




Idiomas
Páginas
Jurídico

[Escriba texto]
Proceso Tela Denim:
Se recibe el hilo de la planta de hilandería y se traslada por montacarga a la zona de urdido. Los conos se colocan en las filetas y comienza el proceso de enrrollado al plegador. Luego el plegador se traslada a la zona de teñido y engomado, donde ingresa el hilo a las tinas de mercerizado. Aquí ingresa soda caustica, posterior ingresa a las tinas enjuague con agua caliente, el proceso se repite dos veces (proceso de enjuague y exprimido). Se ingresa a las tinas de teñido donde se adiciona el tinte índigo. Se extrae una muestra aleatoria enviada a laboratorio para evaluar la concentración del tinte (si cumple con lo requerido). Se realiza enjuague en las tinas (se realiza dos veces enjuague y exprimido). Se realiza el pre-secado donde ingresa el hilo y es secado al pasar circular por los 12 cilindros y luego se dirige a las tinas de engomado (engoma y exprime 2 veces). Por último se procede a enrollar en el plegador. El subproducto es urdimbre. Se traslada el urdimbre a la zona de telares para el correspondiente tejido con la trama de algodón el Sub-producto es tela. Luego la tela se traslada a la zona de tintórea para tener los acabados requeridos por el cliente. Se traslada la tela enrrollada a la zona de chamuscado (quemado de pelusas en la superficie de la tela). Posterior al proceso de chamuscado se realiza traslado con gata hidráulico al proceso de cepillado para retirar los restos de pelusas. Se realiza el lavado y exprimido con suavizante y humectante. Después se realiza el enjuague con agua a temperatura ambiente. Se realiza secado de la tela recorriendo los 16 cilindros secadores. Pasa por el proceso de sanforizado (exposición a calor) para dar el ancho de la tela requerido. Después el rollo se traslada con gata hidrauica al área de revisión final donde se revisa la tela para detectar posibles fallas (desenrrolla la tela y se revisa a exposición de luz y se enrrolla). Después se traslada el rollo a la cortadora para determinar el largo requerido. Posterior se traslada por fajas transportadoras a la empacadora donde se envuelve con una “mica”. Se codifica, luego se traslada en montacarga las plataformas con las telas apiladas al almacén de productos terminados.
ÍNDICE1. INTRODUCCIÓN 1
2. DESCRIPCIÓN DEL PRODUCTO Y EL PROCESO PRODUCTIVO 2
2.1.DESCRIPCIÓN DEL PRODUCTO OBTENIDO 22.2.DESCRIPCIÓN DEL PROCESO PRODUCTIVO 2
3. SITUACIÓN ACTUAL DEL PROCESO 5
3.1.DIAGRAMA DE OPERACIONES DE PROCESO 53.2.TIEMPOS 83.3.DIAGRAMA DE ANÁLISIS DE PROCESO 103.4.DIAGRAMA DE RECORRIDO 113.5.LAYOUT 123.6. INDICADORES 14
4. TÉCNICA DEL INTERROGATORIO SISTEMÁTICO – TIS 15
5. ANÁLISIS ERGONÓMICO 17
5.1.TAMAÑO DE LA MESA DE TRABAJO 17
5.1.1MESA DE TRABAJO PROPUESTO 19
5.2.TAMAÑO DE LA ESCALERA DE TRABAJO 20
5.2.1 ESCALERA DE TRABAJO PROPUESTO 22
6. SITUACIÓN MEJORADA 23
6.1.D.O.P. MEJORADO 236.2.D.A.P. PROPUESTO 266.3.DIAGRAMA DE RECORRIDO PROPUESTO 276.4.LAY OUT PROPUESTO 286.5.DIAGRAMA BIMANUAL PROPUESTO 296.6. INDICADORES 30
7. RECOMENDACIONES 31
PROCESO DE ELABORACION DE TELA DENIM RIGIDA
1. INTRODUCCION
En el presente trabajo se aplicará todo lo aprendido en el curso de ingeniería de métodos con el fin de efectuar mejoras a la empresa elegida y poder aumentar su productividad. Para ello, se obtendrán y presentaran datos por medio de diagramas de operaciones de proceso, diagrama de análisis de proceso y de recorrido, estudio de tiempo, indicadores, etc.
Para el desarrollo del trabajo se analizaran los procesos productivos de la empresa Cia. Industrial NUEVO MUNDO, la cual se dedica a la elaboración de hilandería y diversos tipos de telas, en este caso trabajaremos con el proceso productivo de tela Denim rígida.
Para ello, se analizó cada etapa del proceso productivo con el objetivo de desarrollar el método ideal para aumentar su eficiencia productiva e identificar los puntos de demora, cuellos de botella y otros factores, con el fin de tener la optimización integral de los recursos de la empresa. Este estudio se basa en utilizar métodos como diagramas de operaciones de proceso, diagrama de análisis de proceso, diagramas de recorrido, estudio de tiempos entre otros para elevar la productividad de las actividades que realiza el personal operativo.
Por consiguiente, se evaluará las actividades actuales que realiza el personal operativo, las zonas de trabajo, la distancia recorrida, los insumos que se usan, los costos y las ganancias de la fábrica.
Página 2
ÍNDICE1. INTRODUCCIÓN 1
2. DESCRIPCIÓN DEL PRODUCTO Y EL PROCESO PRODUCTIVO 2
2.1.DESCRIPCIÓN DEL PRODUCTO OBTENIDO 22.2.DESCRIPCIÓN DEL PROCESO PRODUCTIVO 2
3. SITUACIÓN ACTUAL DEL PROCESO 5
3.1.DIAGRAMA DE OPERACIONES DE PROCESO 53.2.TIEMPOS 83.3.DIAGRAMA DE ANÁLISIS DE PROCESO 103.4.DIAGRAMA DE RECORRIDO 113.5.LAYOUT 123.6. INDICADORES 14
4. TÉCNICA DEL INTERROGATORIO SISTEMÁTICO – TIS 15
5. ANÁLISIS ERGONÓMICO 17
5.1.TAMAÑO DE LA MESA DE TRABAJO 17
5.1.1MESA DE TRABAJO PROPUESTO 19
5.2.TAMAÑO DE LA ESCALERA DE TRABAJO 20
5.2.1 ESCALERA DE TRABAJO PROPUESTO 22
6. SITUACIÓN MEJORADA 23
6.1.D.O.P. MEJORADO 236.2.D.A.P. PROPUESTO 266.3.DIAGRAMA DE RECORRIDO PROPUESTO 276.4.LAY OUT PROPUESTO 286.5.DIAGRAMA BIMANUAL PROPUESTO 296.6. INDICADORES 30
7. RECOMENDACIONES 31

Instalaciones del área de producción.
2. DESCRIPCIÓN DEL PRODUCTO Y EL PROCESO PRODUCTIVO:
2.1 DESCRIPCIÓN DEL PRODUCTO OBTENIDO
Tejido plano sarga, compuesto de hilos entretejidos de urdimbre (teñida con colorante índigo) y de trama (sin teñir, color crudo), son esencialmente hilos de algodón. Hilados comúnmente por el procedimiento de extremo abierto (Open – End) en los que, para lograr un tacto suave y una rigidez de urdimbre visible después del lavado del tejido, los hilos utilizados para la urdimbre son predominantemente hilos mezclados de algodón y de rayón viscosa (que imita muy bien las características del algodón, pero es una fibra hecha por material textil artificial).
Con el denim se hace de todo (desde accesorios hasta trajes de baño) y se presenta de infinitas maneras: bordado, desteñido, roto, con aplicaciones, etc.
Producto en base a Tela Denim
2.2 DESCRIPCIÓN DEL PROCESO PRODUCTIVO
Página 3
El proceso inicia con el traslado del hilo del área de hilandería. Una vez llegado los hilos se siguen los siguientes pasos a mencionar:
Se recibe el hilo de la planta de hilandería y se trasladado por las montacargas a la zona de urdido para dar inicio a la elaboración de la tela denim rigida.Los conos se colocan en las filetas y comienza el proceso de enrollado al plegador. Luego el plegador se traslada a la zona de teñido y engomado, donde ingresa el hilo a las tinas de mercerizado. Aquí ingresa soda caustica, posterior ingresa a las tinas enjuague con agua caliente, el proceso se repite dos veces (proceso de enjuague y exprimido). Se ingresa a las tinas de teñido donde se adiciona el tinte índigo. Se extrae una muestra aleatoria enviada al laboratorio para evaluar la concentración del tinte (si cumple con lo requerido). Se realiza enjuague en las tinas (se realiza dos veces enjuague y exprimido). Se realiza el pre-secado donde ingresa el hilo y es secado al pasar circular por los 12 cilindros y luego se dirige a las tinas de engomado (se engoma y exprime 2 veces). Por último se procede a enrollar en el plegador. El subproducto obtenido es urdimbre.Se traslada el urdimbre a la zona de telares para el correspondiente tejido con la trama de algodón el Sub-producto es tela. Luego la tela se traslada a la zona de tintórea para tener los acabados requeridos por el cliente. Se traslada la tela enrollada a la zona de chamuscado (quemado de pelusas en la superficie de la tela). Posterior al proceso de chamuscado se realiza traslado con gata hidráulico al proceso de cepillado para retirar los restos de pelusas. Se realiza el lavado y exprimido con suavizante y humectante.
Después se realiza el enjuague con agua a temperatura ambiente. Se realiza secado de la tela recorriendo los 16 cilindros secadores. Pasa por el proceso de sanforizado (exposición a calor) para dar el ancho de la tela requerido. Después el rollo se traslada con gata hidráulica al área de revisión final donde se revisa la tela para detectar posibles fallas (desenrolla la tela y se revisa a exposición de luz y se enrolla). Después se traslada el rollo a la cortadora para determinar el largo requerido. Posterior se traslada por fajas transportadoras a la empacadora donde se envuelve con una “mica”. Se codifica, luego se traslada en montacargas las plataformas con las telas apiladas al almacén de productos terminados.
Página 4
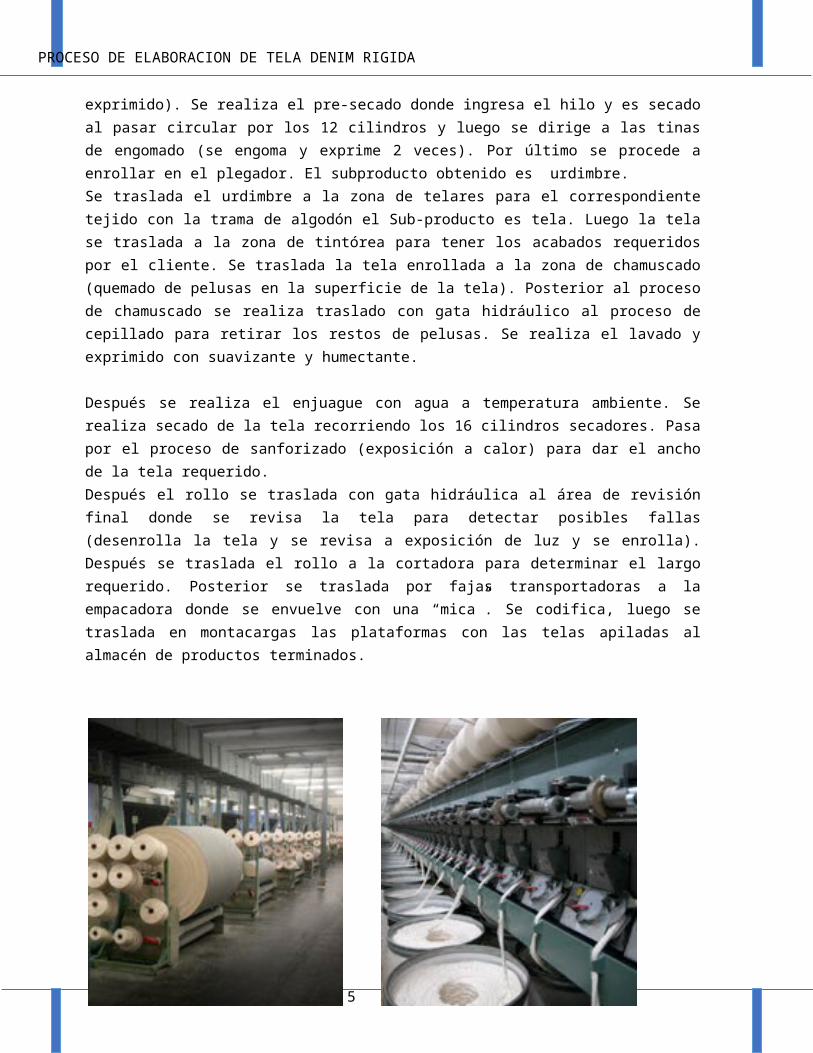
Zona de Hilandería. Zona de Tejido.
Zona de Control de Calidad.
3. SITUACIÓN ACTUAL DEL PROCESO:
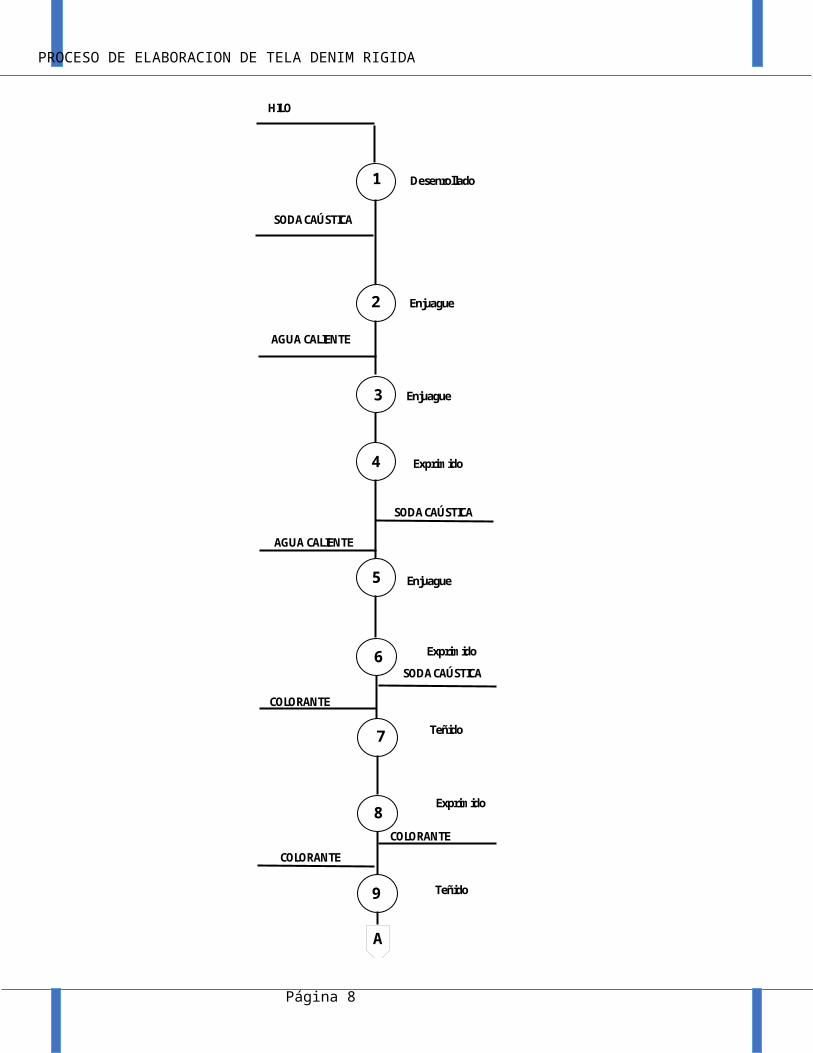
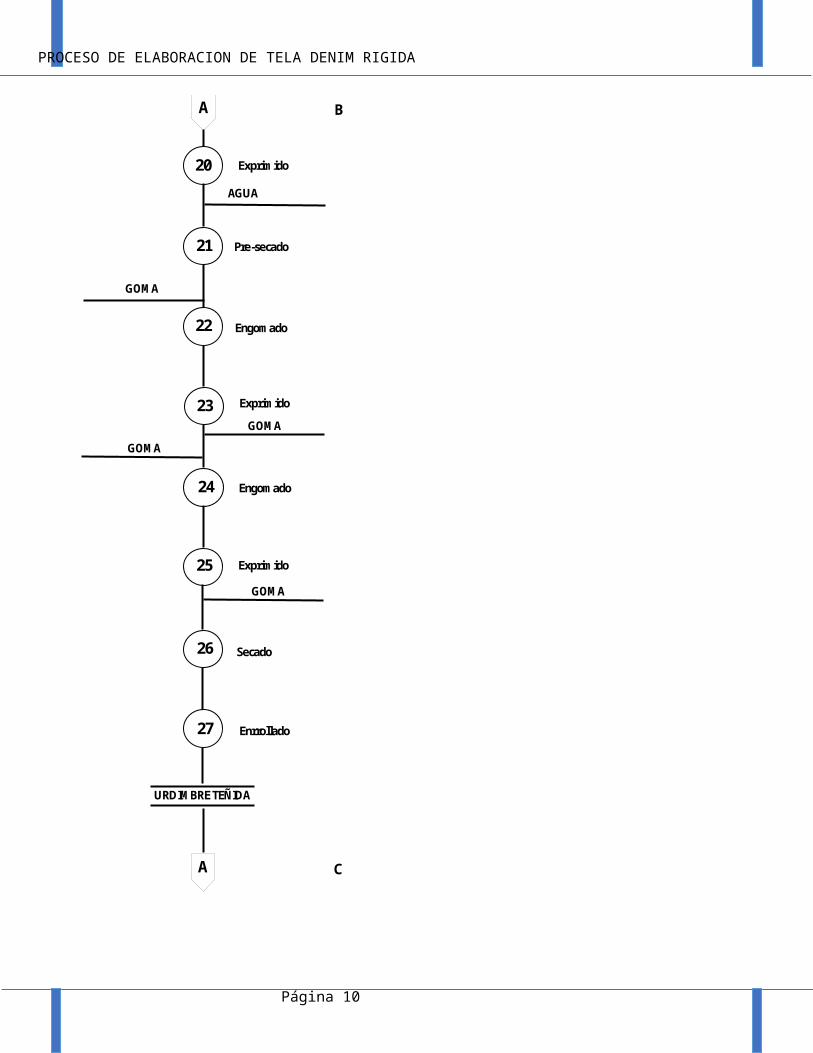
3.1 DIAGRAMA DE OPERACIONES DE PROCESO
D.O.P. PARA EL PROCESO DE ELABORACION DE TELA DENIM RIGIDA
Página 5

q
SODA CAÚSTICA
Desenrollado
Enjuague
AGUA CALIENTE
Enjuague
Exprimido
Enjuague
Exprimido
AGUA CALIENTE
COLORANTE
Teñido
Exprimido
COLORANTE
Teñido
SODA CAÚSTICA
SODA CAÚSTICA
COLORANTE
1
2
3
4
5
6
7
9
8
HILO
A
Página 6

Exprimido
COLORANTE
Teñido
COLORANTE
Exprimido
COLORANTE
COLORANTE
Teñido
Exprimido
COLORANTE
COLORANTE
Teñido
Exprimido
COLORANTE
AGUA
AGUA
Enjuague
Exprimido
AGUA
Enjuague
10
13
14
15
16
17
19
11
12
18
A
A
Página 7
B
Exprimido
AGUA
Pre-secado
Exprimido
Engomado
GOMA
GOMA
GOMA
Exprimido
Engomado
GOMA
Secado
Enrrollado
URDIMBRE TEÑIDA
21
20
22
23
24
25
26
27
A
A
Página 8
B
C

TELA DENIM RÍGIDA
Desenrrollado
Enrrollado
Tejido
Desenrrollado
Suavizante
Chamuscado
Enrrollado
Desenrrollado
Cepillado
Lavado
Pelusa Quemada
Pelusa Quemada
Humectante
28
1
29
30
31
2
32
33
34
A
A
Página 9
C
D
Exprimido
AGUA FRIA
Exprimido
Enjuague
Secado
Sanforizado
Enrrollado
Desenrrollado
Prueba de Calidad
Enrrollado
35
36
37
38
3
39
40
1
41
A
A
Exprimido
AGUA FRIA
Exprimido
Enjuague
Secado
Sanforizado
Enrrollado
Desenrrollado
Prueba de Calidad
Enrrollado
35
36
37
38
3
39
40
1
41
A
A
Página 10
D
E

Desenrrollado
Corte
Empaquetado
Codificado
TELA FINAL
42
4
43
44
A
Página 11
E

3.2 TIEMPOS
Cronometraje: Se tomó el tiempo en cada etapa del proceso de preparación de piezas y se obtuvo los siguientes resultados:
Página 12

Página 13

Valoración: Según la evaluación hecha al personal se obtuvo lo siguiente:
Determinación de número de observaciones: Según la toma de tiempos, se va evaluar y obtener la cantidad de observaciones pendientes de cada etapa del proceso.
Método General Electric
Página 14
Método Westing House
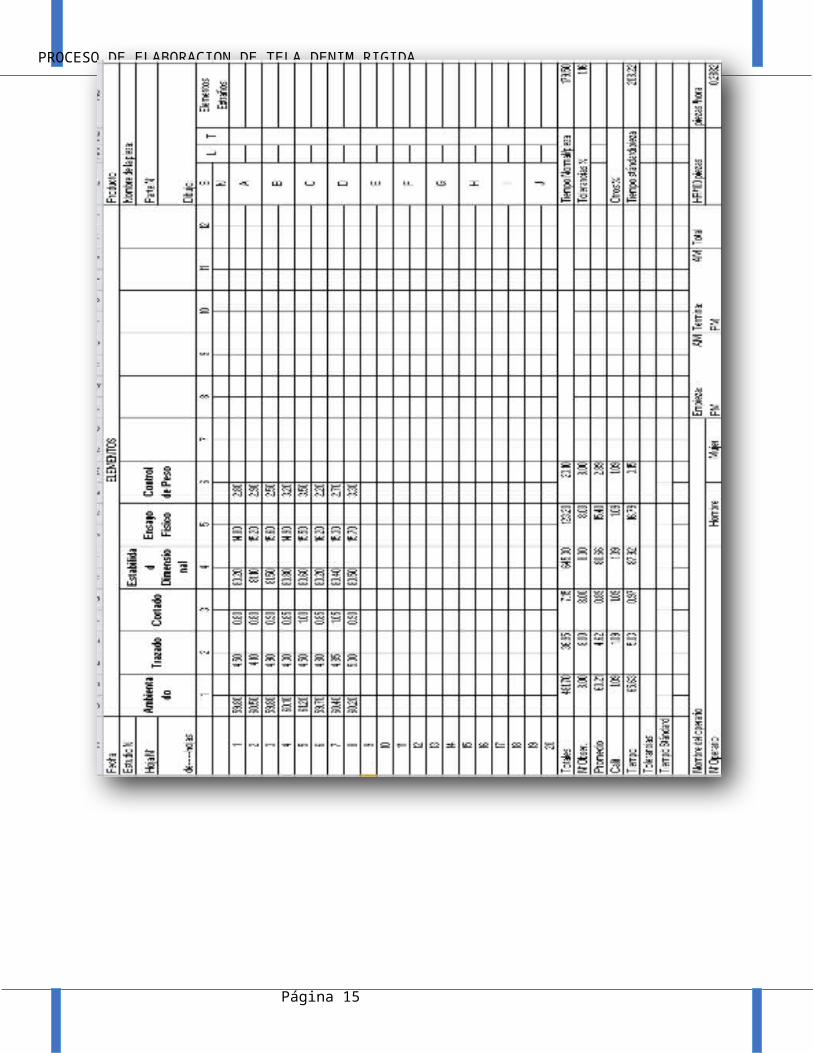
Página 15

Método Estadístico
3.3 DIAGRAMA DE ANÁLISIS DE PROCESOD.A.P. PARA EL PROCESO DE ELABORACION DE TELA DENIM RIGIDA.
Página 16

CURSOGRAMA ANALÍTICO
DIAGRAMA núm: Hoja num: Objeto:
Transporte
InspecciónLugar: Almacenamiento
Distancia
Compuesto por: Fecha:
Aprobado por: Fecha:
Se traslada el hilo hacia la zona de urdido
x
1er Enrrollado de hilo x
traslado del plegador a la zona de teñido y engomado
x
Se sumerge en Soda Caustica x x
1er enjuague y exprimido x
2do enjuague y exprimido x
Teñido y exprimido del hilo x x
Enjuague exprimido x
pre-secado x
engomado y exprimido del hilo x
2do enrrollado x
traslado del urdimbrea la zona de telares x
Desenrollado de la tela x
tejido de urdimbre x
Enrrollado de tela x
se traslada la tela a la zona de chamuscado
x
Chamuscado x
Enrrollado de tela x
se traslada la tela a la zona de cepillado x
Desenrollado de la tela x
Cepillado de tela x
Lavado y exprimido de tela x
enjuague de tela x
Exprimido de la tela x
secado de tela x x
Sanforizado x x
Enrrollado de tela x
Desenrollado de la tela x
Prueba de calidad x
Enrrollado de tela x
Desenrollado de la tela x
Corte de la tela x x
Enpaqueatdo x
Codificdo x
Transporte al Almacen x
Almacenamiento x
Total 29 06 06 01
se adicionan suavizantes y humectantes
Empacados en mica
el proceso se realiza dos veces
se enrrolla en un pleglador y se obtiene urdimbre
el enjuague se realiza con agua caliente
con agua a T° ambiente
se teje con trama de algodón y se obtiene tela
se enrrolla en un plegador
quemado de pelusas en la supercie de la tela
se retiran los restos de pelusas
PROPUESTA ECONOMÍA
Costo Mano de obra Material
el hilo se enrrolla en un plegador
Actividad: Operación
Método: ACTUAL/PROPUESTOEspera
Tiempo
OPERARIO / MATERIAL / EQUIPO
Operarios(s): Ficha num:
RESUMENACTIVIDAD ACTUAL
DESCRIPCIÓN C D (m)T
(min)SIMBOLO
Observaciones
Almacen de productos terminados
Se enguaga y se exprime en agua limpia
Se revisas en exposicion a la luz
Exposicion al calor
Pasa por 16 cilindros
se adiciona soda caustica
el enjuague se realiza con agua caliente
se adiciona tinte indigo, se verifica la concentración del tinte
3.4 DIGRAMA DE RECORRIDO
Página 17

3.5 LAY OUT
Página 18
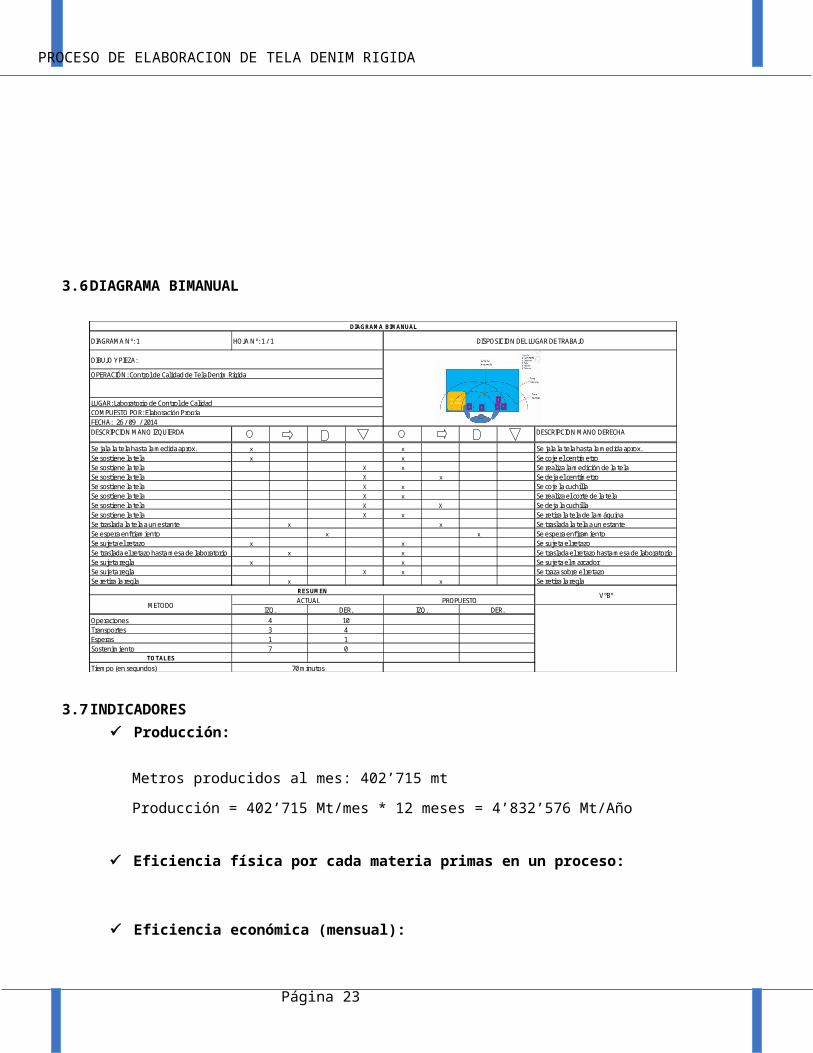
3.6 DIAGRAMA BIMANUAL
Página 19

DESCRIPCION MANO IZQUIERDA DESCRIPCION MANO DERECHA
Se jala la tela hasta la medida aprox. x x Se jala la tela hasta la medida aprox.Se sostiene la tela x x Se coje el centímetroSe sostiene la tela X x Se realiza la medición de la telaSe sostiene la tela X x Se deja el centímetroSe sostiene la tela X x Se coje la cuchillaSe sostiene la tela X x Se realiza el corte de la telaSe sostiene la tela X X Se deja la cuchillaSe sostiene la tela X x Se retira la tela de la máquinaSe traslada la tela a un estante x x Se traslada la tela a un estanteSe espera enfriamiento x x Se espera enfiramientoSe sujeta el retazo x x Se sujeta el retazoSe traslada el retazo hasta mesa de laboratorio x x Se traslada el retazo hasta mesa de laboratorioSe sujeta regla x x Se sujeta el marcadorSe sujeta regla X x Se traza sobre el retazoSe retira la regla x x Se retira la regla
OperacionesTransportesEsperasSostenimiento
TOTALES
Tiempo (en segundos) 70 minutos
7 01 1
RESUMEN VºBºMETODO
ACTUAL PROPUESTOIZQ. DER. IZQ. DER.
4 103 4
DIAGRAMA BIMANUAL
DIAGRAMA Nº: 1 HOJA Nº: 1 / 1 DISPOSICION DEL LUGAR DE TRABAJO
DIBUJO Y PIEZA:
OPERACIÓN: Control de Calidad de Tela Denim Rígida
LUGAR: Laboratorio de Control de CalidadCOMPUESTO POR: Elaboración PropiaFECHA: 26 / 09 / 2014
3.7 INDICADORES Producción:
Metros producidos al mes: 402’715 mt
Producción = 402’715 Mt/mes * 12 meses = 4’832’576 Mt/Año
Eficiencia física por cada materia primas en un proceso:
Eficiencia económica (mensual):
Ventas: S/. 3’000’000
Hilo: S/. 150’000
Gas: S/. 297’000
Luz: S/. 300’000
Personal: S/. 610’000
Otros: S/. 757’000
Ef. Económica = 3’000’000/(150+297+300+610+757)*1000 = 142.51 %
Productividad de Mano de Obra:
Personal: S/. 610’000
Página 20

Telas producidas: 4’832’576 mt
Kgs producidos por hombre: 610’000/ 4’832’576 = 0.66 S/. / mt
Productividad económica:
Metros producidos = 4’832’576 mt
Costo Mano de Obras: S/. 7’320’000.00
Costo de materia prima: S/. 10’500’000.00
Prod. Económica = 4’832’576 mt / S/. (7’320+10’500)*1000 = 0.336 Mt / S/.
4. TECNICA DE INTERROGATORIO
¿Qué se hace? Se extrae una muestra de tela de aproximadamente 1.70 x 0.080 mt, debido a que después del planchado sale caliente, se deja enfriar a temperatura ambiente. Luego se realiza el proceso de trazado y corte ya que se corta la muestra en tres tramos para los exámenes a realizarse. Esa muestra de tela, de aproximadamente 1.70x0.80 mts, debido a que después del planchado sale caliente, se decide enfriar a temperatura ambiente, llame este proceso AMBIENTADO y esta con los tiempos en minutos. Luego se hace un Trazado a la muestra para proceder al Corte de la misma, ya que se corta la muestra en tres tramos para los exámenes de ESTABILIDAD DIMENSIONAL, ENSAYO FISICO Y CONTROL DE PESO. El primer proceso trata de llevar un control de comportamiento de la tela de varios procesos de lavado y secado. El segundo proceso trata de medir la resistencia a la tracción de la tela. Y por último, el tercer proceso, valga la redundancia, controla el peso de la tela en gr/m2.
¿Por qué se hace? Para corroborar que la tela producida cumple con los estándares establecidos
¿Qué podría hacerse? Se debe de acelerar el proceso de enfriamiento sin alterar las propiedades de la tela para poder tener los resultados en menor tiempo.
¿Qué debería hacerse? xxxxxxxxxxxxxxxx
¿Dónde lo hace? Se realiza en el laboratorio de control de calidad
¿Por qué lo hace en ese lugar? Porque cuenta con todas las máquinas necesarias para realizar las pruebas.
¿Dónde podría hacerse?
Página 21

En un área más cercana al área de producción.
¿Dónde debería hacerse? En un lugar más cercano al área de producción.
¿Cuándo se hace? Se realiza en xx horarios.
¿Por qué se hace en ese momento? Porque se decidió….
¿Quién lo hace? Lo realiza el personal de laboratorio.
¿Por qué lo hace esa persona? Porque es la persona que tiene la preparación para realizar las pruebas mencionadas.
¿Cómo se hace? xxxxxxxxxxxxxxxxxxxxxx
¿Por qué se hace de ese modo? xxxxxxxxxxxxxxxxxxx
5. ANALISIS ERGONOMICO5.1 TAMAÑO DE MESA DE TRABAJO
Los operarios que trabajan en el proceso miden en promedio 168 cm de estatura y trabajan xx en una mesa. Para saber si la mesa de trabajo se acomoda a los requerimientos de los operarios, vamos a determinar la altura mínima a la que estará el tablero de la mesa, estableciendo como límite mínimo de la altura de mesa aquella que permita una altura óptima de trabajo (5 cm debajo del codo).
MUJERES HOMBRES MUJERES HOMBRES MUJERES HOMBRES MUJERES HOMBRES
ESTATURA 147.89 159.46 158.29 171.41 168.69 183.37 6.321 7.270
ALTURA DEL CODO 90.36 95.81 98.69 105.60 107.03 115.39 5.068 5.952
ALTURA SENTADO 78.01 79.54 82.75 85.88 87.50 92.22 2.884 3.857
ALTURA SENTADO DEL OJO 67.72 68.79 72.53 75.10 77.33 81.41 2.922 3.839
ALTURA SENTADO DEL CODO 20.08 17.36 24.64 22.38 29.20 27.41 2.773 3.054
ALTURA DE LA RODILLA 44.11 49.69 49.80 54.54 55.48 59.40 3.457 2.952
ANCHO DE HOMBROS 37.64 40.14 42.98 46.08 48.31 52.01 3.244 3.610
ANCHO DE CADERAS 35.60 34.12 41.21 38.74 46.82 43.36 3.409 2.809
ALCANCE DEL BRAZO 61.10 69.21 67.53 76.93 73.95 84.65 3.905 4.691
ALTURA POPLÍTEA 36.74 40.38 41.83 45.35 46.91 50.32 3.091 3.021
PESO (Kg.) 45.90 58.37 66.08 78.73 86.27 99.08 12.271 12.373
ALTURA DEL MUSLO 10.13 10.01 13.70 13.59 17.26 17.18 2.167 2.177
(*) unidades en centímetros
PERCENTILES
95 Desviación estándar5 50
Página 22
Altura de cada trabajador promedio = 168 cm
Altura de población hispana = 171,41σ = 7,27
Z = 168−171.41
7.27=−0.47
Probabilidad = 32,27
Interpretación
El resultado nos muestra que existe un 32,27% de operarios que mide igual o menos que 168 cm y un 67.73% que mide más que 168 cm. Con el valor de Z vamos a determinar la altura mínima que deberá tener el tablero de la mesa de trabajo. Para hallar este valor tomamos como dato u=105,6 y σ =5.952, estos datos son extraídos de la tabla de hispanos.
Utilizando datos de población hispana Altura del codo:
x = 102,808 <> 103 cm
Por lo tanto la mesa deberá medir 103 – 5 = 98 cm
De acuerdo al análisis ergonómico realizado se tiene:
Dimensiones de la mesa de trabajo actual:
Altura: 78 cm Largo: 60 cm Ancho: 40 cm
5.1.1 MESA DE TRABAJO PROPUESTO
Página 23
−0,47= x−105,65,952

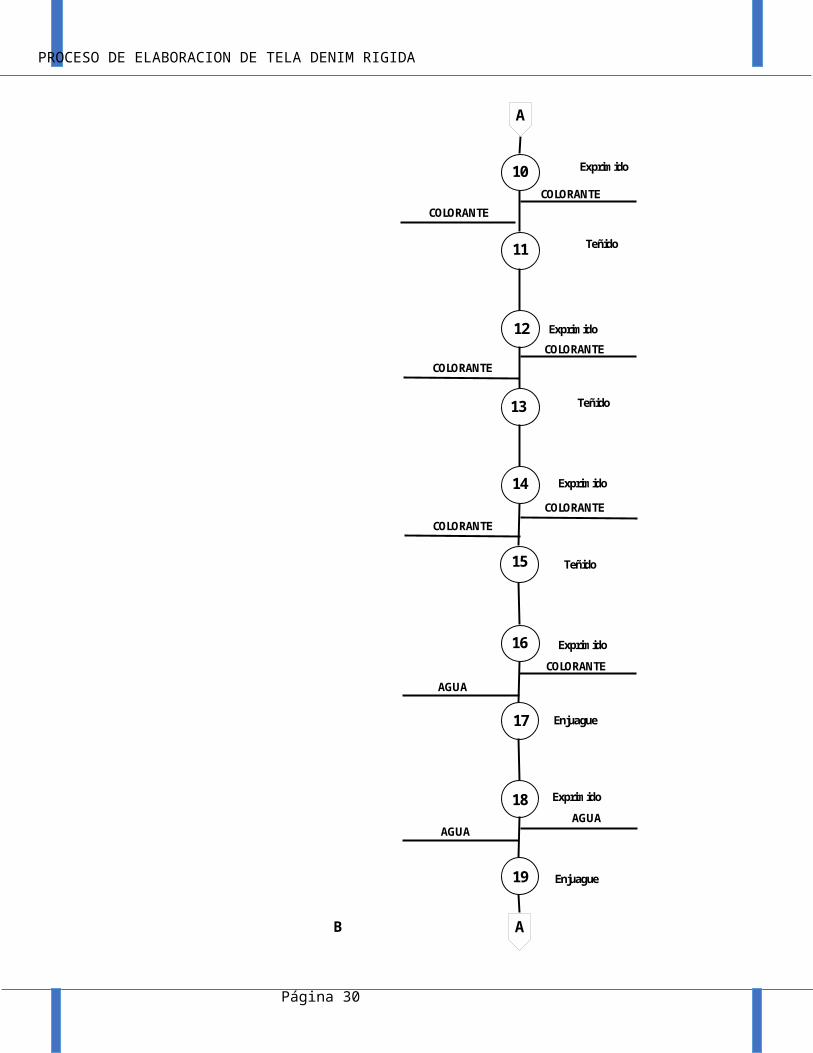
6. SITUACIÓN MEJORADA6.1 DOP MEJORADO
Página 24
q
SODA CAÚSTICA
Desenrollado
Enjuague
AGUA CALIENTE
Enjuague
Exprimido
Enjuague
Exprimido
AGUA CALIENTE
COLORANTE
Teñido
Exprimido
COLORANTE
Teñido
SODA CAÚSTICA
SODA CAÚSTICA
COLORANTE
1
2
3
4
5
6
7
9
8
HILO
A
Página 25

Exprimido
COLORANTE
Teñido
COLORANTE
Exprimido
COLORANTE
COLORANTE
Teñido
Exprimido
COLORANTE
COLORANTE
Teñido
Exprimido
COLORANTE
AGUA
AGUA
Enjuague
Exprimido
AGUA
Enjuague
10
13
14
15
16
17
19
11
12
18
A
A
Página 26
B

Exprimido
AGUA
Pre-secado
Exprimido
Engomado
GOMA
GOMA
GOMA
Exprimido
Engomado
GOMA
Secado
Enrrollado
URDIMBRE TEÑIDA
21
20
22
23
24
25
26
27
A
A
Página 27
B
C
TELA DENIM RÍGIDA
Desenrrollado
Enrrollado
Tejido
Desenrrollado
Suavizante
Chamuscado
Enrrollado
Desenrrollado
Cepillado
Lavado
Pelusa Quemada
Pelusa Quemada
Humectante
28
1
29
30
31
2
32
33
34
A
A
Página 28
C
D

Exprimido
AGUA FRIA
Exprimido
Enjuague
Secado
Sanforizado
Enrrollado
Desenrrollado
Prueba de Calidad
Enrrollado
35
36
37
38
3
39
40
1
41
A
A
Exprimido
AGUA FRIA
Exprimido
Enjuague
Secado
Sanforizado
Enrrollado
Desenrrollado
Prueba de Calidad
Enrrollado
35
36
37
38
3
39
40
1
41
A
A
Página 29
D
E
Desenrrollado
Corte
Empaquetado
Codificado
TELA FINAL
42
4
43
44
A
Página 30
E

6.2 DAP PROPUESTO
CURSOGRAMA ANALÍTICO
DIAGRAMA núm: Hoja num: Objeto:
Transporte
InspecciónLugar: Almacenamiento
Distancia
Compuesto por: Fecha:
Aprobado por: Fecha:
Se traslada el hilo hacia la zona de urdido
x
1er Enrrollado de hilo x
traslado del plegador a la zona de teñido y engomado
x
Se sumerge en Soda Caustica x x
1er enjuague y exprimido x
2do enjuague y exprimido x
Teñido y exprimido del hilo x x
Enjuague exprimido x
pre-secado x
engomado y exprimido del hilo x
2do enrrollado x
traslado del urdimbrea la zona de telares x
Desenrollado de la tela x
tejido de urdimbre x
Enrrollado de tela x
se traslada la tela a la zona de chamuscado
x
Chamuscado x
Enrrollado de tela x
se traslada la tela a la zona de cepillado x
Desenrollado de la tela x
Cepillado de tela x
Lavado y exprimido de tela x
enjuague de tela x
Exprimido de la tela x
secado de tela x x
Sanforizado x x
Enrrollado de tela x
Desenrollado de la tela x
Prueba de calidad x
Enrrollado de tela x
Desenrollado de la tela x
Corte de la tela x x
Enpaqueatdo x
Codificdo x
Transporte al Almacen x
Almacenamiento x
Total 29 06 06 01
se adicionan suavizantes y humectantes
Empacados en mica
el proceso se realiza dos veces
se enrrolla en un pleglador y se obtiene urdimbre
el enjuague se realiza con agua caliente
con agua a T° ambiente
se teje con trama de algodón y se obtiene tela
se enrrolla en un plegador
quemado de pelusas en la supercie de la tela
se retiran los restos de pelusas
PROPUESTA ECONOMÍA
Costo Mano de obra Material
el hilo se enrrolla en un plegador
Actividad: Operación
Método: ACTUAL/PROPUESTOEspera
Tiempo
OPERARIO / MATERIAL / EQUIPO
Operarios(s): Ficha num:
RESUMENACTIVIDAD ACTUAL
DESCRIPCIÓN C D (m)T
(min)SIMBOLO
Observaciones
Almacen de productos terminados
Se enguaga y se exprime en agua limpia
Se revisas en exposicion a la luz
Exposicion al calor
Pasa por 16 cilindros
se adiciona soda caustica
el enjuague se realiza con agua caliente
se adiciona tinte indigo, se verifica la concentración del tinte
Página 31

6.3 DIAGRAMA DE RECORRIDO PROPUESTO
6.4 LAY OUT PROPUESTO
Página 32

6.5 DIAGRAMA BIMANUAL PROPUESTO
Página 33

6.6 INDICADORES APLICANDOLAS MEJORAS RECOMENDADASProducción Mejorada:
Página 34

Ahorro Promedio en tiempo en el proceso: De 399 min/Pza a 350 min/Pza=44min/PzaPiezas Adicionales con mejora (mensual)0.021(Pzas/hora)*7(operario)*(8.75*5+4.25)(horas/semana)*(4.33sem/mes)=31 Piezas/mes
Número de piezas trabajadas por mes: 200 unidades + 31 unidadesProducción = 231 Pzas/mes * 12 meses = 2772 Pzas/Año
Gráfico: Comparación de producción actual y mejorado de piezas al año
Eficiencia económica mejorada (mensual):Ventas: S/. 50465.57 Ganancia promedio por pieza: S/114.57Ganancia total aplicando las mejoras: S/114.57 x 31 Pzas = S/. 3551.91Costo de mano de obra por técnico: S/. 2150.00Número de técnicos: 7Costo de materia prima: S/. 12500.00
Ef. Económica mejorada = (50465.57+3551.91)/(2150x7+12500) = 196 %
Página 35

7. CONCLUSIONES El Lay out actual de la distribución de planta no es el adecuado, ya que el proceso
tiene diversos transportes entre máquinas, demorando el proceso de manufactura. Se debe usar una herramienta especializada para reducir el tiempo de corte de la
tema para tomar las muestras en un menor tiempo. De acuerdo al estudio ergonómico, las mesas de trabajo no son las apropiadas para
realizar las pruebas de laboratorio. La eficiencia física promedio de la materia prima de todo el proceso es del 35%. La eficiencia económica actual que se tiene del proceso es del 142%, lo cual nos da un
margen para implementar mejoras sea en equipos y/o personal. Comparando el diagrama bimanual inicial con el mejorado, se observa que la falta de
orden y distribución de la mesa de trabajo genera demoras innecesarias en el proceso.
8. RECOMENDACIONES
Se recomienda distribuir el lay out de acuerdo al plano propuesto. Este generará un menor recorrido (xx mts) del personal dentro del proceso productivo.
Se recomienda utilizar alguna herramienta especializada para disminuir el tiempo de toma de muestra.
Se recomienda implementar las mesas de trabajo propuestas ya que se han desarrollado de acuerdo a la altura promedio de los operarios. Esto evitará que el personal reduzca su desgaste físico.
Página 36
Top Related