y por la velocidad de respuesta. Razones constructivas, de
seguridad o medioambientales o bien los propios alcances de los sensores pueden causar
lımites en las variables de proceso, tales como niveles en depósitos, caudales en tuberías
o temperaturas y presiones máximas. Además, normalmente las condiciones de
operación vienen definidas por la intersección de ciertas restricciones por motivos
fundamentalmente económicos, con lo que el sistema de control operara cerca de los
lımites. Todo lo expuesto anteriormente hace necesaria la introducción de restricciones
en la función a minimizar.
Obtención de la Ley de Control:
Para obtener los valores u(t+k| t) será necesario minimizar la funcional J de la ecuación
anterior. Para ello se calculan los valores de las salidas predichas y(t+k| t) en función de
valores pasados de entradas y salidas y de señales de control futuras, haciendo uso del
modelo que se haya elegido y se sustituyen en la función de coste, obteniendo una
expresión cuya minimización conduce a los valores buscados. Para el criterio cuadrático si
el modelo es lineal y no existen restricciones se puede obtener una solución analítica, en
otro caso se debe usar un método iterativo de optimización.
De cualquiera de las maneras la obtención de la solución no resulta trivial pues existirán
N2-N1+1 variables independientes, valor que puede ser elevado (del orden de 10 a 30).
Con la idea de reducir estos grados de libertad se puede proponer cierta estructura a la
ley de control. Además se ha encontrado que esta estructuración de la ley de control
produce una mejora en la robustez y en el comportamiento general del sistema, debido
fundamentalmente a que el hecho de permitir la libre evolución de las variables
manipuladas (sin estructurar) puede conducir a señales de control de alta frecuencia no
deseables y que en el peor de los casos podrían conducir a la inestabilidad.
Esta estructura de la ley de control se plasma en el uso del concepto de horizonte de
control (Nu), que consiste en considerar que tras un cierto intervalo Nu<N2 no hay
variación en las señales de control propuestas, es decir:
lo cual es equivalente a dar pesos infinitos a las cambios en el control a partir de cierto
instante. El caso limite seria considerar Nu igual a 1 con lo que todas las acciones futuras
serian iguales a .

3.2 Revision de Principales Algoritmos
Dynamic Matrix Control
Este método usa la respuesta ante escalón para modelar el proceso, considerando
solo los N primeros términos, asumiendo por tanto que el proceso es estable. En
cuanto a las perturbaciones, se considera que su valor permanece constante e igual al
existente en el instante actual durante todo el horizonte, es decir, igual al valor medido
de la salida menos el estimado por el modelo
y por tanto el valor predicho de la salida será:
donde el primer término contiene las acciones de control futuras (que serán calculadas),
el segundo los valores pasados de las acciones de control (conocidas) y el ultimo
representa las perturbaciones. La función de coste puede considerar solo errores futuros
o incluir también el esfuerzo de control, en cuyo caso toma la forma genérica .
Una de las características de este método que lo ha hecho muy popular en la industria
es la inclusión de restricciones, que se traduce en inecuaciones de la forma genérica:
En este caso la optimización debe ser numérica y se lleva a cabo en cada periodo de
muestreo, enviándose la señal y recalculando todo en el nuevo periodo de
muestreo,
como en todos los métodos MPC. Los principales inconvenientes de este método son el
tamaño del modelo empleado y la imposibilidad de tratar procesos inestables.
Model Algorithmic Control
Este método se conoce también como Model Predictive Heuristic Control y el producto
comercial se llama IDCOM (Identification-Command). Es muy similar al DMC con la
diferencia principal de usar un modelo de respuesta impulsional . Introduce el
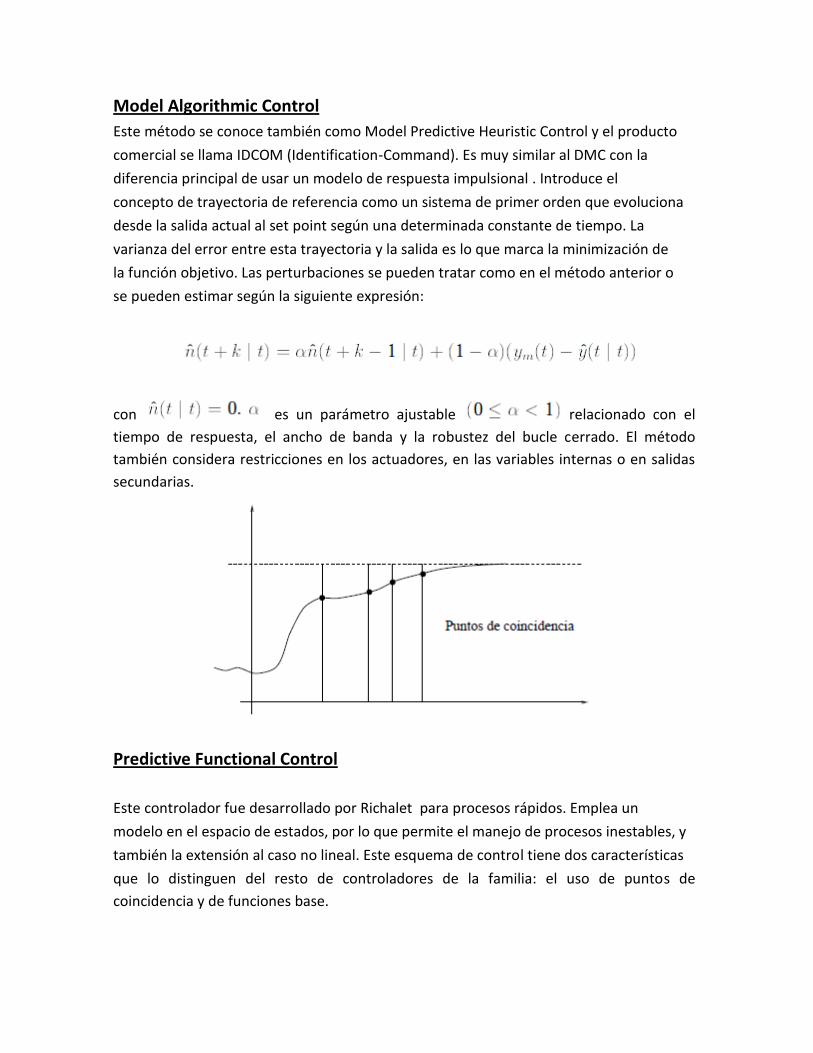
concepto de trayectoria de referencia como un sistema de primer orden que evoluciona
desde la salida actual al set point según una determinada constante de tiempo. La
varianza del error entre esta trayectoria y la salida es lo que marca la minimización de
la función objetivo. Las perturbaciones se pueden tratar como en el método anterior o
se pueden estimar según la siguiente expresión:
con es un parámetro ajustable relacionado con el
tiempo de respuesta, el ancho de banda y la robustez del bucle cerrado. El método
también considera restricciones en los actuadores, en las variables internas o en salidas
secundarias.
Predictive Functional Control
Este controlador fue desarrollado por Richalet para procesos rápidos. Emplea un
modelo en el espacio de estados, por lo que permite el manejo de procesos inestables, y
también la extensión al caso no lineal. Este esquema de control tiene dos características
que lo distinguen del resto de controladores de la familia: el uso de puntos de
coincidencia y de funciones base.

El concepto de puntos de coincidencia se emplea para simplificar los cálculos
considerando sólo un subconjunto de puntos en el horizonte de predicción
La salida deseada y la predicha deben coincidir en dichos puntos, no en todo el horizonte
de predicción. La otra idea innovadora de este método es la parametrización de la señal
de control como una combinación lineal de ciertas funciones base, que son elegidas
según la naturaleza del proceso y la referencia:
Normalmente estas funciones son de tipo polinómico: escalones , rampas
o parábolas ya que la mayoría de referencias se
pueden especificar como combinación de estas funciones. Con esta estrategia, un perfil
de entrada complejo se puede especificar usando un pequeño número de parámetros
desconocidos i que son las incógnitas del problema de minimización.
La función a minimizar es:
El algoritmo PFC también puede manejar restricciones de máximo y mínimo en la
aceleración, que son prácticas en aplicaciones de servocontrol.
Generalizad Predictive Control
Este método propuesto por Clarke. Emplea un modelo CARIMA (Controlled Auto-
Regressive Integrated Moving Average) para la predicción de la salida:
donde la perturbación viene dada por un ruido blanco coloreado por el polinomio .
Como en la práctica es difícil encontrar el verdadero valor de este polinomio, se puede
emplear como parámetro de diseño para rechazo de perturbaciones o mejora de la
robustez. La predicción óptima se lleva a cabo resolviendo una ecuación diofantica, lo
cual puede hacerse eficazmente de forma recursiva.
Este algoritmo, al igual que otros que usan el modelo de función de transferencia, se
puede implementar fácilmente en forma adaptativa usando un algoritmo de
identificación en línea como los mínimos cuadrados recursivos.
GPC usa una función de coste cuadrática de la forma
donde las secuencia de ponderación y se eligen normalmente constantes o
exponenciales y la trayectoria de referencia se puede generar como una
secuencia que empieza en el valor actual de la salida y tiende exponencialmente al set
point.
Las bases teóricas del algoritmo GPC has sido ampliamente estudiadas y se puede
demostrar que, para distintos conjuntos de parámetros, el algoritmo es estable y que
otros controladores como por ejemplo el dead beat son casos incluidos en éste.
4.Control Predictivo y Control PID
A continuación de describen algunos aspectos generales sobre MPC, pero para un
tratamiento profundo y completo se Remite al lector a las referencias citadas. El control
MPC posee principalmente tres elementos, y para cada uno de estos se pueden elegir
diversas opciones, generando distintos algoritmos. Estos elementos son el modelo de
predicción, la función objetivo y la obtención de la ley de control. Las metodologías del
diseño de sistemas de control actuales se basan en la formulación de modelos lineales y
no lineales para reflejar el comportamiento dinámico de un proceso. La aplicación del
control predictivo usando un modelo lineal permite conocer la evolución del proceso en
un horizonte de predicción ante cualquier valor de la entrada; dicha evolución estará
afectada de forma lineal por la influencia de acciones pasadas y futuras. Si bien los
algoritmos clásicos son aun válidos para el mantenimiento de la estabilidad en las
variables de calidad en la mayoría los procesos, presentan un problema fundamental; no
están preparados para responder ante determinadas evoluciones dinámicas del proceso,
caracterizadas por la aparición de importantes no linealidades, retardos puros, respuestas
inversas y tampoco resuelven los problemas de acoplamiento entre diversas variables.
Estos problemas inherentes a su propia concepción y diseño, son la causa de la
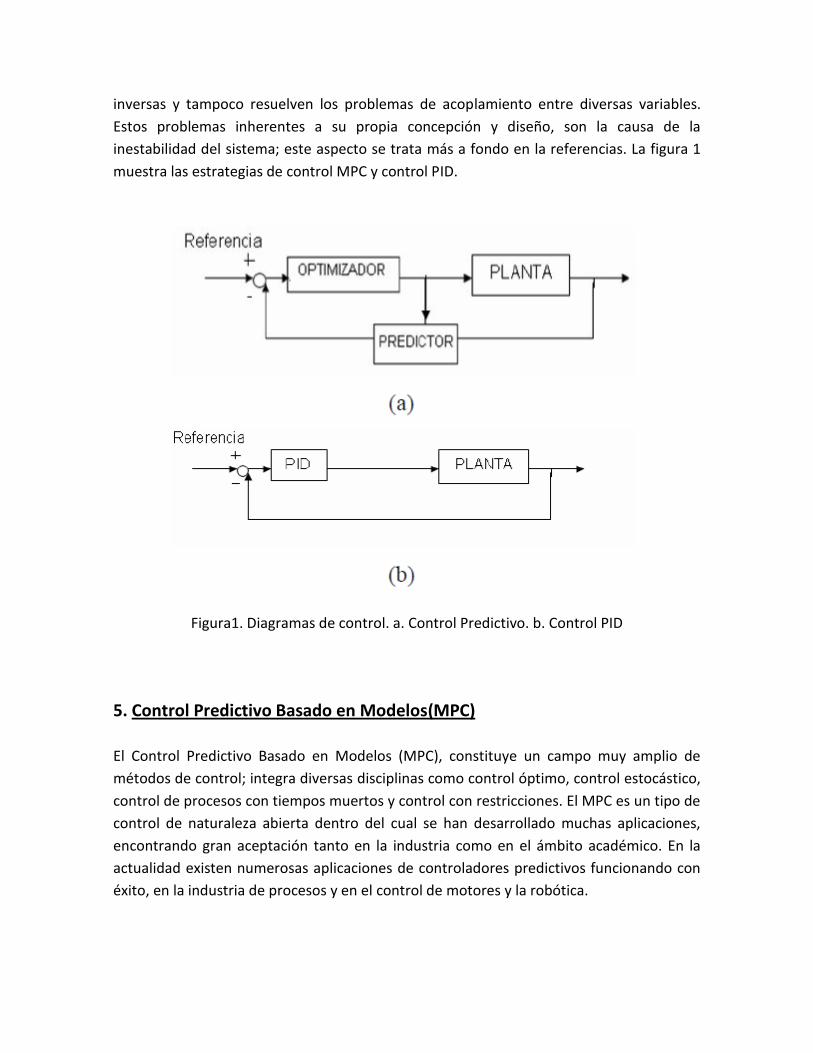
inestabilidad del sistema; este aspecto se trata más a fondo en la referencias. La figura 1
muestra las estrategias de control MPC y control PID.
Figura1. Diagramas de control. a. Control Predictivo. b. Control PID
5. Control Predictivo Basado en Modelos(MPC)
El Control Predictivo Basado en Modelos (MPC), constituye un campo muy amplio de
métodos de control; integra diversas disciplinas como control óptimo, control estocástico,
control de procesos con tiempos muertos y control con restricciones. El MPC es un tipo de
control de naturaleza abierta dentro del cual se han desarrollado muchas aplicaciones,
encontrando gran aceptación tanto en la industria como en el ámbito académico. En la
actualidad existen numerosas aplicaciones de controladores predictivos funcionando con
éxito, en la industria de procesos y en el control de motores y la robótica.
5.1 Aspectos Generales del MPC
El MPC permite incorporar criterios operacionales a través de la utilización de una función
objetivo y restricciones para el cálculo de las acciones de control. El MPC se fundamenta
en los siguientes criterios:
Utiliza el modelo matemático del proceso para predecir la evolución futura de las
variables controladas sobre un horizonte de predicción.
La imposición de una estrategia de control para el cálculo de las variables manipuladas,
optimizando una función objetivo.
El establecimiento de una trayectoria futura conocida a priori, una trayectoria de
referencia actual o una trayectoria filtrada para las variables controladas del proceso.
La aplicación de la estrategia de horizonte de control deslizante, se aplica la primera señal
de control en cada instante y se desecha el resto, luego se repiten los cálculos en cada
instante de muestreo.
Uno de los inconvenientes del MPC es su elevado grado de computación numérica
requerido para la solución de ciertos algoritmos.
También es de cierta manera una desventaja el tener que disponerse de un modelo
matemático muy cercano a la planta real. Es de notar que aún existen procesos donde no
se cuenta con un modelo si quiera satisfactorio que lo describa. El grado de eficiencia de
una estrategia de control como MPC es dependiente en alto grado de la diferencia entre
el proceso real y el nivel de precisión utilizado en la predicción que es dependiente del
modelo.
5.2 Ventajas del Control MPC Sobre el Control Convencional
El MPC desde su creación ha mantenido consistentemente varias características que lo
diferencian no solo del control convencional sino de otras técnicas modernas como el
control adaptativo, LQ de auto ajuste, entre otros. De ellas se destacan:
Sencillo de comprender. Algunos autores atribuyen esta sencillez a su carácter intuitivo.
Maneja tanto sistemas de una sola variable como los multivariables.
La compensación con retardo, así como su ajuste es comparativamente muy fácil.
Trabaja muy cercanamente a los límites reales (restricciones) impuestos a la planta,
permitiendo ello maximizar rendimientos.
5.3 Estructura Típica de un MPC
En la estructura del MPC, se usa el modelo matemático del proceso (planta) para predecir
sus salidas futuras, basándose en las señales de control futuras. Estas señales se calculan
con ayuda de un programa de optimización que siempre requiere del planteamiento de
una función objetivo y de ser el caso, de restricciones activas o pasivas. Este modelo
matemático debe ser capaz de describir en forma muy cercana la dinámica del proceso
para poder predecir las salidas futuras. Otros componentes estructurales de un control
MPC son la trayectoria de referencia, los errores futuros (diferencia entre la trayectoria de
referencia y las salidas predichas) y las señales de control futuras.
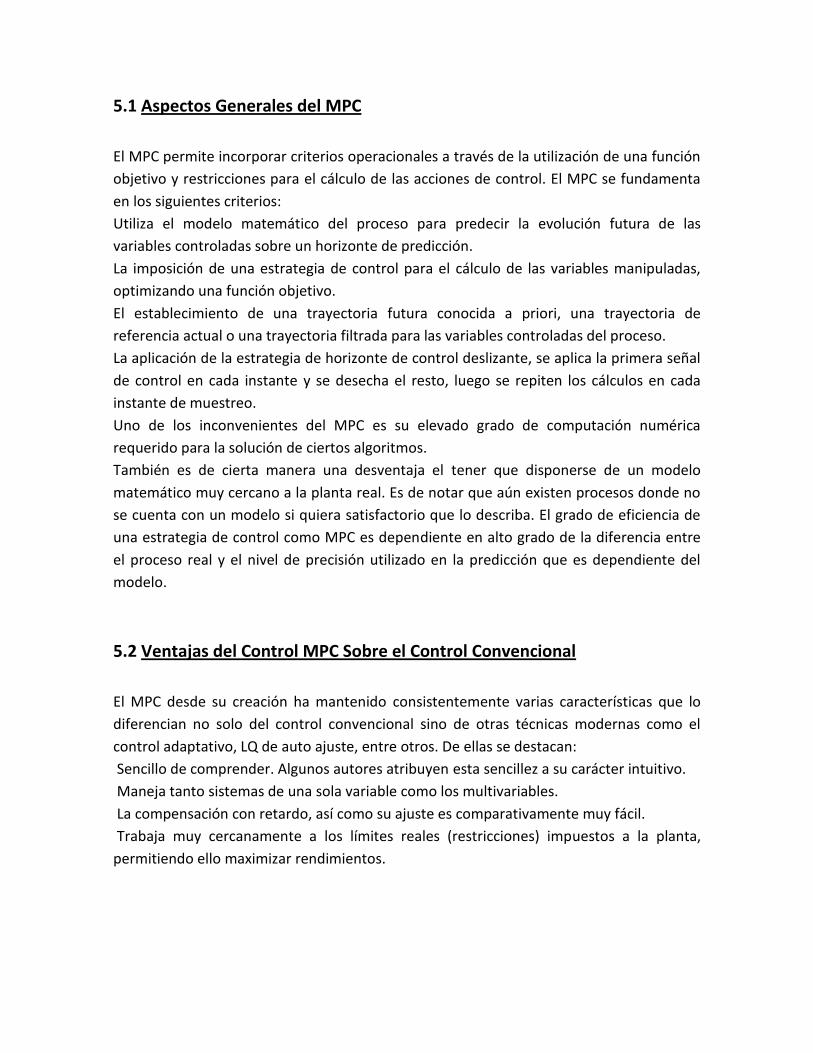
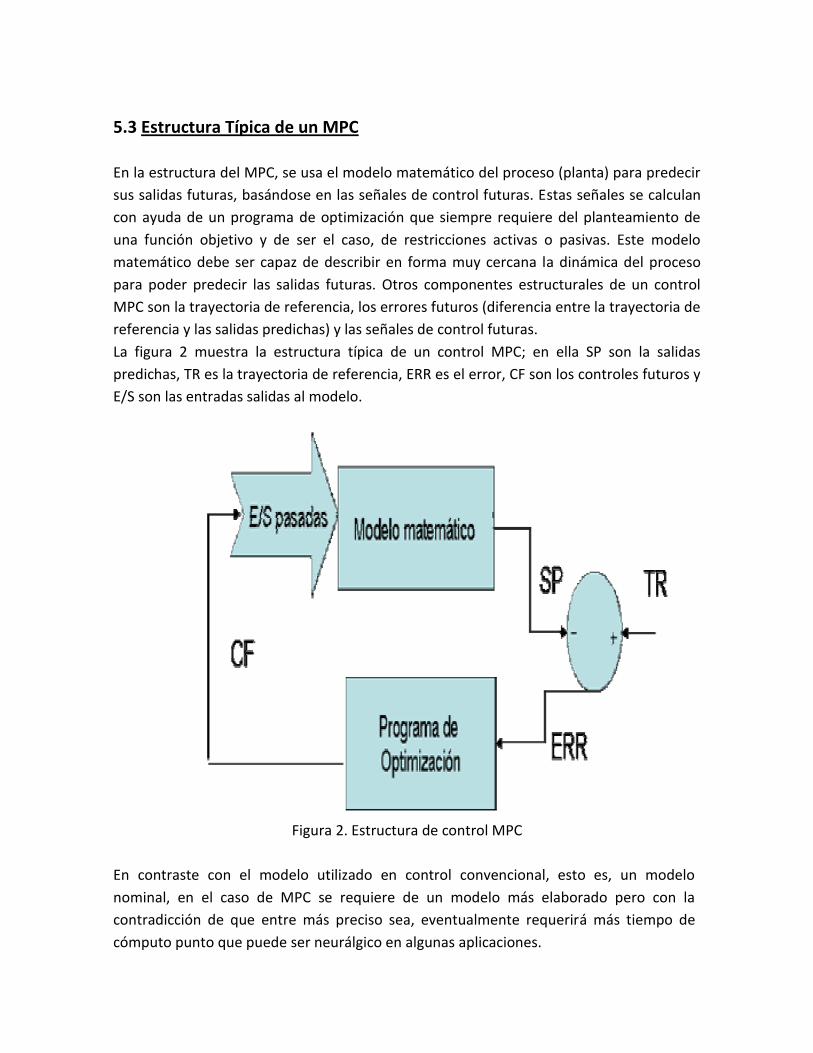
La figura 2 muestra la estructura típica de un control MPC; en ella SP son la salidas
predichas, TR es la trayectoria de referencia, ERR es el error, CF son los controles futuros y
E/S son las entradas salidas al modelo.
Figura 2. Estructura de control MPC
En contraste con el modelo utilizado en control convencional, esto es, un modelo
nominal, en el caso de MPC se requiere de un modelo más elaborado pero con la
contradicción de que entre más preciso sea, eventualmente requerirá más tiempo de
cómputo punto que puede ser neurálgico en algunas aplicaciones.
6. Restricciones en Control Predictivo
En la práctica todos los procesos están sujetos a restricciones. Los actuadores tienen
un campo limitado de acción impuesto por límites físicos (por ejemplo una válvula no
puede abrir más de un 100 % o un calentador no puede aportar más de su potencia
máxima. También existen límites de seguridad (por ejemplo presiones o temperaturas
máximas), requerimientos tecnológicos (por ejemplo mantener temperaturas en un
rango dado), limitaciones de calidad del producto (no salirse de cierta zona) o normativa
medioambiental.
6.1 Tratamiento convencional de Restricciones
El tratamiento convencional de restricciones en control de procesos se basa en que las
restricciones en la variable manipulada (entrada) se cumplen saturando la salida del
controlador. Sin embargo, las restricciones en la variable controlada (salida) no pueden
abordarse; se intenta evitar su violación trabajando alejados de los límites (en zona
segura), operando lejos de la restricción. Por seguridad se trabaja con una consigna
inferior, más lejos del punto de operación óptimo, lo que normalmente equivale a una
disminución de la calidad y/o cantidad en la producción, ya que normalmente el punto
optimo se encuentra en la intersección de las restricciones obligando a acercarse lo más
posible a las ´estas pero sin superarlas.
Si el controlador fuera capaz de tener en cuenta las restricciones y evitar su violación,
el proceso podría operar más cerca de estas y por tanto de forma más eficiente. La figura
6.1 muestra un ejemplo donde existe una limitación de presión máxima y se observa
como al alejar el punto de operación del limite la producción Q disminuye.
En cuanto a la forma de operar de un controlador predictivo que no considera
restricciones el procedimiento es similar: si la señal de control calculada viola la
restricción, se satura. Las señales futuras ni siquiera se tienen en cuenta, ya que
normalmente no se calculan.
Esta forma de proceder no garantiza el carácter óptimo de la solución y en
ningún caso garantiza el cumplimiento de las restricciones en la salida. La violación de
los límites de las variables controladas puede ser más costoso y peligroso, produciendo
daños en equipos y pérdidas en la producción
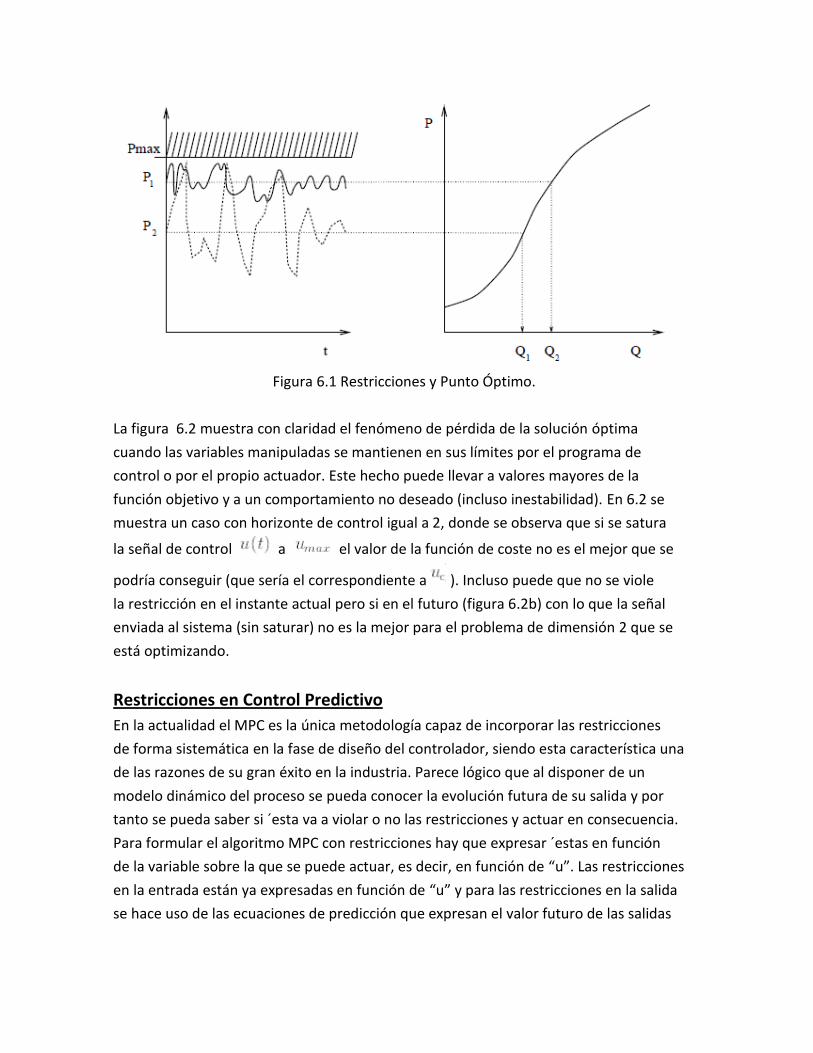
Figura 6.1 Restricciones y Punto Óptimo.
La figura 6.2 muestra con claridad el fenómeno de pérdida de la solución óptima
cuando las variables manipuladas se mantienen en sus límites por el programa de
control o por el propio actuador. Este hecho puede llevar a valores mayores de la
función objetivo y a un comportamiento no deseado (incluso inestabilidad). En 6.2 se
muestra un caso con horizonte de control igual a 2, donde se observa que si se satura
la señal de control a el valor de la función de coste no es el mejor que se
podría conseguir (que sería el correspondiente a ). Incluso puede que no se viole
la restricción en el instante actual pero si en el futuro (figura 6.2b) con lo que la señal
enviada al sistema (sin saturar) no es la mejor para el problema de dimensión 2 que se
está optimizando.
Restricciones en Control Predictivo
En la actualidad el MPC es la única metodología capaz de incorporar las restricciones
de forma sistemática en la fase de diseño del controlador, siendo esta característica una
de las razones de su gran éxito en la industria. Parece lógico que al disponer de un
modelo dinámico del proceso se pueda conocer la evolución futura de su salida y por
tanto se pueda saber si ´esta va a violar o no las restricciones y actuar en consecuencia.
Para formular el algoritmo MPC con restricciones hay que expresar ´estas en función
de la variable sobre la que se puede actuar, es decir, en función de “u”. Las restricciones
en la entrada están ya expresadas en función de “u” y para las restricciones en la salida
se hace uso de las ecuaciones de predicción que expresan el valor futuro de las salidas

Figura 6.2 Restricciones de la señal de control
(a) (b)
en función de las señales de control futuras y valores conocidos en el instante t.
Cualquier controlador predictivo calcula la predicción como:
por lo que tanto entradas como salidas se pueden expresar en función del vector de
incrementos de la señal de control.
Las restricciones que aparecen serán básicamente amplitud y velocidad de cambio
en la señal de control y amplitud en la salida y se pueden expresar como:
Para un proceso de m entradas y n salidas y restricciones en el horizonte N, las
restricciones se pueden expresar como:

donde “I” es una matriz de dimensión formada por
matrices identidad y T es una matriz triangular inferior por bloques cuyos elementos no
nulos son matrices identidad de dimensión m x m . En forma condensada se pueden
expresar como:
Siendo:
Aparte de las restricciones en amplitud, a la salida se le pueden aplicar otro tipo de
restricciones de para forzar un determinado comportamiento temporal (movimiento
dentro de una banda, comportamiento monótono, evitar respuesta inicial inversa, etc.)
como se muestra, pudiendo expresarlas también de la forma genérica (6.1).
Además de la clasificación en restricciones en la entrada y en la salida según a que
tipo de variable se apliquen, se puede hacer otra clasificación atendiendo a la forma de
tratarlas. Así, se puede hablar de:
Restricciones duras como aquellas que no se pueden violar bajo ningún concepto.
En este grupo se incluyen las restricciones relacionadas con la operación segura
del proceso.
Restricciones blandas, que son aquellas que pueden ser violadas en un momento
dado por no ser cruciales, pero la violación se penaliza en la función objetivo
como un término más. Es una forma de relajar la restricción.
6.1 Resolución del Problema
Con la adición de restricciones el problema general de control predictivo cambia se
puede formular como:
Es decir, el problema consiste en la minimización de una función cuadrática con
restricciones lineales, lo que se conoce como Programación Cuadrática, QP. En este caso
no se puede encontrar una solución analítica como en el caso sin restricciones, sino que
hay que recurrir a métodos iterativos.
Resulta evidente que la carga de cálculos será considerable, ya que hay que encontrar
la solución resolviendo el algoritmo iterativo en cada periodo de muestreo. Normalmente
el esfuerzo está justificado por el beneficio económico obtenido al trabajar más
cerca del punto de operación óptimo.
Para resolver el problema QP existen diversos algoritmos suficientemente probados.
Un problema asociado a la implementación del control con restricciones es el análisis
de la estabilidad del bucle cerrado. Como es necesario utilizar métodos numéricos
para resolver el problema de la optimización, la ley de control resultante no se puede
describir de forma explícita, haciendo el problema muy difícil de atacar mediante la
teoría clásica de control.
En los últimos años se ha trabajado mucho sobre la estabilidad en estas circunstancias,
proponiéndose soluciones basadas en la teoría de Lyapunov. La idea básica
consiste en que la función de coste cuando el horizonte es infinito es monótona
decreciente (si existe solución factible) y se puede interpretar como función de Lyapunov
que garantiza por tanto la estabilidad. Sin embargo, como la solución tiene que ser
numérica, el número de variables de decisión tiene que ser finito, por lo que se han
propuesto dos ideas. En la primera, se descompone la función objetivo en dos partes: una
con horizonte finito y restricciones y otra con horizonte infinito y sin restricciones. La
segunda idea es en esencia equivalente y consiste en imponer restricciones terminales
al estado y usar un horizonte infinito.
En cualquier caso es un tema muy abierto, sobre todo si se quieren considerar las
incertidumbres en el modelo y los temas asociados con la factibilidad.
7. Ventajas y Desventajas de Control Predictivo
VENTAJAS
Formulación en el dominio del tiempo, lo cual le permite ser una técnica flexible,
abierta e intuitiva.
Permite tratar con sistemas lineales y no lineales, monovariables y multivariables
utilizando la misma formulación para los algoritmos del controlador.
La ley de control responde a criterios de optimización.
Permite la incorporación de restricciones en la síntesis o implementación del
controlador.
Brinda la posibilidad de incorporar restricciones en el cálculo de las actuaciones.
El modelo de Control Predictivo es la forma más general de plantear el problema de
control en el dominio del tiempo. Otras de sus ventajas son:
Control de tipo óptimo: Existe un índice J que se quiere minimizar, en el cual se suele
incluir el error de la salida respecto a la variable a controlar y el esfuerzo de control al
modificar la variable manipulable. Al minimizar dicho índice se tiene la garantía de que
tanto los errores en las salidas como el esfuerzo de control serán mínimos.
Control estocástico : Este tipo de control tiene en cuenta la presencia de ruidos y
perturbaciones medibles en las señales corrigiendo, en la medida de lo posible, su
influencia sobre el sistema.
Presencia de tiempos muertos: Se contempla la posibilidad de introducir retardos puros
entre la señal de mando y la respuesta del sistema (desfase en el tiempo). En general, la
presencia de tiempos muertos dificulta enormemente el control de la planta, pero en este
caso se pueden incluir en el modelo de la planta de una forma sencilla y sistemática.
Control "Feed Forward".
Este tipo de controles contrarrestan las perturbaciones exteriores antes de que se
"cuelen" dentro de nuestro sistema, aumentando la robustez de la planta a controlar.
Referencias futuras.
El predictivo tiene la capacidad de aprovechar el conocimiento de la evolución futura
deseada del sistema (si la conocemos de antemano) para implementar un algoritmo de
control optimizado.
Control Multivariable.
Este tipo de control es capaz de manejar de manera natural varias variables de entrada y
salida, incluso cuando no coinciden en número (más entradas que salidas o viceversa) o
cuando existen interrelaciones entre ellas (cada una de las variables de entrada tiene
influencia sobre varias variables de salida).
DESVENTAJAS
Requiere el conocimiento de un modelo dinámico del sistema suficientemente
preciso.
Requiere un algoritmo de optimización, por lo que solo se podría implementarse
por medio de una computadora.
Requiere un alto coste computacional, lo que hace difícil su aplicación a sistemas
rápidos.
Hasta hace relativamente poco, no se podía garantizar la estabilidad de los
controladores, especialmente en el caso con restricciones. Esto hacía que el ajuste
de estos controladores fuese heurístico y sin un conocimiento de cómo podían
influir los parámetros en la estabilidad del sistema.
8. Aplicaciones
INDUSTRIA
Se introducen en primer lugar los conceptos fundamentales y las metodologías de amplia
implantación en la industria para pasar posteriormente a la modificación de los algoritmos
básicos, de forma que puedan incorporar situaciones encontradas comúnmente en la
industria como perturbaciones medibles o restricciones.
QUÍMICA
Sirve para predecir la reacción de compuestos y reactivos a los que se pueden, mediante
el modelo matemático, variar las cantidades o alguna otra propiedad medible, y observar
los resultados posibles obtenidos por el sistema; así se pueden utilizar mejor los recursos
químicos, que pueden ser o muy costosos o muy caros (en términos de dinero y tiempo) o
muy peligrosos de manipular.
FÍSICA
Al igual que en la química es costoso comprobar experimentalmente teorías, modelos, etc.
Es por eso que los sistemas de control predictivo juegan un papel muy importante al
permitir saber con cierto grado de certeza la reacción o el comportamiento futuros de los
fenómenos.
MARKETING
El control predictivo es muy aplicado para el análisis y predicción del comportamiento de
un sector del mercado, un claro ejemplo es predecir, con cierto grado de confianza y
teniendo en cuenta la información histórica (valores que en algún momento tuvieron las
variables), el comportamiento del mercado en función de la demanda de leche para el año
2011.
ROBÓTICA
Un ejemplo son los brazos manipuladores, que al estar compuestos por varias
articulaciones unidas entre sí, poseen una dinámica altamente no lineal, con un fuerte
acoplamiento entre sus respectivas articulaciones. Esto complica la utilización de sistemas
de control tradicionales, en especial por la sintonización ante altas velocidades o
aceleraciones. Una de las mejores soluciones es utilizar un control predictivo, mediante
modelos matemáticos con el fin de compensar los términos dinámicos presentes.
INTELIGENCIA ARTIFICIAL
Una de las aplicaciones que promete un gran aporte para la humanidad, en el futuro, es la
utilización de sistemas de control predictivo a las redes neuronales para la navegación de
robots móviles, se espera que con esta tendencia se pueda mejorar el tránsito vehicular e
incluso peatonal; reduciendo de manera significante los índices de accidentes de tránsito,
los cuales en nuestro país son realmente alarmantes.
9. Aplicación con Simulador SICOMPC
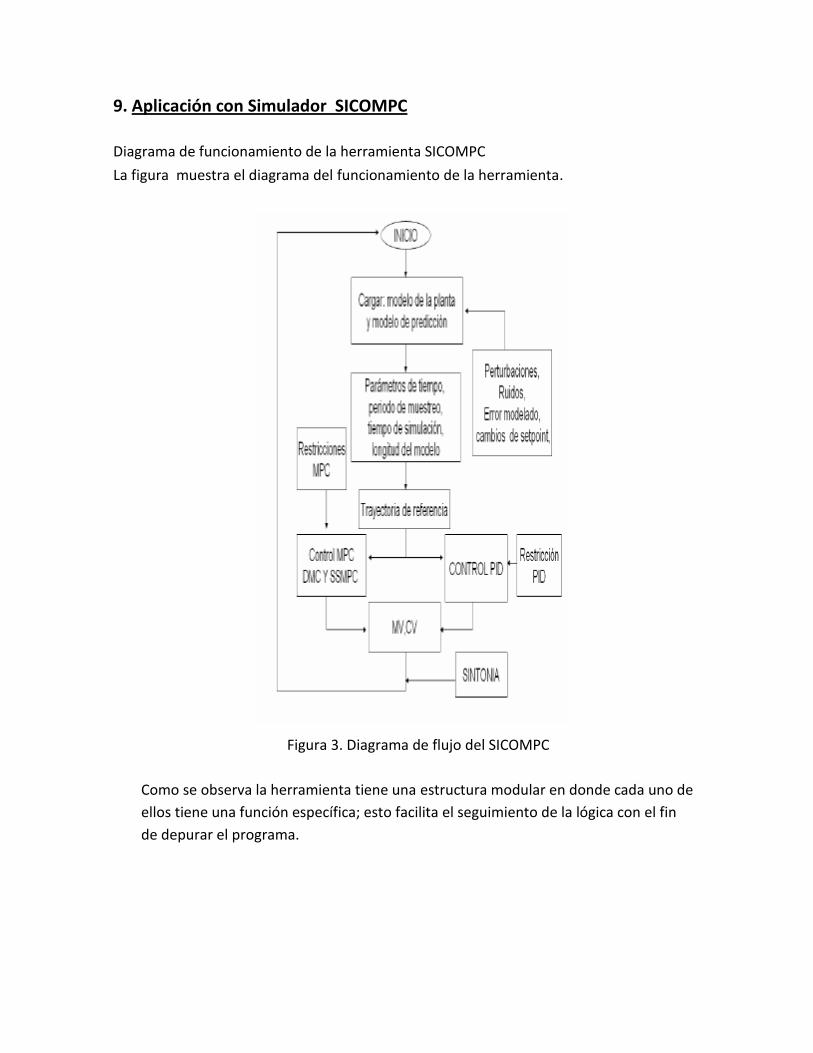
Diagrama de funcionamiento de la herramienta SICOMPC
La figura muestra el diagrama del funcionamiento de la herramienta.
Figura 3. Diagrama de flujo del SICOMPC
Como se observa la herramienta tiene una estructura modular en donde cada uno de
ellos tiene una función específica; esto facilita el seguimiento de la lógica con el fin
de depurar el programa.
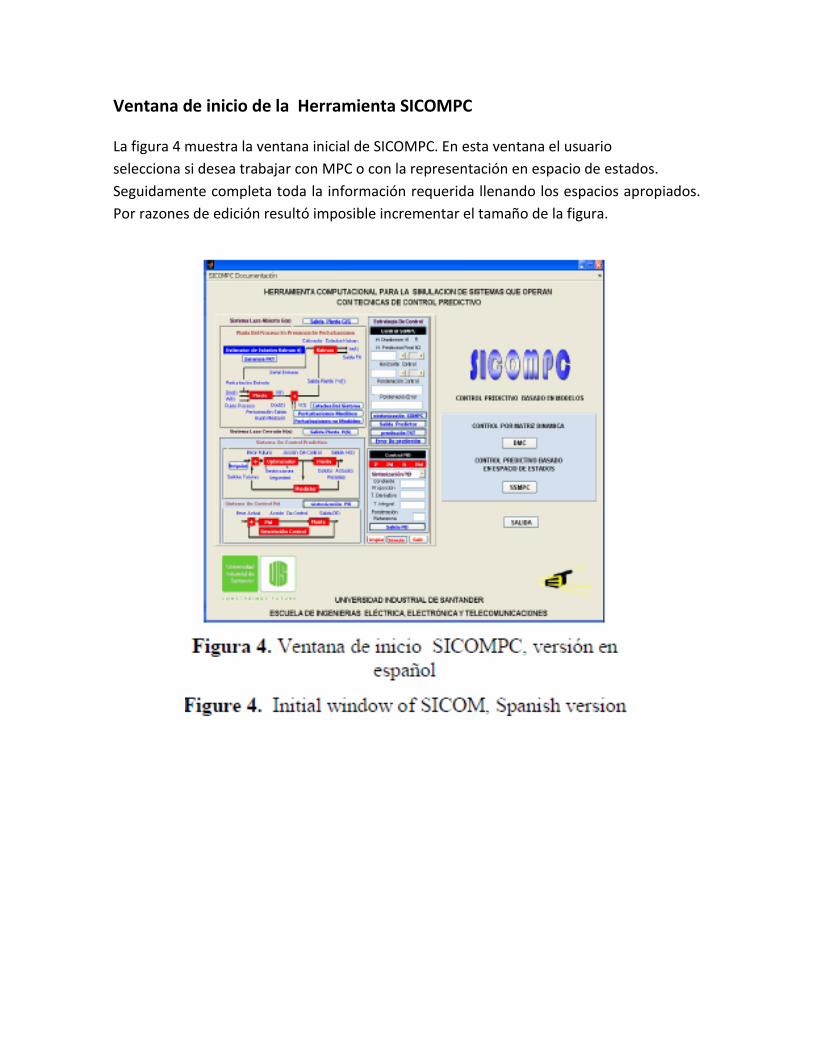
Ventana de inicio de la Herramienta SICOMPC La figura 4 muestra la ventana inicial de SICOMPC. En esta ventana el usuario
selecciona si desea trabajar con MPC o con la representación en espacio de estados.
Seguidamente completa toda la información requerida llenando los espacios apropiados.
Por razones de edición resultó imposible incrementar el tamaño de la figura.
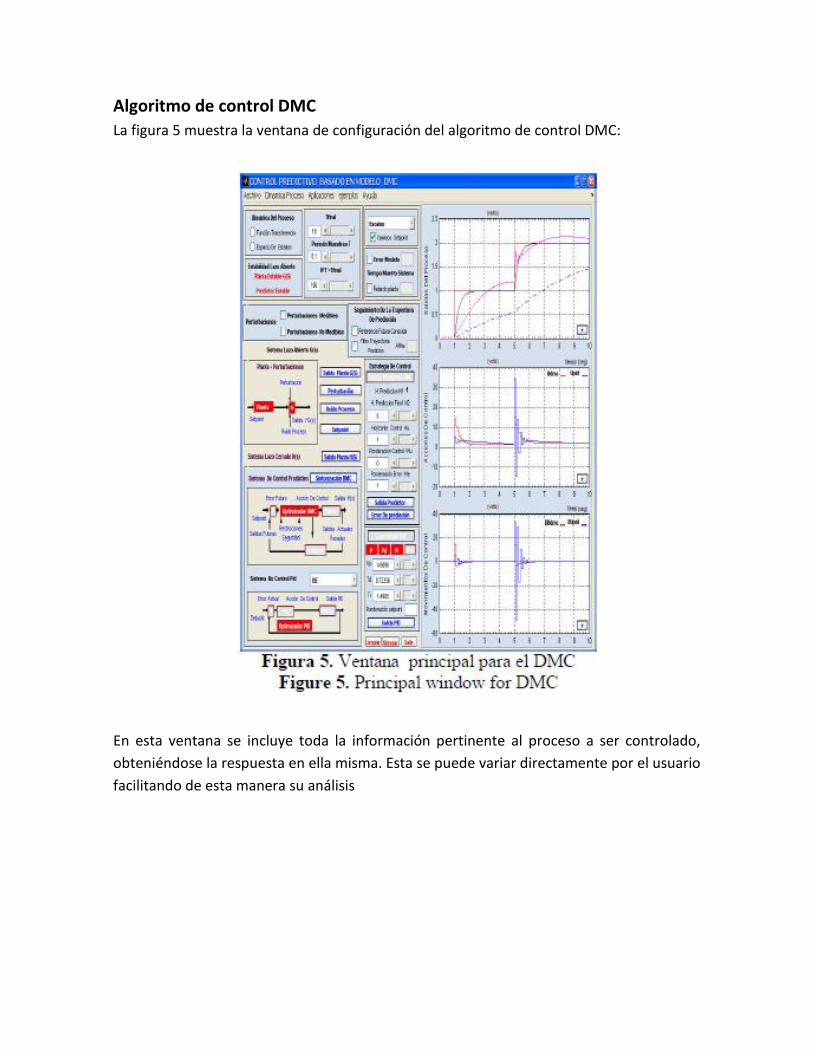
Algoritmo de control DMC
La figura 5 muestra la ventana de configuración del algoritmo de control DMC:
En esta ventana se incluye toda la información pertinente al proceso a ser controlado,
obteniéndose la respuesta en ella misma. Esta se puede variar directamente por el usuario
facilitando de esta manera su análisis
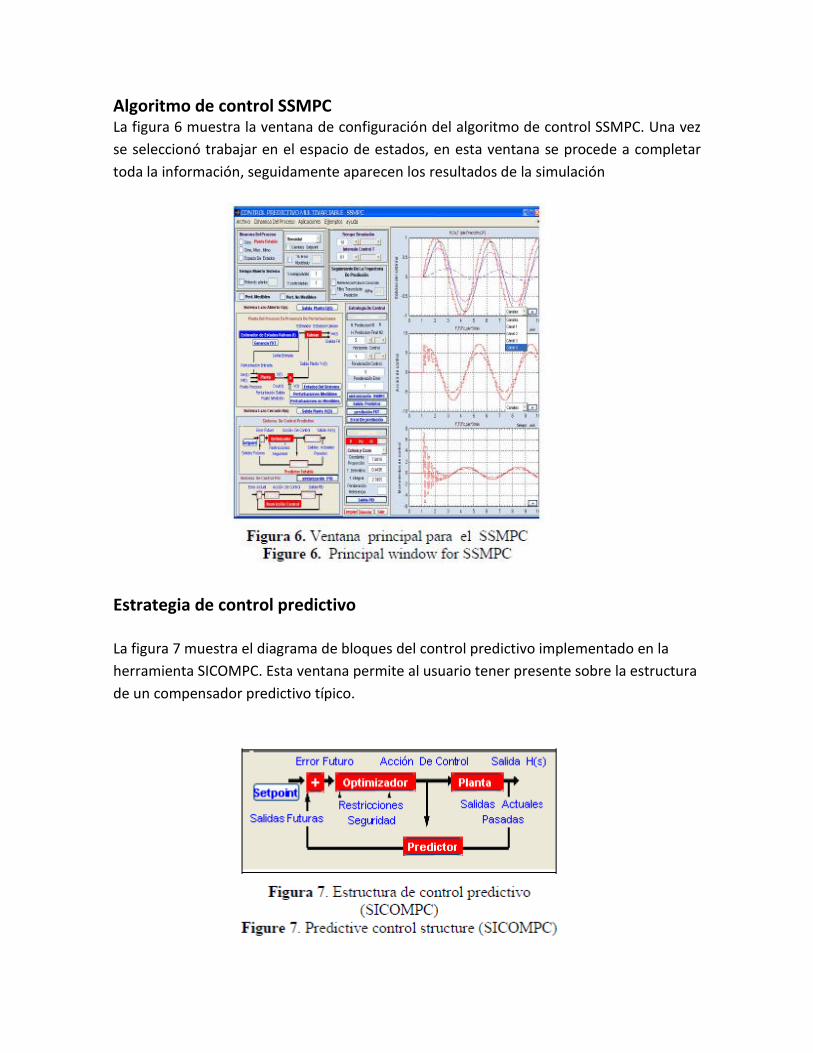
Algoritmo de control SSMPC La figura 6 muestra la ventana de configuración del algoritmo de control SSMPC. Una vez
se seleccionó trabajar en el espacio de estados, en esta ventana se procede a completar
toda la información, seguidamente aparecen los resultados de la simulación
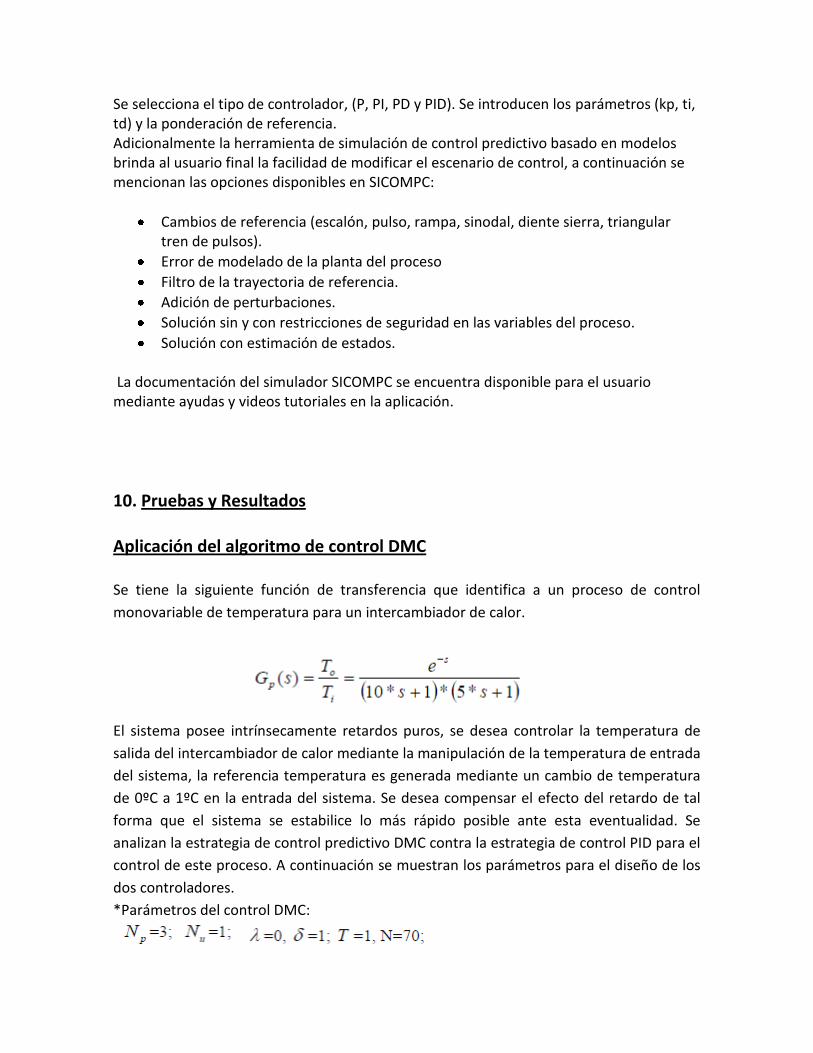
Estrategia de control predictivo La figura 7 muestra el diagrama de bloques del control predictivo implementado en la
herramienta SICOMPC. Esta ventana permite al usuario tener presente sobre la estructura
de un compensador predictivo típico.

Configuración de los parámetros de control predictivo La figura 8 muestra el panel donde el usuario introduce los parámetros del controlador
predictivo. En caso de que sea el control SSMPC para sistemas multivariables, los
parámetros de ponderación son vectores que corresponden con las dimensiones del
sistema.
Estrategia control PID ideal
La figura 9 muestra la estructura del controlador PID ideal.
Se selecciona el tipo de controlador, (P, PI, PD y PID). Se introducen los parámetros (kp, ti, td) y la ponderación de referencia. Adicionalmente la herramienta de simulación de control predictivo basado en modelos brinda al usuario final la facilidad de modificar el escenario de control, a continuación se mencionan las opciones disponibles en SICOMPC:
Cambios de referencia (escalón, pulso, rampa, sinodal, diente sierra, triangular tren de pulsos).
Error de modelado de la planta del proceso
Filtro de la trayectoria de referencia.
Adición de perturbaciones.
Solución sin y con restricciones de seguridad en las variables del proceso.
Solución con estimación de estados. La documentación del simulador SICOMPC se encuentra disponible para el usuario mediante ayudas y videos tutoriales en la aplicación.
10. Pruebas y Resultados Aplicación del algoritmo de control DMC Se tiene la siguiente función de transferencia que identifica a un proceso de control
monovariable de temperatura para un intercambiador de calor.
El sistema posee intrínsecamente retardos puros, se desea controlar la temperatura de
salida del intercambiador de calor mediante la manipulación de la temperatura de entrada
del sistema, la referencia temperatura es generada mediante un cambio de temperatura
de 0ºC a 1ºC en la entrada del sistema. Se desea compensar el efecto del retardo de tal
forma que el sistema se estabilice lo más rápido posible ante esta eventualidad. Se
analizan la estrategia de control predictivo DMC contra la estrategia de control PID para el
control de este proceso. A continuación se muestran los parámetros para el diseño de los
dos controladores.
*Parámetros del control DMC:
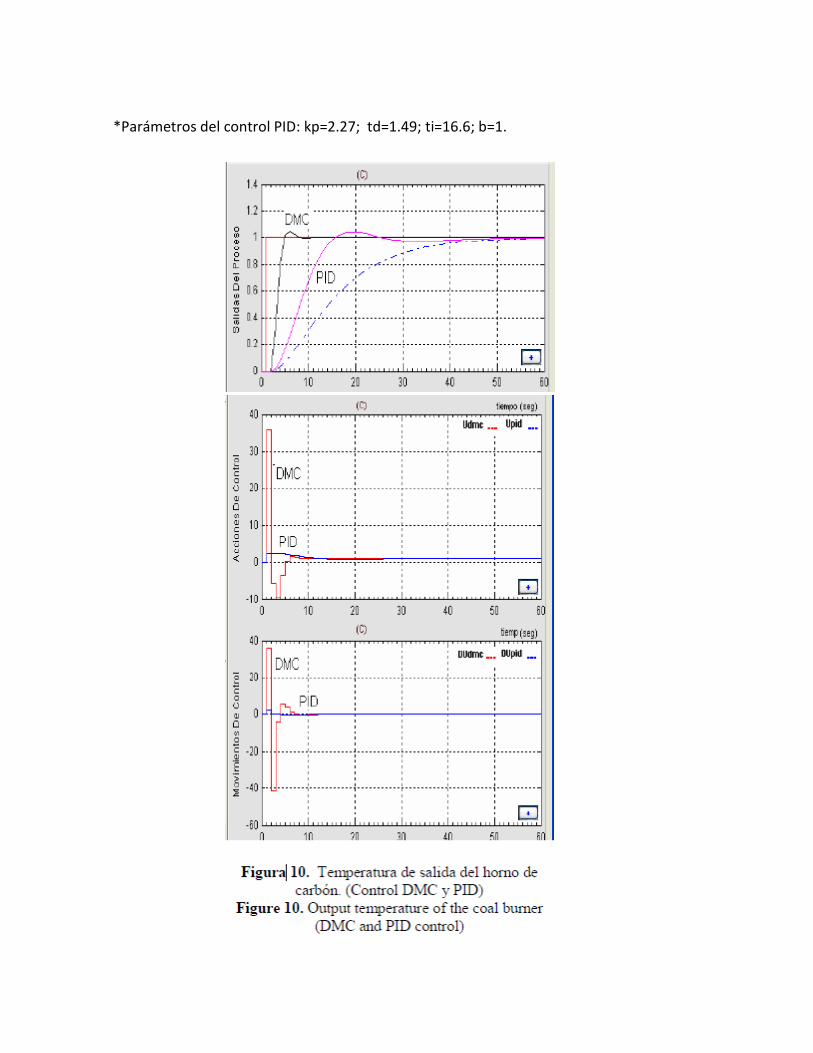
*Parámetros del control PID: kp=2.27; td=1.49; ti=16.6; b=1.
La figura 10 muestra la temperatura de salida del sistema para las estrategias de control
predictivo DMC y control PID. Se observa la eficiencia del control predictivo frente a
sistemas con retardos, debido a que una escogencia del horizonte de predicción mucho
más grande que el retardo del sistema hace que su efecto no sea considerable en la
predicción. El mínimo prototipo de control, es cuando Np=td+1, siendo (td) el retardo del
sistema. Para este caso el retardo del sistema es 1 y el horizonte de predicción es 3, por lo
tanto en la primera iteración el control predictivo tiene conocimiento de la salida del
sistema a priori, debido a esta razón cuando el sistema apenas empieza a evolucionar
justo después del retardo ya el controlador predictivo tiene suficiente información para
decidir adecuadamente la señal de control que enviará a la planta. La salida del control
PID elimina el error en estado estable pero se ajusta la referencia de temperatura muy
lentamente. Las actuaciones de control de la temperatura de entrada son más fuertes
cuando se implementa el control predictivo que con el uso de las actuaciones del PID.
Aplicación del algoritmo de control SSMPC Control predictivo de una máquina de papel: En la figura 11 se presenta el proceso para la máquina de papel. Este ejemplo es clásico y
lo desarrollan otras herramientas tales como la Toolbox de control predictivo de MATLAB.
Se seleccionó dado que es muy común en la mayoría de textos clásicos en control
predictivo por su fácil interpretación y manejo.
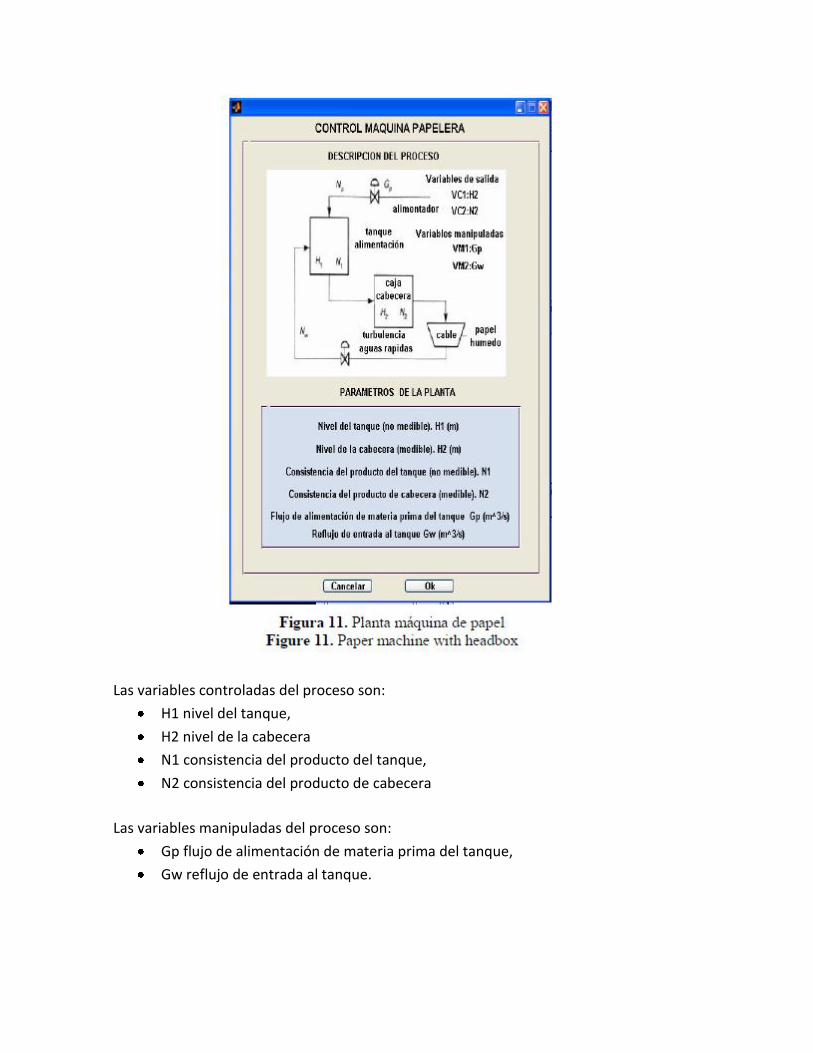
Las variables controladas del proceso son:
H1 nivel del tanque,
H2 nivel de la cabecera
N1 consistencia del producto del tanque,
N2 consistencia del producto de cabecera
Las variables manipuladas del proceso son:
Gp flujo de alimentación de materia prima del tanque,
Gw reflujo de entrada al tanque.
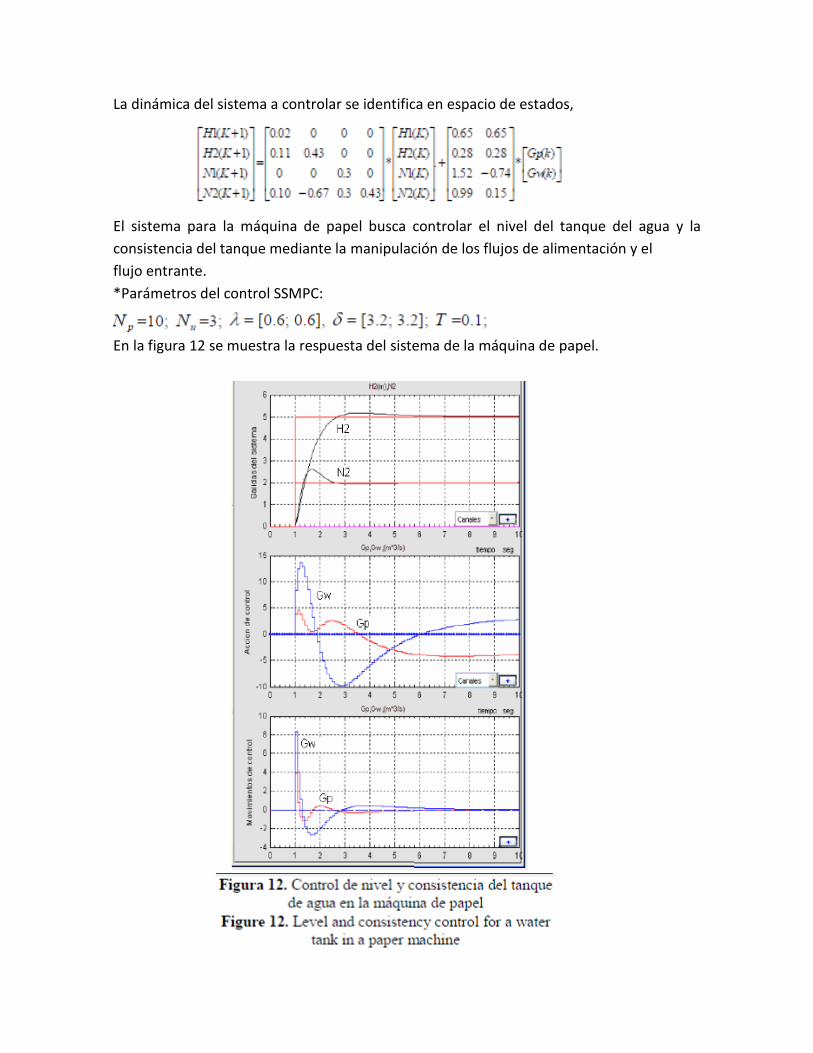
La dinámica del sistema a controlar se identifica en espacio de estados,
El sistema para la máquina de papel busca controlar el nivel del tanque del agua y la
consistencia del tanque mediante la manipulación de los flujos de alimentación y el
flujo entrante.
*Parámetros del control SSMPC:
En la figura 12 se muestra la respuesta del sistema de la máquina de papel.
Como resultado el nivel de cabecera y la consistencia del producto logra estabilizarse en
sus puntos de ajustes muy rápidamente, se eliminan los errores estacionarios. Las
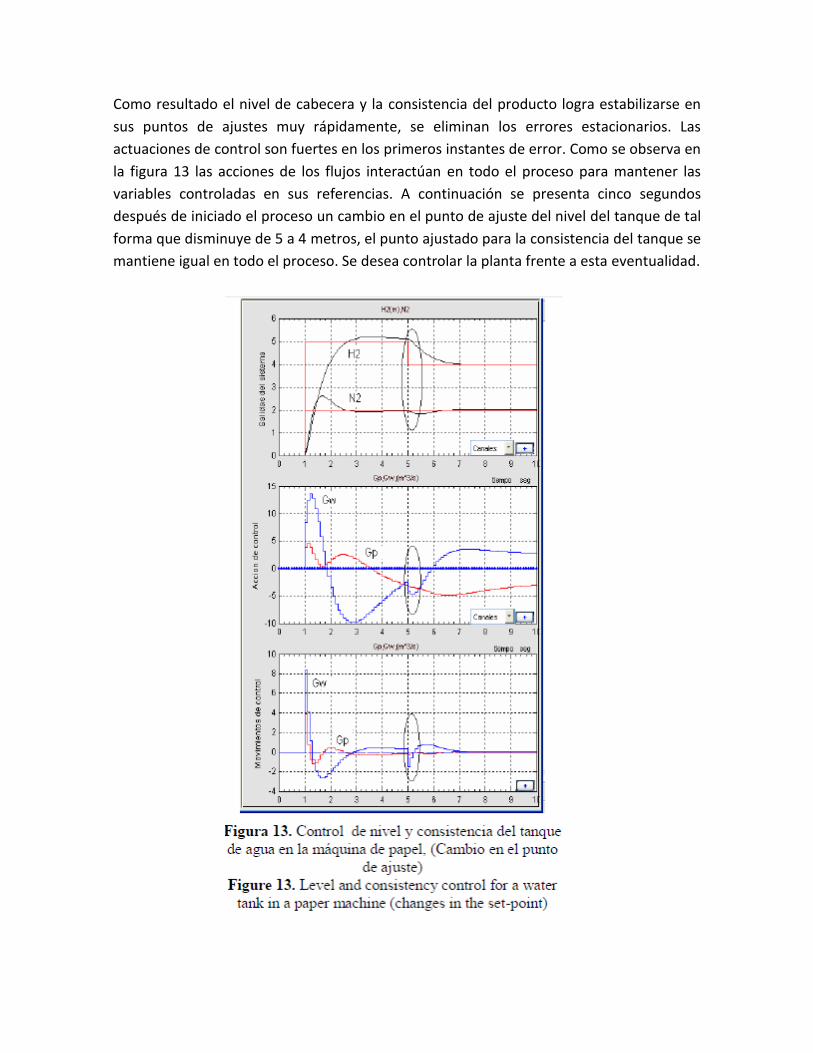
actuaciones de control son fuertes en los primeros instantes de error. Como se observa en
la figura 13 las acciones de los flujos interactúan en todo el proceso para mantener las
variables controladas en sus referencias. A continuación se presenta cinco segundos
después de iniciado el proceso un cambio en el punto de ajuste del nivel del tanque de tal
forma que disminuye de 5 a 4 metros, el punto ajustado para la consistencia del tanque se
mantiene igual en todo el proceso. Se desea controlar la planta frente a esta eventualidad.
Esta figura muestra cómo reacciona el sistema frente a un cambio en el punto de ajuste;
se debe notar la interacción entre las variables debido a que cuando se afecta la
referencia del nivel del tanque, la consistencia del tanque también se afecta y actúa de
acuerdo a la dinámica del proceso. Lo mismo sucede para las actuaciones de las señales de
flujo que interviene en la máquina de papel.
11. CONCLUSIONES
Aunque existen otros programas de simulación para el control predictivo tales como la
“Toolbox de control predictivo” de MATLABTM, IMPACT, MIMO-GPCIT, SISO-GPCIT, se
optó por desarrollar, utilizando la facilidad gráfica que posee MATLAB (GUI), una versión
modular que permita crecer y que no posea las limitaciones típicas cuando se adquiere un
programa comercial. Este crecimiento se facilita por ser un desarrollo propio dentro de
una estructura modular, es decir, se podrá mejorar, adicionar o incluso eliminar un
módulo sin que se afecte el sistema global. Al comparase con otros programas
destacamos como SICOMPC, en su primera versión, realiza las mismas actividades
incluyendo el manejo en el espacio de estados, se puede acondicionar para que a futuro
maneje restricciones operacionales más exigentes. El módulo de optimización se está
habilitando para hacerlo más eficiente y robusto mediante varias técnicas de búsquedas
de óptimos absolutos. Esta herramienta se describe en detalle en la referencia [9]. El
simulador SICOMPC para control predictivo en espacio de estados y mediante matriz
dinámica de control, constituye una herramienta muy práctica para el estudio del control
predictivo en las prestaciones de lazo cerrado. El usuario puede encontrar en esta
aplicación un primer contacto con este tipo de controladores, previo paso al desarrollo
teórico. Al mismo tiempo éste puede obtener la validación de sus propios diseños de una
forma rápida y fiable. Esta herramienta computacional permite implementar las
estrategias de control predictivo de una forma sencilla gracias a su interfaz gráfica;
además, permite configurar estrategias de control PID convencionales con el fin de
comparar criterios de rendimiento con los controladores predictivos. La herramienta
computacional cumple con criterios de desempeño, y validación propias de un programa
de uso especializado.
Como trabajo futuro y con el objetivo de ir expandiendo esta herramienta se incluirán
otros módulos de control predictivo como GPC, MAC, QDMC, entre otras técnicas
avanzadas en control predictivo existentes, al igual que programarla en visual C++ que
permitan ser compiladas y utilizadas posteriormente con la interfaz gráfica de MATLAB.

12. BIBLIOGRAFIA
GARCÍA NIETO. S, MARTÍNEZ. SANCHOS. Resumen: Simulador de Controladores Predictivos Multivariables Con Modelos en Espacio de Estados, Dpto. de ingeniería de sistemas y automática.
Universidad politécnica de valencia. 8p, 2005.
BEQUETTE B. WAYNE. Process Control: Modelling, Design and Simulation (Prentice-Hall International Series in the Physical and Chemi), Upper Saddle River, NJ (2003). pp. 487-519.
SALCEDO B. ROBIN. Trabajo de grado, Escuela de Ingenierías Eléctrica, Electrónica y de Telecomunicaciones,
Universidad Industrial de Santander, (2007).
SICOMPC: SIMULADOR PARA CONTROL PREDICTIVO BASADO EN MODELOS SICOMPC: SIMULATOR FOR MODEL PREDICTIVE CONTROL ROBIN SALCEDO: Ingeniero Electrónico, Universidad Industrial de Santander RODRIGO CORREA: Ingeniero Químico, Ph.D, profesor titular, Universidad Industrial de Santander [email protected] Recibido para revisar Octubre 12 de 2007, aceptado Enero 21 de 2008, versión final
Febrero 11 de 2008
Top Related