






Idiomas
Páginas
Jurídico

1
T E S I S
QUE PARA OBTENER EL TÍTULO DE
I N G E N I E R O I N D U S T R I A L
P R E S E N T A N
ENRIQUE JONATHAN RODRIGUEZ MUÑOZ
LUCIANO VARGAS ANGEL
MÉXICO D.F. 2010
INSTITUTO POLITECNICO NACIONAL
UNIDAD PROFESIONAL INTERDISCIPLINARIA
DE INGENIERÍA Y CIENCIAS SOCIALES
“APLICACIÓN DE LA TÉCNICA KAIZEN PARA INCREMENTAR
EL ESTANDAR DE PRODUCCIÓN EN UNA EMPRESA
MANUFACTURERA DE AUTOPARTES”

2
ÍNDICE
Pag.
RESUMEN ……………………………………………………………………………………….. i
INTRODUCCIÓN………………………………………………………………………….…… ii
CAPÍTULO I ASPECTOS GENERALES DE LA EMPRESA MANUFACTURERA DE AUTOPARTES.
1.1 Breve Historia de la Empresa Manufacturera de Autopartes…………………………….. 1
1.2 Empresa Manufacturera de Autopartes…………………………………………………….. 3
1.3 Organigrama General………………………………………………………………………… 4
1.3.1 Descripción de las Funciones de Cada Departamento…………………………………… 4
CAPÍTULO II MARCO TEÓRICO.
2.1 Proceso Administrativo……………………………………………………………………….. 9
2.2 Kaizen…………………………………………………………………………………………... 9
2.3 Ciclo de Control de Plan-Hacer-Confirmar-Actuar (PDCA)………………………………. 14
2.4 Herramientas Estadísticas…………………………………………………………………… 19
2.5 Hoja de Operación Estándar………………………………………………………………… 21
2.6 Productividad…………………………………………………………………………………... 21
CAPÍTULO III ANÁLISIS DE LA SITUACIÓN ACTUAL.
3.1 Descripción del Proceso de Ensamble en la Línea de Heater Unit……………………… 26
3.2 Diagrama de Flujo para Heater Unit………………………………………………………… 31
3.3 Diagramas Analíticos para la Línea Heater Unit…………………………………………... 33
3.3.1 Diagrama de Recorrido……………………………………………………………………….. 38
3.4 Hoja de Operación Estándar (Movimiento de Mano Izquierda-Mano Derecha)……….. 38
3.5 Capacidad de Producción……………………………………………………………………. 41
3.6 Identificación de Problemas......................................................................................... 43
3
CAPÍTULO IV SISTEMA PROPUESTO.
4.1 Ciclo de Control Plan-Hacer-Confirmar-Actuar (PDCA)………………………………….. 44
4.1.1 Etapa “P” Planear……………………………………………………………………………... 44
4.1.2 Etapa “D” Hacer……………………………………………………………………………….. 52
4.1.3 Etapa “C” Confirmar…………………………………………………………………………... 96
4.1.4 Etapa “A” Actuar………………………………………………………………………………. 102
CAPÍTULO V COSTO-BENEFICIO.
5.1 Costo de Mano de Obra……………………………………………………………………… 107
5.2 Control de Eficiencia y Producción Mensual.................................................................. 110
5.3 Tiempo Estándar y Capacidad de Producción............................................................... 111
5.4 Tiempo Estándar y Carga de Trabajo............................................................................. 114
5.5 Mejoras en la Distribución de Línea............................................................................... 116
CONCLUSIONES.......................................................................................................... 118
BIBLIOGRAFÍA.............................................................................................................. 120
GLOSARIO....................................................................................................................... 121
ANEXOS............................................................................................................................. 121

i
RESUMEN
El presente trabajo tiene como finalidad aplicar la estrategia kaizen en una empresa manufacturera
de autopartes en el área de plásticos Heater Unit (aire acondicionado) donde se tiene el mayor
número de deficiencias.
Haremos una descripción de los alcances y limitaciones de este proyecto, teniendo como punto de
partida la problemática en el área de plásticos Heater Unit (aire acondicionado).
Viendo estas deficiencias, la empresa matriz en Japón decide enviar a su equipo de especialistas
en Kaizen para capacitar al equipo que se encarga de esta estrategia en la empresa manufacturera
de autopartes, y de esta manera poder aplicarla en todas las áreas de la empresa, de cumplir con
los objetivos de calidad, costo y entrega oportuna; además garantizar la seguridad de los operarios.
Una vez que se identifican las deficiencias, se procede a dar solución a través del ciclo PDCA Plan-
Hacer-Confirmar-Actuar donde al dar las posibles soluciones y actualizar las hojas de operación
estándar se estará aplicando el Kaizen.
Se pretende que esta estrategia llamada Kaizen se aplique cada mes para que los operarios
puedan identificarse con la nueva propuesta y no retomar los errores pasados.
ii
INTRODUCCIÓN
En la actualidad, la apertura comercial y la globalización de los mercados imponen el cambio de las
organizaciones; el aumento en el costo de los recursos, una competencia más rígida para ganar la
aceptación del cliente mediante la calidad y la necesidad de crear más productos orientados al
mecanismo y servicio más rápidos que nunca antes, hacen que la estrategia kaizen sea aún más
factible.
Es necesario que todas las empresas tomen conciencia de la importancia que trae consigo el
análisis de sus sistemas de procedimientos, técnicas, métodos, etc. Con el fin de mejorar o
implementar otras que puedan proporcionar una mejor calidad.
El presente trabajo tiene como finalidad aplicar la estrategia kaizen en una empresa manufacturera
de autopartes en la área de plásticos Heater Unit (aire acondicionado) donde se tiene el mayor
número de deficiencia en entregas al cliente, incumplimiento en las ordenes de producción, retraso
de materiales para ensamblar en algunas estaciones de trabajo, paros en línea en cada cambio de
modelo, producto terminado sobre el piso y exceso de horas hombre.
El presente proyecto se divide en cinco capítulos:
En el primer capitulo se da una breve descripción de los orígenes de la empresa hasta la
actualidad, posteriormente se describe la planta y su localización, su organigrama general y los
departamentos que lo componen.
En el segundo capitulo se elabora un marco teórico donde se describen las herramientas que
utilizaron en el proyecto así como la definición propia de kaizen y productividad.
En el tercer capitulo se analizan las condiciones actuales en las que se encuentra el área de
plásticos, en línea de ensamble a través de las herramientas de ingeniería.
En el cuarto capítulo se aplica el sistema propuesto: kaizen, siguiendo el ciclo de control PDCA
(planear, hacer, confirmar, actuar).
El quinto capítulo se realiza una comparación de la situación actual en la que se encuentra el área
de Heater Unit (ensamble de la línea de plástico) contra la situación mejorada a través del kaizen.

iii
Finalmente se dan las conclusiones del proyecto, describiendo las mejoras que se obtuvieron al
aplicar la estrategia Kaizen donde a través de su entendimiento y su uso constante, mayores serán
los beneficios.
OBJETIVO GENERAL
El objetivo principal del proyecto es poder aumentar la productividad en la empresa manufacturera
de autopartes a través de la estrategia del Kaizen.
Se aplicará en el área de Heater Unit (aire acondicionado) donde se han encontrado deficiencias
en entregas al cliente, retrasos en línea de producción (cuellos de botella), incumplimiento en
ordenes de producción, entre otros.
Una vez que se identifican las deficiencias, se procede a dar solución a través del ciclo PDCA
donde al dar las posibles soluciones y actualizar las hojas de operación estándar se estará
aplicando el Kaizen.
Se aplicara la estrategia kaizen cada mes para que los operarios puedan identificarse con la nueva
propuesta y no retomar los errores pasados.
iv
CAPÍTULO I
ASPECTOS GENERALES DE LA EMPRESA MANUFACTURERA DE AUTOPARTES
1
CAPÍTULO I ASPECTOS GENERALES DE LA EMPRESA MANUFACTURERA DE AUTOPARTES.
1.1 BREVE HISTORIA DE LA EMPRESA MANUFACTURERA DE AUTOPARTES.
En octubre de 1938 se inicia en Japón el establecimiento de Nihon donde se fabricaban partes
automotrices de sistemas de escape, radiadores, condensadores, unidades de aire acondicionado
y calefactores para automóviles. Posteriormente en 1988, en la corporación, se llevó acabo un
programa de identidad cambiando la razón comercial de Nihon.
El compromiso de la empresa manufacturera de autopartes es construir una corporación
internacional basada en una filosofía comercial que enfatiza la creación continua de nuevos
componentes para el sistema automotor, proporcionando la confianza al usuario a lo largo del
mundo, creando una política de dirección de énfasis a un espíritu de desafío y creatividad a lo largo
de la compañía.
La estructura de dirección asegura que cada empleado en la empresa manufacturera de autopartes
sea tratado con respeto, esto significa que puede usar totalmente sus habilidades y así, apoyar el
logro de las últimas metas en cualquiera de las funciones en Japón, Estados Unidos, Europa, Asia
y Latinoamérica (México).
En la empresa manufacturera de autopartes acepta ideas y propuestas estratégicas libremente
emitidas por sus empleados. Esto se refleja en el buen funcionamiento de la empresa. Una ventaja
de esta forma de dirección es que estimula el desarrollo de nuevos productos, producción nacional
y expansión extranjera.
El grupo de la empresa manufacturera de autopartes se compone de 30 compañías en 12 países
incluyendo Japón, los Estados Unidos, México, El Reino Unido, Australia, Corea y Taiwán. Cada
compañía produce y distribuye líneas de componentes a fabricantes de autos localizados en la
región.

2
La especialidad primaria de la empresa manufacturera de autopartes es el intercambio en el
sistema tecnológico de productos en automóviles como los acondicionadores aéreos, radiadores y
refrigeradores de aceite.
La atención que se pone en las contribuciones individuales corresponden al campo del CTC
(Control Total de Calidad), estas actividades han sido un parte importante para su funcionamiento
durante muchos años. En 1961, fue el primer fabricante de autopartes en ganar el premio Deming,
donde el CTC es aplicado por la empresa manufacturera de autopartes en todo el mundo. Se
importo el concepto y técnicas de mando de calidad en Japón y en los Estados Unidos
considerando en éste último la adhesión estricta a las normas.
En 1976 la planta en California comenzó a desarrollar y fabricar para los automóviles, los
acondicionadores aéreos para el mercado norteamericano. En 1983, la planta en Tennessee
empezó a fabricar los productos de la corriente principal como los acondicionadores aéreos,
calentadores y radiadores. En 1986 tuvo una relación comercial con la corporación de Yorozu
fabricando los herramentales de la prensa. Para fabricar los escapes se unió con la compañía de
Peasa y Compañía de Armas con respecto a la fabricación de radiadores, acondicionadores
aéreos y calentadores en México.
En 1989, la empresa manufacturera de autopartes adquirió una empresa fabricante de radiadores
en Inglaterra, extendiendo su base de funcionamiento comercial hacia Europa. El propósito del plan
del centro técnico es desarrollar y fabricar los componentes para auto capaz de funcionar
confiablemente bajo el tiempo local, uso y condiciones del camino. El plan ofrece beneficios
adicionales mejorando el procedimiento de desarrollo de componentes de la industria automotriz en
muchos países, reduciendo fricciones de comercio simultáneamente con los Estados Unidos,
Europa y Asia.
En 1990 se incorporó la empresa manufacturera de autopartes en el Reino Unido como
productores de automotores; además en 1991 la empresa manufacturera de autopartes se
estableció en España, fabricando acondicionadores aéreos y calentadores.
La empresa manufacturera de autopartes-Japón se divide en seis plantas: Atsugi Plant, Oppama
Plant, Sano Plant, Gunma Plant, Kyushu Plant y Planta de Biwanko donde se desarrollan y fabrican
radiadores, acondicionadores para automóviles, y calentadores respectivamente. Se tiene también
un lazo con los Motores en general estableciendo Calsonic Harrison, en Utsunomiya donde se
fabrican y suministran los compresores del desplazamiento no continuo.
3
También se especializa en la reducción de tecnologías de control. Los calefactores de calor han
ganado una reputación excelente por el tamaño reducido, peso ligero y eficacia.
Un producto importante es el radiador de aluminio, que esta provisto con calefactores de calor
desarrollado por la empresa manufacturera de autopartes para reemplazar los radiadores cobrizos
convencionales. La tecnología avanzada de la empresa manufacturera de autopartes controla la
sensibilidad del aluminio y la corrosión en su aplicación en los radiadores. Este radiador
revolucionario es ahora el equipo normal en los automóviles del Japón como Skyline y el Family. La
mayoría de los modelos producidos por Nissan tienen radiadores de aluminio, las mismas
tecnologías básicas se han aplicado para ensamblar productos como los radiadores de aleta tipo
colgante.
El censor terminal de la empresa manufacturera de autopartes y tecnología de mando se basan en
el intercambio de calor que ha sido continuamente refinado desde la compañía fue establecida. Los
sistemas electrónicos resultantes están incorporados en los acondicionadores aéreos, radiadores
y escapes que la empresa fábrica. Los procesos industriales y métodos desarrollados por la
empresa manufacturera de autopartes son muy similares a aquellos empleados para los productos
generales.
1.2. EMPRESA MANUFACTURERA DE AUTOPARTES
La empresa manufacturera de autopartes es una compañía internacional, que comenzó su
construcción en Aguascalientes en noviembre de 1997 en el parque industrial de San Francisco de
los Romos como se observa en el plano de ubicación de la planta.
La empresa se divide en dos áreas de producción, una de inyección y una de ensamble.
Área de inyección.
Área de inyección de plástico: En esta área se elaboran las parrillas y el conjunto de kits para el
aire acondicionado.
Área de ensamble.
Ésta área se divide en tres secciones:
4
1. Motor Fan. En esta sección se ensamblan las unidades de enfriamiento para los radiadores en
los modelos HS y TR25 para el mercado nacional e internacional (Nissan de Estados Unidos,
Canadá y Sudamérica).
2. Blower Unit. En esta sección se ensamblan al aparato motriz para el aire acondicionado.
3. Heater Unit. En esta sección se ensamblan las unidades de aire acondicionado en los
modelos QG18 y A/C para mercado nacional e internacional.
En esta última sección es donde se desarrollara el Kaizen.
1.3. ORGANIGRAMA GENERAL
Es una empresa mediana del giro manufacturero de autopartes sus empleados capacitados, que
cumplen con la demanda de los clientes que exigen la calidad y puntualidad. En la Fig. 1-1 se
observa de forma general cada uno de los departamentos de la empresa.
1.3.1. DESCRIPCIÓN DE LAS FUNCIONES DE CADA DEPARTAMENTO
Dirección General:
Esta es el área más importante de toda la empresa, se encarga de planear todos los proyectos
encaminados a su buen funcionamiento, se revisan propuestas y planes d las áreas de trabajo, y
todo lo relacionado con ella. Por tal motivo delega responsabilidad al área de Subdirección general.
Subdirección General:
El subdirector tiene la responsabilidad de asistir al director general tomando decisiones en asuntos
de la planta y delegando a su vez responsabilidad a todas las áreas involucradas, pero teniendo
mayor índice de responsabilidad en las áreas de dirección administrativa, dirección de
aseguramiento de calidad y la dirección de producción.
5
Dirección Administrativa:
Esta dirección se divide en los siguientes departamentos:
a) Recursos humanos: Es el encargado de reclutar al encargado del personal para cada
departamento, seleccionado y capacitándolos.
b) Administración: Este departamento tiene la responsabilidad de administrar los sueldos,
prestaciones económicas de los empleados de la empresa y servicios administrativos.

6
Fig. 1-1

7
Dirección Comercial:
Es responsable de dar seguimiento a los pedidos de los clientes y sus requerimientos. Observa la
oferta y la demanda de su cliente principal Nissan, todas aquellas exportaciones a los Estados
Unidos, Canadá y Sudamérica.
Dirección de Calidad:
Su función principal es asegurar la calidad de sus productos y las condiciones del cliente.
Programa auditorias sobre la base de las normas QS9000 e ISO 9000. Es el responsable del
laboratorio de medición donde se realizan las respectivas pruebas de calidad a todos los
productos que se elaboran.
a) Aseguramiento de calidad: Administra y controla el defectivo y las anomalías de la producción e
implanta métodos para evitar los defectos y cubrir satisfactoriamente la garantía de los productos
de la empresa.
Dirección de Producción:
En este departamento se coordinan los recursos necesarios para la producción, mediante las
órdenes de producción y requerimientos de materia prima. Cubre las necesidades de manufactura
satisfaciendo las demandas de los clientes y administrando las compras de importación. A su cargo
se encuentra el siguiente departamento:
a) Control de producción aquí se dividen en los siguientes departamentos como son inyección, ensamble y partes. Se plantea, se fabrica y programa la producción requerida por el cliente;
además lleva el control de los almacenes de producto terminado y recibo de materia prima.
Dirección de Ingeniería:
Esta dirección delega responsabilidades a los siguientes departamentos:
a) Manufactura: Este departamento se encarga de realizar la producción de todos los productos
que se fabrican.

8
b) Mantenimiento: Se encarga de llevar acabo la reparación correctiva y preventiva de los equipos
para evitar posibles paros de producción, evitando la acumulación de scrap (desperdicio) y
dictaminar planes de mantenimiento productivo total (TPM).
c) Ingeniería: Administra los equipos y abastecimientos de dispositivos y herramientas para que
estén en condiciones óptimas para desarrollar cualquier operación estándar en el proceso
productivo.
Dirección de Contraloría:
Esta dirección tiene la función de suministrar a la empresa y a cada departamento de contabilidad.
a) Contabilidad: Administra todos los recursos y egresos de la empresa.
Departamento de Sistemas:
Se encarga de administrar y sistematizar controles administrativos y productivos de los demás
departamentos así como crear con eficiencia sistemas de comunicación e innovar nuevos software
y haftware.
Departamento de Compras:
Tiene la función de cumplir los abastecimientos de materiales y necesidades de los procesos.
Genera nuevas agendas de proveedores y nuevos materiales apara que puedan abastecer en el
tiempo establecido y controlar los precios para obtener un mejor costo en los productos.

9
CAPÍTULO II
MARCO TEÓRICO

9
CAPÍTULO II MARCO TEÓRICO
2.1 PROCESO ADMINISTRATIVO
El proceso administrativo es el conjunto de fases o etapas sucesivas a través de las cuales se
efectúa la administración, mismas que se interrelacionan y forman un proceso integral.
El proceso administrativo comprende varias fases, etapas o funciones, cuyo conocimiento
exhaustivo es indispensable a fin de aplicar el método, los principios y las técnicas de esta
disciplina, correctamente.
Cuando se administra cualquier empresa existen dos fases: la fase estructural, en la que a partir de
uno o más fines se determina la mejor forma de obtenerlos, y la fase operativa, en la que se
ejecutan todas las actividades necesarias.
A estas fases algunos autores le llaman mecánica y dinámica de la administración.
La mecánica administrativa es la parte teórica de la administración la que se establece lo que debe
hacerse, dirigiéndose siempre hacia el futuro y la parte dinámica se refiere a cómo manejar el
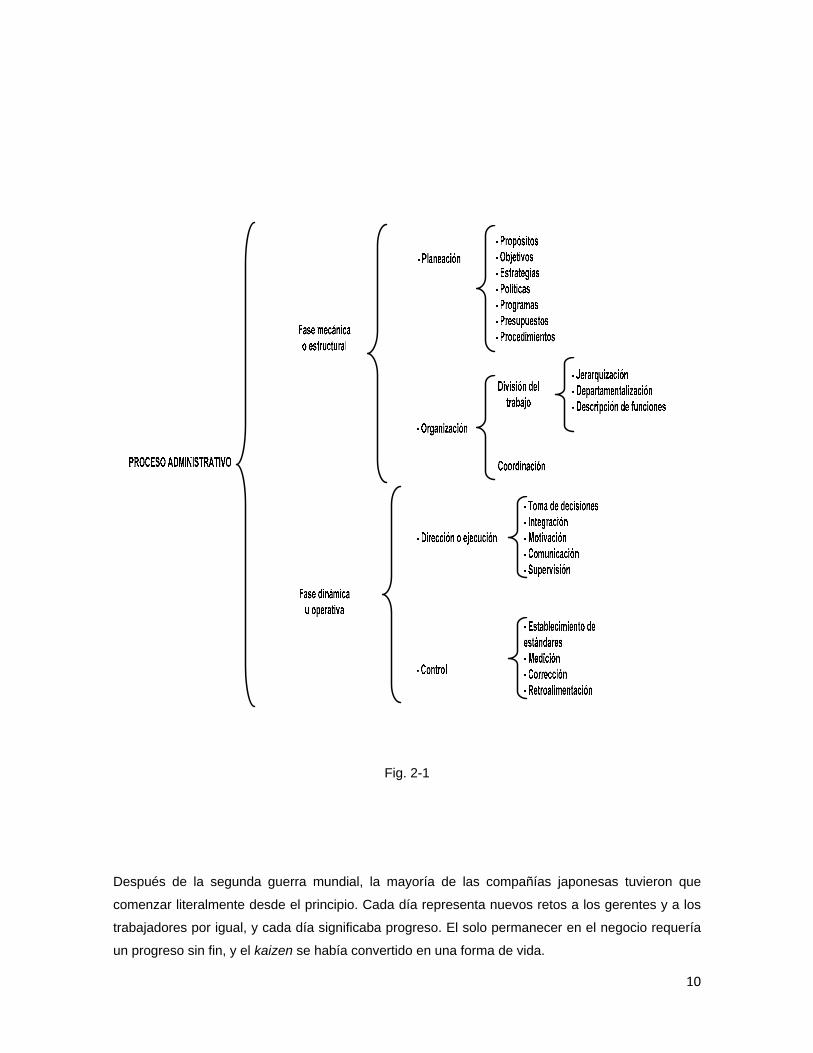
organismo social. En la Fig. 2-1, se elaboró un cuadro sinóptico de las fases, etapas y elementos
que, de acuerdo con el criterio personal de algunos autores, forma el proceso administrativo.
2.2 KAIZEN
El kaizen es una palabra japonesa que significa mejora continua, progresiva o continua que
involucra a todos los miembros de la empresa (gerentes y trabajadores). La filosofía kaizen
supone que nuestra forma de vida, ya sea la de trabajo, la social o familiar, merece ser mejorada
de manera constante.
La filosofía kaizen surge en Japón en el año de 1950 (por el ingeniero Taiichi Ono quien fue el
responsable del éxito de la firma de automóviles Toyota durante el año de 1970) como una
estrategia importante dentro de sus prácticas administrativas y tan arraigadas en dicho país que es
una de las palabras más comúnmente usadas tanto en el gobierno, medios de comunicación y
sobre todos en los negocios.
10
Fig. 2-1
Después de la segunda guerra mundial, la mayoría de las compañías japonesas tuvieron que
comenzar literalmente desde el principio. Cada día representa nuevos retos a los gerentes y a los
trabajadores por igual, y cada día significaba progreso. El solo permanecer en el negocio requería
un progreso sin fin, y el kaizen se había convertido en una forma de vida.
11
Sin embargo, a través de los siguientes años se han utilizado nuevas herramientas que han
ayudado a elevar el concepto kaizen tales como las aportaciones de W.E. Deming y J.M. Juran en
el ámbito de control total de calidad; de tal forma que la mayoría de los conceptos, sistemas y
herramientas que hoy forman parte de kaizen, han sido desarrollados previamente y representan
mejoramientos cualitativos sobre aquellas premisas del kaizen.
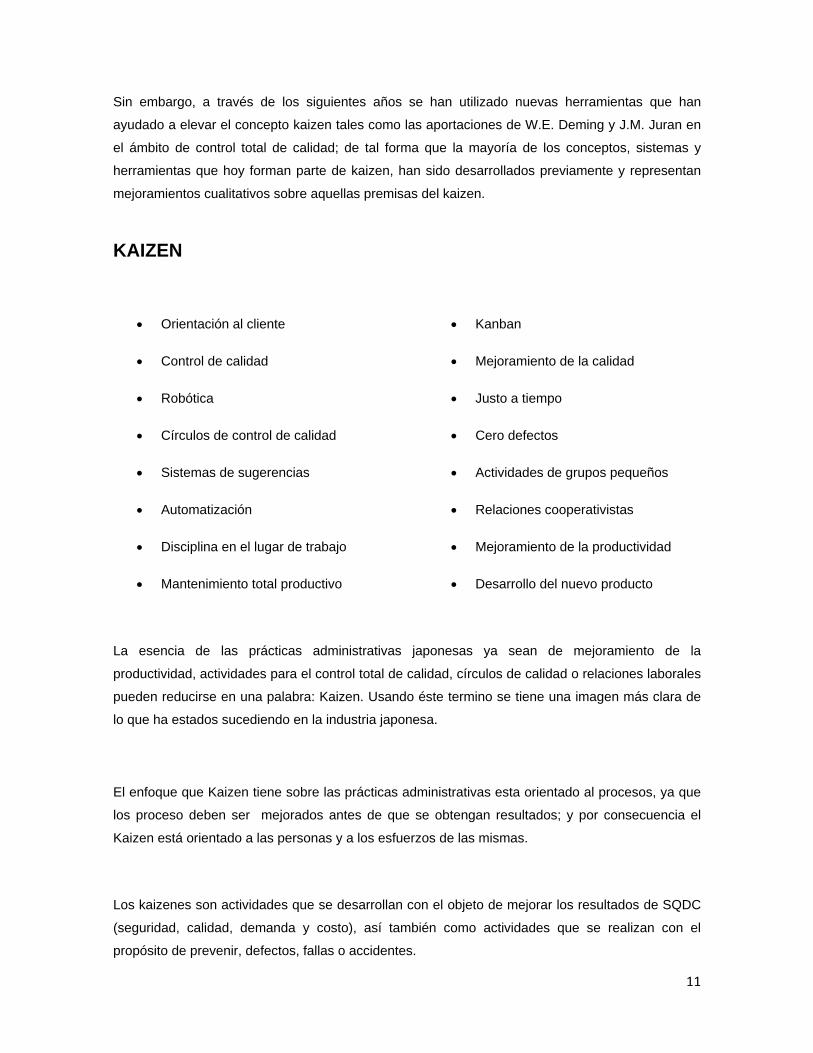
KAIZEN
• Orientación al cliente • Kanban
• Control de calidad • Mejoramiento de la calidad
• Robótica • Justo a tiempo
• Círculos de control de calidad • Cero defectos
• Sistemas de sugerencias • Actividades de grupos pequeños
• Automatización • Relaciones cooperativistas
• Disciplina en el lugar de trabajo • Mejoramiento de la productividad
• Mantenimiento total productivo • Desarrollo del nuevo producto
La esencia de las prácticas administrativas japonesas ya sean de mejoramiento de la
productividad, actividades para el control total de calidad, círculos de calidad o relaciones laborales
pueden reducirse en una palabra: Kaizen. Usando éste termino se tiene una imagen más clara de
lo que ha estados sucediendo en la industria japonesa.
El enfoque que Kaizen tiene sobre las prácticas administrativas esta orientado al procesos, ya que
los proceso deben ser mejorados antes de que se obtengan resultados; y por consecuencia el
Kaizen está orientado a las personas y a los esfuerzos de las mismas.
Los kaizenes son actividades que se desarrollan con el objeto de mejorar los resultados de SQDC
(seguridad, calidad, demanda y costo), así también como actividades que se realizan con el
propósito de prevenir, defectos, fallas o accidentes.

12
KAIZEN ORIENTADO AL GRUPO
Como un método permanente esta representado por actividades de grupos pequeños que usan
herramientas estadísticas para resolver problemas. Estas actividades pueden definirse como
pequeños grupos voluntarios informales, organizados dentro de la compañía para ejecutar tareas
específicas en el taller.
El método requiere que los miembros del equipo no solo identifiquen las áreas del problema, sino
que también identifiquen las causas, las analicen y/o ensayen medidas preventivas y establezcan
nuevos estándares y/o procedimientos.
En el método permanente, los miembros pasan por los procesos de dar solución de problemas y
toma de decisiones. Las actividades de estos grupos están confinadas a las áreas de oportunidad
que se originan, mejorando a su vez la moral mediante las actividades del kaizen donde todos
dominan el arte de resolver problemas inmediatos.
Las ventajas de las actividades del grupo pequeño pueden resultar evidentes en el corto plazo
después de su iniciación:
1.-Estableciendo los objetivos del grupo y trabajando para su realización fortaleciendo el sentido
del trabajo en equipo.
2.-Los miembros del grupo comparten y coordinan mejor sus funciones repetitivas.
3.-La comunicación entre los trabajadores y la administración, así como entre los trabajadores de
distintas edades se mejora mucho.
4.-La moral se mejora mucho.
5.-Los trabajadores adquieren nuevas habilidades y conocimientos, y desarrollan actividades más
cooperativas.
6.-Se manejan las relaciones entre la administración y los trabajadores.

13
Aún cuando las actividades de los grupos pequeños inicien como organizaciones informales y
voluntarios, pueden llegar a ocupar una posición legítima y respetando ante los ojos de la
administración y de la compañía en general.
El kaizen orientado al grupo toma su forma, mediante los eventos kaizen y los grupos pequeños de
mejora. Estos grupos pueden estar compuestos de la administración y del personal de planta, y las
actividades están consideradas como parte de su trabajo rutinario.
Relación entre Kaizen y ciclo de control de Plan-Hacer-Confirmar-Actuar (PDCA)
Es importante mencionar que no hay kaizenes sin tener estándares ya que a través de
estandarización del trabajo y su cumplimiento, se facilita detectar anomalías y problemas. Esto
significa que la estandarización del trabajo es la base para generar los kaizenes para dar un
progreso y crecimiento continúo.
Lo que se debe cuidar es que el estándar de trabajo cambie cada que se lleve acabo un kaizen,
explicando al operador el cambio realizado sin dejar de respetar las 5’s. Es muy importante
actualizar la hoja de operación estándar (HOE), de lo contrario no se logrará eficiencia esperada y
la (HOE) no solo se vuelve obsoleta, sino que todos los operadores dejarán de respetar el
estándar.
En la Fig.2-2 se observa como se puede aplicar el ciclo de control PDCA cuando queremos realizar
un kaizen en el desarrollo de una hoja de operación estándar.
Se puede decir que cuanto más avance se tenga en la estandarización del trabajo, más fácilmente
se reconocerán los puntos de mejora, por lo que en este aspecto la estandarización es la clave del
kaizen y por lo tanto la actividad que debe realizarse constantemente.
De esta manera la estandarización y el kaizen avanzan alternativamente y se encarga de que el
método de trabajo permita obtener un producto con la mejor calidad, al menos garantizando la
entrega oportuna, satisfaciendo así a nuestros clientes.

14
2.3. CICLO DE CONTROL DE PLAN-HACER-COFIRMAR-ACTUAR (PDCA)
El ciclo de control de Plan-Hacer-Confirmar-Actuar (PDCA) es una herramienta de trabajo que se
puede utilizar para la elaboración de planes de trabajo, para dar soluciones a problemas de
cualquier índole, para generar un kaizen, para elaborar y poner en práctica una estrategia de
trabajo, etc.
Las siglas PDCA nacen de las primeras letras de las palabras en ingles:
P Planear
D Hacer
C Confirmar
A Actuar
En cada etapa del ciclo de control PDCA se lleva a cabo una serie de pasos que nos llevan a
encontrar el problema en general y para dar solución al mismo. Los pasos a seguir del ciclo de
control de PDCA son los siguientes:
Etapa “P” (Planeación)
1.-Selección del tema.
La selección del tema es definir el defecto que se quiere mejorar. Lo importante aquí es expresar
concretamente la reducción de defectos (grados de deficiencia).

15
Fig. 2-2
CUANDO EL CICLO DE CONTROL PDCA SE REPITE VARIAS VECES RESULTA LA MEJORA CONTINUA.
Hay que expresarlo concretamente, por que en caso contrario no queda claro que el objetivo y no
se puede investigar a fondo. Si no se expresa la deficiencia y sólo se expresa el nivel bueno y las
acciones correctivas se puede creer que es lo ideal y no tener mejoramientos reales.
2.-Razón por la cual se seleccionó el tema.
Expresar el fondo, la importancia y el grado de urgencia. De acuerdo a la gravedad del problema:
• Lo relacionado a las políticas de la planta, gerencia, departamentos, etc.
• A la frecuencia como se presenta. (esporádico o permanente).
• Son notables o están ocultos.
• Conocer la situación de defectos (magnitud).
3.-Establecimiento de objetivos.
Para el objetivo se consideran concretamente el siguiente punto:
16
a) Definir el resultado esperado (en lo posible, convenir al monte de dinero).
La clave para la definición del valor objetivo:
a) Definir tomando en cuenta las políticas de la planta, gerencia, departamentos, etc.
b) Definir de acuerdo a la importancia de este defecto, al grado de molestia a los procesos
posteriores y el grado de dificultad de las acciones correctivas.
4.-Planeación del programa de actividades.
a) En base a 5 W1H, definir el programa de actividades, organización de cooperación y distribución
de responsabilidades. Tener como principio la participación de todos. El contenido de la
distribución se define de acuerdo a la capacidad y carácter de cada uno de los miembros.
b) Elaborar hojas de programas de actividades y solicitar la aprobación del supervisor de línea.
Etapa “D” (Hacer)
5.-Conocimiento de la situación actual.
Es importante conocer con datos correctos la situación de los defectos, si no se puede realizar
concienzudamente esto, no se puede pasar a la siguiente etapa de mejoramiento.
Si se puede conocer bien la situación actual por medio de los métodos de círculo de calidad. Puede
decirse que ya se ha solucionado la mitad del problema.
6.-Análisis del problema.
El análisis consiste en buscar la verdadera causa, abandonado en los factores principales en un
diagrama causa-efecto.
a) Tomar los factores principales.
• Investigar los factores que afectarían a la variación, diferencias y cambios de fenómenos.
• Ahondar insistiendo en preguntarse ¿por qué?, ¿por qué?

17
• Ordenarlos en gráfica de causa efecto.
El diagrama causa y efecto se utiliza como clave para el análisis, pero esto no implica que el
análisis sea el diagrama de causa y efecto.
b) Dentro de los factores principales, dar con la verdadera causa.
• Definir los de alto grado de afectación.
• Si es posible hacer pruebas, por medio de ellas, verificar el grado de afectación de los
factores.
• Si es posible hacer la prueba, emitir criterios en base a los resultados de actividades
posteriores.
• Investigar la relación casual y dar con la verdadera causa, se puede decir que el 80% estas
resuelto.
7.-Plan de contramedidas requeridas.
Una vez que se reconoce la verdadera causa, hay que pensar como se puede mejorar.
El mejoramiento no es pensar en acciones correctivas a los fenómenos, si no en la eliminación de
la verdadera causa. El plan de mejoramiento se define de la siguiente manera:
a) Emitir el plan de mejoramiento y hacerlo concreto.
b) Sobre este plan, estudiar globalmente los aspectos de resultados, facilidad de ponerlo en
práctica, económica capacidad técnica, facilidad de operación, seguridad, etc.
8.-Ejecución de contramedidas.
Una vez que se ha definido el plan de mejoramiento, se procede a la ejecución, para lo cual se
requiere la aprobación del director del departamento de ingeniería.
Posteriormente, se busca el mejor camino, investigar si no provoca reacción a otras áreas y
propiedades. Después ponerlo en práctica.

18
Etapa “C” (Verificación)
9.-Verificación de resultados.
Tomar datos y hacer la comprobación. En el resultado del mejoramiento no sólo se miden los
resultados directos, si no que también se registran los resultados indirectos y no tangibles.
Etapa “A” (Acción)
10.-Acción para evitar reincidencia.
Con el fin de mantener en buen estado el mejoramiento y evitar reincidencia, se realizan las
siguientes actividades:
a) Se resumen el resultado de hasta ahora y revisar las hojas de operación.
b) En base a las hojas de operación estándar, orientar (capacitación, adiestramiento) para que lo
cumplan.
c) Verificar si se cumple con lo verificado (hoja de operación estándar): Desarrollo extensivo para
las partes y procesos similares.
11.-Conclusión y reflexión.
Si se ha logrado el objetivo del tema por medio del mejoramiento, se hace un resumen de la
trayectoria y el resultado de esas actividades reportando al director de manufactura e ingeniería.
12.-Desarrollo de tema a futuro.
Concretar el programa a futuro, verificar periódicamente y realizar seguimientos (control diario) de:
• Situación de ejecución de capacitación y adiestramiento.
• La situación de cumplimiento acerca de estandarización.
• Mantenimiento de resultados.

19
2.4. HERRAMIENTAS ESTADÍSTICAS
1.-Diagrama de Pareto.
Estos diagramas clasifican los problemas de acuerdo con la causa y el fenómeno. Los problemas
son diagramas de acuerdo a la prioridad, utilizando un formato de gráficas de barras, con el 100%
indicando la cantidad total del valor perdido.
2.-Diagrama causa y efecto.
Estos diagramas se utilizan para analizar las características de un proceso, situación o los factores
que contribuyen a ellas. Los diagramas de causa y efecto también se llaman “gráficas de espina de
pescado” o “gráficas de hueso de gorila”. Anexo A.
3.-Histogramas.
Los datos de frecuencia obtenidos por las mediciones, muestran un pico alrededor de determinado
valor. A la variación de las características de la cantidad se la llaman “distribución” y la figura que
muestra la frecuencia en forma de estaca se designa como histograma. Se usa principalmente para
determinar los problemas, revisando la forma de la dispersión, el valor central y la naturaleza de la
dispersión. Anexo A.
4.-Cartas de control.
Existen dos tipos de variaciones inevitables que ocurren bajo condiciones normales y las que
pueden llevar a una causa. A esta última se le llama “anormal”. Las cartas de control sirven para
determinar tendencias anormales con la ayuda de gráficas lineales. Estas gráficas difieren de las
gráficas lineales estándar en las que tienen líneas de límites de control en los niveles central,
superior e inferior. Los datos de muestra se trazan en los puntos sobre la gráfica para evaluar las
situaciones y tendencias del proceso. Anexo A.
20
5.-Diagramas de dispersión. En un diagrama de dispersión se tratan dos partes de los datos correspondientes. La diferencia en
los trazos de estos puntos muestra la relación entre los datos correspondientes. Anexo A.
6.-Gráfica.
Existen muchas clases de gráficas empleadas, que dependen de la forma deseada y el propósito
del análisis. Las gráficas de barras comparan los valores por medio de las barras paralelas, en
tanto que las gráficas lineales se utilizan para mostrar variaciones durante un período. Las gráficas
circulares indican la división por categorías de valores y las cartas de radar ayudan al análisis de
conceptos evaluados.
7.-Hojas de comprobación.
Estas son diseñadas para tabular los resultados mediante una revisión rutinaria de la situación.
Anexo A.
Este tipo de herramienta es el que se utilizará en el presente trabajo, debido a que se cuenta con
datos proporcionados por los departamentos de producción, manufactura e ingeniería.
2.5. HOJA DE OPERACIÓN ESTÁNDAR
Con el fin de elaborar los productos con la calidad indicada en las hojas de proceso y operación, es
indispensable establecer el método correcto de utilización en cuanto a material, partes, maquinaria,
equipos y operadores; es decir, debe estar bien establecida la operación estándar y llevarse a cabo
al pie de la letra.
Las hojas de operación estándar es el mejor método de producción para cumplir con los objetivos
de calidad, costo, volumen y fecha de entrega, sin olvidar la seguridad.
Las hojas de operación estándar son la base más importante para el cumplimiento de la calidad.
En las 4M`s (Material - parte, Maquinaria - equipo, Método de operación - proceso, Mano de obra -
operador), cada uno de ellos tiene variación, por lo tanto van cambiando.
Estos factores con variación se entrelazan mutuamente y aunque se realice la misma operación,
como resultado hay variación en calidad de los productos.
21
Para elaborar los productos con calidad estable y poca variación en el costo, volumen y fecha de
entrega, hay que entregar las 4M`s que son el origen de la variación. Las hojas de operación
estándar son la base para controlar las 4M`s.
2.6. PRODUCTIVIDAD
La productividad refleja la manera de cómo son utilizados todos los recursos para crear salidas a
otros procesos o generar productos terminados. Específicamente, esto mide la relación producto
terminado y uno o más insumos.
La productividad es la relación entre producción e insumo; es decir, no es más que el cociente
entre la cantidad producida y la cuantía de los recursos que se hayan empleado en la producción,
sean los más bajos.
En otras palabras podemos decir, que la productividad es: “la relación existente entre los bienes y/o
servicios producidos y el valor de los recursos utilizados en el proceso de producción” dentro de un
periodo de tiempo, considerado a su vez la calidad.
Fórmula:
InsumosProductosdadProductivi =
Esta fórmula nos indica que se puede mejorar la productividad:
1.-Aumentando los productos con los mismos insumos.
2.-Disminuyendo los insumos, pero manteniendo los mismos productos, o
3.-Aumentando los productos disminuyendo los insumos para cambiar favorablemente la relación.
Las compañías utilizan diversas clases de insumos como son el trabajo, los recursos y el capital.
La mayor oportunidad para aumentar la productividad se encuentra en el propio trabajo y
especialmente en la administración
La productividad suele confundirse con el hecho de aumentar la producción de una planta
productiva, de algún taller, de alguna maquinaria, etc., pero en realidad esto es totalmente falso por
que la productividad va más allá del simple hecho de aumentar la producción.
Cuando se habla de productividad se debe tener muy claro que las metas serán:
• Mantener el mismo nivel de producción, pero reduciendo los costos de producción.

22
InsumosProduccionInsumos −=
• Aumentar el nivel de producción, con los mismos costos de producción.
ProducciónInsumosproduccióndeCostos +=
Cuando se escucha hablar de incrementar la productividad de algún sistema se refiere como
principal objetivo para poder aumentar la producción sin tomar en cuenta el posible incremento de
los insumos, pero no siempre será lo correcto para poder incrementar la productividad, cada caso
será diferente en uno de otro.
En algunas cosas será imposible poder elevar el nivel de producción por causas de maquinarias,
normalización, etc. Pero si reducir el insumo necesario para la producción del producto final, esto
debe ser por medio de una mejora al sistema de producción.
De igual manera la reducción de los insumos será una mala decisión pues puede bajar la calidad
del producto por cambio en la materia prima, utilizar componentes más baratos, etc., pero si se
puede hacer alguna mejora proceso, para poder aumentar así el nivel de producción, obteniendo
un incremento de la productividad.
Importancia de medir la productividad
La medición de la productividad nos permite comparar bajo una misma medición el desarrollo de
compañías, industrias y naciones.
La productividad es de suma importancia porque influye en muchos otros factores esenciales: La
alta productividad significa alto ingreso real para el trabajador, para la compañía altas utilidades,
alta inversión en investigación y desarrollo y más atención a los problemas del medio ambiente.
En industrias clave, esto significa menos costos y una alta participación en el mercado
internacional. Y para las naciones, esto significa altos estándares de vida, menos inflación, mejor
balanza de pagos y una moneda más fuerte.
Muchas compañías, específicamente aquellas que intentan la competencia internacional, están
muy conscientes acerca de su productividad y están altamente interesadas en mejorar sus
esfuerzos. Las compañías utilizan una gran variedad de orientaciones para mejorar su
productividad. Las tres más importantes orientaciones son:

23
a) Tecnológica: Esta se enfoca a cambios mayores en equipo y procesos tecnológicos.
b) Administrativa: Se orienta a definir la misión estratégica más claramente, cambiando la
estructura básica y aplicando las técnicas de administración de operaciones.
c) Conductual: La cual se enfoca al trabajo, a incrementar su motivación y participación.
Factores que afectan la productividad
La productividad en toda empresa se ve afectada principalmente por los siguientes factores:
1.-Factor Humano:
El buen desempeño de las personas que integran una empresa se relaciona con las habilidades y
motivaciones que tenga en su trabajo, la empresa juega un importante papel al generar adecuados
programas de capacitación, políticas y procedimientos encaminados a mejorar el buen desempeño
de los recursos humanos, a medida que estas acciones resulten efectivas, los resultados se
presentarán en forma general como un incremento de la eficiencia en el trabajo.
2.-Factores tecnológicos:
Actualmente, con la modernización de técnicas manufactureras, maquinaria y equipo de toda
empresa, es posible aumentar la productividad, pero existen algunos factores que impiden este
propósito.
a) Utilizar óptimamente las instalaciones con una adecuada distribución dependiendo de las
necesidades de cada empresa.
b) El estado y calidad de las materias primas e insumos auxiliares y el adecuado manejo de
los mismos juegan un papel de suma importancia ya que de esto depende la calidad del
producto y la satisfacción del cliente así como obtener certificaciones que amparan la
veracidad y calidad de sus productos.
c) Uso correcto de los nuevos equipos y el máximo aprovechamiento de la capacidad.
3.-Factores Ambientales:
En este aspecto, la empresa se ve limitada por factores como: el bajo nivel escolar de los
operadores, ciertos valores de tipo cultural, el lugar en que se encuentra ubicada la empresa, la

24
situación económica del país, las acciones y medidas en que el gobierno adopte estimular a las
actividades productivas, etc. En la medida en que estos factores favorezcan a la empresa, está
logrará una mayor productividad.
4.-Factores administrativos:
La calidad administrativa esta directamente relacionada con el logro de objetivos de una empresa,
o sea, en el grado que sea eficiente el tipo de organización y administración se obtendrá un mayor
aprovechamiento de recursos financieros, recursos humanos y recursos técnicos.
Aumento de la productividad
Si se produce más al mismo costo o si se consigue la misma consigue la misma cantidad de
producción a un costo inferior. La comunidad en conjunto obtiene beneficios que pueden ser
utilizados por sus miembros para adquirir más bienes y servicios de mejor calidad y elevar así su
nivel de vida.
Es decir, cuando se realiza un análisis mediante la comparación de la productividad en diferentes
periodos, se observa con claridad las formas en que las variaciones de medio ambiente impactan
al hombre y de cómo el hombre reacciona con planes e implantaciones de estrategias para superar
dichas variaciones. Esta superación se manifiesta por el aumento de la productividad, esto se debe
logara en dos formas, ya sea aumentando los satisfactores con los mismos recursos, o bien, si se
logra aumentar los mismos satisfactores empleando menos recursos.
Si se logra aumentar la productividad, como consecuencia se elevará el nivel de vida de la
población ya que mediante el ahorro de algunos recursos, estos se emplearán en beneficio de:
a) Los consumidores: al ofrecer un producto más barato y de mejor calidad.
b) Los trabajadores: al pagarles un mayor salario y aumentar sus prestaciones.
c) Los inversionistas: al brindarles mayores utilidades.
d) Toda la comunidad: a través de los impuestos que el estado regresará en forma de
servicios.
Técnicas para mejorar la productividad
Algunas técnicas que se utilizan en mejorar la productividad son: 1-Investigación de operaciones.

25
2.-Plantación y control de inventarios.
3.-Sistema de inventario JIT.
4.-Mejoramiento de logística.
5.-Reingeniería y simplificaciones del trabajo.
6.-Ingeniería del valor.
7.- Círculos de calidad, técnicas de mejora continua incluyendo kaizen, etc.

26
CAPÍTULO III
ANÁLISIS DE LA SITUACIÓN ACTUAL

26
CAPÍTULO III ANÁLISIS DE LA SITUACIÓN ACTUAL
3.1. DESCRIPCIÓN DEL PROCESO DE ENSAMBLE EN LA LÍNEA DE HEATER UNIT
El análisis de nuestro estudio se desarrolla en el área de plásticos, en la línea de Heater Unit que
se dedica al ensamble de equipos de aire acondicionado y calentadores. La línea se compone de
ocho estaciones de ensamble manual, una de prueba de inspección. En la fig. 3-1, se puede
observar está línea de ensamble con un operario cada una, un auxiliar de ausentismo (cubre el
lugar del operador faltante, auxilia al supervisor, etc.); un abastecedor (abastece la línea con las
partes a ensamblar) y un supervisor de línea.
Actualmente se realiza la manufactura de cinco modelos Heater a/c (aire acondicionado) y cuatro
modelos Heater (calentadores), exclusivos de exportación y mercado nacional.
Para el modelo Heater A/C, se manejan dos turnos:
Turno matutino:
a) Cuenta con un tiempo productivo de 510 minutos, esto es:
Hora de entrada: 8:00 a.m.
Hora de salida: 17:30 p.m. esto es igual a 570 minutos
Tiempo improductivo:
Comida: 13:00 a 13:30
Descansos: 10 minutos /dos descansos de 5 minutos)
Junta diaria: 10 minutos
Limpieza: 10 minutos
Total tiempo improductivo: 60 minutos
Turno – Tiempo improductivo = 570 – 60 = 510 minutos.
b) Capacidad de producción de 41 piezas por hora.
c) Tiempo ciclo de 1.46 min.
d) Tiempo estándar de 14.76 min.

27
e) Capacidad de 349 piezas durante el turno
Durante las 5:30 p.m. y 11:30 p.m., se le da mantenimiento a las máquinas: mediante el sistema o
metodología pokayoke apoyada en las ocho disciplinas y desarmador eléctrico.
Los 8 principios de mejora básicos para el Poka-Yoke y el cero defectos son:
1.- Construir la calidad en los procesos. Hacer imposible la fabricación de piezas defectuosas,
inspección al 100%, utilizando mecanismos Poka-Yoke.
2.-Eliminar todos los errores y defectos inadvertidos.
3.- Interrumpir el hacerlo mal, y hacer lo correcto. Eliminar los “peros”.
4.- No pensar en excusas, sino en como hacerlo bien.
5.- Un 60% de probabilidades de éxito es bueno, implantar ideas.
6.- Las equivocaciones y defectos podrán reducirse a cero si se trabaja en equipo para eliminarlos.
7.- Diez cabezas piensan mejor que una. El esfuerzo mental de una persona es importante, pero el trabajo en grupo es clave para ideas de mejora efectivas. 8.-Investigar la verdadera causa raíz, usando las 5W y una H.

28
LAY - OUT DE UBICACIÓN REAL DEL ÁREA DE ENSAMBLE LÍNEA HEATER UNIT
LÍNEA DE ENSAMBLE DE HEATER UNIT PRIMER Y TERCER TURNO
FIG. 3-1
29
Turno nocturno:
a) Cuenta con un tiempo productivo de 450 minutos, esto es:
Hora de entrada: 23:30 p.m.
Hora de salida: 8:00 a.m. esto es igual a 510 minutos
Tiempo improductivo:
Comida: 4:30 a 5:00 a.m.
Descansos: 10 minutos / (dos descansos de 5 minutos)
Junta diária: 10 minutos
Limpieza: 10 minutos
Total tiempo improductivo: 60 minutos
Turno – Tiempo improductivo = 510 – 60 = 450 minutos.
b) Capacidad de producción de 41 piezas por hora.
c) Tiempo ciclo de 1.46 min.
d) Tiempo estándar de 14.76 min.
e) Capacidad de 308 piezas durante el turno
Para el turno de la noche, se cuenta con los ocho operarios, uno para cada estación de trabajo, un
abastecedor de línea y un supervisor, en este turno no se cuenta con un auxiliar de ausentismo.
Para el modelo Heater se manejan dos turnos:
Turno matutino:
a) Cuenta con un tiempo productivo de 510 minutos, esto es:
Hora de entrada: 8:00a.m.
Hora de salida: 17:30p.m. Esto es igual a 570 minutos
Tiempo improductivo:
Comida: 13:00 a 13:30
Descansos: 10 minutos /dos descansos de 5 minutos)
30
Junta diaria: 10 minutos
Limpieza: 10 minutos
Total tiempo improductivo: 60 minutos
Turno – Tiempo improductivo = 570 – 60 = 510 minutos.
b) Capacidad de producción de 48 piezas por hora.
c) Tiempo ciclo de 1.25 min.
d) Tiempo estándar de 12.64 min.
e) Capacidad de 408 piezas durante el turno
Turno nocturno:
a) Cuenta con un tiempo productivo de 450 minutos, esto es:
Hora de entrada: 23:30 p.m.
Hora de salida: 8:00 a.m. esto es igual a 510 minutos
Tiempo improductivo:
Comida: 4:30 a 5:00 a.m.
Descansos: 10 minutos /dos descansos de 5 minutos)
Junta diária: 10 minutos
Limpieza: 10 minutos
Total tiempo improductivo: 60 minutos
Turno – Tiempo improductivo = 510 – 60 = 450 minutos.
b) Capacidad de producción de 41 piezas por hora.
c) Tiempo ciclo de 1.46 min.
d) Tiempo estándar de 14.76 min.
e) Capacidad de 308 piezas durante el turno

31
El área de Inyección se compone de cinco máquinas de diferente capacidad de inyección. La
máquina 1 y 2 cuentan con una capacidad de inyección de 850 toneladas y las máquinas 3, 4 y
tienen una capacidad de inyección de 650 toneladas. Las máquinas 1 y 2, inyectan todos los
cuerpos de aire acondicionado, las máquinas 3, 4 y 5, inyectan los componentes ductos, soportes,
cuerpo inferior y superior, la carcasa plástica del radiador y la fabricación de los tanques para
radiador en dos tipos diferentes de diámetro 28 y 35 mm. Con válvula de escape o sin ella;
además, cuenta con una sección destinada al mantenimiento de moldes.
Está área se compone de tres turnos, cada uno de ellos cuenta con cinco operarios, un auxiliar de
ausentismo, un abastecedor de material y un supervisor. El tiempo estándar para cada máquina es
igual al tiempo ciclo. Cuenta con tres moliendas de material, cinco alimentadoras automáticas para
las tolvas y un equipo schiller (bombas de agua) de enfriamiento para intercambio de agua con dos
torres de enfriamiento. La aplicación de inyección es por moldeo de colada caliente. Se utiliza el
material de resina, polipropileno al 20 y 30 % de talco y nylon 66 con un 20 % de fibra de vidrio,
utilizado para los tanques de radiador.
3.2. DIAGRAMA DE FLUJO PARA HEATER UNIT
Para comenzar nuestro estudio, se utilizó una secuenciación de estaciones para describir el
proceso de ensamble en línea Heater.
Se comienza con el abastecimiento de materia prima (polipropileno), a la máquina de inyección no.
1, para la elaboración del cuerpo para el aire acondicionado. En la inyectora no. 2, se fabrican las
partes del cuerpo para generar el aire acondicionado y los ductos. Estas se mandan a un sub
almacén de partes para su enfriamiento al medio ambiente; posteriormente el abastecedor de
ensamble abastece en carros a la siguiente acción.
En la estación no. 1: Se toman y se separan los cuerpos para el aire acondicionado izquierdo y
derecho de las coladas. A continuación se coloca el cuerpo derecho en el jig (herramental o
dispositivo en japonés) para ensamblar el conductor del aire, las puertas de ventilación superior,
inferior y mixtas. Se coloca el calentador de unidad de aire acondicionado acoplado con el cuerpo
izquierdo, ensamblando con dos tornillos y aplicando una fuerza de 12-16 Kg-fza/cm. Y se envía a
la siguiente acción.
La estación. no. 2: Comienza cuando se reciben las piezas de una estación anterior. Se toman las
piezas y se colocan en jig, se aplica grasa alrededor de la leva que se encuentra al lado del
cuerpo. Se coloca una leva inferior en la puerta. Se inserta un resorte entre la leva superior y el

32
cuerpo izquierdo, se coloca la guía de la puerta mixta, posteriormente se coloca un resorte entre la
leva y el cuerpo izquierdo para colocar un tornillo y apretar entre 12 y 16 Kg-fza/cm. Se aplica
grasa a la ranura y alrededor de la leva superior y se coloca el cuerpo izquierdo y un tornillo
aplicando una fuerza de 8 al 12 Kg-fza/cm. Se envía a la siguiente estación.
En la estación no. 3, se toma la pieza del soporte, se engrasa y se coloca en el cuerpo izquierdo,
inmediatamente se coloca un tornillo y se aprieta aplicando unza fuerza de 14-17 Kg-fza/cm. Se
toma un brazalete mixto para colocarlo en el cuerpo izquierdo y colocar un tornillo apretando a una
fuerza de 12-16 Kg-fza/cm. Se toma otro brazalete para colocarlos en el cuerpo izquierdo y se
aprieta con dos tornillos a un torque de 12-16 Kg-fza/cm. Se toma el empaque derecho, se coloca
un conducto y se coloca en el cuerpo izquierdo apretando con tres tornillos a una fuerza de 12 a 16
Kg-fza/cm y se envía a la siguiente acción.
En la estación no. 4, se toma el cuerpo, se coloca en el jig y se coloca un evaporador que se
proporciona de la estación no.8. Se toma el soporte del termostato acoplando en el equipo para
regular la temperatura e insertado en el evaporador. De la estación no. 5 se recibe el sub ensamble
insulator (empaque de propileno expandible) y el cuerpo inferior para ser ensamblado en el cuerpo
izquierdo y derecho. Se coloca un seguro para sostener los cuatro cuerpos y cuatro tornillos
aplicando una fuerza de 10 a 14 Kg-fza/cm. Se envía la pieza a la siguiente estación.
Para la estación no. 5, como se mencionó en la anterior estación, el sub ensamble del insulator y
el cuerpo inferior es enviado a la estación no. 4 ya ensamblados, se vuelve a recibir, se toma el
empaque del conducto y se pega en el cuerpo derecho aplicando una fuerza a tres tornillos de 12 a
16 Kg-fza/cm y se voltea la pieza. Se acopla la cubierta para la instalación del lado izquierdo
apretando con un tornillo a una fuerza de 12-16 Kg-fza/cm. Pasa a la siguiente estación.
En la estación no. 6, de la estación no. 9 se toma el control ensamblado y se coloca en el
herramental para ajustar a las perillas. Se ensambla del cable mode en soporte de movimiento, se
fija el cable con un seguro. Posteriormente se realiza el mismo proceso para el cable mixto, a
continuación se confirma el accionamiento de las puertas, el soporte de movimiento y las perillas
de control. Se quita el Herramental de control y se pasa ala siguiente estación.
En la estación no.7 se toma el ensamble completo (izquierdo y derecho). Se coloca en la mesa. Se
toma el empaque para la entrada de aire y se pega en la salida del aire superior. Se coloca en el
dispositivo de inspección (pokayoke) y accionar el botón para su inspección, se toma la etiqueta y
se pega. Se envía a un rack (carro transportador) de producto terminado para ser enviado al área
de embarques.
En la estación no.8, se lleva acabo el sub ensamble de evaporador. Se toma y se coloca en la
mesa para ser perforado el evaporador con el jig. Se pega el empaque superior y dos empaques.
Se coloca el empaque insulator en el herramental para pegar en evaporador por ambos lados. Se
toma y se coloca el empaque de hule para el evaporador. Se pasa el evaporador a la estación no.
4 de sub ensamble.

33
En la estación no. 9 se lleva acabo el sub ensamble del control. Se comienza tomando y colocando
el control en el herramental. Se acomoda el cable mode en el control y se fija con un seguro, de la
misma manera se acopla y se fija al cable mixto. Se toma el empaque y se pega en el control. Se
pasa el control a la estación no. 6.
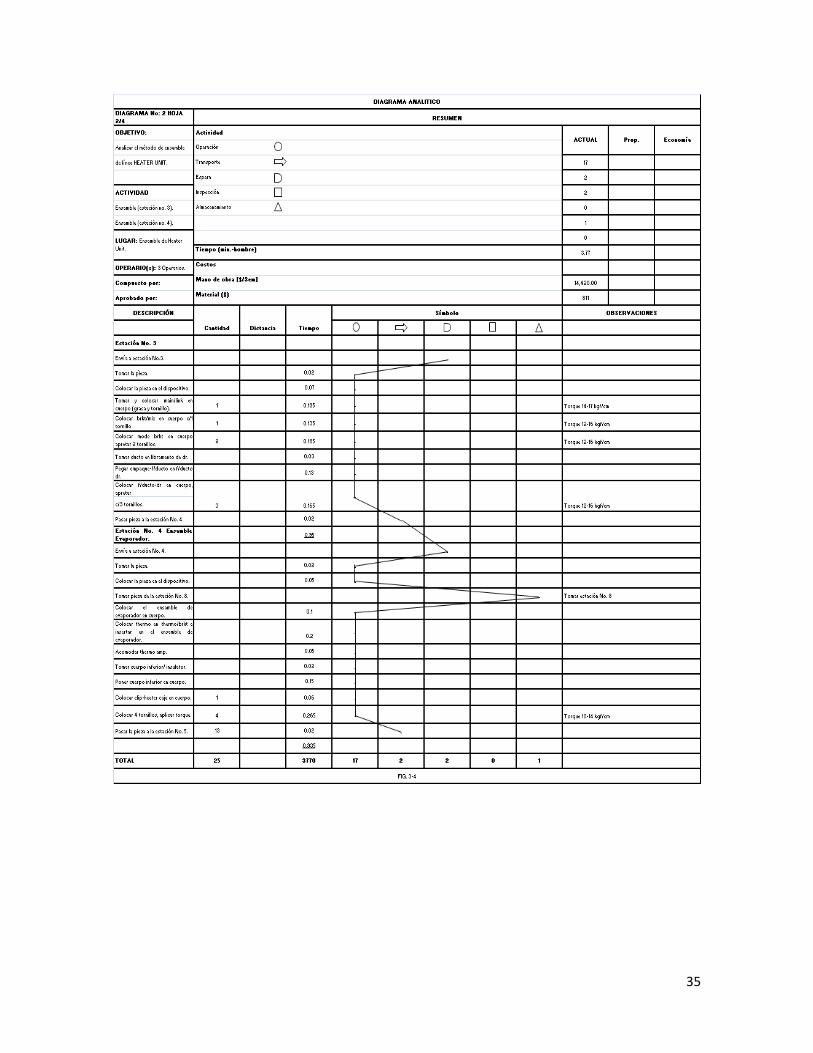
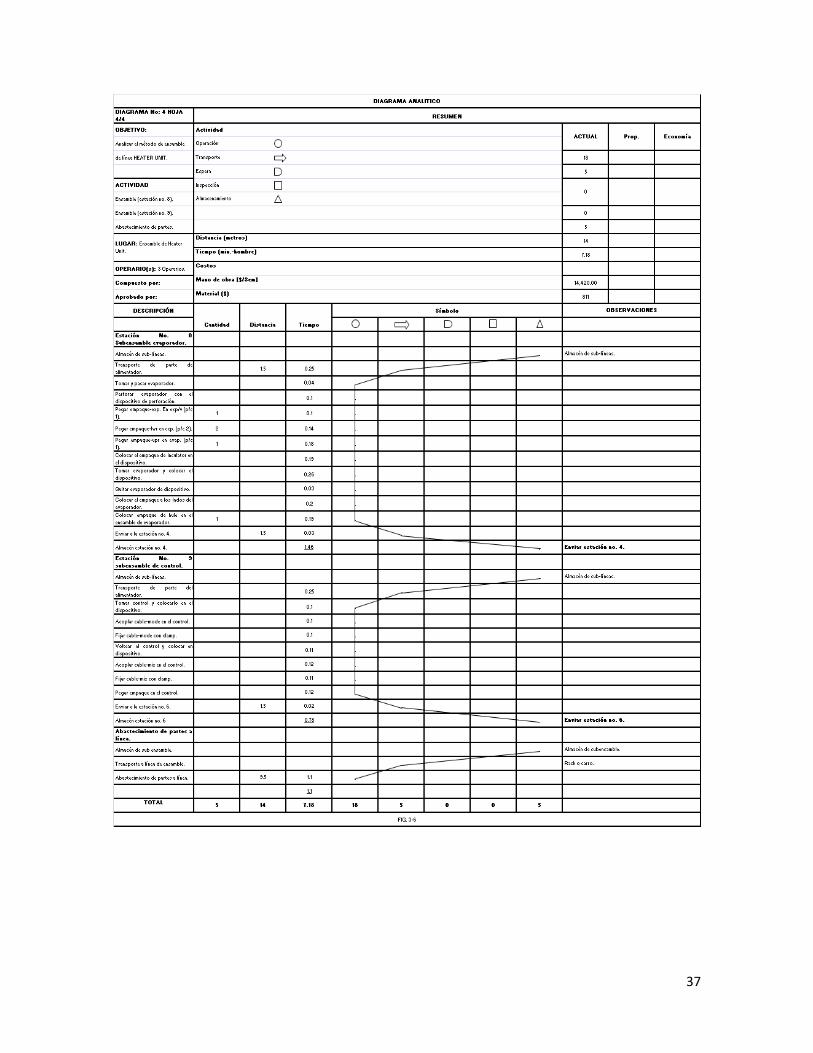
3.3. DIAGRAMAS ANALÍTICOS DE LA LINEA HEATER UNIT
Después de describir las operaciones de cada una de las estaciones, el siguiente paso es conocer
como se esta haciendo, por lo cual utilizamos diagramas analíticos. Fig. 3-3 a la fig. 3-6, los cuales
nos ayudarán a conocer detalladamente el número real de operaciones que existen en cada
estación, otro dato que podemos conocer es el número de transportes que existen en cada una de
las estaciones, así como la distancia total que existe entre cada una de ellas, el número de espera
o cuellos de botella que existen, inspecciones y número de almacenamiento por los que pasa el
material. Los minutos- hombre que se registran en cada diagrama son el promedio de un registro
que se tomo a cada operador durante una semana utilizando un cronómetro.

34
35

36
37

38
3.3.1. DIAGRAMA DE RECORRIDO
Con la ayuda del diagrama analítico podemos conocer la distancia (metros) que existe en cada una
de las estaciones de trabajo, pero para visualizar con mayor claridad la trayectoria que siguen los
operarios y los materiales en la zona de trabajo se elaboró un diagrama de recorrido (fig. 3-7), el
cual nos permitirá realizar los cambios necesarios para reducir distancias entre cada estación de
trabajo donde los materiales tienen mayor fluidez y donde se tiene un mínimo de manipulación por
parte de los operarios.
3.4. HOJA DE OPERACIÓN ESTÁNDAR (MOVIMIENTO DE MANO IZQUIERDA – MANO DERECHA)
El formato que se utiliza para la elaboración de las hojas de operación estándar, es el que se
emplea y utiliza actualmente en la empresa. Esta nos permite estudiar detalladamente la secuencia
de los movimientos de la operación unitaria (cada estación) y los movimientos que debe seguir el
operador de acuerdo a su habilidad técnica.
En estos formatos se describen cada una de las operaciones que se realizan tanto con la mano
izquierda como con la derecha; es un diagrama analítico más detallado donde se específica con
que mano se debe trabajar, describiendo los pasos principales de cada estación. Los puntos
críticos que son como luces color ámbar que nos previenen de lo que no debe suceder en cada
estación; es decir, quedarnos con algún tornillo, doblar algún extremo de la pieza que no lo
requiera, etc. También se especifican las razones más importantes de cada estación cuenta.
Cuenta con una ilustración de las partes que se manipulan en cada estación. En éste tipo de
formato, también se conoce el tipo de herramienta que se utiliza en cada estación y el equipo de
seguridad que debe emplear el operador, así como él número de parte, cambio de modelo y a
quien se debe avisar en caso de situaciones anormales como falla de herramental y falta de
material.
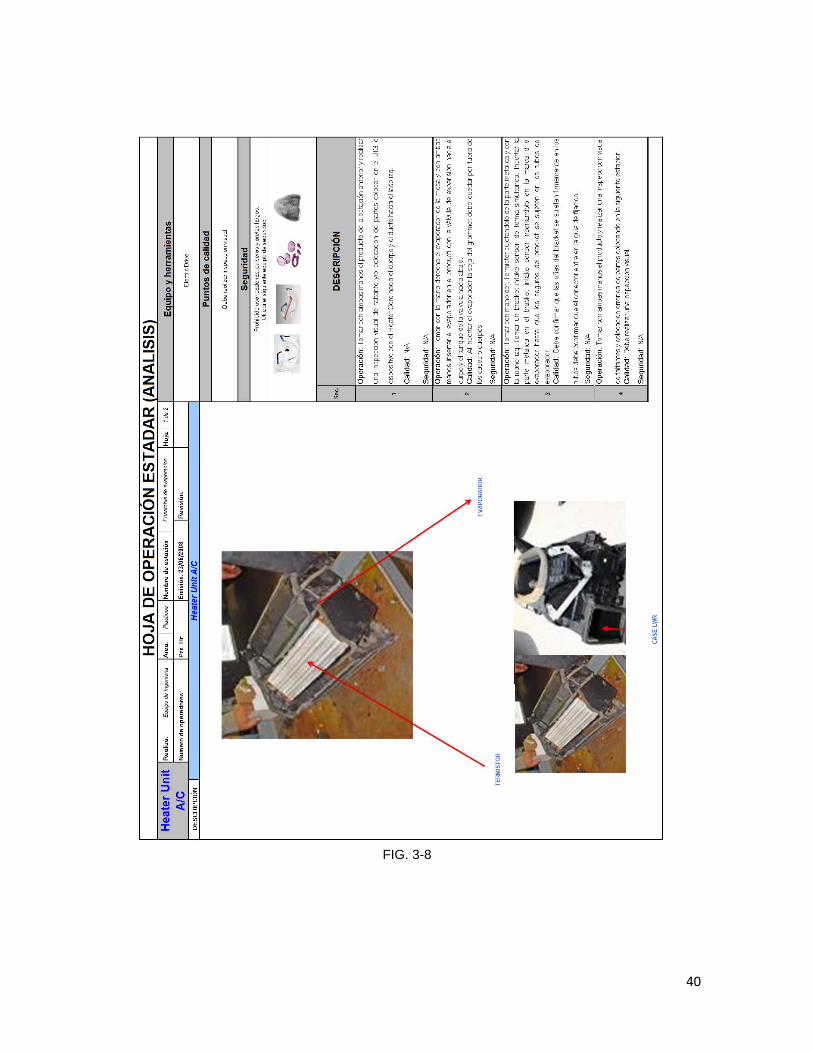
En las fig. 3-8, se describen la hoja de operación estándar para la estación del sub ensamble del
evaporador únicamente debido al número de estaciones. Tomamos el ejemplo del evaporador por
el corto número de estaciones y por su entendimiento. Los términos que se utilizan en las
ilustraciones se encuentran en el glosario de términos.

39
FIG. 3-7
40
FIG. 3-8
41
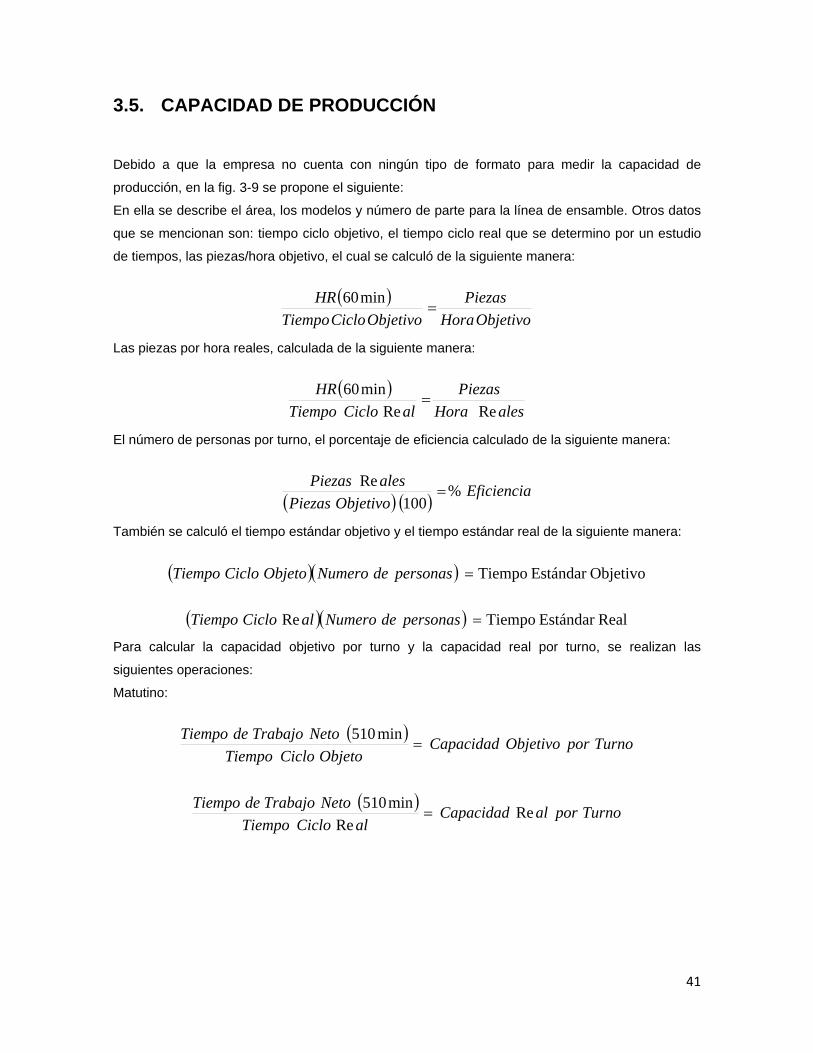
3.5. CAPACIDAD DE PRODUCCIÓN
Debido a que la empresa no cuenta con ningún tipo de formato para medir la capacidad de
producción, en la fig. 3-9 se propone el siguiente:
En ella se describe el área, los modelos y número de parte para la línea de ensamble. Otros datos
que se mencionan son: tiempo ciclo objetivo, el tiempo ciclo real que se determino por un estudio
de tiempos, las piezas/hora objetivo, el cual se calculó de la siguiente manera:
( )ObjetivoHora
PiezasObjetivoCicloTiempo
HR=
min60
Las piezas por hora reales, calculada de la siguiente manera:
( )alesHora
PiezasalCicloTiempo
HRReRe
min60=
El número de personas por turno, el porcentaje de eficiencia calculado de la siguiente manera:
( ) ( ) EficienciaObjetivoPiezas
alesPiezas %100
Re=
También se calculó el tiempo estándar objetivo y el tiempo estándar real de la siguiente manera:
( )( ) ObjetivoEstándar Tiempo=personasdeNumeroObjetoCicloTiempo
( )( ) RealEstándar TiempoRe =personasdeNumeroalCicloTiempo
Para calcular la capacidad objetivo por turno y la capacidad real por turno, se realizan las
siguientes operaciones:
Matutino:
( ) TurnoporObjetivoCapacidadObjetoCicloTiempo
NetoTrabajodeTiempo=
min510
( ) TurnoporalCapacidadalCicloTiempo
NetoTrabajodeTiempo ReRe
min510=

42
Mod
elo
Nº. Partes
Tiem
po Ciclo
Objetivo
Tiem
po Ciclo Real
Pzs/Hr O
bjetivo
Pzs/Hr R
eal
Person
as% Eficiencia
Tiem
po Std.
Objetivo
Tiem
po Std. R
eal
Capacidad
Objetivo X Turno
Capacidad Re
al por
Turno
PRIM
ER TURN
O
2710
05M00
01.10
1.46
5541
75.3
9.90
14.76
464
349
2710
05M20
01.10
1.46
5541
75.3
9.90
14.76
464
349
2710
04Z000
1.10
1.46
5541
75.3
9.90
14.76
464
349
2710
04Z200
1.10
1.46
5541
75.3
9.90
14.76
464
349
2710
06M10
01.10
1.46
5541
75.3
9.90
14.76
464
349
2710
04Z700
1.10
1.46
5541
75.3
9.90
14.76
464
349
2710
05M06
01.15
1.25
5248
92.0
10.35
12.64
443
408
2710
05M26
01.15
1.25
5248
92.0
10.35
12.64
443
408
2710
06M16
01.15
1.25
5248
92.0
10.35
12.64
443
408
2710
0F46
601.15
1.25
5248
92.0
10.35
12.64
443
408
TERC
ER TURN
O
2710
05M00
01.10
1.46
5541
75.3
9.90
14.76
418
315
2710
05M20
01.10
1.46
5541
75.3
9.90
14.76
418
315
2710
04Z000
1.10
1.46
5541
75.3
9.90
14.76
418
315
2710
04Z200
1.10
1.46
5541
75.3
9.90
14.76
418
315
2710
06M10
01.10
1.46
5541
75.3
9.90
14.76
418
315
2710
04Z700
1.10
1.46
5541
75.3
9.90
14.76
418
315
2710
05M06
01.15
1.25
5248
92.0
10.35
12.64
400
368
2710
05M26
01.15
1.25
5248
92.0
10.35
12.64
400
368
2710
06M16
01.15
1.25
5248
92.0
10.35
12.64
400
368
2710
0F46
601.15
1.25
5248
92.0
10.35
12.64
400
368
* Tie
mpo
est
anda
r obj
etiv
o: e
s de
term
inad
o po
r el t
iem
po c
iclo
( es
el t
iem
po e
fect
ado
com
o m
axim
o en
la li
nea
) por
el n
umer
o de
ope
rario
s qu
e in
terv
iene
en
la li
nea
de e
nsam
ble.
ARE
A ( PLASTICOS ) LINEA
DE HEA
TER UNIT
CAP
ACID
ADES
DE
LINE
A DE
HEA
TER
UNI
T
A/C
HTR
9
HEA
TER UNIT (E
NSA
MBLE)
9
HTR
* Tie
mpo
cic
lo o
bjet
ivo:
es
dete
rmin
ado
por l
a di
recc
ion
de In
gene
rìa e
n un
pro
nòst
ico
de p
rodu
cciò
n es
tand
ariz
ado.
Fig. 3 ‐ 9
HEA
TER UNIT (E
NSA
MBLE)
A/C
FIG. 3-9
43
Nocturno:
( ) TurnoporObjetivoCapacidadObjetoCicloTiempo
NetoTrabajodeTiempo=
min450
( ) TurnoporalCapacidadalCicloTiempo
NetoTrabajodeTiempo ReRe
min450=
3.6. IDENTIFICACIÓN DE PROBLEMAS
Después de haber realizado un estudio en el área de Heater Unit con herramientas de ingeniería
se encontró lo siguiente:
1.- La distribución de las operaciones se encuentran mal balanceadas, esto es porque desde antes
de la apertura de la planta, el departamento de ingeniería tenía una propuesta de línea de trabajo
pero no se reajusto cuando se empezó a trabajar en ella.
2.- El factor de gran eficiencia es bajo para los objetivos del plan maestro de producción. No se
esta produciendo lo establecido, debido a que existen demoras en otras estaciones de ensamble,
de inyección y el proveedor que es que quien proporciona los racks no los envía en la fecha de
entrega estimada.
3.- Las maquinarias de pokayoke y desarmador eléctrico no reciben el mantenimiento
correspondiente fallando constantemente provocando paros en la línea, por lo que se cumple con
la orden de producción.
4.- Se detecta producto terminado sobre el piso por falta de rack, provocando equivocación de
etiquetas y daño en el producto terminado lo que genera reclamo por parte del cliente y
ocasionando más horas hombre por trabajó.
44
CAPÍTULO IV
SISTEMA PROPUESTO

44
CAPÍTULO IV SISTEMA PROPUESTO
4.1. CICLO DE CONTROL PLAN-HACER-CONFIRMAR-ACTUAR (PDCA)
Después de haber realizado un análisis en el área de Heater Unit, para conocer la manera en que
se esta trabajando, el siguiente paso es elaborar el ciclo de control PDCA para aplicar el kaizen y
mejorar la línea de producción del aire acondicionado.
Como primer paso, se elabora un plan de trabajo para generar el kaizen el cual nos ayudara a
obtener y poner en práctica las estrategias que mejorarán la línea de producción del aire
acondicionado.
4.1.1. ETAPA “P” PLANEAR 1.- Selección del tema:
INCREMENTO DE LA PRODUCTIVIDAD Área: Aire acondicionado (Heater Unit).
Lugar: Línea de ensamble.
2.- Razón por la cual se selecciono el tema:
POLITICAS DEL DEPARTAMENTO Dirección General: Incrementar la productividad de la línea a través de la estandarización y reducción de costos.
Dirección de producción:
Formar un equipo de trabajo para la aplicación del kaizen cuya principal responsabilidad sea
asegurar la satisfacción del cliente con calidad y en el tiempo establecido.
El aumento de la productividad, la calidad, las entregas oportunas y el costo, son políticas que el
subdirector general y el gerente de producción establecen cuando han observado las deficiencias
del área a través de juntas, donde se revisan los informes de producción diaria, semanal y
mensualmente.

45
Una vez que se tiene el equipo para trabajar en el kaizen, se comienza a recopilar la información
necesaria.
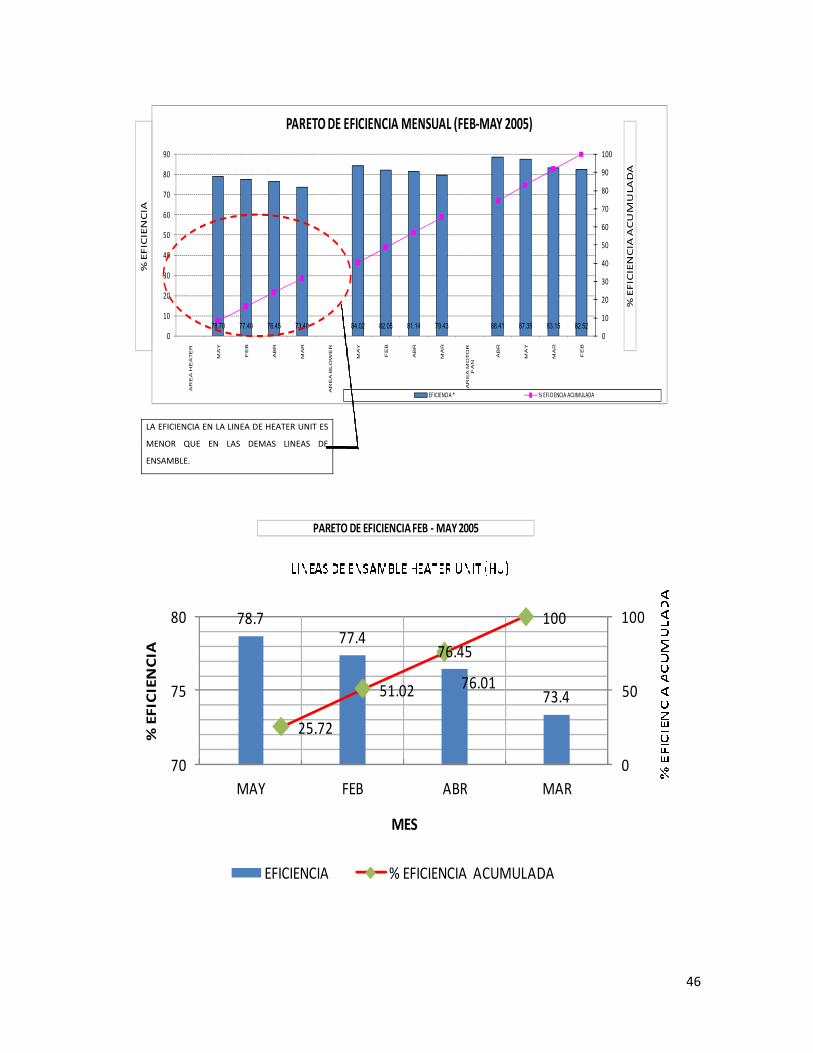
En la fig. 4-1 se elaboro un diagrama de Pareto con la finalidad de comparar la eficiencia en cada
una de las áreas de plásticos, estos datos los proporciono el departamento de control de la
producción, como se puede observar en el área de Heater Unit es la que no cumple con el objetivo
de eficiencia, esta es una de las razones por la cual se selecciono esta área para aplicar nuestro
kaizen.
DIAGRAMA DE PARETO PARA EL ÁREA DE PLÁSTICOS
MES
AREA HEATER
MAY 78.7 8.08 8.08
FEB 77.4 16.03 7.95
ABR 76.45 23.88 7.85
MAR 73.4 31.41 7.54
AREA BLOWER
MAY 84.02 40.04 8.63
FEB 82.05 48.46 8.42
ABR 81.14 56.79 8.33
MAR 79.43 64.95 8.15
AREA MOTOR FAN
ABR 88.41 74.02 9.08
MAY 87.35 82.99 8.97
MAR 83.15 91.53 8.54
FEB 82.52 100 8.47
TOTAL 974.02
EFICIENCIA * % EFICIENCIA ACUMULADA % EFICIENCIA
46
LA EFICIENCIA EN LA LINEA DE HEATER UNIT ES
MENOR QUE EN LAS DEMAS LINEAS DE
ENSAMBLE.
PARETO DE EFICIENCIA FEB ‐MAY 2005
78.777.4
76.45
73.4
25.72
51.02 76.01
100
0
50
100
70
75
80
MAY FEB ABR MAR
% EFICIENCIA
MES
EFICIENCIA % EFICIENCIA ACUMULADA
78.70 77.40 76.45 73.40 84.02 82.05 81.14 79.43 88.41 87.35 83.15 82.520
10
20
30
40
50
60
70
80
90
100
0
10
20
30
40
50
60
70
80
90
AR
EA
HE
ATE
R
MA
Y
FE
B
AB
R
MA
R
AR
EA
BLO
WE
R
MA
Y
FE
B
AB
R
MA
R
AR
EA
MO
TO
R
FA
N
AB
R
MA
Y
MA
R
FE
B
PARETO DE EFICIENCIA MENSUAL (FEB‐MAY 2005)
EFICIENCIA * % EFICIENCIA ACUMULADA
%EFICIENCIA
%EFICIENCIAACUMULADA

47
* Estos datos fueron proporcionados por el departamento de planeación
FIG. 4 - 1
MES EFICIENCIA% EFICIENCIA ACUMULADA
% EFICIENCIA
MAY 78.7 25.72 25.72FEB 77.4 51.02 25.3ABR 76.45 76.01 24.99MAR 73.4 100 23.99TOTAL 305.95 100

48
3.- Establecimiento de objetivos:
Para poder establecer los objetivos, tenemos que contestar las siguientes preguntas: ¿qué?,
¿cuánto?, ¿cuándo? y ¿razón?, en la fig. 4-2 se da respuesta a estas preguntas: ¿qué es lo que se
va hacer?, ¿cuándo se va hacer?, ¿cuánto se pretende reducir? y ¿razón por la que se esta
haciendo?
Para el presente trabajo, se acordó reducir el porcentaje de paros en la línea HU ya quedando
solución a este problema se obtendrá aumentos en la producción, en eficiencia y los embarques
estarán en el tiempo establecido por el cliente.
4.- Planeación del programa de actividades:
En la fig. 4-3, se muestra un programa de actividades para la elaboración del kaizen, en el se
observa la aplicación del ciclo Deming o PDCA y las 5W-1H.
La realización de nuestro programa no solo significa contestar simplemente las preguntas ¿qué?,
¿por qué?, ¿dónde?, ¿quién? y ¿cómo? Sino que debemos contestarnos otras preguntas más para
ser más detallado nuestro programa sin omitir ningún detalle por más insignificativo que sea éste
ya que puede ser el origen de nuestro problema. A continuación se muestra como evaluamos cada
pregunta:
a) ¿Qué?:
• ¿Qué hacer?
• ¿Qué se esta haciendo?
• ¿Qué debe hacerse?
• ¿Qué otra cosa puede hacerse?
• ¿Qué otra cosa debe hacerse?
b) ¿Dónde?
• ¿Dónde hacerlo?
• ¿Dónde se hace?
• ¿Dónde debe hacerse?
• ¿En que otro lugar debe hacerse?
• ¿En que otro lugar puede hacerse?

49
c) ¿Quién?
• ¿Quién lo hace?
• ¿Quién esta haciéndolo?
• ¿Quién debe estar haciéndolo?
• ¿Quién mas puede hacerlo?
• ¿Quién mas debe estar haciéndolo?
d) ¿Por qué ¿Por qué lo hace?
¿Por qué hacerlo?
¿Por qué hacerlo ahí?
¿Por qué hacerlo entonces?
¿Por qué hacerlo así?
e) ¿Cuándo? ¿Cuándo hacerlo?
¿Cuándo esta hecho?
¿Cuándo debe hacerse?
¿En que otra ocasión puede hacerse?
¿En que otra ocasión debe hacerse?
f) ¿Cómo? ¿Cómo lo hace?
¿Cómo se hace?
¿Cómo debe hacerse?
¿Cómo hacerse mejor?
¿Cómo usarse este método en otras áreas?
ESTABLECIMIENTO DEL OBJETIVO
¿QUÉ? Reducir el tiempo de paro en línea de Heater Unit.
¿CUANTO? De (32.62%) de paros en línea disminuir al (5%) representa (85%) de reducción.
¿CUANDO? Junio del 2005.

50
¿RAZÓN? Reduciendo el (85%) de paros se alcanza el objetivo establecido para la línea.
PAROS EN LÍNEA HU
FIG. 4-2
35 1/2 FEBRERO 119 3/10 MARZO 226 9/20 ABRIL 332 31/50 MAYO 45 JUNIO 5
0 5
10 15 20 25 30 35 40 45 50
FEBRERO MARZO ABRIL MAYO JUNIO
% PAROS
Series2
PORCENTAJE
5.0 % OBJETIVO
MES
35.5
32.62
19.3
26.45
5.0

51
PROGRAMA DE ACTIVIDADES
CICLO ¿QUÉ? ¿POR QUÉ? ¿CÓMO? ¿DÓNDE? ¿CUÁNDO? ¿QUIÉN?
SELECCIÓN DEL TEMA INCREMENTAR EFICIENIA
BASADO EN
RESULTADOS DE
EFICIENCIA
ÁREA DE CONTROL DE
HEATER UNIT 7/JUN/05
EQUIPO DE
TRABAJO
RAZON DE SELECCIÓN DEFINIR TEMA DE TRABAJO
INCREMENTAR LA EFICIENCIA
REVISIÓN A POLITICAS
DEL DEPARTAMENTO
ÁREA DE CONTROL DE
HEATER UNIT 7/JUN/05
EQUIPO DE
TRABAJO
ESTABLECIMIENTO DE
OBJETIVO
DEFINIR DIRECTRIZ DE
TRABAJO
REVISANDO INDICADOR
PRINCIPAL OFICINA DE INGENIERÍA 7/JUN/05
EQUIPO DE
TRABAJO
P
PROGRAMA DE ACTIVIDADES ALCANZAR EL OBJETIVO APLICANDO 5W Y 1H ÁREA DE CONTROL DE
HEATER UNIT 9/JUN/05
EQUIPO DE
TRABAJO
CONOCIMIENTO DE LA
SITUACIÓN ACTUAL
DETECTAR FACTORES Y
VARIACIÓN DE STD VS REAL
VERIFICANDO
FISICAMENTE EN CAMPO
LA APLICACIÓN
LÍNEA DE HEATER UNIT 14 AL 17/JUN/05 EQUIPO DE
TRABAJO
ANALISIS DEL PROBLEMA DETECTAR CAUSA RAÍZ
DIAGRAMA CAUSA-
EFECTO Y SIETE
HERRAMIENTAS
LÍNEA DE HEATER UNIT 18 AL 22/JUN/05 EQUIPO DE
TRABAJO
PLAN DE CONTRAMEDIDAS
REQUERIDAS ERRADICAR CUASA RAÍZ
ESTABLECIENDO
ACTIVIDADES DE
REDUCCIÓN DE TIEMPOS
DE PARO
OFICINA DE INGENIERÍA 22/JUN/01 EQUIPO DE
TRABAJO
D
EJECUCIÓN DE
CONTRAMEDIDAS
REDUCIR DE TIEMPO DE
PARO
EJECUTANDO
ACTIVIDADES
PROGRAMADAS
LÍNEA DE HEATER UNIT 23 AL 28/JUN/05 EQUIPO DE
TRABAJO
C VERIFICACIÓN DE
RESULTADOS
EVALUAR EFECTO DE LA
MEJORA SOBRE OBJETIVO
REVISANDO
RESULTADOS DESPUÉS
DE LA MEJORA
LÍNEA DE HEATER UNIT 8/JUL/05 EQUIPO DE
TRABAJO
ACCIÓN PARA EVITAR
RECIDENCIA
LA CONTRAMEDIDA SEA
PERFECTAMENTE
ESTANDARIZADA
ATRAVEZ DE
DOCUMENTOS LÍNEA DE HEATER UNIT 11/JUL/05
EQUIPO DE
TRABAJO
CONCLUSIÓN Y REFLEXIÓN EVALUAR RESULTADO Y
MÉTODO DE QC
ACLARANDO VENTAJAS
COMPARANDO CONTRA
LO PLANEADO
OFICINA DE INGENIERÍA 13/JUL/05 EQUIPO DE
TRABAJO A ESTABLECER TEMA A FUTURO
ELIMINAR SIGUIENTE CAUSA
DE INCUMPLIMIENTO
CONSIDERANDO LAS
POLÍTICAS DE
DEPARTAMENTO
ÁREA DE CONTROL DE
HVAC 15/JUL/05
EQUIPO DE
TRABAJO

52
Estos cuestionamientos no significan que deben seguirse tal y como se muestran, estas preguntas
son una lluvia de ideas para poder elaborar el programa de actividades y dependen de nuestros
objetivos a cumplir.
4.1.2. ETAPA “D” HACER
5.- Conocimiento de la situación actual:
En el Capítulo II se recopiló información de la línea HU, la forma de trabajo de los operarios,
trayectoria que siguen los materiales, el método que se utiliza y la maquinaria emplea.
En este punto, se analizará la información ya mencionada con la ayuda de diagramas y graficas
para conocer las causas potenciales que impiden el cumplimiento de los objetivos en la línea HU.
Como primer paso se elaboro un diagrama causa-efecto que se muestra en la fig. 4-4 para
encontrar las causas que originan los paros en la línea y posibles consecuencias a través del
análisis de las 4M`s (materiales, mano de obra, método y maquinaria). Posteriormente en las fig. 4-
5, 4-6, 4-7 y 4-8 se analizan con más detalle cada uno de los factores por separado para encontrar
las causas de mayor incidencia y si su solución es inmediata.
Materiales: Se encontró que el empaque de Heater Core se encuentra con defectos lo que
ocasiona exceso de vibraciones y ruidos al funcionar. El pegamento que se utiliza en la longitud del
euretáno para el empaque expandible no cumple con las especificaciones ni medidas solicitadas.
Existe insuficiencia de racks (carritos para colocar producto terminado) los cuales son
proporcionados por el proveedor, esto ocasiona que se coloque el producto terminado en el suelo,
se etique mal y se rayen las piezas (producto terminado). En cuanto a las levas se mandan con
deformaciones en las dimensiones y rebabas lo que ocasiona que no pueda entrar en el cuerpo del
aire acondicionado.
Método de trabajo: El departamento de manufactura e ingeniería no a actualizado las hojas de
operación estándar desde hace un año lo que ocasiona que algunas estaciones de trabajo tengan
más actividades y retrasen la línea, las hojas de proceso no se envían a tiempo y el recorrido de
los materiales es bastante largo.
Maquinaria: La maquinaria que se utiliza en el ensamble como son el equipo de inspección
(pokayoke), atornillador eléctrico (driver), porta herramientas (jigs) y puntas para desarmador (bits)
no reciben mantenimiento preventivo a tiempo provocando paro en la línea de ensamble por fallas.
Durante el mes de abril del 2001 se observó diariamente por turno el equipo con mayor incidencia
de paros dando como resultado que el equipo de inspección (pokayoke) es el de mayor número de
fallas y el atornillador eléctrico (driver).

53
DIAGRAMA DE CAUSA-EFECTO
FIG. 4-4
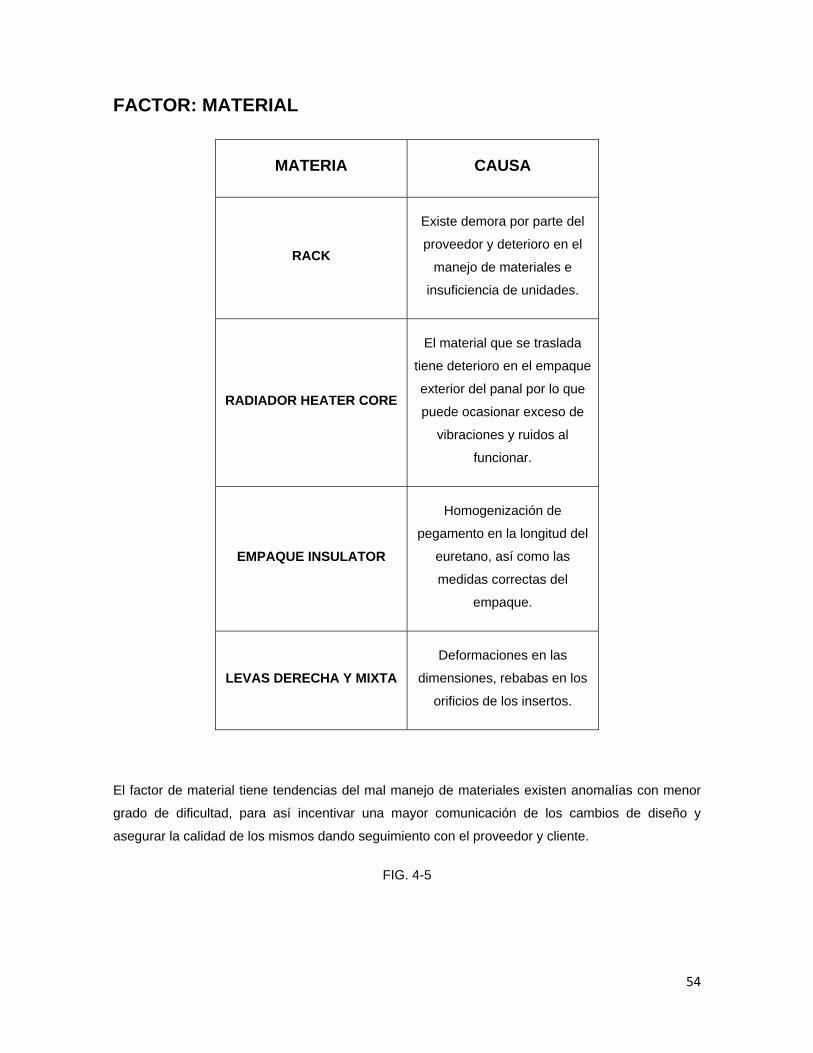
54
FACTOR: MATERIAL
MATERIA CAUSA
RACK
Existe demora por parte del
proveedor y deterioro en el
manejo de materiales e
insuficiencia de unidades.
RADIADOR HEATER CORE
El material que se traslada
tiene deterioro en el empaque
exterior del panal por lo que
puede ocasionar exceso de
vibraciones y ruidos al
funcionar.
EMPAQUE INSULATOR
Homogenización de
pegamento en la longitud del
euretano, así como las
medidas correctas del
empaque.
LEVAS DERECHA Y MIXTA Deformaciones en las
dimensiones, rebabas en los
orificios de los insertos.
El factor de material tiene tendencias del mal manejo de materiales existen anomalías con menor
grado de dificultad, para así incentivar una mayor comunicación de los cambios de diseño y
asegurar la calidad de los mismos dando seguimiento con el proveedor y cliente.
FIG. 4-5

55
EQUIPO Y HERRAMENTAL QUE SE ENCUENTRA EN LÍNEA DE HEATER UNIT FACTOR: MAQUINARIA EQUIPOS:
ESPECIFICACIONES
MAQUINA R.P.M
VOLTAJE
(Hz)
C.A.
(VOLTS)
PRESIÓN
DE AIRE
Kg/cm 2
TORQUE
Kg/cm 2 MARCA
POKAYOKE NO
APLICA
60 Hz
Fase
Simple
220-110
Max. 1 A 1.0 + 0.5
NO
APLICA
NO
APLICA
DRIVER
(DESARMADOR ELÉCTRICO)
1000-
1120
50 Hz a
60 Hz
100-110
110-220
Max. 1.5
A
NO
APLICA
10-30
Kgf/cm 2
Ingersoll-
Rand
Ingles
PAROS ESPORADICOS
PARETO PERIODO ABRIL 01
Pokayoke
DriverJigs
Bits0
2
4
6
8
10
Pokayoke Jigs
Month/April
%FALLAS
PAROS
%ACUMULADO
Pokayoke
DriverJigs
Bits0
2
4
6
8
10
Pokayoke Jigs
Month/April
%FALLAS
PAROS
%ACUMULADO
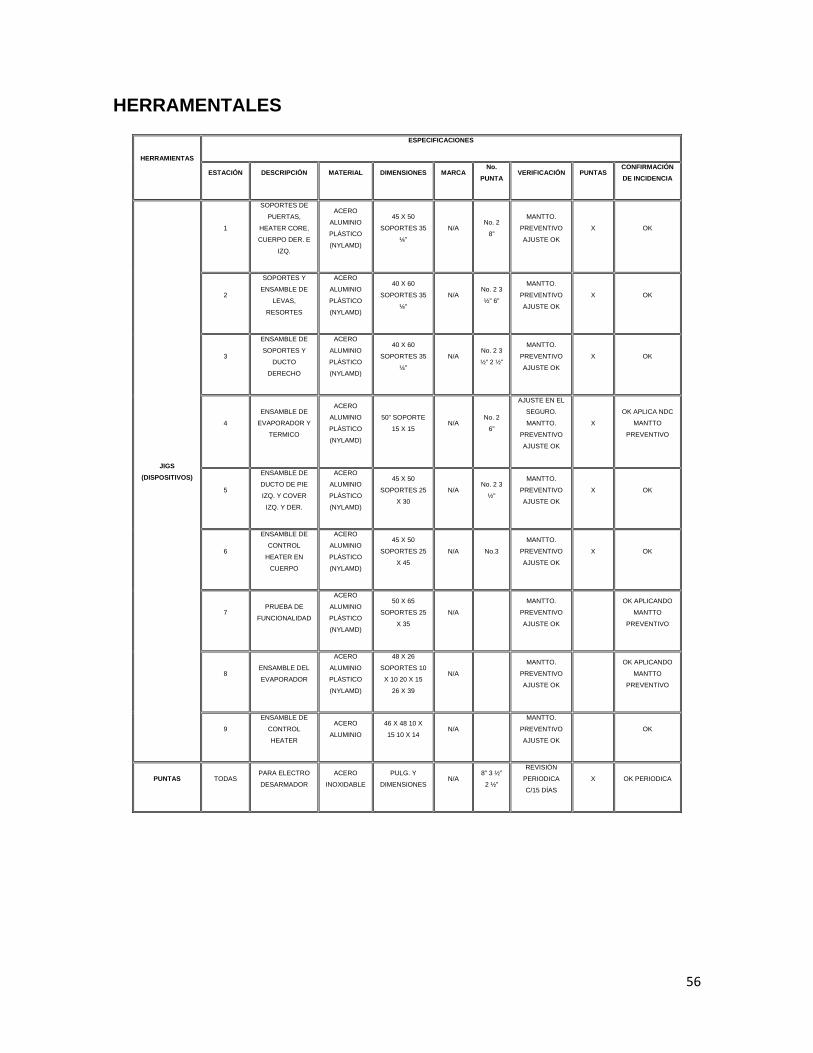
56
HERRAMENTALES
ESPECIFICACIONES
HERRAMIENTAS
ESTACIÓN DESCRIPCIÓN MATERIAL DIMENSIONES MARCA No.
PUNTA VERIFICACIÓN PUNTAS
CONFIRMACIÓN
DE INCIDENCIA
1
SOPORTES DE
PUERTAS,
HEATER CORE,
CUERPO DER. E
IZQ.
ACERO
ALUMINIO
PLÁSTICO
(NYLAMD)
45 X 50
SOPORTES 35
¼”
N/A No. 2
8”
MANTTO.
PREVENTIVO
AJUSTE OK
X OK
2
SOPORTES Y
ENSAMBLE DE
LEVAS,
RESORTES
ACERO
ALUMINIO
PLÁSTICO
(NYLAMD)
40 X 60
SOPORTES 35
¼”
N/A No. 2 3
½” 6”
MANTTO.
PREVENTIVO
AJUSTE OK
X OK
3
ENSAMBLE DE
SOPORTES Y
DUCTO
DERECHO
ACERO
ALUMINIO
PLÁSTICO
(NYLAMD)
40 X 60
SOPORTES 35
¼”
N/A No. 2 3
½” 2 ½”
MANTTO.
PREVENTIVO
AJUSTE OK
X OK
4
ENSAMBLE DE
EVAPORADOR Y
TERMICO
ACERO
ALUMINIO
PLÁSTICO
(NYLAMD)
50” SOPORTE
15 X 15 N/A
No. 2
6”
AJUSTE EN EL
SEGURO.
MANTTO.
PREVENTIVO
AJUSTE OK
X
OK APLICA NDC
MANTTO
PREVENTIVO
5
ENSAMBLE DE
DUCTO DE PIE
IZQ. Y COVER
IZQ. Y DER.
ACERO
ALUMINIO
PLÁSTICO
(NYLAMD)
45 X 50
SOPORTES 25
X 30
N/A No. 2 3
½”
MANTTO.
PREVENTIVO
AJUSTE OK
X OK
6
ENSAMBLE DE
CONTROL
HEATER EN
CUERPO
ACERO
ALUMINIO
PLÁSTICO
(NYLAMD)
45 X 50
SOPORTES 25
X 45
N/A No.3
MANTTO.
PREVENTIVO
AJUSTE OK
X OK
7 PRUEBA DE
FUNCIONALIDAD
ACERO
ALUMINIO
PLÁSTICO
(NYLAMD)
50 X 65
SOPORTES 25
X 35
N/A
MANTTO.
PREVENTIVO
AJUSTE OK
OK APLICANDO
MANTTO
PREVENTIVO
8 ENSAMBLE DEL
EVAPORADOR
ACERO
ALUMINIO
PLÁSTICO
(NYLAMD)
48 X 26
SOPORTES 10
X 10 20 X 15
26 X 39
N/A
MANTTO.
PREVENTIVO
AJUSTE OK
OK APLICANDO
MANTTO
PREVENTIVO
JIGS
(DISPOSITIVOS)
9
ENSAMBLE DE
CONTROL
HEATER
ACERO
ALUMINIO
46 X 48 10 X
15 10 X 14 N/A
MANTTO.
PREVENTIVO
AJUSTE OK
OK
PUNTAS TODAS PARA ELECTRO
DESARMADOR
ACERO
INOXIDABLE
PULG. Y
DIMENSIONES N/A
8” 3 ½”
2 ½”
REVISIÓN
PERIODICA
C/15 DÍAS
X OK PERIODICA

57
Durante un mes se observo en cada turno las causas de cada uno de los equipos, uno de
los principales es la falla del pokayoke como se muestra en el pareto del mes de abril
2005.
El porcentaje de falla de los paros esporádicos en promedio es de un 12.0%.
Por consiguiente existe un control para dar mantenimiento oportuno al equipo, no se
establece inventario para las refacciones con mayor falla.
Los tiempos de entrega por parte del proveedor pueden planearse con tiempo por lo que
se puede resolver con facilidad este problema.
FIG. 4-6
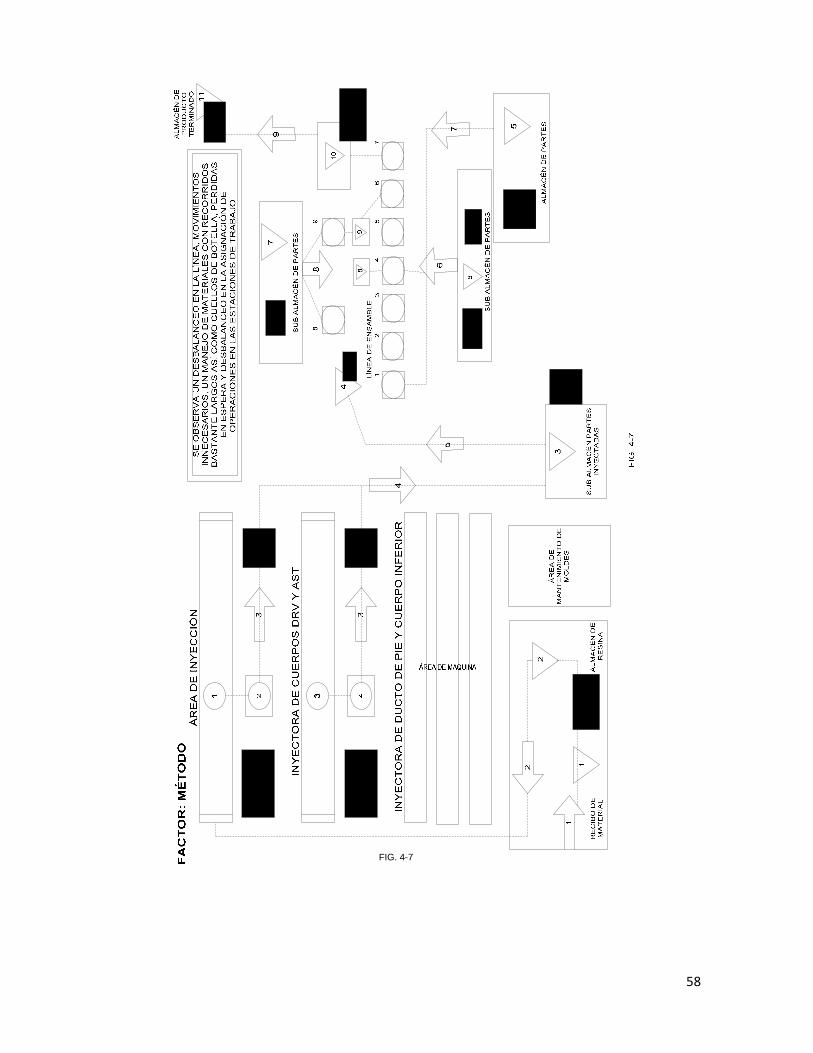
58
FIG. 4-7

59
FACTOR: MANO DE OBRA PLANTILLA DE PERSONAL ASIGNADO
ESTACIÓN CANTIDAD DE PERSONAL
ACTUAL CANTIDAD DE PERSONAL POR
ESTANDAR
1 ER TURNO 3ER TURNO 1 ER TURNO 3ER TURNO
1 1 1 1 1
2 1 1 1 1
3 1 1 1 1
4 1 1 1 1
5 1 1 1 1
6 1 1 1 1
7 1 1 1 1
8 1 1 1 1
9 1 1 1 1
ABASTECEDOR 1 1 1 1
10 10 10 10
TOTAL
20 20

60
EL NÚMERO DE PERSONAL ASIGNADO CORRESPONDE A LA PLANTILLA
ESTABLECIDA POR EL DEPARTAMENTO DE INGENIERIA.
FIG. 4-8
Mano de obra: La plantilla de personal asignada actualmente en la línea es de 20 operarios en los
dos turnos de acuerdo con el estándar del departamento de ingeniería, al no actualizarse las hojas
de operación estándar los operarios comienzan a agregar actividades innecesarias durante el
ensamble.
Para complementar éste estudio, en la fig. 4-9 se elaboró una matriz de las 4 M´s de cada estación
de trabajo para conocer mas afondo las condiciones en las que se encuentra actualmente la línea.
En esta matriz se describen las estaciones de trabajo, mencionando lo que se hace en cada una de
ellas; el método de trabajo que se sigue actualmente, la maquinaria y/o equipo que se usa en cada
estación así como el material que se emplea y si el operario cumple con la habilidad que se pide
aunque se observa que el tiempo ciclo es mayor al tiempo establecido por el departamento de
ingeniería.

61
RESUMEN DE LOS FACTORES ENCONTRADOS COMO CAUSAS POTENCIALES
MAQUINARÍA OK EXISTEN ALGUNAS DEFICIENCIAS PERO SUELEN SER DE
MENOR GRADO DE DIFICULTAD Y SON DE SOLUCION
INMEDIATA.
MATERIALES OK EXISTEN ANOMALIAS EN EL MANEJO DE MATERIALES
POR LO QUE SE DEBE TENER MAYOR COMUNICACIÓN
CON EL PROVEEDOR Y CLIENTE.
MÉTODO X SE RESPETA LA DISTRIBUCIÓN DE LAS OPERACIONES;
SIN EMBARGO, EXISTE UN DESBALANCEO EN LA LÍNEA
DE ENSAMBLE.
MANO DE OBRA X EL OPERADOR NO RESPETA EL ESTÁNDAR, ALGUNOS
MUESTRAN SOBRECARGA DE TRABAJO.
CAUSA POTENCIAL:
LA DISTRIBUCIÓN DE LAS OPERACIONES SE ENCUENTRAN MAL BALANCEADAS.
De acuerdo con datos establecidos en el departamento de ingeniería, se elaboró una grafica de las
operaciones en cada estación de trabajo para obtener el tiempo ciclo de cada una de ellas (fig. 4-
10). Donde se observa que en las estaciones 1 y 8 son la que tienen mayor número de tiempo
ciclo, mientras que en las estaciones 4 y 6 registran menor tiempo ciclo; sin embargo, estos datos
se establecieron por medio de una consultaría japonesa para aplicar en México sin tomar en
consideración el grado de dificultad en cada una de las estaciones.
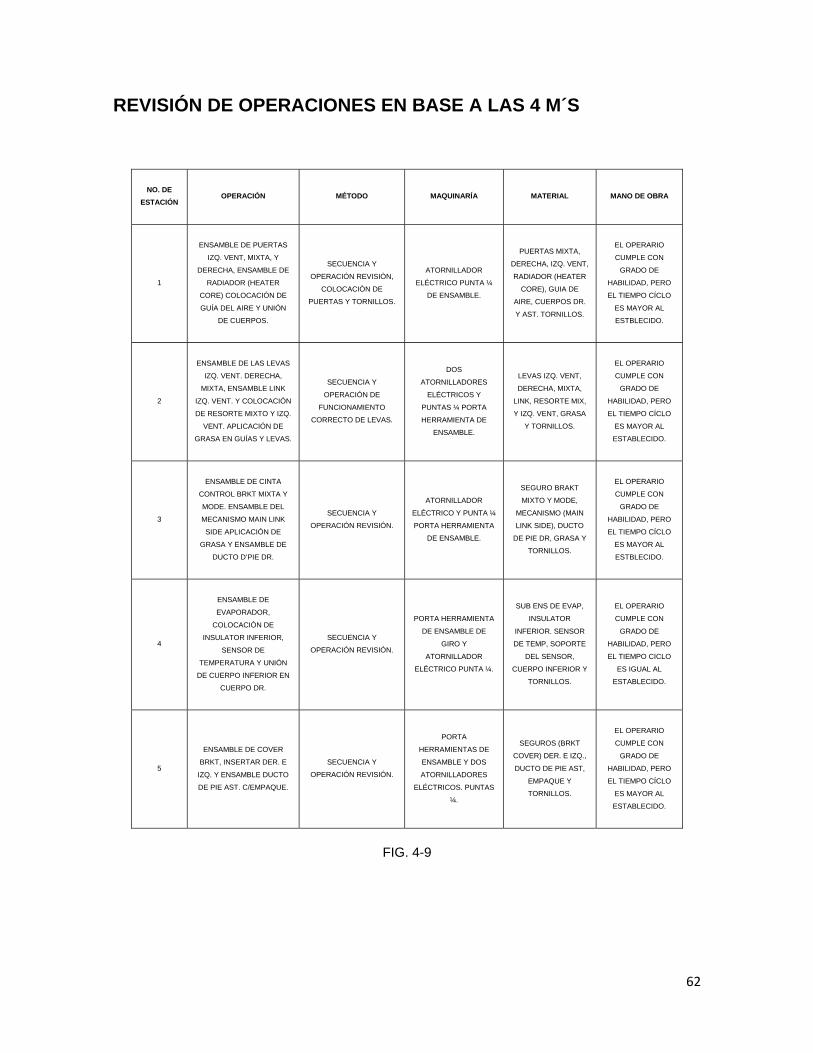
62
REVISIÓN DE OPERACIONES EN BASE A LAS 4 M´S
NO. DE ESTACIÓN
OPERACIÓN MÉTODO MAQUINARÍA MATERIAL MANO DE OBRA
1
ENSAMBLE DE PUERTAS
IZQ. VENT, MIXTA, Y
DERECHA, ENSAMBLE DE
RADIADOR (HEATER
CORE) COLOCACIÓN DE
GUÍA DEL AIRE Y UNIÓN
DE CUERPOS.
SECUENCIA Y
OPERACIÓN REVISIÒN,
COLOCACIÒN DE
PUERTAS Y TORNILLOS.
ATORNILLADOR
ELÉCTRICO PUNTA ¼
DE ENSAMBLE.
PUERTAS MIXTA,
DERECHA, IZQ. VENT,
RADIADOR (HEATER
CORE), GUIA DE
AIRE, CUERPOS DR.
Y AST. TORNILLOS.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD, PERO
EL TIEMPO CÍCLO
ES MAYOR AL
ESTBLECIDO.
2
ENSAMBLE DE LAS LEVAS
IZQ. VENT. DERECHA,
MIXTA, ENSAMBLE LINK
IZQ. VENT. Y COLOCACIÓN
DE RESORTE MIXTO Y IZQ.
VENT. APLICACIÓN DE
GRASA EN GUÍAS Y LEVAS.
SECUENCIA Y
OPERACIÓN DE
FUNCIONAMIENTO
CORRECTO DE LEVAS.
DOS
ATORNILLADORES
ELÉCTRICOS Y
PUNTAS ¼ PORTA
HERRAMIENTA DE
ENSAMBLE.
LEVAS IZQ. VENT,
DERECHA, MIXTA,
LINK, RESORTE MIX,
Y IZQ. VENT, GRASA
Y TORNILLOS.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD, PERO
EL TIEMPO CÍCLO
ES MAYOR AL
ESTABLECIDO.
3
ENSAMBLE DE CINTA
CONTROL BRKT MIXTA Y
MODE. ENSAMBLE DEL
MECANISMO MAIN LINK
SIDE APLICACIÓN DE
GRASA Y ENSAMBLE DE
DUCTO D’PIE DR.
SECUENCIA Y
OPERACIÓN REVISIÓN.
ATORNILLADOR
ELÉCTRICO Y PUNTA ¼
PORTA HERRAMIENTA
DE ENSAMBLE.
SEGURO BRAKT
MIXTO Y MODE,
MECANISMO (MAIN
LINK SIDE), DUCTO
DE PIE DR, GRASA Y
TORNILLOS.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD, PERO
EL TIEMPO CÍCLO
ES MAYOR AL
ESTBLECIDO.
4
ENSAMBLE DE
EVAPORADOR,
COLOCACIÓN DE
INSULATOR INFERIOR,
SENSOR DE
TEMPERATURA Y UNIÓN
DE CUERPO INFERIOR EN
CUERPO DR.
SECUENCIA Y
OPERACIÓN REVISIÓN.
PORTA HERRAMIENTA
DE ENSAMBLE DE
GIRO Y
ATORNILLADOR
ELÉCTRICO PUNTA ¼.
SUB ENS DE EVAP,
INSULATOR
INFERIOR. SENSOR
DE TEMP, SOPORTE
DEL SENSOR,
CUERPO INFERIOR Y
TORNILLOS.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD, PERO
EL TIEMPO CICLO
ES IGUAL AL
ESTABLECIDO.
5
ENSAMBLE DE COVER
BRKT, INSERTAR DER. E
IZQ. Y ENSAMBLE DUCTO
DE PIE AST. C/EMPAQUE.
SECUENCIA Y
OPERACIÓN REVISIÓN.
PORTA
HERRAMIENTAS DE
ENSAMBLE Y DOS
ATORNILLADORES
ELÉCTRICOS. PUNTAS
¼.
SEGUROS (BRKT
COVER) DER. E IZQ.,
DUCTO DE PIE AST,
EMPAQUE Y
TORNILLOS.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD, PERO
EL TIEMPO CÍCLO
ES MAYOR AL
ESTABLECIDO.
FIG. 4-9
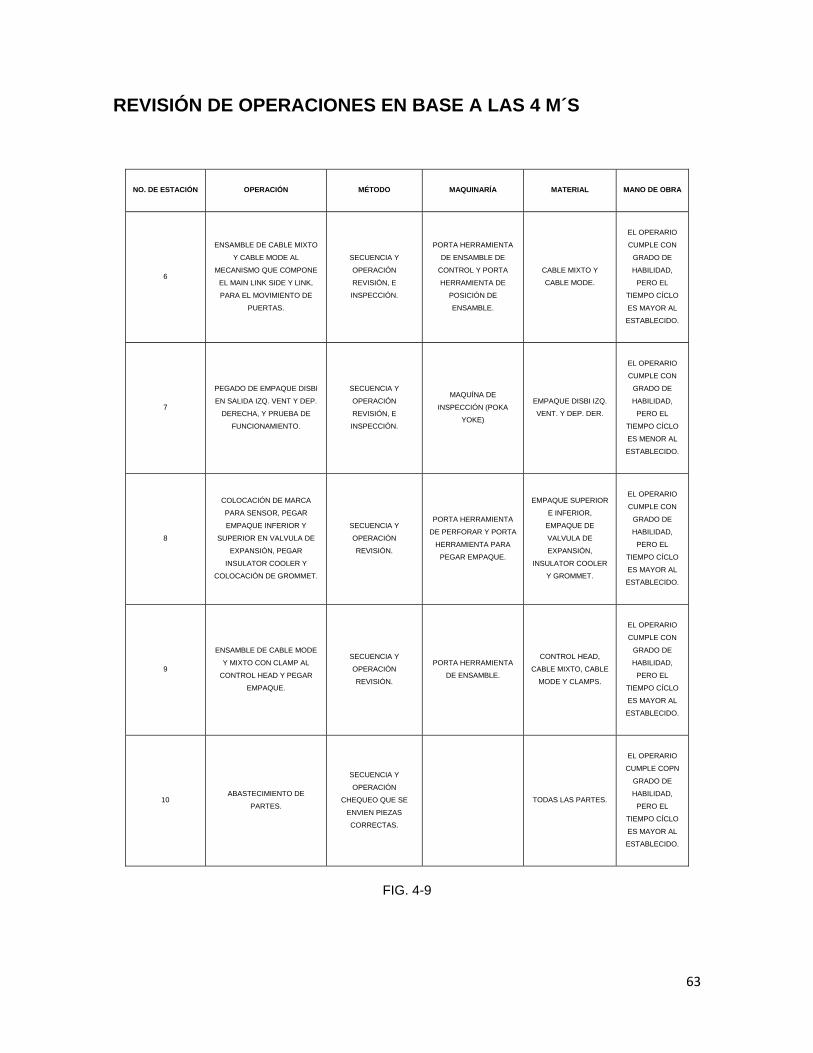
63
REVISIÓN DE OPERACIONES EN BASE A LAS 4 M´S
NO. DE ESTACIÓN OPERACIÓN MÉTODO MAQUINARÍA MATERIAL MANO DE OBRA
6
ENSAMBLE DE CABLE MIXTO
Y CABLE MODE AL
MECANISMO QUE COMPONE
EL MAIN LINK SIDE Y LINK,
PARA EL MOVIMIENTO DE
PUERTAS.
SECUENCIA Y
OPERACIÓN
REVISIÓN, E
INSPECCIÓN.
PORTA HERRAMIENTA
DE ENSAMBLE DE
CONTROL Y PORTA
HERRAMIENTA DE
POSICIÓN DE
ENSAMBLE.
CABLE MIXTO Y
CABLE MODE.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD,
PERO EL
TIEMPO CÍCLO
ES MAYOR AL
ESTABLECIDO.
7
PEGADO DE EMPAQUE DISBI
EN SALIDA IZQ. VENT Y DEP.
DERECHA, Y PRUEBA DE
FUNCIONAMIENTO.
SECUENCIA Y
OPERACIÓN
REVISIÓN, E
INSPECCIÓN.
MAQUÍNA DE
INSPECCIÓN (POKA
YOKE)
EMPAQUE DISBI IZQ.
VENT. Y DEP. DER.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD,
PERO EL
TIEMPO CÍCLO
ES MENOR AL
ESTABLECIDO.
8
COLOCACIÓN DE MARCA
PARA SENSOR, PEGAR
EMPAQUE INFERIOR Y
SUPERIOR EN VALVULA DE
EXPANSIÓN, PEGAR
INSULATOR COOLER Y
COLOCACIÓN DE GROMMET.
SECUENCIA Y
OPERACIÓN
REVISIÓN.
PORTA HERRAMIENTA
DE PERFORAR Y PORTA
HERRAMIENTA PARA
PEGAR EMPAQUE.
EMPAQUE SUPERIOR
E INFERIOR,
EMPAQUE DE
VALVULA DE
EXPANSIÓN,
INSULATOR COOLER
Y GROMMET.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD,
PERO EL
TIEMPO CÍCLO
ES MAYOR AL
ESTABLECIDO.
9
ENSAMBLE DE CABLE MODE
Y MIXTO CON CLAMP AL
CONTROL HEAD Y PEGAR
EMPAQUE.
SECUENCIA Y
OPERACIÓN
REVISIÓN.
PORTA HERRAMIENTA
DE ENSAMBLE.
CONTROL HEAD,
CABLE MIXTO, CABLE
MODE Y CLAMPS.
EL OPERARIO
CUMPLE CON
GRADO DE
HABILIDAD,
PERO EL
TIEMPO CÍCLO
ES MAYOR AL
ESTABLECIDO.
10 ABASTECIMIENTO DE
PARTES.
SECUENCIA Y
OPERACIÓN
CHEQUEO QUE SE
ENVIEN PIEZAS
CORRECTAS.
TODAS LAS PARTES.
EL OPERARIO
CUMPLE COPN
GRADO DE
HABILIDAD,
PERO EL
TIEMPO CÍCLO
ES MAYOR AL
ESTABLECIDO.
FIG. 4-9

64
GRÁFICA DEL TIEMPO DE OPERACIÓN DE LÍNEA POR ESTACIÓN DE TRABAJO CON RESPECTO AL ESTÁNDAR DE INGENIERÍA. DISTRIBUCIÓN DE LAS ESTACIONES DE TRABAJO
TIEMPO DE OP.
1.45 ESTACIÓN
1
0.900 ESTACIÓN
2
0.900 ESTACIÓN
3
0.785 ESTACIÓN
4
0.995 ESTACIÓN
5
0.800 ESTACIÓN
6
1.030 ESTACIÓN
7
1.150 ESTACIÓN
8
0.960 ESTACIÓN
9
LAS CARGAS DE TRABAJO POR OPERACIÓN NO SON UNIFORMES
FIG. 4-10
El equipo de kaizen elaboró diagramas analíticos para conocer el tiempo real de cada estación de
trabajo; en la fig. 4-11 se elabora una gráfica comparativa del tiempo de operación de línea
1.145
0.9 0.9
0.785
0.995
0.8
1.03
1.15
0.96
0
0.2
0.4
0.6
0.8
1
1.2
Esta
ción
1
Esta
ción
2
Esta
ción
3
Esta
ción
4
Esta
ción
5
Esta
ción
6
Esta
ción
7
Esta
ción
8
Esta
ción
9
T.O.L 1.150
ESTACIONE
MINUTOS
TIEMPOS DE OPERACIÓN DE LÍNEA (T.O.L.) Ó
65
utilizando datos establecidos por el departamento de ingeniería contra el tiempo real de cada
estación de trabajo de la línea Heater Unit, donde la estación, seguida de la estación no. 1 con un
tiempo de 1.160 min. Comparando los datos de ingeniería contra los reales, observamos que en la
estación no. 1 se tiene una diferencia de tiempo de operación de 0.015 min. mayor a la establecida
por ingeniería y en la estación no. 8 una diferencia de 0.310 min. mayor a la establecida por
ingeniería. Cabe señalar que solo se está tomando en cuenta el tiempo que tarda cada una de las
estaciones de trabajo en terminar la operación. Con respecto a las demás operaciones las
diferencias son mínimas.
6.- Análisis del problema:
Una vez que se tiene conocimiento de las condiciones en la que se esta trabajando en la línea, se
elabora un diagrama causa-efecto representado en la fig. 4-12, para encontrar la causa potenciales
dentro de la distribución de operaciones.
Materia: Las únicas deficiencias encontradas son: el control de calidad y el abastecimiento
inoportuno. Existe una solución inmediata.
Maquinaria: El pokayoke es el que tiene mayor número de paros por falta de mantenimiento
preventivo y correctivo. Existe solución inmediata.
Mano de obra: El operario cuenta con un nivel apto para las operaciones pero las hojas de
operación estándar no se han actualizado desde que la empresa empezó a operar lo que ha
creado que el mismo operario cree actividades innecesarias dentro de la línea por lo que se
necesita actualizar el método.
Método: El método de trabajo que actualmente se utiliza dentro de la línea tiene que
reestructurarse comenzando desde el balanceo de línea para ajustar la carga de trabajo en cada
estación.
Posteriormente se elaboró una tabla donde se describen los principales factores que afectan la
línea de ensamble, sus causas y la posible solución (rastreo) a estas fallas.

66
GRÁFICA COMPARATIVA DEL TIEMPO DE OPERACIÓN DE LÍNEA STD. VS REAL DE LAS ESTACIONES DE TRABAJO DE LA LÍNEA DE HEATER UNIT. TIEMPOS DE OPERACIÓN DE LAS ESTACIONES
TIEMPO CICLO
Estación 1
Estación 2
Estación 3
Estación 4
Estación 5
Estación 6
Estación 7
Estación 8
Estación 9
TIEMPO OPR. STD.
1.145 0.900 0.900 0.783 0.995 0.800 1.030 1.150 0.960
TIEMPO OPR. REAL
1.160 0.800 0.950 0.935 1.030 0.937 1.045 1.460 0.780
FIG. 4-11
1.451.6
0.90.8
0.990.950.7850.9350.995
1.03
0.80.937
1.031.0451.15
1.46
0.960.78
00.20.40.60.81
1.21.41.6
Estación
1
Estación
2
Estación
3
Estación
4
Estación
5
Estación
6
Estación
7
Estación
8
Estación
9
T. OPR STD.
T. OPR REAL
MINUTOS
ESTACIONES
TIEMPO DE OPERACIÓN DE LÍNEA STD VS REAL

67
DIAGRAMA DE CAUSA-EFECTO
FIG. 4-12

68
RASTREO DE FACTORES
FACTOR ¿POR QUÉ? ¿POR QUÉ? ¿POR QUÉ? RASTREO
1.- PERDIDA POR
DEMORA
DISCONTINUIDAD
EN LA LÍNEA.
LOS
OPERARIOS
CREAN
OPERACIONES
INNECESARIAS
QUE ORIGINAN
ERRORES EN
LA
OPERACIÓN.
NO SE
CONOCE LA
DISTRIBUCION
DE LAS
OPERACIONES.
NO SE
CUMPLE CON
LA
OPERACIÓN
ESTANDAR.
ESTANDARIZAR
LAS
OPERACIONES.
2.-
DESBALANCEO
DE LÍNEA.
SE
PRESENTAN
CUELLOS DE
BOTELLA EN
ALGUNAS
ESTACIONES
DE TRABAJO.
LA CARGA DE
TRABAJO POR
OPERACIÓN
DIFIERE UNA
CON OTRA (LA
CARGA DE
TRABAJO EN
ALGUNAS
ESTACIONES
ES MAYOR).
NO SE
CONSIDERA
LA
DISTRIBUCION
DE
OPERACIÓN
POR
MOVIMIENTO.
REALIZAR UN
BALANCEO DE
LÍNEA.
Al analizar los factores potenciales de la situación actual se tiene:
1) Pérdida de tiempo por demora y discontinuidad en la línea de ensamble (1er. factor).
2) Desbalanceo en la línea (2do. Factor).
Comprobando cada factor potencial se realiza una prueba de rastreo siguiendo el cuestionamiento
de los tres ¿por qué? Para describir las posibles causas que originan estos factores dando una
alternativa de solución.
Las dos formas de rastreo que se determinaron son:
a) Estandarizar las operaciones para el primer factor, y
b) Realizar un balanceo de línea para el segundo factor.
69
Primer factor: perdida por demora discontinuidad en la línea.
Para realizar el rastreo del primer factor se aplica una prueba de correlación donde se analizan las
condiciones normales de las operaciones (grado de dificultad para ensamble), por lo que nos auxiliamos de diagramas bimanuales (capítulo III) para conocer los movimientos en cada estación y
eliminar aquellos que resulten innecesarios. Después de aplicar los diagramas bimanuales, se
seleccionaron las estaciones con mayor número de operaciones para corregir, estas estaciones
son:
Estación no. 2. Representada en la fig. 4-13 donde se describen la condición actual y la condición
de prueba. En este diagrama se modifican operaciones simultáneas con ambas manos reduciendo
operaciones dentro de la estación de trabajo; es decir, se unieron operaciones como tomar y
colocar resortes y mecanismos como levas y seguros, modificando la colocación simultanea del
tornillo y la fuerza. Se reducen 14 operaciones en esta estación.
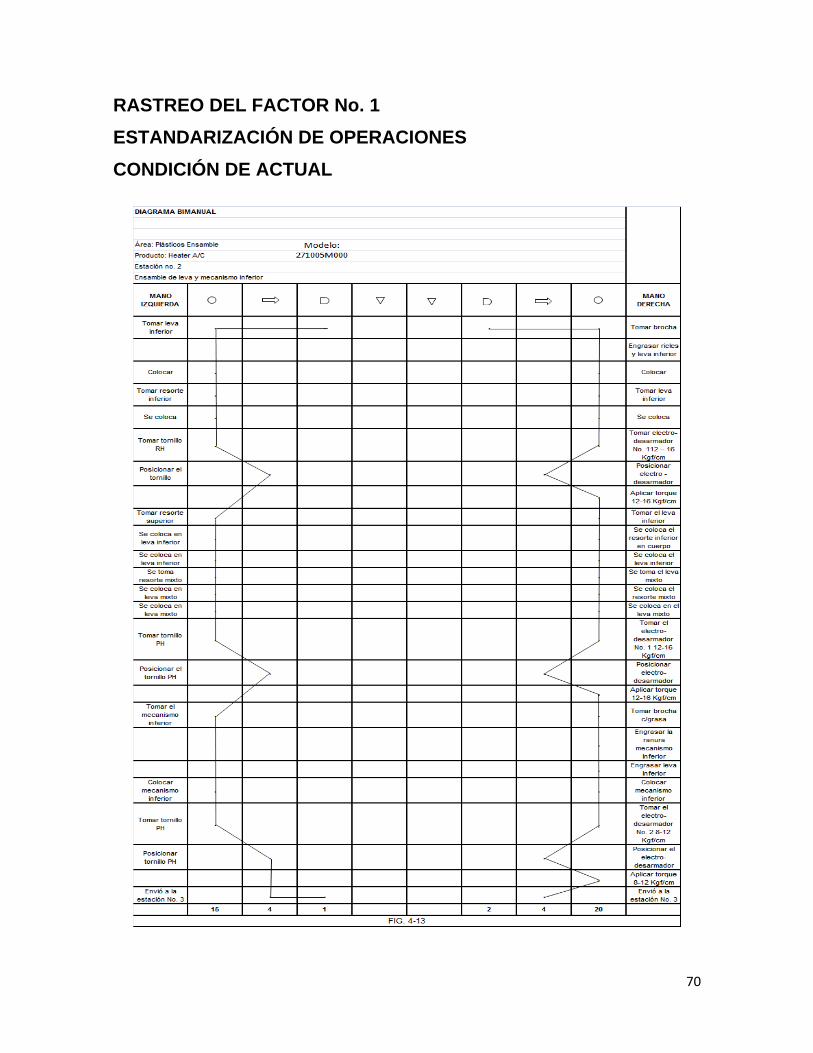
70
RASTREO DEL FACTOR No. 1 ESTANDARIZACIÓN DE OPERACIONES CONDICIÓN DE ACTUAL

71
CONDICIÓN DE PRUEBA
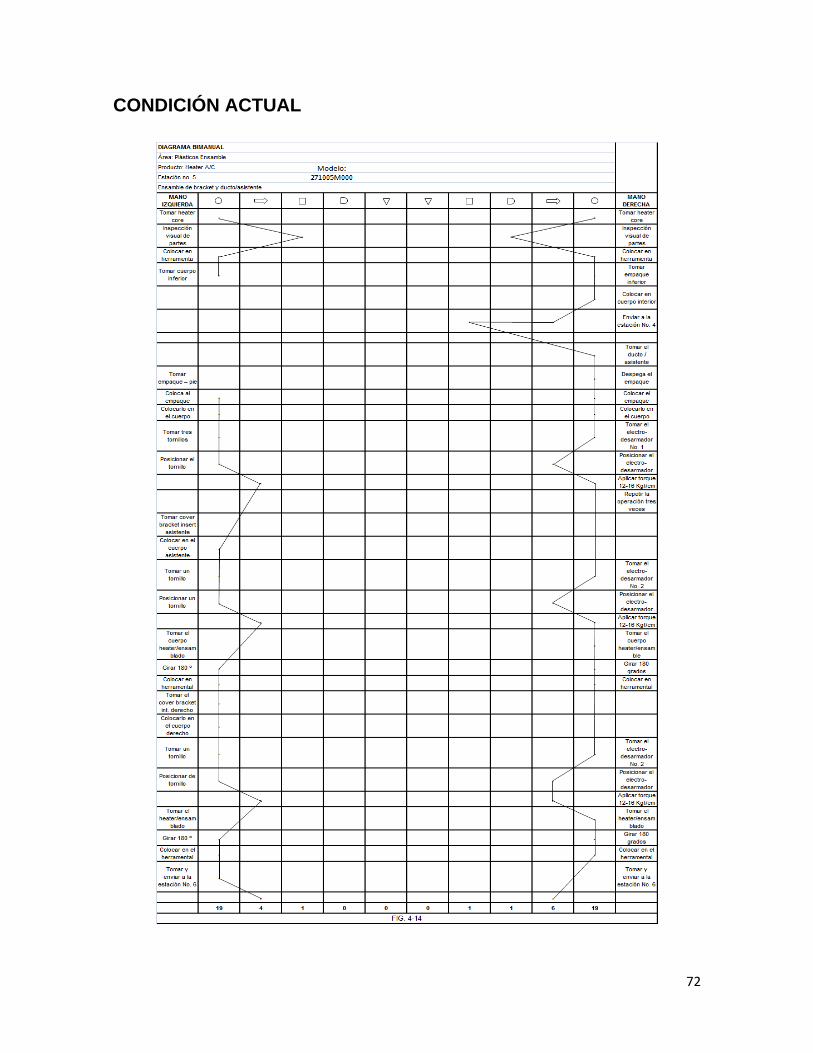
72
CONDICIÓN ACTUAL

73
CONDICIÓN DE PRUEBA

74
CONDICIÓN ACTUAL
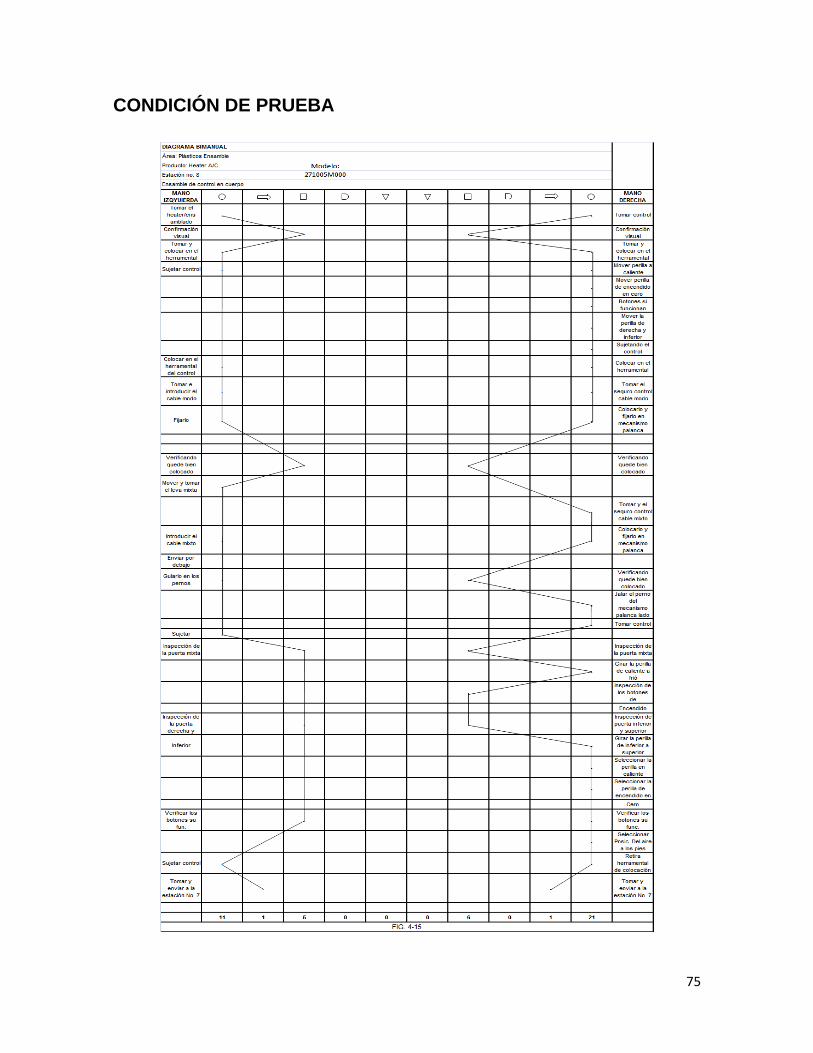
75
CONDICIÓN DE PRUEBA

76
CONDICIÓN ACTUAL

77
CONDICIÓN DE PRUEBA

78
Estación no. 5. Representada en la fig. 4-14, se observa una reducción de inspección visual de la
operación de mano izquierda pasando la inspección a la mano derecha. De igual manera se unen
las operaciones de colocar cuerpo y empaque en un solo movimiento, se realizan en forma
simultánea las operaciones de bracket inferior y superior. Se suprimen operaciones como
posicionar tornillos. Se reducen 8 operaciones en esta estación.
Estación no. 6. Representada en la fig. 4-15, se unifican simultáneamente, tomar y colocar el
dispositivo (herramental), de igual manera se unen las operaciones de tomar e introducir el cable,
se unen operaciones de tomar y mover la leva mixta de la mano izquierda, fijar y colocar cable y
seguro de la mano derecha. La operación inspección de puertas se realiza por ambas manos en
vez de la mano derecha solamente. Se reducen 7 operaciones en esta estación.
Estación no. 8. Representada en la fig. 4-16, se unen en forma simultánea tomar y colocar el
evaporador en la mesa por ambas manos, colocar en la mesa en forma por la mano derecha en
vez de ambas manos. Pegar y colocar (derecha) el empaque en el contorno de la válvula ambas
manos, colocar el herramental con una sola mano (izquierda), se unen las operaciones de tomar y
colocar el herramental en el evaporador con ambas manos. Se reducen 5 operaciones.
Aplicando la condición de prueba en las estaciones, se observan las modificaciones en el
desarrollo de la operación de ensamble. En la fig. 4-18 se pone a prueba por tres días para
conocer la producción diaria, pero los objetivos fijador por el departamento de control de
producción no se cumplieron ya que la producción para el turno matutino era de 416 unidades
mientras que en promedio solo se cumplió con 375 unidades y para el tercer turno el objetivo
promedio era de 395 unidades mientras que en promedio solo se cumplió en con 372 unidades.
Podemos concluir que el primer factor de rastreo queda descartado por observar anomalías en la
producción diaria, todavía se observan deficiencias en el ensamble y atrasos considerables en la
línea.

79
RASTREO DEL FACTOR No. 1 ESTANDARIZACIÓN DE OPERACIONES
SIMBOLOGIA
ESTACIONES DE TRABAJO
TOTAL MOV.
1
2 35 8 4 0 0 47
3
4
5 38 10 1 2 0 51
6 39 2 1 9 0 51
7
8 31 2 0 2 2 37
9

80
SIMBOLOGIA ESTACIONES DE TRABAJO
TOTAL MOV.
1
2 21 4 5 0 0 30
3
4
5 30 4 0 0 0 34
6 32 2 0 11 0 45
7
8 26 2 0 2 2 32
9
FIG. 4-17
DE ACUERDO A LOS DIAGRAMAS BIMANUALES, SE ELIGIERON LAS ESTACIONES 2,5,6 Y 8 POR SER LAS QUE TIENE MAYOR
NÚMERO DE OPERACIONES, EN CADA ESTACIÓN DE TRABAJO.

81
82
Segundo Factor: Desbalanceo de línea
Se llevo a cabo un balanceo de línea fig. 4-19 donde se tomaron tiempos por cada estación de
trabajo con 10 tomas (Anexo A) para determinar el tiempo ciclo y calcular el tiempo estándar.
Con los datos obtenidos podemos conocer la eficiencia de la línea que es la razón que existe del
tiempo ciclo total de operación entre el tiempo estándar dando como resultado un 60.30% de
eficiencia de línea. El tiempo estándar es el cuello de botella por el numero de operadores entre la
constante de holgura dando 14.76 min/pza., el tiempo de variación por estación (balanceo de línea)
es el tiempo ciclo total entre el número de operarios, dando una variación de 0.99 min.
Aproximadamente igual a 1 min.
Para conocer el tiempo de operación de línea se tiene el tiempo requerido por turno menos los
paros programados por turno por el porcentaje de operación de línea entre las unidades por día
dando un resultado de 1.088 min.
El porcentaje de balanceo de línea es igual al balanceo de línea entre el cuello de botella por 100%
arrojando un valor de 68.49% por lo que se observa que la línea no esta trabajando a un porcentaje
estipulado por el departamento de control de producción e ingeniería que es de un 80% como
mínimo.
Para aumentar la productividad en la línea, primeramente se realiza una nueva distribución para
ello aplicamos los 4 principios de la economía de movimientos fig. 4-20, la cual consiste en:
1.- Reducir el número de los movimientos:
En esta primera parte se elimina el movimiento o se disminuye el número de movimientos.
2.- Desarrollar movimientos al mismo tiempo:
Usar ambas manos y pies (piernas) al mismo tiempo mejorando las herramientas, los métodos de
trabajo y/o cómo colocar los materiales y la ubicación de las partes.
3.- Reducir la distancia del movimiento:
El tiempo del movimiento de estirar el brazo, caminar, torcer el cuerpo, agacharse, etc. Se
proporciona a la distancia del movimiento. Por lo tanto, se pueden eliminar las mermas reduciendo
la distancia.

83
BALANCEO DE LÍNEA:
No. Estación
Tiempo Ciclo de operación
No. Personas
1 1.160 1
2 0.800 1
3 0.950 1
4 0.935 1
5 1.040 1
6 0.937 1
7 0.795 1
8 1.460 1
9 0.780 1
∑= 857.8 ∑= 9
∑= 9.8
Fig. 4-19
Condición actual:
estàndarTiempooperaciòndetotalcicloTiempoLinealadeEficiencia =
( )( )uraHodeCteoperadoresdebotelladeCuelloestàndarTiempo
lg#
=
Tiempo ciclo total de operación: 8.9 Min.
Cuello de botella: 1.460 Min.
Volumen req. Al mes de Junio: 16,872 Uds/Mes
Tiempo requerido por los dos turnos: 570+570 1140 Min.
Paros programados por dos turnos: 60*2 120 Min.
Porcentaje de operación de línea 0.90 %
Días hábiles 20 Días
Cte. De holgura: 510/570 0.89
0.60 0.80 1.00 1.20 1.46 Min.
TIEMPO MUERTO
TIEMPO DE OPERACIÓN
60.30%
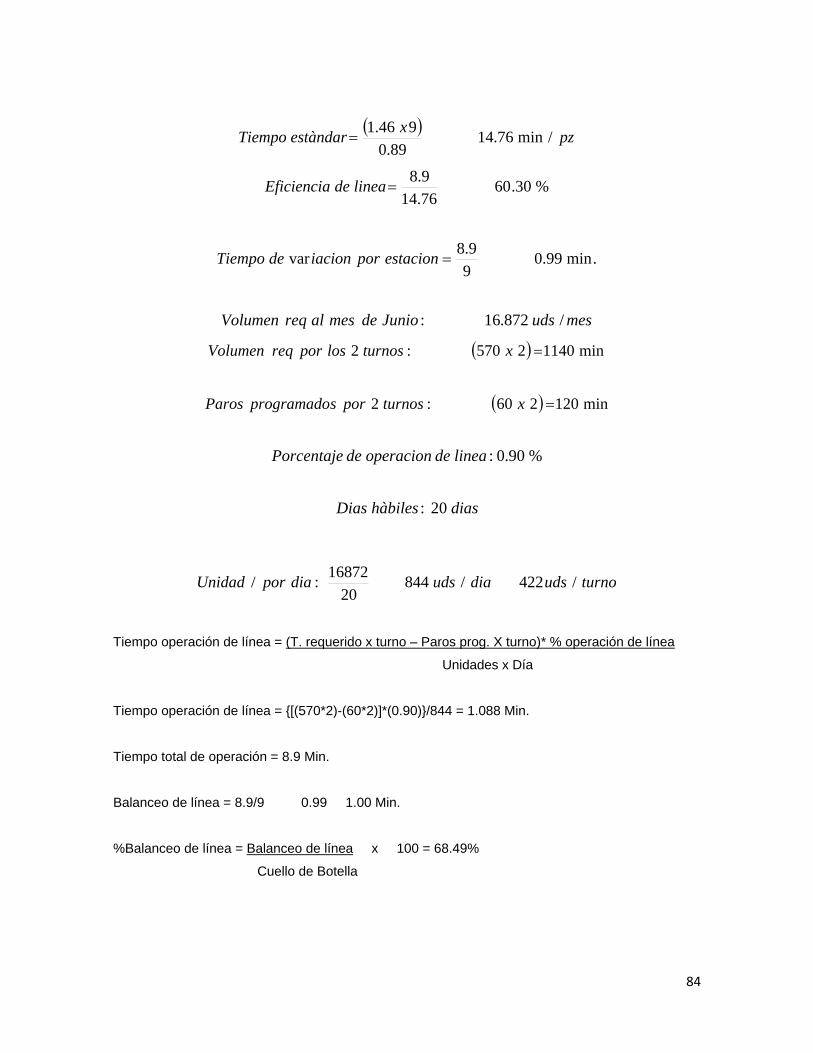
84
( ) pzxestàndarTiempo /min76.1489.0
946.1=
%30.6076.149.8
=lineadeEficiencia
.min99.099.8var =estacionporiaciondeTiempo
mesudsJuniodemesalreqVolumen /872.16:
( ) min11402570:2 =xturnoslosporreqVolumen
( ) min120260:2 =xturnosporsprogramadoParos
%90.0:lineadeoperaciondePorcentaje
diashàbilesDias 20:
turnoudsdiaudsdiaporUnidad /422/84420
16872:/
Tiempo operación de línea = (T. requerido x turno – Paros prog. X turno)* % operación de línea
Unidades x Día
Tiempo operación de línea = {[(570*2)-(60*2)]*(0.90)}/844 = 1.088 Min.
Tiempo total de operación = 8.9 Min.
Balanceo de línea = 8.9/9 0.99 1.00 Min.
%Balanceo de línea = Balanceo de línea x 100 = 68.49%
Cuello de Botella
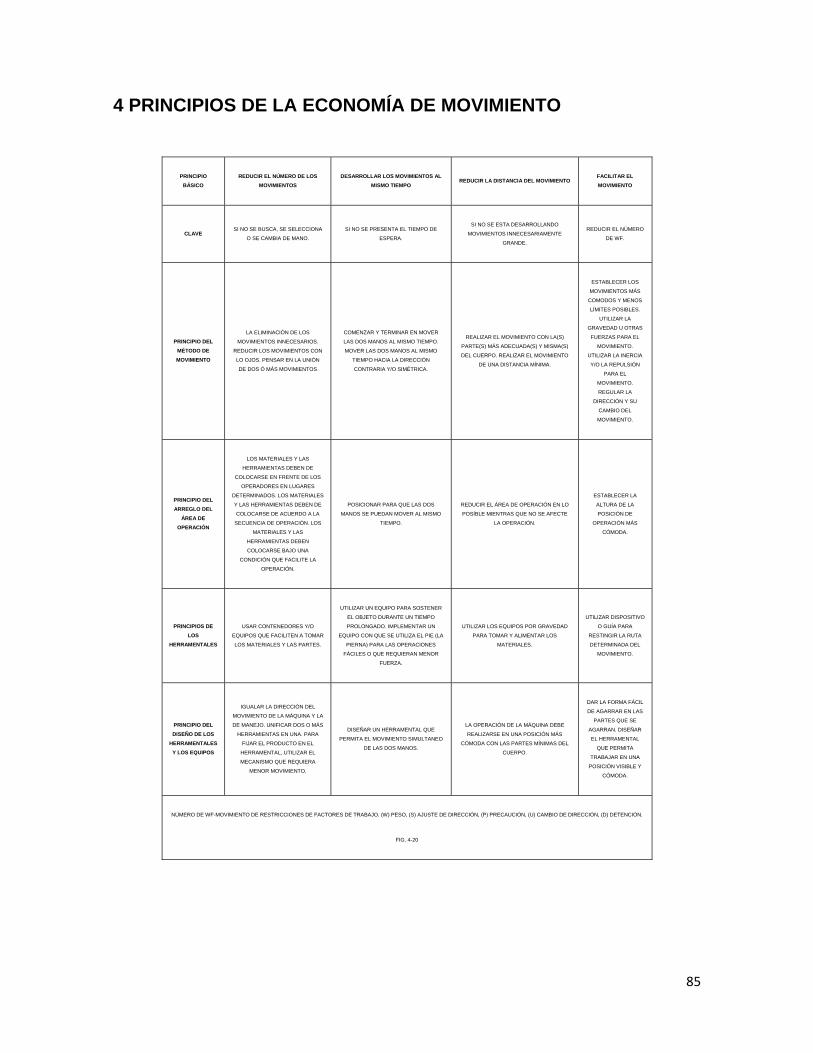
85
4 PRINCIPIOS DE LA ECONOMÍA DE MOVIMIENTO
PRINCIPIO BÁSICO
REDUCIR EL NÚMERO DE LOS MOVIMIENTOS
DESARROLLAR LOS MOVIMIENTOS AL MISMO TIEMPO
REDUCIR LA DISTANCIA DEL MOVIMIENTO FACILITAR EL MOVIMIENTO
CLAVE SI NO SE BUSCA, SE SELECCIONA
O SE CAMBIA DE MANO.
SI NO SE PRESENTA EL TIEMPO DE
ESPERA.
SI NO SE ESTA DESARROLLANDO
MOVIMIENTOS INNECESARIAMENTE
GRANDE.
REDUCIR EL NÚMERO
DE WF.
PRINCIPIO DEL MÉTODO DE MOVIMIENTO
LA ELIMINACIÓN DE LOS
MOVIMIENTOS INNECESARIOS.
REDUCIR LOS MOVIMIENTOS CON
LO OJOS. PENSAR EN LA UNIÓN
DE DOS Ó MÁS MOVIMIENTOS
COMENZAR Y TERMINAR EN MOVER
LAS DOS MANOS AL MISMO TIEMPO.
MOVER LAS DOS MANOS AL MISMO
TIEMPO HACIA LA DIRECCIÓN
CONTRARIA Y/O SIMÉTRICA.
REALIZAR EL MOVIMIENTO CON LA(S)
PARTE(S) MÁS ADECUADA(S) Y MISMA(S)
DEL CUERPO. REALIZAR EL MOVIMIENTO
DE UNA DISTANCIA MÍNIMA.
ESTABLECER LOS
MOVIMIENTOS MÁS
COMODOS Y MENOS
LÍMITES POSIBLES.
UTILIZAR LA
GRAVEDAD U OTRAS
FUERZAS PARA EL
MOVIMIENTO.
UTILIZAR LA INERCIA
Y/O LA REPULSIÓN
PARA EL
MOVIMIENTO.
REGULAR LA
DIRECCIÓN Y SU
CAMBIO DEL
MOVIMIENTO.
PRINCIPIO DEL ARREGLO DEL
ÁREA DE OPERACIÓN
LOS MATERIALES Y LAS
HERRAMIENTAS DEBEN DE
COLOCARSE EN FRENTE DE LOS
OPERADORES EN LUGARES
DETERMINADOS. LOS MATERIALES
Y LAS HERRAMIENTAS DEBEN DE
COLOCARSE DE ACUERDO A LA
SECUENCIA DE OPERACIÓN. LOS
MATERIALES Y LAS
HERRAMIENTAS DEBEN
COLOCARSE BAJO UNA
CONDICIÓN QUE FACILITE LA
OPERACIÓN.
POSICIONAR PARA QUE LAS DOS
MANOS SE PUEDAN MOVER AL MISMO
TIEMPO.
REDUCIR EL ÁREA DE OPERACIÓN EN LO
POSÍBLE MIENTRAS QUE NO SE AFECTE
LA OPERACIÓN.
ESTABLECER LA
ALTURA DE LA
POSICIÓN DE
OPERACIÓN MÁS
CÓMODA.
PRINCIPIOS DE LOS
HERRAMENTALES
USAR CONTENEDORES Y/O
EQUIPOS QUE FACILITEN A TOMAR
LOS MATERIALES Y LAS PARTES.
UTILIZAR UN EQUIPO PARA SOSTENER
EL OBJETO DURANTE UN TIEMPO
PROLONGADO. IMPLEMENTAR UN
EQUIPO CON QUE SE UTILIZA EL PIE (LA
PIERNA) PARA LAS OPERACIONES
FÁCILES O QUE REQUIERAN MENOR
FUERZA.
UTILIZAR LOS EQUIPOS POR GRAVEDAD
PARA TOMAR Y ALIMENTAR LOS
MATERIALES.
UTILIZAR DISPOSITIVO
O GUÍA PARA
RESTINGIR LA RUTA
DETERMINADA DEL
MOVIMIENTO.
PRINCIPIO DEL DISEÑO DE LOS
HERRAMENTALES Y LOS EQUIPOS
IGUALAR LA DIRECCIÓN DEL
MOVIMIENTO DE LA MÁQUINA Y LA
DE MANEJO. UNIFICAR DOS O MÁS
HERRAMIENTAS EN UNA. PARA
FIJAR EL PRODUCTO EN EL
HERRAMENTAL, UTILIZAR EL
MECANISMO QUE REQUIERA
MENOR MOVIMIENTO.
DISEÑAR UN HERRAMENTAL QUE
PERMITA EL MOVIMIENTO SIMULTANEO
DE LAS DOS MANOS.
LA OPERACIÓN DE LA MÁQUINA DEBE
REALIZARSE EN UNA POSICIÓN MÁS
CÓMODA CON LAS PARTES MÍNIMAS DEL
CUERPO.
DAR LA FORMA FÁCIL
DE AGARRAR EN LAS
PARTES QUE SE
AGARRAN. DISEÑAR
EL HERRAMENTAL
QUE PERMITA
TRABAJAR EN UNA
POSICIÓN VISIBLE Y
CÓMODA.
NÚMERO DE WF-MOVIMIENTO DE RESTRICCIONES DE FACTORES DE TRABAJO. (W) PESO, (S) AJUSTE DE DIRECCIÓN, (P) PRECAUCIÓN, (U) CAMBIO DE DIRECCIÓN, (D) DETENCIÓN.
FIG. 4-20

86
4.- Facilitar el movimiento:
Facilitar los movimientos, haciendo las operaciones fluidas y rítmicas, de tal manera que se
reduzca la fatiga y se impulsen operaciones seguras.
Después de haber hecho un ajuste en la línea de ensamble, se pone en marcha la nueva línea
durante seis días consecutivos para observar el desenvolvimiento de los operarios y si se cumple
con la producción programada.
El resultado de la condición de prueba fue satisfactorio ya que el comportamiento de la línea en los
dos turnos se cumplió fig. 4-21, el segundo día de la prueba el plan de producción diaria cumplió
con el objetivo, aumento la eficiencia en la línea y disminuyo el tiempo ciclo, tiempo estándar y
mano de obra.
Como resultado del rastreo de factores, el segundo factor cumple con la condición de prueba,
demostrando que con la nueva distribución y la nivelación del tiempo ciclo en las estaciones de
trabajo disminuye el tiempo por espera, cuellos de botella y la generación de operaciones
innecesarias por parte del operario dentro de la línea de ensamble; por lo que se determina la
causa raíz de nuestro problema.
RESULTADO DEL RASTREO:
APLICANDO LA NUEVA DISTRIBUCION EN LAS OPERACIONES Y EL BALANCEO EN CADA ESTACION DE TRABAJO, DISMINUYE EL TIEMPO POR ESPERA, EL CUELLO DE BOTELLA Y LA GENERACION DE OPERACIONES INNECESARIAS.
SE CUMPLE CON LA PRODUCCION DIARIA, SE AJUSTA EL TIEMPO CICLO POR ESTACION Y LA EFICIENCIA DE LA LINEA AUMENTA UN 23.4%
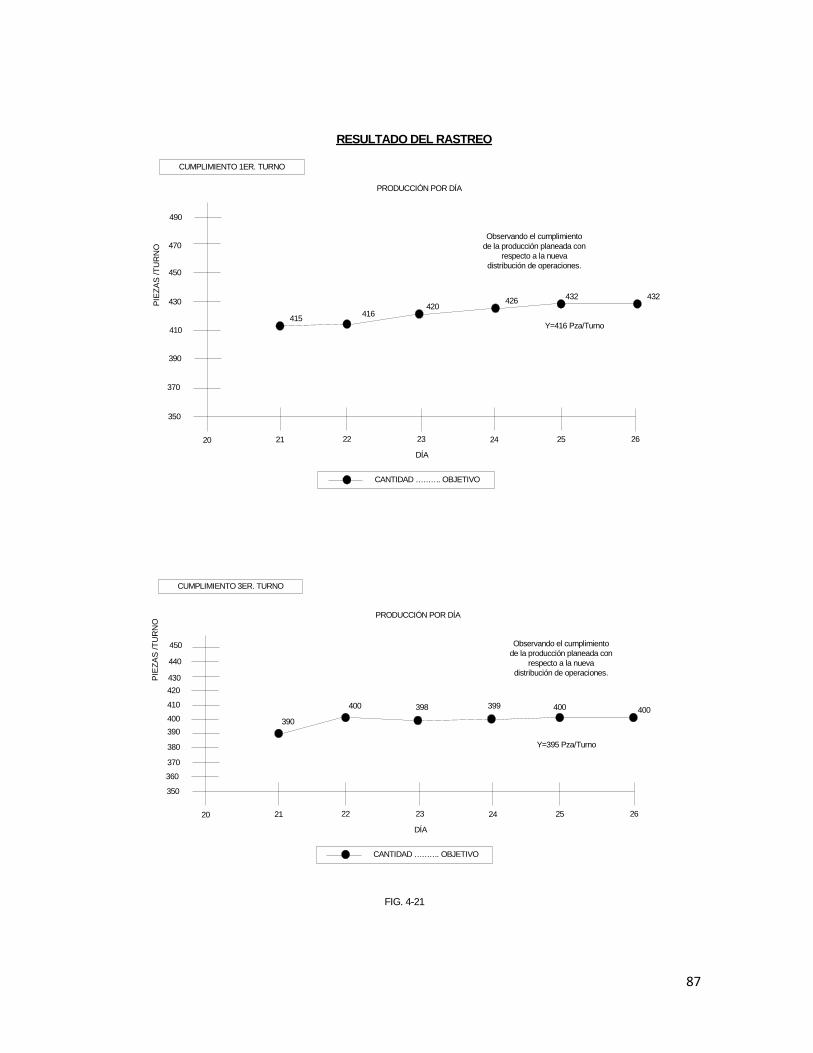
87
20 23 26
350
370
490
410
390
430
450
CANTIDAD ………. OBJETIVO
PRODUCCIÓN POR DÍA
470
RESULTADO DEL RASTREOPI
EZA
S /T
UR
NO
DÍA
CUMPLIMIENTO 1ER. TURNO
21 22 24 25
415 416420
426 432 432
Y=416 Pza/Turno
Observando el cumplimiento de la producción planeada con
respecto a la nueva distribución de operaciones.
20 23 26
350
360
430
380
370
390
410
CANTIDAD ………. OBJETIVO
PRODUCCIÓN POR DÍA
420
PIE
ZAS
/TU
RN
O
DÍA
CUMPLIMIENTO 3ER. TURNO
21 22 24 25
390
400 398 399 400 400
Y=395 Pza/Turno
Observando el cumplimiento de la producción planeada con
respecto a la nueva distribución de operaciones.
400
440
450
FIG. 4-21

88
7.- Plan de contramedidas requeridas:
El siguiente punto es la realización de un plan de acciones correctivas que nos ayudarían a
solucionar los factores que afectan a la línea, empleando el concepto de las 5w y 1h y obtener el
resultado esperado.
Para realizar el plan de contramedidas se comienza empleando la pregunta ¿qué?, para conocer lo
que se va a corregir (acciones a corregir). Posteriormente empleamos la pregunta ¿por qué?, para
conocer el porqué se quieren corregir éstas acciones. Se emplea la pregunta ¿cómo?, para
conocer la manera de corregir estas acciones. ¿Dónde?, para conocer el lugar dónde se van a
corregir estas acciones. ¿Cuándo?, para programar el periodo de tiempo en el que se van a
corregir éstas acciones. Véase en la siguiente tabla de:
PLAN DE CONTRAMEDIDAS REQUERIDAS
¿QUÉ? ¿POR QUÉ? ¿CÓMO? ¿DÓNDE? ¿CUÁNDO? ¿QUIÉN? EFECTO
ESPERADO
1.- BALAN
CEO DE LAS ESTACIONES
DE TRABA
JO
PARA DISMINUIR EL
TIEMPO POR ESPERA,
LOS CUELLOS DE
BOTELLA ENTRE LAS
ESTACIONES DE
TRABAJO Y LAS
OPRACIONES
INNECESARIAS POR
PARTE DEL OPERADOR.
DISTRIBUYENDO LAS
OPERACIONES DE
TRABAJO 2, 3,7 Y 9 EN
LAS ESTACIONES 1, 3,
4, 5,6, Y 8.
LINEA DE
HEATER UNIT. 23-28/06/01
GRUPO DE
KAIZEN
REDUCIR 3
PERSONAS X
TURNO,
AUMENTANDO
LA EFICIENCIA
DE LA LÍNEA,
SU CAPACIDAD
POR TURNO Y
DISMINUIR EL
TIEMPO CICLO
DE LA LÍNEA.
2.- FACULTAR EL TRABA
JO A LOS
OPERARIOS
PARA QUE EL OPERADOR
TRABAJE CON MENOR
FATIGA Y ESFUERZO
PERMITIENDO APLICAR
3Z (NO RECIBIR, NO
HACER, Y NO ENVIAR)
DEFECTOS EN LA
OPERACIÓN.
REDUCIENDO
DISTANCIAS ENTRE
LOS ALIMENTADORES
Y OPTIMIZANDO LOS
ESPACIOS PARA
MATERIALES APLICAR
LOS 4 PRINCIPIOS DEL
MOVIMIENTO.
LÍNEA DE
ENSAMBLE
HEATER UNIT.
26-28/06/01 GRUPO DE
KAIZEN
AGILIZAR EL
FLUJO DE
MATERIALES Y
LA REDUCCIÓN
DEL ÁREA DE
ENSAMBLE.
89
8.- Ejecución de contramedidas:
Una vez que se localiza la raíz del problema, se plantea a los directores de producción e ingeniería
para poner en práctica el nuevo plan de contramedidas requeridas.
En la figura 4-22 se describen las mejoras en cada estación de ensamble y el número de operarios
a ejercer la operación.
Estación no. 1: En esta estación se agregaron operaciones que se desarrollaban en la operación
no. 2, analizando los movimientos de las dos estaciones se agregaron cinco operaciones las cuales
balancearon el tiempo ciclo en dicha operación como son la aplicación de grasa sobre los rieles de
las levas y colocación de la leva en puertas, insertar resorte y levas al cuerpo de la estación no. 2.
Se ajusta el herramental y el equipo eléctrico. Se emplea un operario.
Estación no. 2: Se colocan recipientes para facilitar la toma de los resortes y brazaletes. Se
agregan dos verificaciones, la primera cuando se ajusta el resorte y la leva mixta y la segunda
cuando se coloca el mecanismo derecho (abrir y cerrar las levas). Se agregan tres operaciones de
la estación no.3: Aplicación de grasa al mecanismo, colocar leva y ajustar con tronillo. Verificar el
ajuste. Colocar ducto en cuerpo, fijar con tornillos y seguro. Se emplea un operario.
Estación no. 3: Esta estación desaparece debido a que las operaciones que se desarrollaban se
simplificaron y pasaron a la estación no.2 Se agregan operaciones de la estación no. 4 como:
ensamblar el evaporador para colocar en chasis, insertar resistencia y evaporador, se acomodan
los cables de la resistencia en el chasis, se toman y colocan los empaques inferiores, los seguros y
4 tornillos. De la estación no. 7, pegar el empaque en la salida superior. Se propuso crear un
mecanismo giratorio de 360 grados para facilitar el movimiento del chasis y la colocación de los
tornillos externos. Se emplea un operario.
Estación no. 4: Las operaciones de esta estación pasaron a la estación no. 3. En esta estación se
establecieron cinco operaciones de la estación no. 5 como son colocar el ducto-asistente en el
cuerpo, el seguro en el lado derecho, pegar el aislante y repartir para el lado izquierdo. De la
estación no. 7 Se agrego el pegado de empaque en la salida del aire. Se crean nuevos
acondicionamientos para la colocación de los empaques, ducto-pie, brazaletes y tornillos, para
reducir distancias y movimientos innecesarios. Se emplea un operario.
Estación no. 5: Las operaciones de esta estación pasaron a la estación no. 4. Se realizan dos
ensambles simultáneos para el evaporador de la estación no. 8 y el ensamble del control de la
estación no. 9. Se emplea un operario.
90
Estación no. 6: Las operaciones se siguen manteniendo, no existen cambios pero se agregan
operaciones de la estación no. 7 como: quitar dispositivo del chasis, colocar el chasis en el
pokayoke (máquina para verificar los productos OK y NG). Se agrega una nueva operación: tomar
y colocar protector de polifom para el control. El departamento de ingeniería desarrolló un nuevo
dispositivo para el pegado de etiqueta para tener mayor control en los lotes. Se emplea un
operario.

91
Fig. 4-22

92
Como se puede observar, la estación no. 7 se distribuyo en las estaciones 3, 4 y 6 originalmente, la
estación no. 8 pasó a la estación no.5 y la estación no. 9 pasó a la estación no. 5. Por tener
operaciones más cortas. Algunas operaciones se realizan simultáneamente reduciendo distancias,
aminorando la fatiga en el operador, teniendo un mejor método en la operación. Con esta nueva
distribución se observa una mejor organización en las operaciones de cada estación de trabajo.
Quedando solo seis nuevas estaciones empleando seis operadores los cuales muestran mayor
habilidad en desarrollar las operaciones y un abastecedor; reubicando el resto de los operarios en
las estaciones de manufactura de escape y radiadores.
En la figura 4-23 se describe el layout de la línea de ensamble actual contra el layout después de
aplicar kaizen. Se puede observar una reducción en el área de trabajo de 4.5 m. de largo, se
ocupan 6 alimentadores en vez de 9, las estaciones de trabajo se reducen a 6, se desocupan dos
atornilladores eléctricos, la longitud de las mesas se reducen a 4.5 m. y se ocupan 6 lámparas en
vez de 10.
En cuanto al recorrido de materiales, en la fig. 4-24 se observa que las distancias que se tienen
son mas cortas en comparación con la línea anterior, se tiene una mejor distribución tanto en
mesas de trabajo como en la colocación de los alimentadores facilitando así los movimientos por
parte el operador.
A continuación se pone en marcha la nueva línea. Durante seis días consecutivos se observa el
desenvolvimiento de los operarios y si se cumple con la producción programada. Después del
sexto día se realiza un estudio de tiempos y movimientos donde se tomaron 10 muestras (Anexo
C) para determinar el tiempo ciclo, calcular el tiempo estándar, la eficiencia y el balanceo de la
nueva línea fig. 4-25.
Con el estudio de tiempos de cada estación, se determinó el cuello de botella, siendo de 1.010
min., se tiene un operador por estación (6 operarios) y se tiene un tiempo ciclo de operación de
5.70 min.
Para conocer el tiempo estándar, se divide el cuello de botella por el número de operarios entre la
constante de holgura, como ya se menciono es el turno de 9:00 hrs. menos los paros programas
(60 min.) entre el turno de 9:00 hrs. (0.89) por lo que se tiene un tiempo estándar de 6.81
min./pzas.
La eficiencia de línea se tiene calculando el tiempo ciclo de operación entre el tiempo estándar por
100% por lo que se tiene el 83.70% de la eficiencia de la línea.
Otros cálculos que se tienen es el balanceo de la línea este se obtiene dividiendo la sumatoria total
del tiempo ciclo de operación entre el número de operarios por lo que se tiene un balanceo de línea
de 0.95 min.
El porcentaje del balaceo de línea se obtiene dividiendo el balanceo de línea entre el cuello de
botella por 100% por lo que se tiene un 94.05%.
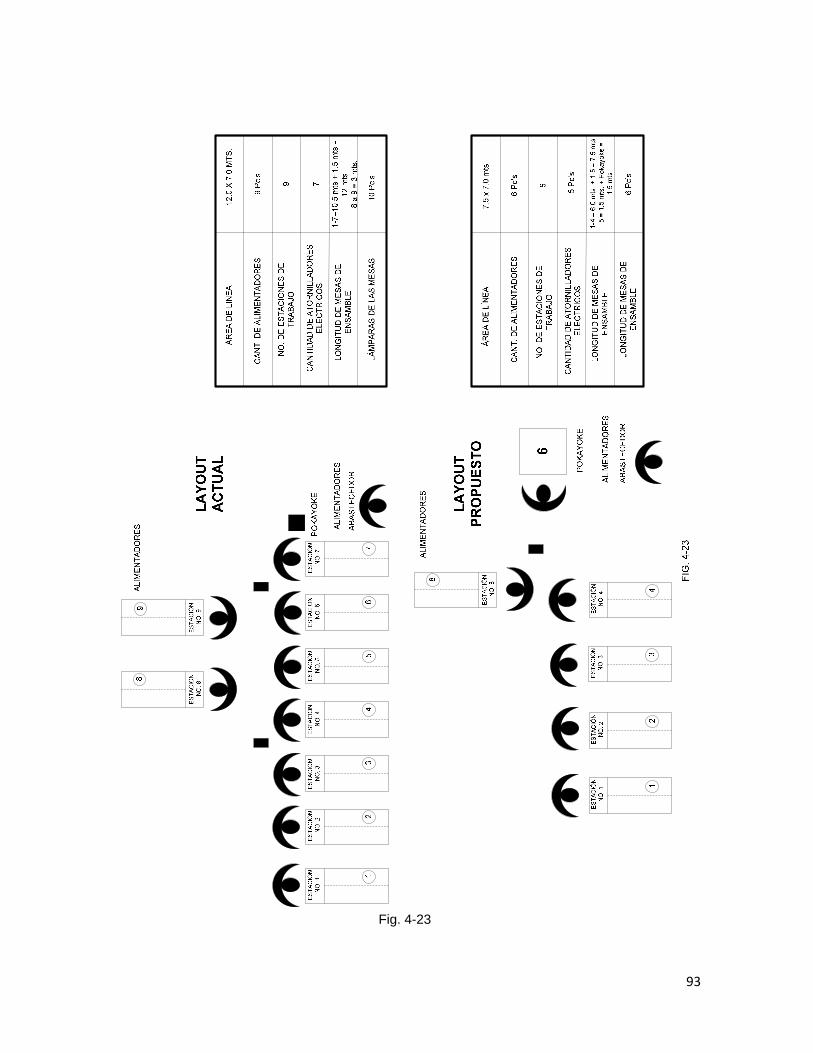
93
Fig. 4-23

94
Fig. 4-24

95
Aplicando la nueva distribución en la línea se realiza un estudio de tiempos en cada estación para
obtener el tiempo estándar, la eficiencia de línea y el balanceo de línea.
BALANCEO DE LÍNEA: No.
Estación
Tiempo Ciclo
de operación No. Personas
1 1.010 1
2 0.990 1
3 0.920 1
4 0.880 1
5 0.910 1
6 0.990 1
∑= .min70.5 ∑= 6
∑= .min6
Condición actual:
Eficiencia de línea = Tiempo ciclo total de operación x 100
Tiempo estándar
Tiempo ciclo total de operación: 5.70 Min.
Cuello de botella: 1.010 Min.
Volumen req. Al mes de Junio: 16,872 Uds/Mes
Tiempo requerido por los dos
turnos: 570+570 1140 Min.
Paros programados por dos
turnos: 60*2 120 Min.
Porcentaje de operación de
línea: 0.90 %
Días hábiles 20 Días
Cte. De holgura: 510/570 0.89
0.95 1.100.80 0.90 1.00
TIEMPO MUERTO
TIEMPO DE OPERACIÓN
83.70%

96
Tiempo estándar = (Cuello de botella x No. Operadores)/Cte. De Holgura
Tiempo estándar = (1.010*6)/.89 6.81 Min / pza
Eficiencia de línea = 5.70/6.81 83.70 %
Tiempo de variación por estación = 5.70/9 0.95 Min.
Volumen req. al mes Junio: 16.872 Uds/mes
Tiempo requerido por los dos turnos: 570*2 1140 Min.
Paros programados por dos turnos: 60*2 120 Min.
Porcentaje de operación de línea: 0.90 %
Días hábiles: 20 Días
Unid. / por día: 16872/20 844 Uds/día 422 Uds/Turno
Tiempo operación de línea = (T. requerido x turno – Paros prog. X turno)* % operación de línea
Unidades x Día
Tiempo operación de línea = {[(570*2)-(60*2)]*(0.90)}/844 = 1.088 Min.
Tiempo total de operación = 5.70 Min.
Balanceo de línea = 5.70/6 0.95 Min.
%Balanceo de línea = Balanceo de línea x 100
Cuello de Botella
%Balanceo de línea = 0.95/1.010 x 100 = 94.06%
4.1.3. ETAPA “C” CONFIRMAR 9.- Verificación de resultados:
Una vez que se aplicaron las acciones correctivas (kaizen), el siguiente paso es verificar los
resultados, en la fig. 4-25, se elaboró un diagrama de pareto donde se describe el porcentaje de
paros antes de aplicar el kaizen, se observa que en un periodo de cuatro meses este tiene en
promedio un 28.47% de paros en la línea. En el mes de junio, cuando se pone en marcha la nueva
distribución de la línea, los paros disminuyen en un 23.62%, en el mes siguiente se logra mantener
este mismo porcentaje por lo que se puede decir que logramos nuestro objetivo trazado del 5% de
disminución de paros en la línea. En esta misma figura (fig. 4-25), se describe también una grafica
que nos describe las variaciones que ha sufrido la gran eficiencia, como podemos observar esta se
mantenía en un 74.82% en promedio, pero al poner en marcha la nueva línea durante todo el mes

97
de junio, esta aumenta al 81.05%; es decir, existe un aumento del 6.23% para el mes de junio, para
el mes de julio aumento 9.19%, mientras que para agosto aumenta un 10.68%, por lo que la nueva
distribución de línea a mejorado tanto en producción y disminución de paros en línea.
En la fig. 4-26, se puede apreciar el ahorro que se tiene en mano de obra. El sueldo por operario es
de $103.00 diarios, al reducir el personal a seis operarios más un abastecedor, se tiene un
promedio en sueldos de $721 por día. En una semana de siete días se tiene un costo en sueldos
de $5047.00, por lo que mensualmente se tiene un costo en sueldos de $20,188.00 para un turno.
Sabemos que se trabajan dos turnos para el ensamble; por lo que el gasto en sueldos para los dos
turnos es de $40,376.00, en conclusión podemos decir que tenemos un ahorro de: $17,304.00
mensuales.
Los operarios que se eliminaron del área de plásticos de la línea de ensamble fueron reubicados
en otras áreas de la empresa para cubrir ausentismo en otras líneas ya que en ese periodo
muchos operarios dejaron de laborar en la empresa.
Otros ahorros que se encontraron en la línea son:
Reducción de costos: Antes 9 Alimentadores x $13,000 c/u = $ 11,7000
7 Atornilladores x $ 8,000 c/u = $ 56,000
10 Lámparas de mesa x $ 600 c/u = $ 6, 000
_____________
Total $ 179,000.00
Después 6 Alimentadores x $ 13,000 c/u = $ 78,000
5 Atornilladores x $ 8,000 c/u = $ 40,000
6 Lámparas de mesa x $ 600 c/u = $ 3600
________________
Total $ 121,600.00
Tenemos una reducción de: $57,400.00
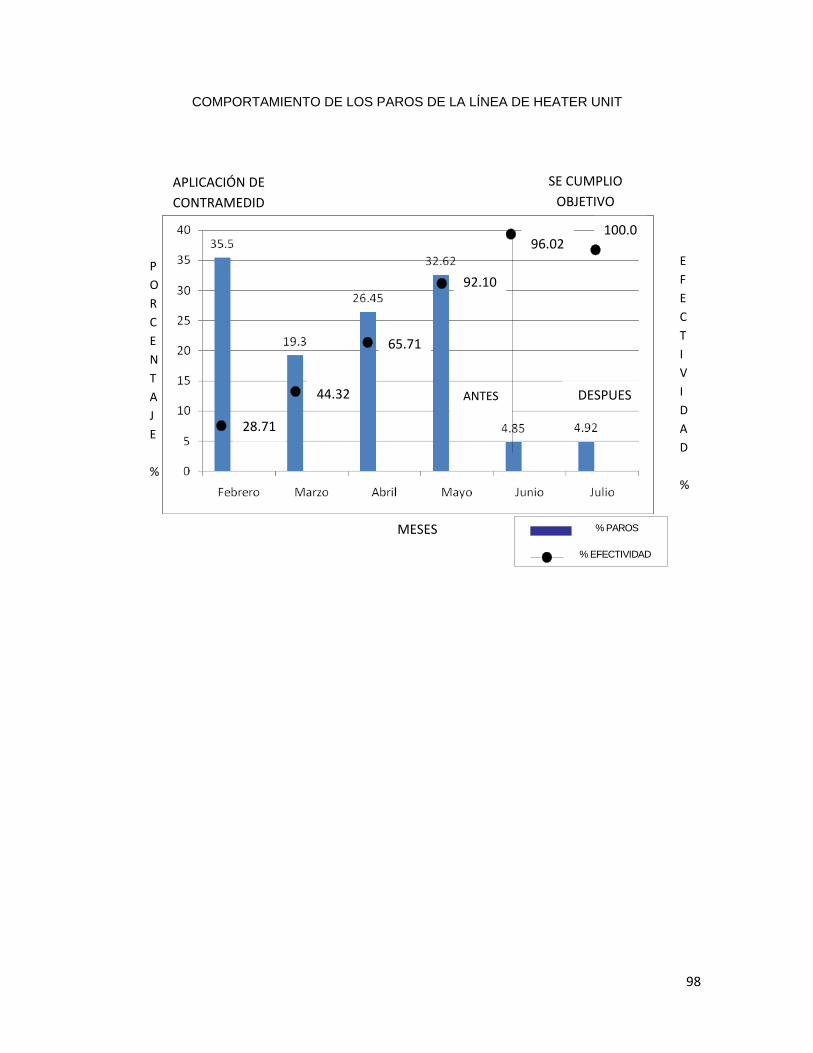
98
COMPORTAMIENTO DE LOS PAROS DE LA LÍNEA DE HEATER UNIT
APLICACIÓN DE CONTRAMEDID
SE CUMPLIO OBJETIVO
PORCENTAJE %
EFECTIVIDAD %
MESES
28.71
44.32
65.71
92.10
96.02
ANTES DESPUES
100.0
% PAROS
% EFECTIVIDAD

99
GRAN EFICIENCIA MENSUAL DE HEATER UNIT (HU) ENERO-AGOSTO 2005
FIG. 4-25
MESE
RANGO EN %
EFICIENCIAOBJETIVO DE LÍNEA DE ENSAMBLE 90%
TOMA DE DECISIÓN PARA LA APLICACIÓN DE LA MEJORA EN EL
ÁREA DE HU
APLICANDO LAS ETAPAS DEL PDCA PARA CORREGIR LAS DEFICIENCIAS
APLICACIÓN CON LA NUEVA DISTRIBUCIÓN (KAIZEN)
OBSERVANDO LA APLICACIÓN DE LA MEJORA EN LA LÍNEA (HU)
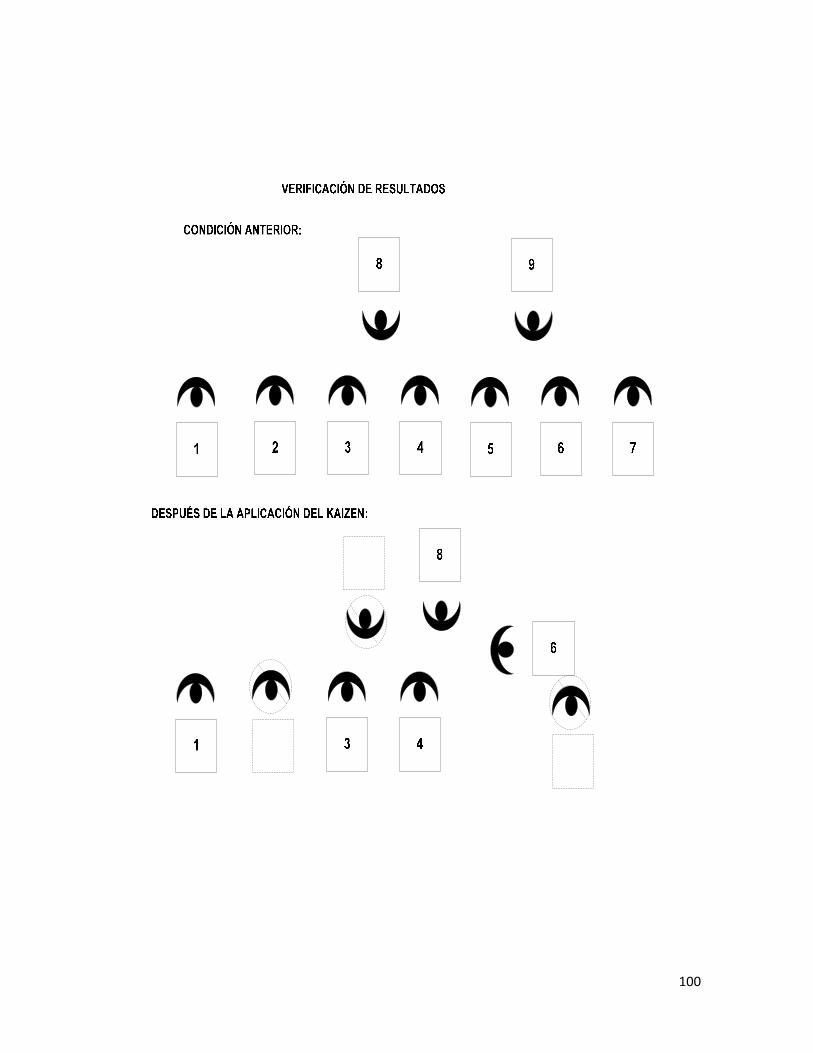
100
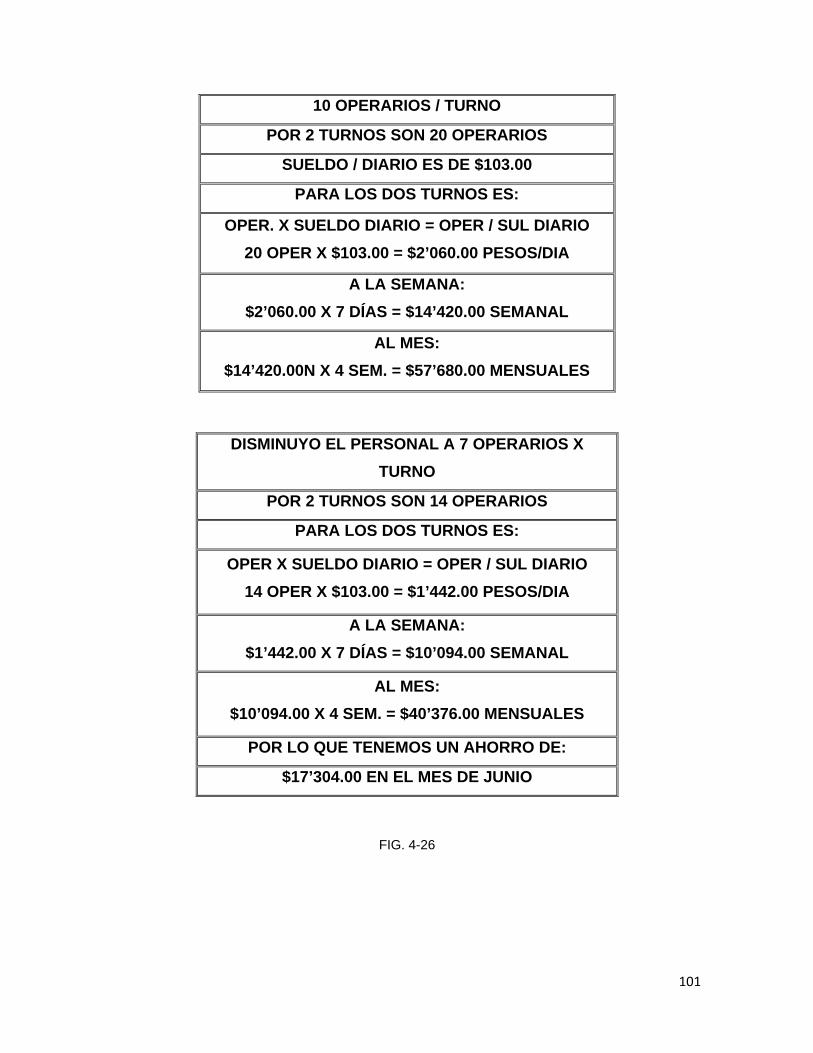
101
10 OPERARIOS / TURNO
POR 2 TURNOS SON 20 OPERARIOS
SUELDO / DIARIO ES DE $103.00
PARA LOS DOS TURNOS ES:
OPER. X SUELDO DIARIO = OPER / SUL DIARIO 20 OPER X $103.00 = $2’060.00 PESOS/DIA
A LA SEMANA: $2’060.00 X 7 DÍAS = $14’420.00 SEMANAL
AL MES: $14’420.00N X 4 SEM. = $57’680.00 MENSUALES
DISMINUYO EL PERSONAL A 7 OPERARIOS X TURNO
POR 2 TURNOS SON 14 OPERARIOS
PARA LOS DOS TURNOS ES:
OPER X SUELDO DIARIO = OPER / SUL DIARIO 14 OPER X $103.00 = $1’442.00 PESOS/DIA
A LA SEMANA: $1’442.00 X 7 DÍAS = $10’094.00 SEMANAL
AL MES: $10’094.00 X 4 SEM. = $40’376.00 MENSUALES
POR LO QUE TENEMOS UN AHORRO DE:
$17’304.00 EN EL MES DE JUNIO
FIG. 4-26

102
4.1.4. ETAPA “A” ACTUAR 10.- Acción para evitar reincidencia
Después de haber obtenido los resultados al aplicar el kaizen, el siguiente paso es evitar que se
reincidan los problemas ya mencionados en la línea, para ello se elaboró una matriz de 5w y 1h,
donde se especifica la estandarización de algunos documentos.
Que se contempla en la siguiente tabla de: Estandarización para evitar reincidencia.
ESTANDARIZACIÓN PARA EVITAR REINCIDENCIA
¿QUÉ? ¿POR QUÉ? ¿DÓNDE? ¿CUÁNDO? ¿QUIÉN? ¿CÓMO?
MODIFICAR LA
MATRIZ
PARA ESTÁNDAR LAS
CONTRAMEDIDAS
DEPTO. INGENIERÍA
DE PROCESOS 11/06/01
EQUIPO DE
TRABAJO
ACTUALIZANDO
QA MATRIX
MODIFICAR HOJA
DE PROCESO
PARA ESTÁNDAR LAS
CONTRAMEDIDAS
DEPTO. INGENIERÍA
INDUSTRIAL 24/06/01
EQUIPO DE
TRABAJO
ANALIZANDO
DISTRIBUCIÓN,
TIEMPOS Y
MOVIMIENTOS
MODIFICAR LA
HOJA DE
OPERACION
ESTANDARD Y
PUNTOS DE
CALIDAD
PARA ESTÁNDAR LAS
CONTRAMEDIDAS
EN EL ÁREA DE
CONTROL DE
MANUFACTURA LA
LÍNEA HEATER
11/07/01
22/08/01
EQUIPO DE
TRABAJO
ACTUALIZANDO
DOCUMENTOS
ÁNALISIS DE
TIEMPOS Y
MOVIMIENTOS Y
ESTUDIO DE
TRABAJO
PARA CONTROLAR EL
TIEMPO CICLO DE LA
LÍNEA
LÍNEA DE HEATER
UNIT
JUNIO 01
JULIO 01
AGOSTO 01
EQUIPO DE
TRABAJO
PROGRAMANDO
ESTUDIO DE
TIEMPOS Y
MOVIMIENTOS, Y
ESTUDIO DEL
TRABAJO
CAPACITACIÓN A
OPERADORES
DE ENSAMBLE
PARA EVITAR
DEFECTOS EN LAS
OPERACIONES
LÍNEA DE HEATER
UNIT
JUNIO 01
JULIO 01
AGOSTO 01
EQUIPO DE
TRABAJO
OBSERVANDO
LAS
OPERACIONES
DE OPERACIÓN Y
CUMPLIENDO
CON HABILIDAD
Establecidos en la línea de control para manufactura e ingeniería que a continuación se
mencionan:

103
Se utiliza un ¿Qué? Para conocer lo que se va a modificar. ¿Por qué?, se utiliza para conocer la
causa por la que quiere modificar la residencia. ¿Dónde?, se utiliza para indicar el lugar y las áreas
encargadas en modificar los documentos. ¿Cuándo?, se utiliza para indicar el periodo de tiempo
en el que se van a revisar y modificar éstos documentos. Se utiliza ¿Quién? para conocer al
personal o departamento de trabajo encargado de realizar las modificaciones. Y finalmente
¿Cómo?, para conocer las herramientas con las que cuenta el equipo de trabajo y poder llevar a
cabo las modificaciones correspondientes, de esta manera poder evitar caer en reincidencias.
11.- Reflexión:
Podemos decir, que la línea trabajaba con errores de planeación y estándares obsoletos. Al
reorganizar la línea de ensamble, el operario trabaja con menos esfuerzos, menos fatiga y las
piezas a ensamblar se encuentran a menor distancia, de la misma manera la distancia que recorre
el material ahora es menor.
Al aplicar el kaizen, se procuró no afectar a otras líneas (blower unit y motor fan) por lo que al tener
la línea de producción propuesta, se le informó al departamento de ingeniería y producción para no
perjudicar el plan de producción.
Puesto en marcha la nueva distribución de línea, se observan ahorros en el equipo de trabajo como
son alimentadores, atornilladores, lámparas de mesa, reducción de mesas, entre otros.
Se observa un aumento de la eficiencia de la línea en un 83.70%, un tiempo estándar de 6.81
min/pza y un porcentaje de balanceo de línea de 94.06%.
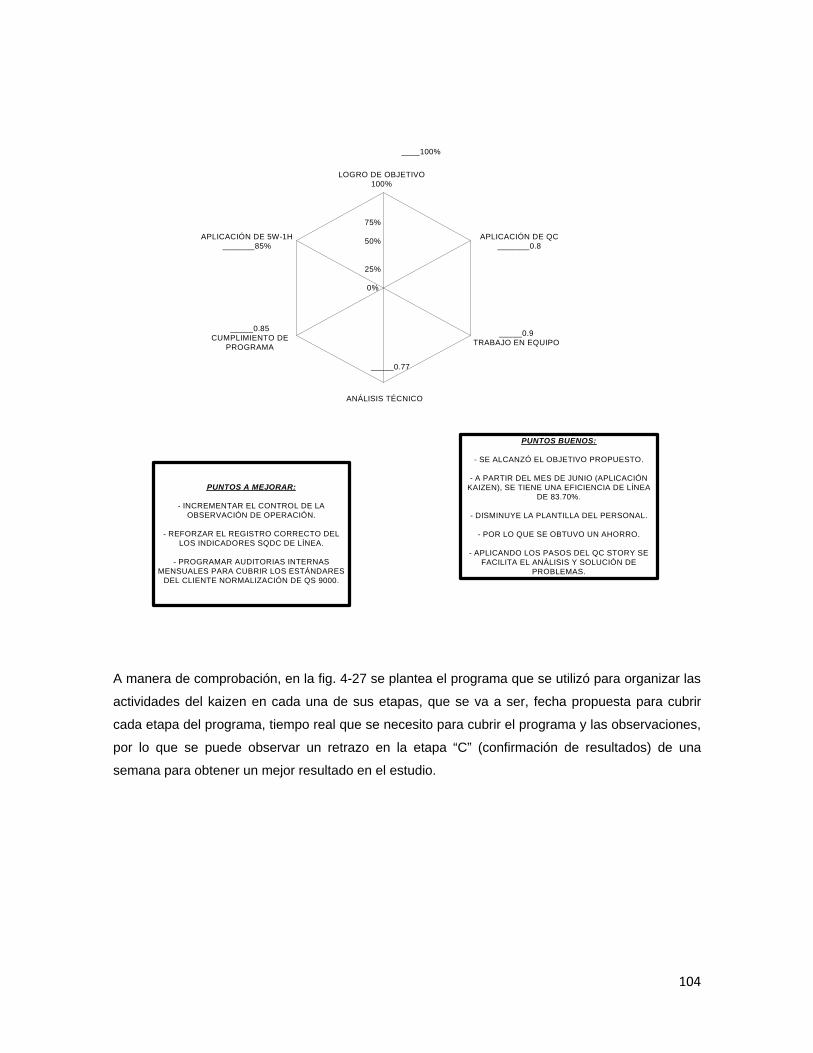
104
A manera de comprobación, en la fig. 4-27 se plantea el programa que se utilizó para organizar las
actividades del kaizen en cada una de sus etapas, que se va a ser, fecha propuesta para cubrir
cada etapa del programa, tiempo real que se necesito para cubrir el programa y las observaciones,
por lo que se puede observar un retrazo en la etapa “C” (confirmación de resultados) de una
semana para obtener un mejor resultado en el estudio.
LOGRO DE OBJETIVO100%
____100%
APLICACIÓN DE QC_______0.8
APLICACIÓN DE 5W-1H_______85%
_____0.85CUMPLIMIENTO DE
PROGRAMA
_____0.9TRABAJO EN EQUIPO
ANÁLISIS TÉCNICO
_____0.77
75%
50%
25%
0%
PUNTOS A MEJORAR:
- INCREMENTAR EL CONTROL DE LA OBSERVACIÓN DE OPERACIÓN.
- REFORZAR EL REGISTRO CORRECTO DEL LOS INDICADORES SQDC DE LÍNEA.
- PROGRAMAR AUDITORIAS INTERNAS MENSUALES PARA CUBRIR LOS ESTÁNDARES
DEL CLIENTE NORMALIZACIÓN DE QS 9000.
PUNTOS BUENOS:
- SE ALCANZÓ EL OBJETIVO PROPUESTO.
- A PARTIR DEL MES DE JUNIO (APLICACIÓN KAIZEN), SE TIENE UNA EFICIENCIA DE LÍNEA
DE 83.70%.
- DISMINUYE LA PLANTILLA DEL PERSONAL.
- POR LO QUE SE OBTUVO UN AHORRO.
- APLICANDO LOS PASOS DEL QC STORY SE FACILITA EL ANÁLISIS Y SOLUCIÓN DE
PROBLEMAS.

105
PROGRAMA PDCA.
CICLO ¿QUÉ? PROGRAMA REAL OBSERVACIONES
SELECCIÓN DEL
TEMA 7/06/01 7/06/05
RAZÓN DE LA
SELECCIÓN 7/06/01 7/06/05
ESTABLECIMIENTO
DE OBJETIVO 7/06/01 7/06/05
P
PROGRAMA DE
ACTIVIDADES 9/06/01 9/06/05
CONOCIMIENTO
DE LA SITUACIÓN
ACTUAL
14, 15 Y 18/06/01 14, 15 Y
18/06/05
ANÁLISIS DEL
PROBLEMA 18 AL 22/06/01 18 AL 22/06/05
PLAN DE
ACCIONES
CORRECTIVAS
22/06/01 22/06/05
D
EJECUCUON DE
ACCIONES
COPRRECTIVAS
23 AL 28/06/01 28/06/05
C CONFIRMACIÓN
DE RESULTADOS 9/07/01 16/07/05
SE REQUERIA DE MÁS
DÍAS PARA CONFIRMAR EL
RESULTADO
ACCION PARA
EVITAR
RENCIDENCIA
11/07/01 17/05/05
CONCLUSIÓN Y
REFLEXIÓN 13/07/01 18/07/05 A
ESTABLECIMIENTO
DE TEMA A
FUTURO
16/07/01 19/07/05
FIG. 4-27

106
12.- Desarrollo de tema a futuro:
Este punto no se desarrolló, debido a que nuestro trabajo solo consistió en dar solución a un
problema dentro de la planta y comprobar la efectividad del kaizen.

107
CAPÍTULO V
COSTO-BENEFICIO

107
CAPÍTULO V COSTO-BENEFICIO
5.1. COSTO DE MANO DE OBRA
En este capítulo, se resumen los costos, ahorros y beneficios que se obtuvieron al aplicar la técnica
kaizen.
Una de las primeras mejoras que se llevaron acabo en la línea fue la distribución de movimientos
en cada estación de trabajo, para lo cual se aplicaron los 4 principios de la economía del
movimiento por lo que se observaron mejoras tanto en la distribución de la línea al reducir tres
estaciones; es decir, se reducen movimientos innecesarios dentro de cada estación de trabajo, se
desarrollaron movimientos al mismo tiempo y se redujo la distancia de los movimientos, de esta
manera se facilitan las tareas para los operadores teniendo operaciones más seguras.
Con la condición de prueba se realice la línea de ensamble y la mano de obra como se muestra a
continuación.

108
CONDICIÓN ACTUAL
NUEVA DISTRIBUCIÓN CONDICIÓN DE PRUEBA
TIEMPO
ESTACIONES DE ENSAMBLE
T.O.L. Tiempo ciclo 1.46” Estándar 1.15”
T.O.L. Tiempo ciclo 1.46”
Estándar 1.15”
TIEMPO
ESTACIONES DE ENSAMBLE

109
De lo anterior podemos observar una reducción de operarios de acuerdo con el balanceo de línea
descrito en la Fig. 5-1. El tiempo ciclo se reduce de 1.46 min. A 1.01 min. Logrando una reducción
en el presupuesto a partir del mes de junio como se describe a continuación.
ANTES DESPUÉS
9 OPERADORES Y UN ABASTECEDOR X TURNO 6 OPERADORES Y 1 ABASTECEDOR X TURNO
SE TRABAJAN 2 TURNOS SE TRABAJAN 2 TURNOS
EL SUELDO X DÍA ES DE $ 103.00 EL SUELDO X DÍA ES DE $ 103.00
POR DÍA:
18 OPER. Y 2 ABST. X $ 103.00 = $ 2 060.00
PESOS/DÍA
POR DÍA:
12 OPER. Y 2 ABST. X $ 103.00 = $ 1 442.00
PESOS/DÍA
A LA SEMANA:
$ 2 060.00 X 7 DÍAS = $ 14 420.00 SEMANAL
A LA SEMANA:
$ 1 442.00 X 7 DÍAS = $ 10 094.00 SEMANAL
AL MES:
$ 14 420.00 X 4 SEM. = $ 57 680.00 MENSUALES
AL MES:
$ 10 094.00 X 4 SEM. = $ 40 376.00 MENSUALES
POR LO QUE TENEMOS UN AHORRO DE:
$ 17’ 304.00 EN EL MES DE JUNIO
Este ahorro es constante a partir del mes de junio, por lo que se abren nuevas oportunidades de
inversión en la línea para la compra de equipo de control de torques automatizados, garantizar así,
la calidad del ensamble en cada una de las estaciones.

110
5.2. CONTROL DE EFICIENCIA Y PRODUCCIÓN MENSUAL
Como se ha observado, la eficiencia de línea era demasiado baja con respecto a los estándares
establecidos por la gerencia de manufactura del 60.30%, al poner en práctica la condición de
prueba en el mes de junio, ésta fue aumentando del 81.05% al 85.5% en el mes de agosto.
A continuación se presenta en forma gráfica la gran eficiencia de la línea de ensamble Heater Unit
a partir del mes de enero hasta agosto del 2005.
GRAN EFICIENCIA MENSUAL DE HEATER UNIT (HU) ENERO – AGOSTO 2005
Los paros se redujeron significativamente después de aplicar el kaizen. Por medio de una gráfica
de pareto se observa el comportamiento de los paros como se muestra a continuación.
RANGO
EN %
EFICIENCIAOBJETIVO DE LÍNEA DE ENSAMBLE 90% MES
TOMA DE DECISIÓN PARA LA APLICACIÓN DE LA MEJORA EN EL
ÁREA DE HU
APLICANDO LAS ETAPAS DEL PDCA PARA CORREGIR LAS
DEFICIENCIAS
APLICACIÓN CON LA NUEVA DISTRIBUCIÓN KAIZEN
OBSERVANDO LA APLICACIÓN DE LA MEJORA
EN LA LÍNEA (HU)

111
COMPORTAMIENTO DE LOS PAROS DE LA LÍNEA DE HEATER UNIT
Se puede observar el cumplimiento del objetivo hasta en un 5%.
5.3. TIEMPO ESTÁNDAR Y CAPACIDAD DE PRODUCCIÓN
En el capítulo IV se describen los pasos para reducir las estaciones de trabajo, tiempo de
operación de línea, número de operarios y el tiempo estándar.
A continuación se elabora un comparativo del tiempo estándar utilizando una tabla de calculó,
antes de aplicar las mejoras en la línea y después de aplicar kaizen. Estos cálculos se encuentran
en el capitulo IV en las paginas 76 y 85 respectivamente.
35.5
19.3
26.45
32.62
4.85 4.92
0
5
10
15
20
25
30
35
40
Febrero Marzo Abril Mayo Junio Julio
APLICACIÓN DE CONTRAMEDIDA
MES
SE CUMPLIO OBJETIVO
% Paros
% Efectividad
PORCENTAJE %
EFECTIVIDAD %
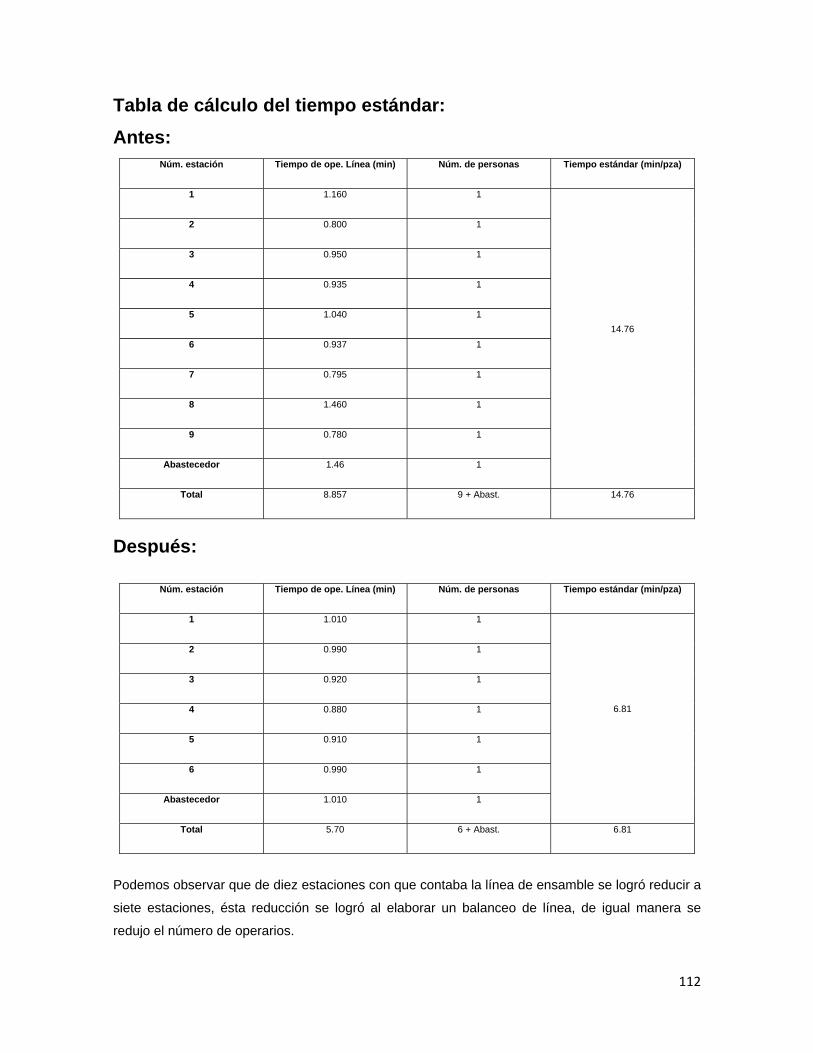
112
Tabla de cálculo del tiempo estándar: Antes:
Núm. estación Tiempo de ope. Línea (min) Núm. de personas Tiempo estándar (min/pza)
1 1.160 1
2 0.800 1
3 0.950 1
4 0.935 1
5 1.040 1
6 0.937 1
7 0.795 1
8 1.460 1
9 0.780 1
Abastecedor 1.46 1
14.76
Total 8.857 9 + Abast. 14.76
Después:
Núm. estación Tiempo de ope. Línea (min) Núm. de personas Tiempo estándar (min/pza)
1 1.010 1
2 0.990 1
3 0.920 1
4 0.880 1
5 0.910 1
6 0.990 1
Abastecedor 1.010 1
6.81
Total 5.70 6 + Abast. 6.81
Podemos observar que de diez estaciones con que contaba la línea de ensamble se logró reducir a
siete estaciones, ésta reducción se logró al elaborar un balanceo de línea, de igual manera se
redujo el número de operarios.

113
Se acordó con el departamento de ingeniería y manufactura que en la línea de ensamble se
quedara los operarios con más experiencia y el resto en las áreas de mofles y aluminio. Para cubrir
ausentismos.
En el capitulo III se describe la tabla de capacidad de producción antes de aplicar kaizen y sus
respectivos cálculos. En este capitulo se actualizo la tabla de capacidad de producción observando
lo siguiente: LA HOJA DE CAPACIDAD DE PRODUCCION DE LA NUEVA LINEA (ANEXO D).
Primer turno: A/C Ensamble de: Aire acondicionado Tiempo ciclo real: Reducción del 31%
Número de piezas: Aumento en un 31 %
Número de operarios: Seis operarios para ensamble y un abastecedor
Tiempo estándar: Reducción del 46%
Capacidad de producción: Aumento del 45%
HTR Ensamble de: Calentador Tiempo ciclo real: Reducción del 13%
Número de piezas: Aumento en un 13%
Número de operarios: seis operarios para ensamble y un abastecedor
Tiempo estándar: Reducción del 32%
Capacidad de producción: Aumento del 15%
Tercer Turno: A/C Ensamble de: Aire acondicionado Tiempo ciclo real: Reducción del 31%
Número de piezas: Aumento en un 31%
Número de operarios: Seis operarios para ensamble y un abastecedor
Tiempo estándar: Reducción del 46%
Capacidad de producción: Aumento del 45%
HTR Ensamble de: Calentador Tiempo ciclo real: Reducción del 13%
Número de piezas: Aumento en un 13%
Número de operarios: Seis operarios para ensamble y un abastecedor
Tiempo estándar: Reducción del 32%
Capacidad de producción: Aumento del 15%
114
5.4. TIEMPO ESTÁNDAR Y CARGA DE TRABAJO
A continuación se muestra una tabla (fig. 5-1) con los nuevos cálculos de las cargas de trabajo
para los meses de julio y agosto, en ella se describen el área (HU), parte y número de pieza a
ensamblar.
Tiempo tacto (tiempo ciclo): Obtenido de un estudio de tiempo que se realizó para comprobar la
mejora con la aplicación del kaizen.
Número de personas: Este se obtuvo del balanceo de línea dando un total de 7 operarios en
línea. Tiempo estándar: Tiempo ciclo x número de personas.
Volumen mensual: Proporcionado por el cliente en su pronóstico de ventas.
Días trabajados: Días productivos al mes.
STQ: Tiempo estándar x el volumen mensual.
Gran eficiencia: [STQ / Tiempo disponible de el primer y tercer turno (510 + 450) x núm. de días
productivos trabajados] x 100%
Tiempo disponible: a) Primer turno: 510 min. X núm. de días productivos mensual.
b) Tercer turno: 450 min. X núm. De días productivos mensual.
Total: Tiempo disponible primer turno + tercer turno.
Carga de trabajo: = [(STQ / G. Efic.) / T. Total / 7 personas x 100%. La suma total de la carga de
trabajo no debe exceder del 100%, de lo contrario se necesitaran horas extras.
Tiempo extra: {[510 x sumatoria total de carga %) – 510] / 60 min.} x días trabajados al mes. Si
510 x sumatoria total de carga % es mayor de 510 lo más probable es que no se termine a tiempo
el ensamble y por consiguiente se requiere de horas extras.

115
1er
3er
Horas
/mes
Horas
/Día
2710
0 5M0
001.0
17
7.94
1,664
1713
,219
81.05
8,670
7650
1632
014
.2827
100 5
M200
1.01
77.9
433
617
2,669
81.05
8,670
7650
1632
02.8
827
100 4
Z000
1.01
77.9
44,8
0017
38,13
081
.058,6
7076
5016
320
41.18
2710
0 4Z2
001.0
17
7.94
2,304
1718
,303
81.05
8,670
7650
1632
019
.7727
100 6
M100
1.01
77.9
468
817
5,465
81.05
8,670
7650
1632
05.9
2710
0 4Z7
001.0
17
7.94
017
081
.058,6
7076
5016
320
027
100 5
M060
1.09
78.5
70
170
81.05
8,670
7650
1632
00
2710
0 5M2
601.0
97
8.57
017
081
.058,6
7076
5016
320
027
100 6
M160
1.09
78.5
767
217
5,761
81.05
8,670
7650
1632
06.2
227
100 F
4660
1.09
78.5
70
170
81.05
8,670
7650
1632
00
Total
10,46
483
,547
81.05
90.2
-13.58
-1.29
9
1er
3er
Horas
/mes
Horas
/Día
2710
0 5M0
001.0
17
7.94
1,296
2210
,295
84.01
11,22
099
0021
120
8.29
2710
0 5M2
001.0
17
7.94
992
227,8
8084
.0111
,220
9900
2112
06.3
427
100 4
Z000
1.01
77.9
40
220
84.01
11,22
099
0021
120
027
100 4
Z200
1.01
77.9
47,9
9022
63,47
184
.0111
,220
9900
2112
051
.0827
100 6
M100
1.01
77.9
41,0
2422
8,471
84.01
11,22
099
0021
120
6.55
2710
0 4Z7
001.0
17
7.94
784
226,2
2884
.0111
,220
9900
2112
05.0
127
100 5
M060
1.09
78.5
748
2241
284
.0111
,220
9900
2112
00.3
327
100 5
M260
1.09
78.5
748
2241
284
.0111
,220
9900
2112
00.3
327
100 6
M160
1.09
78.5
71,7
1222
14,67
784
.0111
,220
9900
2112
011
.8127
100 F
4660
1.09
78.5
748
2241
284
.0111
,220
9900
2112
00.3
3To
tal13
,942
111,9
2184
.0190
.1-17
.95-1.
316
Total
Carga
(%)
Tiemp
o extr
a2d
o
HUA/C
& HT
r Un
it
Volum
en
Mens
ual
Días
Traba
jados
STQ
G. Ef
icien
cia
(%)
Tiemp
o Disp
onibl
e (3 T
urnos
=1´31
0´) (m
in.)
Núm.
Parte
Tiemp
o Ta
ctoPe
rsona
lTie
mpo
Estád
ar
Área
Parte
Núm.
Parte
Tiemp
o Ta
ctoPe
rsona
lTie
mpo
Estád
ar
Carga
(%)
Tiemp
o extr
a
CARG
AS DE
TRAB
AJO
HUA/C
& HT
r Un
it
2do
Volum
en
Mens
ual
Días
Traba
jados
STQ
G. Ef
icien
cia
(%)
Tiemp
o Disp
onibl
e (3 T
urnos
=1´31
0´) (m
in.)
Total
Área
Parte
FIG. 5
-1
Carga
del m
es de
julio
de 20
05
Carga
del m
es de
Agos
to de
2005

116
5.5. MEJORAS EN LA DISTRIBUCIÓN DE LÍNEA
Antes de la aplicación del kaizen se puede observar la existencia de nueve estaciones de trabajo,
en la cual existen movimientos innecesarios, manejo de materiales con recorridos bastantes largos
y cuellos de botella como se muestra en la siguiente figura:

117
118
CONCLUSIONES
En relación al objetivo general de desarrollar una guía práctica para facilitar al adaptación e
implantación de las metodologías y herramientas Japonesas en las empresas Mexicanas,
podemos decir que las metodologías y herramientas desarrolladas en esta tesis sirven
precisamente como una guía práctica, ya que dan las habilidades, el conocimiento y la confianza
suficiente para iniciar su implantación, además cada una de ellas da un panorama de adecuación
al entorno cultural, social y educativo de las empresa de manufactura de autopartes en México,
por lo tanto con esto cubrimos nuestro Objetivo General de esta Tesis.
En relación a los objetivos específicos de esta tesis en referencia al diseño de un modelo de
Mejora Continua, la alineación a los objetivos corporativos de cada empleado y al conocimiento de
manera práctica de estas metodologías, podemos decir que al diseñar e implantar modelos de
mejora continua, ayuda a las organizaciones a establecer caminos claros y bien definidos de hacia
donde va la organización, además de lograr que el trabajo de cada empleado este alineado y
estandarizado a los objetivos corporativos de la organización, de tal forma que con esto cubrimos
los objetivos específicos planteados al inicio de este trabajo de tesis.
Una de las conclusiones a las que llegamos al desarrollar este trabajo de tesis es, que en Japón
estas metodologías descritas con anterioridad, como lo son las 5S´s, el Kaizen, el TPM, el JIT, etc.
han apoyado mucho al desarrollo de la industria en este país, pero algo muy importante que no
debemos de pasar por alto es el nivel cultural y educativo que impera en el Japón, factor que les
ha favorecido en el desarrollo de estos sistemas, aunado a un liderazgo transformador ejercido por
la mayoría de los directores y gerentes.
En general la industria manufacturera de nuestro país está sometida a una gran presión
competitiva, dada la apertura de los mercados, por esto es necesario que su administración y su
sistema de gestión adopten nuevas alternativas para hacer frente a la competencia, por ejemplo la
administración por calidad y la implantación de metodologías y herramientas de mejora que les
ayude a ser más competitivos.
Otra de las conclusiones a las que llegamos es que un factor muy importante es el nivel cultural,
social y educativo de nuestro país por tal motivo la implantación de estas metodologías y
herramientas se deben adecuar precisamente a nuestro entorno cultural, social y educativo para
que tengan resultados.

119
Otra conclusión importante es que en una organización que tiene ya implantado un sistema de
calidad cualquiera que este sea, ya sea un ISO 9000, un ISOQS-9000, un VDA 6.1, Un Premio
Nacional de Calidad, etc. , resulta más fácil implantar un modelo y las metodologías y herramientas
de mejora, ya que tienen una plataforma importante para iniciar las actividades de mejora en
comparación a una que no lo tiene.
La conclusión final gira en torno a los beneficios obtenidos al implantar un modelo de mejora
continua y sus metodologías y herramientas que lo apoyan, a través de este trabajo de tesis y por
la experiencia de la implantación de estas metodologías directamente en piso no dimos cuenta que
los beneficios que esto trae son entre otros los siguientes:
• Mejoras en la calidad y estabilidad de los procesos
• Mejoras en la efectividad de la maquinaria
• Desarrollo de las habilidades del personal
• Mejoras en la interacción entre equipos de trabajo
• Incremento de la flexibilidad
• Reducción de tiempos de ciclo
• Reducción de inventario de materia prima, producto en proceso y producto terminado
• Mejoras en el servicio al cliente
• Reducción de Desperdicio y defectuoso
• Reducción de Partes Por Millón (PPM´S)
• Reducción de costos de operación
• Incremento de Productividad
• Mayor Facturación
En relación a nuestro planteamiento del problema, nos dimos cuenta a través de el desarrollo de
este trabajo de tesis, que realmente la implantación de estas metodologías y herramientas de
mejora ayudan perfectamente a realizar mejores pronósticos de ventas, disminuir inventarios de
materia prima, producto en proceso y producto terminado, reducir los tiempos de ciclo, etc.;
contribuyendo con esto a reducir los costos de operación, disminuir el desperdicio y defectuoso de
producto en todas las áreas en las áreas productivas e incrementar la productividad, además de
que ya muchas empresas de manufactura en México están iniciando la implantación de estas
metodologías en sus plantas.
Algunos de estos beneficios se pueden ver con claridad en los anexos de algunos ejemplos de
proyectos de las metodologías analizadas en este trabajo.

120
BIBLIOGRAFÍA
- Richard Muther. Manual de procedimientos de Lay-Out. Editorial Hispano-Americana.
México 2005.
- Richard Muther. Distribución de planta. Editorial Hispano-Americana. México 2005.
- Benjamín W. Niebel y Andris Freivalds. Métodos, estándares y diseño del trabajo. 11ª
Edición. Editorial Alfaomega. México 2004.
- George Kanawaty. Introducción al estudio del trabajo OIT. 4ª Edición. Editorial Limusa.
México 2006.
- www.elprisma.com El prisma 2008.
- www.monografias.com Monografías 2009.
- www.escolar.com Escolar 2008.

121
GLOSARIO
PDCA: Plan-Hacer-Confirmar-Actuar.
Heater Unit: Aire Acondicionado.
Kaizen: Mejora Continua.
ANEXOS
Las siete herramientas estadísticas en QC para la solución de problemas.
A) Diagrama causa y efecto.

122
B) Diagrama de pareto
C) Histograma
FRE
CU
EN
CIA
S
PRODUCCIÓN (Kg)
PROMEDIO
Límite inferior Límite superior
0
5
10
15
20
25
30
35
40
A B C D E F
CAUSAS
NÚ
ME
RO
DE
VE
CES
QU
E S
UC
EDIÓ
EL
EFE
CTO

123
Las siete herramientas estadísticas en QC para la solución de problemas.
D) Diagrama de control
E) Diagrama de dispersión
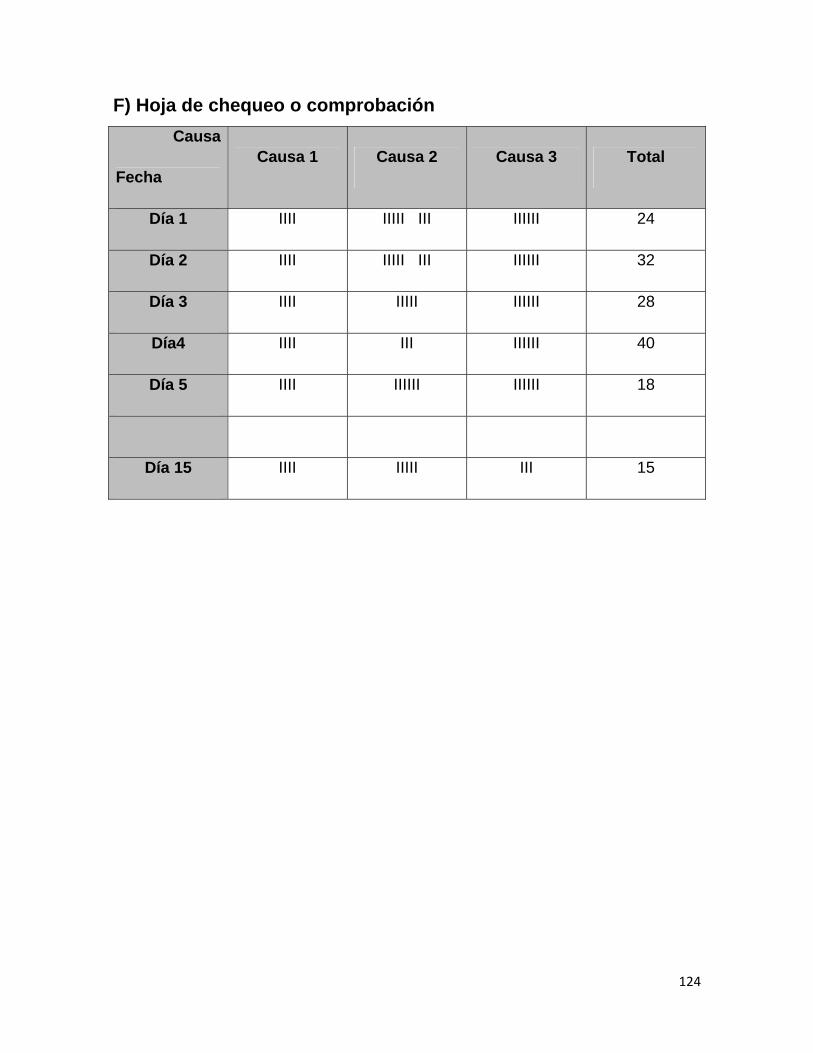
124
F) Hoja de chequeo o comprobación Causa
Fecha Causa 1 Causa 2 Causa 3 Total
Día 1 IIII IIIII III IIIIII 24
Día 2 IIII IIIII III IIIIII 32
Día 3 IIII IIIII IIIIII 28
Día4 IIII III IIIIII 40
Día 5 IIII IIIIII IIIIII 18
Día 15 IIII IIIII III 15