






Idiomas
Páginas
Jurídico


Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 2
ÍNDICE 1. INTRODUCCIÓN .........................................................................................................................4 2. EL PROCESO DE PRODUCCIÓN DE ACETATO DE VINILO ...................................................5
2.1. PROCESOS DE PRODUCCIÓN ................................................................................................5 2.1.1 REACCIÓN DE ÁCIDO ACÉTICO CON ETILENO Y OXÍGENO..........................................7 2.1.2. PROCESO EN FASE LÍQUIDA........................................................................................7 2.1.3. PROCESO EN FASE GASEOSA......................................................................................8 2.2. DESCRIPCIÓN DEL PROCESO CON ETILENO EN FASE GASEOSA..............................9 2.2.1. SECCIÓN DE REACCIÓN..............................................................................................9 2.2.2. SECCIÓN DE DESTILACIÓN .......................................................................................13 2.2.3. ESTRUCTURA ENTRADA-SALIDA.............................................................................15 2.2.4. DATOS DEL PROCESO................................................................................................17
3. MODELIZACIÓN DEL PROCESO DE ACETATO DE VINILO ...............................................19 3.1. INTRODUCCIÓN ....................................................................................................................19 3.2. DESCRIPCIÓN DEL PROCESO A MODELAR.......................................................................20 3.3. MODELADO DINÁMICO DEL PROCESO PARA IMPLEMENTACIÓN EN MATLAB..23 3.3.1 MODELO DE SIMULACIÓN PARA CADA UNIDAD ..................................................23 3.3.1.1 VAPORIZADOR ........................................................................................................23 3.3.1.2.REACTOR CATALÍTICO...................................................................................................28 3.3.1.3.INTERCAMBIADOR DE CALOR FEHE (Feed Effluent Heat Exchanger)...........................34 3.3.1.4.SEPARADOR......................................................................................................................38 3.3.1.5 COMPRESOR ............................................................................................................42 3.3.1.6.ABSORBEDOR...................................................................................................................45 3.3.1.7.SISTEMA DE ELIMINACIÓN DE CO2...............................................................................49 3.3.1.8.SISTEMA DE ELIMINACIÓN DE GASES .........................................................................51 3.3.1.9.COLUMNA DE DESTILACIÓN AZEOTRÓPICA ..............................................................53 3.3.2.HIPÓTESIS SIMPLIFICADORAS..........................................................................................60 3.3.3.DATOS DE PROPIEDADES TERMODINÁMICAS Y FÍSICAS............................................64 3.4. IMPLEMENTACIÓN DEL MODELO EN HYSYS.............................................................68
5. DISEÑO DEL SISTEMA DE CONTROL PARA EL PROCESO DE VAC.......................................89 5.1.INTRODUCCIÓN .....................................................................................................................89 5.2. METODOLOGÍA LUYBEN-TYREUS.....................................................................................95 5.2.IDENTIFICACIÓN DE LOS OBJETIVOS DE CONTROL. DEFINICIÓN FUNCIÓN BENEFICIO J..................................................................................................................................99 5.3.ANÁLISIS DE GRADOS DE LIBERTAD...............................................................................102 5.4. ESTABLECIMIENTO DE LA GESTIÓN DE LA ENERGÍA .................................................104 5.5.ESTABLECIMIENTO DE LA PRODUCCIÓN .......................................................................105 5.6.RESTRICCIONES...................................................................................................................106 5.7.ESTABLECIMIENTO DE UN CAUDAL EN CADA RECIRCULACIÓN Y CONTROL DE LAS PRESIONES Y NIVELES .............................................................................................................107 5.8.BALANCE DE COMPONENTES ...........................................................................................108 5.9.CONTROL DE UNIDADES DE OPERACIÓN .......................................................................109 5.10.OPTIMIZACIÓN ECONÓMICA. MEJORA DE LA CONTROLABILIDAD DINÁMICA.....109 5.11.IDENTIFICACIÓN DE RESTRICCIONES ACTIVAS ..........................................................110 5.12.SINTONIZACIÓN DE LOS CONTROLADORES.................................................................121 5.13. FUNCIÓN DE COSTES. OPTIMIZACIÓN ..........................................................................128 6.COMPORTAMIENTO DEL PROCESO FRENTE A PERTURBACIONES................................135 7.CONCLUSIONES ......................................................................................................................139 8. REFERENCIAS.........................................................................................................................141
APÉNDICE........................................................................................................................................143 APÉNDICE 1. TABLA RESULTADOS DEL PROCESO ..................................................................143 APÉNDICE 2. PROPIEDADES DEL ACETATO DE VINILO ..........................................................144 APÉNDICE 3. ANÁLISIS TERMODINÁMICO Y CINÉTICO DE LAS REACCIONES PRINCIPALES EN LA RUTA MÁS EMPLEADA .....................................................................................................145 APÉNDICE 4. DIAGRAMA PLANTA DE ACETATO DE VINILO SIMPLIFICADA ......................147

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 3

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 4
1. INTRODUCCIÓN
En el presente proyecto se realiza el modelado del proceso de obtención del
monómero acetato de vinilo. Se ha realizado un modelado teórico del proceso,
posteriormente se ha implementado en el simulador Hysys y diseñado la estrategia de
control.
Los objetivos que se persiguen en el presente trabajo son los siguientes:
• Modelado teórico del proceso, incluyendo hipótesis simplificadoras
• Implementación del proceso en un simulador comercial (Hysys)
• Diseño de la estrategia de control del proceso
• Análisis de controlabilidad con control regulatorio implementado
• Estudio del comportamiento de la planta frente a perturbaciones
En este trabajo se presenta un modelado dinámico del proceso de acetato de
vinilo. Se realiza la implementación en Hysys y se simulan tanto el régimen
estacionario como el dinámico, lo que nos permite estudiar el comportamiento del
proceso y diseñar la estrategia de control adecuada, verificando el funcionamiento
satisfactorio de esta última una vez implementada.
Los datos de partida para realizar el siguiente trabajo son la cinética de las
reacciones involucradas y propiedades físicas, una estructura del diagrama de flujo con
información sobre corrientes y equipos, y la situación de las válvulas incluidas en el
diseño preliminar.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 5
2. EL PROCESO DE PRODUCCIÓN DE ACETATO DE VINILO
2.1. PROCESOS DE PRODUCCIÓN
Existen varias rutas posibles para la producción de acetato de vinilo, son las siguientes:
El acetileno, debido a su precio, ha sido sustituido por etileno que es una
alternativa de menor coste.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 6
Los procesos que se utilizan en la actualidad son 1.b y 3.b. Los procesos 1.a, 2 y
3.a ya no se emplean, mientras que el proceso 4 todavía no se ha empleado en la
industria (quizás obtenga mayor importancia en un futuro debido a que los materias
primas necesarias se pueden obtener fácilmente a partir de carbón o nafta).
El acetato de vinilo (CH3COOCH=CH2) es un compuesto de la industria química
básica orgánica y constituye el primer eslabón para la fabricación de innumerables
compuestos usados cotidianamente en todo el mundo. Actualmente, se producen en
torno a 4,9 millones de toneladas anuales en todo el mundo, de las que Estados Unidos
acapara el 30% aproximadamente.
Entre los países productores de acetato de vinilo destacan, además de Estados
Unidos : Australia, Brasil, Canadá, China, Francia, Alemania, los países británicos,
India, Japón, Méjico, Sudáfrica y España. El precio de mercado es de 50� la tonelada.
El acetato de vinilo es un líquido incoloro, muy inflamable, soluble en la mayoría de los
disolventes orgánicos e insoluble en agua. Se primeriza espontáneamente dando lugar al
poliacetato de vinilo o acetato de polivinilo (PVA). De este polímero se derivan otros
como el alcohol polivinílico y el copolímero poli(acetato de vinilo-co-alcohol vinílico),
que constituyen la base de muchos adhesivos y pinturas de emulsión de agua.
Las principales aplicaciones del acetato de vinilo se mencionan a continuación:
! Plásticos
! Películas y láminas plásticas
! Adhesivos y pegamentos
! Pinturas de emulsión en agua
! Revestimiento en plásticos para envasar alimentos
! Cristales de seguridad
! Materiales adhesivos de aplicación en la construcción
! Fibras acrílicas
! Papel
! Aditivos de aceites lubricantes
! Modificador de almidón

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 7
De todas las aplicaciones, la más importante sin duda es la fabricación de plásticos,
y a su vez la producción se distribuye del modo siguiente : 82% acetatos polivinílicos;
de entre los que destaca el alcohol de polivinilo (PVHO), 8% acetato del vinilo del
etileno (EVA), 6% alcohol del vinilo del etileno (EVOH), 1% cloruro de
vinilo/copolímero del acetato de vinilo (VCM/VAM) y un 3% de otros polímeros.
2.1.1 REACCIÓN DE ÁCIDO ACÉTICO CON ETILENO Y OXÍGENO
2.1.2. PROCESO EN FASE LÍQUIDA
La formación de acetato de vinilo a partir de etileno y ácido acético en presencia
de cloruro de paladio fue descrita por Moiseew:
PdHClCHCHCOCHHCOCHPdClHC ++=→++ 222323242
La adición de benzoquinona a la mezcla de reacción reoxida el paladio a cloruro
de paladio. La reacción corresponde al proceso Wacker-Hoechst, en el cual se obtiene
acetaldehído a partir de etileno y agua en presencia de cloruro de paladio:
HClPdCHOCHOHPdClHC 232242 ++→++
En el proceso en fase líquida, una corriente gaseosa de etileno de recirculación
atraviesa una solución que contiene ácido acético, agua, subproductos pesados, PdCl2, y
CuCl2. Al mismo tiempo también se añade oxígeno que reoxida el paladio y el cloruro
de cobre (CuCl). La reacción y regeneración del catalizador se realizan en un sólo paso:
PdHClCHCHCOCHHCOCHPdClCHCH ++=→++= 222323222
CuClPdClCuClPd 22 22 +→+
OHCuClOHClCuCl 222 22/122 +→++

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 8
Como se puede apreciar en la última reacción se forma agua en la reoxidación de
CuCl; parte del acetato de vinilo obtenido es hidrolizado a acetaldehído y ácido acético.
También se forma parte del acetaldehído directamente a partir de etileno.
Algunos de los subproductos son CO2, ácido fórmico, compuestos clorados y
butenos. La presión de reacción es 3-4 Mpa, y la temperatura 110-130 ºC. El ratio de
acetaldehído que se transforma en acetato de vinilo puede ser controlado ajustando la
concentración de agua y el tiempo de residencia.
2.1.3. PROCESO EN FASE GASEOSA
Este proceso fue desarrollado a escala industrial poco después que el proceso en
fase líquida, y ha sido utilizado en la industria desde 1968. Actualmente, el 80% del
acetato de vinilo producido en el mundo se obtiene mediante el proceso en fase gaseosa.
Hay dos variantes de este proceso: una desarrollada por National Distillers Products
(Estados Unidos) y otra desarrollada por Bayer en cooperación con Knapsack y Hoechst
(Alemania). La mayoría de las plantas emplean la segunda variante, de la cual hay
muchas versiones.
En el proceso en fase gaseosa el etileno reacciona con ácido acético y oxígeno
en un lecho catalítico sólido, obteniendo acetato de vinilo y agua:
OHCHCHCOCHOHCOCHCHCH 222322322 2/1 +=→++=
Se trata de una reacción exotérmica, el calor de reacción es el siguiente:
∆H = -178 KJ/mol.
Todos los catalizadores utilizados en la industria contienen paladio y sales de
metal alcalino en soportes como óxido de aluminio o carbón activado por ejemplo.
Entre los activadores adicionales se pueden incluir oro, rodio, platino, y cadmio.
Se puede asumir que el mecanismo de reacción es una secuencia de acuerdo a
las siguientes reacciones:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 9
HCOCHCHCHCOCHPdCOCHPdCHCH 2322322322 )( +=+→+=
OHCOCHPdHCOCHOPd 2223232 )(22/1 +→++
Se asume que el paladio se reoxida mediante una reacción redox análoga a la del
proceso en fase líquida.
2.2. DESCRIPCIÓN DEL PROCESO CON ETILENO EN FASE GASEOSA
2.2.1. SECCIÓN DE REACCIÓN
El proceso industrial de producción de acetato en fase gaseosa consiste en un
proceso común y emplea materias primas generalmente disponibles. El acetato de vinilo
es empleado principalmente para obtener polivinilo de acetato y otros copolímeros. La
sección de reacción de dicho proceso está constituida por diferentes unidades de
operación. Tres corrientes de materias primas, etileno, oxígeno y ácido acético, son
convertidas a acetato de vinilo. Se obtienen subproductos como el agua y el dióxido de
carbono. Se asume que en el proceso se introduce un componente inerte, etano, el cual
se alimenta con la corriente fresca de etileno.
Tienen lugar las dos reacciones siguientes:
OHCOOHC
OHCHOCOCHCHOCOOHCHHC
22242
2322342
223)2(2
1)1(
+→+
+=→++
Las anteriores reacciones son altamente exotérmicas y tienen lugar en el reactor.
Se extrae calor del reactor mediante la generación de vapor.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 10
Figura 2. Proceso de reacción de ácido acético con etileno en fase gaseosa; sección
de reacción
a) Evaporador de ácido acético; b) Reactor; c) Almacenador de gas; d) Intercambiador
de calor en contracorriente; e) Refrigerador; f) Columna de lavado del gas de
recirculación; g) Compresor del gas recirculado; h) Lavador de agua; i) Lavador de
sales potásicas; j) Regeneración de sales potásicas; k) Colector de acetato de vinilo;
l) Columna de presdeshidratación; m) Separador de fases
La corriente gaseosa de recirculación, la cual contiene principalmente
etileno, se satura con ácido acético en el evaporador (a) y a continuación se calienta
hasta la temperatura de reacción. La corriente gaseosa se mezcla entonces con oxígeno
en una unidad especial.
La concentración de oxígeno permitida está determinada por los límites de
inflamabilidad de la mezcla etileno-oxígeno. Dichos límites dependen de la temperatura,
presión y composición. Se puede variar mediante la adición de componentes tales como
ácido acético, nitrógeno y argón, los cuales se introducen con el oxígeno o con CO2. En
general, la concentración de oxígeno a la entrada del reactor es ≤ 8 % (v/v), basado en la
mezcla sin ácido acético. Es muy importante evitar mezclas de gases con capacidad de
ignición; se tiene un especial cuidado en mezclas con oxígeno midiendo la
concentración del mismo. Si se interrumpiese la corriente de oxígeno, la línea de

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 11
entrada debe ser lavada inmediatamente con nitrógeno para evitar la difusión del gas
circulante. La cámara de mezclado se suele rodear de paredes de hormigón. El calor de
reacción se elimina mediante la obtención de gas (c).
La temperatura de reacción se ajusta mediante la presión de evaporación del
agua. El vapor formado se puede emplear en la propia planta. El calor de reacción es
aproximadamente 250 KJ/mol (basado en el acetato de vinilo).
La conversión del etileno es del 8-10%, y la del ácido acético del 15-35% . La
conversión del oxígeno puede llegar a ser del 90% . Debido a que pequeñas cantidades
de sales de metal alcalino del catalizador emigran bajo las condiciones de reacción, se
mezclan dichas sales con el gas a la entrada del reactor.
La corriente gaseosa de salida del reactor se enfría (d) en contracorriente con el
gas de recirculación frío, el cual es así calentado. No hay prácticamente condensación
del ácido acético, acetato de vinilo o agua. Generalmente no se alcanza el punto de
rocío. La mezcla gaseosa se introduce entonces en la columna de predeshidratación (1)
y después se enfría (e). El producto líquido está constituido por una mezcla de acetato
de vinilo y agua, libre de ácido acético.
La mezcla es separada en un separador de fases (m) en una fase acuosa, la cual
es eliminada, y una fase orgánica compuesta por acetato de vinilo, la cual se recircula a
la cabeza de la columna de predeshidratación.
Mediante la columna de predeshidratación se elimina entre el 40 y 50% del agua
formada en la reacción, esta cantidad de agua no necesita ser eliminada en la posterior
destilación de acetato de vinilo, con el consecuente ahorro energético. La mayor parte
de la energía consumida en la destilación se emplea en la eliminación de agua. El
acetato de vinilo, con bajo contenido en agua, se acumula en el fondo de la columna de
predeshidratación. Plantas más antiguas no disponen de esta columna. La fracción de
acetato de vinilo no condensada se extrae de la corriente gaseosa mediante ácido acético
en la columna (f). El gas restante se recircula mediante el compresor (g), después de
añadirle etileno fresco.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 12
Para eliminar el CO2 formado en la reacción, parte de la corriente del gas de
recirculación es primero lavada con agua en una columna (h) para eliminar el ácido
acético restante. El CO2 es entonces absorbido con solución de sales potásicas
(mayoritariamente carbonato potásico) en una columna (i). Dicha solución es
regenerada mediante despresurización a presión normal y llevándola a ebullición.
Dependiendo de la cantidad de CO2 obtenido en el reactor, el contenido deseado de CO2
en el gas circulante se puede ajustar variando la cantidad de gas circulante presente en el
lavado, y el grado de absorción en el lavado con sales potásicas. La concentración en
CO2 es generalmente del 10-30% (v/v). También es posible realizar lavados de agua y
CO2 en el conducto de la corriente gaseosa.
Para eliminar gases inertes (nitrógeno, argón), la mayoría de ellos entra con la
corriente de oxígeno, una pequeña cantidad del gas residual es eliminada antes de la
columna de absorción de CO2 (i) y se incinera. En algunas plantas, parte del etileno
contenido en este gas residual se recupera mediante purificación adicional para reducir
las pérdidas de etileno.
Los productos líquidos formados, por ejemplo, el condensado del fondo de la
columna de predeshidratación (1) y del fondo del lavado del gas circulante, son
despresurizados hasta casi presión normal y llevados a un colector de acetato de vinilo
(k).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 13
2.2.2. SECCIÓN DE DESTILACIÓN
La destilación de los productos líquidos para obtener ácido acético (el cual se
recircula) y acetato de vinilo puro se lleva a cabo de varias maneras, dependiendo de la
localización de la planta y de la importancia relativa del consumo de energía y los
costes de inversión. Además de los sistemas mostrados en las figuras 3 y 4, también se
utilizan combinaciones de las dos versiones.
Figura 3. Proceso de reacción de ácido acético con etileno en fase gaseosa;
procesamiento del acetato de vinilo impuro
a) Columna de destilación azeotrópica; b) Columna de agua residual; c) Columna de
ligeros; d) Columna de acetato de vinilo puro
Los productos líquidos contienen entre 20 y 40% (p/p) de acetato de vinilo y
aproximadamente 6-10% (v/v) de agua. El resto consiste en ácido acético y pequeñas
cantidades de subproductos como, por ejemplo, etilacetato. Una mezcla de acetato de
vinilo y agua se destila en la cabeza de una primera destilación (a). Esta mezcla se
separa en dos fases. El acetato de vinilo disuelto es destilado desde la fase líquida en
una columna (b), el agua restante es agua residual. La fase orgánica de acetato de vinilo
es el producto de una segunda destilación (c) a partir de agua, otros productos volátiles,
y acetaldehído, formado por hidrólisis del acetato de vinilo. El producto de cola es

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 14
acetato de vinilo seco, el cual se destila en una tercera columna de destilación (d) para
dar acetato de vinilo puro como producto de cabeza.
Para eliminar los polímeros, una parte de la corriente de cola de la tercera
columna de destilación se recircula a la primera columna. De esta manera, todos los
compuestos no volátiles y polímeros producidos en la destilación se concentran en el
fondo de la primera columna, junto con el ácido acético recirculado. Para eliminar los
polímeros y compuestos no volátiles, se elimina parte de la corriente obtenida en el
evaporador de ácido acético en la sección de reacción de la planta. El ácido acético de la
recirculación se destila de manera que el residuo, que es todavía fluido, puede ser
incinerado.
Las pequeñas cantidades formadas de etilacetato son eliminadas en la primera
columna (a) como una mezcla con ácido acético, agua y acetato de vinilo.
Figure 4. Proceso de reacción de ácido acético con etileno en fase gaseosa; ; variante
del procesamiento del acetato de vinilo crudo
a) Columna de deshidratación; b) Columna de acetato de vinilo puro; c) Columna de
agua residual
Otra variante es la representada en la figura 4, en ésta el agua contenida en el
acetato de vinilo es eliminada formando un azeótropo junto a éste y con productos
volátiles como, por ejemplo, acetaldehído, en una primera columna de destilación (a), la

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 15
cual opera a presión elevada. El producto de cola seco, que contiene acetato de vinilo,
ácido acético, polímeros, y compuestos no volátiles, es separado en una segunda
columna (b) en acetato de vinilo puro como producto de cabeza y, como producto de
fondo, ácido acético y no volátiles (estos dos últimos se recirculan). El etilacetato se
elimina de la segunda columna de destilación como una mezcla de ácido acético y
acetato de vinilo.
Para evitar la formación de polímeros durante el desarrollo de la destilación se
deben añadir inhibidores de la polimerización como, por ejemplo, hidroquinona o
benzoquinona. También se dice que inhibe la polimerización el introducir gases que
contengan oxígeno.
2.2.3. ESTRUCTURA ENTRADA-SALIDA
Se pueden plantear las siguientes preguntas relacionadas con la estructura
entrada-salida del proceso:
¿Se debe separar el etano antes de entrar en el proceso?
Se trata de dos gases cuyos puntos de ebullición son 10,4 ºC para el etileno y -
88,5 ºC para el etano. Para su separación se requeriría un sistema de destilación
criogénico que supone un gran coste de inversión así como de operación para
finalmente separar una cantidad muy pequeña de etano, ya que solo contiene un 0,1%
molar. Dadas las complicaciones tecnológicas que envuelven este método de
separación, se opta por no separar la impureza de etano.
El etano podría reaccionar en el reactor quemándose para dar más CO2 y H2O,
pero supondremos que, como todo el oxígeno reacciona, no queda oxígeno disponible
para quemar el etano y por tanto se comportará como un inerte.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 16
¿Es necesaria una purga?
Generalmente, todo producto, subproducto o inerte debe salir de la instalación
bien en corrientes de purga o bien en corrientes ya separadas. En este caso, el etano que
es un inerte, y el agua y el CO2 que son subproductos, deberán salir (además de la
corriente de acetato de vinilo, que es el producto principal). El etano, como es un inerte
que entra en pequeñas cantidades con la corriente de etileno se extraerá del sistema
mediante una purga en la corriente de recirculación gaseosa (que recircula el etileno al
reactor), por tanto es necesaria una purga para evitar la acumulación del etano.
¿Conviene que todo el CO2 generado salga por la purga?
Desde el punto de vista del balance de materia todo el CO2 generado deberá salir
pues en caso contrario se acumularía. Ahora bien, lo que es discutible es que salga como
purga o en corriente separada. El CO2 va con la corriente gaseosa que sale del sistema
separador, es decir mezclado con etileno y etano. Si hacemos una purga para sacar todo
el CO2 generado en el reactor, también saldrá una cantidad considerable de etileno y
ello reducirá la conversión global de dicho reactivo. Se concluye que la elevada
conversión global requerida para el etileno obliga a no sacar todo el CO2 por purga, sino
que habrá que separarlo para que salga en una corriente aislada.
Una discusión similar se puede hacer con el agua. El agua se genera en el reactor
y no se consume, por lo que deberá salir del sistema en forma de drenaje o bien en una
corriente separada. Del sistema de separación podemos suponer que salen en fase
líquida el ácido acético y el agua mezclados en una corriente, que habrá que recircular
para satisfacer la conversión global del ácido. Si en esta corriente se realiza un drenaje,
al extraer la cantidad de agua generada saldría también una considerable cantidad de
ácido acético y por tanto no se tendría la conversión global deseada. Por tanto, el
sistema de separación deberá también separar el agua del ácido acético antes de
recircula este último.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 17
2.2.4. DATOS DEL PROCESO
Los catalizadores empleados siempre contienen paladio como metal o una sal,
sales de metal alcalino, y activadores adicionales como, por ejemplo, oro metálico,
metales nobles del grupo del platino,�Ácido silícico de varias estructuras, óxido de
aluminio, o carbón activado son empleados como material de soporte.
El rendimiento espacio-tiempo cuantifica la actividad del catalizador por
volumen de éste. Se define mediante la siguiente expresión:
catalizadlhgVAcSTY ⋅=
Para el acetato de vinilo, dicho rendimiento es 200g l-1 h-1 ,puede variar
dependiendo del catalizador y de la disposición de la planta. La vida media del
catalizador es menor o igual a 4 años. En las condiciones de diseño básico desarrolladas
por Luyben y Tyreus el rendimiento espacio-tiempo es 603 (gVAc/h lcataliz) para un
volumen total de catalizador de 6724 l.
La presión de reacción es 0.5-1.2 MPa. El rendimiento espacio-tiempo del
acetato de vinilo aumenta con la presión de reacción y con la concentración de oxígeno
en el gas de reacción. Sin embargo, un incremento de la presión desplaza los límites de
inflamabilidad del etileno-oxígeno a menores concentraciones de oxígeno, reduciendo la
cantidad de oxígeno permitida y, consecuentemente, la cantidad de acetato de vinilo
formada, de manera que se establecen unos límites de presión; mayores presiones
también incrementan el costo de los equipos.
La temperatura de reacción es generalmente superior a 140 ºC. Se aumenta hasta
más de 180 ºC hacia el final de la vida del catalizador. Una menor temperatura de
reacción se traduce en una menor formación de CO2, pero entonces el calor producido
en el reactor ya no se podría emplear en la planta.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 18
La carga de gas del catalizador es 2-4 m3 por litro de catalizador y por hora. La
mezcla gaseosa contiene 10-20% molar de ácido acético, 10-30% de CO2 y
aproximadamente 50% de etileno. El máximo contenido en oxígeno es
aproximadamente 1.5% por debajo del límite de inflamabilidad, el cual varía con la
composición de la mezcla y las condiciones de reacción. El contenido en nitrógeno y
argón se ajustan de acuerdo a la cantidad de gas residual, suele ser 10% pero depende de
la pureza del oxígeno utilizado.
En las plantas antiguas, el consumo de energía es aproximadamente 3 t de vapor
calefactor por tonelada de acetato de vinilo producido. Como resultado de las mejoras
del proceso, las plantas modernas tienen un consumo de 1.2 t de vapor por tonelada de
acetato de vinilo.
Los rendimientos pueden ser del 99% basado en ácido acético, y del 94% basado
en etileno, si el acetaldehído, formado en pequeñas cantidades mediante hidrólisis del
acetato de vinilo durante el proceso de destilación, se incluye en el rendimiento.
El proceso todavía no ha planteado problemas medioambientales. Los productos
líquidos volátiles y no volátiles son incinerados. El agua producida en la reacción puede
contener pequeñas cantidades de ácido acético formado mediante hidrólisis del acetato
de vinilo en la columna de agua residual. Se somete a un tratamiento biológico de agua
residual. Para eliminar los gases inertes introducidos con el oxígeno, se quema parte del
gas residual que contiene nitrógeno y argón después de recuperar parte del etileno que
contiene. Hay pequeñas cantidades de etileno residual en la corriente de CO2 formado
en la columna de regeneración de las sales potásicas. Ahora es necesario en Alemania la
eliminación de etileno por ejemplo mediante una posterior incineración catalítica debido
a normas más estrictas. Además, se exigen medidas especiales en la incineración del gas
residual.
En las plantas generalmente se emplea de acero inoxidable 316L, excepto el
lavador de sales potásicas, que está constituido de acero normal o acero inoxidable 321.
Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 19
3. MODELIZACIÓN DEL PROCESO DE ACETATO DE VINILO
3.1. INTRODUCCIÓN
En este apartado se presenta el proceso que se modela, que no es exactamente el
descrito en el apartado 2.2. En el presente trabajo se presentan dos tipos de modelos,
modelo del proceso en MATLAB y en HYSYS. El proceso de obtención de acetato de
vinilo fue modelado en TMODS por Luyben y Tyreus (1998), que es propiedad de
DuPont y, por tanto, no está disponible para el uso público. Respecto al modelo
desarrollado en MATLAB, tanto el régimen estacionario como el dinámico han sido
diseñados de forma similar al modelo en TMODS. MATLAB no depende de software
de simuladores comerciales y el código empleado para su programación está disponible
al uso público. Debido a lo anterior, el modelo en MATLAB puede ser modificado para
su empleo en un gran número de áreas de investigación de control de procesos.
Por otro lado, Hysys consiste en un programa interactivo, que difiere de otros
simuladores en dos aspectos principales. En primer lugar, presenta la facilidad de
interpretar los comandos de forma interactiva una vez que son introducidos, sin
embargo, la mayoría de los otros simuladores requieren que se presione �Run� cada vez
que se completan nuevas entradas. Por otro lado, aunque al igual que otros simuladores,
Hysys emplea rutinas o procedimientos para modelar las unidades de proceso, presenta
la característica única de que la información se propaga en ambas direcciones, hacia
delante y en sentido inverso. Sin embargo, dicha bidireccionalidad a veces da lugar a
cálculos iterativos innecesarios. Las dos características principales citadas anteriormente
hacen que Hysys sea un programa de respuesta rápida y relativamente fácil de usar. A
su vez, al igual que otros simuladores, Hysys permite descomponer el diagrama de flujo
completo en secciones que pueden ser simuladas de forma separada usando opciones
alternativas (como por ejemplo, la estimación de propiedades físicas).
El modelo en MATLAB es un modelo más teórico y riguroso, mientras que el
modelo en Hysys presenta determinadas simplificaciones respecto al proceso original
debido a problemas de implementación y convergencia. En el presente capítulo se
realiza la modelización del proceso para su aplicación en MATLAB que puede resultar
útil en futuros trabajos.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 20
3.2. DESCRIPCIÓN DEL PROCESO A MODELAR
Para la obtención de acetato de vinilo se emplean tres reactivos : etileno (C2H4),
oxígeno (O2) y ácido acético (HAc). Dichos reactivos se convierten en acetato de vinilo
(VAc) como producto principal, además también se obtienen agua y dióxido de carbono
como subproductos. Se asume que se alimenta etano (C2H4), que es inerte, con la
corriente de etileno fresco. Consideramos las dos siguientes reacciones:
OHCOOHC
OHCHOCOCHCHOCOOHCHHC
22242
2322342
223)2(2
1)1(
+→+
+=→++
Las reacciones exotérmicas tienen lugar en un reactor catalítico, contiene tubos
rellenos de un metal precioso en soporte de sílica. El calor es evacuado del reactor
produciendo vapor en el lado de la carcasa de los tubos. Las reacciones son irreversibles
y los órdenes de reacción tienen una dependencia con la temperatura tipo Arrhenius.
El efluente del reactor fluye hasta un intercambiador de calor, donde la corriente fría
es el gas reciclado(corriente 6 en PFD). Después es enfriado con agua refrigerante, la
corriente gaseosa (oxígeno, etileno, dióxido de carbono, etano) y líquida (acetato de
vinilo, agua, ácido acético) son separadas. La corriente gaseosa procedente del
separador es enviada a un compresor, a su vez, la corriente líquida se convierte en parte
de la alimentación de la columna de destilación azeotrópica. El gas de salida del
compresor se introduce en el fondo de un absorbedor, donde se recupera el acetato de
vinilo restante. Parte de la corriente líquida que se obtiene por el fondo se enfría e
introduce en la mitad del absorbedor. Ácido acético líquido que ha sido enfriado se
introduce en la cabeza del absorbedor para facilitar el lavado final. Los productos
líquidos de cola obtenidos en el absorbedor se mezclan con la corriente líquida
procedente del deparador alimentándose a la columna de destilación.
Parte del gas de cabeza que abandona el absorbedor se introduce en el sistema de
eliminación de dióxido de carbono. Éste podría ser uno de los muchos procesos
industriales estándar de eliminación de CO2. Simplificamos este sistema tratándolo
como un separador con una determinada eficiencia que es función de la velocidad y la

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 21
composición. La corriente gaseosa menos el dióxido de carbono es evacuada, parte de la
misma se envía a la purga para eliminar el etano (inerte) del proceso. El resto se mezcla
con la corriente de gas reciclo y se dirige al intercambiador de calor situado tras el
reactor. Hay una corriente de alimentación de etileno fresco. La corriente de gas de
reciclo, la alimentación de ácido acético fresco, y la corriente líquida de ácido acético de
reciclo se introducen en el evaporador, donde se emplea vapor para vaporizar el líquido.
La corriente gaseosa obtenida en el evaporador es después calentada hasta la
temperatura deseada de entrada el reactor. Se añade oxígeno fresco a dicha corriente
gaseosa antes de introducirla en el reactor para mantener la composición de oxígeno en
la corriente de reciclo de gas fuera de la región de explosividad.
La columna de destilación azeotrópica separa el acetato de vinilo y el agua del ácido
acético no convertido. El producto de cabeza es condensado con agua de refrigeración y
el líquido es enviado al decantador, donde se separan el acetato de vinilo y el agua. Los
productos orgánicos y acuosos son enviados a un posterior refinamiento en otra sección
de destilación. Ignoramos los pasos de separación adicional requeridos para producir
acetato de vinilo con la suficiente pureza. El producto de cola de la columna de
destilación contiene ácido acético, parte de esta corriente se recircula al vaporizador
junto con ácido acético fresco. Otra parte de la corriente de cola constituye el ácido de
lavado empleado en el absorbedor después de ser enfriada.

Mod
elad
o, S
imul
ació
n y
Con
trol
de
una
plan
ta d
e pr
oduc
ción
de
Acet
ato
de V
inilo
Yola
nda
Sánc
hez R
eina
22
Dia
gram
a de
Flu
jo d
el P
roce
so:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 23
3.3. MODELADO DINÁMICO DEL PROCESO PARA IMPLEMENTACIÓN EN MATLAB
En esta sección, se discute de forma detallada el modelo de simulación riguroso
para cada unidad principal finalizando con una breve discusión sobre los datos de
propiedades físicas y termodinámicas. Para cada unidad, se identifican las variables de
estado, las variables manipuladas y los grados de libertad.
3.3.1 MODELO DE SIMULACIÓN PARA CADA UNIDAD
3.3.1.1 VAPORIZADOR
Las corrientes de alimentación del vaporizador son la corriente de gas
recirculado, ácido acético fresco, y la corriente de ácido acético líquida recirculada. En
dicho equipo se emplea vapor para vaporizar el líquido. La corriente gaseosa obtenida
en el vaporizador es posteriormente calentada para alcanzar la temperatura deseada de
entrada al reactor.
Fig.1

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 24
El vaporizador se implementa como un sistema homogéneo de siete
componentes. Tiene una corriente gaseosa entrante (F8), que consiste en una mezcla de
la corriente de alimentación de C2H4 y la corriente gaseosa de salida del absorbedor.
También consta de una corriente entrante líquida (F36), la cual proviene del depósito de
HAc. En el vaporizador hay 8 variables de estado, incluyendo el nivel de líquido, las
fracciones molares de los componentes O2, CO2, C2H4, Vac, H2O, HAc en el líquido y la
temperatura del líquido. El nivel de líquido se define por la fracción de volumen líquido
máximo con el que puede trabajar el equipo (volumen de saturación) por encima del
volumen de trabajo. Para calcular la dinámica del líquido se emplean los balances de
masa total, componentes y de energía :
VAPVAPVAPVAPVAPVAPVAP
LVAPL MWFMWFMWFV 33363688 −+=
•ρ (1)
)()()( ,,3,,3636,,88,VAP
iLVAP
iVVAPVAP
iLVAP
iVAPVAP
iLVAP
iVAP
VAP
iLVAPL xyFxxFxxFxM −−−+−=
• (2)
VAPVAPL
VAPVAPVAPL
VAPVAPVAPL
VAPVAPVAP
LVAPL
VAPL QhHFhhFhhFTMCp +−−−+−=
•)()()( 33363688 (3)
La ecuación (1) es un balance de masa total, (2) es un balance por componentes y (3) es
un balance de energía.
La nomenclatura empleada es la siguiente:
ρL : densidad del líquido (g/m3) •
LV : variación del volumen del líquido en el vaporizador (m3/s)
F8 : caudal molar de la corriente gaseosa entrante (Kmol/s)
F36 : caudal molar de la corriente líquida entrante (Kmol/s)
F3 : caudal molar de la corriente vaporizada (Kmol/s)
MW : peso molecular (Kg/Kmol)
iLx ,
• : variación de la fracción molar del componente i en el líquido del vaporizador
x8,i : fracción molar del componente i en la corriente gaseosa alimentada (8)
x36,i : fracción molar del componente i en la corriente líquida alimentada (36)
yV,i : fracción molar del componente i en la corriente gaseosa obtenida en el vaporizador

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 25
CpL : calor específico del líquido (KJ/ Kg ºC) VAPLM : moles totales de líquido en el vaporizador
h8 y h36 : entalpías de las corrientes 8 y 36 respectivamente (KJ/Kmol)
hL : entalpía de la corriente líquida del vaporizador (KJ/Kmol)
HV : entalpía de la corriente gaseosa que se obtiene en el vaporizador (KJ/Kmol)
LT•
: variación de la temperatura de la corriente líquida (ºC/s)
QVAP : calor introducido en el vaporizador (KJ)
El superíndice VAP indica que es del vaporizador.
En el vaporizador el fluido representa un sistema en equilibrio heterogéneo, al
igual que en los platos de la columna de destilación, decantadores y condensadores
parciales. El estado termodinámico se especifica mediante dos variables de estado
extensivas y el número de moles de cada componente. La única diferencia respecto a un
sistema homogéneo es que las variables intensivas desconocidas ya no son funciones
explícitas de las entidades conocidas. Por ejemplo, para determinar la presión y
temperatura de un fluido en equilibrio líquido-vapor, tenemos que resolver las tres
siguientes ecuaciones no lineales:
0)1(1)/)(1(
1
=−+
−∑=
N
i i
ii
KnnK
β (Ecuación de equilibrio)
0)1(/ =−−− VLnV βυυβ
(Se ha de cumplir que el volumen específico total (V/n) sea igual al volumen específico
de la fase líquida más el de la fase gaseosa)
VL uunU ββ −−− )1(/ = 0
(Balance de energía específica interna. La energía total es igual a la suma de la energía
de las fases gaseosa y líquida)
N es el número de componentes del sistema, n es el número total de moles (∑ in ), Ki
es el valor de K para el componete i (Ki=yi/xi), xi es la fracción molar del componente i

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 26
en la fase líquida, yi es la fracción molar del componente i en la fase vapor, β es la
fracción de n en la fase vapor; υ es el volumen específico; y u es la energía específica
interna.
Las variables de estado conocidas son la energía total interna y el volumen total,
que se obtienen del balance de energía dinámico y del tamaño del equipo. Los moles
totales de cada componente se obtienen de los balances de materia dinámicos. Los
valores de K se calculan a partir del siguiente requerimiento para que se dé el equilibrio: Li
Vi µµ =
La ecuación anterior expresa que los potenciales químicos de cada componente
ha de ser igual en ambas fases.
De manera equivalente, que las fugacidades parciales de cada componente son
iguales en las dos fases: L
iV
i ff =
Para simplificar la resolución de las tres ecuaciones no lineales, se realizan
determinadas suposiciones. Por ejemplo, en el equilibrio líquido-vapor podemos asumir
que la saturación del vapor es insignificante ( 0=β ) lo cual elimina una de las tres
ecuaciones. El resto de variables se pueden resolver realizando una de las siguientes
suposiciones. Podemos resolver la presión y temperatura basándonos en el hecho de que
ni´s y U pertenecen a una sola fase (fase líquida). O bien podemos asumir que la presión
es conocida junto con ni´s de la fase líquida, y resolver la temperatura y composiciones
del vapor mediante el cálculo del punto de burbuja.
En el vaporizador se asume equilibrio líquido-vapor y, como resultado, la
presión en el vaporizador y la composición del vapor se determinan mediante el cálculo
del punto de burbuja. Hay dos variables manipuladas libres en el vaporizador (QVAP y
F VAP3 ). En el punto nominal de operación, el volumen de saturación V VAP
L es 2.8 m3, que
es el 70% del nivel de volumen de trabajo. Al vaporizador le sigue un intercambiador
donde el calor intercambiado es una variable manipulable. En las condiciones nominales
de operación, la temperatura de salida del intercambiador se especifica que sea 150 ºC.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 27
Análisis de grados de libertad:
Nº de componentes: 7 (O2, CO2, C2H4, C2H6, VAc, H2O, HAc)
Ecuaciones:
Balance de masa total → 1
Balance de energía → 1
Balance de materia por componentes → n-1 = 6
Equilibrio → n = 7
Restricciones inherentes → 2 (P y Tª de la corriente de salida del vaporizador son las
mismas a la que éste trabaja)
Total ecuaciones : 2n + 3 = 17
Variables:
VL → 1
TL → 1
xL,i → n � 1 = 6
yV,i → n � 1 = 6
P → 1
Q → 1
VAPF3 → 1
(Q y VAPF3 son variables manipuladas, de entrada)
Total variables : 2n + 3 = 17
iiVAPVAP xxFF ,36,8368 ,,, son variables de perturbación.
Las entalpías se calculan a partir de T, xi, yi; por tanto no se contabilizan como
variables, al igual que tampoco se contabilizan las ecuaciones tipo hL = hL(xL,i , T).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 28
3.3.1.2.REACTOR CATALÍTICO
Las reacciones exotérmicas (4) y (5) tienen lugar en el reactor catalítico. Se
elimina calor del reactor generando una corriente de vapor en el lado de la carcasa de
los tubos. Las reacciones son irreversibles y las expresiones de las velocidades de
dichas reacciones vienen dadas por las ecuaciones (6) y (7).
Fig.2

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 29
Las ecuaciones 4 y 5 son las dos reacciones principales del proceso:
C2H4 + CH3COOH + 1/2O2 → CH2=CHOCOCH3 + H2O (4)
C2H4 + 3O2 → 2CO2 + 2H2O (5)
El reactor se implementa como un sistema distribuido con diez secciones en
dirección axial. Tienen lugar dos reacciones exotérmicas irreversibles dadas por las dos
ecuaciones anteriores.
Las ecuaciones de las velocidades de reacción en la sección i son:
)8.61))(7.11(583.01()7.11(
)/3674exp(1036.01AWO
WAEO
ppppppp
Tr+++
+×−= (6)
)68.01(76.01)68.01(
)/116,10exp(109365.1 52
WO
WO
pppp
Tr++
+×−×= (7)
donde r1 tiene unidades de moles de acetato de vinilo producido/min/g catalizador y r2
tiene unidades de moles de etilenos consumidos/min/g catalizador. T es la temperatura
absoluta en Kelvin y pi es la presión parcial del componente i (O es oxígeno, E etileno,
A ácido acético y W es agua) en psia.
El calor de reacción es de -42.1 Kcal/mol de acetato de vinilo para la primera
reacción y -316 Kcal/mol de etileno para la segunda. Estos calores de reacción están
calculados empleando los calores de formación obtenidos de la base de datos de DIPPR
(Design Institute for Physical Property Data). Se puede observar que las reacciones son
muy exotérmicas, particularmente la reacción de combustión a dióxido de carbono (5),
la cual es más sensible a la temperatura debido a las mayores energías de activación.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 30
En el modelado en MATLAB, se asumen las siguientes hipótesis con el propósito
de simplificar el modelo:
(1) Se asume que no hay gradientes radiales de velocidad, concentración ni de
temperatura. Se considera despreciable la difusión en dirección axial comparada
con el flujo total. En el balance de energía se consideran despreciables las
energías potencial y cinética, y el trabajo.
(2) Se asume que las transferencias de masa y calor entre el fluido y el catalizador
son muy rápidas de manera que las concentraciones y temperaturas en las dos
fases son siempre iguales.
(3) Se asume que la caída de presión es lineal con la longitud del tubo, y no depende
del tiempo. Se emplea la siguiente ecuación para el cálculo de la caída de
presión en cada sección: 2
11 )(**/ RCTRCTfZP υρ=∆∆ (8)
∆P/∆Z es la caída de presión por unidad de longitud (psia/m), ƒ es un factor de
fricción constante, ρ RCT1 es la densidad de la corriente alimentada (Kg/m3), ν RCT
1 es el
caudal volumétrico de la corriente de alimentación (m3/min). El valor del factor ƒ se
obtiene directamente del modelo en TMODS desarrollado por Luyben y Tyreus (1998),
en vez de calcularlo empleando el método de Ergun.
La obtención del factor f mediante el método de Ergun sería de la siguiente manera:
Ecuación de Ergun : 2323
2 1)1(75.1)(
1)1(150 uzD
uzD
P le
le
f ρφε
εµφε
ε −+−=∆
De la ecuación de Ergun se obtiene la siguiente expresión para el factor de fricción del
lecho:
75.1Re150 +=
ppf
Rep es el número de Reynolds del lecho:
)1()(
Reεµ
φρ−
⋅⋅= e
pDu

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 31
donde ρ y µ son la densidad y viscosidad del fluido respectivamente, u es la velocidad
superficial medida como el cociente entre el caudal de fluido y el área total del lecho ,
eDφ es el diámetro efectivo y ε la porosidad del lecho.
Para calcular el diámetro equivalente se emplea la siguiente ecuación:
∑ ⋅
=
ii
ie
Dx
D
φ
φ 1
donde φ es la esfericidad de las partículas y Di su diámetro.
En el caso del reactor catalítico dicho diámetro equivalente se calcularía
empleando los datos del relleno del lecho. Una vez calculado, se obtendría el número de
Reynolds del lecho, para ello es necesario conocer las propiedades del fluido (ρ y µ) y la
velocidad superficial. Introduciendo el valor de Rep en la ecuación 75.1Re150 +=
ppf se
obtendría el valor del factor de fricción del lecho catalítico del reactor, introduciendo
dicho resultado en la ecuación (8) se podría calcular la pérdida de carga que se produce
en el reactor.
Lo anterior es una explicación de cómo se resolvería empleando la ecuación de
Ergun, pero el valor del factor ƒ se obtiene directamente del modelo en TMODS
desarrollado por Luyben y Tyreus (1998).
(4) La temperatura de la carcasa del reactor se asume uniforme, y se usa como una
variable manipulada en el modelo en MATLAB. De modo que no se modela la
dinámica del equipo de almacenamiento de vapor.
Los balances de materia y energía del reactor, los cuales están basados en el modelo
dinámico de reactor tubular desarrollado por Reyes y Luyben (2001), son los siguientes:
)()(
,2,2,1,1,,
jjjjbiijiji rr
zC
tC
θθρφν
ε ++∂
∂−=
∂∂
(9)
RCTiiibi
kikikii
ibbki
kki QErEr
z
TCpC
tT
CpCpC −+−∂
∂−=
∂∂
+∑
∑ =
=
)())((
)( 2,21,1
7
1,,
,
7
1, ρφ
νρε (10)

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 32
El subíndice i representa el número de sección y el subíndice j representa el
componente j, ε es la porosidad del lecho catalítico, Ci,j es la concentración del
componente j en la sección i, φi es la actividad catalítica en la sección i (viene dada por
la ecuación 11), θ1,j , θ2,j son los coeficientes estequiométricos del componente j en las
dos reacciones, r1,i , r2,i son las velocidades de reacción en la sección i dadas por las
ecuaciones 6 y 7, y E1 y E2 son los calores de reacción. Q RCTi es el flujo de calor
exterior por unidad de volumen en la sección i , se calcula de como Q RCTi =UA(Ti � Ts),
donde Ts es la temperatura de la carcasa y A es el área de la sección de intercambio (i).
La actividad del catalizador (φi) decae exponencialmente con el tiempo de
acuerdo con la siguiente expresión:
)621.0/exp()( yrtube ttf −=φ (11)
ttube es la temperatura de los tubos, tyr es el tiempo de operación. Si la temperatura del
tubo no excede de 180 ºC, entonces f(tubo)=1. Por encima de dicha temperatura
[ ]50/)180(exp)( −−= tubettubef .
Análisis de grados de libertad:
Número de componentes: 7 (O2, CO2, C2H4, C2H6, VAc, H2O, HAc)
Variables:
# Ci,j (concentrción del componente j en la sección i) → 60 (6 componentes y 10
secciones, la concentración de C2H6 puede ser calculada mediante la ley de gas
ideal, ya que éste se introduce sólo con la alimentación fresca al evaporador, no
con la recirculación después de la columna de destilación)
# RCTiQ (flujo de calor exterior por unidad de volumen en la sección i) → 10
# Ti (temperatura del tubo en cada sección del reactor) → 10
# Ts (temperatura de la carcasa) → 1
# r1,j , r2,j (velocidades de reacción) →20
# Pi (presión en cada sección) → 10

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 33
(Nota: mediante la presión total en cada sección y la concentración de cada componente
se obtienen los valores de presiones parciales necesarios para el cálculo de las
velocidades de reacción)
Total variables : 101
Ecuaciones:
# Balance de Materia (ecuación 9) → 70 (un balance por cada componente y
sección)
# Balance de Energía (ecuación 10) → 10 (un balance por cada sección)
# Ecuaciones para el cálculo de las velocidades de reacción r1 y r2 (ecs. 6 y 7) →
→20
# Especificación de Ts (es una variable manipulada, de entrada) → 1
Total ecuaciones : 101
En el punto nominal de operación, la temperatura de salida del reactor es
159.17 ºC.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 34
3.3.1.3.INTERCAMBIADOR DE CALOR FEHE (Feed Effluent Heat Exchanger)
El efluente del reactor se introduce en el intercambiador de calor donde la
corriente fría es el gas recirculado. Parte de la corriente de salida del intercambiador es
enfriada con agua antes de introducirse en el separador, y otra parte se retorna al
vaporizador.
Fig.3
(Nota: la enumeración de las corrientes de este diagrama no coincide con la del
diagrama de flujo del proceso completo, tomamos esta numeración de un caso genérico
para hacer más claras las ecuaciones)
En el modelado en MATLAB, se emplea el método NTU para calcular las
temperaturas de salida en régimen permanente, la dinámica exacta del intercambiador
no se modela ya que no es necesario para el estudio de �plantwide control� si no domina
la respuesta del proceso. Se añade una pequeña constante de tiempo a los sensores de
temperatura de salida para obtener la dinámica de la temperatura. El inverso de la
resistencia térmica total, se calcula mediante la ecuación 12, que muestra que UA es una
función de los flujos de masa de las dos corrientes:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 35
[ ] 2/)/()/(* 8.0_2
8.0_10 REFH
FEHEREFC
FEHE FFFFUAUA += (12)
donde F FEHE1 es el flujo másico de la corriente fría y F FEHE
2 es el de la corriente caliente.
Hay una variable manipulada, la relación de bypass, y no hay variables de
estado en el intercambiador FEHE. En el punto nominal de operación, la temperatura
del efluente caliente del intercambiador es 134 ºC.
Método ε-NTU:
Definiciones
• Capacidad calorífica: C = m·Cp (WK-1)
• R (relación de capacidades): R = Cmin/Cmax; Cmin = min(Cc,Cf)
• Unidad de transferencia (a)
at
AU
CUAtCQ rep =∆∆⋅=⇒∆⋅=∆⋅= θθ minmin
• NTU (Número de unidades de transferencia): Número de veces que el
intercambiador contiene a la unidad de transferencia
minCAUNTUaNTUA ⋅=⇒⋅=
En el caso de estudio : UA = 6800 Kcal/h ºC
Cmin : mCp)min de las corrientes que intervienen en el intercambiador
Calor máximo transferible (Qmax): Es el que se transferiría si el fluido de Cmin
experimentara el salto máximo posible. El área del equipo debe ser infinita.
)()(max 11minmaxmin tTCtmCpQ −=∆=

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 36
• Efectividad:
maxmax Tt
QQreal
∆∆==ε ),( RNTUψε =
TCtCQreal ∆⋅=∆⋅= maxmin
maxminmax TCQ ∆⋅=
Se calculan NTU y R, y mediante gráficas se obtiene el valor de la efectividad (ε).
ee TTt
Tt
12max −∆=
∆∆=ε Mediante esta ecuación se obtiene ∆t, sustituyendo este valor
en la ecuación de Qreal se calcula el calor realmente interambiado.
Como Cp se obtiene para una temperatura determinada hay que realizar una
suposición inicial de las temperaturas para calcular el producto mCp de cada corriente.
Después habría que comprobar que la temperatura calculada no es muy diferente de la
supuesta (proceso iterativo).
Análisis de grados de libertad:
Asumimos conocidas las variables F1, T1e, F2, T2e .
Variables:
# T2s → 1
# '1T → 1
# T1s→ 1
# Q → 1
Total variables : 4

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 37
Ecuaciones:
Balance de Energía en el intercambiador:
# Lado frío) QTTCF ep =− )( 1'
1'
1 (a)
# Lado caliente) QTTCF esp =− )( 22'
2 (b)
Balance de Energía en el punto de mezcla :
# spepp TCFTCFFTCF 11111'
11'1'1'
1 )( =−+ (c)
Se toma como referencia 0ºC para el cálculo de la entalpía de cada corriente.
Ecuación de transferencia de calor (método NTU):
# TCUAtCQ rep ∆=∆=∆= maxmin σ (d)
Cmin = mCp)min
∆t = salto de temperatura que experimenta la corriente de Cmin
R = Cmin/Cmax
$ Mediante gráficas obtenemos el valor de ε
NTU = UA/Cmin
tTC
tCQQreal ∆⇒
∆∆==
maxmin
min
max
ε
(∆Tmax = T2e � T1e)
Una vez obtenido el valor de ∆t se puede calcular el calor intercambiado mediante la
ecuación (d). A continuación se calcularían '1T y T2s empleando las ecuaciones (a) y (b).
Por último, la ecuación (c) nos permite calcular '1F .
Total ecuaciones : 4

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 38
3.3.1.4.SEPARADOR
El efluente del reactor se enfría en el intercambiador FEHE y antes del separador
con agua de refrigeración para alcanzar la temperatura adecuada. Posteriormente se
introduce en el separador donde se separan vapor (oxígeno, etileno, dióxido de carbono,
etano) y líquido (acetato de vinilo, agua, ácido acético). La corriente de vapor
procedente del separador se dirige al compresor, y la corriente líquida forma parte de la
alimentación a la columna de destilación azeotrópica.
Fig.4
En MATLAB el separador se modela como un condensador parcial. En cada
momento se calcula un equilibrio-flash en estado permanente para obtener los caudales
y propiedades de las corrientes líquida y gaseosa inmediatamente después de la válvula
que provoca una caída de presión en la corriente de alimentación al separador. Dicha
válvula no se muestra en el PFD del proceso. Para resolver el problema del flash
isotérmico se emplea un algoritmo estándar, asumiendo que la temperatura y presión del

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 39
flash son conocidas. En realidad la temperatura del flash no se puede obtener
fácilmente. La parte de la corriente que condensa es función del calor eliminado, dicho
calor es función de la temperatura flash, la cual a su vez se determina por la cantidad
que condensa. En el modelo en MATLAB, la temperatura flash se aproxima añadiendo
5ºC a la temperatura de la camisa refrigerante cuya temperatura se considera uniforme.
Para determinar la presión y la temperatura del fluido en equilibrio líquido-vapor
se tienen que resolver las siguientes tres ecuaciones algebraicas no lineales ya
comentadas en el vaporizador:
∑=
=+−N
i i
ii
KnnK
10
)1(1)/)(1(
β
0)1(/ =−−− vLnV βυυβ
0)1(/ =−−− vL uunU ββ
donde N es el número de componentes en el sistema, n es el número total de
moles en el fluido (∑ in ), Ki es el valor de K para el componente i (Ki = yi/xi), xi es la
fracción molar del componente i en la fase líquida, yi es la fracción molar del
componente i en la fase vapor, β es la fracción de n en la fase vapor; υ es el volumen
específico; y u es la energía interna específica.
Las variables de estado conocidas son la energía interna total y el volumen total
obtenidos a partir de un balance dinámico de energía y el tamaño del equipo
respectivamente. El número total de moles de cada componente se obtiene de balances
de materia dinámicos.
Los valores de K se calculan a partir del requisito de equilibrio que consiste en
que el potencial químico de cada componente es igual en ambas fases: Li
Vi µµ =
o, lo que es equivalente, que las fugacidades parciales de cada componente sean iguales
en ambas fases: Li
Vi ff =

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 40
En el separador las corrientes líquida y gaseosa son divididas en las fases vapor
y líquida respectivamente. Se supone que no hay fuerza impulsora para la transferencia
de materia ni energía entre las dos fases. En la fase vapor, se asume que el volumen de
vapor (el cual representa el volumen total del bucle de vapor) es constante. Para
modelar la dinámica de la presión de vapor se emplea un balance de materia. En el
modelado en MATLAB, el caudal de corriente de vapor que sale del separador está
especificado por lo explicado en el párrafo anterior, la parte de la corriente que
condensa es función del calor eliminado, dicho calor es función de la temperatura flash,
la cual aproximamos añadiendo 5 ºC a la temperatura de la camisa refrigerante; de
manera que conocidas la presión y temperatura flash podemos resolver el problema del
flash isotérmico y calcular la parte de la corriente que condensa, y por tanto la que no
condensa (caudal de vapor). En la fase líquida, un balance de energía total determina la
dinámica de la temperatura.
Balance de Materia:
outi
outini
ini xFxFdtdn
−= 99
1010
88 iii
i yFxFxFdtdn
−−=⇒
Fj : flujo molar de la corriente j j
ix : fracción molar del componente i en la corriente j
Balance de Energía:
QhFhFdt
dU outoutinin +−= QHFhFhFdt
dU +−−=⇒ 99101088
Q : calor eliminado del sistema (el separador se modela como un condensador parcial)

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 41
Análisis de grados de libertad:
Nº de componentes : 7 (O2, CO2, C2H6, C2H4, VAc, H2O, HAc)
Variables:
# iLx , (fracciones molares en fase líquida)→6
# ivy , (fracciones molares en fase vapor) →6
# Presión flash→1
# Tª flash→1
# Qeliminado→1
# VL→1
Total variables : 16
Ecuaciones:
# Balances de Materia→7
# Balance de Energía→1
# Equilibrio líquido-vapor→7
# Restricciones inherentes (P y T de salida del separador son iguales a las que éste
trabaja)→2
Total ecuaciones : 16
Hay 16 variables de estado en el separador, incluyendo el nivel de líquido,
presión de la fase vapor, fracciones molares de los componentes O2, CO2, C2H4, VAc,
H2O y HAc, y las temperaturas de ambas fases. Se aplica la ley de gas ideal en la fase
vapor. En el separador hay disponibles tres variables manipuladas, el caudal de la
corriente líquida de salida, de la corriente de la fase gaseosa de salida y la temperatura
de la camisa refrigerante. En el punto nominal de operación, el volumen de saturación
es 4 m3 , el cual es un 50% del nivel de volumen de trabajo. La presión del separador es
84.25 psia, y la temperatura de la fase líquida del separador es 40 ºC.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 42
3.3.1.5 COMPRESOR
En el compresor se introduce la corriente de vapor procedente del separador. El
gas efluente del compresor se introduce en el fondo del absorbedor, en el cual se
recupera acetato de vinilo restante.
Fig.5
En el modelo en MATLAB, el incremento de presión en el compresor se calcula
mediante las ecuaciones 13 y 14:
PPP COMIN
COMOUT ∆+= (13)
donde γ es el coeficiente del compresor, ρCOM es la densidad de la corriente de entrada
al compresor.
v
p
cc
=γ
La temperatura de salida se calcula asumiendo compresión isentrópica. El proceso que
sufre un gas perfecto en condiciones isentrópicas y adiabáticas viene regido por la ley:
cteVP =⋅ γ

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 43
En términos de presión y temperatura : ctePT =−1γ
γ
→γ
γ 1
1
2
1
2
−
=
PP
TT
(14)
La potencia de compresión en el caso de compresión adiabática e isentrópica se calcula
mediante la siguiente expresión:
−
−
⋅=
−
1)1(
1
1
2
1
1γ
γ
ργγ
PPP
W (15)
Al compresor le sigue un refrigerador cuya carga es una variable manipulada. En el
punto nominal de operación, la temperatura de salida de la refrigeración es 80 ºC.
Análisis de grados de libertad:
Variables:
# Presión de salida del compresor (P2) →1
# Temperatura de salida del compresor (T2) →1
# Presión entrada al compresor (P1) →1
# Temperatura de entrada al compresor (T1) →1
# Potencia de compresión (W) →1
Total variables: 5

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 44
Ecuaciones:
# Ecuación (14) →1
# Ecuación (15) →1
# Especificación potencia compresor→1
# Las condiciones de la corriente de entrada al compresor vienen especificadas por
la salida del separador→2
Total ecuaciones: 5
El compresor opera a una potencia constante, en función de esta potencia y de las
condiciones de la corriente de entrada (P1 y T1) se pueden calcular las condiciones de
salida (P2 y T2).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 45
3.3.1.6.ABSORBEDOR
En el modelo en MATLAB, el absorbedor de gas se divide en dos partes. La
parte superior consta de seis etapas teóricas. La corriente líquida de alimentación
proviene del depósito de HAc, el vapor introducido procede de la parte superior del
fondo del absorbedor. La parte inferior consta de dos etapas teóricas. La corriente
líquida de entrada es una combinación de la corriente líquida de la parte superior y
corriente circulante. El vapor entrante procede del compresor. Se asume que la presión
del absorbedor, la cual es especificada como 128 psia en las condiciones nominales de
operación, es uniforme en las dos partes del absorbedor.
Fig.6
En cada etapa, las fases líquida y vapor no están en equilibrio, y se implementa
un modelo basado en la velocidad de transferencia para obtener la dinámica de la fase

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 46
líquida. Se ignora la dinámica de la fase vapor. La transferencia de masa desde la fase
vapor a la fase líquida en cada etapa viene dada por la siguiente ecuación:
[ ]iiViINTiMTi yFyyNN **5.0),(*min ,,−= (16)
donde Ni es el flujo molar del componente i (Kmol/min), NMT es un coeficiente de
transferencia de materia constante, yi es la fracción del componente i en la corriente de
gaseosa entrante, yINT,i es la fracción molar del componente i en la interfase gas-líquido,
el cual se obtiene mediante un cálculo de equilibrio usando las composiciones y
temperatura de la fase liquida. FV,i es el flujo molar del componente i en la corriente
gaseosa de entrada. Para evitar una gran tasa de transferencia de materia entre las dos
fases, se asume que la mayor cantidad de componente i que se transfiere entre las dos
fases es la mitad de la cantidad de dicho componente i en la corriente gaseosa entrante.
El calor transferido de la fase vapor a la fase líquida viene dado por la siguiente
ecuación:
)(* ,,, jLjVjMTj TTQQ −= (17)
donde Qj es el calor transferido entre las dos fases en la etapa j (Kcal/min), QMT,j es un
coeficiente de transferencia de calor constante, TV,j es la temperatura de la corriente
gaseosa entrante, TL,j es la temperatura de la fase líquida. En los cálculos etapa a etapa
se usan balance total de materia, de componentes y de energía en la fase vapor para
calcular el caudal de la fase gaseosa de salida, su composición y temperatura. Para
modelar la dinámica del absorbedor se emplean un balance de materia total, de
componentes y de energía en la fase líquida.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 47
Balance de materia global en el plato �j�:
)(11 jjjjj
LVVLdtdn +−+=
−+
Balance de materia del componente �i� en el plato �j�:
)( ''11 ijijijij
j
i yVxLyVxLdtdn
⋅+⋅−⋅+⋅=
−+
La transferencia de masa desde la fase vapor a la fase líquida en cada etapa viene dada
por la ecuación (15) anteriormente descrita.
Balance de energía en la fase líquida en el plato �j�:
)( )()()1(1)1(1 jVjjLjjVjjLjj
HMVhMLHMVhMLdt
dU ⋅⋅+⋅⋅−⋅⋅+⋅⋅=
−−++
El calor transferido de la fase vapor a la fase líquida viene dado por la ecuación
(16) anteriormente comentada.
En el balance de energía, la entalpía de la materia transferida entre las dos fases
se calcula como la entalpía en fase vapor a la temperatura de la fase líquida.
Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 48
Análisis de grados de libertad:
Nº componentes: 7 (O2, C02, C2H4, C2H6, VAc, H2O y HAc)
Variables:
# xi (composión de cada componente en cada etapa) →7*8=56
# TL (temperatura de la fase líquida en cada etapa) →8
# Lj (caudal molar de líquido en cada etapa) →8
# Qj (calor transferido entre las fases líquida y vapor) →8
Total variables: 80
Ecuaciones:
# Balance de Materia Global→8
# Balance de Energía global→8
# Ecuación de transferencia de materia (ecuación 16) para cada etapa y
componente →56
# Ecuación de transferencia de calor (ecuación 17) para cada etapa→8
Total ecuaciones: 80
En total hay 80 variables, de las cuales 72 son variables de estado, en el
absorbedor, que son el volumen de saturación líquido, las fracciones molares de los
componentes O2, CO2, C2H4, VAc, H2O y HAc en la fase líquida, y la temperatura del
líquido en cada etapa. Hay tres variables manipuladas, el caudal de la corriente líquida
de salida, el caudal de la corriente de lavado, y el caudal de la corriente circulante. En
las condiciones nominales de operación, el volumen de líquido de saturación es 25 m3,

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 49
el cual es un 50% del volumen de trabajo. Hay dos enfriadores, que están instalados en
la corriente de lavado y circulante respectivamente, las cargas de estos equipos don
variables manipuladas. En las condiciones de operación nominal, las temperaturas de
salida de los dos enfriadores es 25 ºC.
3.3.1.7.SISTEMA DE ELIMINACIÓN DE CO2
Se asume que el sistema de eliminación de CO2 es un separador de componentes
que sólo elimina dióxido de carbono con una determinada eficiencia, que es la fracción
de CO2 de la corriente alimentada que sale por la purga. Dicha eficiencia (Eff) es
función del caudal de alimentación (F15, mol/min) y de la composición ( )152cox . Hay
una variable manipulada que es la corriente de entrada al sistema de eliminación de
CO2. En las condiciones de operación nominal, la fracción molar de CO2 en la corriente
de gas recirculada es 0.73% . La eficiencia del sistema viene dada por la siguiente
ecuación:
) )01342,0(5,32)4136,6(10*14,3995,0 152156 −−−−= −
coxFEff (18)
donde F15 es el caudal de la corriente entrante (Kmol/min), y )152cox es la fracción
molar de CO2 en dicha corriente.
(En las condiciones de diseño, la eficiencia es 0,995 para un caudal de alimentación de
6,4136 mol/min con fracción molar de CO2 de 0,01342).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 50
Fig.7
Balance de Materia Global: 141513 FFF += (19)
Balance de Materia (del componente CO2): ) ) )142141521513213 cococo xFxFxF ⋅+⋅=⋅ (20)
Eficiencia: ))13213
14214
co
co
xFxF
Eff⋅⋅
= (21) Cantidad de CO2 que sale por la purga respecto a la
cantidad total de CO2 alimentada.
( ) )( )01342,05,324136,61014,3995,0 132136 −−−⋅−= −
coxFEff (18)

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 51
Análisis de grados de libertad:
Variables:
# )142cox y )152cox (composición de CO2 de las dos corrientes de salida)→2
# F14 , F15 (caudales de las corrientes de salida)→2
# F13 (caudal de la corriente de entrada)→1
Total variables: 5
Ecuaciones:
# Para calcular las variables del sistema de eliminación de CO2, disponemos de las
ecuaciones (19), (20), (21) y (18).
# El caudal de la corriente alimentada a este sistema (F13) es una variable
manipulada.
Total ecuaciones: 5
3.3.1.8.SISTEMA DE ELIMINACIÓN DE GASES
Este sistema está diseñado para eliminar todos los componentes ligeros de la
corriente de alimentación a la columna antes de que se introduzcan en ella. El sistema
tiene dos corrientes entrantes líquidas procedentes de los fondos del separador y
absorbedor. Se implementa un separador de componentes ideal que es capaz de separar
completamente los siete componentes en dos corrientes. La corriente gaseosa (O2, CO2,
C2H4, C2H6) se retorna y mezcla con el vapor producido en el separador para formar la
alimentación de vapor al compresor. La corriente líquida (VAc, H2O, Hac) constituye la
alimentación de la columna. Dicho separador no existe realmente en la planta y no se
incluye su dinámica en el modelado.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 52
Fig.8
El cálculo de las corrientes de salida de este sistema se puede realizar empleando
los siguientes balances:
VL FFFF +=+ 21 (Balance de materia global)
iViLii yFxFxFxF ⋅+⋅=⋅+⋅ 21 (Balance de materia para el componente i)
Se implementa un separador de componentes ideal que es capaz de separar
completamente los siete componentes en dos corrientes, de manera que todo el O2, CO2,
C2H4 y C2H6 introducidos salen con la corriente gaseosa (FV) y todo el VAc, H2O y Hac
alimentados constituyen la corriente líquida (FV) de salida de este sistema de
eliminación de gases. Debido a que consideramos separación ideal la fracción molar en
la corriente líquida de los componentes que abandonan el equipo con la corriente
gaseosa es nula; y la fracción molar en la corriente gaseosa de los componentes que
constituyen la corriente líquida es también nula.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 53
3.3.1.9.COLUMNA DE DESTILACIÓN AZEOTRÓPICA
La columna de destilación azeotrópica separa el acetato de vinilo y el agua del
ácido acético no convertido. El producto de cabeza se condensa con agua de
refrigeración y el líquido se introduce en el decantador, donde se separan el acetato de
vinilo y el agua. Los productos orgánicos y acuosos se envían a otra sección de
destilación para un posterior refinamiento. El producto de cola de la columna
azeotrópica contiene ácido acético, el cual se recircula al vaporizador junto con ácido
acético fresco. Parte de esta corriente de fondo constituye el ácido de lavado empleado
en el absorbedor después de haber sido enfriado.
Fig.9
La columna de destilación contiene 20 etapas teóricas, cuyo volumen líquido de
saturación puede variar. Al emplear en el modelo etapas teóricas no se deberían incluir
en los cálculos los coeficientes de eficiencia empleados por Luyben y Tyreus
(referencia1). Se asume que la columna es homogénea y sólo hay una fase líquida
presente. Se asume conocido el perfil de presión en la columna. Para determinar las
composiciones y temperatura en cada plato se emplea un cálculo del punto de burbuja,

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 54
también se emplea un balance de energía para resolver el flujo de vapor plato a plato.
En el decantador se separan dos fluidos: fase ligera y fase pesada. Los coeficientes de
reparto (K) se asumen constantes e independientes de la temperatura. Esto nos permite
usar la siguiente ecuación (15) para determinar la distribución de las dos fases líquidas.
También se asume que las temperaturas de las dos fases líquidas en el decantador son
siempre las mismas. Lo anterior se hace con objeto de reducir el tiempo de simulación.
∑=
=+−N
i i
ii
KnnK
1
0)1(1
)/)(1(β
(22)
donde N es el número de componentes del sistema, n es el número total de moles de la
corriente líquida (∑ni), Ki es el valor del coeficiente de reparto para el componente i
(Ki=yi/xi), xi es la fracción molar del componente i en la fase líquida, yi es la fracción
molar del componente i en la fase gaseosa, β es la fracción de n en la fase vapor.
Balance de materia global en el plato �j�:
)(11 jjjjj
LVVLdtdn +−+=
−+
Balance de materia del componente �i� en el plato �j�:
)(11 ijijijijj
i yVxLyVxLdtdn
⋅+⋅−⋅+⋅=
−+
La relación )( ii xfy = viene dada por la ecuación de equilibrio (22).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 55
Balance de energía en la fase líquida en el plato �j�:
)( )()()1(1)1(1 jVjjLjjVjjLjj
HMVhMLHMVhMLdt
dU ⋅⋅+⋅⋅−⋅⋅+⋅⋅=
−−++
Análisis de grados de libertad:
Nº componentes: 3 (Vac, H2O, Hac)
Variables:
# xi (composición de cada componente en cada plato en la fase líquida)
→20*3=60
# Calor acumulado en cada plato o temperatura →20
# Li (caudal de corriente líquida en cada plato) →20
Total variables: 100
Ecuaciones:
Balance de Materia en cada plato →20
Ecuación de equilibrio para cada componente en cada plato → 20*3=60
Balance de Energía en cada plato →20
Total ecuaciones: 100
Hay un total de 100 variables de estado en la columna de destilación y 100
ecuaciones.Hay seis variables manipuladas : caudal de reflujo, carga del reboiler, carga
del condensador, caudal de producto orgánico, caudal de productos acuosos y caudal de
fondo. En las condiciones nominales de operación, la temperatura del decantador es
45.85 ºC.
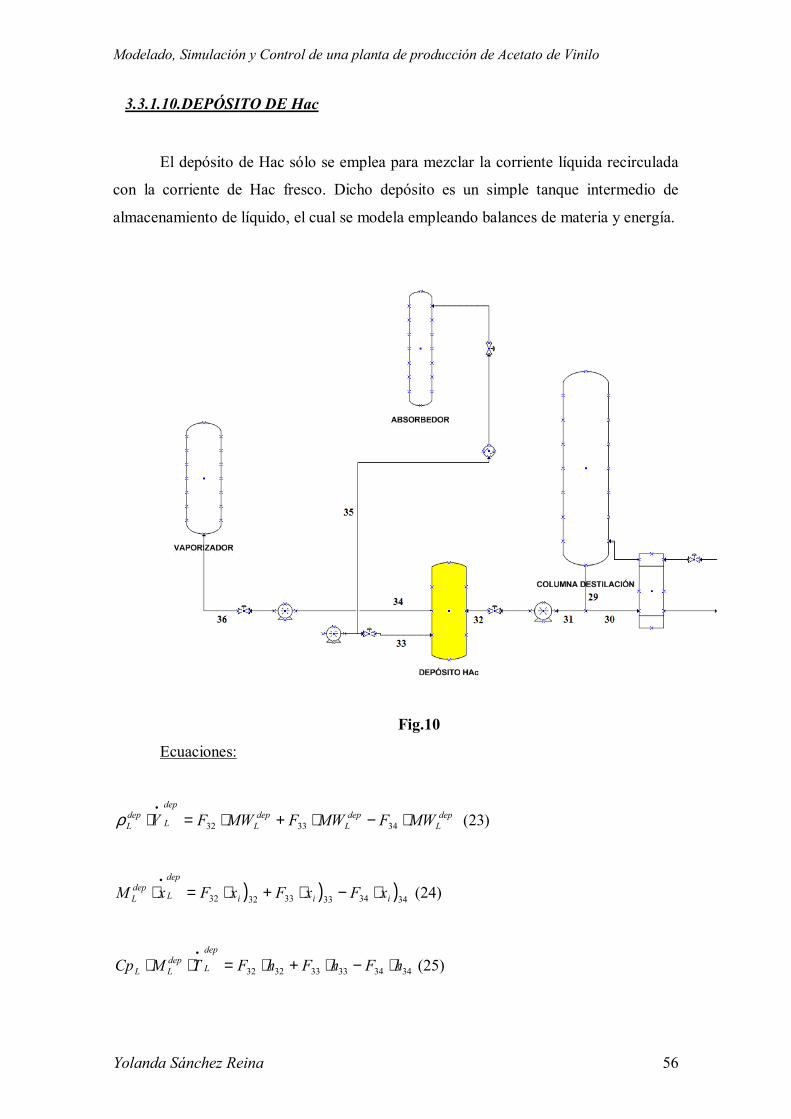
Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 56
3.3.1.10.DEPÓSITO DE Hac
El depósito de Hac sólo se emplea para mezclar la corriente líquida recirculada
con la corriente de Hac fresco. Dicho depósito es un simple tanque intermedio de
almacenamiento de líquido, el cual se modela empleando balances de materia y energía.
Fig.10
Ecuaciones:
depL
depL
depL
dep
LdepL MWFMWFMWFV ⋅−⋅+⋅=⋅
•
343332ρ (23)
) ) )343433333232 iii
dep
LdepL xFxFxFxM ⋅−⋅+⋅=⋅
• (24)
343433333232 hFhFhFTMCpdep
LdepLL ⋅−⋅+⋅=⋅⋅
• (25)

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 57
Nomenclatura:
Lρ : densidad del líquido (Kg/m3) dep
LV•
: variación del volumen de líquido con el tiempo en el depósito
Fj : caudal molar de la corriente j (Kmol/s)
MWj : peso molecular de la corriente j (Kg/Kmol)
xi)j : fracción molar del componente i en la corriente j dep
Lx•
: variación de la fracción molar del componente i en el depósito con el tiempo
CpL : calor específico del líquido (KJ/Kg ºC) depLM : moles totales de líquido en el depósito
hj : entalpía de la corriente j (KJ/Kmol) dep
LT•
: variación de temperatura del líquido en el depósito (ºC/s)
Análisis de grados de libertad:
Variables:
# depLV →1
# depLT →1
# Fracciones molares de HAc y VAc en el depósito→2
Total variables: 4
Ecuaciones:
# Balance de Materia global (ec.23)→1
# Balance de Materia por componentes (HAc y VAc) (ec.24)→2
# Balance de Energía (ec.25)→1
Total ecuaciones: 4
Hay en total 4 variables de estado: volumen líquido de saturación, las fracciones
molares de VAc y HAc en el líquido, y la temperatura del líquido. Los caudales de
todas las corrientes conectadas al depósito son variables manipuladas.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 58

Mod
elad
o, S
imul
ació
n y
Con
trol
de
una
plan
ta d
e pr
oduc
ción
de
Acet
ato
de V
inilo
Yola
nda
Sánc
hez R
eina
59
Fi
g.11
.
DIA
GR
AM
A
DE
FL
UJO
D
EL
PR
OC
ESO

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 60
3.3.2.HIPÓTESIS SIMPLIFICADORAS
En total, el modelado en MATLAB incluye 246 variables de estado, 26 variables
manipuladas, y 43 mezclas. Las condiciones nominales de operación, en las cuales el
pico de temperatura del reactor está por debajo de 162 ºC, son las mismas que las
discutidas en el capítulo 11 en la referencia3. La temperatura en el reactor no debe
exceder los 200ºC ya que las reacciones involucradas en el proceso son altamente
exotérmicas y también se pueden producir daños en el catalizador a altas temperaturas.
(1) No hay componentes ligeros (O2, CO2, C2H4 y C2H6) en la columna de
destilación. Se puede realizar esta suposición ya que, en realidad, las
concentraciones de estos componentes son muy pequeñas y
esencialmente permanecen en fase vapor en el interior de la columna.
Abandonan la misma mediante un sistema de ventilación en el
decantador. Incluir los componentes ligeros en el modelado de la
columna haría el modelo mucho más complicado, sin alterar sus
características de control esenciales. Para realizar esta suposición , se
implementa un sistema de eliminación de gases para eliminar todos los
componentes ligeros de la corriente de alimentación a la columna antes
de que se introduzca en ésta. Dicho sistema de eliminación de gases no
existe en la planta real, es esencialmente algo matemático. Como se ha
comentado anteriormente, se implementa un separador de componentes
ideal para separar completamente los siete componentes en una corriente
líquida y otra gaseosa. La corriente líquida, que contiene VAc, H2O y
HAc, se alimenta a la columna. La corriente gaseosa, que sólo contiene
los cuatro componentes ligeros, es retornada y mezclada con el vapor
producido en el separador para formar la corriente vapor alimentada al
absorbedor. Los componentes ligeros existen por tanto en las dos
corrientes de purga, más que en la corriente real de ventilación de la
columna. Debido a esta suposición, no se incluye la válvula de
ventilación del decantador en el modelo en MATLAB.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 61
(2) Para simplificar el modelado de la dinámica del bucle de gas, se asume
que toda la caída de presión del bucle de gas se produce en el reactor.
Hay dos válvulas en corrientes de vapor efluente en el proceso, una en el
vaporizador y otra en el separador. Basándonos en la suposición
realizada, la caída de presión a través de estas válvulas es nula. La
presión en el absorbedor se asume igual a la presión de salida del
compresor. Por consiguiente, la válvula situada en la corriente de vapor
de salida del absorbedor no se incluye en el modelo en MATLAB.
(3) Para simplificar el modelado de la dinámica del loop de gas, se asigna al
separador una saturación total de dicho loop de gas, lo cual se emplea
para calcular al cambio de dinámica en la presión de la corriente de gas
recirculado. En el modelo en MATLAB, la presión en el separador es
una variable de estado. A través del compresor hay un incremento de
presión, y la presión de salida de éste determina la presión del loop de
gas recirculado.
(4) Se ignora la dinámica de la bomba y del compresor, además se asume
que no hay tiempo muerto asociado a los flujos entre ambas unidades.
Como resultado, la dinámica de los tubos (por donde circulan) no se
incluyen en el modelo.
Se han asumido otras hipótesis adicionales a las anteriores para acelerar la
simulación. Las siguientes hipótesis, diferentes a las dadas por Luyben y Tyreus
(referencia1), no afectan significativamente a la dinámica global de la planta ni a
la naturaleza de los problemas de �plantwide control� encontrados. Estas
hipótesis adicionales son:
(5) En el modelo en TMODS, desarrollado por Luyben y Tyreus, el
refrigerante del reactor es agua la cual puede hervir, de modo que
proporciona una temperatura de la carcasa del reactor constante. En el
modelo en TMODS se incluye un acumulador de vapor para introducir
algunas dinámicas adicionales en el lado de la carcasa. Se emplean dos
válvulas en el modelado en TMODS: la válvula de la corriente de líquido

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 62
alimentada al acumulador de vapor del reactor y la válvula de la corriente
de gas de salida de dicha unidad. Como un cambio en la presión del
acumulador de vapor produce un cambio rápido en la temperatura de la
carcasa, se ignoran las dinámicas del lado de la carcasa en el modelo en
MATLAB y se asume que la temperatura de la carcasa está
perfectamente controlada. Como resultado, la temperatura de la carcasa
es una variable manipulada en el modelo en MATLAB y, por
consiguiente, no se incluye el acumulador de vapor.
(6) En el modelo en TMODS, el separador tiene una camisa refrigerante que
elimina el calor del dicho equipo durante el proceso de condensación. Se
asume que la temperatura de la camisa refrigerante es uniforme, y el
flujo de refrigerante es una variable manipulada. Puesto que un cambio
en el flujo de refrigerante produce un cambio rápido en la temperatura de
la camisa, en el modelo en MATLAB se ignoran las dinámicas del lado
de la camisa asumiendo que la temperatura de dicha camisa refrigerante
está perfectamente controlada. Por tanto, la temperatura de la camisa
refrigerante es una variable manipulada en el modelo en MATLAB.
(7) En el modelado en TMODS, calentadores y enfriadores se modelan
como intercambiadores de calor de carcasa y tubo, en los que las
corrientes de vapor o refrigerante se emplean como variables
manipuladas. Puesto que las dinámicas de estas unidades son rápidas,
para simplificar el modelado en MATLAB se aplica un balance de
energía en estado estacionario a los calentadores y enfriadores para
calcular los cambios de temperatura de las corrientes. Para introducir
alguna dinámica, se añade un retraso de dos minutos a la temperatura de
salida de cada intercambiador de calor. En el modelo en MATLAB, hay
un total de 5 tipos semejantes de intercambiadores de calor, y cada uno
de ellos tiene una variable de estado y el calor intercambiado es una
variable manipulada.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 63
(8) En el modelo en MATLAB, el flujo molar (Kmol/min), la carga de calor
(Kcal/min) y la temperatura (ºC) se emplean como variables manipuladas
y no se incluye la dinámica de las válvulas. Se puede señalar que los
caudalímetros normalmente emplean unidades de masa/tiempo, pero en
la simulación se emplean unidades molares ya que se han empleado en
los trabajos anteriores (referencias1,2). Emplear unidades molares no
cambia la naturaleza del problema de �plantwide control� de la planta. Se
emplean los valores máximo y mínimo de cada variable manipulada, y se
define una válvula pseudo lineal operando entre los dos valores extremos
de las variables.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 64
3.3.3.DATOS DE PROPIEDADES TERMODINÁMICAS Y FÍSICAS
En el modelo de MATLAB, se realizan los cálculos de equilibrio líquido-vapor
asumiendo fase vapor ideal y modelo de coeficiente de actividad líquido estándar de
Wilson. Los parámetros de Wilson y volúmenes molares se encuentran en la tabla 1, se
obtienen directamente del modelo TMODS desarrollado por Luyben y Tyreus. Los
valores de propiedades físicas de componentes puros son los mismos que los que
emplearon Luyben y Tyreus (tabla 2), excepto que los pesos moleculares se han
calculado con tres cifras decimales en vez de dos. El motivo de este cambio es que si se
emplean los datos de los pesos moleculares con dos cifras decimales resulta una ligera
generación de moles que no satisface el balance de materia global. Las presiones de
vapor de los componentes se calculan empleando la ecuación de Antoine, los
coeficientes de Antoine están dados en la tabla 3. En la tabla 4 se citan los datos de los
equipos. Las propiedades de las tres corrientes de alimentación se recogen en las tabla
5.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 65
Tabla 1. Parámetros de Wilson y volúmenes molares (ml/mol)
Data
a(i,j) O2 CO2 C2H4 C2H6 VAc H2O HAc
O2 0 0 0 0 0 0 0
CO2 0 0 0 0 0 0 0
C2H4 0 0 0 0 0 0 0
C2H6 0 0 0 0 0 0 0
VAc 0 0 0 0 0 1384.6 -136.1
H2O 0 0 0 0 2266.4 0 670.7
HAc 0 0 0 0 726.7 230.6 0
Vi O2 64.178
CO2 37.400
C2H4 49.347
C2H6 52.866
VAc 101.564
H2O 18.01
HAc 61.445
Tabla 2. Propiedades físicas de los componentes puros (cp=a+bT, in cal/(g ºC))
Componente Peso
Molecular
Gravedad
Específica
Calor
latente
(cal/mol)
Capacidad
calorífica
del líquido
a-b
Capacidad
calorífica del
vapor
a-b
O2 32 0.5 2300 0.3-0 0.218-0.0001
CO2 44.01 1.18 2429 0.6-0 0.23-0
C2H4 28.05 0.57 1260 0.6-0 0.37-0.0007
C2H6 30.05 0.57 1260 0.6-0 0.37-0.0007
VAc 86.09 0.85 8600 0.44-0.0011 0.29-0.0006
H2O 18.02 1 10684 0.99-0.0002 0.56-0.0016
HAc 60.05 0.98 5486 0.46-0.0012 0.52-0.0007

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 66
Tabla 3. Coeficientes de Antoine para el cálculo de la presión de vapor de los
componentes
)/(ln CtBAP s ++=− , Ps en psia y t en ºC
Componente A B C
O2 9.2 0 273
CO2 7.937 0 273
C2H4 9.497 -313 273
C2H6 9.497 -313 273
VAc 12.6564 -2984.45 226.66
H2O 14.6394 -3984.92 233.426
HAc 14.5236 -4457.83 258.45
Tabla 4. Parámetros de los equipos
Equipment Data Variable Value Total Volume 17 m3
Vaporizer Working Level Volume 4 m3
Catalyst Density ρb 385 Kg/m3 Catalyst Heat Capacity Cρb 0.23 kcal/(kg*ºC) Catalyst Porosity ε 0.8 UA per section UA_rct 269.84 kcal/(min*ºC*m3) Tube Number N 622 Tube Length LTube 10 m Tube Diameter D 0.0371 m Friction Factor F 0.000795 psia*(min)2/(kg*m3)
Reactor
Heat of Reaction E1 E2
-42100 kcal/kmol -316000 kcal/kmol
Reference UA UA0 113.35 kcal/min/ºC Referente Mass Flowrate of Cold Stream FC_REF 498.95 kg/min FEHE Referente Mass Flowrate of Hot Stream FH_REF 589.67 kg/min
Vapor Volume 170 m3
Working Level Volume 8 m3 Separador UA UA_sep 9075.18 kcal/(min*ºC)
Compresor Compressor Coefficient γ 15000 Working Level Volume 8.5 m3 Bottom Section 2 theoretical stages Top Section 6 theoretical stages Tray Holdup 13.61 kmol Hydraulic time τ_abs 0.1 min Material transfer coefficients for both sections Nmt 27.22 kmol/min
Heat transfer coefficients for the bottom section Qmt_bot 100.8 kcal/(ºC*min)
Absorber
Heat transfer coefficients for the top section Qmt_top 50.4 kcal/(ºC*min)
Column Theorical Stage Number 20

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 67
Feed Stage 15 from bottom Tray Holdup 2.3kmol Hydraulic time τ_col 0.1 min Top Pressure 18 psia Bottom Pressure 29.4 psia Reboiler Pressure 30 psia
Base Working Level Volume 5.66 m3
Equilibrium Partition Coefficient
β_Vac β_H2O β_HAc
395 0.05 1
Organic Working Level Volume 1.7 m3
Decanter
Aqueous Working Level Volume 1.7 m3
HAc Tank Working Level Volume 2.83 m3
Tabla 5. Propiedades de las tres corrientes de alimentación
Alimentación HAc
Fresco
Número de corriente 11
Caudal (mol/min) 785
Temperatura (ºC) 30
Presión (psia) 150
VAc (fracc. mol) 0
H2O 0
HAc 1
Alimentación C2H4
fresco
Alimentación O2
fresco
Número de corriente 12 13
Caudal (mol/min) 831 521
Temperatura (ºC) 30 30
Presión (psia) 150 150
O2 (fracc. mol) 0 1
CO2 0 0
C2H4 0.999 0
C2H6 0.001 0

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 68
3.4. IMPLEMENTACIÓN DEL MODELO EN HYSYS
HYSYS es un programa interactivo, que se diferencia de otros simuladores (ej.
ASPEN PLUS, PRO/II, y CHEMCAD) en dos aspectos fundamentales, su rápida
respuesta y uso relativamente sencillo. Al igual que otros simuladores, Hysys permite
descomponer el diagrama de flujo en diferentes secciones para ser simuladas de forma
separada.
Al trabajar con Hysys se emplean cuatro elementos diferentes:
1) PFD para la construcción del diagrama de flujo
2) Workbook, que consiste en un conjunto de páginas en las que se muestra toda la
información en forma tabular
3) Property view, que consiste en un conjunto de páginas que contienen información
sobre un objeto del diagrama de flujo (ej. una corriente o una unidad de proceso)
4) Summary view, que muestra una lista de las corrientes y unidades de operación
instaladas

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 69
Creación de un set de unidades
El primer paso en la construcción de un nuevo caso de simulación es elegir el
conjunto de unidades con el que se prefiere trabajar. Hysys no permite modificar los tres
conjuntos de unidades básicos (SI, EuroSI, Field) que trae incorporado, pero posibilita
generar a partir de ellos, un nuevo set que se ajuste a nuestras exigencias/preferencias.
Inicio de la simulación : Construcción del Flowsheet
El próximo paso es crear el Fluid Package, que contiene los componentes y el método
elegido para la predicción de propiedades físico-químicas. En la página Fluid Pkgs se
agrega el nuevo Fluid Package. En nuestro caso se utiliza Wilson-Ideal y NRTL-Ideal
(para el subflowsheet descrito en la página 83).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 70
El siguiente paso es agregar los compuestos utilizados en el caso, para ello se emplea la
página Components y se añaden los componentes a Current Component List.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 71
Definición de las reacciones químicas
La definición de las reacciones químicas pertenece a las actividades básicas o
preliminares, para definirlas debemos acceder al denominado Basis Manager y,
concretamente, a la página Rxns.
En principio debemos seleccionar los componentes que intervienen en las
reacciones de la lista de componentes anteriormente definida.
Se añade una nueva reacción, para ello habrá que seleccionar el tipo de reacción
(en nuestro caso se trata de una reacción catalítica heterogénea). Se agregan los
componentes de la reacción seleccionándolos desde la lista desplegable en el campo
superior. Aparecerán los pesos moleculares de cada componente. Se han de completar
los coeficientes estequiométricos, recordando que se deben asumir valores negativos
cuando los coeficientes correspondan a reactivos. Verificar que el campo denominado
Balance Error sea igual a cero. Los órdenes de reacción aparecen automáticamente, y
son iguales a los coeficientes, pero pueden ser modificados.
En nuestro caso se define un paquete compuesto por dos reacciones, la principal
de formación de Vac, y la secundaria.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 72

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 73
En el campo Basis se selecciona el componente base, la fase en que tiene lugar
la reacción,�. Hay que tener en cuenta las unidades de velocidad utilizadas, las cuales
son independientes del Set de Unidades seleccionado, y son las que determinarán las
unidades de la constante en la ecuación de Arrhenius.
En la página Parameters se ingresan los valores de los parámetros de la reacción
con las unidades que correspondan. Una vez ingresados los parámetros de la reacción, el
cartel en rojo Not Ready cambiará por el de Ready en color verde.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 74
Una vez definidos los parámetros de la reacción principal es necesario definir la
reacción secundaria. Solo basta repetir los pasos anteriores cambiando los parámetros
cinéticos A y E.
Las reacciones definidas se encuentran en el grupo de reacciones denominado
Global Rxn Set, y es necesario adicionarlo al paquete de propiedades que hemos
definido, lo cual se hará desde la página Reactions de la vista Simulation Basis
Manager.
Hasta aquí se han definido las bases del caso.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 75
Entorno de Simulación
Al ingresar al ámbito de simulación, aparecerá una ventana denominada PFD en
la cual se irá construyendo el caso, y se visualizará además la plantilla de operaciones
denominada Object Palette. Esta herramienta contiene en forma de iconos, las diversas
operaciones unitarias que se utilizan en la construcción de casos de simulación. Para
construir el caso se siguen los siguientes pasos:
1-Definir las corrientes de alimentación.
En la página Material Streams, nos posicionamos en la celda �New� y se
agregan los siguientes datos: nombre, fracción de vapor, temperatura, presión y flujo
molar. A continuación es necesario agregar la composición de cada corriente, se hará
desde la página Compositions, donde se agregarán las composiciones molares de cada
componente.
Antes de continuar con la simulación se ha de verificar (en la página Material
Streams) que se hayan calculado el resto de los valores para cada corriente.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 76
A continuación se resumen los datos necesarios a suministrar de cada corriente
alimentada al proceso:
El siguiente paso en la creación del caso es seleccionar los diferentes
equipos/unidades de operación que intervienen en el proceso, definir sus propiedades y
parámetros, que son los que se describen en el siguiente punto.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 77
Descripción de la planta de Vac simulada
Se han empleado las condiciones nominales de diseño del proceso simulado por
Luyben-Tyreus (1998).
Al proceso se alimenta una corriente de ácido acético fresco y otra de etileno
fresco:
Ácido acético Etileno
Tº = 30 ºC Tª = 30 ºC
P = 1024 kPa P = 1034 kPa
F = 48.32 Kmol/h 99.5% etileno, 0.5% etano
100% ácido acético
El caudal molar de la corriente de etileno fresco alimentado es una variable
manipulada mediante la válvula situada en la línea de dicha corriente para controlar la
presión en la corriente de gas de recirculación. A su vez, el caudal de la corriente de
ácido fresco alimentado es una variable manipulada por el controlador de nivel del
reboiler de la columna de destilación.
La corriente de ácido acético fresco se mezcla con la corriente de ácido acético
recirculado, y posteriormente, en un segundo mezclador, se introducen la corriente de
salida del primero y la corriente de etileno fresco. La salida de este último mezclador
constituye la entrada al vaporizador.
Del vaporizador se obtienen dos corrientes de salida, una corriente de vapor (9) y
una corriente líquida. Se especifican las dimensiones del equipo:
• Volumen = 17 m3
• Diámetro = 2.435 m
• Altura = 3.652 m
• Duty = 5.48e+06 KJ/h

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 78
El nivel de líquido está controlado por el controlador de nivel de líquido del
vaporizador.
La corriente de vapor obtenida por la cabeza del vaporizador es enviada a un
intercambiador de calor, la cantidad de calor intercambiada viene especificada por un
controlador de temperatura para mantener la temperatura de entrada al reactor cercana a
los 150 ºC (una de las restricciones activas era que dicha temperatura no podía exceder
los 200 ºC, además debe superar los 130 ºC para prevenir la condensación de líquido en
el reactor).
Tras pasar por el intercambiador, la corriente anterior se mezcla con una corriente de
oxígeno fresco y con una corriente constituida por CO2 y H2O:
Oxígeno fresco CO2, H2O_Make up
Tª = 30 ºC Tª = 150 ºC
P = 1034 kPa P = 871.1 kPa
F = 7.2 Kmol/h
25% CO2, 75% H2O
El caudal de oxígeno fresco alimentado constituye una variable manipulada
mediante la válvula situada en la línea de dicha corriente, para controlar la composición
de oxígeno a la entrada del reactor (la cual ha de ser ≤ 8% por motivos de explosividad,
es una restricción activa).
En el reactor se simula la primera reacción de las dos que componen el sistema de
reacción del proceso. Se define un �Reaction Package� en el que se introducen ambas
reacciones como reacciones heterogéneas catalíticas y se especifican la estequiometría
de cada reacción y los parámetros necesarios para calcular la velocidad de las mismas.
Además de lo anterior también es necesario especificar los siguientes parámetros de
diseño:
• Longitud = 10 m
• ∆P = 248.2 kPa

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 79
• •Q = 7.728e+06 KJ/h (calor eliminado del reactor)
La corriente de salida del reactor pasa por un intercambiador FEHE, dicha corriente
actúa como la corriente caliente y la fría será la corriente de gas recirculado del proceso.
La información necesaria a especificar para la simulación de dicho equipo es la
siguiente:
Corrientes que intervienen:
# Tube side inlet (corriente de entrada en los tubos) : corriente que sale del reactor
(2)
# Tube side outlet (corriente de salida de los tubos) : corriente que se dirige al
separador (to_Cooler)
# Shell side inlet (corriente de entrada a la carcasa) : corriente de gas recirculado
del proceso (shell in)
# Shell side outlet (corriente de salida de la carcasa) : corriente que se recircula al
principio del proceso (shell out)
Configuración:
• Nº pasos por carcasa : 1
• Nº carcasas en serie : 1
• Nº carcasas en paralelo : 1
• Pasos de tubo por carcasa : 2
• Intercambiador en posición horizontal
• Tipo carcasa : AEL
Parámetros:
• Volumen de tubos : 0.1 m3
• Volumen de carcasa : 0.1 m3

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 80
• UA : 2.845e+04 KJ/ºC·h
• ∆Pcarcasa : 2 psi
• ∆Ptubos : 7.252 psi
Conociendo los datos de las corrientes introducidas y la información anterior el
programa calcula el calor intercambiado y las corrientes de salida. En este caso el calor
intercambiado resultante es : •Q =5.059e+05 Kcal/h y la temperatura de la corriente
caliente de salida (to_Cooler) es 126.3 ºC. La temperatura de salida del fluido caliente
debe ser superior a 130 ºC para prevenir la condensación en el intercambiador, el cual es
diseñado para trabajar sólo con fluido en fase vapor.
Tras el intercambiador FEHE se encuentra un separador, que separa la corriente de
salida del intercambiador en una corriente de vapor (la cual se alimenta al absorbedor
por la parte inferior tras pasar por un compresor) y una corriente líquida.
A continuación del separador hay un absorbedor, en el cual intervienen las
siguientes corrientes:
# Bottom inlet : 8 (corriente vapor del separador tras pasar por compresor)
# Top stage inlet : Wash Acid Recycle
# Optional inlet stream : 20 (corriente líquida de recirculación)
# Bottoms liquid outlet : Abs_Bttm
# Ovhd Vapour Outlet : Abs_Ovhd
Los parámetros a especificar en el absorbedor son los siguientes:
• Número de etapas = 8
• Etapa en que se introduce la corriente 20 = 4ª
• P1 = 882.5 kPa
• Pn = 889.4 kPa

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 81
La corriente líquida que se recircula (optional side draw) tras pasar por una válvula,
un intercambiador de calor y una bomba pasa a ser la corriente 20 que es la que se
alimenta como optional inlet stream.
El intercambiador de calor por el que pasa esta corriente antes de ser recirculada
enfría dicha corriente. El flujo de calor intercambiado está manipulado por un
controlador de temperatura.
Tras el absorbedor, la corriente obtenida por el fondo del absorbedor (Abs_Bttm)
pasa por un separador y se divide en dos corrientes (7 y 3). Dicho separador tiene un
volumen de 8000 m3 y el porcentaje de líquido está determinado por el controlador de
nivel de líquido del equipo.
Las corrientes de salida por el fondo del primer y segundo separador (corrientes 6 y
23) se mezclan para formar la corriente 22 que se alimenta a la columna de destilación
por la cabeza. Las otras corrientes que intervienen en la columna de destilación son una
corriente de reflujo, el producto de cabeza (Dist_Ovhd) y el producto de cola
(Dist_Bttm). La columna simulada consta de un reboiler, no tiene condensador sino que
el producto de cabeza es enfriado antes de introducirlo en un decantador.
En primer lugar se ingresan los siguientes parámetros de la columna:
• Nº etapas
• Etapa de alimentación
• Nombre de la alimentación
• Tipo de condensador
• Nombres de las corrientes de materia y energía
Una vez completados los datos anteriores se define el perfil de presión dentro de la
columna:
• Presión en el condensador
• Presión en el reboiler
• Caída de presión en el condensador
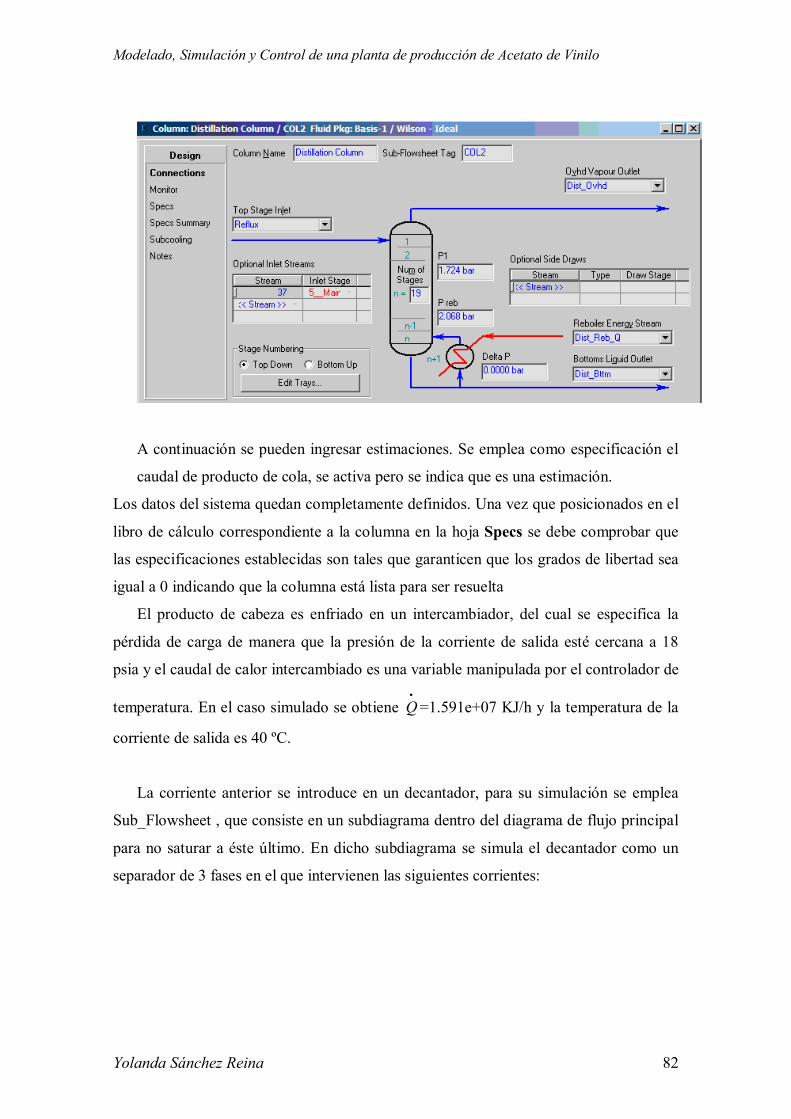
Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 82
A continuación se pueden ingresar estimaciones. Se emplea como especificación el
caudal de producto de cola, se activa pero se indica que es una estimación.
Los datos del sistema quedan completamente definidos. Una vez que posicionados en el
libro de cálculo correspondiente a la columna en la hoja Specs se debe comprobar que
las especificaciones establecidas son tales que garanticen que los grados de libertad sea
igual a 0 indicando que la columna está lista para ser resuelta
El producto de cabeza es enfriado en un intercambiador, del cual se especifica la
pérdida de carga de manera que la presión de la corriente de salida esté cercana a 18
psia y el caudal de calor intercambiado es una variable manipulada por el controlador de
temperatura. En el caso simulado se obtiene •Q =1.591e+07 KJ/h y la temperatura de la
corriente de salida es 40 ºC.
La corriente anterior se introduce en un decantador, para su simulación se emplea
Sub_Flowsheet , que consiste en un subdiagrama dentro del diagrama de flujo principal
para no saturar a éste último. En dicho subdiagrama se simula el decantador como un
separador de 3 fases en el que intervienen las siguientes corrientes:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 83
Se especifica que no hay pérdida de carga en dicho equipo y que el volumen de
éste es 10 m3.
Se definen dos Fluid Package diferentes:
# Basis 1 Wilson-Ideal
# Basis 2 NRTL-Ideal
El decantador se simula con Basis 2, el resto de los equipos se simulan con Basis 1.
Esto se debe a las diferentes propiedades de los fluidos y a la diferencia de las
ecuaciones para resolver cada equipo, lo que hace necesario definir un modelado del
fluido diferente en el decantador.
En la ventana Transfer Basis hay que especificar el método de separación para cada
corriente:
! $P-H Flash
! Vent$ P-H Flash
! 2_2 $T-P Flash
! Aqueous$ P-H Flash

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 84
Tras el decantador hay una �T� que separa la corriente 2_2 que proviene del
decantador en dos corrientes, Organic Product y la corriente 36 que será recirculada a la
columna de destilación. El caudal de esta última corriente es una variable manipulada
mediante una válvula por un controlador de la composición en agua del producto de
fondo de la columna. En el caso simulado se obtiene un caudal de productos orgánicos
de 0.829 Kmol/min, de manera que se cumple la restricción respecto a dicho caudal.
El producto de fondo de la columna pasa por una bomba, posteriormente por una
TEE donde se separa en : Wash Acid Recycle (que se alimenta al absorbedor por
cabeza) y AA Recirc. (corriente de ácido acético recirculado). Se especifica el
porcentaje en que se divide la corriente de producto de fondo en las dos anteriores de
manera que el caudal de Wash Acid Recycle sea aproximadamente 756 Kmol/min
(restricción), los porcentajes especificados son los siguientes:
Wash Acid Recycle : 0.376
AA Recycle : 0.624
Antes de recircular la corriente Wash Acid Recycle al absorbedor es enfriado
previamente en un intercambiador cuyos parámetros son:
∆P = 8.351 KPa (para introducirlo al absorbedor a la presión adecuada ya que
éste opera a una presión inferior a la que se encuentra la corriente previamente)
La cantidad de calor intercambiada es una variable manipulada por el
controlador de temperatura de dicha corriente. En el caso simulado se obtiene •Q =
4.227e+05 KJ/h, de manera que la temperatura desciende de 137.7 ºC hasta 42 ºC.
La corriente Abs_Ovhd obtenida por la cabeza del absorbedor es separada mediante
una Tee en dos corrientes (24 y 25). El caudal de la corriente 25 está manipulado por un
controlador de concentración que controla la corriente de CO2 en la corriente de gas
recirculado del proceso. La corriente 25 es la que se alimenta al sistema de eliminación
de CO2.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 85
Para simular el sistema de eliminación de CO2 se emplea un �component splitter�
(separador de componentes). La corriente 25 alimentada a este sistema, como salida se
obtienen las corrientes 27 (sin apenas CO2) y la corriente CO2Purgue. Los parámetros a
especificar en dicho equipo son :
• P27 = PCO2Purgue = 128 psia (ya que la corriente de gas recirculado tiene esta
misma presión y no puede superar los 140 psia)
• T27 = 33.45 ºC
En la ventana �splits� de dicho equipo se selecciona el porcentaje de cada
componente que se va en la corriente 27 y la CO2Purgue. Se especifica de manera que
CO2Purgue se quede con el 95% de CO2 y 2% de etileno alimentados
aproximadamente.
La corriente 27 se divide mediante una Tee en un corriente de purga (cuyo caudal es
una variable manipulada por un controlador de composición de etano en la corriente de
gas recirculado del proceso) y la corriente 28. En un mezclador se únen las corrientes 28
y 24 para componer la corriente Recycle Gas. Dicha corriente pasa a través del
intercambiador FEHE situado tras el reactor, actúa como corriente fría. Posteriormente
se mezcla con las alimentaciones de ácido acético y etileno para obtener la corriente
alimentada al vaporizador.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 86
En la siguiente tabla se incluyen los parámetros de diseño de los equipos que
intervienen en el proceso, dichos parámetros son necesarios para su implementación en
Hysys y no dependen de otras condiciones de operación:
Equipment Data Variable Value Total Volume 17 m3
Vaporizer Working Level Volume 4 m3
Catalyst Density ρb 385 Kg/m3 Catalyst Heat Capacity Cρb 0.23 kcal/(kg*ºC) Catalyst Porosity ε 0.8 UA per section UA_rct 269.84 kcal/(min*ºC*m3) Tube Number N 622 Tube Length LTube 10 m Tube Diameter D 0.0371 m
Reactor
Friction Factor F 0.000795 psia*(min)2/(kg*m3) Reference UA UA0 113.35 kcal/min/ºC Referente Mass Flowrate of Cold Stream FC_REF 498.95 kg/min FEHE Referente Mass Flowrate of Hot Stream FH_REF 589.67 kg/min
Vapor Volume 170 m3
Working Level Volume 8 m3 Separador UA UA_sep 9075.18 kcal/(min*ºC)
Compresor Compressor Coefficient γ 15000 Working Level Volume 8.5 m3 Bottom Section 2 theoretical stages Top Section 6 theoretical stages Tray Holdup 13.61 kmol Hydraulic time τ_abs 0.1 min Material transfer coefficients for both sections Nmt 27.22 kmol/min
Heat transfer coefficients for the bottom section Qmt_bot 100.8 kcal/(ºC*min)
Absorber
Heat transfer coefficients for the top section Qmt_top 50.4 kcal/(ºC*min)
Theorical Stage Number 20 Feed Stage 15 from bottom Tray Holdup 2.3kmol Hydraulic time τ_col 0.1 min Top Pressure 18 psia Bottom Pressure 29.4 psia Reboiler Pressure 30 psia
Column
Base Working Level Volume 5.66 m3
Equilibrium Partition Coefficient
β_Vac β_H2O β_HAc
395 0.05 1
Organic Working Level Volume 1.7 m3
Decanter
Aqueous Working Level Volume 1.7 m3

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 87
Instalación de controladores externos
La nomenclatura utilizada para las principales variables que tienen que ver con el
controlador es:
PV: variable de proceso, corresponde a la variable controlable
OP: salida (OUTPUT) o variable manipulable, encargada de mantener a PV en su valor
SET POINT
También se debe tener en cuenta que la acción de control puede ser:
Directa: cuando el valor de la variable de salida aumenta, la apertura de la válvula
también aumenta
Inversa: cuando el valor de la variable de salida aumenta, la apertura de la válvula debe
disminuir
�TUNING�: se refiere a la sintonización de los controladores, es decir, darle valores a
los parámetros de ajuste del mismo, tales como ganancia, tiempo integral y tiempo
derivativo. Considerar que Hysys sólo tiene incorporados controladores clásicos PID y
en caso de necesitar esquemas de control de otro tipo es necesario incorporarlo a través
de programas especialmente diseñados para ello.
En el capítulo de �Sintonización de Controladores� (5.7) se describe de manera más
detallada la implementación de los controladores en Hysys, desarrollando como ejemplo
el controlador de temperatura del reactor.
Consideraciones previas a la simulación en modo dinámico
Al trabajar con el caso en forma �dinámica� puede resultar útil ir observando la
evolución de las variables de interés en forma gráfica o numérica. En particular esta
última opción es útil para guardar en archivos aquellos resultados de los que pueden
obtenerse conclusiones. Hysys presenta una interesante herramienta para este fin como
es el STRIP CHART.
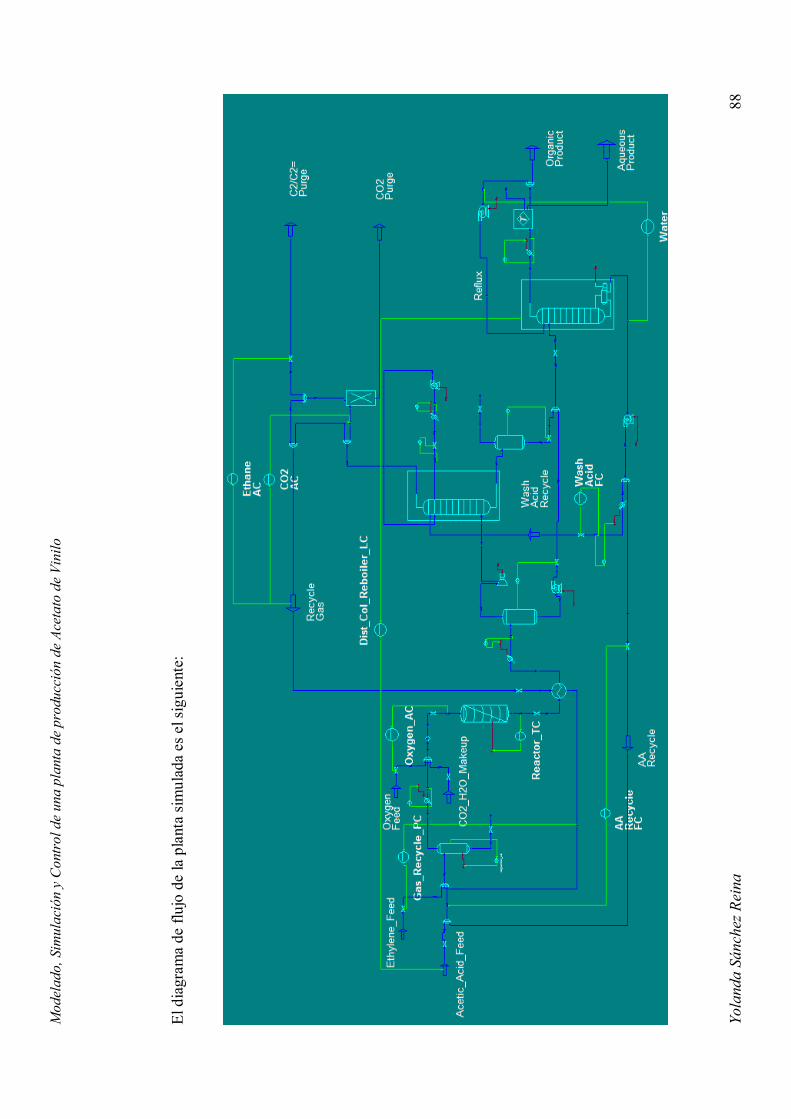
Mod
elad
o, S
imul
ació
n y
Con
trol
de
una
plan
ta d
e pr
oduc
ción
de
Acet
ato
de V
inilo
Yola
nda
Sánc
hez R
eina
88
El d
iagr
ama
de fl
ujo
de la
pla
nta
sim
ulad
a es
el s
igui
ente
:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 89
5. DISEÑO DEL SISTEMA DE CONTROL PARA EL PROCESO DE VAC
5.1.INTRODUCCIÓN
La planta de producción de acetato de vinilo consta de corrientes de entrada,
salida e internas. A su vez, también hay corrientes auxiliares. Se puede manipular el
caudal de algunas de estas corrientes mediante válvulas de regulación u otros
dispositivos. El sistema de control contará con dichos caudales como variables de
entrada manipuladas. La ubicación de estas válvulas y, los caudales de proceso y
auxiliares, se suelen establecer en la etapa de diseño de la planta. Cada una de estas
válvulas constituye un grado de libertad de la planta. Algunas de ellas tendrán efecto en
régimen permanente (sirven para establecer el punto de operación de la planta) y otras
no. Las perturbaciones también son variables de entrada impuestas y que tienen efecto
en régimen permanente y dinámico.
El punto de operación de una planta en régimen permanente depende del valor
de las variables de entrada manipuladas y de perturbación. Se puede escribir:
),( dmgy rprp =
La expresión matemática anterior significa que el conjunto de valores de caudal,
composición, temperatura y presión de todas las corrientes de proceso en el punto de
operación ( rpy ) depende de los valores de las variables manipuladas con efecto en
régimen permanente en el punto de operación ( rpm ) y de las variables de perturbación
en régimen permanente en el punto de operación ( d ); en función del comportamiento
de la planta real en régimen permanente ( g ).
Si se quiere modelar el comportamiento dinámico la expresión es la siguiente:
))(),(()( tdtmgty =
donde y(t) incluye los niveles sin efecto en régimen permanente y m(t) las variables
manipuladas sin efecto en régimen permanente.
Los objetivos de control pueden consistir simplemente en conseguir una
operación estable en torno a un punto de operación o, lo que es más complejo, que la
planta opere en el punto de operación óptimo o sin desviarse mucho de éste a la vez que
se satisfacen las restricciones.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 90
El sistema de control de la planta de producción ha de satisfacer los siguientes
objetivos de control:
• Obtener una producción determinada
• Mantener un punto de operación óptimo minimizando los costes de operación
(minimizando el consumo de materias primas y auxiliares)
• Satisfacer restricciones de calidad de producto
• Satisfacer restricciones de seguridad
• Satisfacer restricciones operativas
En el proceso en estudio uno de los principales objetivos es obtener la producción
de acetato de vinilo deseada a la vez que se minimizan las pérdidas de rendimiento.
Otros de los objetivos principales son los siguientes:
• La actividad del catalizador decrece y el sistema de control debe operar de forma
eficiente bajo estas condiciones.
• Para mantener unas condiciones seguras de operación, la concentración de
oxígeno en el gas recirculado debe mantenerse fuera del intervalo de
explosividad con el etileno.
• La columna de destilación debe producir un producto de cabeza con apenas
ácido acético y un producto de fondo con apenas acetato de vinilo.
• En el absorbedor se debe depurar prácticamente todo el acetato de vinilo, agua y
ácido acético del gas recirculado para evitar pérdidas de rendimiento en el
sistema de eliminación de CO2 y purga.
La función objetivo define la operación óptima de la planta, se podrá tratar de
una función a maximizar (función de beneficios) o minimizar (función de costes). De
forma genérica podemos escribirla de la siguiente manera:
J = valor productos � (coste materias primas + coste de auxiliares)
En el caso de un proceso con una producción impuesta el problema de
optimización consistiría en minimizar los costes de operación.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 91
Si el objetivo de control es la operación óptima de la planta, el sistema de
control debería calcular e implementar el valor óptimo de las variables manipuladas en
función de las perturbaciones. Para ello sería necesario un computador que actuara
como optimizador y controlador, el cual debería ser capaz de resolver un problema de
optimización no lineal multivariable con restricciones. Por razones de complejidad y
dificultad no se suele emplear la anterior solución, sino que se desagregan loas
problemas de optimización y control. En el nivel superior se resuelve el problema de
optimización determinando el punto de operación óptimo de la planta. En el nivel de
control se trata mantenerle conjunto de variables controladas en sus puntos de consigna.
Es necesario determinar el número de variables a controlar e identificar cuáles
son dichas variables. El concepto �Self-optimizing control� consiste en alcanzar una
pérdida aceptable manteniendo constantes los valores de los puntos de consigna de las
variables controladas sin la necesidad de reoptimización cuando se produzcan
perturbaciones, manteniendo el punto de operación cercano al óptimo.
Para resolver el problema anterior, mediante la metodología de Skogestad, se
asume que el punto de operación óptimo del sistema se puede cuantificar en términos de
una función de costes (J0) la cual se ha de minimizar con respecto a los grados de
libertad disponibles u0 (Skogestad):
),,(min 000
duxJu
donde d representa el conjunto de perturbaciones, u0 los grados de libertad
disponibles, y x representa el conjunto de variables de estado.
Los pasos para resolver este problema son los siguientes:
! Análisis de grados de libertad
! Definición del punto óptimo de operación
! Identificación de perturbaciones
! Optimización
! Identificación del conjunto de variables a controlar, c
! Evaluación de la función de pérdidas para diferentes conjuntos de
variables controladas (manteniendo constantes los puntos de consigna de
dichas variables cuando hay perturbaciones o errores de implementación)
! Evaluación final y selección, incluyendo un análisis de controlabilidad

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 92
La función de costes anterior se puede escribir de la siguiente manera : ),( duJ ,
ya que el conjunto original de variables independientes, u0=u�, se puede dividir en
variables asociadas a restricciones u� y las restantes variables, u. El valor de u� es
función de las restantes variables independientes (u y d). De forma similar, también se
puede escribir ),( duxx = . Por tanto, podemos expresar la función de costes en función
de u y d: [ ] ),(,),,('),,(),,( 000 duJduduuduxJduxJJ ===
Es necesario determinar el número de grados de libertad en estado estacionario,
ya que determina el número de variables a controlar en estado estacionario.
La función de pérdidas respecto al óptimo se puede expresar de la siguiente
manera:
22||||
21)(),( zdJduJL opt =−=
donde )()( 12/12/1optuuoptuu ccGJuuJz −=−= − , donde G es la matriz de ganancia
estática y Juu la hessiana de la función de coste respecto de u. El punto de operación
óptimo corresponde a L=0, sin embargo en general L>0. Un valor de la función de
pérdida, L, bajo implica que la planta está operando cerca del punto óptimo. En esta
fase, el objetivo principal no es encontrar los puntos de consigna óptimos, sino el
conjunto de variables cuyos puntos de consigna se han de mantener constantes.
En el peor caso, la pérdida viene dada por la siguiente función (Halvorsen et al.,
2003):
22/11
1||||max )(1
21max
2−≤
==uu
e GJSLL
c σ
donde ||ec||=||c-copt||2 ≤ 1, y S1 es la matriz de escala para ci:
=)(
11
icspandiagS , donde ioptii ndccspan +∆= )()( , siendo )(, dc opti∆ la variación de
ci respecto debida a las perturbaciones y ni es el error de implementación de ci.
Para minimizar la función de pérdidas, L, se ha de maximizar el término
)( 2/11
−uuGJSσ .
Para resolver este problema en diferentes ejemplos industriales se han
desarrollado modelos en Matlab para obtener la variación óptima, )(dcopt∆ , la matriz de

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 93
ganancia estática y la hessiana Juu. Posteriormente se ha resuelto este problema
empleando otros simuladores comerciales como Aspen Plus.
Como se puede concluir, la aplicación de lo anterior puede resultar bastante
complejo, especialmente cuando se trata de un caso con un elevado número de variables
(en la planta de acetato de vinilo en estudio hay 20 grados de libertad dinámicos y 14 en
régimen permanente). Se podría reducir el número de variables fijando el punto de
consigna de aquellas cuya variación afectará poco a la función de costes o función
objetivo. Sin embargo, para ello sería necesario realizar un estudio más profundo y
detallado del comportamiento de la planta de producción de acetato de vinilo empleando
la herramienta de Hysys, mediante el cual se pueden realizar simulaciones de la planta y
estudiar los resultados en función de variaciones de determinadas variables y la
introducción de diferentes perturbaciones. Lo anterior puede ser una tarea complicada y
laboriosa, sin embargo podría constituir una futura acción respecto al estudio del
sistema de control de la planta de acetato de vinilo.
El sistema de control se encarga de mantener el conjunto de variables a controlar
seleccionadas cercanas a sus valores óptimos. En un principio se podría plantear un
optimizador-controlador que posicionara directamente las válvulas para satisfacer los
objetivos de control, sin embargo, la solución que se suele adoptar es desagregar los
problemas de optimización y control, seleccionando un conjunto de variables a controlar
de manera que el sistema de control manipule las válvulas de manera que las variables
controladas no se desvíen (ante las posibles perturbaciones) de los puntos de consigna
calculados por el optimizador.
Lo más frecuente es emplear una estructura de control jerarquizada con un nivel
superior de control (control supervisor) y un nivel inferior (control regulatorio). En el
nivel de control supervisor se controlan las Nrp variables del conjunto, mientras que en
el regulatorio se controlan las variables sin efecto en régimen permanente.
Adoptando una estructura jerarquizada como la anteriormente descrita, el problema
de diseño del sistema de control consistirá en los siguientes pasos:
! Seleccionar el conjunto de variables a controlar en el nivel regulatorio
! Seleccionar las variables manipuladas o elementos de control a emplear para
controlar las anteriores variables
! Decidir la técnica de control a emplear en cada caso
! Sintonización de los controladores del nivel regulatorio
! Seleccionar las variables manipuladas del nivel supervisor

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 94
! Elegir entre el empleo de una estructura centralizada o una descentralizada
! Resolver el problema de emparejamiento de variables si se decide emplear una
estructura descentralizada
! Selección y especificación de los elementos físicos del sistema de control
Se puede concluir que hay un elevado número de sistemas de control diferentes
posibles. No es factible la simulación dinámica de todos los sistemas de control posibles
para su evaluación. En el diseño de la estructura de control de plantas complejas
conviene seguir una metodología adecuada, como es el caso de la metodología de
Skogestad o la de Luyben.
La metodología de Skogestad consta de dos etapas, una primera etapa de
análisis �top-down� en la que se deciden las variables primarias a controlar y una
segunda etapa de diseño �bottom-up� en la que se selecciona la configuración de
control. A continuación se resumen las dos etapas anteriores:
I) Análisis �top-down�
a) Identificación de los objetivos de control y la función de coste o
beneficio J que define la operación óptima
b) Análisis de grados de libertad (variables manipuladas), los de
régimen permanente son los que afectan a la función de coste J
c) Selección del conjunto de variables primarias a controlar (y1) de
manera que se satisfagan las restricciones y el punto óptimo de
operación
d) Decidir dónde se va a establecer la producción de la planta
II) Diseño �bottom-up�
a) Diseño del nivel de control regulatorio, en el que se identifican las
variables a controlar (y2) y las válvulas (m) empleadas en los lazos de
control correspondientes
b) Diseño del nivel de control supervisor en el cual se decide entre un
control centralizado o descentralizado. Si se opta por un control
descentralizado se ha de realizar el emparejamiento entre variables
manipuladas y controladas para formar los lazos de control

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 95
c) Decidir si se realizará una optimización en tiempo real (RTO) o si es
suficiente con mantener los puntos de consigna de las variables
principales (y1) constantes
5.2. METODOLOGÍA LUYBEN-TYREUS
En este capítulo se resumen los diferentes pasos que constituyen la
metodología de Luyben-Tyreus para el diseño del sistema de control.
Establecimiento de los objetivos de control
Este primer paso consiste básicamente en el diseño del estado estacionario del
proceso y la definición de los objetivos de control del mismo. Diferentes objetivos de
control llevan al diseño de diferentes estructuras de control, la más adecuada o
satisfactoria depende del diseño y los criterios de control establecidos.
Entre estos objetivos se pueden incluir especificaciones de calidad de los
productos, rangos de condiciones de operación, eficiencias, y muchos otros más.
Análisis del número de grados de libertad
Se trata de identificar el número de válvulas de control disponibles, es decir, el
número de variables que se pueden controlar mediante válvulas. Generalmente la
situación de dichas válvulas viene impuesta por la etapa de diseño del proceso. Parte de
estas válvulas se emplearán para lograr el control regulatorio básico del proceso, como
por ejemplo para establecer la producción, el control de calidad de productos y
satisfacer restricciones de seguridad. Las válvulas restantes se emplearán para conseguir
los objetivos económicos en el estado estacionario y en la controlabilidad dinámica del
proceso (minimizar consumos energéticos, maximizar rendimientos, o rechazar
perturbaciones).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 96
Establecimiento del sistema de gestión de la energía
Se ha de asegurar que las perturbaciones relacionadas con la energía no se
propaguen a través del proceso. Se debe determinar un sistema de control que elimine el
calor de las reacciones exotérmicas involucradas en el proceso, dicho calor puede ser
empleado en el propio reactor o emplearse en otras unidades de operación del proceso.
Si se produce integración energética entre corrientes del proceso, otra de las funciones
del sistema de gestión de la energía es proporcionar un sistema de control que evite la
propagación de perturbaciones térmicas y que asegure que el calor de las reacciones
exotérmicas es disipado y no recirculado. Se han de analizar los intercambiadores de
calor y las unidades de operación donde intervienen procesos energéticos para
determinar si hay el número de grados de libertad suficiente para el control.
Establecimiento de la producción
Se ha de determinar cuál es la variable manipulable más adecuada para
controlar la producción. Para obtener una mayor producción se debe aumentar la
extensión y velocidad de las reacciones. Lo anterior se puede obtener actuando sobre la
temperatura, la concentración de reactivos o la presión del reactor. Como variable para
controlar la producción se debe emplear una variable dominante en el reactor, como
suele ser la temperatura.
Una vez identificadas las variables dominantes, debemos identificar las
variables manipuladas más adecuadas para controlarlas y mantenerlas en sus puntos de
consigna. Dichos puntos de consigna se establecen de manera que se alcance la
producción deseada, además de satisfacer otros objetivos de control económicos. Se han
de seleccionar aquellas variables que permitan una producción estable y rechazo de las
perturbaciones.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 97
Satisfacer restricciones sobre calidad de los productos, seguridad, operación
y medioambientales
Se ha de realizar un control riguroso, por lo tanto se han de seleccionar las
variables manipuladas de manera que la dinámica entre éstas y las variables
manipuladas sea tal que las constantes de tiempo y tiempos muertos sean pequeños y
elevadas ganancias estáticas.
Establecimiento de un caudal en cada recirculación y control de las
presiones y niveles
Este paso consiste en fijar un caudal en cada lazo de recirculación y
seleccionar las variables manipuladas más adecuadas para controlar presiones y niveles.
En la mayoría de los procesos se debería emplear un controlador de flujo en
cada lazo de recirculación, ya que es una manera simple y efectiva de evitar importantes
alteraciones en los caudales de recirculación que pueden ocurrir si todos los caudales de
recirculación están controlados por niveles.
Empleando esta estrategia de control se obtienen resultados satisfactorios en el
estado estacionario y dinámico.
Una vez fijado un caudal en cada lazo de recirculación, se ha de determinar
qué válvulas emplear para controlar el inventario de cada variable. Los inventarios
incluyen todos los niveles de líquidos y presiones en fase gaseosa. Se pueden emplear
corrientes frescas de reactivos para controlar el inventario, se pueden añadir corrientes
líquidas de alimentación fresca de determinados componentes en una zona del proceso
donde el nivel es un indicador de la cantidad de dichos componentes en el proceso.
También se podrían añadir caudales de corrientes gaseosas frescas de componentes en
zonas del proceso donde la presión es un indicador de la cantidad de esos componentes
en el proceso.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 98
Balance de componentes
Se trata de identificar cómo entran, salen, se producen o consumen los
diferentes componentes químicos que intervienen en el proceso.
Los balances de componentes son particularmente importantes en procesos
con corrientes de recirculación. Usualmente influyen en qué variable se ha de emplear
para establecer la producción o la velocidad de reacción en el reactor. Se han de
identificar mecanismos o lazos de control para garantizar que no se produzcan
acumulaciones incontrolables de cualquier componente en el proceso. Para ello se puede
limitar la entrada de estos componentes en el proceso, su reacción o salida del mismo.
Los componentes que intervienen en un proceso se pueden clasificar en tres
grupos: reactivos, productos e inertes. Un efecto indeseado es la salida de reactivos del
proceso, ya que supone pérdidas de rendimiento y no poder alcanzar las
especificaciones de pureza de los productos. Se puede actuar de dos maneras,
consumiendo los reactivos en la reacción o ajustando la alimentación fresca de los
mismos. Debe haber una salida del proceso para los productos e inertes. En muchos
casos los inertes son eliminados del proceso purgando una pequeña fracción de la
corriente recirculado.
Control de las unidades de operación
Se han de establecer los lazos de control necesarios para operar cada una de las
unidades de operación individuales. Se han desarrollado muchas estrategias de control
diferentes para controlar unidades de operación individuales involucradas en procesos
químicos (Shinskey, 1988).
Optimización económica o mejora de la controlabilidad dinámica
En este paso se establece la mejor manera de emplear los restantes grados de
control.
Tras satisfacer todos los requisitos del control básico regulatorio, usualmente
hay grados de libertad que no han sido utilizados que envuelven válvulas de control y
puntos de consigna de algunos controladores que pueden ser ajustados. Estos grados de

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 99
libertad restantes se pueden emplear para optimizar el proceso desde el punto de vista
económico o mejorar la respuesta dinámica.
Se ha comentado en detalle los nueve pasos que componen el diseño de
�plantwide control� propuesta por Luyben y Tyreus. Los dos primeros pasos establecen
los objetivos de control y los grados de libertad de control de la planta. En el tercer paso
se discute la gestión de energía en todo el proceso completo. La parte fundamental del
problema de �plantwide control� se trata desde el paso cuarto hasta el séptimo, dónde se
decide cómo establecer la producción, mantener la calidad de los productos, evitar
cambios importantes en las corrientes de recirculación, control de inventarios, y balance
de componentes químicos. En el octavo paso se establecen los lazos de control
necesarios para cada unidad de operación y en el último paso se decide cómo emplear
los restantes grados de libertad, optimizando el proceso económicamente o mejorando la
controlabilidad dinámica del mismo.
5.2.IDENTIFICACIÓN DE LOS OBJETIVOS DE CONTROL. DEFINICIÓN FUNCIÓN BENEFICIO J
El punto de operación de una planta en régimen permanente depende del valor
de las variables de entrada manipuladas y de perturbación. Se puede escribir:
),( dmgy rprp =
La expresión matemática anterior significa que el conjunto de valores de caudal,
composición, temperatura y presión de todas las corrientes de proceso en el punto de
operación ( rpy ) depende de los valores de las variables manipuladas con efecto en
régimen permanente en el punto de operación ( rpm ) y de las variables de perturbación
en régimen permanente en el punto de operación ( d ); en función del comportamiento
de la planta real en régimen permanente ( g ).
Si se quiere modelar el comportamiento dinámico la expresión es la siguiente:
))(),(()( tdtmgty =
donde y(t) incluye los niveles sin efecto en régimen permanente y m(t) las variables
manipuladas sin efecto en régimen permanente.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 100
Los objetivos de control pueden consistir simplemente en conseguir una
operación estable en torno a un punto de operación o, lo que es más complejo, que la
planta opere en el punto de operación óptimo o sin desviarse mucho de éste a la vez que
se satisfacen las restricciones.
El sistema de control de la planta ha de satisfacer los siguientes objetivos de
control:
• Obtener una producción determinada
• Mantener un punto de operación óptimo minimizando los costes de operación
(minimizando el consumo de materias primas y auxiliares)
• Satisfacer restricciones de calidad de producto
• Satisfacer restricciones de seguridad
• Satisfacer restricciones operativas
En el proceso en estudio uno de los principales objetivos es obtener la producción
de acetato de vinilo deseada a la vez que se minimizan las pérdidas de rendimiento.
Otros de los objetivos principales son los siguientes:
• La actividad del catalizador decrece y el sistema de control debe operar de forma
eficiente bajo estas condiciones.
• Para mantener unas condiciones seguras de operación, la concentración de
oxígeno en el gas recirculado debe mantenerse fuera del intervalo de
explosividad con el etileno.
• La columna de destilación debe producir un producto de cabeza con apenas
ácido acético y un producto de fondo con apenas acetato de vinilo.
• En el absorbedor se debe depurar prácticamente todo el acetato de vinilo, agua y
ácido acético del gas recirculado para evitar pérdidas de rendimiento en el
sistema de eliminación de CO2 y purga.
La función objetivo define la operación óptima de la planta, se podrá tratar de
una función a maximizar (función de beneficios) o minimizar (función de costes). De
forma genérica podemos escribirla de la siguiente manera:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 101
J = valor productos � (coste materias primas + coste de auxiliares)
Una posible función beneficio del proceso de acetato de vinilo sería la siguiente:
Donde Forg.prod es la corriente de acetato de vinilo obtenida, Fpurga es la corriente de
purga la cual tiene valor combustible ya que su componente mayoritario es etano, V
engloba los caudales de vapor necesarios en el proceso (demanda energética) y A
engloba los caudales de agua de refrigeración, PR es el coste de recirculación y R
engloba las corrientes de recirculación del proceso. PC es el coste de compresión y
Fvap_sep la corriente que se comprime. PV y Prefrig representan los costes del vapor y agua
de refrigeración respectivamente.
Dicha función está sujeta a las siguientes restricciones:
• Concentración de O2 en la entrada del reactor ha de ser ≤ 8% molar , de manera
que esté fuera del intervalo de explosividad con el etileno
• Presión de la corriente de gas de recirculación ha de ser ≤ 140 psia
• Temperatura en el reactor no debe exceder de 200 ºC
• Temperatura de entrada al reactor ha de ser ≥ 130 ºC para evitar problemas de
condensación en el reactor
• Concentración máxima de agua en el fondo de la columna de destilación
Se realizará un estudio de la función objetivo ante variaciones de los
puntos nominales de las anteriores variables.
)( lim_22lim_lim__. aOOaetiletilenoaAAAAsepvapCRrefrigVpurgacbleprodorgVAc FPFPFPFPRPAPVPFPFPP ⋅+⋅+⋅+⋅+⋅+⋅+⋅−⋅+⋅=

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 102
5.3.ANÁLISIS DE GRADOS DE LIBERTAD
En el proceso en estudio optamos por desagregar los problemas de optimización
y de control. En el nivel supervisor, un computador-optimizador resuelve cada cierto
tiempo el problema de optimización empleando un modelo de régimen permanente, de
manera que determina los puntos óptimos del conjunto de variables controladas (y). En
el nivel de control, el sistema de control trata de conseguir que el conjunto de variables
controladas (y(t)) se mantenga en sus puntos de consigna.
Se ha de determinar cuántas variables constituyen el número de variables a
controlar (y) e identificar cuáles son dichas variables.
El número de variables a controlar que determinan el punto óptimo de operación
de la planta es el número de grados de libertad del proceso en régimen permanente, que
consiste en el número de variables manipuladas menos el número de variables a
controlar sin efecto en régimen permanente.
Para calcular el número de grados de libertad en régimen permanente se emplea
la siguiente ecuación:
)( 00 mymss NNNN +−=
Nss : número de grados de libertad en régimen permanente
Nm : número de grados de libertad dinámicos (coincide con el número de variables
manipuladas mediante válvulas)
N0y : número de variables controladas sin efecto en régimen permanente
N0m : número de variables manipuladas sin efecto en régimen permanente
A continuación se enumeran las variables del proceso:
Variable
1 Caudal etileno fresco
2 Caudal ácido acético fresco
3 Carga calor al vaporizador

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 103
4 Carga calor recalentador
5 Caudal oxígeno fresco
6 Carga de calor al reactor
7 Carga de calor al cooler
8 Descarga fondo separador
9 Recirculación absorbedor
10 Carga cooler recirculación absorbedor
11 Descarga fondo absorbedor
12 Carga condensador columna destilación
13 Descarga fase acuosa decantador
14 Descarga fase orgánica decantador
15 Caudal reflujo (relación reflujo/destilado)
16 Caudal disolvente (ácido acético) al
absorbedor
17 Carga de calor al cooler del disolvente
18 Recirculación de ácido acético
19 Caudal de purga
20 Recirculación de gas (fracción de gas a
sistema de eliminación de CO2)
(Nota: dicha numeración es sólo para ordenarlas)
Grados de libertad sin efecto en régimen permanente:
Variable
1 Nivel vaporizador
2 Nivel separador
3 Nivel fondo absorbedor
4 Nivel fase acuosa decantador
5 Nivel fase orgánica decantador
6 Nivel reboiler columna destilación

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 104
Hay 20 válvulas en el proceso simulado. En el caso en estudio:
Nm = 20
De manera, que hay 20 grados de libertad dinámicos.
N0y = 6 (niveles de líquido en el vaporizador, separador, absorbedor,
rebolier de la columna de destilación, fase orgánica y fase acuosa en el
decantador)
N0m = 0
Por tanto, se obtiene:
14)06(20)( 00 =+−=+−= mymss NNNN $ Hay 14 grados de libertad en
régimen permanente.
5.4. ESTABLECIMIENTO DE LA GESTIÓN DE LA ENERGÍA Los procesos energéticos involucrados en este proceso son muy importantes
debido a que las reacciones son altamente exotérmicas y por el potencial de �runaway�
o el daño producido al catalizador a altas temperaturas.
Si se pudiera medir la temperatura a lo largo del reactor, se podría controlar el
perfil de temperatura o un pico de temperatura. Sin embargo, la variable que se puede
controlar es la temperatura a la salida del reactor.
La corriente efluente del reactor es enfriada en un intercambiado FEHE con el
gas recirculado como corriente fría. Serían necesarias una línea de bypass y una válvula
de control para controlar una de las temperaturas de salida del intercambiador.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 105
5.5.ESTABLECIMIENTO DE LA PRODUCCIÓN
Los procesos energéticos involucrados en este proceso son muy importantes
debido a que las reacciones son altamente exotérmicas, por el potencial de �runaway� y
el daño producido al catalizador a altas temperaturas.
Si se pudiera medir la temperatura a lo largo del reactor, se podría
controlar el perfil de temperatura o un pico de temperatura. Sin embargo, la variable que
se puede controlar es la temperatura a la salida del reactor. La temperatura del reactor
que es la variable más directa para controlar la producción, ya que las reacciones
involucradas en el proceso son altamente exotérmicas. Además es necesario controlar
dicha temperatura por daños que se pueden producir al catalizador a altas temperaturas.
Se elimina calor del reactor a través de los tubos de la carcasa que lo rodean. Por ello, la
temperatura del reactor se controla mediante el calor extraído del mismo. A su vez, la
temperatura a la entrada del reactor ha de exceder los 130 ºC para evitar
condensaciones. Para controlar dicha temperatura se empleará el calor aportado en el
Trim-Heater previo al reactor.
La alimentación del reactor contiene exceso de etileno y ácido acético, no sería
efectivo manipular las presiones parciales de dichos componentes para controlar la
producción. La presión parcial de oxígeno está limitada por cuestiones de seguridad. La
presión total está limitada por cuestiones del diseño de los equipos. Por tanto, la forma
más directa de establecer la producción es mediante el pico de temperatura alcanzado en
el reactor o la temperatura de salida de éste.
Alternativamente se podría pensar en establecer la producción mediante la
alimentación de oxígeno fresco ya que es un componente limitante. Sin embargo hay
dos problemas en esta elección: si el oxígeno no se consume completamente, debemos
preocuparnos por su acumulación en el sistema, ya que una de las restricciones de
seguridad es su composición en el gas recirculado; pero si se consumiera todo el
oxígeno también nos debemos preocupar por la concentración de oxígeno a la entrada
del reactor que también constituye otra restricción de seguridad. En cualquier caso, para
establecer la producción con el caudal de oxígeno alimentado deberíamos controlar la
composición de dicho componente con otras variables que nos permitiera operar de
forma segura.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 106
Concluimos que la forma más directa para establecer la producción es mediante
la temperatura de salida del reactor.
5.6.RESTRICCIONES
La columna de destilación azeotrópica no produce el producto acetato de
vinilo que se vende finalmente. Su función principal es recuperar y recircular el ácido
acético no reaccionado y sacar del proceso todo el acetato de vinilo y agua producidos.
De manera que se busca una baja cantidad de ácido acético en el producto de cabeza de
la columna ya que supone una pérdida de rendimiento. A su vez, el producto de cola no
debería contener nada de acetato de vinilo ya que polimeriza y puede dañar el
intercambiador de calor a las altas temperaturas en que se encuentran el fondo de la
columna y del vaporizador. De manera que hay dos objetivos de control, la composición
de acetato de vinilo en el fondo de la columna y de ácido acético en el producto de
cabeza. Tenemos una variable manipulable que es el caudal de reflujo. Se empleará el
dicho caudal para controlar la composición del producto de fondo de la columna.
La concentración de oxígeno en el gas recirculado debe ser inferior al 8% molar, de
manera que esté fuera del intervalo de explosividad con el etileno. La variable
manipulada más directa para controlar la concentración de oxígeno a la entrada del
reactor es el caudal de oxígeno fresco alimentado. Si hubiéramos decidido establecer la
producción controlando el caudal de oxígeno alimentado, necesitaríamos una alternativa
para controlar la composición de oxígeno. La única posibilidad sería emplear la
temperatura del reactor. Sin embargo, la temperatura no es la variable más directa para
controlar la concentración de oxígeno ya su efectividad depende de la incompleta
conversión del oxígeno en el reactor y de la recirculación de dicho componente. Debido
a las restricciones de seguridad, deberíamos emplear el caudal de oxígeno fresco para
controlar la composición de oxígeno a la entrada del reactor, de manera que la
producción de establecerá mediante la temperatura del reactor.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 107
5.7.ESTABLECIMIENTO DE UN CAUDAL EN CADA RECIRCULACIÓN Y CONTROL DE LAS PRESIONES Y NIVELES
Se ha de controlar la presión en el gas de recirculación. Hay 3 posibles variables
para controlar dicha presión: el caudal de purga, el caudal alimentado al sistema de
eliminación de CO2, y el caudal de etileno fresco. No podemos emplear el caudal de
oxígeno fresco ya que ha sido previamente seleccionado. Tanto el caudal de purga como
el tratado en el sistema de eliminación de CO2 son pequeños comparados con el caudal
de caudal de gas recirculado; cualquier variación en uno de ellos no tiene un efecto
importante sobre la presión en el gas recirculado. Como el etileno constituye una parte
importante del gas recirculado, la presión de esta corriente es un buen indicador de la
cantidad de etileno. De manera que decidimos emplear el caudal de alimentación de
etileno fresco para controlar la presión en la corriente de gas recirculado.
En el proceso de acetato de vinilo hay 6 niveles a controlar: vaporizador,
separador, absorbedor, fondo columna destilación y niveles de productos orgánicos y
acuosos en el decantador. La forma de controlar los niveles en el decantador es directa y
sencilla. El nivel de productos orgánicos en el decantador se controla mediante el caudal
de dicha corriente, de la misma manera el nivel de productos acuosos se controlará
manipulando el caudal de dicha corriente.
La forma más directa de controlar los niveles restantes sería empleando
las válvulas a la salida de las unidades de operación correspondientes. Sin embargo, si
hacemos lo anterior todos los caudales que constituyen la recirculación líquida del
proceso vendrán establecidos por el control de niveles, lo que llevaría a una propagación
indeseada de las perturbaciones. Deberíamos controlar el caudal en algún punto de la
recirculación líquida del proceso. El ácido acético es el principal componente de dicha
recirculación. La cantidad de ácido acético fresco alimentado y recirculado determina la
composición de dicho componente a la entrada del reactor. Una elección razonable sería
controlar el flujo total de ácido acético alimentado al vaporizador, lo cual significa que
podemos emplear el caudal de ácido acético fresco para controlar el nivel en el fondo de
la columna de destilación, ya que dicho nivel es un indicador de la cantidad de ácido
acético en el proceso. El nivel de líquido en el vaporizador se controla manipulando el
caudal de vapor alimentado al mismo, y los niveles de líquido en el separador y
absorbedor se controlan empleando las válvulas situadas a la salida de dichas unidades.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 108
En la planta de producción de Vac simulada no hay tanque de acumulación de
ácido acético, el fondo de la columna de destilación juega el papel de acumulación de
dicho componente. El nivel de líquido en el fondo de dicha columna se controlará
mediante el caudal de ácido acético alimentado al proceso ya que el principal
componente del producto de fondo de la columna es el ácido acético.
5.8.BALANCE DE COMPONENTES
El etano es un componente inerte que se introduce en el proceso con la corriente de
etileno alimentada. Solamente se puede eliminar del proceso mediante la corriente de
purga, de manera que se manipula dicha corriente para controlar la composición de
etano.
El dióxido de carbono es un subproducto indeseado que se elimina del proceso
mediante el sistema de eliminación de CO2. Mientras que la cantidad de CO2 eliminada
en dicho sistema sea de alguna manera proporcional al caudal de CO2 alimentado al
mismo, podremos emplear esta válvula para controlar la concentración de CO2. La
correlación que determina la eficiencia del sistema de eliminación es la siguiente:
)014,0(5,32)6410(1014,3995,0 226 −−−⋅−= −
COCO xFEff
(el máximo caudal que se puede alimentar al sistema es 8000 mol/min, establecido
por su capacidad)
El balance de oxígeno se realiza mediante el control de la composición de dicho
componente manipulando la alimentación de fresca de oxígeno. Se puede controlar el
balance de etileno para mantener la presión en la corriente de gas recirculado, ya que el
etileno es el componente mayoritario de dicha corriente. El balance de ácido acético se
regula manipulando el caudal de ácido acético fresco para controlar el nivel del fondo
de la columna de destilación. El balance de agua en el proceso no se realizará
controlando las composiciones de ninguna de las dos corrientes obtenidas como
productos, sino que se hará empleando el caudal de reflujo a la columna para controlar
la composición de agua en la corriente de fondo.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 109
5.9.CONTROL DE UNIDADES DE OPERACIÓN
Todavía hay variables del proceso que no han sido asignadas. Se controlará la
temperatura de entrada al separador mediante el caudal de agua de refrigeración del
intercambiador situado previo al separador. Se deberá controlar también el caudal de
disolvente recirculado al absorbedor para asegurar la recuperación de producto deseada,
como variable manipulada se empleará la válvula situada en el caudal de disolvente
recirculado. Para cumplir las especificaciones de recuperación en la corriente gaseosa
obtenida por cabeza del absorbedor se ha de controlar el caudal de ácido acético
alimentado al absorbedor, se controlará manipulando la válvula situada en la línea de
dicha corriente. A su vez se controlará la temperatura de la corriente de ácido acético
anterior, se hará manipulando el caudal de agua de refrigeración alimentada al enfriador
situado en la línea de dicha corriente. Se controlarán otras dos temperaturas, la del
disolvente recirculado al absorbedor mediante el calor extraído del cooler situado previo
a la entrada de dicha corriente en el absorbedor, y la temperatura del condensador de la
columna de destilación manipulando el calor extraído en el mismo.
5.10.OPTIMIZACIÓN ECONÓMICA. MEJORA DE LA CONTROLABILIDAD DINÁMICA Una vez establecidos los anteriores pasos, hay otros factores del proceso que
implican aspectos económicos y de controlabilidad. Según Fisher et al.(1988) los
caudales de gas recirculados deberían ser maximizados para mejorar el rendimiento del
reactor, para ello se abren completamente las válvulas situadas en la cabeza del
separador, absorbedor y vaporizador. Para minimizar la temperatura del decantador con
el fin de mejorar la recuperación de productos orgánicos, el caudal de agua de
refrigeración del condensador se establece en el máximo.
Se pueden optimizar los puntos de consigna de varios controladores basándonos
en aspectos económicos. Debemos encontrar un balance entre maximizar la producción
de acetato de vinilo y su recuperación, y minimizar la producción de dióxido de carbono
y el consumo de energía. Lo anterior implica estudiar el punto de consigna de la
temperatura de reacción, la temperatura a la entrada del reactor, composición de dióxido
de carbono y etano en la corriente de gas recirculada, composición de agua del producto

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 110
de fondo de la columna. Teniendo en cuenta la desactivación del catalizador a lo largo
del tiempo, para obtener la misma producción de acetato de vinilo se ha de elevar la
temperatura del reactor, lo que implica una mayor producción de CO2 con las
consecuentes pérdidas de rendimiento, mayores costes de materia prima y energía. Lo
anterior es estudiado y discutido en los puntos 5.10 y 5.13.
5.11.IDENTIFICACIÓN DE RESTRICCIONES ACTIVAS
En este apartado se realiza un estudio para identificar cuáles de las restricciones del
proceso son restricciones activas, es decir, aquellas cuyo punto de consigna óptimo
coincida con su valor máximo o mínimo. Para ello se ha empleado la simulación del
proceso simplificado en régimen permanente, realizando diferentes estudios. Entre las
simplificaciones del proceso realizadas para su simulación en régimen permanente
caben destacar que no se han implementado los intercambios de calor con corrientes de
recirculación y se han simplificados los procesos de absorción y destilación. En el
apéndice se puede encontrar el diagrama de flujo del proceso simplificado.
En el proceso en estudio se tiene el siguiente conjunto de restricciones:
• Concentración de O2 en la entrada del reactor ha de ser ≤ 8% molar , de manera
que esté fuera del intervalo de explosividad con el etileno
• Presión de la corriente de gas de recirculación ha de ser ≤ 140 psia
• Temperatura en el reactor no debe exceder de 200 ºC
• Temperatura de entrada al reactor ha de ser ≥ 130 ºC para evitar problemas de
condensación en el reactor
• Concentración máxima de agua en el fondo de la columna de destilación

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 111
Temperatura en el reactor
Las ecuaciones de velocidad de reacción para ambas reacciones son:
)8.61))(7.11(583.01()7.11(
)/3674exp(1036.01AWO
WAEO
pppppppTr
++++
×−=
)68.01(76.01)68.01(
)/116,10exp(109365.1 52
WO
WO
ppppTr
+++
×−×=
donde r1 tiene unidades de moles de acetato de vinilo producido/min/g catalizador y r2
tiene unidades de moles de etilenos consumidos/min/g catalizador. T es la temperatura
absoluta en Kelvin y pi es la presión parcial del componente i (O es oxígeno, E etileno,
A ácido acético y W es agua) en psia.
Empleando la simulación en régimen estacionario estudiaremos el efecto de la
temperatura del reactor sobre otras variables mediante el empleo de la herramienta de
Case Study que nos ofrece el programa.
A continuación se realiza el estudio del efecto de la temperatura del reactor
sobre el caudal de acetato de vinilo obtenido, para ello se ha realizado un case study en
el que se ha variado el caudal de bfw (bolier feeder water), es decir, el caudal de agua de
refrigeración del reactor, para conseguir diferentes temperaturas en dicho equipo.
En la siguiente gráfica se representa la temperatura alcanzada en el reactor y el
caudal de Vac obtenido en función del calor extraído del reactor:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 112
Se observa que conforme mayor es el calor extraído en el reactor la temperatura
alcanzada en éste disminuye, a la vez que disminuye el caudal de acetato de vinilo
obtenido.
En las condiciones nominales de operación la temperatura de salida del reactor
es 159 ºC. Al disminuir la temperatura el caudal de ácido acético a la salida del reactor
también disminuye, pero sin embargo se incrementa la selectividad (la segunda reacción
es más sensible a la temperatura debido a la mayor energía de activación), y por tanto
aumenta la fracción de etileno consumido en la primera reacción (producción de Vac).
A su vez, la alimentación de oxígeno y etileno frescos también disminuyen, al
igual que lo hace la alimentación de ácido acético fresco pero de manera más lenta. Los
cambios en el reactor y en el gas recirculado son rápidos debido a que se trata de una
reacción en fase gaseosa. Sin embargo, los cambios que se producen en la columna y
recirculaciones líquidas son bastante más lentos debido a los altos tiempos de residencia
de los líquidos. El caudal de ácido acético a la salida representado en la gráfica es el
caudal obtenido a la salida del reactor, no es el caudal de producto orgánico obtenido
tras el decantador, ya que los cambios en el caudal de esta última corriente son lentos
debido al decantador.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 113
Otra variable a estudiar en función de la temperatura es el caudal de ácido
acético obtenido, dicho componente es uno de los reactivos de la reacción primaria:
Se puede comprobar cómo aumenta el caudal de ácido acético a la salida del
reactor conforme disminuye la temperatura alcanzada en el mismo. Al disminuir dicha
temperatura disminuye de forma considerable la conversión de la primera reacción. Si
disminuye la conversión de la primera reacción habrá reaccionado menos ácido acético
de manera que el caudal de éste a la salida del proceso aumenta.
Respecto a la selectividad, ésta se define como los moles de VAc obtenidos
entre los moles totales de VAc y CO2 producidos:
min)/(5.0min)/(min)/(
2 molCOmolVAcmolVAcSEL+
=
Al disminuir la temperatura aumenta la selectividad ya que disminuye la
conversión la reacción secundaria y por tanto la fracción de etileno consumido en dicha
reacción.
En los cases studies anteriores se ha variado el calor extraído del reactor para
estudiar la evolución de diferentes variables. La temperatura del reactor debe exceder

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 114
los 130 ºC para evitar problemas de condensación de líquido en el reactor, pero no debe
superar los 200 ºC por problemas del catalizador y del propio equipo.
Desde el punto de vista del caudal de Vac obtenido interesa operar a la mayor
temperatura posible, sin embargo no interesa operar a la mayor temperatura posible
(200 ºC) ya que se disminuye la selectividad y, por otro lado, también aumentan los
caudales de agua de refrigeración, y otras variables que afectan a los costes del proceso,
de manera que hay que buscar el valor óptimo de la temperatura de reacción teniendo en
cuenta estos otros factores. Por lo tanto se concluye que la temperatura del reactor no es
una restricción activa sino que constituiría una variable a optimizar. Sin embargo dicha
variable no será empleada como una variable de optimización, sino que se utilizará para
establecer la producción tal como se ha justificado anteriormente.
Concentración de O2 en la entrada del reactor
La concentración de O2 en la entrada del reactor ha de ser ≤ 8% molar , de
manera que esté fuera del intervalo de explosividad con el etileno. El oxígeno interviene
como reactivo en la primera y segunda reacción, se introduce al proceso mediante una
corriente de alimentación de oxígeno fresco.
Estudiaremos cómo afecta dicha concentración a diferentes variables del
proceso. En primer lugar, se realiza un case study para obtener el caudal de Vac
obtenido en función de la concentración de oxígeno a la entrada del reactor:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 115
El eje x es el caudal molar de oxígeno fresco alimentado.
Se observa que conforme aumenta la concentración de oxígeno disminuye el
caudal de Vac obtenido, ya que se favorece más la segunda reacción que la primera:
C2H4 + CH3COOH + 1/2O2 → CH2=CHOCOCH3 + H2O (1)
C2H4 + 3O2 → 2CO2 + 2H2O (2)
Lo anterior explica el aumento de ácido acético a la salida del proceso conforme
aumenta la concentración de oxígeno:
Como se ha indicado anteriormente, la composición de oxígeno está limitada
superiormente (ha de ser ≤ 8% molar).
Con estos resultados concluimos que interesa a operar en condiciones de baja
concentración de oxígeno. En las condiciones de operación nominales del proceso,
dicha concentración se establece en un 7.5% molar.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 116
Presión de la corriente de gas de recirculación
Dicha presión está limitada superiormente en 140 psia. A continuación se
estudia el efecto de esta presión sobre diferentes variables del proceso.
En primer lugar estudiaremos de forma teórica el efecto de la presión sobre la velocidad
de ambas reacciones, la expresión de ambas velocidades es :
)8.61))(7.11(583.01()7.11(
)/3674exp(1036.01AWO
WAEO
pppppppTr
++++
×−=
)68.01(76.01)68.01(
)/116,10exp(109365.1 52
WO
WO
ppppTr
+++
×−×=
Representamos los valores que adquieren los términos de ambas velocidades que
están en función de las presiones parciales para un rango de presión total comprendido
entre 0 y 140 psia:
0
5
10
15
20
25
0 20 40 60 80 100 120 140 160
P (psia)
térm
ino
en fu
nció
n P
r1r2Poly. (r2)Poly. (r1)
Tal como se observa en la gráfica el término de r1 aumenta de forma
considerable conforme aumenta la presión total y por tanto las presiones parciales. Sin

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 117
embargo, el término de r2 en función de las presiones parciales aumenta poco, sufre una
variación prácticamente inapreciable.
La primera reacción es la que interesa que tenga una mayor extensión, de
manera que desde este punto de vista conviene operar a la mayor presión posible.
También interesa que esta presión sea elevada ya que conforme mayor sea, mayor será
el caudal molar de dicha corriente y por tanto mayor será el calor intercambiado en el
intercambiador FEHE situado tras el reactor, y por tanto menor será la cantidad de agua
de refrigeración en el cooler previo al separador.
De manera, que según los resultados anteriores conviene operar a la mayor
presión posible, por lo que la presión en la corriente de gas recirculada constituye una
restricción activa. En las condiciones nominales de operación su valor se establece en
128 psia (como margen de seguridad se establece 12 psia por debajo del límite
máximo).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 118
Temperatura de entrada del reactor
Otra de las posibles restricciones activas del proceso es la temperatura de
entrada al reactor. Para comprobar si es activa o no se estudiará su efecto sobre
diferentes variables mediante la simulación en régimen permanente. Dicha temperatura
ha de exceder los 130 ºC para evitar problemas de condensación.
En primer lugar se ha realizado un case study para estudiar el efecto de la
temperatura de entrada al reactor sobre el caudal de Vac obtenido y de ácido acético a la
salida del reactor:
Conforme aumenta la temperatura aumenta el caudal de acetato de vinilo
producido y por tanto disminuye el caudal de ácido acético a la salida del reactor ya que
reacciona una mayor cantidad de éste (aumentando por tanto el caudal de ácido acético
fresco alimentado, ya que se recircula una menor cantidad),

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 119
También resulta interesante estudiar cómo varía el caudal de purga obtenido en
función de la temperatura de entrada:
Los componentes principales de la purga son el etano introducido con la
alimentación de etano y etileno no reaccionado. Se puede comprobar que el caudal de
purga disminuye con dicha temperatura.
A continuación se estudia cómo varían el calor extraído del reactor y el calor
necesario a extraer en el cooler previo al separador de manera que la temperatura de
entrada a éste último sea de 40 ºC :

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 120
Se observa que ambos flujos energéticos aumentan con la temperatura de
entrada, lo cual es un efecto negativo ya que supone una mayor cantidad de agua de
refrigeración necesaria.
Basándonos en los resultados obtenidos la temperatura de entrada al reactor tiene
efectos contrapuestos, positivos y negativos, de manera que no se trata de una
restricción activa sino que constituye una variable a optimizar.
Concentración de agua de la corriente de fondo de columna destilación
Para estudiar el efecto de variaciones de dicha composición hay que tener en
cuenta que se trata de un lazo de control lento y tras varias horas de simulación las
condiciones todavía están cambiando. Tanto la temperatura del reactor como la
concentración de oxígeno están estrechamente controladas, pero se produce un lento
incremento de los caudales de etileno y oxígeno frescos alimentados.
En las condiciones nominales de operación el punto de consigna de esta variable
se establece en 0.09101% molar.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 121
5.12.SINTONIZACIÓN DE LOS CONTROLADORES
Una vez simulado el proceso y estudiado su comportamiento, se realiza la
sintonización de los controladores. A continuación se enumeran las diferentes válvulas
del proceso:
Válvula Inlet Outlet
VLV-100 1 1_a
VLV-101 2_a 2
VLV-102 32 6
VLV-103 Recycle Gas Shell_in
VLV-104 14 AA Recycle
VLV-105 Acid_Acetic_Feed 16
VLV-106 Ethylene_Feed 17
VLV-107 Oxygen Feed 18
VLV-108 5 Wash Acid Recycle
VLV-109 PA_Draw 19
VLV-110 7 21
VLV-111 3 23
VLV-112 Purgue C2/C2Purgue
VLV-113 22 37
VLV-114 CO2_H2O_Makeup 30
VLV-10 10 10-1
A su vez intervienen 4 válvulas más, pero no están simuladas como tales, son las
válvulas de descarga de las fase orgánica y acuosa del decantador, la válvula sobre la
línea de alimentación al sistema de eliminación de CO2, y la válvula sobre el caudal de
la corriente reflujo a la columna de destilación.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 122
En la siguiente tabla se enumeran los controladores empleados, las variables
manipuladas y controladas, y los puntos de consigna en las condiciones nominales de
operación:
Controlador Variable
Controlada Variable Manipulada SP
Gas Recycle PC
Presión
corriente shell
out
Caudal
Ethylene_Feed 874.3 kPa
Vapourizer_LC Nivel
líq.vaporizador
Flujo calor
(Vapourizer_Q) 50%
Trim Heater
TC Tª corriente 12
Corriente energía
Trim 150ºC
Oxygen_AC
Fracción molar
oxíg. Corriente
1_a
Caudal corriente 18 0.075
Ethane AC
Fracción molar
etano en
Recycle gas
Caudal corriente
purga 0
Reactor TC Tª reactor Flujo calor
extraído(Reactor_Q) 158.9ºC
Separator TC Tª entrada
separador
Flujo energético
corriente Q-100 39ºC
AA Recycle FC Caudal
corriente 4 Caudal AA Recycle 131.8kmol/h
Separator LC Nivel líq.sep Caudal corriente 32 50%
Wash Acid FC Caudal
corriente 5
Caudal corriente
wash acid 45.36kmol/k
Wash Acid TC Tª wash acid
recycle
Flujo energético
Wash Acid Coller Q 42ºC
Absorber Sump
LC Nivel líq. Caudal corriente 23 50%

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 123
Water AC
Fracción molar
H2O en
corriente
Dist.Bttm
Caudal corriente 36
(relación de reflujo) 0.091
Dist.Column
Cooler TC
Tª corriente
cabeza columna
Flujo energético Q-
107 40ºC
Absorber PA
FC
Caudal PA
Draw Caudal PA Draw 5.4e+04 kg/h
Absorber PA
TC Tª corriente 19
Flujo energético Q-
103 28ºC
Dist_Col_Reboil
er_LC
Nivel líq.
Column dest
Caudal
Acetic_Acid_Feed 50%
CO2 AC
Fracción molar
CO2 en
corriente
Recycle Gas
Caudal corriente
aliment.
Sist.elimin.CO2 (25)
0.012
Organic Phase
LC
Nivel fase
orgánica en
decantador
Caudal corriente 2_2 50%
Aqueous Phase
LC
Nivel fase
acuosa en
decantador
Caudal corriente
Aqueous Product 30%
Se han empleado controladores PID. Hysys sólo tiene incorporados
controladores clásicos PID y en caso de necesitar esquemas de control de otro tipo es
necesario incorporarlo a través de programas especialmente diseñados para ello.
En el caso de control de nivel y presión se han empleado controladores proporcionales
(τI = 0). Se han implementado las constantes de sintonización determinadas por Tyreus-
Luyben mediante la implementación de un modelo dinámico no lineal del proceso en
TMODS:
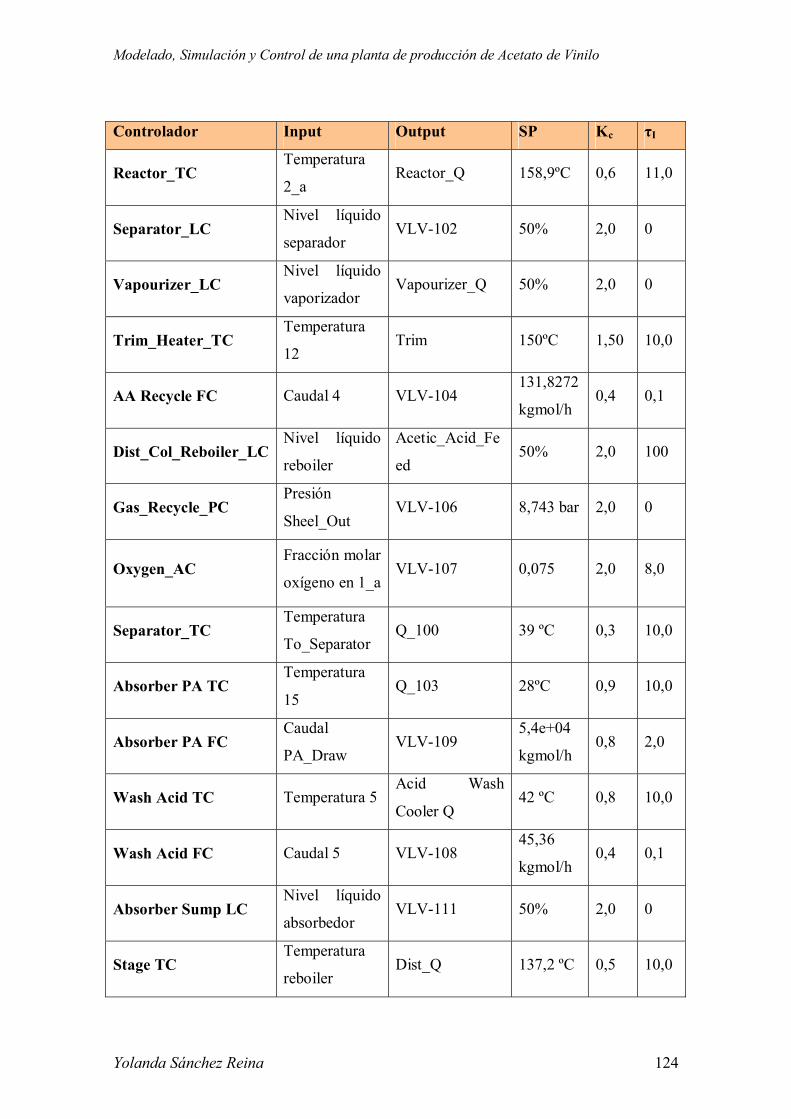
Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 124
Controlador Input Output SP Kc τI
Reactor_TC Temperatura
2_a Reactor_Q 158,9ºC 0,6 11,0
Separator_LC Nivel líquido
separador VLV-102 50% 2,0 0
Vapourizer_LC Nivel líquido
vaporizador Vapourizer_Q 50% 2,0 0
Trim_Heater_TC Temperatura
12 Trim 150ºC 1,50 10,0
AA Recycle FC Caudal 4 VLV-104 131,8272
kgmol/h 0,4 0,1
Dist_Col_Reboiler_LC Nivel líquido
reboiler
Acetic_Acid_Fe
ed 50% 2,0 100
Gas_Recycle_PC Presión
Sheel_Out VLV-106 8,743 bar 2,0 0
Oxygen_AC Fracción molar
oxígeno en 1_aVLV-107 0,075 2,0 8,0
Separator_TC Temperatura
To_Separator Q_100 39 ºC 0,3 10,0
Absorber PA TC Temperatura
15 Q_103 28ºC 0,9 10,0
Absorber PA FC Caudal
PA_Draw VLV-109
5,4e+04
kgmol/h 0,8 2,0
Wash Acid TC Temperatura 5 Acid Wash
Cooler Q 42 ºC 0,8 10,0
Wash Acid FC Caudal 5 VLV-108 45,36
kgmol/h 0,4 0,1
Absorber Sump LC Nivel líquido
absorbedor VLV-111 50% 2,0 0
Stage TC Temperatura
reboiler Dist_Q 137,2 ºC 0,5 10,0
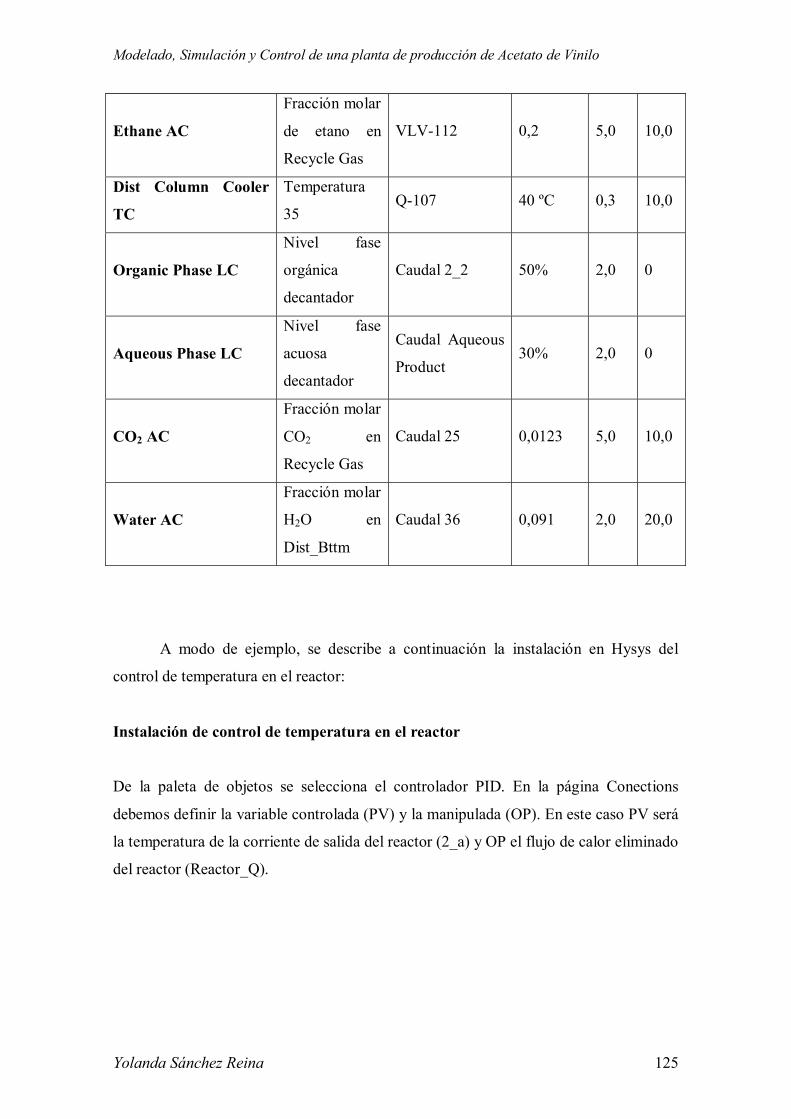
Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 125
Ethane AC
Fracción molar
de etano en
Recycle Gas
VLV-112 0,2 5,0 10,0
Dist Column Cooler
TC
Temperatura
35 Q-107 40 ºC 0,3 10,0
Organic Phase LC
Nivel fase
orgánica
decantador
Caudal 2_2 50% 2,0 0
Aqueous Phase LC
Nivel fase
acuosa
decantador
Caudal Aqueous
Product 30% 2,0 0
CO2 AC
Fracción molar
CO2 en
Recycle Gas
Caudal 25 0,0123 5,0 10,0
Water AC
Fracción molar
H2O en
Dist_Bttm
Caudal 36 0,091 2,0 20,0
A modo de ejemplo, se describe a continuación la instalación en Hysys del
control de temperatura en el reactor:
Instalación de control de temperatura en el reactor
De la paleta de objetos se selecciona el controlador PID. En la página Conections
debemos definir la variable controlada (PV) y la manipulada (OP). En este caso PV será
la temperatura de la corriente de salida del reactor (2_a) y OP el flujo de calor eliminado
del reactor (Reactor_Q).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 126
Debemos ingresar los demás parámetros necesarios para definir el controlador:
Para dimensionar la válvula de flujo calórico completamos los siguientes datos
en la página Conections de View Control Valve:
Min available: 0 kcal/h
Max Available: 1,195e+07 kcal/h

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 127
Para decidir qué valores poner para el PV MIN y PV MAX se toma como punto
de partida el valor de estado estacionario, en este caso corresponde a la actual
temperatura de operación del reactor 158,9 ºC. El objetivo se plantea como tratar de
mantener la temperatura del reactor en ese valor, luego se propone un rango de PV entre
0 y 320 ºC.
Finalmente, definido el controlador, activaremos la ventana que nos permite
modificar los parámetros del controlador denominada Face Plate. Cambiaremos el modo
del controlador a Auto.
Para la instalación de los otros controladores se repiten los pasos anteriores,
instalando un nuevo controlador PID en cada caso y definiéndolo según los valores de
la tabla anterior.
(Nota: en el caso de control de nivel y presión se han empleado controladores
proporcionales. Se han implementado las constantes de sintonización determinadas por
Tyreus-Luyben mediante la implementación de un modelo dinámico no lineal del
proceso en TMODS. )

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 128
5.13. FUNCIÓN DE COSTES. OPTIMIZACIÓN
Una posible función beneficio del proceso sería la siguiente:
Donde Forg.prod es la corriente de acetato de vinilo obtenida, Fpurga es la corriente de
purga la cual tiene valor combustible ya que su componente mayoritario es etano, V
engloba los caudales de vapor necesarios en el proceso (demanda energética) y A
engloba los caudales de agua de refrigeración, PR es el coste de recirculación y R
engloba las corrientes de recirculación del proceso. PC es el coste de compresión y
Fvap_sep la corriente que se comprime. PV y Prefrig representan los costes del vapor y agua
de refrigeración respectivamente.
Dicha función está sujeta a las siguientes restricciones:
• Concentración de O2 en la entrada del reactor ha de ser ≤ 8% molar , de manera
que esté fuera del intervalo de explosividad con el etileno
• Presión de la corriente de gas de recirculación ha de ser ≤ 140 psia
• Temperatura en el reactor no debe exceder de 200 ºC
• Temperatura de entrada al reactor ha de ser ≥ 130 ºC para evitar problemas de
condensación en el reactor
• Concentración máxima de agua en el fondo de la columna de destilación
Se realizará un estudio de la función objetivo ante variaciones de los
puntos nominales de las anteriores variables.
lim_22lim_lim__. aOOaetiletilenoaAAAAsepvapCRrefrigVpurgacbleprodorgVAc FPFPFPFPRPAPVPFPFPP ⋅−⋅−⋅−⋅−⋅−⋅−⋅−⋅+⋅=

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 129
En la siguiente tabla se recogen los costes y precios que intervienen el proceso:
Precio/coste
Ácido acético $0.596/kg
Oxígeno $0.044/kg
Etileno $0.442/kg
Acetato de vinilo $0.971/kg
Vapor 200 psia $11/1000kg
Vapor 50 psia $8.8/1000kg
Agua de refrigeración $0.02/1000 l
Agua de proceso $0.15/1000 l
Refrigeración -25ºC $0.12/h, ton
Electricidad $0.065/kwh
Respecto a los términos que componen la función objetivo, si los precios están
establecidos por el mercado, se puede actuar sobre:
# Producción de VAc
# Caudal de purga
# Caudal de materias primas
# Caudal de vapor (aporte de energía)
# Caudal de corrientes recirculadas
# Caudal de corriente Fvap_sep

Mod
elad
o, S
imul
ació
n y
Con
trol
de
una
plan
ta d
e pr
oduc
ción
de
Acet
ato
de V
inilo
Yola
nda
Sánc
hez R
eina
13
0
A c
ontin
uaci
ón se
mue
stra
n lo
s res
ulta
dos d
e la
sim
ulac
ión
en la
s con
dici
ones
nom
inal
es:

Mod
elad
o, S
imul
ació
n y
Con
trol
de
una
plan
ta d
e pr
oduc
ción
de
Acet
ato
de V
inilo
Yola
nda
Sánc
hez R
eina
13
1

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 132
En el proceso simulado, para las condiciones nominales de operación, se obtiene
una producción de Vac de 4113 kg/h, para dichas condiciones también se obtiene un
caudal de CO2 de 141 kg/h (producto de la reacción secundaria).
Empleando los resultados de la simulación y los precios antes citados se obtiene
un valor de la función objetivo de 61.86 M$/año, asumiendo una operatividad de la
planta del 90%, lo cual corresponde a una producción anual de 32426 tVac/año.
En la siguiente tabla se representan los resultados de variaciones respecto a las
condiciones nominales de operación:
Nominal Variación J (M$)
D1 Temperatura de reacción (ºC) 158,9 150 59,21
D2 Temperatura de reacción (ºC) 158,9 168 57,66
D3 Temperatura de entrada al reactor (ºC) 146,8 150 65,52
D4 Temperatura de entrada al reactor (ºC) 146,8 140 59,54
D5 Presión en el loop de gas (psia) 126,8 135 63,75
D6 Presión en el loop de gas (psia) 126,8 121,6 56,94
D7 Concentración de oxígeno a la entrada del reactor (% molar) 0,075 0,1 58,29
D8 Concentración de oxígeno a la entrada del reactor (% molar) 0,075 0,05 62,78
D9 Concentración de agua del producto de fondo de la columna 0,091 0,15 47,20
D10 Concentración de agua del producto de fondo de la columna 0,091 0,03 57,43

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 133
Los valores de la función objetivos están calculados empleando la fórmula
anteriormente descrita, empleando los resultados obtenidos de cada simulación para
cada variación de las condiciones de operación. En el siguiente gráfico se recogen los
resultados anteriores incluyendo el resultado en las condiciones nominales de operación
(valor 11):
Los mayores valores de la función objetivo se obtienen para las siguientes
condiciones:
-Mayor temperatura de entrada en el reactor (150ºC) : para dichas condiciones
se produce una mayor cantidad de Vac en el reactor que posteriormente saldrá con la
corriente de productos orgánicos, a su vez las necesidades energéticas de vapor
disminuyen aunque en el reactor se ha de emplear mayor cantidad de agua de
refrigeración. Aumenta la cantidad de ácido acético, etileno y oxígenos a alimentar. La
temperatura de entrada al reactor no puede ser mucho mayor ya que en éste no se deben
alcanzar más de 200 ºC y se trata de una reacción exotérmica. Además hay que limitar
dicha temperatura por motivos de selectividad que se ve reducida a mayores
temperaturas como se explicó páginas anteriores. Sin embargo, se ha comprobado que al
J (M$)
59,21 57,66
65,5259,54
63,75
56,9459,95
62,78
47,20
57,4361,86
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
1 2 3 4 5 6 7 8 9 10 11
1234567891011

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 134
aumentar ligeramente esta temperatura respecto a su valor nominal, la función objetivo
aumenta.
-Mayor presión en el loop de gas: al aumentar dicha presión se obtiene un
mayor caudal de Vac, las necesidades energéticas totales del proceso disminuyen y
aumentan ligeramente los caudales de materias primas frescas necesarias a alimentar.
En páginas anteriores se demostró de forma teórica mediante las ecuaciones de las
velocidades de reacción que un aumento de presión tenía un efecto positivo, sin
embargo dicha presión está limitada en 140 psia.
-Menor concentración de oxígeno a la entrada del reactor: se obtiene que al
disminuir dicha concentración aumenta el caudal de productos orgánicos obtenidos en el
proceso ( en páginas anteriores se representó la variación del caudal de Vac y de ácido
acético sin reaccionar frente a la dicha concentración de oxígeno ), disminuyen las
necesidades energéticas y aumentan ligeramente los caudales de materia prima.
Entre otros resultados a destacar es notorio el descenso del valor de la función
objetivo al aumentar la concentración en agua del producto de fondo de la columna de
destilación, ya que para dichas condiciones aumentan las necesidades energéticas y, a su
vez, se obtiene un menor caudal de Vac a la salida del proceso. En las condiciones
nominales de operación el punto de consigna de dicha concentración se establece en
0,09191 (fracción molar).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 135
6.COMPORTAMIENTO DEL PROCESO FRENTE A PERTURBACIONES
Se ha implementado el modelo dinámico del proceso en Hysys. Empleando
dicho modelo se ha probado la estrategia de control y demostrado que proporciona un
control efectivo del proceso de producción de acetato de vinilo.
A continuación se presentan los resultados de las simulaciones ante diferentes
perturbaciones. Lo más importante es que la estrategia de control desarrollada con
nuestro diseño del proceso es efectiva y mantiene el sistema en las condiciones de
operación deseadas.
Introducimos al sistema una perturbación en la composición de etano de la
corriente de etileno alimentada. Variamos la fracción molar de etano desde 0.005 hasta
0.015. En la siguiente gráfica se representa la variación del caudal de Vac obtenido tras
el reactor(---), la extensión de la reacción principal(---) y la concentración de etano (---):
Se puede comprobar que tras incrementar la concentración de etano en la
corriente de etileno alimentada, la extensión de la reacción principal (azul)disminuye
suavemente ya que se aumenta el caudal de etano alimentado pero a su vez se
disminuye el caudal de etileno puro alimentado al proceso, que es uno de los reactivos
de la reacción. El caudal de acetato de vinilo obtenido tras la reacción sufre

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 136
considerables variaciones y tras 4 horas de simulación su valor se sitúa ligeramente por
debajo del valor que tenía antes de introducir la perturbación.
En la siguiente gráfica se puede ver la evolución de la extensión de la reacción
principal y de la composición de etano en la corriente de gas recirculado tras introducir
la perturbación anterior:
Se han representado 3 gráficas conjuntas para poder abarcar el intervalo de
tiempo necesario hasta que las variables representadas se estabilizaran. Se observa cómo
disminuye la extensión de la reacción (---) hasta un 0.012. Por otro lado, aumenta la
fracción molar de etano en la corriente de Recycle Gas (---), hasta situarse en 0.2 (SP
del controlador Ethane_AC).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 137
A continuación introduciremos una perturbación en el caudal de la corriente
CO2_H2O alimentada al proceso (---). Variaremos su caudal desde 7.2 hasta 9 kgmol/h.
Los resultados obtenidos sobre la extensión de la reacción principal (---) y el caudal de
Vac obtenido a la salida del reactor (---) se recogen en la siguiente gráfica:
Se observa cómo tras aumentar el caudal de la corriente de CO2_H2O, tanto la
extensión de la reacción primaria como el caudal de Vac sufren una ligera disminución.
Tras pocos minutos de simulación se recuperan los valores iniciales.
La siguiente perturbación que introducimos es una disminución de la potencia
del compresor (---) de 50 kW, la respuesta de la presión de la corriente de salida del
compresor (---)y el caudal de dicha corriente (---) es la siguiente:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 138
Tras introducir la disminución en la potencia del compresor se obtiene un
considerable descenso del caudal de la corriente de salida del mismo (desde 995.6 hasta
918.4 kgmol/h), sin embargo la presión de dicha corriente se mantiene constante ya que
el compresor opera a un salto de presión constante. Al disminuir la potencia,
permaneciendo el incremento de presión constante, disminuye el caudal de producto
comprimido.
En la siguiente gráfica se representa la respuesta del caudal Organic Product ante
la perturbación anterior:
Se puede observar que tras introducir un escalón en la potencia del compresor el
caudal de productos orgánicos (corriente rica en Vac) sufre oscilaciones, tras más de 4
horas de simulación dicho caudal se estabilliza en 50.61 kgmol/h (ligeramente inferior a
las condiciones previas a la perturbación).

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 139
7.CONCLUSIONES
En el trabajo realizado se han cumplido de forma satisfactoria los objetivos
iniciales propuestos que eran los siguientes:
• Modelado teórico del proceso, incluyendo hipótesis simplificadoras
• Implementación del proceso en un simulador comercial (Hysys)
• Diseño de la estrategia de control del proceso
• Análisis de controlabilidad con control regulatorio implementado
• Estudio del comportamiento de la planta frente a perturbaciones
Se ha realizado un modelo teórico del proceso de obtención de acetato de vinilo, que
puede ser empleado en la simulación de dicho proceso en MATLAB. En el presente
trabajo se ha optado por la simulación en Hysys debido a la complejidad del proceso
completo para su rigurosa modelización lo que conlleva a problemas de implementación
y convergencia. Sin embargo, dicha la modelización teórica del proceso realizada puede
ser empleada para un posterior trabajo de simulación del proceso en MATLAB. Por otro
lado, Hysys presentaba un reto importante en cuanto a su aprendizaje, que ha merecido
la pena ya que se han obtenido unos resultados satisfactorios.
Respecto al diseño de la estrategia de control se han estudiado dos posibles
metodologías diferentes: Skogestad y Luyben-Tyreus. Por las razones explicadas en este
trabajo se ha optado por la segunda opción, desarrollando una estrategia de control
posteriormente implementada en Hysys, con una elevada efectividad en el control
regulatorio del proceso y buen comportamiento del sistema ante perturbaciones y
cambios en las condiciones de operación.
A su vez, también se ha analizado el proceso desde un punto de vista económico, se
ha propuesto una función objetivo (J) la cual se ha evaluado ante variaciones de
diferentes variables del proceso.
Por último señalar que el presente proyecto queda abierto a futuros trabajos
como pueden ser la implementación del proceso en MATLAB (se ha realizado la

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 140
modelización teórica y rigurosa que puede servir para ello) y el desarrollo de la
estrategia de control empleado la metodología de Skogestad (en capítulos anteriores se
ha esbozado dicha metodología). Por último se podrían comparar los resultados
obtenidos por estos diferentes caminos y evaluar cuál es el más adecuado o satisfactorio
para el proceso en estudio.
Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 141
8. REFERENCIAS
(1) Luyben, M.; Tyreus, B. An Industrial Desing/Control Study for the Vynil Acetate
Monomer Process. Computers. Chem. Engng. 1998.
(2) Reyes, F.; Luyben, W. Extensions of the Simultaneous Designof Gas-Phase
Adiabatic Tubular Reactor Systems with Gas Recycle. Ind. Eng. Chem. Res.,
2001.
(3) Luyben, W.; Tyreus, B.; Luyben, M. Plantwide Process Control ; Mc Graw
Hill : New York, Chap.11, 1999.
(4) Rong Chen; Kedar Dave; Thomas Mc Avoy. A Nonlinear Dynamic Model of a
Vynil Acetate Process. Department of Chemical Engineering for Systems
Research.
(5) Warren D.Seider; J.D. Seader; Daniel R.Lewin. Process Desing Principles.
Synthesis, Analysis and Evaluation.
(6) Downs, J.J. and Vogel, E.F. A Plant-Wide Industrial Process Control Problem.
Computers in Chemical Engineering 17, 245-255.
(7) Luyben, M.L., Tyreus, B.D., and Luyben, W.L. Plantwide Control Design
Procedure. AIChe J. 43, 3161-3174.
(8) Neurock, M., Provine, W.D., Dixon, D.A., Coulston, G.W., Lerou, J.J. and van
Santen, R.A. First Principle Analysis of the Catalytic Reaction Pathways in the
Synthesisof Vinyl Acetate. Chemical Engineering Science 51, 1691-1699.
(9) Ergun, S. Fluid Flow Trough Packed Columns. Chem. Eng. Prog., 1952, 48, 89.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 142
(10) Gebhart, B. Heat Transfer, 2nd Ed.; McGraw-Hill: New York, 1971.
(11) Pedro Ollero de Castro; Eduardo Fernández Camacho. Control e
Instrumentación de Procesos Químicos.
(12) Jones, W. ; Wilson, J. An Introduction to Process Flexibility.1. Heat
Exchange. Chem. Eng. Education, 1997, 31, 172.
(13) Biegler, L. ; Grossmann, I.; Westerberg, A. Systematic Methods of Chemical
Process Design; Prentice Hall: New York 1997.
(14) Guthrie, K.M. Capital Cost Estimating. Chem. Eng., 76, 114-142. 1969.
(15) Samanos, B., Boutry, P., and Montarnal, R. The Mechanism of Vinyl Acetate
Formation by Gas-Phase Catalytic Ethylene Acetoxidation. J. Catal, 23, 19-30.
1971

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 143
APÉNDICE APÉNDICE 1. TABLA RESULTADOS DEL PROCESO
En las condiciones nominales de operación, los caudales y composiciones de
dichas alimentaciones y de las corrientes de producto obtenidas son las siguientes:
Etileno Ácido
Acético Oxígeno
Producto
Orgánico
Producto
Acuoso
Caudal
(kgmol/h) 53.28 48.32 24.76 49.91 55.09
C2H4
(%molar) 95 0 0 0.58 0
C2H6 5 0 0 0.15 0
O2 0 0 1 0 0
CH3COOH 0 1 0 0.16 0.14
CO2 0 0 0 0.03
Vac 0 0 0 94.36 0.43
H2O 0 0 0 4.72 99.43

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 144
APÉNDICE 2. PROPIEDADES DEL ACETATO DE VINILO
El acetato de vinilo (CH3CO2CH=CH2) es un líquido inflamable incoloro cuyas
propiedades físicas se resumen en la siguiente tabla:
Pto ebullición 72.8 ºC
Densidad (20ºC) 0.932 g/ml
Pto fusión -93.2 ºC
Viscosidad 0.43 mPa·s
Presión de vapor 12 kPa (20ºC) , 42.6 kPa (50ºC)
Tª ignición 385 ºC
Límites de inflamabilidad
inferior/superior en aire
2.3/13.4 v/v
Calor específico 1926 KJ/Kg
Calor latente 379.3 KJ/Kg (72.7ºC)
Calor de combustión 2082.0 KJ/mol
Calor de polimerización 1035.8 KJ/Kg
Solubilidad del agua en VAc 0.9 % (20ºC)
Solubilidad de VAc en agua 2.3 % (20ºC)
Azeótropo con agua Pto.eb. 66ºC/100KPa , 7.3% agua
Dentro de las propiedades químicas la más aprovechada es la capacidad de
polimerización.

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 145
APÉNDICE 3. ANÁLISIS TERMODINÁMICO Y CINÉTICO DE LAS REACCIONES PRINCIPALES EN LA RUTA MÁS EMPLEADA
Se trata de calcular la entalpía de la reacción a 25 ºC que tiene lugar, es decir :
OHCHCHCOCHOHCOCHCHCH 222322322 2/1 +=→++=
así como su constante de equilibrio a la misma temperatura. Para ello, los datos
considerados serán:
-Entalpía normal de formación del etileno en fase gaseosa:
molkJHCH f /47,52)( 420 =∆
-Energía libre de Gibbs normal de formación del etileno en fase gaseosa:
KmolJOS f ⋅= /32,219)( 20
-Entalpía normal de formación del ácido acético líquido:
molkJCOOHCHH f /3,484)( 30 −=∆
-Energía libre de Gibas normal de formación del ácido acético líquido:
molkJCOOHCHG f /390)( 30 −=∆
-Entalpía normal de formación del agua líquida : molkJOHH f /8,285)( 20 −=∆
-Entropía normal de formación del agua líquida: molJOHS f /70)( 20 =
-Entalpía normal de formación del acetato de vinilo líquido :
molkJCHCOOHCHCHH f /03,349)( 2230 −==∆
-Energía libre de Gibas normal de formación del acetato de vinilo líquido:
molkJCHCOOHCHCHG f /14,226)( 2230 −==∆
Con lo anterior se puede calcular:
Entalpía de la reacción a 25ºC:
molkJH R /203)47,520213,484()8,25803,349(0 −=+⋅+−−−−=∆
Energía libre de la reacción a 25ºC:

Modelado, Simulación y Control de una planta de producción de Acetato de Vinilo
Yolanda Sánchez Reina 146
molkJOGOHGG ffR /203)1,68)(390())(14,226( 20
200 −=+∆+−−∆+−=∆
Ahora bien:
molkJOHSTOHHOHG fff /66,27907,02988,258)()()( 20
20
20 −=⋅−−=⋅−∆=∆
molkJOSTOHOG fff /14,6521932,02980)()()( 20
20
20 −=⋅−=⋅−∆=∆
Luego : molkJGR /76,118)1,6814,65390()66,27914,226(0 −=+−−−−−=∆
Constante de equilibrio de la reacción a 25ºC:
2030
0 1057,6298314,8
1076,118expexpln ⋅=
⋅
⋅−=
∆−=⇒−=∆
RTG
KKRTG RR
Se comprueba que se trata de una reacción muy desplazada hacia la derecha,
prácticamente irreversible.
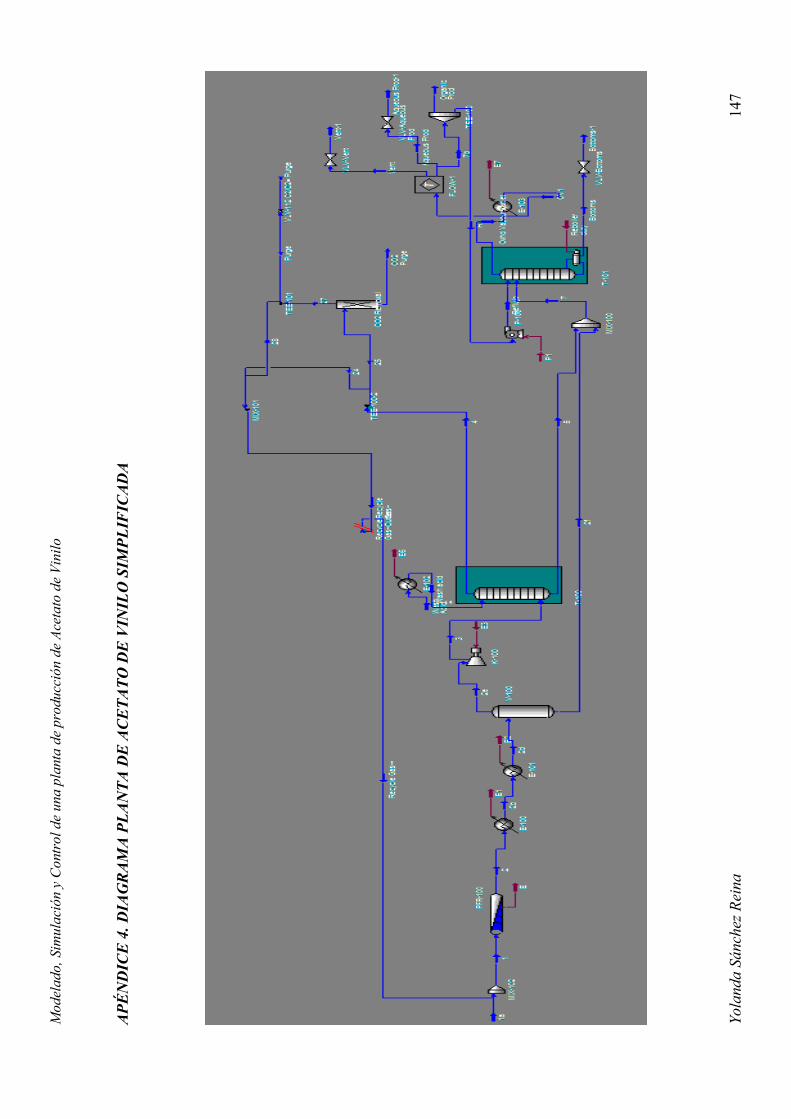
Mod
elad
o, S
imul
ació
n y
Con
trol
de
una
plan
ta d
e pr
oduc
ción
de
Acet
ato
de V
inilo
Yola
nda
Sánc
hez R
eina
14
7
APÉ
ND
ICE
4. D
IAG
RA
MA
PLA
NTA
DE
AC
ETA
TO D
E V
INIL
O S
IMPL
IFIC
AD
A