







Idiomas
Páginas
Jurídico


Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
CONTROL DE VARIABLES FUNDAMENTALES EN PERIODOS DE PUESTA EN MARCHA DE PLANTAS DE PROCESO
Autor: Luis Wilson Arzapalo Imbertis Consultor Metalúrgico
Resumen
El tema refiere a las acciones que llevara a cabo el equipo de operaciones, una vez terminado
el “Comisionamiento” donde la Planta ha alcanzado el estado “Listo para Arrancar”.
En el periodo de puesta en marcha de una planta de proceso, se encuentra una serie de
dificultades de índole operativo; saltan a luz las propiedades físicas y químicas del mineral no
detectados durante las investigaciones metalúrgicas previas, se hacen presente los defectos de
diseño de los equipos los cuales a su vez pueden estar sub o sobredimensionados y otras
manifestaciones no esperadas. En tal virtud el conocimiento de los metalurgistas
experimentados en este tema, las continuas prácticas de liderazgo participativo y la capacidad
de decisión, deben hacer que los motores y equipos reciban la alimentación planeada y
entreguen el producto esperado para garantizar el equilibrio del sistema.
En el presente trabajo se analizan:
La variación de la gravedad específica del mineral y su influencia en el cambio del porcentaje
de sólidos en peso dentro de los molinos.
La hidráulica de solidos suspendidos en agua en las que tiene vital importancia la velocidad de
transporte y su relación con la velocidad crítica de la pulpa los cuales van cambiando desde el
arranque y durante los sucesivos incrementos de capacidad de la planta hasta alcanzar el
objetivo. Esta situación se genera debido a que los diámetros de las tuberías han sido
dimensionados para la capacidad programada, pero los primeros meses de operación y a bajos
tonelajes de tratamiento aún, existe el peligro de embancamiento de las líneas por transporte a
velocidades inferiores a la velocidad crítica de la pulpa.
La cantidad de ciclones necesarios para cada etapa durante el incremento paulatino de
capacidad de la planta.
El control del consumo global del agua por turnos para estandarizar los resultados, evitar la
creación de excesiva carga circulante y por tanto desequilibrios.
La necesidad de verificar los diámetros de los agujeros de cajones de paso, cajones
distribuidores y sistemas de descarga de los bancos de celdas porque tienen gran repercusión
en la capacidad de planta.
La identificación de las restricciones o cuellos de botella en la planta, mediante el registro
ordenando de amperajes de operación de todos los equipos en operación y reportes de
sobrecalentamientos y rebalses, los que sirven de sustento técnico e ingenieril para la toma de
decisiones ya sea para mejorar el control de los equipos, para potenciarlos o para ser
reemplazados por baja eficiencia o capacidad con el fin de alcanzar la capacidad buscada.
Se comenta que resulta riesgoso depender sólo del manejo de software, de automatización y
control de operaciones desde una sala de control, porque los desequilibrios se solucionan,
observando los problemas y tomando datos en campo que deben coincidir con lo reportado por
los equipos que integran la automatización (lazos de control); una falsa información retrasa la
estandarización del proceso.
Se recomienda la elección de puntos de muestreo específicos con accesos adecuados para
evitar accidentes y lograr muestras representativas para la estandarización de las operaciones;
éstos son independientes a los de muestreo para los balances metalúrgicos diarios y permiten,
conseguir informaciones físicas para la toma de decisiones durante el proceso.
TT-019

Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
Finamente se comenta que el periodo de puesta en marcha no puede durar demasiado tiempo,
debe terminar pronto para iniciar la depreciación de los equipos y empezar a pagar la inversión.
Los registros históricos de las variables mencionadas, constituirán el soporte técnico para
demostrar cuando se empezó y cuando termina el periodo de puesta en marcha.
VARIACION DE LA GRAVEDAD ESPECÍFICA DEL MINERAL.
Densidad del Planeta Tierra. La densidad del Planeta Tierra calculado en base a la constante de gravitación es = 5.52 ton/m3. Actualmente, el hombre tiene acceso sólo a la estructura externa, de la CORTEZA TERRESTRE, cuya densidad promedio es 2.90 ton / m3. Los muestreos INSITU de minerales de acuerdo al plan de minado permiten el conocimiento de las Gravedades específicas de los lotes a extraer, los que se deducen creando ecuaciones a partir de las técnicas de regresión y correlación. Entonces con el volumen programado se puede conocer el tonelaje del mineral a romper y la Gravedad específica del blending, puede ser utilizado como un dato para controlar el % de sólidos en peso del mineral durante la molienda en cada turno. Correlación experimental vs. Regresión Figura1
DENSIDAD_CHUPA
2.0
2.5
3.0
3.5
4.0
4.5
5.0
2.0 2.5 3.0 3.5 4.0 4.5 5.0
DENS_M
DE
NS
_E
A Densidad = 2.50 + 0.028*(%Pb)+0.020*(%Zn)+0.036*(%Fe)+0.061*(%Cu)
Densidad = 3.43
Vol. (m3) 38,300
B Densidad = 2.474 + 0.019 * (%Zn) + 0.027 * (%Fe) %Zn 13.11
Densidad = 3.21 %Pb 0.03
%Cu 0.15
C Densidad = 2.66 + 0.020 * (%Zn) + 0.024 * (%Fe) %Fe 18.15
Densidad = 3.36 Ton 131,200
CALCULO DE DENSIDADES DE MINERALES, INSITU
La gravedad específica del Blending de mineral alimentado a la Planta, sufre constantes
variaciones debido a que los minerales provienen de diferentes labores de acuerdo al Plan de

Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
extracción y minado, que busca fundamentalmente entregar leyes de los valores metálicos de
interés generalmente homogéneos.
Pero la entrega de leyes casi uniformes de los valores de interés, no garantiza que la gravedad específica del mineral que se procesa sea generalmente constante. El objetivo es entonces que la automatización de la molienda con el apoyo de los densímetros nucleares y la adición de agua por retroalimentación sea para lograr porcentajes de sólidos en peso casi constantes y así evitar: Molienda gruesa debido a la mayor evacuación de pulpa o Sobrecarga del molino por aumento de la viscosidad de la misma. Dos escenarios en el control de la molienda. Tabla 1
TMSPH 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442
Gs 2.84 2.85 2.860 2.87 2.88 2.890 2.90 2.91 2.920 2.93 2.94 2.950 2.96 2.97 2.980 2.99 3.00
Dp 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847 1.847
%Sp 70.8 70.7 70.5 70.4 70.3 70.1 70.0 69.9 69.7 69.6 69.5 69.4 69.3 69.1 69.0 68.9 68.8
68.5
69.0
69.5
70.0
70.5
71.0
2.80 2.85 2.90 2.95 3.00 3.05
%Sp
Gs Mineral
Variaciòn de %Sp al cambiar la Gs del mineral
TMSPH 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442 2,442
Gs 2.84 2.85 2.860 2.87 2.88 2.890 2.90 2.91 2.920 2.93 2.94 2.950 2.96 2.97 2.980 2.99 3.00
Dp 1.830 1.833 1.836 1.839 1.841 1.844 1.847 1.850 1.853 1.856 1.858 1.861 1.864 1.867 1.870 1.872 1.875
%Sp 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0 70.0
Rp (L/S) 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429 0.429
Repercusiones. Al incrementar la Gs del mineral, disminuye el %Sp, fluye más la pulpa, se descarga rápidamente el molino, baja la presión en los asientos y se incrementa el sonido por contacto metal-metal ocasionando deterioro del equipo. Al descender la Gs, aumenta el %Sp, la pulpa se hace más viscosa y fluye más lento aumentando así el tiempo de retención. Se sobrecarga el molino y sube la presión en los asientos. Por tanto, EL CONTROL DEBE ESTAR CENTRADO EN EL VALOR DE LA GRAVEDAD ESPECÍFICA Y SU REPERCUCIÓN EN % DE SOLIDOS EN PESO. Relación en peso líquido / sólido Rp (L/S). Para hacer factible la adecuada aplicación de relación:
Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
Se tiene que internalizar en el personal que la gravedad específica del mineral de blending, no es constante a través del tiempo. Formar una base de datos con: Los ensayes químicos de cada muestra representativa de labores mineras y sus gravedades específicas calculadas por el método del picnómetro. Elaborar ecuaciones deducidas a partir de las técnicas de regresión y correlación.
- Antes de cada guardia alimentar a las ecuaciones, los ensayes químicos del mineral o blending mineral para obtener como respuesta la Gravedad específica o
- Muestrear con 01 guardia de anticipación el mineral a procesar y calcular su gravedad especifica.
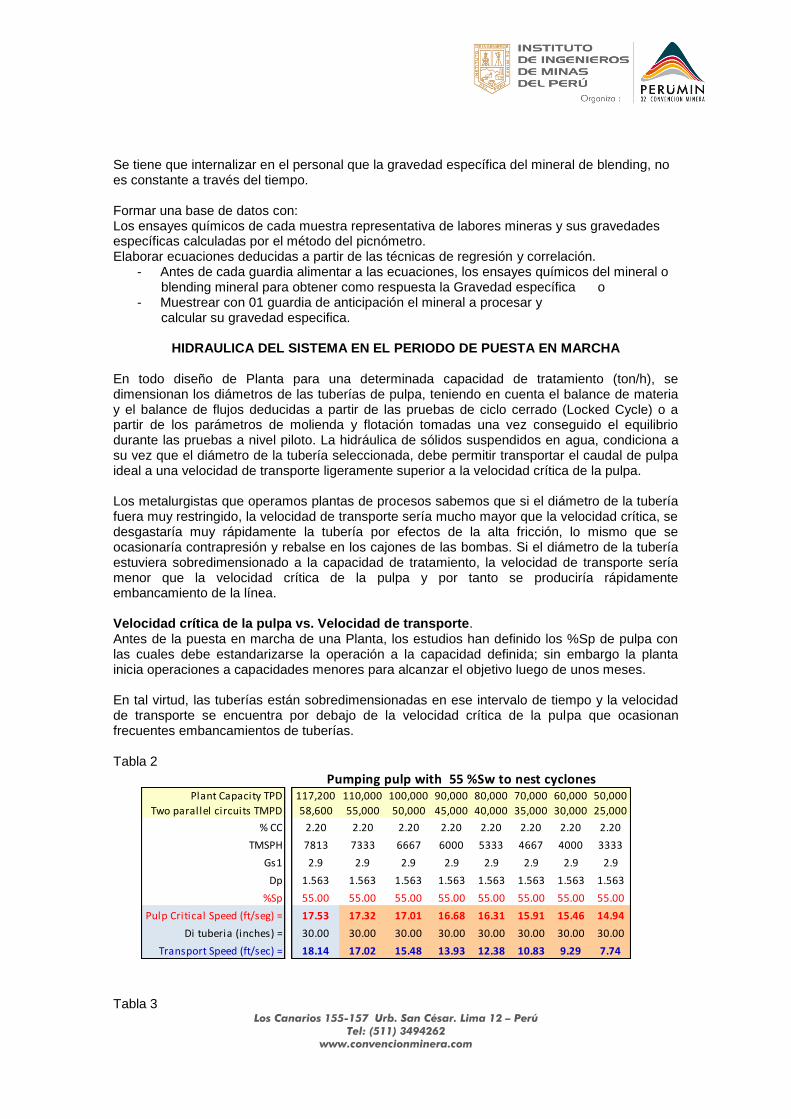
HIDRAULICA DEL SISTEMA EN EL PERIODO DE PUESTA EN MARCHA En todo diseño de Planta para una determinada capacidad de tratamiento (ton/h), se dimensionan los diámetros de las tuberías de pulpa, teniendo en cuenta el balance de materia y el balance de flujos deducidas a partir de las pruebas de ciclo cerrado (Locked Cycle) o a partir de los parámetros de molienda y flotación tomadas una vez conseguido el equilibrio durante las pruebas a nivel piloto. La hidráulica de sólidos suspendidos en agua, condiciona a su vez que el diámetro de la tubería seleccionada, debe permitir transportar el caudal de pulpa ideal a una velocidad de transporte ligeramente superior a la velocidad crítica de la pulpa. Los metalurgistas que operamos plantas de procesos sabemos que si el diámetro de la tubería fuera muy restringido, la velocidad de transporte sería mucho mayor que la velocidad crítica, se desgastaría muy rápidamente la tubería por efectos de la alta fricción, lo mismo que se ocasionaría contrapresión y rebalse en los cajones de las bombas. Si el diámetro de la tubería estuviera sobredimensionado a la capacidad de tratamiento, la velocidad de transporte sería menor que la velocidad crítica de la pulpa y por tanto se produciría rápidamente embancamiento de la línea. Velocidad crítica de la pulpa vs. Velocidad de transporte. Antes de la puesta en marcha de una Planta, los estudios han definido los %Sp de pulpa con las cuales debe estandarizarse la operación a la capacidad definida; sin embargo la planta inicia operaciones a capacidades menores para alcanzar el objetivo luego de unos meses. En tal virtud, las tuberías están sobredimensionadas en ese intervalo de tiempo y la velocidad de transporte se encuentra por debajo de la velocidad crítica de la pulpa que ocasionan frecuentes embancamientos de tuberías. Tabla 2
Plant Capacity TPD 117,200 110,000 100,000 90,000 80,000 70,000 60,000 50,000
Two parallel circuits TMPD 58,600 55,000 50,000 45,000 40,000 35,000 30,000 25,000
% CC 2.20 2.20 2.20 2.20 2.20 2.20 2.20 2.20
TMSPH 7813 7333 6667 6000 5333 4667 4000 3333
Gs1 2.9 2.9 2.9 2.9 2.9 2.9 2.9 2.9
Dp 1.563 1.563 1.563 1.563 1.563 1.563 1.563 1.563
%Sp 55.00 55.00 55.00 55.00 55.00 55.00 55.00 55.00
Pulp Critical Speed (ft/seg) = 17.53 17.32 17.01 16.68 16.31 15.91 15.46 14.94
Di tuberia (inches) = 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00
Transport Speed (ft/sec) = 18.14 17.02 15.48 13.93 12.38 10.83 9.29 7.74
Pumping pulp with 55 %Sw to nest cyclones
Tabla 3

Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
Plant Capacity TPD 117,200 110,000 100,000 90,000 80,000 70,000 60,000 50,000
Two parallel circuits TMPD 58,600 55,000 50,000 45,000 40,000 35,000 30,000 25,000
% CC 2.20 2.20 2.20 2.20 2.20 2.20 2.20 2.20
TMSPH 7813 7333 6667 6000 5333 4667 4000 3333
Gs1 2.9 2.9 2.9 2.9 2.9 2.9 2.9 2.9
Dp 1.517 1.517 1.517 1.517 1.517 1.517 1.517 1.517
%Sp 52.00 52.00 52.00 52.00 52.00 52.00 52.00 52.00
Pulp Critical Speed (ft/seg) = 17.54 17.34 17.03 16.70 16.33 15.93 15.47 14.95
Di tuberia (inches) = 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00
Transport Speed (ft/sec) = 19.77 18.56 16.87 15.19 13.50 11.81 10.12 8.44
Pumping pulp with 52 %Sw to nest cyclones
La inacción de la supervisión por falta de conocimiento o la falta de un programa gradual de incremento de la capacidad de planta, hace que los operadores tomen decisiones propias para evitar embancamientos que si bien lo logran al diluir en exceso la pulpa, atentan contra el equilibrio del sistema ocasionando gran cantidad de carga circulante. Tabla 4
Plant Capacity TPD 117,200 110,000 100,000 90,000 80,000 70,000 60,000 50,000
Two parallel circuits TMPD 58,600 55,000 50,000 45,000 40,000 35,000 30,000 25,000
% CC 2.20 2.20 2.20 2.20 2.20 2.20 2.20 2.20
TMSPH 7813 7333 6667 6000 5333 4667 4000 3333
Gs1 2.9 2.9 2.9 2.9 2.9 2.9 2.9 2.9
Dp 1.473 1.473 1.473 1.473 1.473 1.473 1.473 1.473
%Sp 49.00 49.00 49.00 49.00 49.00 49.00 49.00 49.00
Pulp Critical Speed (ft/seg) = 17.55 17.34 17.03 16.70 16.34 15.93 15.48 14.96
Di tuberia (inches) = 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00
Transport Speed (ft/sec) = 21.61 20.28 18.44 16.60 14.75 12.91 11.06 9.22
Pumping pulp with 49 %Sw to nest cyclones
Tabla 5
Plant Capacity TPD 117,200 110,000 100,000 90,000 80,000 70,000 60,000 50,000
Two parallel circuits TMPD 58,600 55,000 50,000 45,000 40,000 35,000 30,000 25,000
% CC 2.20 2.20 2.20 2.20 2.20 2.20 2.20 2.20
TMSPH 7813 7333 6667 6000 5333 4667 4000 3333
Gs1 2.9 2.9 2.9 2.9 2.9 2.9 2.9 2.9
Dp 1.287 1.287 1.287 1.287 1.287 1.287 1.287 1.287
%Sp 34.00 34.00 34.00 34.00 34.00 34.00 34.00 34.00
Pulp Critical Speed (ft/seg) = 17.30 17.09 16.79 16.46 16.10 15.70 15.26 14.74
Di tuberia (inches) = 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00
Transport Speed (ft/sec) = 35.65 33.46 30.42 27.38 24.34 21.29 18.25 15.21
Pumping pulp with 34 %Sw to nest cyclones
Programa gradual de control “de incremento de capacidad de molienda. El presente cuadro muestra un programa gradual de control “de incremento de capacidad de molienda”, el %Sp tiene un valor diferente para cada capacidad de acuerdo al tonelaje de tratamiento. Se logra trabajar a velocidades de transporte de pulpa ligeramente superiores a la velocidad crítica con el que se alcanzará rápidamente el equilibrio del sistema. Tabla 6

Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
Grinding Circuit Pumping pulp with graded %Sw to nest cyclones
Plant Capacity TMPD 117,200 110,000 100,000 90,000 80,000 70,000 60,000 50,000
Two parallel circuits TMPD 58,600 55,000 50,000 45,000 40,000 35,000 30,000 25,000
TMPH 2,442 2,292 2,083 1,875 1,667 1,458 1,250 1,042
% CC 2.20 2.20 2.20 2.20 2.20 2.20 2.20 2.20
TMPH 7813 7333 6667 6000 5333 4667 4000 3333
Gs1 2.90 2.90 2.90 2.90 2.90 2.90 2.90 2.90
Dp 1.563 1.517 1.473 1.431 1.392 1.355 1.320 1.287
%Sp 55.00 52.00 49.00 46.00 43.00 40.00 37.00 34.00
%Sv 29.65 27.20 24.89 22.70 20.64 18.69 16.84 15.08
%Lv 70.35 72.80 75.11 77.30 79.36 81.31 83.16 84.92
Pulp Critical Speed (ft/seg) = 17.53 17.34 17.03 16.69 16.30 15.86 15.34 14.74
Di tuberia (inches) = 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00
Transport Speed (ft/sec) = 18.14 18.56 18.44 18.19 17.78 17.18 16.35 15.21 El método de control de los circuitos de flotación debe ser el mismo. “usando un programa gradual de Control de incremento de capacidad en el circuito de flotación”. Tabla 7
Cu-Mo flotation circuit Pumping pulp with graded %Sw to cells
Plant Capacity TMPD 117,200 110,000 100,000 90,000 80,000 70,000 60,000 50,000
Two parallel circuits TMPD 58,600 55,000 50,000 45,000 40,000 35,000 30,000 25,000
TMPH 2442 2292 2083 1875 1667 1458 1250 1042
Gs1 2.90 2.90 2.90 2.90 2.90 2.90 2.90 2.90
Dp 1.309 1.298 1.287 1.282 1.257 1.231 1.204 1.177
%Sp 36.00 35.00 34.00 33.55 31.17 28.64 25.90 22.95
%Sv 16.25 15.66 15.08 14.83 13.51 12.16 10.75 9.31
%Lv 83.75 84.34 84.92 85.17 86.49 87.84 89.25 90.69
Pulp Critical Speed (ft/seg) = 13.96 13.77 13.50 13.22 12.85 12.43 11.93 11.33
Pipe Diameter (inches) = 24.00 24.00 24.00 24.00 24.00 24.00 24.00 24.00
Transport Speed (ft/sec) = 16.16 15.74 14.85 13.60 13.27 24.00 12.50 12.03 Sin embargo, nada es de maravilla porque por cada incremento de capacidad saltarán a luz los defectos de diseño y será necesario ubicar las restricciones del sistema para corregirlos, potenciarlos y en casos excepcionales reemplazar los equipos por baja eficiencia o por estar sub-dimensionados.
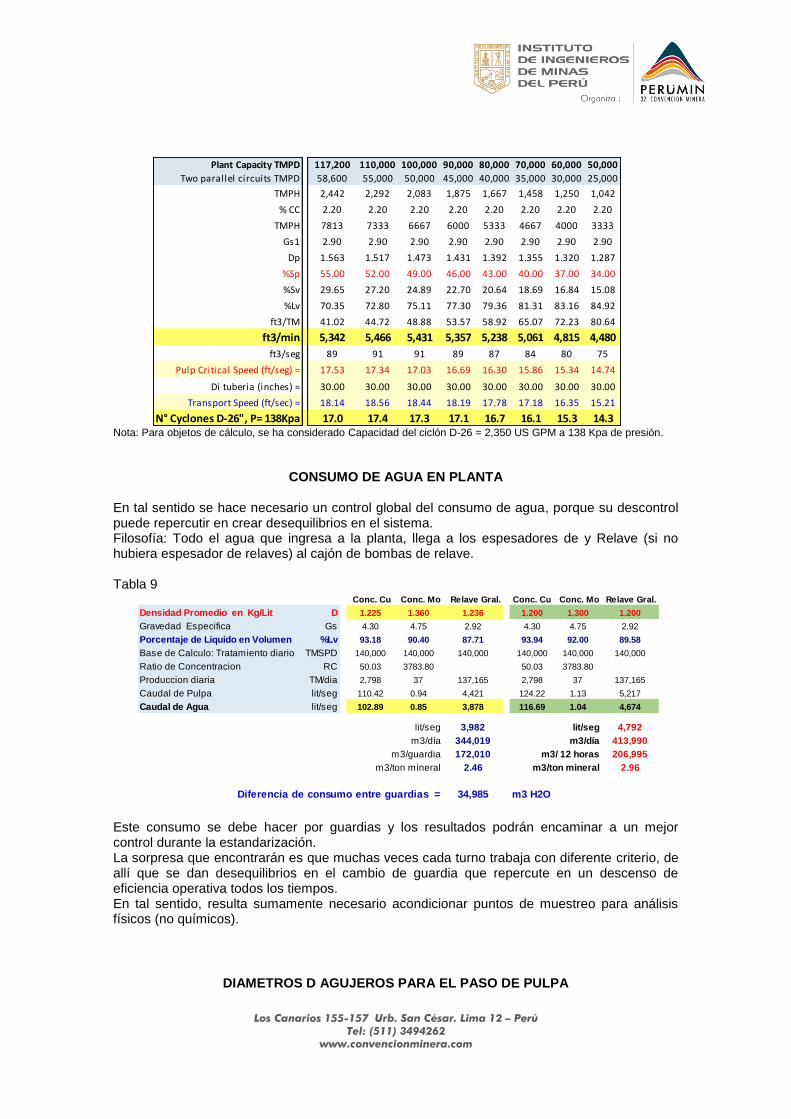
CAPACIDAD DE PLANTA VS. NUMERO DE CICLONES EN EL NIDO El incremento paulatino de la capacidad de planta, exige el control de flujos y por tanto la programación de la cantidad de ciclones en el nido. Tabla 8
Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
Plant Capacity TMPD 117,200 110,000 100,000 90,000 80,000 70,000 60,000 50,000
Two parallel circuits TMPD 58,600 55,000 50,000 45,000 40,000 35,000 30,000 25,000
TMPH 2,442 2,292 2,083 1,875 1,667 1,458 1,250 1,042
% CC 2.20 2.20 2.20 2.20 2.20 2.20 2.20 2.20
TMPH 7813 7333 6667 6000 5333 4667 4000 3333
Gs1 2.90 2.90 2.90 2.90 2.90 2.90 2.90 2.90
Dp 1.563 1.517 1.473 1.431 1.392 1.355 1.320 1.287
%Sp 55.00 52.00 49.00 46.00 43.00 40.00 37.00 34.00
%Sv 29.65 27.20 24.89 22.70 20.64 18.69 16.84 15.08
%Lv 70.35 72.80 75.11 77.30 79.36 81.31 83.16 84.92
ft3/TM 41.02 44.72 48.88 53.57 58.92 65.07 72.23 80.64
ft3/min 5,342 5,466 5,431 5,357 5,238 5,061 4,815 4,480
ft3/seg 89 91 91 89 87 84 80 75
Pulp Critical Speed (ft/seg) = 17.53 17.34 17.03 16.69 16.30 15.86 15.34 14.74
Di tuberia (inches) = 30.00 30.00 30.00 30.00 30.00 30.00 30.00 30.00
Transport Speed (ft/sec) = 18.14 18.56 18.44 18.19 17.78 17.18 16.35 15.21
N° Cyclones D-26", P= 138Kpa 17.0 17.4 17.3 17.1 16.7 16.1 15.3 14.3 Nota: Para objetos de cálculo, se ha considerado Capacidad del ciclón D-26 = 2,350 US GPM a 138 Kpa de presión.
CONSUMO DE AGUA EN PLANTA En tal sentido se hace necesario un control global del consumo de agua, porque su descontrol puede repercutir en crear desequilibrios en el sistema. Filosofía: Todo el agua que ingresa a la planta, llega a los espesadores de y Relave (si no hubiera espesador de relaves) al cajón de bombas de relave. Tabla 9
Conc. Cu Conc. Mo Relave Gral. Conc. Cu Conc. Mo Relave Gral.
Densidad Promedio en Kg/Lit D 1.225 1.360 1.236 D 1.200 1.300 1.200
Gravedad Especifica Gs 4.30 4.75 2.92 Gs 4.30 4.75 2.92
Porcentaje de Liquido en Volumen %Lv 93.18 90.40 87.71 %Lv 93.94 92.00 89.58
Base de Calculo: Tratamiento diario TMSPD 140,000 140,000 140,000 TMSPD140,000 140,000 140,000
Ratio de Concentracion RC 50.03 3783.80 RC 50.03 3783.80
Produccion diaria TM/dia 2,798 37 137,165 TM/dia2,798 37 137,165
Caudal de Pulpa lit/seg 110.42 0.94 4,421 lit/seg124.22 1.13 5,217
Caudal de Agua lit/seg 102.89 0.85 3,878 lit/seg116.69 1.04 4,674
lit/seg 3,982CONSUMO GLOBAL DE AGUA EN PLANTA lit/seg 4,792
m3/día 344,019 m3/día 413,990
m3/guardia 172,010 m3/ 12 horas 206,995
m3/ton mineral 2.46 m3/ton mineral 2.96
Diferencia de consumo entre guardias = 34,985 m3 H2O Este consumo se debe hacer por guardias y los resultados podrán encaminar a un mejor control durante la estandarización. La sorpresa que encontrarán es que muchas veces cada turno trabaja con diferente criterio, de allí que se dan desequilibrios en el cambio de guardia que repercute en un descenso de eficiencia operativa todos los tiempos. En tal sentido, resulta sumamente necesario acondicionar puntos de muestreo para análisis físicos (no químicos).
DIAMETROS D AGUJEROS PARA EL PASO DE PULPA

Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
En un periodo de puesta en marcha es necesario verificar los diámetros de los agujeros para el paso de pulpa en los diferentes cajones, alimentación y descarga de equipos, son ejemplos de esta afirmación: Los agujeros de los cajones de descarga de pulpas de molienda y los agujeros de los distribuidores hacia cajones de las bombas que pueden dar lugar a generar restricciones dentro de la operación de una planta. Figura 2
Esto exige tener a la mano el registro de los diámetros en dichos agujeros de paso porque influyen en la capacidad de planta y pueden convertirse en restricciones al producirse desequilibrios en operación o convertirse en fuente de información que alertará que cantidad de carga adicional puede procesarse sin que este punto sea un obstáculo.
DETECCION DE RESTRICCIONES

Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
Una manera rápida de detectar las restricciones, consiste en elaborar una lista de todos
los equipos de planta que intervienen en la operación, allí se registran
fundamentalmente el voltaje nominal, amperaje nominal, factores de potencia y se
deducen las potencias nominales.
A continuación se anotan los voltajes y amperajes de operación de cada uno de los
equipos a la capacidad estandarizada hasta ese momento; estos constituyen las
informaciones operativas del nuevo punto de partida antes de dar el salto hacia la nueva
capacidad.
Se inicia el incremento de carga a la nueva capacidad programada donde la supervisión
y los operadores controlarán y graduarán los parámetros operativos. El tiempo de
respuesta es la información que todos deben estar enterados para no caer en la
desesperación ni presionar al líder porque luego del cual se buscará el equilibrio del
sistema.
A continuación y se ordena el registro de los mismos parámetros a la nueva capacidad
de planta (voltajes y amperajes de trabajo) que deben incluir observaciones de
anomalías como calentamiento de equipo o motor, rebalses o paradas intempestivas al
momento de la prueba. Un arenamientos, no es una restricción, es más bien un descuido
de supervisión u operación de haber permitido descender la velocidad de transporte de
pulpa respecto a la velocidad crítica.
Los registros pondrán a luz los cuellos de botella existentes en la planta, que luego de
un análisis en equipo podrán ser corregidos, potenciados y pocas veces reemplazados
por tener desperfectos más que estar subdimencionados.
Solucionado lo anterior, una nueva prueba a la capacidad anterior, mostrará que la
planta ya opera sin inconvenientes y está listo para un nuevo incremento de tonelaje y
por tanto nuevos registros.
A continuación se muestran modelos de tablas utilizados en plantas en las que se tuvo
éxito durante los periodos de puesta en marcha y en las sucesivas ampliaciones. Por
razones de didácticas, solo ilustra una parte de la extensa relación de los equipos de
planta con los datos referidos líneas arriba así como se resaltan las observación anotadas
con color rojo que de por sí indican las restricciones del sistema o cuellos de botella que
necesitarán ser tomados en cuenta para corregirlos, potenciarlos o incluso para
reemplazarlos si el caso lo amerita.
Tabla 10

Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
133 ton/ h 150 ton/ h
DESCRIPCION DATOS DEL MOTOR
DE Vn I n F.P. Pn I (trab) P (trab) I (trab) P (trab) % de Pot
EQUIPOS HP kW (A) kW (A) kW Nominal
CHANCADO PRIMARIO
Alimentador de Gruesos Nº 1 440 21.80 0.88 15 14.62 8.70 5.83 8.90 5.97 40.83
Alimentador de Gruesos Nº 2 440 18.00 0.88 15 12.07 10.00 6.71 10.10 6.77 56.11
Alimentador de Gruesos Nº 3 440 17.50 0.88 12 11.74 6.60 4.43 6.60 4.43 37.71
Faja Transportadora Nº 1 440 51.50 0.88 40 34.54 25.00 16.77 26.00 17.44 50.49
Chancadora Fima 440 65.00 0.88 50 43.59 24.00 16.10 25.00 16.77 38.46
Bomba Lubricación Chancadora Fima 440 4.40 0.88 3 2.95 3.50 2.35 3.50 2.35 79.55
CHANCADO SECUNDARIO
Faja Transportadora Nº 2 440 26.00 0.88 20 17.44 25.00 16.77 27.00 18.11 103.85
Faja Transportadora Nº 3 440 49.50 0.88 40 33.20 29.00 19.45 30.00 20.12 60.61
Faja Transportadora Nº 4 440 48.00 0.88 36 32.19 33.00 22.13 36.00 24.14 75.00
Faja Transportadora Nº 5 440 49.00 0.88 40 32.86 36.00 24.14 37.00 24.81 75.51
Faja Transportadora Horizontal 440 16.30 0.88 12.3 10.93 6.30 4.23 6.50 4.36 39.88
Cedazo Nº 1A 440 18.20 0.88 14 12.21 8.50 5.70 9.00 6.04 49.45
Cedazo Nº 1B 440 18.20 0.88 14 12.21 8.50 5.70 8.70 5.83 47.80
Cedazo Nº 2 440 46.00 0.88 40 30.85 18.00 12.07 19.00 12.74 41.30
Cedazo Nº 3 440 46.00 0.88 40 30.85 20.00 13.41 20.00 13.41 43.48
Chancadora Nº 2 440 263.00 0.88 200 176.39 164.00 109.99 167.00 112.00 63.50
Chancadora Nº 3 440 263.00 0.88 200 176.39 178.00 119.38 180.00 120.72 68.44
Chancadora Nº 4 440 263.00 0.88 200 176.39 117.00 78.47 117.00 78.47 44.49
Bomba Lubricación Chancadora Nº 2 440 8.50 0.88 5 5.70 5.30 3.55 5.30 3.55 62.35
Bomba Lubricación Chancadora Nº 3 440 6.55 0.88 5 4.39 3.80 2.55 3.80 2.55 58.02
Bomba Lubricación Chancadora Nº 4 440 6.55 0.88 5 4.39 3.50 2.35 3.50 2.35 53.44
Bomba Hidráulica Chancadora Nº 2 440 7.40 0.88 5 4.96 3.80 2.55 3.81 2.56 51.49
Bomba Hidráulica Chancadora Nº 3 460 5.40 0.88 5 3.79 2.60 1.82 2.60 1.82 48.15
Bomba Hidráulica Chancadora Nº 4 460 12.60 0.88 10 8.83 6.50 4.56 6.50 4.56 51.59
Faja Magnetica 460 4.60 0.88 3 3.23 3.40 2.38 3.50 2.45 Se paró
Bomba de Agua Extractor de Polvo 440 0.88 0.00 0.00 0.00 0.00
Extractor de Polvo 460 69.00 0.88 60 48.38 36.00 25.24 35.90 25.17 52.03
MOLIENDA
Alimentador de Finos Nº 1 440 13.60 0.88 10 9.12 5.80 3.89 6.00 4.02 44.12
Alimentador de Finos Nº 2 440 17.50 0.88 12 11.74 8.00 5.37 0.00 0.00
Alimentador de Finos Nº 3 440 12.60 0.88 10 8.45 5.10 3.42 5.40 3.62 42.86
Alimentador de Finos Nº 4 440 0.88 10 0.00 0.00 0.00
Stock Pile Tolva 0.00 0.00 0.00
Stock Pile Faja 440 16.50 0.88 12.4 11.07 0.00 0.00 0.00
Stock Pile Brazo 0.00 0.00 0.00
Faja Transportadora Nº 6 460 24.30 0.88 20 17.04 15.40 10.80 16.00 11.22 65.84
Faja Transportadora Nº 7 460 18.00 0.88 12.5 12.62 6.80 4.77 6.92 4.85 38.44
Molino Primario 13x20 4100 214.00 0.88 1500 1337.38 164.00 1024.90 169.00 1056.15 78.97
CAPACIDAD CAPACIDAD
PLANTA DE CAL
Molino de Cal 460 69.00 0.88 60 48.38 48.00 33.66 50.00 35.06 72.46
Faja Transportadora de Cal 440 12.00 0.88 10 8.05 7.00 4.69 6.80 4.56 56.67
Bomba de Transferencia 440 29.10 0.88 20 19.52 15.00 10.06 14.90 9.99 51.20
Bomba Vertical 440 20.50 0.88 15 13.75 12.00 8.05 12.00 8.05 58.54
Bomba Loop Nº 1 460 29.10 0.88 20 20.40 15.50 10.87 16.00 11.22 54.98
Bomba Loop Nº 2 440 20.50 0.88 15 13.75 15.00 10.06 15.50 10.40 75.61
Agitador de Cal Nº 1 440 18.00 0.88 12 12.07 12.00 8.05 12.00 8.05 66.67
Agitador de Cal Nº 2 440 20.50 0.88 15 13.75 14.50 9.72 14.50 9.72 70.73
Sopladora Celdas Tanque 440 58.00 0.88 48 38.90 31.00 20.79 30.50 20.46 52.59 Y a continuación el cuadro síntesis con la relación de restricciones o cuellos de botella ya identificados, los que requerirán ser evaluados por el equipo de planta. Este método ha permitido incluso llegar a cuadruplicar la capacidad de una planta a lo largo de 15 años, con un mínimo de inversión ya que mediante esté método, se compran sólo los motores y equipos identificados como restricción y se optimiza al máximo los equipos existentes hasta que finalmente necesiten ser reemplazados.
Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
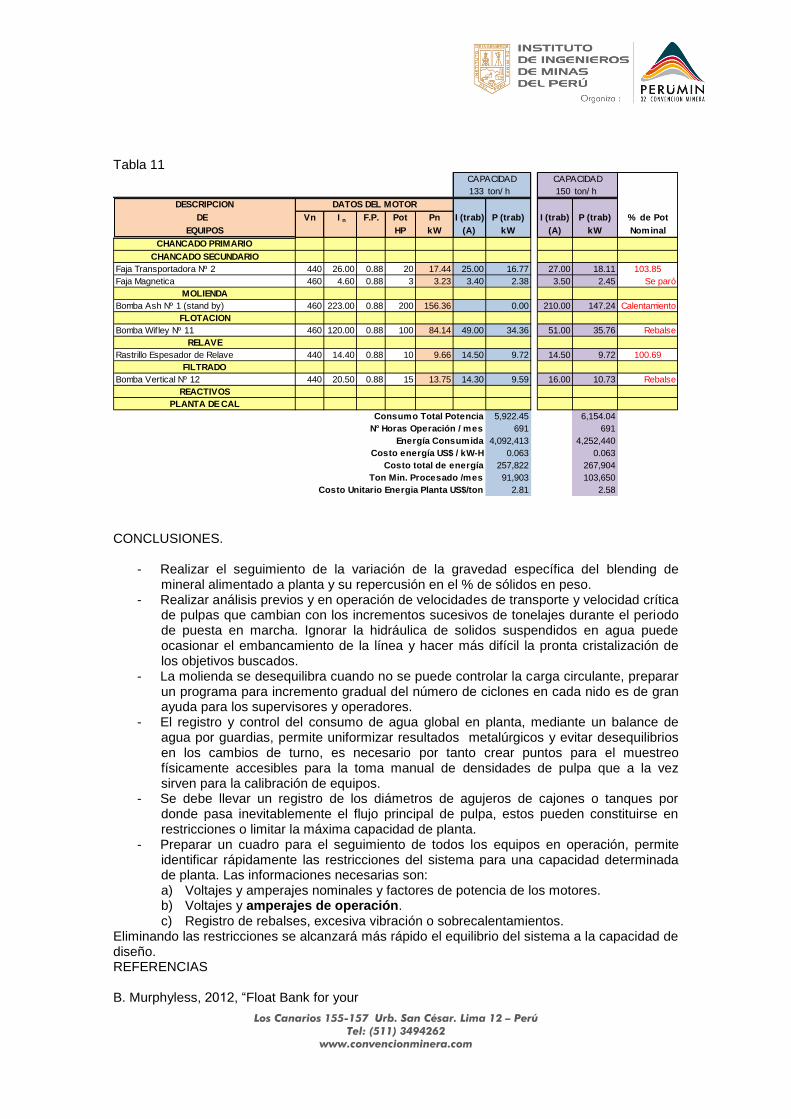
Tabla 11
133 ton/ h 150 ton/ h
DESCRIPCION
DE Vn I n F.P. Pot Pn I (trab) P (trab) I (trab) P (trab) % de Pot
EQUIPOS HP kW (A) kW (A) kW Nominal
CHANCADO PRIMARIO
CHANCADO SECUNDARIO
Faja Transportadora Nº 2 440 26.00 0.88 20 17.44 25.00 16.77 27.00 18.11 103.85
Faja Magnetica 460 4.60 0.88 3 3.23 3.40 2.38 3.50 2.45 Se paró
MOLIENDA
Bomba Ash Nº 1 (stand by) 460 223.00 0.88 200 156.36 0.00 210.00 147.24 Calentamiento
FLOTACION
Bomba Wifley Nº 11 460 120.00 0.88 100 84.14 49.00 34.36 51.00 35.76 Rebalse
RELAVE
Rastrillo Espesador de Relave 440 14.40 0.88 10 9.66 14.50 9.72 14.50 9.72 100.69
FILTRADO
Bomba Vertical Nº 12 440 20.50 0.88 15 13.75 14.30 9.59 16.00 10.73 Rebalse
REACTIVOS
PLANTA DE CAL
Consumo Total Potencia 5,922.45 6,154.04
N° Horas Operación / mes 691 691
Energía Consumida 4,092,413 4,252,440
Costo energía US$ / kW-H 0.063 0.063
Costo total de energía 257,822 267,904
Ton Min. Procesado /mes 91,903 103,650
Costo Unitario Energia Planta US$/ton 2.81 2.58
CAPACIDAD CAPACIDAD
DATOS DEL MOTOR
CONCLUSIONES.
- Realizar el seguimiento de la variación de la gravedad específica del blending de mineral alimentado a planta y su repercusión en el % de sólidos en peso.
- Realizar análisis previos y en operación de velocidades de transporte y velocidad crítica de pulpas que cambian con los incrementos sucesivos de tonelajes durante el periodo de puesta en marcha. Ignorar la hidráulica de solidos suspendidos en agua puede ocasionar el embancamiento de la línea y hacer más difícil la pronta cristalización de los objetivos buscados.
- La molienda se desequilibra cuando no se puede controlar la carga circulante, preparar un programa para incremento gradual del número de ciclones en cada nido es de gran ayuda para los supervisores y operadores.
- El registro y control del consumo de agua global en planta, mediante un balance de agua por guardias, permite uniformizar resultados metalúrgicos y evitar desequilibrios en los cambios de turno, es necesario por tanto crear puntos para el muestreo físicamente accesibles para la toma manual de densidades de pulpa que a la vez sirven para la calibración de equipos.
- Se debe llevar un registro de los diámetros de agujeros de cajones o tanques por donde pasa inevitablemente el flujo principal de pulpa, estos pueden constituirse en restricciones o limitar la máxima capacidad de planta.
- Preparar un cuadro para el seguimiento de todos los equipos en operación, permite identificar rápidamente las restricciones del sistema para una capacidad determinada de planta. Las informaciones necesarias son: a) Voltajes y amperajes nominales y factores de potencia de los motores. b) Voltajes y amperajes de operación. c) Registro de rebalses, excesiva vibración o sobrecalentamientos.
Eliminando las restricciones se alcanzará más rápido el equilibrio del sistema a la capacidad de diseño. REFERENCIAS B. Murphyless, 2012, “Float Bank for your

Los Canarios 155-157 Urb. San César. Lima 12 – Perú
Tel: (511) 3494262
www.convencionminera.com
Buck – Tankcell Breaking the 500 m3”, pág 1, 2 y 3. Editor: Laura White [email protected] Richard A. Arterburn, 1996, “The Sizing and Selection of Hydrocyclones”, pág.12, 13, 14; 19. Leído en el sitio web: http://processhub.com.au/brochure/4270485.pdf B.A. Wills, 2006, “Mineral Processing Technology”, Chapter 7,Grinding Mills, pág. 147, 153, 175; 179. FL Smidth, 2013, Avances Tecnológicos en la Flotación, Viña del Mar, Chile. W. Arzapalo, 2014 “La flotación bajo un concepto diferente”, exposición en la semana del Ing. Metalurgista, Colegio de Ingenieros del Perú octubre 2014.
Top Related