







Idiomas
Páginas
Jurídico


i
Síntesis, Caracterización y Aplicación de
Adhesivos Híbridos epóxico-sílica-
zirconia
TESIS QUE PARA OBTENER EL GRADO DE DOCTOR EN
CIENCIAS E INGENIERÍA DE MATERIALES
PRESENTA:
MTRO. JOSÉ DE JESÚS FIGUEROA LARA
DIRECTOR:
DR. MIGUEL TORRES RODRÍGUEZ
Diciembre 2017

ii
CONTENIDO Índice de Figuras............................................................................................................................................. iv
Índice de Tablas ............................................................................................................................................. vii
Índice de Fotografías.................................................................................................................................... viii
Agradecimientos ............................................................................................................................................. ix
RESUMEN ........................................................................................................................................................... x
INTRODUCCIÓN ............................................................................................................................................... 1
JUSTIFICACIÓN ............................................................................................................................................ 2
HIPÓTESIS .................................................................................................................................................... 3
OBJETIVO GENERAL ................................................................................................................................... 3
OBJETIVOS ESPECÍFICOS ........................................................................................................................... 3
1.- ANTECEDENTES ......................................................................................................................................... 5
1.1.- ADHESIVOS. ........................................................................................................................................ 5
1.2.- CIENCIA ADHESIVA ............................................................................................................................ 6
1.2.1.- MODELO DE ADHESIÓN MECÁNICA ........................................................................................... 7
1.2.2.-MODELO DE TEORÍA DE DIFUSIÓN ............................................................................................. 8
1.2.3.-TEORÍA ELÉCTRICA ....................................................................................................................... 8
1.2.4.-TEORÍA DE LA ADSORCIÓN TERMODINÁMICA O MOJADO SUPERFICIAL. .............................. 9
1.2.5.- TEORÍA DE ENLACES QUÍMICOS. .............................................................................................. 13
1.3.- POLÍMEROS EPÓXICOS.................................................................................................................... 13
1.4- CURADO DE LAS RESINAS EPÓXICAS............................................................................................. 16
1.5.- QUÍMICA Y TÉCNICA SOL-GEL. ....................................................................................................... 19
1.6.- MATERIALES HÍBRIDOS ................................................................................................................. 23
1.7.- MECANISMOS DE AUMENTO DE TENACIDAD DE POLÍMEROS EPÓXICOS. ............................ 25
1.8.- TRATAMIENTO DE LOS ESPECÍMENES DE ALUMINIO. .............................................................. 28
1.9.- PRUEBAS DE RESISTENCIA DE CORTE CIZALLA. ........................................................................ 32
2.- METODOLOGÍA ........................................................................................................................................ 33
2.1.- MATERIALES UTILIZADOS ............................................................................................................. 33
2.2.- TÉCNICA SOL-GEL NANOPARTÍCULAS DE SÍLICA ....................................................................... 35
2.3.- PROCESO SOL-GEL NANOPARTÍCULAS DE SÍLICA SINTETIZADAS "IN SITU" ........................ 36
2.4.-SÍNTESIS DE NANOPARTÍCULAS DE ZIRCONIA POR LA TÉCNICA SOL-GEL. ........................... 39
2.5.- TRATAMIENTO DE LA SUPERFICIE DEL ALUMINIO ................................................................... 41
2.5.1.- TRATAMIENTO POR SANDBLASTEO. ....................................................................................... 41
2.5.2.- TRATAMIENTO HÍDRICO A 80 °C. ............................................................................................. 42
2.5.3.- TRATAMIENTO DE SILANIZACIÓN DE LA SUPERFICIE DEL ALUMINO. ................................ 42

iii
2.6.- FORMULACIÓN DE ADHESIVOS HÍBRIDOS CURADOS CON POLIAMIDA ................................ 43
2.7.- ENSAYOS DE RESISTENCIA A LA TRACCIÓN DE LA UNIÓN ALUMINIO-ALUMINIO. .............. 47
2.8.-EQUIPOS DE ANÁLISIS ..................................................................................................................... 48
3.- RESULTADOS Y DISCUSIÓN. ................................................................................................................... 50
3.1.- MICROGRAFÍAS DE NANOPARTÍCULAS DE SÍLICA Y ZIRCONIA. .............................................. 50
3.2.-REOLOGÍA DE LOS ADHESIVOS HÍBRIDOS EPÓXICO-SÍLICA ..................................................... 51
3.3.- TRATAMIENTO DEL ALUMINIO. .................................................................................................... 53
3.3.1.- TRATAMIENTO MECÁNICO ....................................................................................................... 54
3.3.2.- TRATAMIENTO HÍDRICO DEL ALUMINIO A 80 °C. .................................................................. 55
3.3.3.- TRATAMIENTO DE SILANIZACIÓN DE LOS ESPECÍMENES DE ALUMINIO. ........................... 58
3.3.4.- SECADO DE LOS ESPECÍMENES DE ALUMINIO PREVIAMENTE SILANIZADO ...................... 60
3.5.- ANÁLISIS DE TEMPERATURAS DE CURADO. ............................................................................... 63
3.6.- ENSAYOS DE RESISTENCIA AL CORTE CIZALLA DE UN SOLO TRASLAPE ALUMINIO-
ALUMINIO. ................................................................................................................................................. 64
3.7.-ANÁLISIS DE FRACTURA DEL ADHESIVO HÍBRIDO. ................................................................... 68
3.8.- MODELO DE DISIPACIÓN DE ENERGÍA ......................................................................................... 69
CONCLUSIONES .............................................................................................................................................. 71
REFERENCIAS ................................................................................................................................................ 73

iv
ÍNDICE DE FIGURAS
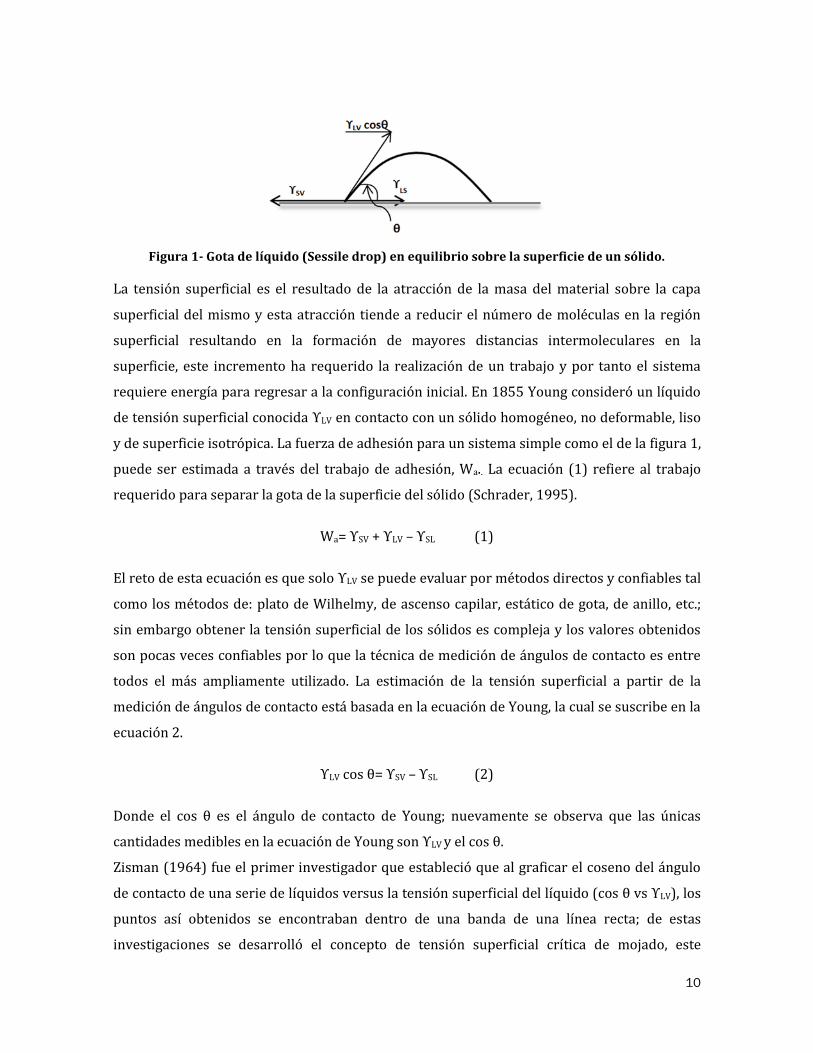
Figura 1- Gota de líquido (Sessile drop) en equilibrio sobre la superficie de un sólido. 10
Figura 2- Elaboración por condensación del prepolímero epóxico diglicidil eter de bisfenol-A. 14
Figura 3- Estructura química de la resina epóxica bisfenol F y/o novalak. 15
Figura 4- Estructura química de resina epóxica flexible. 16
Figura 5- Mecanismos de reacción amino-epoxi, amina primaria y secundaria. 18
Figura 6- Mecanismo de reacción amino-epoxi ruptura del anillo epoxi, (I) grupo oxirano, (II) hidroxilo,
(III) amina ternaria, (IV) amina secundaria, (V) grupo éter incorporado a la resina epóxica en el proceso
de curado. 18
Figura 7- Estructura molecular de la resina epóxica y poliamida. 18
Figura 8. Mecanismo de reacción poliamida-epoxi. 19
Figura 9. Hidrólisis del precursor tetraetilortosilicato. 19
Figura 10- Reacción de condensación en la técnica Sol-Gel 20
Figura 11- Mecanismo de hidrólisis por catálisis ácida, mediante un ataque electrofílico. 20
Figura 12- Mecanismo de hidrólisis por catálisis básica, mediante un ataque nucleofílico. 21
Figura 13- Mecanismo de condensación mediante sustitución nucleofílica. 22
Figura 14- Mecanismo de condensación mediante sustitución electrofílica. 22
Figura 15- Representación esquemática de polimerización por el método de por la técnica sol-gel 23
Figura 16- Comportamiento de las cadenas poliméricas con respecto al pH del medio 23
Figura 17- Esquema del modelo crack pinning bowing 26
Figura 18- Esquema del modelo Microcracking 27
Figura 19- Esquema del modelo Crack path deflection. 27
Figura 20.- Esquema del modelo Localized shear yielding. 27
Figura 21.- Esquema del mecanismos de ruptura de unión y deformación polimérica. 28
Figura 22- Silanización de la superficie del aluminio por el glicidiloxipropiltrimetoxisilano. 31
Figura 23- Mecanismos de reacción del proceso de silanización. 31
Figura 24- Especímenes de aluminio de dimensiones según norma ASTM D1002-05. 32
Figura 25- Secuencia de etapas para la síntesis del adhesivo híbrido y tratamiento de los sustratos
aluminio. 34
Figura 26- Secuencia de operaciones y etapas para realizar las pruebas de resistencia al corte por
cizalla. 35
Figura 27- Ruta de síntesis de nanopartículas de sílica. 35
Figura 28- Ruta de Sintesis de nanopartículas "in situ" clase I 37
Figura 29- Ruta de Sintesis de nanopartículas "in situ" clase II 37
Figura 30- Ruta de síntesis de nanopartículas de zirconia 39

v
Figura 31- Dimensiones y ensamble de las probetas de aluminio según norma ASTM D 1002-05 47
Figura 32- Micrografías SEM de la dispersión de nanopartículas de sílica con un contenido de 0,75 PHR
empleando la técnica de sol-gel "in situ"; (a) precursor tetraetilortosilicato (TEOS); (b) precursor
glicidiloxipropiltrimetoxisilano (GPTMS). 50
Figura 33- Micrografías SEM de nanopartículas de zirconia sintetizadas con la técnica sol-gel. 50
Figura 34- (a) Distribución de tamaños de nanopartículas de zirconia; (b) Coeficiente de correlación
bruta. 50
Figura 35- Viscosidad de la matriz epóxico-sílica sintetizada "in situ", variando el contenido de
diferentes precursores inorgánicos: (a, b) precursor TEOS; (c, d) precursor GPTMS. 52
Figura 36- Morfología de la superficie de aluminio pulido con chorro de arena: (a) Vista superior de un
aluminio comercial con magnificación de 500 x, (b) Vista superior de un aluminio comercial tratado con
chorro de arena con magnificación de 500 x; (c) Vista lateral del sustrato magnificación de 100 x. 54
Figura 37- Micrografías SEM de especímenes de aluminio después del tratamiento de inmersión en
agua a 80 ° C durante 20 min (a) 500 x, (b) 1.0 Kx e inmersión en agua durante 60 min; (c) 500 x (d) 3.0
Kx. 56
Figura 38- Espectro infrarrojo por transformada de Fourier (FTIR) de la superficie del aluminio
después del tratamiento hídrico. 57
Figura 39- Micrografías SEM de muestras de aluminio después de la inmersión en solución de GPTMS
hidrolizado al 3%, magnificación de 1.0 Kx; a tiempo de (a) 10 min; (b) 20 min; (c) 60 min 59
Figura 40- FTIR de la película de espécimen de aluminio silanizado a diferentes tiempos con 3% de
GPTMS. 60
Figura 41- Micrografías SEM de aluminio silanizado y secado durante 60 min a 100 °C, (a) 1.0 Kx (b)
10.0 Kx. 61
Figura 42- (a) Micrografía SEM de aluminio secado durante 60 minutos a 100 ° C, (b) mapeo EDS de C;
(c) mapeo EDS de O; (d) mapeo EDS de Si; (e) mapeo EDS de Al, magnificado a 5.5 kx. 62
Figura 43- Espectro FTIR de la película producida en la muestra de aluminio silanizada con 3% de
GPTMS después del secado. 63
Figura 44- Espectros de FTIR del avance de la reacción de curado, para adhesivo híbrido 63
clases II
Figura 45- Resistencia al corte cizalla de los adhesivos clase I epóxico-sílica-zirconia a diferentes
temperaturas: (a) T = 100 ° C; (b) T = 120 ° C. 64
Figura 46- Resistencia al corte cizalla de los adhesivos clase II epóxico-sílica-zirconia, a diferentes
temperaturas: (a) T = 100 ° C; (b) T = 120 ° C. 65
Figura 47- Resistencia al corte cizalla para adhesivos clase I y clase II epóxico-sílice-zirconia a
diferentes temperaturas: (a) T = 60 ° C; (b) T = 100 ° C; (c) T = 120 ° C. 66
Figura 48- Resistencia al corte cizalla con diferentes tratamientos superficiales a los especímenes de
aluminio. 67

vi
Figura 49- Ensayos de resistencia al corte cizalla de adhesivo clase I y clase II, 3 PHR de ZrO2
constante curado con poliamida a; (a) 120 °C, (b) 100 °C y (c) 60 °C. 68
Figura 50- Espectro FTIR: (a) superficie del espécimen de aluminio I y II después del ensayo de
resistencia al corte y (b) del adhesivo híbrido curado. 69
Figura 51-micrografías SEM del material híbrido, que muestra la deformación de la matriz orgánica
debido a la disipación de energía (a) y (b) con amplificación de 50 Kx. 70

vii
ÍNDICE DE TABLAS
Tabla 1- Representación matemática de diferentes teorías termodinámicas de adhesión. 12
Tabla 2. Propiedades de los polímeros orgánicos e inorgánicos. 24
Tabla 3- Propiedades de la resina epóxica YD 128 de Epoxemex S.A DE C.V. 33
Tabla 4.-Propiedades de EPO 815, poliamida producida por Epoxemex S.A. de CV. 33
Tabla 5.-Relaciones másicas de la técnica de Sol-Gel "in situ" precursor TEOS clase I 38
Tabla 6.-Relaciones másicas de la técnica de Sol-Gel "in situ" precursor GPTMS clase II 38
Tabla 7- Diversos tratamientos a los especímenes de aluminio 41
Tabla 8- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de SiO2 44
Tabla 9- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de ZrO2 44
Tabla 10- Relaciones másicas del adhesivo epóxico-sílica-zirconia con PHR constante de SiO2 45
Tabla 11- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de ZrO2 45
Tabla 12- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de SiO2 46
Tabla 13.-Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de ZrO2 46
Tabla 14- Análisis de composición de la superficie del aluminio SEM/EDS. 55
Tabla 15- Relación de aumento de peso debido a la generación de la capa de pseudoboehmita
al aumentar los tiempos de inmersión del aluminio sandblasteado en agua a 80 °C. 55
Tabla 16- Análisis EDS de la superficie del sustrato de aluminio tratada con agua caliente. 57
Tabla 17- Aumento de peso de las muestras de aluminio después de la inmersión en GPTMS al 3%. 58
Tabla 18- Análisis EDS de la superficie del sustrato de aluminio. 59
Tabla 19- Análisis de EDS de la muestra de aluminio después de la operación de secado. 61

viii
ÍNDICE DE FOTOGRAFÍAS
Fotografía 1- Equipo de síntesis de nanopartículas de sílica empleando la técnica del sol-gel. 36
Fotografía 2- Sonicador marca Branson 2510. 38
Fotografía 3- Síntesis de nanopartículas de Zirconia. 39
Fotografía 4- Nanopartículas de Zirconio sintetizadas por la técnica de sol-gel. 40
Fotografía 5- Horno tubular Thermolyn modelo 21100. 40
Fotografía 6- Aluminio sandblasteado con micropartículas de 50 micrómetros. 41
Fotografía 7- Tratamiento de aluminio por inmersión en agua a 80 °C 42
Fotografía 8- Silanización del sustrato de aluminio. 43
Fotografía 9- Estufa de vacío (Bam stead Lab-line). 43
Fotografía 10- Ensamble de unión de las probetas de aluminio con adhesivo híbrido. 47
Fotografía 11- Máquina Instron modelo 1125 y Pruebas de tensión a especímenes de aluminio de
acuerdo a la norma ASTM D1002-05. 48
Fotografía 12- Especímenes de aluminio-aluminio después de la prueba de resistencia al corte.
(espécimen I y espécimen II). 69

ix
AGRADECIMIENTOS
A la UAM Azcapotzalco y su transformación permanente
Al Dr. Miguel Torres Rodríguez por compartir sus conocimientos y experiencia
durante todo el trayecto de esta investigación
A la Dra. Mirella Gutierrez Arzaluz por su continuo apoyo, entusiasmo y
profesionalismo
Al Dr. Mario Romero Romo por su amistad e inquebrantable pasión por el
conocimiento
A la Dra. Guadalupe Montes de Oca y Dr. Salvador Alfaro por su apoyo y confianza
Al Mtro. Víctor Jorge Cortéz Suarez por su ayuda en los ensayos mecánicos
A la Dra. Karina con inagotable admiración y cariño y a sus pequeñas
A Lucero con infinito amor, razón de mis alegrías
A Violeta mi esposa. En el azar; una insuperable aliada. En mi vida; una extraordinaria
aventura, la constante, siempre de la mano. Te amo.
A mis compañeros de la UAM, a mis amigos, a mi familia
A todos gracias

x
RESUMEN
La demanda de adhesivos de alto rendimiento es un requerimiento permanente e
indispensable para satisfacer las exigencias tecnológicas en diversos sectores industriales que
requieren de la unión y ensamblado de los sustratos: seguridad, confiabilidad, bajo peso y
bajo precio. La microestructura de las resinas epóxicas a pesar de poseer buenas propiedades
físicas como: dureza, alta rigidez, alta estabilidad térmica, resistencia a la luz ultravioleta, poca
deformación a las tensiones, alta adhesividad etc, también presentan la indeseable desventaja
de la generación y propagación de grietas. Esta investigación incluye la incorporación de
nanopartículas a la matriz epóxica como una segunda fase para incrementar las propiedades:
mecánicas (tenacidad), térmicas y químicas de los adhesivos epóxicos.
La síntesis y aplicación de adhesivos híbridos de la clase epóxico-sílica-zirconia en la unión de
sustratos de aluminio, incluye la preparación de nanopartículas de sílica "in situ" por la
técnica sol-gel empleando: precursores no funcionalizados como el tetraetilortosilicato
(TEOS) y precursores funcionalizados como el glicidiloxipropiltrimetoxisilano (GPTMS),
adicionalmente se sintetizan nanopartículas de zirconia por la técnica sol-gel utilizando el
precursor propóxido de zirconio, se analizó la morfología y la dispersión de las nanopartículas
en diferentes relaciones másicas en el seno de la matriz epóxica constituida por la
diglicidileter de bisfenol A (GDEBA), el híbrido se analiza por Microscopia Electrónica de
Barrido (SEM) marca Carl Zeiss, modelo Supra 55VP, la distribución del diámetro de
nanopartículas con el equipo Zetasizer Nano ZS90 y el efecto de las nanopartículas en la
viscosidad de los adhesivos híbridos se analizó con el reómetro Anton Paar modelo MCR-502,
con platos de geometría paralelos y velocidad de corte rotacional controlado.
Los tratamientos de modificación química de la superficie de los sustratos de aluminio se
analizó por Espectroscopia de infrarrojo por transformada de Fourier (FTIR) con el modelo
Varian Excalibur, se muestra la morfología y la formación de enlaces Si-O-Al en la superficie
del aluminio.
El aumento de la fuerza adhesiva y la tenacidad de los adhesivos híbridos epóxico-sílica-
zirconia aplicados en sustratos de aluminio curados a diferentes temperaturas con poliamida
se evalúo empleando la máquina Instron modelo 1125 según la Norma ASTM 1002-05. Se
presenta la relación entre la resistencia al corte cizalla de la unión adhesiva aluminio-aluminio
y el contenido másico de nanopartículas en la matriz epóxica, mostrando un valor máximo de

xi
resistencia al corte cizalla de 17.7 MPa que corresponde al contenido de nanopartículas de
zirconia de 3 partes por cien de resina (PHR) y 3 PHR de nanopartículas de sílica no
funcionalizada a la temperatura de curado de 100 OC, también se muestra en la aplicación el
aumento en la capacidad térmica del adhesivo híbrido por más de 40 OC
Por último se propone algunos mecanismos de disipación de energía de acuerdo con los
análisis realizados a la fractura de la unión adhesiva.

xii
ABSTRACT
The demand for high performance adhesives has been a permanent and indispensable
requirement to meet the technological requirements in various industrial sectors which require
the assembly and joining of diverse substrates with safety, reliability, low weight and low price.
Despite the microstructure of epoxy resins have good physical properties such as: hardness, high
rigidity, high thermal stability, resistance to ultraviolet light, low deformation to stresses, high
adhesiveness, etc. they also present the undesirable disadvantage of the generation and
propagation of cracks. This research includes the incorporation of nanoparticles to the epoxy
matrix as a second phase to improve and increase the properties: mechanical (tenacity), thermal
and chemical epoxy adhesives.
The synthesis and application of epoxy-silica-zirconia hybrid adhesives used in the bonding of
aluminum substrates, includes the preparation of silica nanoparticles "in situ" by the sol-gel
technique with non-functionalized precursors such as tetraethylorthosilicate (TEOS) and
functionalized precursors such as glycidyloxypropyltrimethoxysilane (GPTMS), additionally,
zirconia nanoparticles were synthesized by the sol-gel technique using the zirconium propoxide
precursor; the morphology and dispersion of the nanoparticles in different mass relationships
within the epoxy matrix constituted by the diglycidyl ether of bisphenol A (DGEBA) was analyzed.
The hybrid adhesive was examined by Scanning Electron Microscopy by Carl Zeiss, model Supra
55VP and the distribution of the nanoparticle diameter by the Zetasizer Nano ZS90 equipment,
whereas the effect of the nanoparticles on the viscosity of the adhesives was analyzed with the
Anton Paar rheometer model MCR-502, consisting in parallel geometry plates and controlled
rotational cutting speed.
The chemical modification treatments on the aluminum substrate surfaces were analyzed by
Fourier transform infrared spectroscopy (FTIR) with the Varian Excalibur model, showing the
formation of Si-O-Al bonds on the aluminum surface.
The increase in the adhesive strength and the toughness of hybrid epoxy-silica-zirconia adhesives
applied to aluminum substrates cured at different temperatures with polyamide was evaluated
with the Instron machine model 1125 according to ASTM 1002-05. The relationship between the
shear strength of the aluminum-aluminum adhesive bond and the mass content of nanoparticles
in the epoxy matrix is presented, showing a maximum shear strength of 17.7 MPa corresponding
to the content of zirconia nanoparticles of 3 parts per hundred resin (PHR) and 3 PHR of non-

xiii
functionalized silica nanoparticles at the curing temperature of 100 oC, the increase in the thermal
capacity of the hybrid adhesive by more than 40 OC is also shown.
Finally, some energy dissipation mechanisms were proposed according to the analysis carried out
on the adhesive bond fracture.

1
INTRODUCCIÓN
Los adhesivos epóxicos han sido empleados durante muchas décadas en un gran número de
aplicaciones, por ejemplo, en la industria aeronáutica, automotriz, aeroespacial etc., donde se
requiere la durabilidad de las uniones estructurales del aluminio; sin embargo, es bien
conocido que los materiales epóxicos utilizados en circunstancias de alto rendimiento no se
emplean lo suficiente debido a las pobres propiedades mecánicas, químicas y térmicas que
poseen, es por esta razón que se ha realizado a través de los años una investigación
sistemática para mejorar las propiedades del adhesivo epóxico, tanto en la búsqueda de
síntesis de materiales híbridos como en el análisis de la respuesta mecánica, térmica y
química.
Los adhesivos epóxicos termofijos independientemente de su estructura amorfa y alto
entrecruzamiento de las cadenas poliméricas, presentan propiedades muy interesantes para
utilizarlos en aplicaciones estructurales, algunas de estas propiedades sobresalientes son:
dureza, alta resistencia al esfuerzo, altas propiedades adhesivas, bajo precio, baja densidad,
entre otras; sin embargo, pueden tener también pobre resistencia a la formación y
propagación de grietas, por lo que son frágiles y quebradizas (Jonhsen et al., 2007).
La elaboración de materiales avanzados, con base en la combinación de las propiedades de
diferentes compuestos (orgánicos-inorgánicos), ha sido desde hace varias años una forma de
mejorar las propiedades de éstos materiales para la aplicación a nivel industrial, sin embargo,
el concepto de materiales híbridos no había sido mencionado sino hasta hace muy poco
tiempo, cuando la investigación y el desarrollo de compuestos nanoestructurados de
materiales orgánico-inorgánico se impulsó con el desarrollo de la industria de los polímeros y
con el avance tecnológico de la elaboración de nanocompuestos mediante la técnica sol-gel. La
premisa fundamental consiste en la incorporación de polímeros inorgánicos y/o híbridos
creados mediante la técnica sol-gel, a algún polímero orgánico, obteniendo así compuestos
muy sofisticados con una altísima dispersión, de tal manera que se logre el fortalecimiento de
las propiedades deseadas en el nuevo material sintetizado (Kickelbick., 2003).
Se han reportado pocos estudios de materiales híbridos epóxico-zirconia relacionados con la
morfología y propiedades mecánicas, estos estudios muestran una mejora en las propiedades
mecánicas del material híbrido (Jin & Park., 2012), lo cual se atribuye a que la zirconia tiene
una adhesión importante con la matriz orgánica, lo que permite obtener mecanismos de
disipación de energía significativos cuando los polímero epóxicos se ven sujetos a situaciones

2
de estrés tanto térmico, como mecánico y químico, se deduce por tanto que las investigaciones
en este campo tienen un especial interés a futuro.
La importancia de unir el aluminio eficientemente se refleja en las necesidades observadas en
la industria de transporte, aeroespacial y en general en las industrias de ingeniería, pero
además, en la abundancia de artículos científicos publicados recientemente. Los adhesivos
estructurales que unen al aluminio requieren de la presencia de superficies estables y fuertes,
esto es especialmente importante en la industria aeroespacial donde se utiliza el aluminio
como parte de la estructura de las aeronaves (Bothelo et al., 2006).
El tratamiento de la superficie del aluminio es una de las etapas más importantes en la
adhesión, sin importar el tipo de tratamiento empleado; la superficie del sustrato es
modificada básicamente en cuatro aspectos: a) incremento de la tensión superficial b)
incremento del área de contacto c) modificación química de la superficie del sustrato d)
combinación de los métodos previos (Critchlow & Brewis, 1996); sin embargo, Rider (2006) y
Johnsen et al., (2003) reportaron el tratamiento para superficies de especímenes de aluminio
empleando diferentes pretratamientos consistentes en: sandblasteo, tratamiento hídrico y
silanización.
El presente estudio se refiere a los efectos sobre la capacidad de adherencia de dos
especímenes de aluminio debido a la adición de diferentes masas de nanopartículas de sílica y
de zirconia como segunda carga en varios adhesivos híbridos de epoxi-sílice, donde también
se evalúa el efecto de diferentes pretratamientos físicos y químicos en la superficie de
aluminio.
JUSTIFICACIÓN
La demanda de nuevos adhesivos de alto rendimiento es permanente e indispensable en el
desarrollo de tecnologías de vanguardia, debido a la exigencia en el mercado de consumo
mundial de productos de mayor desempeño, seguridad y bajo precio, un ejemplo es la
continua innovación en la industria aeroespacial, aeronáutica, nuclear, automotriz, etc, donde
el desarrollo de nuevas tecnologías se ve limitado por el comportamiento mecánico, térmico y
químico de los materiales avanzados. El empleo de adhesivos híbridos de última generación
en general mejora la calidad de la unión, aumenta la resistencia a la fatiga, aumenta la
resistencia mecánica y térmica de las uniones en el uso cotidiano y frente a impactos, de tal
manera que le permite alcanzar mayores estándares de seguridad. En la industria automotriz

3
y aeroespacial la eficiencia de las uniones de materiales estructurales como el aluminio y el
bajo peso de estos, permite el ahorro de energía en el desplazamiento de los vehículos.
La investigación de materiales avanzados del tipo de adhesivo híbridos epóxicos es un reto
permanente en el ámbito académico e industrial, la inclusión de nanopartículas de sílica y
zirconia en matrices orgánicas permite realizar la investigación en la mejora de las
propiedades mecánicas, térmicas y químicas del adhesivo epóxico.
La síntesis del adhesivo híbrido epóxico-sílica-zirconia para emplearlo en la unión de
especímenes de aluminio y evaluar el desempeño de unión, es una innovación en el medio,
dado que existe muy poca información del comportamiento de esta clase de uniones.
El estudio del comportamiento de las uniones de especímenes de aluminio por medio de
adhesivos híbridos epóxico-sílica-zirconia también contribuye a la comprensión científica y
tecnológica del desarrollo de materiales avanzados con posibilidad de emplearlos en las áreas
industriales y contribuir en el desarrollo de nuevos adhesivos.
HIPÓTESIS
La incorporación de nanopartículas de zirconia a adhesivos híbridos epóxico-sílica mejora la
resistencia al corte por cizalla de la unión de especímenes aluminio-aluminio, incrementando
las propiedades mecánicas y térmicas del adhesivo.
OBJETIVO GENERAL
Sintetizar adhesivos híbridos epóxico-sílica-zirconia nanoestructurados por medio de la
técnica del sol-gel "in situ", empleando en la síntesis de las nanopartículas de sílica
precursores funcionalizados y no funcionalizados y realizar las caracterizaciones
fisicoquímica, química y de adherencia en sustratos aluminio-aluminio, contribuye a la
comprensión de la síntesis y al desarrollo y aplicación de los adhesivos híbridos
nanoestructurados.
OBJETIVOS ESPECÍFICOS
1. Sintetizar nanopartículas de sílica y zirconia por la técnica sol-gel empleando
precursores no funcionalizados y funcionalizados.
2. Preparar adhesivos híbridos epoxi-sílica-zirconia de la clase I y II,
3. Preparar las superficies de los especímenes de aluminio, empleando pretratamientos
mecánicos y químicos para modificar la morfología y química de la superficie de los

4
sustratos de aluminio, tal que permitan la generación de enlaces físicos y químicos en
la interfase de la unión adhesiva.
4. Caracterizar las nanopartículas de sílica y zirconia y evaluar las propiedades
fisicoquímicas y reológicas de los adhesivos híbridos nanoestructurados.
5. Evaluar la química de las superficies de los especímenes de aluminio por
Espectroscopia de Infrarrojo por Transformada de Fourier (FTIR) y Microscopia
Electrónica de Barrido (SEM).
6. Realizar las caracterizaciones fisicoquímica, química y de adherencia en sustratos
Metal-Metal, a fin de contribuir a la comprensión de la aplicación de los adhesivos
híbridos nanoestructurados.
7. Efectuar pruebas mecánicas de adherencia a las uniones aluminio-aluminio.

5
1.- ANTECEDENTES
1.1.- ADHESIVOS.
Todas las personas tienen en mente una imagen de algún tipo de adhesivo que pudiera ser
utilizado en algún momento, como son los pegamentos de cola, barnices, cintas, pegamentos
de barra o pegamentos instantáneos entre otros, también podría decirse que todos en general
en algún momento han unido objetos o materiales como papel, madera, vidrio, cerámica,
metales y muchos más (Marshall et al., 2010), pero en realidad ¿qué es la adhesión?.
La adhesión se conoce como uno de los fenómenos de interfase más complejos, debido a la
gran cantidad de factores que intervienen en el proceso (Qin & Schreiber, 1999), de tal forma
que la adhesión básicamente corresponde al conjunto de fuerzas o mecanismos que
mantienen unido al adhesivo con el sustrato, presentando una importancia relevante, las
fuerzas intermoleculares, los enlaces químicos y los mecanismos de anclaje debido a la
rugosidad, adsorción o difusión (Alwaja et al., 2009).
La historia de los adhesivos es muy antigua, nace prácticamente con los hombres de la
prehistoria, quienes los utilizaban en la fabricación de armas, utensilios, edificaciones etc.
Pero fue en el inicio del siglo XX con el desarrollo de los polímeros sintéticos donde hubo un
avance en la producción industrial y en el empleo de adhesivos, algunos de los desarrollos
importantes en los adhesivos fueron entre otros: el de Leo Baekeland quien patentó en 1909
la resina fenólica, comenzando así la era de los plásticos y adhesivos industriales; en 1926
Richard G. Drew desarrolla los primeros adhesivos para las cintas de enmascaramiento
utilizados en el proceso de pintura de la industria automotriz; en 1937 Otto Bayer patenta los
poliuretanos, siendo muy importante para la industria de los adhesivos; en 1944 Edward
Preiswerk descubre el adhesivo epóxico, iniciando un amplio espectro de aplicaciones como
adhesivos estructurales y en el año 2000 se emplean los nanocompuestos en el desarrollo de
nuevos adhesivos híbridos (Zhai et al., 2006).
La industria aeronáutica fue la primera que empleó diversas clases de adhesivos en la
producción de aviones, helicópteros y cohetes, en sustitución de los métodos tradicionales de
unión como soldadura y atornillado, debido entre otras causas a la reducción del peso,
absorción de estrés en la unión, reducción de número de componentes, incremento de la
resistencia frente a impactos, aumento de la fiabilidad, bajo costo etc. (Madrid., 2000). Tiempo
después, otras industrias como la automotriz, se han beneficiado debido a la fabricación de los
vehículos empleando uniones adhesivas tanto para ensamblar piezas de interior como para

6
conformar los bastidores, eliminando de esta forma gran parte de las soldaduras y remaches y
obteniendo vehículos más ligeros y más seguros como se ha demostrado a través de la
experiencia.
Los adhesivos se clasifican con base en las cadenas poliméricas orgánicas presentes en sus
matrices; a) adhesivos a base de disolventes, b) adhesivos de látex c) adhesivos sensibles a la
presión, d) adhesivos termofusibles e) adhesivos reactivos. Otra importante clasificación es
dependiendo de la aplicación en: a) adhesivos estructurales, b) adhesivos fijadores, c)
adhesivos selladores (Ebnesajjad, 2008)).
Dentro de los adhesivos estructurales se incluyen a) epóxicos, b) cianoacrilatos c)
poliuretanos, d) acrílicos, e) siliconas, f) adhesivos de alta temperatura (Baldan., 2004).
Los adhesivos epóxicos termofijos están formados de cadenas poliméricas de alto peso
molecular las cuales se entrecruzan de forma tridimensional y su matriz orgánica no se puede
fundir al aumentar la temperatura, los adhesivos epóxicos termofijos son los más comunes de
la familia de los adhesivos (Domund et al., 2015).
Alguna de las ventajas de los adhesivos epóxicos son: a) alta fuerza adhesiva, b) buena
resistencia a la tracción y a la cizalla, c) alta rigidez, d) buena resistencia química, e) curado
sencillo d) buena resistencia térmica; sin embargo alguna de las desventajas del adhesivo
epóxico son a) relativa poca flexibilidad, b) poca resistencia a la humedad, c) son frágiles y
propagan fácilmente las grietas, d) la velocidad de curado es relativamente baja (Johnson et al
2007; Tang et al., 2012). Se podría decir que los prepolímeros epóxicos por sí mismos no
presentan propiedades útiles para la adhesión, hasta que son endurecidos mediante
reacciones químicas, donde la estructura química de la resina orgánica es modificada por
agentes de curado o agentes endurecedores. El mecanismo de curado implica
fundamentalmente la interacción del anillo oxirano con hidrógenos activos, de tal manera que
la selección de la combinación resina epóxica-agente de curado define de forma importante
las características y propiedades específicas del adhesivo, debido fundamentalmente a que el
mecanismo de curado afecta las características adhesivas y cohesivas del material adhesivo.
(Boyle et al., 2001).
1.2.- CIENCIA ADHESIVA
Se reconoce la adhesión como uno de los fenómenos más complejos de describir en términos
simples (Quin & Schreiber, 1999), esta aseveración se debe a que el estudio de la adhesión es
un tema multidisciplinario que incluye una interacción molecular en la interfase de dos

7
superficies (Poisson et al, 2006), que a su vez incorpora fenómenos de química, física
superficial, reología, propiedades fisicoquímicas de los polímeros, análisis de estrés, análisis
de fuerzas adhesivas y cohesivas, propiedades fisicoquímicas de los sustratos, análisis de
fracturas, modelos de dispersión de esfuerzos, análisis de resistencias, mecánica, química y
térmica, entre otros fenómenos (Awaja et al. 2009).
El fenómeno de la adhesión ha sido ampliamente estudiado en las últimas décadas, sin
embargo aún no existe una teoría que explique de manera global el fenómeno en su conjunto;
lo que ha prevalecido son diferentes modelos o mecanismos que explican de manera
particular el comportamiento del proceso adhesivo, siendo necesaria la combinación de éstos
para lograr una comprensión adecuada del fenómeno; es por esto que a continuación se
mencionan algunas de las teorías o mecanismos mayormente aceptado en el ámbito científico.
Se distinguen básicamente dos tipos de fenómenos superficiales en la interfase adhesivo-
sustrato: los de tipo físico y los de tipo químico (Lee, 1991).
1.-Fenómenos físicos.
Modelo de adhesión mecánica
Teoría de la difusión
Teoría eléctrica
Teoría de la absorción termodinámica o mojado superficial.
2.- Fenómenos químicos. (Química-adsorción).
Enlaces químicos (covalentes o iónicos): se forman en la interfase entre un grupo del
adhesivo y un grupo compatible en el adherente.
Existen teorías que incluyen los efectos debidos a las propiedades cohesivas y a la aparición
de capas débiles en el sustrato, las cuales aún no han contado con la aceptación general de la
comunidad académica (Kinloch, 1980).
1.2.1.- MODELO DE ADHESIÓN MECÁNICA
Es importante señalar que los enlaces mecánicos solo incluyen aquellos en los que se presenta
algún tipo de trabado mecánico en las irregularidades del sustrato (Baldan., 2004), algunas

8
investigaciones han hecho notar la importancia de la presencia de otros tipos de enlaces
físicos en esta clase de adhesión, se ha estudiado la interfase entre partículas de aluminio y la
matriz epóxica demostrando que la unión presente no dependía únicamente de las
interacciones mecánicas, sino también existían interacciones de tipo físico y químico
(Vasconcelos et al., 2004). Actualmente existe un debate alrededor de la importancia en la
contribución de las fuerzas de unión debida al factor mecánico, algunos investigadores
argumentan que el trabado mecánico aporta gran fuerza de adherencia, en tanto otro grupo
de investigadores sostienen que la rugosidad de la superficie simplemente aumenta el área
interfasial de adhesión; Wake (1976), propuso que los efectos del trabado mecánico en la
interfase incluyen la atracción de componentes químicos por lo que la fuerza de la unión se
define como:
Fuerza de la unión = (constante) x (componente mecánico) x (componente químico)
Esta ecuación sugiere que el sustrato posee simultáneamente un componente debido a la
topografía del sustrato y un componente químico necesario para producir una elevada fuerza
de unión.
1.2.2.-MODELO DE TEORÍA DE DIFUSIÓN
Este modelo se aplica a la adhesión de polímeros compatibles entre sí y a la unión de sustratos
de la misma composición polimérica (auto adhesión); la teoría establece que la adhesión es
debida a la mutua difusión de moléculas poliméricas a través de la interfase y que segmentos
de cadena del polímero o macromoléculas poseen la suficiente solubilidad y movilidad para
realizar la difusión en el sustrato y en el adhesivo, incluso pudiera ser muy difícil de apreciar
la interfase; este tipo de adhesión algunas veces requiere de la presencia temporal de un
disolvente, el cual plastifica la superficie de los polímeros, incrementando la movilidad de las
macromoléculas en la región interfasial; en resumen este fenómeno se encuentra limitado a la
autoadhesión, a la adhesión de polímeros compatibles y quizás también a la soldadura
termoplástica o con disolvente (Kinloch, 1980).
1.2.3.-TEORÍA ELÉCTRICA
La teoría eléctrica de adhesión es debida a la atracción electrostática creada por el contacto
del adhesivo con el sustrato, contribuyendo fuertemente a la fuerza de adhesión, esta
atracción sucede debido a que el adhesivo y el sustrato tienen bandas de estructura
electrónicas diferentes, lo que resulta en la formación de una doble capa de carga eléctrica en

9
la interfase adhesiva; algunos investigadores sugieren que estas fuerzas electrostáticas
contribuyen fuertemente a la adhesión, sin embargo se ha creado controversia con esta teoría
debido a que otros investigadores proponen que estas cargas electrostáticas son consecuencia
de la unión y no la causa de la unión (Kinloch, 1980).
1.2.4.-TEORÍA DE LA ADSORCIÓN TERMODINÁMICA O MOJADO SUPERFICIAL.
La teoría de la adsorción termodinámica es en general la teoría de adhesión mayormente
aceptada y propone que alcanzando un íntimo contacto intermolecular ( 5 ɳm) en la
interfase (líquido-sólido) los materiales se adhieren debido a las fuerzas superficiales, el tipo
de fuerzas físicas superficiales de atracción más comunes son las fuerzas de van der Waals y
pueden atribuirse a diferentes efectos: a) fuerzas de dispersión (London) debidas al
movimiento interior de los electrones y no al momento dipolo, b) fuerza Keesom o polar
creada por la orientación permanente de los dipolos eléctricos y a la inducción permanente de
los dipolos que polarizan las moléculas, c) fuerzas debidas al enlace del átomo de hidrógeno,
la fuerza se crea por la atracción entre el átomo de hidrógeno y algún otro átomo fuertemente
electronegativo, tal como: átomos de oxígeno, nitrógeno, flúor, etc. Estos mecanismos explican
la fuerza de unión del adhesivo con el sustrato, de tal forma que el íntimo contacto de los
materiales es en extremo importante, aunque no es por sí mismo suficiente para que se
suceda una adhesión adecuada (Kinloch et al, 1983).
El mojado es la propiedad de algunos líquidos de extenderse espontáneamente en los
sustratos sólidos al ponerse en contacto; algunos autores han mencionado la importancia del
mojado como el factor con mayor influencia en la fuerza adhesiva de la unión y puede ser
cuantitativamente definido con referencia a una gota de líquido (Sessile drop) depositada en
reposo sobre la superficie de un sólido como se muestra en la figura 1 donde: ϒLV, ϒSV, ϒSL,
representan la energía superficial especifica o tensión superficial de las interfases líquido-
vapor, sólido-vapor y sólido-líquido, siendo el mojado una consecuencia de la interrelación de
las tensiones superficiales presentes en la interfase sólido-líquido, por tanto se considera una
medición directa de las fuerzas intermoleculares en la interfase de la unión (Gindl., et al 2001)
10
Figura 1- Gota de líquido (Sessile drop) en equilibrio sobre la superficie de un sólido.
La tensión superficial es el resultado de la atracción de la masa del material sobre la capa
superficial del mismo y esta atracción tiende a reducir el número de moléculas en la región
superficial resultando en la formación de mayores distancias intermoleculares en la
superficie, este incremento ha requerido la realización de un trabajo y por tanto el sistema
requiere energía para regresar a la configuración inicial. En 1855 Young consideró un líquido
de tensión superficial conocida ϒLV en contacto con un sólido homogéneo, no deformable, liso
y de superficie isotrópica. La fuerza de adhesión para un sistema simple como el de la figura 1,
puede ser estimada a través del trabajo de adhesión, Wa.. La ecuación (1) refiere al trabajo
requerido para separar la gota de la superficie del sólido (Schrader, 1995).
Wa= ϒSV + ϒLV – ϒSL (1)
El reto de esta ecuación es que solo ϒLV se puede evaluar por métodos directos y confiables tal
como los métodos de: plato de Wilhelmy, de ascenso capilar, estático de gota, de anillo, etc.;
sin embargo obtener la tensión superficial de los sólidos es compleja y los valores obtenidos
son pocas veces confiables por lo que la técnica de medición de ángulos de contacto es entre
todos el más ampliamente utilizado. La estimación de la tensión superficial a partir de la
medición de ángulos de contacto está basada en la ecuación de Young, la cual se suscribe en la
ecuación 2.
ϒLV cos θ= ϒSV – ϒSL (2)
Donde el cos θ es el ángulo de contacto de Young; nuevamente se observa que las únicas
cantidades medibles en la ecuación de Young son ϒLV y el cos θ.
Zisman (1964) fue el primer investigador que estableció que al graficar el coseno del ángulo
de contacto de una serie de líquidos versus la tensión superficial del líquido (cos θ vs ϒLV), los
puntos así obtenidos se encontraban dentro de una banda de una línea recta; de estas
investigaciones se desarrolló el concepto de tensión superficial crítica de mojado, este

11
razonamiento llevó a la subsecuente investigación de graficar ϒLV · cos θ versus ϒLV para
fluidos polares y no polares en la misma superficie sólida, el resultado mostró una curva
suave, por lo que se concluyó que las fuerzas intermoleculares no son independientes del
efecto del ángulo de contacto, como lo muestra la ecuación (3):
ϒLV cos θ = f (ϒLV, ϒSV) y ϒSL = f (ϒLV, ϒSV) (3)
Buscando una relación explicita entre las tres tensiones superficiales Berthelot (1898)
encontró (ecuaciones (4 y 5):
ϒSL = ǀ ϒLV – ϒSV ǀ (4) combinando con la ecuación de Young establece
cos θ = -1 +2 ϒSV/ ϒLV (5)
Good et al. (1958), aproximó la energía libre de adhesión de un sistema sólido-líquido (WSL) en
términos de la energía libre de cohesión del sólido (WSS) y energía libre de cohesión del
líquido (WLL) tal que
WSL = (WLL ·WSS)1/2 (6) sabiendo que: WSS= 2 ϒSV y que WLL=2 ϒLV
WSL = (ϒLV · ϒSV)1/2 (7) por definición: WLV = ϒLV + ϒSV – ϒSL
La ecuación se transforma en;
ϒSL = ϒLV + ϒSV -2(ϒLV · ϒSV)1/2 (8) combinando con la ecuación de Young
cos θ = -1 + 2 (ϒSV/ ϒLV)1/2 (9)
La validez de la ecuación (9) para estimar la tensión superficial del solido ϒSV se ha
demostrado para un gran número de ángulos de contacto experimentales.
A partir de este razonamiento, la teoría de Fowkes (1964) dividió la energía libre superficial
en dos partes del componente de fuerzas dispersivas que incluyen las fuerzas de London-van
der Waals, de orientación Keesom-van der Waals, de inducción Debya-van der Waals, las
fuerzas Lifshitz-van der Waals y las de componente polar que consisten en enlaces acido-base.
ϒitot = ϒi
d + ϒi
p (10)

12
Donde (ϒid) es el componente de fuerzas dispersivas y ϒi
p es el componente polar, dado que
Fowkes solo consideró las fuerzas dispersivas en la interfase líquido-sólido; la ecuación de
Fowkes se presenta de la siguiente manera (ecuación 11);
ϒSL = ϒS + ϒL – 2 (ϒSd + ϒLd)1/2 (11)
Sustituyendo en la ecuación de Young.
ϒL (1+cos θ) = 2 (ϒSd + ϒLd)1/2 (12)
Esta ecuación se aplica para calcular la energía libre superficial y solo considera la interacción
dispersiva del sistema.
Algunas otras ecuaciones desarrolladas son la de la teoría media geométrica que es una
extensión de la ecuación de Fowkes, ya que considera la fuerza polar.
ϒSL = ϒS + ϒL - 2 ( ϒSd ϒLd)1/2 - 2 (ϒSp ϒLP)1/2 (13) combinando con la ec. de Young
ϒS (1+cos θ) = 2 ( ϒSd ϒLd)1/2 + 2 (ϒSp ϒLP)1/2 (14)
Estas ecuaciones representan algunas de las relaciones de tensión superficial, sin embargo
existen algunas más, las cuales pueden considerar otros fenómenos. La tabla 1 muestra la
representación matemática de diferentes teorías de adhesión (Tavana & Neumann, 2007).
Tabla 1- Representación matemática de diferentes teorías termodinámicas de adhesión.
TEORÍA REPRESENTACIÓN MATEMÁTICA
Young ϒL cos θ = ϒS - ϒSL
Fowkes ϒL (1+ cos θ) = 2 ( ϒSd ϒLd )1/2
Promedio geométrico ϒL (1+ cos θ) = 2 ( ϒSd ϒLd )1/2 + 2 ( ϒSP ϒLP )1/2
Promedio armónico ϒL (1+ cos θ) = 4 ( ϒSd ϒLd)) / (ϒSd + ϒLd) + 4 (ϒSP ϒLP)/( ϒSP + ϒLP)
Acido-Base ϒL (1+ cos θ) = 2 (ϒSLW ϒLLW)1/2 + 2 (ϒS+ ϒL-)1/2 + 2 ( ϒS- ϒL+)1/2
Ecuación de estado ϒL (1+ cos θ) = 2 (ϒS ϒL)1/2 [ 1-β1 ( ϒS - ϒL)2 ]

13
1.2.5.- TEORÍA DE ENLACES QUÍMICOS.
El enlace químico es aquel que existe entre un grupo químico en la superficie del adhesivo y
un grupo químico compatible en el adherente, la fuerza de unión depende del número y tipo
de enlaces (iónicos o covalentes) en la interfase. Los tratamientos de los sustratos involucran
cambios químicos y morfológicos los cuales influyen en la naturaleza de las uniones adhesivo-
sustrato (Kinloch, 1980).
1.3.- POLÍMEROS EPÓXICOS
Los materiales epóxicos son polímeros ampliamente utilizados como adhesivos y como
matrices poliméricas, entre sus aplicaciones se pueden citar la industria aeroespacial, la
aviación, la industria de la construcción, la industria naviera, en piezas de moldeo, en
recubrimiento, envasado y encapsulado de dispositivos semiconductores, adhesivos en la
industria aeronáutica, automotriz, aeronáutica espacial, eléctrica, electrónica, en la industria
de manufactura de tanques, en la construcción de ductos, productos laminados etc. (Kinloch
et al., 1983); las resinas epoxi describen una amplia clase de polímeros termofijos cuyas
características dependen de las reacciones que se realizan a través del grupo oxirano o grupo
epóxico, en general son cadenas poliméricas que contienen un anillo formado por dos átomos
de carbono y un átomo de oxígeno, la presencia de este grupo funcional define a la molécula
como un epóxico, el uso de estas resinas básicamente se clasifican de acuerdo a su empleo:
aquellas que se utilizan en aplicaciones a altas temperaturas o llamadas estructurales y las de
aplicación a bajas temperaturas o no estructurales (Boyle et al 2001).
Las resinas epóxicas se emplean comúnmente como adhesivos, recubrimientos para
laminados entre otros y se destacan por su versatilidad, alta resistencia a los químicos, su
sobresaliente capacidad de adhesión, alta resistencia eléctrica, facilidad de moldeado, alto
modulo y dureza, poco desgaste, y alta resistencia proveniente de su microestructura
altamente reticulada, baja viscosidad, baja volatilidad y poca contracción cuando se cura, estas
propiedades han hecho a las resinas epóxicas muy atractivas para aplicarlas en muchos
sectores como se mencionó con anterioridad (Brostow et al., 2010), sin embargo, pese a estas
ventajas, el empleo de las epóxicas se ve limitado dado que son resinas muy quebradizas, su
poca resistencia al crecimiento de grietas ha limitado su empleo en situaciones de alto
rendimiento tecnológico o de resistencia a la carga, donde son profusamente empleadas como
adhesivos y como material base para la elaboración de compositos con fibra de vidrio (Liu et
al., 2011).

14
Las resinas epóxicas sin curar presentan propiedades mecánicas pobres, baja resistencia al
calor y poca resistencia mecánica. Sin embargo, sus propiedades mejoran grandemente al
reaccionar los prepolímeros epóxicos lineales con agentes de curado, para dar forma a
estructuras reticuladas tridimensionales y termoestables; este proceso se conoce
comúnmente como el curado o endurecimiento de las resinas, donde el curado es un proceso
exotérmico y en algunos casos produce calor suficiente para degradar las cadenas poliméricas
si no se controla adecuadamente la reacción; el curado se puede lograr por la reacción
catalizada de una resina epóxica consigo misma (homopolimerización) o mediante la
formación de un copolímero utilizando agentes de curado polifuncionales, en principio, puede
ser cualquier molécula que contiene un hidrógeno activo que reaccione con los grupos
epóxicos, algunos de los endurecedores comúnmente utilizados son: las aminas alifáticas,
derivados de las aminas aromáticas, anhídridos, poliamidas, entre otros, de tal manera que al
realizar la copolimerización, la combinación de resina epóxica lineal y agente de curado,
prácticamente define las características de la resina epóxica termofija reticulada. (Lee & Nevill
1967).
La familia de las resinas epóxicas se divide en cinco grupos principales de acuerdo al origen
de los grupos oxiranos; éteres glicéricos, esteres glicéricos, aminas glicéricos, alifáticas
lineales y cicloalifáticas, comercialmente los éteres son los más importantes ya que el 95 % de
las resinas epóxicas utilizadas son del tipo glicidiléter obtenidas por la reacción de la
epiclorhidrina con el bisfenol A 2-2 bis (p-hidroxifenil propano), la razón del uso de estas
materias primas es por la alta reactividad de la epiclorhidrina, que permite su combinación
con cualquier molécula portadora de hidrógenos activos, así como por su fácil obtención por
la vía de la petroquímica. Variando las relaciones estequiométricas entre la epiclorhidrina, el
bisfenol A y el hidróxido de sodio, se modifica el peso molecular del producto (Earhart &
Montague, 1957), como se muestra en la figura 2.
Siendo n el grado de polimerización que puede variar desde n = 1 hasta n = 12, según la
proporción de los reactantes, durante la reacción se forman mezclas variables de resinas de
alto y bajo peso molecular, la parte repetida de la molécula tiene un peso molecular de 284, de
ahí la relación del peso molecular del prepolímero con el valor de n, cuando el peso molecular
es superior a 908 el prepolímero es sólido, mientras que con menor peso molecular es líquido
o semisólido.

15
Diglicidiléter de bisfenol A
Figura 2- Elaboración del prepolímero epóxico diglicidil eter de bisfenol-A por condensación.
Algunas de las propiedades de mayor importancia de definir en las resinas epóxicas es la del
equivalente epóxico, que es el peso de la resina que contiene un equivalente gramo del grupo
epoxy o índice de hidroxilo; que es el peso de la resina que contiene un equivalente gramo de
hidroxilo. Existe una gran variedad de resinas epóxicas a nivel comercial, cuyo uso depende de
las características propias del material, algunas de las más comunes a nivel comercial son las
resinas epoxi con base de bisfenol F y/o novolac, la sustitución de bisfenol A por bisfenol F
proporciona a las resinas epoxi mayor entrecruzamiento al ser curado con aminas aromáticas
o anhídridos y presenta mejor comportamiento mecánico, químico y térmico. El prepolímero
tiene un peso equivalente de 165-190 g/gmol, contiene dos anillos epóxicos en su molécula, la
viscosidad se encuentra en el rango de 2000-7000 centipoises y son líquidos a temperatura de
25 °C, en la figura 3 se muestra la estructura química.
Figura 3- Estructura química de la resina epóxica bisfenol F y/o novalak.
Las resinas epóxicas flexibles son resinas que poseen largas cadenas lineales en las cuales se
sustituyen los bisfenoles por poliglicoles poco ramificados, son resinas de baja reactividad que
normalmente son utilizadas como flexibilizantes reactivos en otras resinas, mejorando la
resistencia al impacto, su estructura química se muestra en la figura 4.

16
Figura 4- Estructura química de resina epóxica flexible.
Actualmente existen un gran número de resinas epóxicas y aunado al avance en los sistemas
de aplicación, es difícil imaginar un área tecnológica donde las resinas epoxi no estén siendo
empleadas.
1.4- CURADO DE LAS RESINAS EPÓXICAS
En general, las resinas epoxi sin curar tienen pobres propiedades mecánicas, térmicas y
químicas, sin embargo, por medio de la reacción de curado se obtienen estructuras
termoestables reticuladas tridimensionales con mejores propiedades (Jaramillo et al., 2004).
El curado se sucede por reacción de una resina epoxi con sí misma (homopolimerización) o
mediante la formación de un copolímero con agentes de curado o endurecedores
polifuncionales (copolimerización); en principio, cualquier molécula que contiene un
hidrógeno reactivo puede reaccionar con el grupo epóxico, las clases más comunes de
endurecedores para resinas epoxi incluyen aminas, poliamidas, ácidos, anhídridos de ácidos,
fenoles, alcoholes y tioles, el curado de algunas combinaciones de resina epoxi-endurecedor
se realizan a temperatura ambiente, algunas otras requieren calor a temperaturas de hasta
200 °C (Gonzalez et al., 2012). La adición de calor insuficiente durante el curado resultará en
una red con cadenas poliméricas incompletas y por lo tanto propiedades mecánicas, térmicas
y químicas de mala calidad, óptimamente la temperatura de curado debe alcanzar la
temperatura de transición vítrea para que el curado sea completo, de igual manera una
temperatura excesiva durante el curado provocará un deterioro de las propiedades del
copolímero termofijo, en conclusión es recomendable aumentar la temperatura lentamente
para controlar la velocidad de curado y evitar la excesiva acumulación de calor a partir de la
reacción exotérmica de curado (Boey et al., 1999).
Los agentes de curado se clasifican ampliamente en agentes de curado de baja temperatura y
de alta temperatura, en la clasificación de agentes de curado a baja temperatura se encuentran
entre otras, las aminas alifáticas de la clase de dietilentriamina (DETA), trietilentetramina
(TETA), tetraetil n-pentamina (TEPA), meta-xilendiamina (MXDA), aunque esta última tiene
un grupo aromático, se comporta durante la reacción de curado como el grupo de aminas
alifáticas; otro grupo muy interesante es la polieter amina (Jeffamina), algunas aminas

17
cicloalifáticas se incluyen en este rubro como la metilendiciclohexil amina (IPDA) y las
poliamidas, estas últimas son producto de la condensación de poliaminas y dímeros ácidos o
ácidos grasos que en general son menos reactivas que las aminas. Las poliamidas al igual que
las aminas también se clasifican en poliamidas primarias, secundarias, o ternarias y
básicamente presentan un mecanismo de reacción de curado parecido a las aminas, por lo que
son muy utilizadas en la elaboración de adhesivos, algunos de los agentes de curado a altas
temperaturas son las aminas aromáticas como el 4,4, diaminodifenil metano (DABM),
metilenbis(diisopropil anilina) (MPDA) entre otros, los anhídridos aromáticos y cicloalifáticos
son otro tipo de agentes de curado muy utilizados, el más empleado es el anhídrido ftálico, sin
embargo su empleo es complejo y delicado ya que producen quemaduras con el aumento de
humedad y calor, los anhídridos son empleados en campos muy especializados (Boyle et al.,
2001).
La primera reacción entre la poliamida y el grupo oxirano se realizó en el año de 1953 y se
describe como la interacción de dos polímeros que producen estructuras tridimensionales
alcanzando altos grados de dureza, alguna de las propiedades de las resinas epóxicas curadas
con poliamidas son: relativo poco tiempo de curado, medianas y altas temperaturas de
curado, alta flexibilidad, excelentes propiedades adhesivas, alta resistencia a la humedad,
buena resistencia a los productos químicos, alta resistencia al impacto, ligera coloración y
poca contracción de la resina después del curado, por lo que al emplearlos como adhesivos
generan poco estrés en los enlaces adhesivos. Los mecanismos de reacción de curado del
grupo epoxi con aminas y poliamidas son muy semejantes como muestra el proceso en las
figuras 5 y 6. En la figura 7 se muestran las estructuras moleculares de la resina epóxica y la
base de la poliamida. La reacción del anillo epóxico con los hidrógenos primarios activos de la
poliamida se muestra en la figura 8 (Meure et al., 2010).

18
AMINA PRIMARIA
Grupo
epóxico
+ Amina primaria
Amina secundaria +
grupo hidroxilo
AMINA SECUNDARIA
Figura 5- Mecanismos de reacción amino-epoxi, amina primaria y secundaria.
Figura 6- Mecanismo de reacción amino-epoxi ruptura del anillo epoxi, (I) grupo oxirano, (II) hidroxilo, (III) amina ternaria, (IV) amina secundaria, (V) grupo éter incorporado a la resina
epóxica en el proceso de curado
Figura 7- Estructura molecular de la resina epóxica y poliamida.
Grupo epóxico
+
Amina secundaria
Amina ternaria + hidroxilo

19
Figura 8- Mecanismo de reacción poliamida-epoxi.
1.5.- QUÍMICA Y TÉCNICA SOL-GEL.
El proceso de sol-gel se describe como la formación de una red de óxido inorgánico por medio
de una serie de reacciones progresivas de hidrólisis y condensación de moléculas llamadas
precursores en un disolvente líquido, la técnica empleada con mayor frecuencia inicia con la
solución de un precursor M (OR)n diluido en alcohol, donde M representa un elemento, tal
como Si, Ti, Zr, Al etc. y donde R es típicamente un grupo alquilo (CxH2x+1) (Wang et al., 2009).
El proceso llamado sol-gel encuentra su fundamento en la realización de dos reacciones
principales, la hidrólisis de precursores metálicos a los cuales se les incorpora uno o varios
grupos hidroxilo y a la reacción de condensación, que propiamente es la realización de la
polimerización.
La figura 9 muestra la obtención de silanoles debido a la reacción de hidrólisis del precursor
tetraetilortosilicato (Unger et al., 1994).
Figura 9- Hidrólisis del precursor tetraetilortosilicato.

20
La segunda reacción del proceso sol-gel consiste en la condensación de la sílica tetraédrica
como se observa en la figura 10.
Condensación de alcohol.
Condensación de agua.
Figura 10- Reacciones de condensación en la técnica Sol-Gel.
La técnica de sol-gel es en realidad un proceso mucho más complejo que las dos reacciones
anteriores, ya que consiste en una serie de etapas que de manera conjunta dan lugar a una
gran variedad de compuestos inorgánicos e híbridos.
El mecanismo de hidrólisis se relaciona con la acción catalítica ácida o básica en el medio en
que se encuentra la molécula del precursor, como se muestra en las figuras 11 y 12.
Figura 11- Mecanismo de hidrólisis por catálisis ácida, mediante un ataque electrofílico.

21
Figura 12- Mecanismo de hidrólisis por catálisis básica, mediante un ataque nucleofílico.
El mecanismo de la condensación se lleva a cabo tan pronto como el precursor es hidrolizado,
esta reacción se desarrolla dependiendo de la concentración de agua presente en el medio y la
acidez o basicidad del medio reactante, la figura 13 muestra el mecanismo de condensación
por sustitución, nucleofílica donde el pH puede encontrarse en el intervalo de 7 a 12.
Figura 13- Mecanismo de condensación mediante sustitución nucleofílica.
La figura 14 presenta el mecanismo de condensación electrofílica, el pH de la condensación se
encuentra por debajo de 7
Figura 14- Mecanismo de condensación mediante sustitución electrofílica.
Las reacciones de hidrólisis y condensación se ven sujetas a un importante número de
variables de proceso, afectando las características del polímero que se produce; algunas de las
variables principales de la reacción son: naturaleza del catalizador, pH de la solución, cantidad
de agua adicionada al proceso, tipo de disolvente que se emplea, temperatura de la reacción,
clase del precursor que se utiliza etc., la figura 15 presenta algunas clases de polímeros que se
obtienen de acuerdo a las variables seleccionadas durante el proceso de síntesis (Hench &
West, 1990).

22
Figura 15- Representación esquemática de polimerización por la técnica de sol-gel.
La gelación es una etapa muy importante en el proceso sol-gel y sucede cuando las cargas
repulsivas localizadas en los agregados de los siloxanos son suficientemente débiles para
permitir el agrupamiento de los polímeros, en el punto de gelación la viscosidad aumenta
rápidamente, definiéndose el punto de gelación como el punto donde la solución no presenta
fluidez, la figura 16 muestra el comportamiento de las cadenas de polímeros principales en el
punto de gelación con pH ácido y básico.
Figura 16- Comportamiento de las cadenas poliméricas con respecto al pH del medio.
Algunos de los productos más notables que emplean la técnica sol-gel, se encuentran en áreas
muy diversas como; a) recubrimientos con función específica de anti reflejantes, anti
abrasivos, anti corrosivos, recubrimientos con carácter hidrofóbico, películas ópticas, b)
materiales con alta porosidad como aerogeles, catalizadores, microfiltros, sensores (con

23
aplicaciones químicas y biologías) c) abrasivos, fibras, polvos cerámicos, catalizadores,
membranas, nanocompositos, nanotecnología, tecnología de encapsulado, adhesivos híbridos
etc. (Uhlmann, 1998).
1.6.- MATERIALES HÍBRIDOS
La elaboración de materiales avanzados con base en la combinación de las propiedades de
diferentes compuestos (orgánicos-inorgánicos), ha sido desde hace varias décadas una forma
de mejorar las propiedades de éstos materiales para la aplicación a nivel industrial, sin
embargo, el concepto de materiales híbridos no había sido mencionado sino hasta hace muy
poco tiempo cuando la investigación y el desarrollo de compuestos nanoestructurados de
materiales orgánico-inorgánico se impulsó con el desarrollo de la industria de los polímeros y
con el avance tecnológico de la elaboración de nanocompuestos mediante la técnica sol-gel. La
premisa fundamental consiste en la incorporación de los polímeros inorgánicos y/o híbridos
creados mediante la técnica de sol-gel a algún polímero orgánico, obteniendo así compuestos
muy sofisticados con una altísima dispersión, de tal manera que se logra el fortalecimiento de
las propiedades deseadas en el nuevo material sintetizado (Bhattacharya et al., 2008), estos
materiales son considerados como una innovación en el campo, porque si bien se han
consolidado en el interés científico y académico, también ha despertado atracción en la
aplicación de éstos en diferentes sectores industriales, las propiedades que se esperan de los
materiales híbridos se relacionan grandemente con diseño y síntesis empleados, pero también
con la sinergia entre la naturaleza química de los componentes orgánico e inorgánico, de tal
forma que las propiedades del material sintetizado dependen de la manera en que éstos se
encuentran en contacto (Sánchez et al., 1999).
La naturaleza de la interfase del material híbrido orgánico e inorgánico básicamente permite
realizar la agrupación de estos en dos clases:
Clase I.- La fase orgánica y la fase inorgánica se encuentran unidos a través de enlaces físicos
débiles de van der Waals o enlaces de hidrógeno, por lo que se tienen los polímeros orgánico e
inorgánico interpenetrados.
Clase II.- Las fases orgánicas e inorgánicas se encuentran unidas a través de enlaces muy
fuertes de carácter químico del tipo covalente o iónico, aunque también pueden existir en esta
clase las uniones de tipo físico (Sánchez & Ribot., 1994).
El amplio rango de procedimientos para obtener estructuras orgánico-inorgánicas, ha llevado
a la elaboración de una gran variedad de materiales nanoestructurados y con mucha

24
factibilidad de encontrar aplicación en la industria, la característica distintiva de los
materiales híbridos es que sus atributos no solo relacionan las propiedades de los
componentes orgánicos e inorgánicos, sino que le confieren nuevas propiedades al material
híbrido, pues es bien conocido que los polímeros orgánicos tienen excelente cualidades con
respecto a la dureza, bajo precio, flexibilidad, baja densidad y alta procesabilidad, mientras
que los materiales inorgánicos tienen alta resistencia química, buenas propiedades químicas,
ópticas, mecánicas y térmicas, de tal forma que al unirlos se genera sinergia entre las
propiedades de uno y otro material, obteniendo de esta forma un componente diferente, que
reúne y mejora las propiedades de las sustancias originales (Hussain et al., 2006), en la tabla 2
se muestran algunas de las propiedades de los polímeros orgánicos e inorgánicos.
Tabla 2- Propiedades de los polímeros orgánicos e inorgánicos.
Los materiales híbridos como se argumentó con anterioridad, se clasifican de una manera
muy amplia en dos principales clases, dependiendo de la naturaleza de las interacciones que
se presentan en la interfase, en los compuestos híbridos clase I solo existen fuerzas de
carácter físico como son las fuerzas de van der Waals, puentes de hidrógeno o fuerzas
electrostáticas, en tanto en los compuestos híbridos clase II parte de los componentes
orgánicos e inorgánicos se ligan a través de enlaces químicos fuertes del tipo covalente o
iónico.
Los materiales híbridos se distinguen en diferentes combinaciones morfológicas que incluyen
las siguientes categorías híbridos clase I e híbridos clase II.
CLASE I
Moléculas orgánicas dentro de matrices inorgánicas sol-gel. (ORMOSIL, CERAMERS).
Polímeros orgánicos con nanopartículas generadas in situ por sol-gel.
PROPIEDADES DE LOS
POLÍMEROS ORGÁNICOS
PROPIEDADES DE LOS
POLÍMEROS INORGÁNICOS
Bajo costo Alta dureza
Flexibilidad Resistencia a la abrasión
Procesabilidad Inertes
Bajo peso Alta resistencia térmica

25
Polimerización simultánea de precursores con grupos orgánicos.
Estructuras ordenadas orgánicas-inorgánicas.
CLASE II
Híbridos obtenidos a partir de alcóxidos de silicio orgánicamente modificados.
Híbridos con base en óxidos de metales de transición.
Híbridos basados en bloques de construcción como agentes de moldeo.
Polímeros organometálicos.
Debido a la enorme versatilidad de procesos de síntesis, la necesidad de producir materiales
avanzados requiere de constante exploración no solo en la síntesis pero también en el empleo
de estos a nivel industrial (Judeinstein & Sánchez, 1996).
1.7.- MECANISMOS DE AUMENTO DE TENACIDAD DE POLÍMEROS
EPÓXICOS.
Los polímeros epóxicos termofijos son utilizados como adhesivos debido a su microestructura
que le confiere muchas y muy interesantes propiedades, entre otras: resistencia a la abrasión,
alto módulo, alta resistencia al estrés, alto poder adhesivo etc.; sin embargo es aceptado que
las resinas epóxicas termofijas debido a la red orgánica tridimensional son altamente frágiles
y tienen poca resistencia a la iniciación y crecimiento de grietas (Johnsen et al., 2007; May et
al., 2010). La incorporación de nanopartículas del tipo de la sílica y zirconia le confiere al
adhesivo híbrido mejores propiedades mecánicas, químicas y térmicas y más específicamente
le aportan propiedades de tenacidad y dureza al adhesivo (Johnsen et al., 2007).
La tenacidad del material se define como la resistencia a la iniciación y propagación de grietas
debido a la energía absorbida mientras se inicia o se propaga la grieta (Liang & Pearson,
2010), la tenacidad del material se alcanza mediante diversos mecanismos de disipación de
energía por la incorporación de micro o nanopartículas al seno de la fase orgánica a través de
la creación de otra fase (sólida) en la matriz polimérica orgánica.
En el caso de adhesivos híbridos, el aumento de la tenacidad es debida a la disipación de
energía que aparece en la región plástica cerca de las nanopartículas creando un espacio entre
las nanopartículas y la zona plástica (May et al., 2010).

26
En general, la síntesis de adhesivos híbridos se realiza con la idea de que las fuerzas adhesivas
sean superiores a las fuerzas cohesivas, esto significa que las fuerzas entre el sustrato y el
adhesivo sean superiores a las fuerzas internas del adhesivo (Bauer et al., 2006) y es
exactamente en este rubro donde las nanopartículas realizan la aportación más importante en
la aplicación, generando una mejora de las propiedades mecánicas, químicas y térmicas de la
unión (May et al., 2010).
Sólo unos pocos estudios de compuestos epoxi-ZrO2 relacionados con su morfología y
propiedades mecánicas han sido reportados y muestran que la resistencia mecánica y la
dureza de una resina epoxi se mejoran al aumentar el contenido de las nanopartículas de ZrO2,
esto se atribuye al hecho de que el ZrO2 tiene una resistencia mucho mayor que la matriz
epóxica sola y al buen enlace entre las nanopartículas y la matriz. Behzaddnasab et al., (2011),
obtuvieron una mayor tenacidad de recubrimiento con la adición de aminopropiltrimetoxi
silano (APS), posteriormente, el mismo grupo estudió el efecto de la adición de diferentes
combinaciones de arcilla y zirconia tratada con APS como refuerzo a los polímeros orgánicos
aumentando de esta forma el rendimiento de corrosión en comparación con el recubrimiento
de resina epóxica pura debido a la mejora de las propiedades de barrera y a la resistencia
óhmica (Behzaddnasab et al., 2013). Con respecto a los adhesivos epoxi, la dispersión de
nanopartículas de ZrO2 en resina epoxi mostró mejoras en el rendimiento mecánico (Medina
et al., 2008).
Entre los principales modelos de disipación de energía para micro y nanopartículas se
encuentra el de “Crack pinning and bowing” (Zhang et al., 2008). Este modelo se basa en la
hipótesis de que las partículas actúan como postes que detienen la onda de tensión que
recorre la matriz polimérica, la figura 17 muestra el mecanismo de disipación de energía.
Figura 17- Esquema del modelo “crack pinning bowing”
Otro modelo es el de “Particle bridging” el cual se basa en que las partículas expanden la
superficie de tensión en la matriz polimérica.

27
El modelo de “Microcracking” se basa en que la grieta inicial se convierte en varias pequeñas
grietas como se muestra en la figura 18.
Figura 18- Esquema del modelo “Microcracking”
El modelo “Crack path deflection” desvía la dirección de la grieta e incluso la puede llevar a
otro plano como se muestra en la figura 19.
Figura 19- Esquema del modelo “Crack path deflection”.
En tanto que el modelo “Localized shear yielding (shear banding)” se basa en crear una zona
de amortiguamiento de la tensión debido a la distorsión de la matriz en la resina polimérica y
asimismo le quita fuerza a la grieta, como se muestra en la figura 20.
Figura 20- Esquema del modelo Localized shear yielding.
En el caso de utilizar nanopartículas se ha propuesto un modelo de aumento de la energía de
fractura, el cual no ha sido completamente desarrollado, sin embargo, se cree que existen dos
mecanismos de disipación de energía (Ma et al., 2008).

28
El primer mecanismo puede ser la ruptura de la unión entre las nanopartículas y la matriz
polimérica, el segundo mecanismo consiste en la creación de una región de deformación entre
las nanopartículas en el seno de la matriz polimérica (mismo mecanismo que en las
micropartículas), ambos mecanismos pueden suceder a un mismo, como se muestra en la
figura 21. Es importante señalar que estos mecanismos de amortiguamiento de tensión se
suceden en el seno de la resina híbrida (Kishi et al., 2005).
Figura 21- Esquema del mecanismos de ruptura de unión y deformación polimérica.
1.8.- TRATAMIENTO DE LOS ESPECÍMENES DE ALUMINIO.
La importancia de unir el aluminio se refleja no solamente en la industria de transporte,
aeroespacial y en general en las industrias de ingeniería, pero además en la abundancia de
artículos y revisión de artículos científicos (Critchlow & Brewis., 1996); los adhesivos
estructurales que unen al aluminio requieren de la presencia de superficies estables y fuertes,
esto es especialmente importante en la industria aeroespacial donde se utiliza el aluminio
como parte de la estructura de las aeronaves (Underhill et al., 2003). Existe una gran
evidencia que las uniones de metales con mayor fuerza y mayor durabilidad se presentan
cuando el sustrato metálico ha recibido un tratamiento con algún tipo de sustancias agresivas
e incluso tóxicas (Abel et al., 2006). El tratamiento de la superficie del aluminio es una de las
etapas más importantes en la adhesión, sin importar el tipo de tratamiento empleado, la
superficie del sustrato es modificada básicamente en cuatro aspectos: a) incrementar la
tensión superficial b) incrementar el área de contacto c) modificar químicamente la superficie
del sustrato d) combinación de los tratamientos previos. Actualmente existe una gran
variedad de tratamientos de superficie del sustrato del aluminio para ser unido mediante
adhesivos, sin embargo, los métodos de preparación de superficie del aluminio más utilizados

29
son: en una primera etapa, el metal es pulido por medios mecánicos, en general puede ser la
abrasión con fibra scotchbrite o con cepillos con hilos de metal entre otros, sin embargo el de
mayor aceptación por la cantidad de área superficial que produce, es el chorro de carburo de
silicio muy fina (50 μm) con alta presión (sandblasteo), en una segunda etapa se puede
seleccionar entre un gran número de tratamientos químicos o electroquímicos, entre los más
utilizados por las industria aéreo espaciales se tienen, el anodizado típicamente con ácido
fosfórico y ácido sulfúrico, posterior al baño en ácido fosfórico, este procedimiento es el
utilizado por la empresa Boing Aereospace Co. (Critchlow &Brewis., 1996), también se tiene la
preparación de la superficie con productos muy agresivos que atacan al aluminio dejando
marcas o grabados en su superficie tal como los productos llamados Forest Products
Laboratory (FPL), el proceso consiste en tratar al aluminio con una mezcla de dicromato–
ácido sulfúrico llamada FPL y posterior anodizado con ácido crómico VI; cabe mencionar que
este último tratamiento produce excelentes resultados, por lo que es el utilizado por la US.
Aircraf Industry (Underhill & River., 2005), estos y otros tratamientos pueden ser utilizados
por si solos, o bien pueden combinarse para ser parte de un tratamiento más elaborado.
El empleo de sustancias tóxicas como puede ser el ácido crómico VI o bien el ácido fosfórico,
ácido sulfúrico, de los llamados productos FPL o algunos otros, ha creado preocupación en el
entorno ambiental debido a su disposición final, además que en el escenario donde se realiza
una reparación, resulta poco práctico el uso de estas sustancias tóxicas, debido
principalmente por las grandes cantidades requeridas para el tratamiento de la superficie
metálica (Underhill et al., 2003). Alternativamente al tratamiento de la superficie del aluminio
empleando productos químicos tóxicos, se desarrollaron algunos procesos cuyo principal
objetivo fue lograr una mejor adherencia y evitar la contaminación del ambiente, el primero
de ellos se basa en sumergir el aluminio en agua caliente en un rango de temperaturas que
puede ser de 60 a 100 °C, durante un determinado tiempo (Rider & Arnott, 2000), el segundo
fue el empleo del glicidiloxipropiltrimetoxisilano para formar una capa en la superficie del
aluminio (primer), la película porosa que se produce en la superficie del aluminio sumergido
durante un determinado tiempo en agua desionizada entre 60 y 100 °C, ha probado que
mejora la durabilidad así como la fuerza de adhesión entre el aluminio y adhesivo (Rider,
2001), el agua desionizada caliente forma una película de una estructura amorfa de seudo-
boehmita (AlO (OH)).2.1 H2O, la película se produce básicamente en tres etapas: inicialmente
hay un periodo de inducción, seguido por un periodo de crecimiento rápido de la película y
finalmente un periodo de lento crecimiento (Rider & Arnot, 2000), es importante señalar que

30
la formación de la película de óxido hidratado de aluminio, se realiza después del tratamiento
físico del aluminio llamado sandblasteo, el cual por sí mismo produce una gran superficie. El
modelo planteado por R.S. Alwitt (1976) debido a la inmersión del aluminio sandblasteado en
agua desionizada caliente propone para el periodo de inducción una duración de cerca de 10
segundos, en la segunda etapa, el periodo de crecimiento rápido de la película porosa,
propone un mecanismo de disolución del aluminio, seguido de un proceso de precipitación,
que resulta en la generación de algunas especies de aluminio solubles, las cuales precipitan en
sitios de nucleación creados en el inicio de esta etapa, la etapa final o de periodo de
crecimiento lento, sucede cuando la disolución de las especies de aluminio es inhibida, debido
a la densificación de película, pero también a la menor cantidad de área de aluminio expuesta
para la disolución (Rider, 2001).
Las características de esta película de pseudo-boehmita o boehmita sufren modificaciones con
respecto al tiempo en que se ve expuesta al agua desionizada, algunas de estas características
son, la densidad de la estructura de la película, la estructura física, la porosidad, la dureza, el
área superficial, el peso ganado por el aluminio durante el proceso, la dimensión de la
profundidad de la película, etc., los análisis realizados a la superficie en esta etapa son muy
importantes para esclarecer la fuerza de la adhesión que pudiera presentarse (Rider, 2006).
El empleo del glicidiloxipropiltrimetoxisilano (GPTMS) en el tratamiento de superficies de
aluminio, contribuye a encontrar una solución al problema del uso de tratamientos químicos o
electroquímicos tóxicos comúnmente utilizados, pero además logra una mejor adhesión entre
los sustratos de aluminio y una mejor resistencia al deterioro que sufre la unión debido a las
condiciones ambientales; el trabajo realizado por el Laboratorio de Investigación de Marina y
Aeronáutica de Australia, establece que las superficies del aluminio que se ven sujetas a un
desengrase con algún solvente como acetona, seguido de una abrasión manual, sandblasteo y
posterior aplicación del GPTMS produce uniones de aluminio muy fuertes con los adhesivos
epóxicos termofijos (Rider, 2006).
Los silanos organofuncionalizados como es el caso del GPTMS, han sido ampliamente
utilizados como agentes de acoplamiento o enganche para mejorar las uniones adhesivas; los
silanos tienen generalmente un grupo hidrolizable (-OCH3) y un grupo organofuncional
(grupo oxirano) que reacciona con el adhesivo formando grandes cadenas poliméricas,
después de la hidrólisis del grupo metoxy, el grupo silano forma fuertes enlaces covalentes
entre el grupo hidroxilo y la superficie del aluminio del tipo Si-O-Al, de esta forma el silano de
acoplamiento cumple dos funciones muy importantes: el primero aumenta la densidad de

31
uniones entre la superficie del aluminio y el adhesivo epóxico y por tanto, la fuerza de unión
adhesiva mejora notablemente y el segundo aumenta la estabilidad hidrolítica del óxido de
aluminio, por lo que hace muy estable la unión a la humedad del medio ambiente (Johnsen et
al ., 2003).
La silanización aumenta los enlaces covalentes que se suceden entre la superficie del aluminio
y el adhesivo según se muestra en la figura 22, el mecanismo de reacción de la silanización se
presenta en la figura 23 (Abel, 2006).
Figura 22- Silanización de la superficie del aluminio por el glicidiloxipropiltrimetoxisilano.
Figura 23- Mecanismos de reacción del proceso de silanización.

32
1.9.- PRUEBAS DE RESISTENCIA DE CORTE CIZALLA.
De todas las diversas geometrías y métodos de tensión de la unión adhesiva, la prueba de
cizalla de un traslape, sin duda, ha recibido la mayor atención de los analistas; existen dos
razones principales para este interés, en primer lugar, es una geometría de ensayo
conveniente y por lo tanto, de uso frecuente para la evaluación de adhesivos y en segundo
lugar es la base para muchos diseños mecánicos empleados en la industria, de acuerdo con los
protocolos establecidos, el cumplimiento de la norma ASTM D1002-05, indica la forma de
evaluar la fuerza de tracción de la unión adhesiva de una solapa metal-metal (Kinloch, 1982).
La evaluación de la fuerza de unión por tracción se lleva a cabo empleando la norma ASTM
D1002-05, de nombre Standard Test Method for Apparent Shear Strength of Single-Lap-Joint
Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal), esta indica las
dimensiones de los especímenes de aluminio a emplear y el procedimiento de tracción de la
máquina de tensión, la figura 24 muestra las dimensiones del espécimen de aluminio y forma
de ensamble de la unión adhesiva.
Figura 24- Especímenes de aluminio de dimensiones según norma ASTM D1002-05.
Posteriormente, las probetas unidas por el adhesivo híbrido curado con poliamida se colocan
en el Máquina Instron modelo 1125 a fin de evaluar la fuerza de tracción requerida para
separar la unión.
25.4 mm 63.5 mm 12.7 mm 63.5 mm 25.4 mm
25.4 mm

33
2.- METODOLOGÍA
2.1.- MATERIALES UTILIZADOS
En esta investigación se utilizó la resina epóxica líquida estándar YD-128, producida por
Epoxemex S.A. de C.V. con base en diglicidiléter de bisfenol A (DGEBA), la tabla 3 muestra las
propiedades del prepolímero epóxico.
Tabla 3- Propiedades de la resina epóxica YD 128 de Epoxemex S.A de C.V.
El agente de curado empleado es poliamida producida por la compañía Epoxemex. S.A. de C.V.
catalogada como EPO 815, con las propiedades descritas en la tabla 4.
Tabla 4.- Propiedades de EPO 815, poliamida producida por Epoxemex S.A. de CV.
PROPIEDADES ESPECIFICACIONES UNIDADES
Apariencia Líquido Transparente
Equivalente epóxico 185-190. g/eq
Densidad 1.17 g/cm3
Viscosidad 12,000-15,000 Cps
Índice de refracción 1.5713
PROPIEDADES ESPECIFICACIONES UNIDADES
Viscosidad 50,000-70,000 Cps a 25 °C
Densidad 0.95-0.97 g/cm3
Valor amínico 230-250 Mg. De KOH/gr
Relación mezcla epóxico 100-100 Partes en peso
Equivalente peso 165-185 g/eq

34
En la primera etapa se sintetizaron nanopartículas de sílica clase I y clase II y posteriormente
en la segunda etapa se sintetizaron nanopartículas de sílica “in situ” clase I y clase II, en ambos
casos por el método sol-gel. Para la síntesis de adhesivos híbridos clase I empleando la técnica
sol-gel se utiliza como precursor el tetraetilortosilicato 99.99 % de Sigma Adrich. (TEOS) y
para la clase II se emplea el precursor glicidiloxipropiltrimethoxisilano, (GPTMS) ≥ 98 %
Sigma Aldrich; en ambos casos se emplea etanol absoluto 200 proof Sigma-Aldrich, agua
desionizada e hidróxido de amonio al 30 %, de Sigma-Aldrich, en la síntesis de las
nanopartículas de zirconia se utiliza el precursor propóxido de zirconia al 70 % diluido en 1
propanol de Sigma Aldrich, agua desionizada, propanol y ácido nítrico al 70% todos de Sigma
Aldrich.
La figura 25 muestra la secuencia o metodología de la síntesis del adhesivo híbrido epóxico-
sílica-zirconia clase I y clase II y el tratamiento de la superficie del sustrato del aluminio, la
figura 26 muestra el ensamble, curado y pruebas de tensión a las uniones de aluminio-
aluminio de acuerdo con la norma ASTM D 1002-05.
Figura 25- Secuencia de procesos para la síntesis del adhesivo híbrido y tratamiento de los
sustratos de aluminio.

35
Figura 26- Secuencia de etapas para realizar las pruebas de resistencia al corte por cizalla.
2.2.- TÉCNICA SOL-GEL NANOPARTÍCULAS DE SÍLICA
La síntesis de las nanopartículas de sílica se realiza bajo el procedimiento presente en la
figura 27.
Figura 27- Ruta de síntesis de nanopartículas de sílica
El equipo de síntesis consiste en un matraz de tres bocas, un refrigerante de rosario conectado
a un sistema de refrigeración, un embudo de adición, un termómetro y una parrilla de
calentamiento con agitación, como se muestra en la fotografía 1.

36
Fotografía 1- Equipo de síntesis de nanopartículas de sílica empleando la técnica del sol-gel.
El procedimiento de síntesis de las nanopartículas de sílica es el que se describe a
continuación:
Se adiciona al precursor TEOS, el solvente alcohol etílico y agua desionizada.
Se agita vigorosamente a una temperatura de 50 °C.
Se adiciona el hidróxido de amonio hasta llegar a un pH de 9.
El sistema de reacción permanece en estas condiciones por 24 horas.
Se realiza la evaporación del alcohol etílico y agua de exceso a una temperatura de
100 °C
La calcinación de las nanopartículas se realiza en la mufla Lindberg/Blue a 500 °C
durante 24 horas.
2.3.- PROCESO SOL-GEL NANOPARTÍCULAS DE SÍLICA
SINTETIZADAS "IN SITU"
La síntesis de las nanopartículas de sílica "in situ" clase I y clase II se realiza bajo el
procedimiento expuesto en la figura 28 y figura 29

37
Figura 28- Ruta de Sintesis de nanopartículas "in situ" clase I
Figura 29- Ruta de Sintesis de nanopartículas "in situ" clase II
La síntesis de nanopartículas de sílica "in situ" para ambos precursores se realiza bajo el
siguiente procedimiento (Matĕjka., et al 2000).
Se pesa una cantidad determina de DGEBA.
Se adiciona la masa correspondiente del precursor
Se adiciona el solvente, en este caso el alcohol etílico
Se adiciona el agua de acuerdo al balance másico.
Se calientan los reactivos a 50 °C
Se agrega hidróxido de amonio hasta un pH de 9.
La mezcla permaneció 48 a una temperatura de 50 °C.

38
La relaciones másicas con el que se elabora el adhesivo híbrido epóxico-sílica establece las
cantidades másicas o PHR (partes de nanopartículas de sílica por cien de resina epóxica en
peso) presentes en la resina epóxica para ambas clases de adhesivo híbrido (clase I y clase II),
las cuales se emplean en diferentes experiencia de análisis y pruebas de tensión, como
ejemplo se presentan las tabla 5 y 6.
Tabla 5- Relaciones másicas de la técnica de Sol-Gel "in situ" precursor TEOS clase I
Tabla 6- Relaciones másicas de la técnica de Sol-Gel "in situ" precursor GPTMS clase II
El adhesivo híbrido se coloca en viales y posteriormente se homogeneiza a una temperatura
de 60 OC en el equipo de sonicación Branson 2510 según se muestra en la fotografía 2.
Fotografía 2- Sonicador marca Branson 2510.
TEOS g
AGUA g
ETANOL g
DGEBA g
PHR Si2O
0.1380 0.1287 0.1250 1.0167 3.91
0.2711 0.2595 0.2244 0.9970 7.84
0.4217 0.3434 0.3453 1.0255 11.87
0.5506 0.4590 0.4683 1.008 15.76
GPTMS g
AGUA g
ETANOL g
DGEBA g
PHR Si2O
0.1758 0.1262 0.1142 1.0283 4.34
0.3633 0.2248 0.2259 1.0085 9.15 0.5102 0.3328 0.3509 1.0270 12.63 0.6353 0.4519 0.4955 1.0224 15.79

39
2.4.-SÍNTESIS DE NANOPARTÍCULAS DE ZIRCONIA POR LA TÉCNICA
SOL-GEL.
La ruta de síntesis de las nanopartículas de zirconio se muestra en la figura 30.
Figura 30- Ruta de síntesis de nanopartículas de zirconia
La síntesis de las nanopartículas de zirconia (Ward, 1993; Oskam et al., 2003; Shukla et al.,
2002) se realiza en una caja de guantes con atmósfera inerte dada la gran reactividad que
presenta el propóxido de zirconio, como se observa en la fotografía 3.
Fotografía 3- Síntesis de nanopartículas de Zirconia.

40
Se mezcla el precursor propóxido de zirconia en propanol el cual actúa como disolvente en el
matraz Erlenmeyer, se acidula con ácido nítrico, se eleva la temperatura a 86 °C y se mantiene
por una hora con fuerte agitación, posteriormente se realiza la adición de agua en solución de
alcohol propílico; en una siguiente etapa las nanopartículas de zirconia se filtran con ayuda
de un embudo buchner y se realizan lavados en dos ocasiones con 2 litros de agua
desionizada, la fotografía 4 muestra las nanopartículas de zirconia.
Fotografía 4- Nanopartículas de zirconia sintetizadas por la técnica sol-gel.
Posteriormente, las nanopartículas se calcinaron a 500 °C por un tiempo de 4 horas en el
horno tubular Thermolyn modelo 21100, como se muestra en la fotografía 4, las partículas
sintetizadas se utilizan en la elaboración de los adhesivos epóxico-sílice-zirconia.
Fotografía 5- Horno tubular Thermolyn modelo 21100.

41
2.5.- TRATAMIENTO DE LA SUPERFICIE DEL ALUMINIO
La tabla 7 presenta los diferentes tratamientos que se han realizado a los especímenes de
aluminio para proceder a diferentes experiencias de adhesión.
Tabla 7- Diversos tratamientos a los especímenes de aluminio
2.5.1.- TRATAMIENTO POR SANDBLASTEO.
El tratamiento por sandblasteo se realiza con micropartículas de carburo de silicio de
diámetro promedio de 50 micrómetros, de forma angulosa e irregular, la fotografía 6 muestra
el tratamiento en el sustrato de aluminio.
Fotografía 6- Aluminio sandblasteado con micropartículas de 50 micrómetros
TRATAMIENTO DESCRIPCIÓN
Físico Abrasión con fibra Scotchbrite bajo agua corriente
Físico+Químico con agua caliente (TFQAC)
Inmersión en agua caliente a 80 OC, para la formación de la capa de bohemita AlO(OH)
Físico+Químico+Silanización El GPTMS se hidroliza en agua a 25 OC por 60 minutos posteriormente el espécimen de aluminio se sumerge por 10 minutos a 25 OC y es secado a 100 OC durante 60 minutos.
Sandblasteo+(TFQAC)+Silanización. El espécimen de aluminio se sandblastea con partículas de carburo de silicio (diámetro de 50 μm) posteriormente se realiza el tratamiento (TFQAC)+Silanización.

42
2.5.2.- TRATAMIENTO HÍDRICO A 80 °C.
El tratamiento hídrico se realiza por inmersión de los sustratos de aluminio sandblasteados en agua a
80 °C, el tratamiento tiene un tiempo de duración de 20 minutos, el procedimiento se muestra en la
fotografía 7.
Fotografía 7- Tratamiento de aluminio por inmersión en agua a 80 °C
2.5.3.- TRATAMIENTO DE SILANIZACIÓN DE LA SUPERFICIE DEL ALUMINO.
El tratamiento de silanización se realiza básicamente en tres etapas.
a. Hidrólisis del glicidiloxipropiltrimetoxisilano GPTMS
b. Silanización de la superficie del sustrato de aluminio por inmersión
c. Secado de los sustratos de aluminio.
2.5.3.1.- HIDRÓLISIS DEL GLICIDILOXIPROPILTRIMETOXISILANO
La hidrólisis del GPTMS se realiza a una temperatura de 25 °C, durante 60 minutos con
agitación. Se prepararan tres concentraciones acuosas de GPTMS al 1%, 3% y 5%, en volumen.
2.5.3.2.-SILANIZACIÓN DE LA PROBETA DE ALUMINIO.
La silanización del sustrato de aluminio se realiza por inmersión de éste en la solución
hidrolizada descrita previamente durante 10 minutos a temperatura de 25 °C, se realizaron
silanizaciones de sustratos de aluminio en soluciones al 1 %, 3 % y 5 % de GPTMS. Como se
muestra en la fotografía 8.

43
Fotografía 8- Silanización del sustrato de aluminio.
2.5.3.3.-SECADO DEL SUSTRATO DE ALUMINO.
Las probetas de aluminio silanizadas se secaron en la estufa de vacío (Bam stead Lab-line) a
una temperatura de 100 °C, durante 60 minutos, la fotografía 9 muestra la estufa de vacío.
Fotografía 9- Estufa de vacío (Bam stead Lab-line)
2.6.- FORMULACIÓN DE ADHESIVOS HÍBRIDOS CURADOS CON
POLIAMIDA
Se muestran algunos de los más de 600 balances másicos de las formulaciones de adhesivos
híbridos epóxico-sílica-zirconia preparadas, para emplearse en pruebas de resistencia a la
tracción, debe tenerse presente que las nanopartículas de sílica se sintetizan "in situ" de

44
acuerdo a la metodología anteriormente mostrada y las nanopartículas de zirconia se
adicionan al adhesivo hibrido epóxico-sílica, el curado se realiza con poliamida y
posteriormente se realizan los ensayos de resistencia a la tracción en la máquina Instron
modelo 1125.
Grupo I (CLASE I)
La tabla 8 muestra las relaciones másicas empleadas para la síntesis de adhesivo híbrido
epóxico-sílica-zirconia clase I con PHR 03 de sílica constante y diferente PHR de zirconia, los
ensayos de unión se realizan con: adhesivo epóxico-sílica-zirconia, sustrato de aluminio con
tratamiento de sandblasteo, más tratamiento agua a 80 °C y silanización con GPTMS al 1 % a
temperatura de curado 60 °C.
Tabla 8- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de SiO2
La tabla 9 muestra las relaciones másicas para la síntesis de adhesivo híbrido epóxico-sílica-
zirconia de los ensayos con el PHR 03 de nanopartículas de zirconia constante y variación del
PHR de las nanopartículas de sílica (clase I), los ensayos de unión se realizan con: adhesivo
epóxico-sílica-zirconia, sustrato de aluminio con tratamiento de sandblasteo más tratamiento
agua a 80 °C, silanización con GPTMS al 1 % y temperatura de curado 60 °C.
Tabla 9- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de ZrO2
PHR SiO2 O3
TEÓRICO
DGEBA g REAL
ZrO2
g REAL
POLIAMIDA g REAL
03 0.1041 0.0015 0.1400
03 0.1103 0.0026 0.1430
03 0.1007 0.0033 0.1427
03 0.1092 0.0044 0.1416
PHR SiO2
TEÓRICO DGEBA g
REAL ZrO2
g REAL
POLIAMIDA g
REAL
02 0.1054 0.0033 0.1401
03 0.1001 0.0031 0.1363
04 0.1051 0.0034 0.1700
05 0.1039 0.0033 0.1499

45
Grupo II (CLASE I)
La tabla 10 muestra las relaciones másicas para la síntesis de adhesivo híbrido epóxico-sílica-
zirconia de los ensayos con el PHR 03 de nanopartículas de sílice constante y variación del
PHR de las nanopartículas de zirconia, las nanoparticulas de sílica tienen el precursor TEOS,
los ensayos de unión fueron con adhesivo epóxico-sílica-zirconia con tratamiento de
sandblasteo más tratamiento agua a 80 °C y GPTMS al 5 %, temperatura de curado 60 °C.
Tabla 10- Relaciones másicas del adhesivo epóxico-sílica-zirconia con PHR constante de SiO2
La Tabla 11 muestra las relaciones másicas para la síntesis de adhesivo híbrido epóxico-sílica-
zirconia de los ensayos con el PHR de 03 nanopartículas de zirconia constante y variación del
PHR de las nanopartículas de sílice en el rango de 02 a 05 PHR de Zirconia; la probeta con
tratamiento de sandblasteo más tratamiento agua a 80 °C y GPTMS al 5 %, temperatura de
curado 60 °C
Tabla 11- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de ZrO2
Grupo III (CLASE II)
La tabla 12 presenta la relación másica para la síntesis de adhesivo híbrido epóxico-sílica-
zirconia de los ensayos con el PHR 03 de nanopartículas de sílice constante y variación del
PHR de las nanopartículas de zirconia, con nanopartículas de sílica empleando precursor
PHR SiO2 O3
TEÓRICO
DGEBA g
REAL
ZrO2 g
REAL
POLIAMIDA g
REAL
03 0.1001 0.0011 0.1400 03 0.1091 0.0023 0.1389 03 0.1030 0.0031 0.1369 03 0.1030 0.0042 0.1391
PHR SiO2 TEÓRICO
DGEBA g
REAL
ZrO2 g
REAL
POLIAMIDA g
REAL
02 0.1064 0.0031 0.1395
03 0.1049 0.0032 0.1397
04 0.1035 0.0032 0.1377
05 0.1059 0.0033 0.1387

46
GPTMS para ensayos de unión de especímenes de aluminio con tratamiento de sandblasteo
más tratamiento agua a 80 oC y silanización con GPTMS al 3 %, temperatura de curado a 120
oC.
Tabla 12- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de SiO2
La tabla 13 presenta el balance másico para la síntesis de adhesivo híbrido con nanopartículas
de sílica empleando precursor GPTMS para ensayos de unión de especímenes de aluminio con
tratamiento de sandblasteo, más tratamiento con agua a 80 °C y silanización con GPTMS al 3
%, temperatura de curado a 120 °C, con PHR de 03 nanopartículas de zirconia constante y
variación del PHR de las nanopartículas de sílice.
Tabla 13.- Relaciones másicas del adhesivo epóxico-sílica-zirconio con PHR constante de ZrO2
El curado de los adhesivos se realizó con poliamida en un horno con un rango de
temperaturas de 60 – 120 °C, el tiempo de curado en la estufa de todas las pruebas fue de 150
minutos.
PHR SiO2 O3
TEÓRICO
DGEBA g
REAL
ZrO2 g
REAL
POLIAMIDA g
REAL
03 0.1045 0.0012 0.1400 03 0.0981 0.0023 0.1385 03 0.1023 0.0033 0.1384 03 0.1002 0.0041 0.1414
PHR SiO2 TEÓRICO
DGEBA g
REAL
ZrO2 g
REAL
POLIAMIDA g
REAL
02 0.1137 0.0032 0.1445 03 0.1004 0.0028 0.1438 04 0.1045 0.0034 0.1422 05 0.0985 0.0032 0.1440

47
2.7.- ENSAYOS DE RESISTENCIA A LA TRACCIÓN DE LA UNIÓN
ALUMINIO-ALUMINIO.
La evaluación de la resistencia por tracción de corte cizalla de la unión adhesiva se realizó a
diferentes composiciones del adhesivo híbrido Clase I y Clase II, a diferentes composiciones de
nanopartículas de zirconia, a diferentes temperaturas y diferentes tratamientos de aluminio
de acuerdo a la norma ASTM D 1002-05, Standard Test Method for Apparent Shear Strength of
Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal).
Las probetas de aluminio y el ensamble se dimensionaron de acuerdo a la Norma ASTM
D1002-05 como se muestra en la figura 31.
Figura 31- Dimensiones y ensamble de las probetas de aluminio según norma ASTM D 1002-05
El ensamble de la unión de las probetas con la formulación de adhesivo seleccionada se
realizó con una prensa manual como se muestra en la fotografía 10.
Fotografía 10- Ensamble de unión de las probetas de aluminio con adhesivo híbrido.

48
Posteriormente se realizaron las pruebas mecánicas en la máquina Instron modelo 1125 para
evaluar la tensión aplicada a cada una de las uniones realizadas con los diferentes adhesivos
híbridos en los especímenes previamente ensamblados, como se observa en la fotografía 11.
Fotografía 11- Máquina Instron modelo 1125 y pruebas de tensión a especímenes de aluminio
de acuerdo a la norma ASTM D1002-05.
2.8.-EQUIPOS DE ANÁLISIS
Las nanopartículas y los adhesivos híbridos fueron caracterizados por diferentes técnicas
como son: SEM/EDS, FTIR y análisis reológico, a efecto de analizar algunas de sus
propiedades. Para el análisis de la morfología y microestructura de las nanopartículas de sílica
y zirconia, así como la superficie de los especímenes de aluminio, se utilizó el Microscopio
electrónico de barrido, SEM (Carl Zeiss, modelo supra 55VP), las muestras de nanopartículas
se colocaron directamente en el portamuestras, adheridas sobre cinta de carbono (Electron
Microscopy Sciences) y se analizaron con electrones secundarios en modo de presión variable
o con electrones retrodispersados, en un rango de 2-20 Kv energía. Los análisis elementales se
realizaron con un detector EDS (Oxford Instruments) y se analizaron en modo de presión
variable en un rango de 2-20 Kv energía.

49
Para el análisis por espectrometría infrarroja se utilizó el Espectrómetro Infrarrojo por
Transformada de Fourier marca Varian Excalibur 3600 en la región del infrarrojo medio con
un rango de barrido entre 4000 a 350 cm-1, cuenta con los aditamentos siguientes: divisor de
haz (KBr), detector DTGS y accesorio de Reflectancia Total Atenuada (PIKE Technologies
Gladiat ATRTM), con plato de diamante, lo cual permite el análisis no destructivo de las
muestras, las cuales no requieren tratamiento y tiene una resolución de 4 cm-1.
La viscosidad del adhesivo híbrido clase I y clase II con diferentes contenidos de
nanopartículas se realizó con un reómetro modelo MCR-502, con platos de geometría
paralelos y velocidad de corte rotacional controlado.
La distribución del tamaño de las de nanopartículas de zirconia se realizó con el equipo
Zetasizer Malvern serie 90, utilizando un ángulo pulsante de 90 grados.
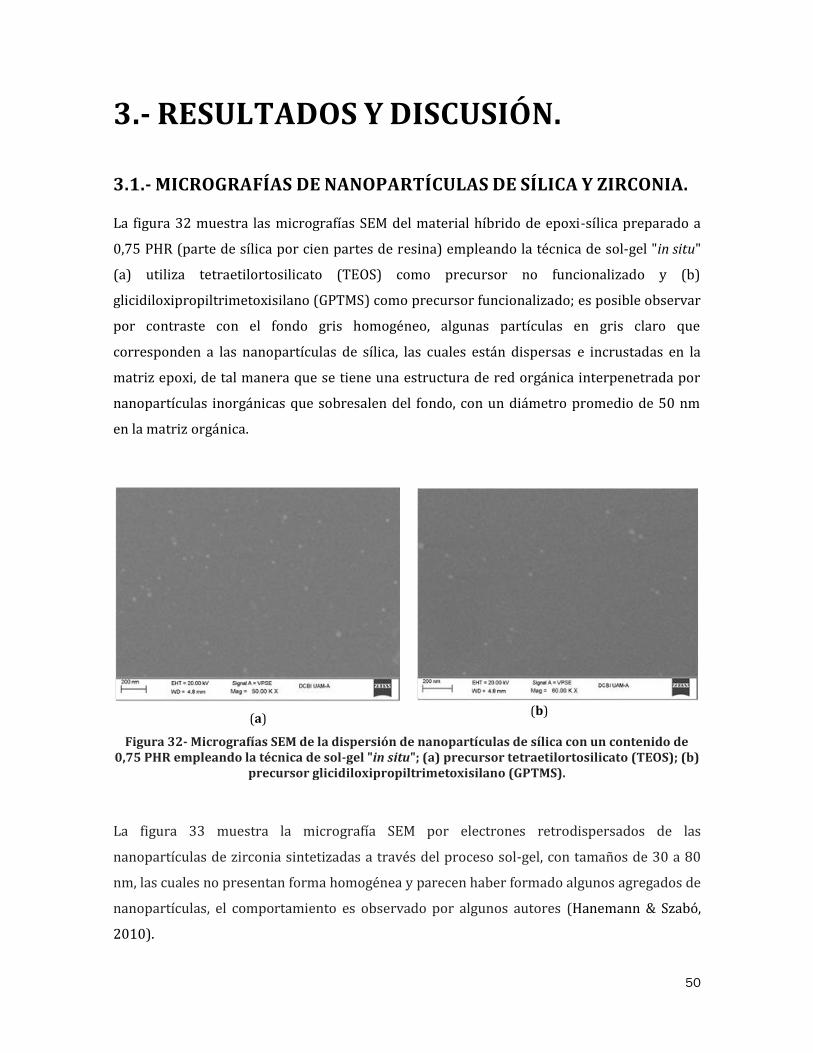
50
3.- RESULTADOS Y DISCUSIÓN.
3.1.- MICROGRAFÍAS DE NANOPARTÍCULAS DE SÍLICA Y ZIRCONIA.
La figura 32 muestra las micrografías SEM del material híbrido de epoxi-sílica preparado a
0,75 PHR (parte de sílica por cien partes de resina) empleando la técnica de sol-gel "in situ"
(a) utiliza tetraetilortosilicato (TEOS) como precursor no funcionalizado y (b)
glicidiloxipropiltrimetoxisilano (GPTMS) como precursor funcionalizado; es posible observar
por contraste con el fondo gris homogéneo, algunas partículas en gris claro que
corresponden a las nanopartículas de sílica, las cuales están dispersas e incrustadas en la
matriz epoxi, de tal manera que se tiene una estructura de red orgánica interpenetrada por
nanopartículas inorgánicas que sobresalen del fondo, con un diámetro promedio de 50 nm
en la matriz orgánica.
(a) (b)
Figura 32- Micrografías SEM de la dispersión de nanopartículas de sílica con un contenido de
0,75 PHR empleando la técnica de sol-gel "in situ"; (a) precursor tetraetilortosilicato (TEOS); (b) precursor glicidiloxipropiltrimetoxisilano (GPTMS).
La figura 33 muestra la micrografía SEM por electrones retrodispersados de las
nanopartículas de zirconia sintetizadas a través del proceso sol-gel, con tamaños de 30 a 80
nm, las cuales no presentan forma homogénea y parecen haber formado algunos agregados de
nanopartículas, el comportamiento es observado por algunos autores (Hanemann & Szabó,
2010).

51
Figura 33- Micrografías SEM de nanopartículas de zirconia sintetizadas con la técnica sol-gel.
La figura 34 (a) muestra la distribución del diámetro de nanopartículas versus el número de
nanopartículas de zirconia, las cuales se emplearon como una segunda carga en el adhesivo
híbrido epoxi-sílice-zirconia, la figura 34 (b) presenta el coeficiente de correlación mostrado
por el equipo Zetasizer Nano ZS90 (Malvern Instruments Ltd, Worcestershire, Reino Unido).
0 20 40 60 80 100 120 140 1600
10
20
30
40
Distribucion de diametro por numero
Diametro de particula (nm)
Inte
nsid
ad
(u
.a.)
0.1 1 10 100 1000 10000 100000
0.0
0.2
0.4
0.6
0.8
1.0
Tiempo (s)
Co
eficie
nte
de
co
rre
lacio
n
Datos de correlacion sin procesar 0.0
0.2
0.4
0.6
0.8
1.0
(a) (b)
Figura 34- (a) Distribución de tamaños de nanopartículas de zirconia; (b) Coeficiente de
correlación bruta.
3.2.-REOLOGÍA DE LOS ADHESIVOS HÍBRIDOS EPÓXICO-SÍLICA
La figura 35 muestra el efecto de diferentes contenidos másico (PHR) de nanopartículas de
sílica de la clase I y clase II en la viscosidad del adhesivo híbrido epoxi-sílice, estas mediciones
de viscosidad se realizaron a temperatura de 50 °C, 75 °C, 100 °C, 125 °C y 150 °C, se puede
observar que a baja temperatura (50 °C) y contenido de nanopartículas de 1 PHR, la

52
viscosidad aumentó drásticamente convirtiéndose en un adhesivo híbrido epóxico-sílica
altamente inmanejable, mientras que para un contenido de nanopartículas de sílica por
encima de 2 PHR, se observó una disminución de la viscosidad debido posiblemente a la
aglomeración y precipitación de nanopartículas, este comportamiento es más notable cuando
se empleó TEOS como precursor para la síntesis de las nanopartículas de sílica, lo que
muestra una importante interacción física con la matriz epóxica, en tanto, cuando se utilizó
GPTMS, parece que el grupo funcional oxirano presente en GPTMS tiene una interacción física
menor.
50 60 70 80 90 100 110 120 130 140 150
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 1
PHR 0.75
PHR 0.50
PHR 0.25
PHR 0.10
Temperatura (°C)
Vis
co
sid
ad
(C
p)
Adhesivo hibrido
Epoxi-Silice
Precursor: TEOS
Contenido de PHR
50 60 70 80 90 100 110 120 130 140 150
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
Adhesivo hibrido
epoxi-silice
Precursor: TEOS
Contenido de PHR
PHR 2
PHR 3
PHR 4
PHR 5
Temperatura (°C)
Vis
co
sid
ad
(C
p)
(a) (b)
50 60 70 80 90 100 110 120 130 140 150
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 1
PHR 0.75
PHR 0.50
PHR 0.25
PHR 0.10
Temperatura (°C)
Vis
co
sid
ad
(C
p)
Adhesivo hibrido
Epoxi-Silice
Precursor: GPTMS
Contenido de PHR
50 60 70 80 90 100 110 120 130 140 150
0
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 2
PHR 3
PHR 4
PHR 5
Temperatura (°C)
Vis
co
sid
ad
(C
p)
Adhesivo hibrido
Epoxi-Silice
Precursor: GPTMS
Contenido de PHR
(c) (d)
Figura 35- Viscosidad de la matriz epóxico-sílica sintetizada "in situ", variando el contenido de diferentes precursores inorgánicos: (a, b) precursor TEOS; (c, d) precursor GPTMS.
Para lograr una adhesión adecuada es requisito lograr una buena dispersión o mojado del
adhesivo en la superficie del sustrato, este mojado asegura un alto contacto interfasial entre
las dos fases, el mecanismo de propagación o mojado está gobernado por: el valor de la
viscosidad del adhesivo híbrido y el resultados de las fuerzas de tensión superficial no
compensadas en la interfase (Paz et al., 2016; Carré & Eustache., 2000), lo cual propone

53
durante la dispersión del líquido sobre una muestra sólida la existencia de dos fuerzas
principales, la fuerza motriz (motor) llama a Fm, que depende en gran medida de la tensión
superficial del líquido y sólido y de la fuerza de frenado llamada Fv debido a la viscosidad del
adhesivo.
Fm = (cos θo cos θ (U)) Ecuación 14
Donde:
= tensión superficial líquida
θo = Ángulo de contacto estático en la línea sólido-líquido-vapor
θ (U) = Ángulo de contacto dinámico a una velocidad de dispersión U.
Fv = 3 μ I U / θ (U) Ecuación 15
Donde:
μ = viscosidad líquida
I = logarítmico de la razón del cambio del radio R dividido por una longitud microscópica Xm.
En el equilibrio, ambas fuerzas tienen magnitudes iguales. Como se mencionó anteriormente
el mojado es una fenómeno de fundamental importancia en la adhesión de materiales y una de
las principales propiedades que lo constituye es la viscosidad, por lo que se observa en las
gráficas anteriores que el contenido de nanopartículas si bien aumenta la tenacidad del
adhesivo tiene el efecto de aumentar la viscosidad disminuyendo la posibilidad de realizar un
mojado del sustrato sólido adecuada.
3.3.- TRATAMIENTO DEL ALUMINIO.
Los pretratamientos de la superficie de aluminio es, entre otras operaciones, una etapa muy
importante en el proceso de adhesión, debido a que la modificación de la superficie promueve
la generación de la fuerza de unión tanto física como química entre el sustrato y el material
adhesivo, básicamente la modificación de la superficie promueve independientemente del
tratamiento: a) el aumento de la tensión superficial del sustrato, b) el aumento de la superficie
de contacto, c) la modificación química superficial del sustrato o d) una combinación de los
efectos anteriores (Baldan, 2004), éstas modificaciones se pudieron corroborar en los
sustratos de aluminio tratados con las técnicas de caracterización por SEM/EDS y FTIR. En
este estudio se realizaron varios tratamientos físicos y químicos en la superficie de los
especímenes del aluminio previo a la etapa de ensamble de la unión adhesiva.

54
3.3.1.- TRATAMIENTO MECÁNICO
La superficie del sustrato de aluminio se trató mediante diferentes procedimientos físicos y
químicos, la figura 36 (a) muestra la superficie del aluminio comercial, la figura 36 (b)
muestra una muestra tratada con chorro de arena, donde la morfología de la superficie de
aluminio se modificó considerablemente, produciendo crestas afiladas debido a los impactos a
alta velocidad de partículas de carburo de silicio de 50 μm de diámetro, también aparecen
numerosas superficies irregulares, las cuales mejoran el mojado de los adhesivos sobre el
sustrato sólido debido a las fuerzas capilares que se desarrollan durante el fenómeno de
mojado (Rider., 2001; Underhill & Rider, 2005). La figura 36 (c) muestra la topografía de la
superficie en una vista lateral de la muestra de aluminio, la rugosidad se debe a la limpieza
con chorro de arena y su profundidad aproximada es de alrededor de 60 μm.
(a)
(b)
(c)
Figura 36- Morfología de la superficie de aluminio pulido con chorro de arena: (a) Vista superior de un aluminio comercial con magnificación de 500 x, (b) Vista superior de un aluminio
comercial tratado con chorro de arena con magnificación de 500 x; (c) Vista lateral del sustrato magnificación de 100 x.

55
El análisis elemental del SEM/EDS de la superficie de la muestra comercial de aluminio y una
muestra de aluminio pulido con chorro de arena se presentan en la tabla 14, es importante
notar la modificación de la composición en la superficie del aluminio debido al proceso de
limpieza con chorro de arena; los principales elementos detectados son; aluminio, oxígeno,
carbón y silicio.
Tabla 14- Análisis de composición de la superficie del aluminio SEM/EDS.
3.3.2.- TRATAMIENTO HÍDRICO DEL ALUMINIO A 80 °C.
La tabla 15 presenta el aumento de peso de las muestras de aluminio sumergidas en agua
desionizada a 80 °C a diferentes tiempos, de acuerdo con la reacción que se presenta a
continuación (Underhill & Rider, 2005) el aumento de peso se debe a la formación de una
película de boehmita en la superficie del aluminio, el peso inicial de la muestra de aluminio es
de 0.1314 g.
.
2Al + 5.1H2O → Al2O3·2.1H2O + 3H2
El aumento de peso se debe a los fenómenos de disolución y precipitación de aluminio que
tienen una alta velocidad inicial, seguida de un período de decaimiento. (Rider, 2001).
Tabla 15-Relación de aumento de peso debido a la generación de la capa de pseudoboehmita al aumentar los tiempos de inmersión del aluminio sandblasteado en agua a 80 °C
La figura 37 presenta la topografía de las muestras de aluminio tomadas en dos diferentes
tiempos de inmersión en agua a 80 °C , es posible observar los efectos a los 20 minutos en la
CLASE DE ALUMINIO % peso O
% peso Al
% peso C
%peso Si
% peso Otros
Aluminio comercial 6.90 68.76 22.97 0.44 0.93 Aluminio sandblasteado 5.71 76.15 8.73 8.57 0.84
TIEMPO DE INMERSION MIN
PESO FINAL g
INCREMENTO % DE PESO
5 0.1316 0.1522 15 0.1317 0.2432 30 0.1322 0.6088 60 0.1325 0.8371

56
figura 37 (a), 37 (b) y a los 60 minutos en la Figura 37 (c) y 37 (d) un cambio en la rugosidad
superficial que provoca un aumento en el área superficial; la morfología de la superficie
cambia al aumentar el tiempo de inmersión en agua desionizada a 80 °C (Rider, 2001); la
etapa de rápido crecimiento implica un mecanismo de disolución-precipitación del aluminio y
se produce una etapa final de crecimiento lento, quizá debido a que la densidad de la película
aumenta, como consecuencia se tiene una migración más lenta de las especies solubles en la
interfaz de la solución de la película.
(a)
(b)
(c)
(d)
Figura 37-.Micrografías SEM de especímenes de aluminio después del tratamiento de inmersión en agua a 80 ° C durante 20 min (a) 500 x, (b) 1.0 Kx e inmersión en agua durante 60 min; (c)
500 x (d) 3.0 Kx.
La tabla 16 muestra el análisis EDS del sustrato de aluminio sumergido en agua desionizada a
80 °C, la formación de la capa de pseudoboehmita y posible formación de gibbsita y boyerita
indica cambios en la composición química de la superficie, la formación de los óxidos mejora

57
los enlaces químicos durante la adhesión (Rider & Arnott, 2000). Se observa en el análisis el
aumento del contenido oxígeno con el tiempo de inmersión.
Tabla 16- Análisis EDS de la superficie del sustrato de aluminio tratada con agua caliente
La figura 38 muestra el espectro infrarrojo de transformada de Fourier (FTIR) de la película
formada sobre aluminio que ha sido sumergido en agua caliente desionizada, el análisis del
espectro indica: un pico presente en la banda de 730 cm-1 debido a la vibración del enlace Al-
O que aumenta con el tiempo, que puede ser asociado con la formación de boehmita y
pseudoboehmita, el pico en la banda de 1071 cm-1 se debe a la característica δ OH de la
pseudoboehmita, y un pico muy ancho en la banda de 3100 a 3500 cm-1 parece estar asociado
con el desarrollo de pseudoboehmita; estos resultados corroboran la formación de una capa
de pseudoboehmita en la superficie de las muestras de aluminio sumergidas en agua
desionizada a 85 °C
3500 3000 1000 500
Numero de onda (cm-1)
Ab
so
rba
ncia
(u
.a.)
490cm-1
730 cm-1
1071 cm-1
60 min
30 min
15 min
5 min
0 min
3500-3100 cm-1
La Figura 38- Espectro infrarrojo por transformada de Fourier (FTIR) de la superficie del aluminio después del tratamiento hídrico.
TIEMPO DE INMERSION % peso O
% peso Al
% peso C
% peso Si
% peso Otros
0 5.71 76.40 8.73 8.57 0.59
20 16.23 70.03 7.48 4.80 1.46
60 24.82 62.58 6.80 4.60 1.20

58
3.3.3.- TRATAMIENTO DE SILANIZACIÓN DE LOS ESPECÍMENES DE ALUMINIO.
Previo a la silanización del sustrato de aluminio, es necesario realizar la hidrolisis del GPTMS
para producir los grupos silanol, es importante evitar durante esta etapa el proceso de
condensación de estos grupos silanoles, ya que estos son indispensables para la formación de
los enlaces covalentes Si-O-Al aumentando en consecuencia la fuerza adhesiva, formando una
capa de polímero inorgánico unida por enlaces covalentes a la superficie del aluminio.
La tabla 17 presenta el cambio de peso de los sustratos de aluminio sumergidos en solución
acuosa de GPTMS al 3% hidrolizada a diferentes tiempos, el peso inicial de la muestra fue de
0.2897 g.
Tabla 17- Aumento de peso de las muestras de aluminio después de la inmersión en GPTMS al 3%
La figura 39 muestra las micrografías de la morfología de diferentes muestras de aluminio que
han sido sumergidas en una solución acuosa de GPTMS hidrolizado; la Figura 39 (a) muestra
el sustrato de aluminio después de 10 minutos de inmersión, la Figura 39 (b) se puede ver el
sustrato de aluminio después de 20 min de inmersión, y la Figura 39 (c) presenta el sustrato
de aluminio sumergido durante 60 min.
La muestra de aluminio sumergida durante 20 minutos desarrolló una capa de recubrimiento
homogénea delgada distribuida sobre la superficie de aluminio, mientras que después de 60
min de inmersión la capa de recubrimiento se espesó en los valles como se muestra en la
Figura 39 (c), por lo que el resultado anterior confirma que el tratamiento con GPTMS
hidrolizado es un factor muy importante, que influye en la calidad de los enlaces Si-O-A
generados en la superficie de aluminio (Abel et al., 2006).
La tabla 18 muestra el análisis SEM/EDS de los sustratos de aluminio después de los
tratamientos; limpieza con chorro de arena, seguido de la inmersión en agua a 85 °C más el
tratamiento de silanización.
TIEMPO DE INMERSION En GPTMS (MIN)
PESO FINAL g
INCREMENTO % DE PESO
5 02912 0.5177 15 0.2914 0.5868 30 0.2915 0.6213 60 0.2917 0.6903

59
(a) (b)
(c)
Figura 39- Micrografías SEM de muestras de aluminio después de la inmersión en solución de GPTMS hidrolizado al 3%, magnificación de 1.0 Kx; a tiempo de (a) 10 min; (b) 20 min; (c) 60
min
En la tabla 18 la disminución del contenido de oxígeno se debe a la formación de agua por en
proceso de condensación de los silanoles sobre la superficie del aluminio, generando enlaces
covalentes del tipo Al-O y Si-O, posteriormente existe una evaporación del agua generada con
la consecuente pérdida de la presencia de oxígeno en la superficie del aluminio, el aumento
del contenido de carbono es debido a la contribución de la molécula del GPTMS, por último, se
presenta un aumento en el contenido de silicio debido a los enlaces covalentes del tipo Si-O-
Al.
Tabla 18- Análisis EDS de la superficie del sustrato de aluminio
TIEMPO DE INMERSION min
% peso O
% peso Al
% peso C
% peso Si
% peso Otros
0 16.23 70.03 7.48 4.80 1.46
20 11.30 58.42 18.30 11.18 0.80
60 12.38 50.28 20.20 16.40 0.74

60
El espectro FTIR en la figura 40 revela el comportamiento de la superficie de los sustratos de
aluminio después de diferentes tiempos de inmersión en la solución de GPTMS hidrolizada al
3%, se observa que el anillo epoxi en la banda de 898 cm-1 atribuido al grupo epoxi, aumenta
con el tiempo, con el mismo comportamiento los grupos metoxi en la banda de 850 cm-1, los
picos en las bandas 1000-1250 cm-1 son bandas de absorción que se atribuyen a la vibración
Si-O-Si (Johnsen et al ., 2003), el pico en la banda de 3000-3370 cm-1 está asociado con los
grupos de silanol y el pico centrado en la banda de 1051 cm-1 se asocia con el enlace de Si-O-Al
(Underhill et al ., 1998).
3500 3000 1000 500
60 min
30 min
15 min
5 min
Numero de onda (cm-1)
Ab
so
rba
ncia
(u
.a.)
0 min
3000-3700 cm-1
850 cm-1
898 cm-1
1051 cm-1
1090 cm-1
1198 cm-1
Figura 40- FTIR de la película de espécimen de aluminio silanizado a diferentes tiempos con 3% de GPTMS.
3.3.4.- SECADO DE LOS ESPECÍMENES DE ALUMINIO PREVIAMENTE SILANIZADO
Las micrografías SEM en la figura 41 muestran los especímenes de aluminio silanizado
después del secado durante 60 minutos a 100 °C, se puede observar una película inorgánica
en la superficie altamente rugosa en la Figura 41 (b).

61
(a) (b)
Figura 41- Micrografías SEM de aluminio silanizado y secado durante 60 min a 100 °C, (a)
1.0 Kx (b) 10.0 Kx
La figura 42 muestra el mapeo SEM/EDS de los elementos de aluminio con magnificación de
5Kx, las micrografía presenta la dispersión de; (b) de carbono), (c) oxígeno), (e) silicio y (d)
aluminio después del proceso de secado, lo que sugiere una composición superficial
homogénea del espécimen de aluminio.
La tabla 19 muestra el análisis EDS de las muestras de aluminio silanizado después del
secado; se observa que los contenidos de oxígeno y silicio han aumentado mientras que el
contenido de carbono permanece casi constante
Tabla 19- Análisis de EDS de la muestra de aluminio después de la operación de secado
ALUMINIO SILANIZADO % peso O
% peso Al
% peso C
% peso
Si
% peso Otros
Antes de secado 11.30 58.42 18.30 11.18 0.80 Después de secado 17.38 47.50 19.00 15.06 1.06

62
(a)
(b) (c)
(d) (e)
Figura 42- (a) Micrografía SEM de aluminio secado durante 60 minutos a 100 ° C, (b) mapeo EDS
de C; (c) mapeo EDS de O; (d) mapeo EDS de Si; (e) mapeo EDS de Al, magnificado a 5.5 kx.
El espectro FTIR en la figura 43 muestra el espectro de la superficie del espécimen de
aluminio después del secado, se observa en las bandas de 908 cm-1 la presencia del grupo
epoxi y en la banda 840 cm-1 a los grupos metoxi, que son muy pequeños en comparación con
las mismas bandas de absorción que se muestran en la figura 41; la ausencia de la banda de
absorción en 3550 cm-1 indica que los grupos silanol formaron los enlaces covalentes Si-O-Si y
Si-O-Al, la absorción en la banda 1000-1250 cm-1 se atribuye a la vibración Si-O-Si y la banda
de absorción 1018 cm-1 está relacionada con el modo de estiramiento asimétrico Si-O-Al.
(Zandi-Zand et al., 2005).

63
3500 3000 1000 500
761 cm-1
1018 cm-1
840 cm-1
1094 cm-1
1200 cm-1
Numero de onda (cm-1)
Ab
so
rba
ncia
(u
.a.)
2871 cm-1
906 cm-1
Figura 43- Espectro FTIR de la película producida en la muestra de aluminio silanizada con 3%
de GPTMS después del secado.
3.5.- ANÁLISIS DE TEMPERATURAS DE CURADO.
Para determinar la temperatura de curado se tomó una muestra del material híbrido 0.0511 g
del tipo PHR 08 GPTMS sometida a curado con trietilentetramina (TETA) 0.0094 g.
Posteriormente se incrementó la temperatura desde 25 0C a 150 0C y se tomaron los espectros
del FTIR cada 10 minutos como se muestra en la figura 44.
1800 1500 1200 900 600
150°C
110°C
90°C
70°C
60°C
50°C
40°C
45°C
35°C
30°C
Numero de onda (cm-1)
Ab
sorb
an
cia
(u
.a.)
25°C
Figura 44-Espectros de FTIR del avance de la reacción de curado, para adhesivos híbridos clase
II

64
Se observa en la banda 915 cm-1 la presencia del grupo oxirano el cual decrece al aumentar la
temperatura de curado, a 60 oC, el grupo epóxico ha reaccionado con los hidrógenos activos
de la trietilentetramina y a temperaturas más altas la señal desaparece completamente este
comportamiento indica que la temperatura de curado mínima debe ser 60 °C.
3.6.- ENSAYOS DE RESISTENCIA AL CORTE CIZALLA DE UN SOLO
TRASLAPE ALUMINIO-ALUMINIO.
La figura 45 muestra el ensayo de resistencia aparente al corte cizalla para la unión de dos
sustratos de aluminio con el adhesivo híbrido epóxico-sílica-zirconia, con un bajo PHR de
contenido de nanopartículas de sílica, las nanopartículas de sílica se sintetizaron con
precursor TEOS y se curó con poliamida a 100 °C y 120 °C. Se observa que para ambas
temperaturas el contenido en PHR de zirconia modificó la resistencia a la cizalla y los mejores
resultados en esta gráfica corresponden a aquellos con composición de 0.75 PHR de
nanopartículas de sílica y 3 PHR nanopartículas de zirconia a 120 °C, también se observa que
la resistencia al corte aumenta con el contenido de PHR de zirconia, el aumento de tenacidad
del adhesivo es debido a la interacción de las nanopartículas de zirconia con la matriz
orgánica, propiciando mejores mecanismos de disipación de energía (Johnsen et al. 2007),
concluyó que el aumento de la resistencia al corte cizalla del adhesivo híbrido es causado por
la disipación de energía debido al desprendimiento de nanopartículas de la matriz epóxica,
seguido del crecimiento del vacío plástico, como el mecanismo de disipación de energía que
sucede durante las pruebas de resistencia a la tensión.
Figura 45- Resistencia al corte cizalla de los adhesivos clase I epóxico-sílica-zirconia a diferentes
temperaturas: (a) T = 100 ° C; (b) T = 120 ° C
PHR 0.10 PHR 0.25 PHR 0.50 PHR 0.750
2
4
6
8
10
12
14
16
18
Contenido de SiO2 (PHR)
Precursor: TEOS
T=100°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
Re
sis
ten
cia
al co
rte
ciz
alla
(M
Pa
)
(a)
PHR 0.1 PHR 0.25 PHR 0.5 PHR 0.750
2
4
6
8
10
12
14
16
18
Contenido de SiO
2 (PHR)
Precursor: TEOS
T=120°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
Re
sis
ten
cia
al co
rte
ciz
alla
(M
Pa
)
(b)

65
La figura 46 muestra los ensayos de resistencia aparente de cizalla para la unión adhesiva de
dos especímenes de aluminio con un adhesivo híbrido epoxi-sílica-zirconia con bajo contenido
de nanopartículas de sílice (PHR), curado con poliamida a 100 °C y 120 °C; en este caso, el
adhesivo hibrido epóxico-sílica se sintetizó por el proceso sol-gel "in situ” empleando como
precursor el GPTMS, la característica química más importante del precursor es contener en
su molécula un grupo de oxirano, promoviendo la generación de enlaces covalentes con la
poliamida, en esta serie de ensayos los mejores resultados se obtuvieron con el mayor
contenido de zirconia en PHR 3; aunque, en general, todos los valores aparentes de resistencia
al corte cizalla de los adhesivos híbridos clase II fueron más bajos que los obtenidos con los
adhesivos clase I, sugiere que la hidrólisis de los grupos metoxi del GPTMS no es lo
suficientemente eficiente para producir grupos hidroxilo, debido a la formación de los
oligómeros metoxilados influyendo en la cinética de la formación de la red inorgánica
(Gabrielli, 2013).
Figura 46- Resistencia al corte cizalla de los adhesivos clase II epóxico-sílica-zirconia, a diferentes temperaturas: (a) T = 100 °C; (b) T = 120° C.
La figura 47 muestra los resultados de las pruebas de resistencia de corte de cizalla para la
unión adhesiva de dos especímenes de aluminio con el adhesivo híbrido epóxico-sílica-
zirconia con nanopartículas de sílica de 3 PHR constante y diferentes contenidos de
nanopartículas de zirconia. Se realizaron los ensayos a tres temperaturas de curado de
poliamida: 60 °C, 100 °C y 120 °C, en general, las pruebas muestran mayor resistencia al corte
cizalla para los adhesivos híbridos clase I en comparación con los adhesivos híbridos clase II,
se muestra también una mayor resistencia al corte cizalla para los adhesivos híbridos con el
PHR 0.10 PHR 0.25 PHR 0.50 PHR 0.750
2
4
6
8
10
12
14
16
18
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
Contenido de SiO2 (PHR)
Re
sis
ten
cia
al co
rte
ciz
alla
(M
Pa
)
Precursor: GPTMS
T=100°C
PHR 0.1 PHR 0.25 PHR 0.5 PHR 0.75
0
2
4
6
8
10
12
14
16
18
Contenido de SiO2 (PHR)
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
Re
sis
ten
cia
al co
rte
ciz
alla
(M
Pa
)
Precursor: GPTMS
T=120°C
(a) (b)

66
mayor contenido de zirconia. Se observó la mayor resistencia al corte a una temperatura de
100 °C, los adhesivos híbridos curados a 60 °C presentaron una consistencia de un adhesivo
blando, mientras que el curado a 120 °C resultó ser muy duro pero frágil, se concluye que la
temperatura óptima de reacción debe seleccionarse entre los dos factores que comprometen
la calidad del adhesivo con respecto a la temperatura, la disminución de la viscosidad debido a
la temperatura, y a la inmovilidad de la cadena polimérica por el avance de la reacción, ambos
factores pueden equilibrarse con éxito para producir las propiedades deseadas del adhesivo
(Peerman et al., 1957).
Figura 47- Resistencia al corte cizalla para adhesivos clase I y clase II epóxico-sílice-zirconia a diferentes temperaturas: (a) T = 60 ° C; (b) T = 100 ° C; (c) T = 120 ° C.
La figura 48 muestra los resultados de las pruebas de resistencia de corte tipo cizalla para la
unión adhesiva de dos especímenes de aluminio con el adhesivo híbrido epóxico-sílica-
zirconia con contenido constante de 3 PHR de nanopartículas de sílica clase I y diferentes
tratamientos superficiales de las muestras de aluminio, los dos primeros grupos de ensayos
corresponden al tratamiento físico seguido de inmersión en agua caliente y silanización en
TEOS GPTMS0
2
4
6
8
10
12
14
16
18
SiO2 PHR 3
T=60°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
ZrO2 PHR 4
Re
sis
ten
cia
al co
rte
ciz
alla
(M
Pa
)
PRECURSOR
GPTMS TEOS 0
2
4
6
8
10
12
14
16
18
20 ZrO
2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
ZrO2 PHR 4
Re
sis
ten
cia
al co
rte
ciz
alla
(M
Pa
)
PRECURSOR
SiO2 PHR 3
T=100°C
(a) (b)
TEOS GPTMS 0
2
4
6
8
10
12
14
16
18
20
PRECURSOR
SiO2 PHR 3
T=120°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
ZrO2 PHR 4
Re
sis
ten
cia
al co
rte
ciz
alla
(M
Pa
)
(c)

67
una solución acuosa con GPTMS hidrolizado al 1% y al 3%, los otros tres grupos de ensayos se
trataron con chorro de arena más inmersión en agua caliente y silanización en solución
acuosa con GPTMS hidrolizado al 1%, 3% y 5%. Todas las muestras de aluminio se unieron
adhesivamente utilizando poliamida como agente de curado a 60 °C, los mejores resultados de
resistencia al corte cizalla se obtuvieron con contenido de nanopartículas de zirconia 4 PHR y
tratamiento con chorro de arena, tratamiento hídrico más silanización en GPTMS hidrolizado
al 3 %.
PT PT SAND SAND SAND 0
2
4
6
8
10
12
14
16
18
Re
sis
ten
cia
al co
rte
ciz
alla
(M
Pa
)
ZrO2PHR 1
ZrO2PHR 2
ZrO2PHR 3
ZrO2PHR 4
GPTMS 1% GPTMS 3% GPTMS 1% GPTMS 3% GPTMS 5%
TEOS
T=60°C
Figura 48- Resistencia al corte cizalla con diferentes tratamientos superficiales a los especímenes de aluminio
La figura 49 muestra los resultados de las pruebas de resistencia de cizalla para la unión
adhesiva de dos especímenes de aluminio con el adhesivo híbrido epóxico-sílica-zirconia con
un contenido de nanopartículas de zirconia constante de 3 PHR, y diferente contenido
nanopartículas de sílica de clase I y clase II, la temperatura de estudio de curado con
poliamida fue de 120 °C , 100 °C y 60 °C.

68
GPTMS TEOS 0
2
4
6
8
10
12
14
16
18
20ZrO
2 PHR 3
T=120°C
Res
iste
ncia
al c
orte
de
ciza
lla (
MP
a)
PRECURSOR
PHR 0.10
PHR 0.25
PHR 0.50
PHR 0.75
PHR 1.00
PHR 2.00
PHR 3.00
PHR 4.00
a
GPTMS TEOS 0
2
4
6
8
10
12
14
16
18
20
ZrO2 PHR 3
T=100°C
Res
iste
ncia
al c
orte
de
ciza
lla (
MP
a)
PRECURSOR
PHR 0.10
PHR 0.25
PHR 0.50
PHR 0.75
PHR 1.00
PHR 2.00
PHR 3.00
PHR 4.00
b
GPTMS TEOS 0
2
4
6
8
10
12
14
16
18
20
ZrO2 PHR 3
T=60°C
Res
iste
ncia
al c
orte
de
ciza
lla (M
Pa)
PRECURSOR
PHR 0.10
PHR 0.25
PHR 0.50
PHR 0.75
PHR 1.00
PHR 2.00
PHR 3.00
PHR 4.00
c
Figura 49- Ensayos de resistencia al corte cizalla de adhesivo clase I y clase II, 3 PHR de ZrO2 constante curado con poliamida a; (a) 120 °C, (b) 100 °C y (c) 60 °C.
Se observa en todos los casos que hay un incremento en la resistencia a la tracción con el
incremento del contenido de nanopartículas y los mejores resultados se encuentran a la
temperatura de 100 °C con el adhesivo clase I y sílica 4 PHR; el efecto es más importante en la
clase II a la temperatura de curado de 60 °C, este comportamiento es posible debido a que a
esta temperatura de curado las cadenas del polímero no son muy grandes y por lo tanto el
adhesivo no es rígido.
3.7.-ANÁLISIS DE FRACTURA DEL ADHESIVO HÍBRIDO.
La fotografía 12 muestra dos especímenes de aluminio del ensamble adhesivo después del
ensayo de resistencia al corte cizalla (muestra I y muestra II) donde se puede observar que la

69
separación de la junta ocurrió en el adhesivo mismo, lo que demuestra la gran fuerza adhesiva
alcanzada por el adhesivo hibrido en la unión aluminio-aluminio.
0
Fotografía 12- Especímenes de aluminio-aluminio después de la prueba de resistencia al corte. (Espécimen I y espécimen II).
La figura 50 muestra los espectros FTIR de ambas superficies del aluminio I y II después del
ensayo de resistencia a la tensión, se observa los mismos espectros de absorbancia, por lo que
se concluye que la fractura de la unión ocurrió en el adhesivo híbrido, corroborando que la
fuerza de adhesión es superior a la fuerza cohesiva del adhesivo.
3500 3000 1000-0.01
0.00
0.01
0.02
0.03
0.04
0.05
Numero de onda (cm-1)
Ab
so
rba
ncia
(u
.a.)
I
II
3500 3000 1000 500
0.00
0.05
0.10
0.15
0.20
0.25
Numero de onda (cm-1)
Ab
so
rba
ncia
(u
.a.)
Adhesivo
(a) (b)
Figura 50- Espectro FTIR: (a) superficie del espécimen de aluminio I y II después del ensayo de resistencia al corte y (b) del adhesivo híbrido curado.
3.8.- MODELO DE DISIPACIÓN DE ENERGÍA
Las micrografías (a) y (b) que se muestran en la Figura 51 presentan el efecto de las
nanopartículas de sílice en la línea del esfuerzo cortante y la deformación de la matriz
orgánica debido a la disipación de energía durante la separación del adhesivo híbrido del

70
sustrato, el efecto de desunión de la nanopartículas más la deformación de la matriz se puede
observar claramente.
Figura 51-Micrografías SEM del material híbrido, que muestra la deformación de la matriz orgánica debido a la disipación de energía (a) y (b) con amplificación de 50 Kx.
La compañía Epoxemex S.A. de C.V. reporta para las pruebas adhesivas de resistencia al corte
por Cizalla para la resina epóxica liquida standar YD-128, con base en el prepolímero
diglicidiléter de bisfenol A (DGEBA) curada con el agente de curado poliamida catalogada
como EPO 815, un valor de resistencia al corte cizalla de 6 Mpa a una temperatura de curado
de 60 0C. De acuerdo con los resultados de esta investigación se observa un valor máximo de
resistencia al corte de 17.4 Mpa, lo que muestra que se aumentó el valor a la resistencia al
corte cizalla en 290 % y la resistencia térmica de curado aumento en 40 0C.
(a) (b)

71
CONCLUSIONES
Se sintetizó un adhesivo híbrido-epóxico constituido variando las proporciones de dos tipos
de nanopartículas: sílica y zirconia, utilizando precursores orgánicos no funcionalizados
(TEOS) y funcionalizados (GPTMS) para unir especímenes de aluminio con diversos
tratamientos, a diferentes temperaturas de curado para encontrar la combinación que
presentara la mejor adhesión posible.
Cuando se empleó el TEOS como precursor en la síntesis de las nanopartículas de sílica del
adhesivo híbrido (clase I), la resistencia al corte fue generalmente mayor en comparación con
el adhesivo híbrido preparado con GPTMS (clase II), lo que significa que hay una disipación de
energía más efectiva en la unión creada de la matriz orgánica para la sílica sintetizada con un
precursor no funcionalizado que con el funcionalizado.
Los resultados de los ensayos de resistencia al corte cizalla en especímenes de aluminio
unidos adhesivamente muestran en la gran mayoría un aumento en la tenacidad del adhesivo
híbrido al incrementar el contenido de nanopartículas de zirconia, por lo tanto, bajo las
condiciones que prevalecen en la preparación del adhesivo híbrido y los pretratamientos de
los espécimen de aluminio se afirma que efectivamente existe sinergia entre las
nanopartículas de sílica y zirconia.
Los resultados con mayor resistencia al corte cizalla se presentaron a una temperatura de
curado de 100 °C, empleando poliamida como agente de curado. En general al comparar el
adhesivo híbrido curado a 100 °C, 60 °C y 120 °C de manera óptica y al tacto, el adhesivo
híbrido curado a 60 °C se apreciaba blando, en tanto el adhesivo hibrido curado a una
temperatura de 120 °C se apreciaba rígido y quebradizo.
Con referencia a la síntesis de nanopartículas de sílica "in situ" para los precursores
funcionalizados y no funcionalizados se observa una gran distribución de nanopartículas en la
matriz orgánica, asimismo se incrementa la viscosidad debido al número y distribución de
nanopartículas presentes.
De acuerdo con los tratamientos superficiales realizados a los especímenes de aluminio se
concluye que los mejores resultados se obtuvieron con la secuencia de tratamiento de
limpieza con agua corriente y scochbrite, seguido de sandblasteo, tratamiento hídrico y

72
silanización, se concluye la importancia de evitar la condensación de los grupos silanoles
durante la hidrolisis del GPTMS.
La generación de los enlaces covalentes Si-O-Al durante el secado a 100 °C de los especímenes
de aluminio observados en los espectros de IFTR demuestra la efectividad de los tratamientos
realizados.
La ruptura del adhesivo durante los ensayos a la tracción de la unión adhesivo híbrido-
especímenes de aluminio demuestra la fuerza de la unión adhesiva debido a los mecanismos
de disipación de energía durante las pruebas realizadas.
Se concluye debido a la gran cantidad de factores que intervienen en la adhesión de los
especímenes de aluminio, que la posibilidad de mejorar los resultados aquí presentados es en
realidad muy alta.
Los resultados obtenidos mostraron que se logró aumentar el valor de resistencia al corte de
cizalla comercial de la Compañía Epomex de 6 a más de 17 Mpa. La compañía Epoxemex S.A.
de C.V. recomienda una temperatura de curado de 60 oC, por lo que se observa no solo una
mejor resistencia al corte cizalla a 100 °C, pero también aumentó la resistencia térmica.

73
REFERENCIAS
1. Abel, M. L., Allington, R. D., Digby, R. P., Porritt, N., Shaw, S. J., & Watts, J. F. (2006).
Understanding the relationship between silane application conditions, bond durability
and locus of failure. International journal of adhesión and adhesives, 26(1), 2-15
2. Alwitt, Robert S. (1976). Aluminium-Water System. Oxides and Oxide Films, Marcell
Dekker, Inc., New York. 4, 169-254
3. Awaja, F., Gilbert, M., Kelly, G., Fox, B., & Pigram, P. J. (2009). Adhesion of polymers.
Progress in polymer science, 34(9), 948-968
4. Baldan, A. (2004). Adhesively-bonded joints and repairs in metallic alloys, polymers
and composite materials: adhesives, adhesion theories and surface pretreatment.
Journal of materials science, 39 (1), 1-49
5. Bauer, F., Gläsel, H. J., Hartmann, E., Langguth, H., & Hinterwaldner, R. (2004).
Functionalized inorganic/organic nanocomposites as new basic raw materials for
adhesives and sealants. International journal of adhesion and adhesives, 24(6), 519-
522
6. Behzadnasab, M., Mirabedini, S. M., Esfandeh, M. (2013). Corrosion protection of steel
by epoxy nanocomposite coatings containing various combinations of clay and
nanoparticulate zirconia. Corros. Sci. 75, 134–141.
7. Behzadnasab, M.; Mirabedini, S.M.; Kabiri, K.; Jamali, S. (2011).Corrosion performance
of epoxy coatings containing silane treated ZrO2 nanoparticles on mild steel in 3.5%
NaCl solution. Corros. Sci. 53, 89–98.
8. Berthelot, D., (1898). Sur le Mélange des Gaz, Compt. Rendus, 126, 1857-1858, 1898f.
9. Bhattacharya S. N., Kamal M. R., Gupta R. K., 2008. Polymeric nanocomposites: theory
and practice, Carl Hanser Verlag, Munich
10. Boey FYC., Yap B. H., Chia L. (1999). Microwave curing of epoxy-amine system- effect
of curing agent on the rate enhancement. Polymer testing; 18: 93-109
11. Botelho, E. C., Silva, R. A., Pardini, L. C., Rezende, M. C. (2006). A review on the
development and properties of continuous fiber/epoxy/aluminum hybrid composites
for aircraft structures. Mater Res. 9(3):247–56

74
12. Boyle, M. A., Martin C. I. & Neuner J. D. (2001). Epoxy Resins. In D.B. Miracle & S.L.
Donaldson (eds): ASM Handbook Composites Volume 21, pp. 78-89. ASM
International, Material Park, Ohio.
13. Brostow, W., Dutta, M., & Rusek, P. (2010). Modified epoxy coatings on mild steel:
Tribology and surface energy. European Polymer Journal, 46(11), 2181-2189
14. Carré, A., & Eustache, F. (2000). Spreading kinetics of shear-thinning fluids in wetting
and dewetting modes. Langmuir. 16(6): 2936-2941.
15. Critchlow, G. W., & Brewis, D. M. (1996). Review of surface pretreatments for
aluminum alloys. International Journal of Adhesion and Adhesives, 16(4), 255-275
16. Domun, N., Hadavinia, H., Zhang, T., Sainsbury., T. Liaghata, G. H., and Vahidet. S.
(2015). Improving the fracture toughness and the strength of epoxy using
nanomaterials – a review of the current status. Nanoscale. 7, 10294–10329
17. Dorigato, A., Pegoretti, A., Bondioli, F., & Messori, M. (2010). Improving epoxy
adhesives with zirconia nanoparticles. Composite Interfaces, 17(9), 873-892
18. Dupré A., (1869). Théorie Mécanique de la chaleur. Paris: Gauthier-Villars;
19. Ebnesajjad, S. (2008). ‘Adhesives technology handbook’, 2nd edition, Norwich, N.Y.
William Andrew. ISBN 978-0-8155-1533-3.
20. Earhart, K. A., & Montague, L. G. (1957). Calculation of Composition of Epoxy Resin
Esters. Industrial & Engineering Chemistry, 49(7), 1095-1098
21. Fowkes, F. M. (1964). Attractive forces at interfaces. Ind. Eng. Chem. 56:40-60.
22. Gabrielli, L., Russo, L., Poveda, A., Jones, J.R., Nicotra, F., Jiménez‐Barbero, J., Cipolla, L.
(2013). Epoxide opening versus silica condensation during sol-gel hybrid biomaterial
synthesis. Chem. Eur. J. 19, 7856–7864.
23. Gindl, M., Sinn, G., Gindl, W., Reiterer, A., & Tschegg, S. (2001). A comparison of
different methods to calculate the surface free energy of wood using contact angle
measurements. Colloids and Surfaces A: Physicochem. Eng. Aspects 181, 279-287
24. González, M. G., Cabanelas, J. C., & Baselga, J. (2012). Applications of FTIR on epoxy
resins – Identification, monitoring the curing process, phase separation and water
uptake, infrared spectroscopy. Materials science, engineering and technology,
Theophanides Theophile (Ed.). InTech
25. Good, R. J., Girifalko, L. A., Kraus, G. (1958). A Theory for Estimation of Interfacial
Energies. II. Application to Surface Thermodynamics of Teflon and Graphite. (11),
1418–1421

75
26. Hanemann, T., Szabó, D. V. (2010). Polymer-nanoparticle composites: From synthesis
to modern applications. Materials. 3, 3468–3517
27. Hench, L. L., & West, J. K. (1990). The sol-gel process. Chemical Reviews. 90(1), 33-72
28. Hussain, F., Hojjati, M., Okamoto, M., & Gorga, R. E. (2006). Review article: Polymer–
matrix nanocomposites, processing, manufacturing, and application: An overview.
Journal of Composite Materials, 40, 1511– 1575
29. Jaramillo., Morales I., Betancur C., Cruz, A. J. & Gañan, P. (2004). Estudio del curado de
resinas epóxicas empleando espectroscopia infrarroja. Dyna 71, 67
30. Jin, F. L., Park, S. J., (2012). Thermal properties of epoxy resin/filler hybrid composites.
Polymer Degradation and Stability. 97:2148e53
31. Johnsen, B. B., Kinloch, A. J., Mohammed, R. D., Taylor, A. C., & Sprenger, S. (2007).
Toughening mechanisms of nanoparticle-modified epoxy polymers. Polymer, 48(2),
530-541.
32. Johnsen, B. B., Olafsen, K., & Stori, A. (2003). Reflection-absorption FT-IR studies of the
specific interaction of amines and an epoxy adhesive with GPS treated aluminum
surfaces. International journal of adhesion and adhesives, 23 (2), 155-163
33. Judeinstein, P., and Sanchez, C. (1996). Hybrid organic–inorganic materials: a land of
multidisciplinarity. J. Mater. Chem. 6, 511
34. Kickelbick, G. (2003). Conceps for the incorporation of inorganic buiding bloks into
organic polymer on a nanoscale. Prog. Polym. Sci. 83-114.
35. Kinloch, A. J. (1980). The science of adhesion. Journal of materials science, 15(9),
2141-2166
36. Kinloch, A. J. (1982). The science of adhesion. Part 2. Mechanics and mechanisms of
failure. J Mater Sci. 17, 617–51
37. Kinloch, A.J., Shaw. S. J., and Hunston, D. L. (1983). Deformation and fracture behavior
of a rubber-toughened epoxy: Microstructure and fracture studies. Polymer 24, 1341
38. Kirk, R. E., & Othmer, D. F. (1972). Adhesives. Encyclopedia of Chemical Technology, 1,
371–404
39. Kishi, H., Uesawa, K., Matsuda, S., & Murakami, A. (2005). Adhesive strength and
mechanisms of epoxy resins toughened with pre-formed thermoplastic polymer
particles. Journal of Adhesion Science and Technology, 19(15), 1277-12
40. Lee, L.H. (1991). Fundamentals of Adhesion, Plenum Press
41. Lee, H., & Neville, K. (1967). Handbook of epoxy resins, McGraw-Hill New York, 6-24

76
42. Liang, Y. L., & Pearson, R. A. (2010). The toughening mechanism in hybrid epoxy-silica-
rubber nanocomposites (HESRNs). Polymer, 51(21), 4880-4890
43. Liu, H. Y., Wang, G. T., Mai, Y. W., & Zeng, Y. (2011). On fracture toughness of
nanoparticle modified epoxy. Composites Part B: Engineering, 42(8), 2170-2175
44. Ma, J., Mo, M. S., Du, X. S., Rosso, P., Friedrich, K., & Kuan, H. C. (2008). Effect of
inorganic nanoparticles on mechanical property, fracture toughness and toughening
mechanism of two epoxy systems. Polymer, 49(16), 3510-3523
45. Madrid M. (2000). Tecnología de la adhesión. Madrid (España): Loctite España,
46. Marshall. S. J., Bayne, S. C., Baier, R., Tomsia, A. P., Marshall, G. W. (2010). A review of
adhesion science. Dent Mater 26(2):e11–6.
47. Mate jka, ., ukh, O., olar k, . (2000). einforcement of crosslinked rubbery
epoxies by in-situ formed silica. Polymer, 41(4), 1449-1459.
48. May, M., Wang, H. M., & Akid, R. (2010). Effects of the addition of inorganic
nanoparticles on the adhesive strength of a hybrid sol–gel epoxy system. International
Journal of Adhesion and Adhesives, 30(6), 505-512
49. Medina, R.; Haupert, F.; Schlarb, A.K. Improvement of tensile properties and toughness
of an epoxy resin by nanozirconium-dioxide reinforcement. J. Mater. Sci. 2008, 43,
3245–3252.
50. Meure, S., Wu, D. Y., & Furman, S. A. (2010). FTIR study of bonding between a
thermoplastic healing agent and a mendable epoxy resin. Vibrational Spectroscopy,
52(1), 10-15.
51. Oskam, G., Nellore, A., Penn, R. L., & Searson, P. C. (2003). The growth kinetics of TiO2
nanoparticles from titanium (IV) alkoxide at high water/titanium ratio. The Journal of
Physical Chemistry B 107(8): 1734-1738.
52. Paz, E., Narbón, J. J., Abenojar, J., Cledera, M., & Del Real, J. C. (2016). Influence of
acrylic adhesive viscosity and surface roughness on the properties of adhesive joint. J.
Adhes. 92(11), 877-891.
53. Peerman, D., Tolberg, W., Floyd, D. Reaction of polyamide resins and epoxy resins.
(1957). Ind. Eng. Chem. 49, 1091–1094.
54. Poisson, C., Hervais, V., Lacrampe, M. F., & Krawczak, P. (2006). Optimization of
PE/binder/PA extrusion blow‐molded films. II. Adhesion properties improvement
using binder/EVA blends. Journal of applied polymer science, 101(1), 118-127

77
55. Qin, R. Y., & Schreiber, H. P. (1999). Adhesion at partially restructured polymer
surfaces. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 156 (1),
85-93
56. Rider, A. N. (2001). The influence of porosity and morphology of hydrated oxide films
on epoxy-aluminium bond durability. Journal of adhesion science and technology,
15(4), 395-422
57. Rider, A. N. (2006). Factors influencing the durability of epoxy adhesion to silane
pretreated aluminium. International journal of adhesion and adhesives, 26(1), 67-78
58. Rider, A. N., & Arnott, D. R. (2000). Boiling water and silane pre-treatment of
aluminium alloys for durable adhesive bonding. International journal of adhesion and
adhesives, 20(3), 209-220
59. Sanchez, C., Ribot, F. (1994). Design of hybrid organic-inorganic materials synthesized
via sol-gel chemistry. New J. Chem. 18, 1007
60. Sanchez, C., Ribot, F., Lebeau, B. (1999). Molecular design of hybrid organic-inorganic
nanocomposites synthesized via sol-gel chemistry. J. Mater. Chem. 9, 35
61. Schrader, M. E. (1995). Young-dupre revisited. Langmuir, 11(9), 3585-3589
62. Shukla, S., Seal, S., Vij, R., & Bandyopadhyay, S. (2002). Effect of HPC and water
concentration on the evolution of size, aggregation and crystallization of sol-gel nano
zirconia. Journal of Nanoparticle Research 4(6): 553-559.
63. Tang, L. C., Zhang H., Sprenger S., Ye L., Zhang Z. (2012). Fracture mechanisms of epoxy
based ternary composites filled with rigid-soft particles. Compos Sci Technol;
72(5):558–65
64. Tavana, H., and Neumann, A. W. (2007). Recent progress in the determination of solid
surface tensions from contact angles. Adv. Colloid Interface Sci., 132:1–32,
65. Uhlmann. D. R., Teowee G. J. (1998) Sol-Gel Science and Technology: Current State and
Future Prospects. J. Sol–Gel Sci. Technol. 13, 153
66. Underhill, P. R., Goring, G., Duquesne, D. L. (1998).The drying of
glycidoxypropyltrimethoxysilane. Appl. Surf. Sci. 134, 247–253.
67. Underhill, P. R., Rider, A. N. (2005). Hydrated oxide film growth on aluminium alloys
immersed in warm water. Surf. Coat. Technol. 192, 199–207
68. Underhill, P. R., Rider, A. N., & DuQuesnay, D. L. (2003). Warm water treatment of
aluminum for adhesive bonding. International journal of adhesion and adhesives,
23(4), 307-313

78
69. Unger, B., Jancke, H., Hähnert, M., & Stade, H. (1994). The early stages of the sol-gel
processing of TEOS. Journal of Sol-Gel Science and Technology, 2(1-3), 51-56
70. Vasconcelos, P. V., Lino, F. J, Neto, R. J. L. Henrique, P. (2004). Contribution of the
phase–matrix interface to the behaviour of aluminium filled epoxies. Materials Science
Forum; 455–456:635
71. Wake, W. C. (1976). "Adhesion and the Formulation of Adhesives" (Applied Science
Publishers, London) p. 69
72. Wang, D., Bierwagen, G.P. (2009) Sol–gel coatings on metals for corrosion protection
Prog. Org. Coat. 64 327
73. Ward, D. A., & Ko, E. I. (1993). Synthesis and structural transformation of zirconia
aerogels. Chemistry of Materials; 5(7): 956-969.
74. Young T. (1855). Miscellaneous works of the late Thomas Young. London: John
Murray;
75. Zandi-Zand, R., Ershad-Langroudi, A., Rahimi, A. (2005). Silica based organic–inorganic
hybrid nanocomposite coatings for corrosion protection. Prog. Org. Coat. 53, 286–291.
76. Zhai, L., Ling , G., Li, J., Wang, Y. (2006). The effect of nanoparticles on the adhesion of
epoxy adhesive. Mater. Lett. 60 3031–3033.
77. Zhang, H., Tang, L. C., Zhang, Z., Friedrich, K., & Sprenger, S. (2008). Fracture
behaviours of in situ silica nanoparticle-filled epoxy at different temperatures.
Polymer, 49(17), 3816-3825.
78. Zisman, W. A. (1964). Contact angle, wettability and adhesion, in F. M. Fowkes (ED).
American Chemistry Society. 25, 1.

materials
Article
Effect of Zirconia Nanoparticles in Epoxy-SilicaHybrid Adhesives to Join Aluminum Substrates
José de Jesús Figueroa-Lara *, Miguel Torres-Rodríguez, Mirella Gutiérrez-Arzaluz ID andMario Romero-Romo ID
Graduated Studies in Science and Engineering of Materials, Universidad Autónoma Metropolitana-Azcapotzalco,Ave. San Pablo 180, Col Reynosa CP 02200, Mexico; [email protected] (M.T.-R.);[email protected] (M.G.-A.); [email protected] (M.R.-R.)* Correspondence: [email protected]; Tel.: +52-55-1682-7509
Received: 9 August 2017; Accepted: 20 September 2017; Published: 27 September 2017
Abstract: This research presents the interaction of the epoxy polymer diglicydil ether of bisphenol-A(DGEBA) with silica (SiO2) nanoparticles plus zirconia (ZrO2) nanoparticles obtained via the sol-gelmethod in the synthesis of an epoxy-silica-zirconia hybrid adhesive cured with polyamide. ZrO2
nanoparticles were added to the epoxy-silica hybrid adhesive produced in situ to modify theapparent shear strength of two adhesively bonded aluminum specimens. The results showed that theaddition of different amounts of ZrO2 nanoparticles increased the shear strength of the adhesivelybonded aluminum joint, previously treated by sandblasting, immersion in hot water and silanizedwith a solution of hydrolyzed 3-glycidoxipropyltrimethoxysilane (GPTMS). The morphology andmicrostructure of the nanoparticles and aluminum surfaces were examined by scanning electronmicroscopy (SEM), and elemental analysis was performed with the Energy-dispersive X-rayspectroscopy (EDS) detector; the chemical groups were investigated during the aluminum surfacemodification using Fourier transform infrared spectroscopy (FTIR).
Keywords: hybrid adhesive; aluminum substrate; sol-gel treatment; shear strength; zirconiananoparticles; silica nanoparticles
1. Introduction
Epoxy adhesives have been used for many years in a great number of engineering applications,e.g., aerospace, marine and automotive industries, where high durability bonded aluminum structuresare required [1,2]. However, it is well known that epoxy organic materials cannot be used in highperformance applications due to their limited mechanical, chemical and thermal properties.
Therefore, a systematic investigation of both the hybrid materials synthesis and mechanicalresponse is an important issue to improve those properties [3].
Thermosetting epoxy polymers are widely used as adhesives, they are amorphous andhighly-crosslinked, and the microstructure of these materials has many interesting properties forstructural engineering applications, such as a high modulus, high failure strength, low creep andinteresting adhesive properties. Nevertheless, the structure of such thermosetting polymers can alsolead to an undesirable high brittleness, with poor resistance to crack initiation and growth [4].
The epoxy-silica hybrid system is one of the most recognized composites in the field of adhesives,since in addition to the excellent adhesive properties of cured epoxy polymers, the silica nanoparticles,or nanofillers strengthen the epoxy resin, improving the toughness of the organic matrix [5].
The toughening mechanism of organic polymers has been explored extensively; when solidparticles are incorporated in the epoxy matrix they enhance the epoxy’s fracture toughness throughdifferent mechanisms of energy dissipation. Solid particles, whose adhesion strength to the epoxy
Materials 2017, 10, 1135; doi:10.3390/ma10101135 www.mdpi.com/journal/materials

Materials 2017, 10, 1135 2 of 20
matrix is greater than the stress or tension to which the hybrid adhesive is subjected, interfere with thecrack growth via pinning, branching, bridging and/or deflection to reduce the crack-driving force atthe crack tip. Conversely, particles with poor adhesion to the organic matrix debond easily to activatedifferent energy dissipation mechanisms like diffused matrix shear yielding or plastic void growth [6].
When aluminum–aluminum substrates are adhesively bonded with epoxy-silica hybrid adhesives,some of the negative effects that can arise from this process are: (a) the viscosity of the polymer mixtureincreases dramatically and will be too high to process, this happens when there are high loadingnanofillers and/or when the nanofiller size becomes smaller [3]; (b) the formation of nanofilleragglomerates that decrease the dispersion of the adhesive on the substrate [7]; and (c) another possibleproblem during the adhesion of aluminum-aluminum specimens is due to contraction occurring inthe organic matrix during polymerization, mostly caused by the viscous-elastic properties producingcontraction stresses, which can damage the adhesive interface and potentially produce debonding [8].A possible solution to the limitations created by the inclusion of a single type of nanoparticle in theepoxy resin (agglomeration, viscosity increase and matrix contraction) is the addition of two or moresorts of nanoparticles, in addition to SiO2 nanoparticles, such as clay, alumina, titania or zirconia asfillers in epoxy resins. This produces a synergic effect since the combination of two nanomaterialsbrings greater strength to the adhesive capacity than what can be attained by a single nanomaterial [6].
Only a few studies of epoxy-ZrO2 composites related to their morphology and mechanicalproperties have been reported [9], and they show that the mechanical resistance and toughness ofan epoxy resin are improved by increasing the content of the ZrO2 nanoparticles, This is attributedto the fact that the ZrO2 has a much higher strength than the epoxy matrix alone, and to the goodbonding between the filler and the matrix. Behzaddnasab et al., obtained higher coating toughnesswith the addition of aminopropyltrimethoxy silane (APS) to treated zirconia nanoparticles in anepoxy based coating [10]. Afterwards, the same group studied the effect of the addition of differentcombinations of clay and APS-treated zirconia as reinforcement to organic polymers increasing thecorrosion performance compared with neat-epoxy coating, via enhancing the barrier properties andohmic resistance [11,12]. Regarding epoxy adhesives, the dispersion of ZrO2 nanoparticles intocommercial epoxy resin commonly used for the preparation of structural adhesives, using an amine asa hardener, showed mechanical performance improvements [13].
The pretreatment of aluminum surfaces is one of the most important stages in adhesion.Regardless of the treatment used, the surface of the substrate is modified basically by: (a) increasesin surface tension; (b) increases in surface contact; (c) surface substrate chemical modification, or acombination of the previous modifications [14]. Critchlow and Brewis reported a summary of themost common surface treatments for aluminum specimens for bonding [15]. However, Rider [16]and Johnsen et al. [17] reported a treatment for aluminum specimens using three different steps,grit-blasting, boiling water and silanization. Abel et al., used the silanization technique to show thatthe covalent Al-O-Si bond is formed between hydrolyzed 3-glycidoxipropyltrimethoxysilane (GPTMS)and aluminum surfaces [18].
The present study is concerned with the effects on the bonding performance of two aluminumspecimens due to the addition of different ZrO2 nanoparticle masses as a second nanoparticle fillerin several epoxy-silica hybrid adhesives, before the curing process with polyamide. Furthermore,the effect of different physical and/or chemical pretreatments on the aluminum surface was assessed.
2. Results and Discussion
2.1. Epoxy-Silica Hybrid Adhesives
Figure 1 shows the SEM micrographs of the epoxy-silica hybrid material prepared at 0.75 PHR(part of SiO2 per hundred parts of resin) employing a sol-gel in situ technique using tetraethylorthosilicate (TEOS) and GPTMS as precursors. It is possible to observe, in contrast respect to the grayhomogeneous background, some lighter objects that correspond to silica nanoparticles, which were

Materials 2017, 10, 1135 3 of 20
dispersed and embedded in the epoxy matrix; they form an interpenetrating network structure thatstands out from the background, with a particle size of up to 50 nm in the organic matrix.
Materials 2017, 10, 1135 3 of 19
were dispersed and embedded in the epoxy matrix; they form an interpenetrating network structure that stands out from the background, with a particle size of up to 50 nm in the organic matrix.
(a) (b)
Figure 1. SEM micrographs of the silica nanoparticle dispersion with a 0.75 PHR (part of SiO2 per hundred parts of resin) content, employing the sol-gel in situ technique: (a) Tetraethyl orthosilicate (TEOS) precursor; (b) 3-glycidoxipropyltrimethoxysilane (GPTMS) precursor.
Figure 2 shows analysis by a backscattered electron image of the zirconia nanoparticles synthesized through the sol-gel process, with sizes from 30 nm to 80 nm, which are not homogeneously shaped and appear to have formed some nanoparticle aggregates dispersed in the polymer matrix [19].
Figure 2. SEM micrographs of zirconia nanoparticles synthesized employing the sol-gel technique.
Figure 3a shows the size distribution by the number of zirconia nanoparticles used as a second filler in the epoxy-silica hybrid adhesive, which corroborates the results presented in Figure 2. Figure 3b presents the correlation coefficient displayed by the Zetasizer Nano equipment ZS90 (Malvern Instruments Ltd, Worcestershire, UK).
Figure 1. SEM micrographs of the silica nanoparticle dispersion with a 0.75 PHR (part of SiO2 perhundred parts of resin) content, employing the sol-gel in situ technique: (a) Tetraethyl orthosilicate(TEOS) precursor; (b) 3-glycidoxipropyltrimethoxysilane (GPTMS) precursor.
Figure 2 shows analysis by a backscattered electron image of the zirconia nanoparticlessynthesized through the sol-gel process, with sizes from 30 nm to 80 nm, which are not homogeneouslyshaped and appear to have formed some nanoparticle aggregates dispersed in the polymer matrix [19].
Materials 2017, 10, 1135 3 of 19
were dispersed and embedded in the epoxy matrix; they form an interpenetrating network structure that stands out from the background, with a particle size of up to 50 nm in the organic matrix.
(a) (b)
Figure 1. SEM micrographs of the silica nanoparticle dispersion with a 0.75 PHR (part of SiO2 per hundred parts of resin) content, employing the sol-gel in situ technique: (a) Tetraethyl orthosilicate (TEOS) precursor; (b) 3-glycidoxipropyltrimethoxysilane (GPTMS) precursor.
Figure 2 shows analysis by a backscattered electron image of the zirconia nanoparticles synthesized through the sol-gel process, with sizes from 30 nm to 80 nm, which are not homogeneously shaped and appear to have formed some nanoparticle aggregates dispersed in the polymer matrix [19].
Figure 2. SEM micrographs of zirconia nanoparticles synthesized employing the sol-gel technique.
Figure 3a shows the size distribution by the number of zirconia nanoparticles used as a second filler in the epoxy-silica hybrid adhesive, which corroborates the results presented in Figure 2. Figure 3b presents the correlation coefficient displayed by the Zetasizer Nano equipment ZS90 (Malvern Instruments Ltd, Worcestershire, UK).
Figure 2. SEM micrographs of zirconia nanoparticles synthesized employing the sol-gel technique.
Figure 3a shows the size distribution by the number of zirconia nanoparticles used as a secondfiller in the epoxy-silica hybrid adhesive, which corroborates the results presented in Figure 2.Figure 3b presents the correlation coefficient displayed by the Zetasizer Nano equipment ZS90 (MalvernInstruments Ltd, Worcestershire, UK).

Materials 2017, 10, 1135 4 of 20Materials 2017, 10, 1135 4 of 19
0 20 40 60 80 100 120 140 1600
10
20
30
40
Size Particle (nm)
Inte
nsi
ty (
u.a
.)
Size Distribution by Number
0.1 1 10 100 1000 10000 100000
0.0
0.2
0.4
0.6
0.8
1.0
Time (s)
Co
rre
latio
n C
oe
ffici
ent
Raw Correlation Data 0.0
0.2
0.4
0.6
0.8
1.0
(a) (b)
Figure 3. (a) Zirconia nanoparticles size distribution; (b) Raw correlation coefficient.
2.2. Rheology of Epoxy-Silica Hybrid Adhesives
Figure 4 shows the effect on the viscosity of the epoxy-silica hybrid adhesive, called class I and class II, by different silica nanoparticles, evaluated at 50 °C, 75 °C, 100 °C, 125 °C and 150 °C. It can be observed that at low temperature (50 °C) and nanoparticle content of 1 PHR that viscosity increased drastically becoming the epoxy-silica hybrid highly unmanageable, whereas for a silica nanoparticle content above 2 PHR, a viscosity decrease was observed because of the agglomeration and precipitation of nanoparticles.
This behavior is more relevant when the TEOS was used as precursor, which shows an important physical interaction with the epoxy matrix. Meanwhile, when GPTMS was employed it seems that the functional group present in GPTMS has a lesser physical interaction.
50 60 70 80 90 100 110 120 130 140 1500
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 1 PHR 0.75 PHR 0.50 PHR 0.25 PHR 0.10
Temperature (°C)
Vis
cosi
ty (
Cp)
Hybrid adhesiveepoxy-silicaTEOS precursor content PHR
50 60 70 80 90 100 110 120 130 140 1500
2,000
4,000
6,000
8,000
10,000
12,000
14,000
Hybrid adhesiveepoxy-silicaTEOS precursor content PHR
PHR 2 PHR 3 PHR 4 PHR 5
Temperature (°C)
Vis
cosi
ty (
Cp
)
(a) (b)
50 60 70 80 90 100 110 120 130 140 1500
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 1 PHR 0.75 PHR 0.50 PHR 0.25 PHR 0.10
Temperature (°C)
Vis
cosi
ty (
Cp)
Hybrid adhesiveepoxy-silicaGPTMS precursor content PHR
50 60 70 80 90 100 110 120 130 140 1500
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 2 PHR 3 PHR 4 PHR 5
Temperature (°C)
Vis
cosi
ty (
Cp
)
Hybrid adhesiveepoxy-silicaGPTMS precursor content PHR
(c) (d)
Figure 4. Viscosity of the epoxy-sílica matrix synthesized in situ varying the content of different inorganic precursors: (a,b) TEOS precursor; (c,d) GPTMS precursor.
Figure 3. (a) Zirconia nanoparticles size distribution; (b) Raw correlation coefficient.
2.2. Rheology of Epoxy-Silica Hybrid Adhesives
Figure 4 shows the effect on the viscosity of the epoxy-silica hybrid adhesive, called class I andclass II, by different silica nanoparticles, evaluated at 50 ◦C, 75 ◦C, 100 ◦C, 125 ◦C and 150 ◦C. It can beobserved that at low temperature (50 ◦C) and nanoparticle content of 1 PHR that viscosity increaseddrastically becoming the epoxy-silica hybrid highly unmanageable, whereas for a silica nanoparticlecontent above 2 PHR, a viscosity decrease was observed because of the agglomeration and precipitationof nanoparticles.
This behavior is more relevant when the TEOS was used as precursor, which shows an importantphysical interaction with the epoxy matrix. Meanwhile, when GPTMS was employed it seems that thefunctional group present in GPTMS has a lesser physical interaction.
Materials 2017, 10, 1135 4 of 19
0 20 40 60 80 100 120 140 1600
10
20
30
40
Size Particle (nm)
Inte
nsi
ty (
u.a
.)
Size Distribution by Number
0.1 1 10 100 1000 10000 100000
0.0
0.2
0.4
0.6
0.8
1.0
Time (s)
Co
rre
latio
n C
oe
ffici
ent
Raw Correlation Data 0.0
0.2
0.4
0.6
0.8
1.0
(a) (b)
Figure 3. (a) Zirconia nanoparticles size distribution; (b) Raw correlation coefficient.
2.2. Rheology of Epoxy-Silica Hybrid Adhesives
Figure 4 shows the effect on the viscosity of the epoxy-silica hybrid adhesive, called class I and class II, by different silica nanoparticles, evaluated at 50 °C, 75 °C, 100 °C, 125 °C and 150 °C. It can be observed that at low temperature (50 °C) and nanoparticle content of 1 PHR that viscosity increased drastically becoming the epoxy-silica hybrid highly unmanageable, whereas for a silica nanoparticle content above 2 PHR, a viscosity decrease was observed because of the agglomeration and precipitation of nanoparticles.
This behavior is more relevant when the TEOS was used as precursor, which shows an important physical interaction with the epoxy matrix. Meanwhile, when GPTMS was employed it seems that the functional group present in GPTMS has a lesser physical interaction.
50 60 70 80 90 100 110 120 130 140 1500
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 1 PHR 0.75 PHR 0.50 PHR 0.25 PHR 0.10
Temperature (°C)
Vis
cosi
ty (
Cp)
Hybrid adhesiveepoxy-silicaTEOS precursor content PHR
50 60 70 80 90 100 110 120 130 140 1500
2,000
4,000
6,000
8,000
10,000
12,000
14,000
Hybrid adhesiveepoxy-silicaTEOS precursor content PHR
PHR 2 PHR 3 PHR 4 PHR 5
Temperature (°C)
Vis
cosi
ty (
Cp
)
(a) (b)
50 60 70 80 90 100 110 120 130 140 1500
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 1 PHR 0.75 PHR 0.50 PHR 0.25 PHR 0.10
Temperature (°C)
Vis
cosi
ty (
Cp)
Hybrid adhesiveepoxy-silicaGPTMS precursor content PHR
50 60 70 80 90 100 110 120 130 140 1500
2,000
4,000
6,000
8,000
10,000
12,000
14,000
PHR 2 PHR 3 PHR 4 PHR 5
Temperature (°C)
Vis
cosi
ty (
Cp
)
Hybrid adhesiveepoxy-silicaGPTMS precursor content PHR
(c) (d)
Figure 4. Viscosity of the epoxy-sílica matrix synthesized in situ varying the content of different inorganic precursors: (a,b) TEOS precursor; (c,d) GPTMS precursor.
Figure 4. Viscosity of the epoxy-sílica matrix synthesized in situ varying the content of differentinorganic precursors: (a,b) TEOS precursor; (c,d) GPTMS precursor.

Materials 2017, 10, 1135 5 of 20
Good spreading or wetting is required to ensure high interfacial contact between the two phaseswhen applying a liquid polymeric adhesive on a rigid substrate. The spreading or wetting mechanismis influenced by both the viscosity value of the adhesive hybrid as well as the uncompensate surfacetension forces. Both are two highly important characteristic properties of an adhesive joint, consistentwith those reported by Paz et al. [20], and Carré & Eustache [21].
2.3. Aluminum Physical Treatment
Prior to the bonding procedure, the aluminum substrate surfaces were treated by different physicaland chemical procedures. Figure 5a shows the commercial aluminum surface specimen; Figure 5bshows a specimen treated with sandblasting, where the aluminum sample’s surface morphology wasconsiderably changed after treatment, producing sharp crests due to the high-speed impacts of 50 µmsize silicon carbide particles; also there appears numerous irregular surfaces, which improve thewetting of adhesives on solid substrates [20,22]. Figure 5c shows the surface topography in a lateralview of the aluminum specimen, the roughness is due to sandblasting and its approximate depth isaround 60 µm.
Materials 2017, 10, 1135 5 of 19
Good spreading or wetting is required to ensure high interfacial contact between the two phases when applying a liquid polymeric adhesive on a rigid substrate. The spreading or wetting mechanism is influenced by both the viscosity value of the adhesive hybrid as well as the uncompensate surface tension forces. Both are two highly important characteristic properties of an adhesive joint, consistent with those reported by Paz et al. [20], and Carré & Eustache [21].
2.3. Aluminum Physical Treatment
Prior to the bonding procedure, the aluminum substrate surfaces were treated by different physical and chemical procedures. Figure 5a shows the commercial aluminum surface specimen; Figure 5b shows a specimen treated with sandblasting, where the aluminum sample’s surface morphology was considerably changed after treatment, producing sharp crests due to the high-speed impacts of 50 μm size silicon carbide particles; also there appears numerous irregular surfaces, which improve the wetting of adhesives on solid substrates [20,22]. Figure 5c shows the surface topography in a lateral view of the aluminum specimen, the roughness is due to sandblasting and its approximate depth is around 60 μm.
(a) (b)
(c)
Figure 5. Surface topological features of sandblasted aluminum surfaces: (a) Top view of a commercial aluminum at 500×; (b) Top view of a commercial aluminum with sandblasting at 500×; (c) Lateral view of sandblasting at 100×.
The elemental analysis from the SEM/EDS of the surface of the commercial aluminum specimen and a sandblasted aluminum specimen can be seen in Table 1. It is important to note the different oxygen contents between the specimens; aluminum, carbon, and silicon, due to the silicon carbide from the sandblasting process.
Figure 5. Surface topological features of sandblasted aluminum surfaces: (a) Top view of a commercialaluminum at 500×; (b) Top view of a commercial aluminum with sandblasting at 500×; (c) Lateralview of sandblasting at 100×.
The elemental analysis from the SEM/EDS of the surface of the commercial aluminum specimenand a sandblasted aluminum specimen can be seen in Table 1. It is important to note the differentoxygen contents between the specimens; aluminum, carbon, and silicon, due to the silicon carbidefrom the sandblasting process.

Materials 2017, 10, 1135 6 of 20
Table 1. EDS analysis of the commercial and sandblasting aluminum substrate surfaces.
Aluminum Specimen Type Wt % O Wt % Al Wt % C Wt % Si Wt % Other
Commercial aluminum 6.90 68.76 22.97 0.44 0.93Sandblasted aluminum 5.71 76.15 8.73 8.57 0.59
2.4. Aluminum Hydrotermal Treatment at 85 ◦C
Table 2 presents the weight increase of the aluminum specimens immersed in deionized water at85 ◦C for different times, according to the reaction below [23]; the initial specimen weight was 0.1314 g.
2Al + 5.1H2O→ Al2O3·2.1H2O + 3H2
Such weight increase is due to the aluminum dissolution-precipitation phenomena which has ahigh initial velocity followed by a decay period [22].
Table 2. Weight increase of the pseudoboehmite layer after increasing immersion times in water at85 ◦C.
Immersion Time (min) Final Weight (g) Weight Increase %
5 0.1316 0.152215 0.1317 0.243230 0.1322 0.608860 0.1325 0.8371
Figure 6 presents the topography of aluminum specimens taken at two different immersion times.It is possible to observe a surface roughness change that causes an increase in surface area, at 20 min inFigure 6a,b and at 60 min in Figure 6c,d; so, the surface morphology changes with increasing immersiontime in hot deionized water [22]. The rapid growth stage involves a dissolution-precipitationmechanism and a final slow growth stage occurs, perhaps because the film density increases,as a consequence of a slower migration of soluble species to the film-solution interface.
Table 3 displays the EDS analysis of the aluminum substrate immersed in deionized water at85 ◦C where the oxygen content increased with immersion time. The formation of a pseudobohemitelayer with some gibbsite and boyerite indicate changes in the chemical composition and roughnessof the surface and this improves the adhesive bonds [22]; these results are consistent with Rider andArnot who treated aluminum with hot water [24].
Materials 2017, 10, 1135 6 of 19
Table 1. EDS analysis of the commercial and sandblasting aluminum substrate surfaces.
Aluminum Specimen Type Wt % O Wt % Al Wt % C Wt %Si Wt % OtherCommercial aluminum 6.90 68.76 22.97 0.44 0.93 Sandblasted aluminum 5.71 76.15 8.73 8.57 0.59
2.4. Aluminum Hydrotermal Treatment at 85 °C.
Table 2 presents the weight increase of the aluminum specimens immersed in deionized water at 85 °C for different times, according to the reaction below [23]; the initial specimen weight was 0.1314 g.
2Al + 5.1H2O → Al2O3·2.1H2O + 3H2
Such weight increase is due to the aluminum dissolution-precipitation phenomena which has a high initial velocity followed by a decay period [22].
Table 2. Weight increase of the pseudoboehmite layer after increasing immersion times in water at 85 °C.
Immersion Time (min) Final Weight (g) Weight Increase % 5 0.1316 0.1522
15 0.1317 0.2432 30 0.1322 0.6088 60 0.1325 0.8371
Figure 6 presents the topography of aluminum specimens taken at two different immersion times. It is possible to observe a surface roughness change that causes an increase in surface area, at 20 min in Figure 6a,b and at 60 min in Figure 6c,d; so, the surface morphology changes with increasing immersion time in hot deionized water [22]. The rapid growth stage involves a dissolution-precipitation mechanism and a final slow growth stage occurs, perhaps because the film density increases, as a consequence of a slower migration of soluble species to the film-solution interface.
(a) (b)
Figure 6. Cont.

Materials 2017, 10, 1135 7 of 20
Materials 2017, 10, 1135 7 of 19
(c) (d)
Figure 6. SEM micrographs of aluminum specimens after immersion treatment in water at 85 °C for 20 min, at different magnifications: (a) 500×; (b) 1 K×, and 60 min treatment; (c) 500×; (d) 3 K×.
Table 3 displays the EDS analysis of the aluminum substrate immersed in deionized water at 85 °C where the oxygen content increased with immersion time. The formation of a pseudobohemite layer with some gibbsite and boyerite indicate changes in the chemical composition and roughness of the surface and this improves the adhesive bonds [22]; these results are consistent with Rider and Arnot who treated aluminum with hot water [24].
Table 3. EDS analysis of the aluminum substrate surface treated with hot water.
Immersion Time (min) Wt % O Wt % Al Wt % C Wt % Si Wt % Other 0 5.71 76.40 8.73 8.57 0.59
20 16.23 70.03 7.48 4.8 1.46 60 24.82 62.58 6.80 4.60 1.20
Figure 7 shows the Fourier transform infrared (FTIR) spectrum of the film formed on aluminum immersed in hot deionized water at different times; in all cases a peak is present at the 730 cm−1 band due to the Al-O bond vibration that increases with time, which is associated with boehmite and pseudoboehmite. The peak at the 1071 cm−1 band is due to the δ OH characteristic of pseudoboehmite, and a very wide peak in the band from 3100 cm−1 to 3500 cm−1 appears to be associated with the development of pseudoboehmite; these results corroborate that the aluminum specimens immersed in deionized water at 85 °C formed a pseudoboehmite layer on the surface.
Figure 7. Fourier transform infrared spectroscopy (FTIR) of the film produced on aluminum immersed in water at 85° C as a function of time.
3500 3000 1000 500
Wavenumber (cm-1)
Abs
orba
nce
(u.
a.)
490cm-1
730 cm-1
1071 cm-1
60 min
30 min
15 min
5 min
0 min
3500-3100 cm-1
Figure 6. SEM micrographs of aluminum specimens after immersion treatment in water at 85 ◦C for20 min, at different magnifications: (a) 500×; (b) 1 K×, and 60 min treatment; (c) 500×; (d) 3 K×.
Table 3. EDS analysis of the aluminum substrate surface treated with hot water.
Immersion Time (min) Wt % O Wt % Al Wt % C Wt % Si Wt % Other
0 5.71 76.40 8.73 8.57 0.5920 16.23 70.03 7.48 4.8 1.4660 24.82 62.58 6.80 4.60 1.20
Figure 7 shows the Fourier transform infrared (FTIR) spectrum of the film formed on aluminumimmersed in hot deionized water at different times; in all cases a peak is present at the 730 cm−1
band due to the Al-O bond vibration that increases with time, which is associated with boehmite andpseudoboehmite. The peak at the 1071 cm−1 band is due to the δ OH characteristic of pseudoboehmite,and a very wide peak in the band from 3100 cm−1 to 3500 cm−1 appears to be associated with thedevelopment of pseudoboehmite; these results corroborate that the aluminum specimens immersed indeionized water at 85 ◦C formed a pseudoboehmite layer on the surface.
Materials 2017, 10, 1135 7 of 19
(c) (d)
Figure 6. SEM micrographs of aluminum specimens after immersion treatment in water at 85 °C for 20 min, at different magnifications: (a) 500×; (b) 1 K×, and 60 min treatment; (c) 500×; (d) 3 K×.
Table 3 displays the EDS analysis of the aluminum substrate immersed in deionized water at 85 °C where the oxygen content increased with immersion time. The formation of a pseudobohemite layer with some gibbsite and boyerite indicate changes in the chemical composition and roughness of the surface and this improves the adhesive bonds [22]; these results are consistent with Rider and Arnot who treated aluminum with hot water [24].
Table 3. EDS analysis of the aluminum substrate surface treated with hot water.
Immersion Time (min) Wt % O Wt % Al Wt % C Wt % Si Wt % Other 0 5.71 76.40 8.73 8.57 0.59
20 16.23 70.03 7.48 4.8 1.46 60 24.82 62.58 6.80 4.60 1.20
Figure 7 shows the Fourier transform infrared (FTIR) spectrum of the film formed on aluminum immersed in hot deionized water at different times; in all cases a peak is present at the 730 cm−1 band due to the Al-O bond vibration that increases with time, which is associated with boehmite and pseudoboehmite. The peak at the 1071 cm−1 band is due to the δ OH characteristic of pseudoboehmite, and a very wide peak in the band from 3100 cm−1 to 3500 cm−1 appears to be associated with the development of pseudoboehmite; these results corroborate that the aluminum specimens immersed in deionized water at 85 °C formed a pseudoboehmite layer on the surface.
Figure 7. Fourier transform infrared spectroscopy (FTIR) of the film produced on aluminum immersed in water at 85° C as a function of time.
3500 3000 1000 500
Wavenumber (cm-1)
Abs
orba
nce
(u.
a.)
490cm-1
730 cm-1
1071 cm-1
60 min
30 min
15 min
5 min
0 min
3500-3100 cm-1
Figure 7. Fourier transform infrared spectroscopy (FTIR) of the film produced on aluminum immersedin water at 85◦ C as a function of time.
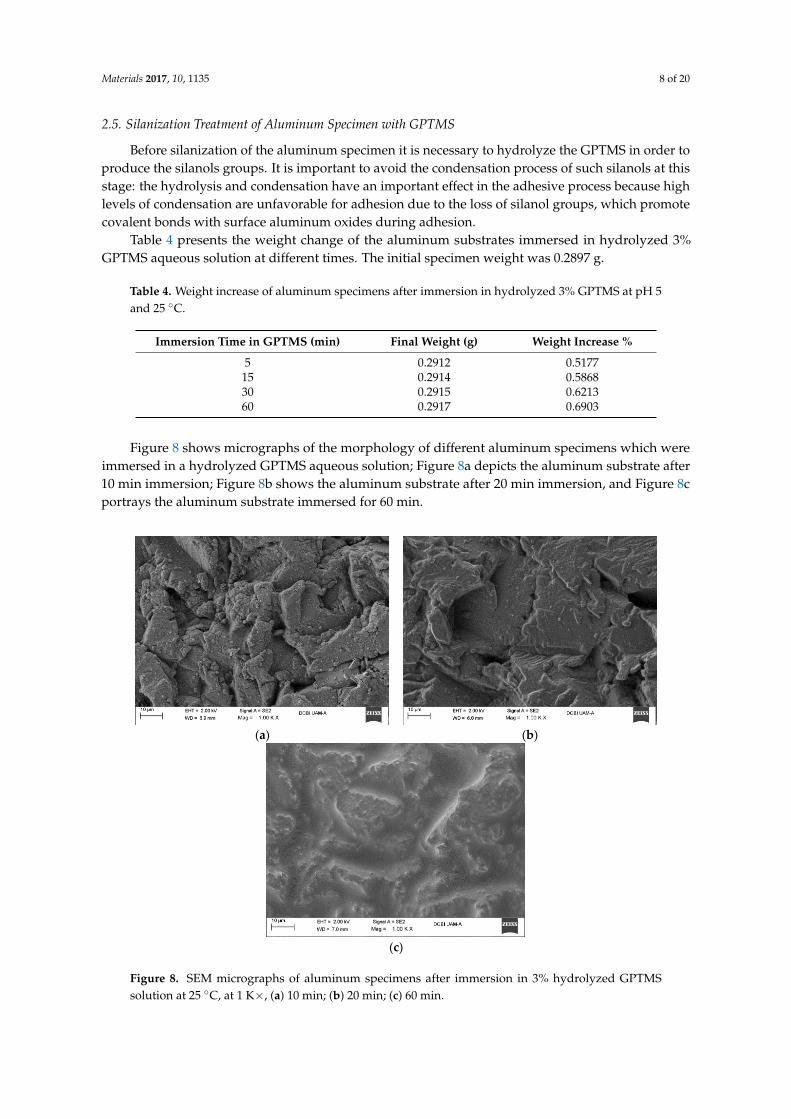
Materials 2017, 10, 1135 8 of 20
2.5. Silanization Treatment of Aluminum Specimen with GPTMS
Before silanization of the aluminum specimen it is necessary to hydrolyze the GPTMS in order toproduce the silanols groups. It is important to avoid the condensation process of such silanols at thisstage: the hydrolysis and condensation have an important effect in the adhesive process because highlevels of condensation are unfavorable for adhesion due to the loss of silanol groups, which promotecovalent bonds with surface aluminum oxides during adhesion.
Table 4 presents the weight change of the aluminum substrates immersed in hydrolyzed 3%GPTMS aqueous solution at different times. The initial specimen weight was 0.2897 g.
Table 4. Weight increase of aluminum specimens after immersion in hydrolyzed 3% GPTMS at pH 5and 25 ◦C.
Immersion Time in GPTMS (min) Final Weight (g) Weight Increase %
5 0.2912 0.517715 0.2914 0.586830 0.2915 0.621360 0.2917 0.6903
Figure 8 shows micrographs of the morphology of different aluminum specimens which wereimmersed in a hydrolyzed GPTMS aqueous solution; Figure 8a depicts the aluminum substrate after10 min immersion; Figure 8b shows the aluminum substrate after 20 min immersion, and Figure 8cportrays the aluminum substrate immersed for 60 min.
Materials 2017, 10, 1135 8 of 19
2.5. Silanization Treatment of Aluminum Specimen with GPTMS
Before silanization of the aluminum specimen it is necessary to hydrolyze the GPTMS in order to produce the silanols groups. It is important to avoid the condensation process of such silanols at this stage: the hydrolysis and condensation have an important effect in the adhesive process because high levels of condensation are unfavorable for adhesion due to the loss of silanol groups, which promote covalent bonds with surface aluminum oxides during adhesion.
Table 4 presents the weight change of the aluminum substrates immersed in hydrolyzed 3% GPTMS aqueous solution at different times. The initial specimen weight was 0.2897 g.
Table 4. Weight increase of aluminum specimens after immersion in hydrolyzed 3% GPTMS at pH 5 and 25 °C.
Immersion Time in GPTMS (min) Final Weight (g) Weight Increase % 5 0.2912 0.5177
15 0.2914 0.5868 30 0.2915 0.6213 60 0.2917 0.6903
Figure 8 shows micrographs of the morphology of different aluminum specimens which were immersed in a hydrolyzed GPTMS aqueous solution; Figure 8a depicts the aluminum substrate after 10 min immersion; Figure 8b shows the aluminum substrate after 20 min immersion, and Figure 8c portrays the aluminum substrate immersed for 60 min.
The aluminum specimen immersed for 20 min developed a thin homogeneous coating layer distributed over the aluminum surface, meanwhile after 60 min immersion, the coating layer thickened in the valleys as shown in Figure 8. Thus, the previous outcome affirms that treatment with hydrolyzed GPTMS is a factor that influences the quality of the Si-O-Al bonds formed on the aluminum surface [25].
(a) (b)
(c)
Figure 8. SEM micrographs of aluminum specimens after immersion in 3% hydrolyzed GPTMSsolution at 25 ◦C, at 1 K×, (a) 10 min; (b) 20 min; (c) 60 min.

Materials 2017, 10, 1135 9 of 20
The aluminum specimen immersed for 20 min developed a thin homogeneous coating layerdistributed over the aluminum surface, meanwhile after 60 min immersion, the coating layer thickenedin the valleys as shown in Figure 8. Thus, the previous outcome affirms that treatment with hydrolyzedGPTMS is a factor that influences the quality of the Si-O-Al bonds formed on the aluminum surface [25].
Table 5 displays the EDS analysis of aluminum substrates after sandblasting, followed by waterimmersion at 85 ◦C plus silanization treatment; the decrease in the oxygen content is due to theformation of water during the condensation process because of the formation of Al-O and Si-Ocovalent bonds on the aluminum surface and the subsequent evaporation process. Carbon is presentdue to the GPTMS molecule; lastly there is an increase in the silicon content because of the condensationprocess during silanization.
Table 5. EDS analysis of the aluminum substrate surface.
Immersion Time (min) Wt % O Wt % Al Wt % C Wt % Si Wt % Other
0 16.23 70.03 7.48 4.80 1.4620 11.30 58.42 18.30 11.18 0.8060 12.38 50.28 20.20 16.40 0.74
The FTIR spectrum in Figure 9 reveals the behavior of the aluminum substrates surface afterdifferent immersion times in the 3% hydrolyzed GPTMS solution. It was observed that the epoxy ringin the 898 cm−1 band attributed to epoxy group, increases with time, with the same behavior in the850 cm−1 band, this is attributed to methoxy groups. The peaks in the 1000–1250 cm−1 absorptionbands are attributed to Si-O-Si vibration [17]. The peak in the 3000–3370 cm−1 band is associated withsilanol groups and the peak centered in the 1051 cm−1 band is associated with Si-O-Al bonding [26].
Materials 2017, 10, 1135 9 of 19
Figure 8. SEM micrographs of aluminum specimens after immersion in 3% hydrolyzed GPTMS solution at 25 °C, at 1 K×, (a) 10 min; (b) 20 min; (c) 60 min.
Table 5 displays the EDS analysis of aluminum substrates after sandblasting, followed by water immersion at 85 °C plus silanization treatment; the decrease in the oxygen content is due to the formation of water during the condensation process because of the formation of Al-O and Si-O covalent bonds on the aluminum surface and the subsequent evaporation process. Carbon is present due to the GPTMS molecule; lastly there is an increase in the silicon content because of the condensation process during silanization.
Table 5. EDS analysis of the aluminum substrate surface.
Immersion Time (min) Wt % O Wt % Al Wt % C Wt % Si Wt % Other 0 16.23 70.03 7.48 4.80 1.46
20 11.30 58.42 18.30 11.18 0.80 60 12.38 50.28 20.20 16.40 0.74
The FTIR spectrum in Figure 9 reveals the behavior of the aluminum substrates surface after different immersion times in the 3% hydrolyzed GPTMS solution. It was observed that the epoxy ring in the 898 cm−1 band attributed to epoxy group, increases with time, with the same behavior in the 850 cm−1 band, this is attributed to methoxy groups. The peaks in the 1000–1250 cm−1 absorption bands are attributed to Si-O-Si vibration [17]. The peak in the 3000–3370 cm−1 band is associated with silanol groups and the peak centered in the 1051 cm−1 band is associated with Si-O-Al bonding [26].
Figure 9. FTIR of the film produced on aluminum specimen silanized with 3% GPTMS at different times.
2.6. Drying Aluminum Treatment
SEM micrographs in Figure 10 show the aluminum specimens after these were dried for 60 min at 100 °C. An inorganic, highly rough film can be seen in Figure 10b.
3 5 0 0 3 0 0 0 1 0 0 0 5 0 0
6 0 m in
3 0 m in
1 5 m in
5 m in
W a v e n u m b e r (c m -1)
Abs
orb
ance
(u.
a.)
0 m in
3 0 0 0 -3 7 0 0 c m -1
1 1 6 6 c m -1
8 5 0 c m -1
8 9 8 c m -1
1 0 5 1 c m -1
1 0 9 0 c m -1
1 1 9 8 c m -1
Figure 9. FTIR of the film produced on aluminum specimen silanized with 3% GPTMS at different times.
2.6. Drying Aluminum Treatment
SEM micrographs in Figure 10 show the aluminum specimens after these were dried for 60 min at100 ◦C. An inorganic, highly rough film can be seen in Figure 10b.
Figure 11 shows the SEM and EDS mapping of the elements at 5 K×magnification: the micrographpresents a homogeneous dispersion of carbon (b), oxygen (c), and silicon (e) over the aluminum surface(d) after the drying process.

Materials 2017, 10, 1135 10 of 20
Materials 2017, 10, 1135 10 of 19
(a) (b)
Figure 10. SEM micrographs of aluminum specimens dried for 60 min at 100 °C, (a) 1 K×; (b) 10 K×
Figure 11 shows the SEM and EDS mapping of the elements at 5 K× magnification: the micrograph presents a homogeneous dispersion of carbon (b), oxygen (c), and silicon (e) over the aluminum surface (d) after the drying process.
(a)
(b) (c)
(d) (e)
Figure 11. (a) SEM micrograph of aluminum specimen dried for 60 min at 100 °C, at 5 K×; (b) EDS mapping of C; (c) EDS mapping of O; (d) EDS mapping of Si; (e) EDS mapping of Al.
Figure 10. SEM micrographs of aluminum specimens dried for 60 min at 100 ◦C, (a) 1 K×; (b) 10 K×
Materials 2017, 10, 1135 10 of 19
(a) (b)
Figure 10. SEM micrographs of aluminum specimens dried for 60 min at 100 °C, (a) 1 K×; (b) 10 K×
Figure 11 shows the SEM and EDS mapping of the elements at 5 K× magnification: the micrograph presents a homogeneous dispersion of carbon (b), oxygen (c), and silicon (e) over the aluminum surface (d) after the drying process.
(a)
(b) (c)
(d) (e)
Figure 11. (a) SEM micrograph of aluminum specimen dried for 60 min at 100 °C, at 5 K×; (b) EDS mapping of C; (c) EDS mapping of O; (d) EDS mapping of Si; (e) EDS mapping of Al. Figure 11. (a) SEM micrograph of aluminum specimen dried for 60 min at 100 ◦C, at 5 K×; (b) EDS
mapping of C; (c) EDS mapping of O; (d) EDS mapping of Si; (e) EDS mapping of Al.

Materials 2017, 10, 1135 11 of 20
Table 6 displays the EDS analysis of the aluminum specimens after drying; it is observed that theoxygen and silicon contents have increased while the carbon content remains almost constant.
Table 6. EDS analysis of aluminum specimen after the drying process.
Aluminum Specimen Wt % O Wt % Al Wt % C Wt % Si Wt % Other
Before drying 11.30 58.42 18.30 11.18 0.80After drying 17.38 47.50 19.00 15.06 1.06
The FTIR spectrum in Figure 12 reveals the behavior of the aluminum specimen surface afterdrying. It is observed that the epoxy ring in the 908 cm−1 and the 840 cm−1 bands are attributed tomethoxy groups, which are very small compared to the same absorption bands shown in Figure 9;the absorption band at 3550 cm−1 indicates that the silanol groups formed the covalent bonds Si–O–Siand Si–O–Al during the condensation process, and the water from the condensation reaction hasevaporated during drying. The absorption in the 1000–1250 cm−1 band is attributed to Si–O–Sivibration [1,17] and the 1018 cm−1 absorption band is related to the asymmetric Si-O-Al stretchingmode [26,27].
Materials 2017, 10, 1135 11 of 19
Table 6 displays the EDS analysis of the aluminum specimens after drying; it is observed that the oxygen and silicon contents have increased while the carbon content remains almost constant.
Table 6. EDS analysis of aluminum specimen after the drying process.
Aluminum Specimen Wt % O Wt % Al Wt % C Wt % Si Wt % Other Before drying 11.30 58.42 18.30 11.18 0.80 After drying 17.38 47.50 19.00 15.06 1.06
The FTIR spectrum in Figure 12 reveals the behavior of the aluminum specimen surface after drying. It is observed that the epoxy ring in the 908 cm−1 and the 840 cm−1 bands are attributed to methoxy groups, which are very small compared to the same absorption bands shown in Figure 9; the absorption band at 3550 cm−1 indicates that the silanol groups formed the covalent bonds Si–O–Si and Si–O–Al during the condensation process, and the water from the condensation reaction has evaporated during drying. The absorption in the 1000–1250 cm−1 band is attributed to Si–O–Si vibration [1,17] and the 1018 cm−1 absorption band is related to the asymmetric Si-O-Al stretching mode [26,27].
Figure 12. FTIR of the film produced on the aluminum specimen silanized with 3% GPTMS after drying.
2.7. Shear Strength Testing of Adhesively Bonded Single Lap Joints
Figure 13 shows the apparent shear strength test for an adhesive joint of two aluminum specimens with an epoxy-SiO2-ZrO2 hybrid adhesive with a low content of silica nanoparticles measured as parts per hundred of resin, PHR (silica was synthesized with TEOS precursor), and cured with polyamide at 100 °C and 120 °C.
It was observed that for both temperatures the zirconia PHR content modified the shear strength, and the best results obtained were those with 0.75 PHR silica and 3 PHR zirconia nanoparticles at 120 °C. The improved toughness effect due to the ZrO2 nanoparticles was propitiated by their interaction with the organic matrix, encouraging better energy dissipation mechanisms. Johnsen et al. [4], concluded that the increase in shear strength in the hybrid material is caused by nanoparticles debonding followed by plastic void growth, as the energy dissipation mechanism.
3500 3000 1000 500
761 cm-1
1018 cm-1
843 cm-1
1094 cm-1
1200 cm-1
Wavenumber (cm-1)
Ab
sorb
anc
e (
u.a
.)
2871 cm-1
906 cm-1
Figure 12. FTIR of the film produced on the aluminum specimen silanized with 3% GPTMS after drying.
2.7. Shear Strength Testing of Adhesively Bonded Single Lap Joints
Figure 13 shows the apparent shear strength test for an adhesive joint of two aluminum specimenswith an epoxy-SiO2-ZrO2 hybrid adhesive with a low content of silica nanoparticles measured as partsper hundred of resin, PHR (silica was synthesized with TEOS precursor), and cured with polyamide at100 ◦C and 120 ◦C.
It was observed that for both temperatures the zirconia PHR content modified the shear strength,and the best results obtained were those with 0.75 PHR silica and 3 PHR zirconia nanoparticles at 120 ◦C.The improved toughness effect due to the ZrO2 nanoparticles was propitiated by their interaction withthe organic matrix, encouraging better energy dissipation mechanisms. Johnsen et al. [4], concludedthat the increase in shear strength in the hybrid material is caused by nanoparticles debonding followedby plastic void growth, as the energy dissipation mechanism.
Figure 14 shows the apparent shear strength test for an adhesive joint of two aluminum specimenswith an epoxy-SiO2-ZrO2 hybrid adhesive with low PHR silica content, cured with polyamide at100 ◦C and 120 ◦C; in this case, the adhesive epoxy-silica was synthesized in situ with the GPTMSprecursor, the most important chemical feature is to have an oxyrane group in the GPTMS molecule,

Materials 2017, 10, 1135 12 of 20
promoting the generation of covalent bonds with the polyamide. The best results were obtained withthe highest zirconia content at PHR 3; although, in general, all apparent shear strength values ofthese hybrid adhesives were lower than those obtained with the TEOS precursor, suggesting thatthe hydrolysis of the GPTMS methoxy groups is not fast enough to produce hydroxyl groups, sinceinstead of this, the formation of methoxylated oligomers takes place influencing the kinetics of thesilicon-network formation [28].Materials 2017, 10, 1135 12 of 19
PHR 0.10 PHR 0.25 PHR 0.50 PHR 0.750
2
4
6
8
10
12
14
16
18
SiO2 CONTENT (PHR)
TEOS Precursor T=100°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
Ap
par
en
t sh
ear
str
en
gth
(M
Pa
)
(a)
PHR 0.1 PHR 0.25 PHR 0.5 PHR 0.750
2
4
6
8
10
12
14
16
18
SiO2 CONTENT (PHR)
TEOS Precursor T=120°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
App
are
nt s
hear
str
engt
h (M
Pa)
(b)
Figure 13. Apparent shear strength of epoxy-SiO2-ZrO2 adhesives using TEOS as a precursor at different temperatures: (a) T = 100 °C; (b) T = 120 °C.
Figure 14 shows the apparent shear strength test for an adhesive joint of two aluminum specimens with an epoxy-SiO2-ZrO2 hybrid adhesive with low PHR silica content, cured with polyamide at 100 °C and 120 °C; in this case, the adhesive epoxy-silica was synthesized in situ with the GPTMS precursor, the most important chemical feature is to have an oxyrane group in the GPTMS molecule, promoting the generation of covalent bonds with the polyamide. The best results were obtained with the highest zirconia content at PHR 3; although, in general, all apparent shear strength values of these hybrid adhesives were lower than those obtained with the TEOS precursor, suggesting that the hydrolysis of the GPTMS methoxy groups is not fast enough to produce hydroxyl groups, since instead of this, the formation of methoxylated oligomers takes place influencing the kinetics of the silicon-network formation [28].
PHR 0.10 PHR 0.25 PHR 0.50 PHR 0.750
2
4
6
8
10
12
14
16
18 ZrO
2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
SiO2 CONTENT (PHR)
Ap
par
ent
she
ar
stre
ngt
h (M
Pa
)
GPTMS Precursor T=100°C
PHR 0.1 PHR 0.25 PHR 0.5 PHR 0.750
2
4
6
8
10
12
14
16
18
SiO2 CONTENT (PHR)
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
App
aren
t she
ar s
tren
gth
(MP
a)
GPTMS Precursor T=120°C
(a) (b)
Figure 14. Apparent shear strength of epoxy-SiO2-ZrO2 adhesives using the GPTMS precursor at different temperatures: (a) T = 100 °C; (b) T = 120 °C.
Figure 15 shows the results of shear strength testing of epoxy-silica hybrid (TEOS and GPTMS) adhesives with 3 PHR silica nanoparticles and different contents of zirconia nanoparticles, at three polyamide curing temperatures, namely: 60 °C, 100 °C and 120 °C. In general, all tests display high shear strength for the TEOS-synthesized silica compared with the GPTMS precursor. Figure 15 displays the best shear strength performance of the hybrid adhesives, at the highest zirconia content of PHR 4. Although the highest shear strength was observed at 100 °C; those at 60 °C depicted the presence of a soft adhesive, whereas that cured at 120 °C turned out to be fragile. It is concluded that the optimum temperature of reaction must be selected between the competing factors of viscosity decrease due to temperature, and the immobility of polymeric chain increase due to reaction. Both
Figure 13. Apparent shear strength of epoxy-SiO2-ZrO2 adhesives using TEOS as a precursor atdifferent temperatures: (a) T = 100 ◦C; (b) T = 120 ◦C.
Materials 2017, 10, 1135 12 of 19
PHR 0.10 PHR 0.25 PHR 0.50 PHR 0.750
2
4
6
8
10
12
14
16
18
SiO2 CONTENT (PHR)
TEOS Precursor T=100°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
Ap
par
en
t sh
ear
str
en
gth
(M
Pa
)
(a)
PHR 0.1 PHR 0.25 PHR 0.5 PHR 0.750
2
4
6
8
10
12
14
16
18
SiO2 CONTENT (PHR)
TEOS Precursor T=120°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
App
are
nt s
hear
str
engt
h (M
Pa)
(b)
Figure 13. Apparent shear strength of epoxy-SiO2-ZrO2 adhesives using TEOS as a precursor at different temperatures: (a) T = 100 °C; (b) T = 120 °C.
Figure 14 shows the apparent shear strength test for an adhesive joint of two aluminum specimens with an epoxy-SiO2-ZrO2 hybrid adhesive with low PHR silica content, cured with polyamide at 100 °C and 120 °C; in this case, the adhesive epoxy-silica was synthesized in situ with the GPTMS precursor, the most important chemical feature is to have an oxyrane group in the GPTMS molecule, promoting the generation of covalent bonds with the polyamide. The best results were obtained with the highest zirconia content at PHR 3; although, in general, all apparent shear strength values of these hybrid adhesives were lower than those obtained with the TEOS precursor, suggesting that the hydrolysis of the GPTMS methoxy groups is not fast enough to produce hydroxyl groups, since instead of this, the formation of methoxylated oligomers takes place influencing the kinetics of the silicon-network formation [28].
PHR 0.10 PHR 0.25 PHR 0.50 PHR 0.750
2
4
6
8
10
12
14
16
18 ZrO
2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
SiO2 CONTENT (PHR)
Ap
par
ent
she
ar
stre
ngt
h (M
Pa
)
GPTMS Precursor T=100°C
PHR 0.1 PHR 0.25 PHR 0.5 PHR 0.750
2
4
6
8
10
12
14
16
18
SiO2 CONTENT (PHR)
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
App
aren
t she
ar s
tren
gth
(MP
a)
GPTMS Precursor T=120°C
(a) (b)
Figure 14. Apparent shear strength of epoxy-SiO2-ZrO2 adhesives using the GPTMS precursor at different temperatures: (a) T = 100 °C; (b) T = 120 °C.
Figure 15 shows the results of shear strength testing of epoxy-silica hybrid (TEOS and GPTMS) adhesives with 3 PHR silica nanoparticles and different contents of zirconia nanoparticles, at three polyamide curing temperatures, namely: 60 °C, 100 °C and 120 °C. In general, all tests display high shear strength for the TEOS-synthesized silica compared with the GPTMS precursor. Figure 15 displays the best shear strength performance of the hybrid adhesives, at the highest zirconia content of PHR 4. Although the highest shear strength was observed at 100 °C; those at 60 °C depicted the presence of a soft adhesive, whereas that cured at 120 °C turned out to be fragile. It is concluded that the optimum temperature of reaction must be selected between the competing factors of viscosity decrease due to temperature, and the immobility of polymeric chain increase due to reaction. Both
Figure 14. Apparent shear strength of epoxy-SiO2-ZrO2 adhesives using the GPTMS precursor atdifferent temperatures: (a) T = 100 ◦C; (b) T = 120 ◦C.
Figure 15 shows the results of shear strength testing of epoxy-silica hybrid (TEOS and GPTMS)adhesives with 3 PHR silica nanoparticles and different contents of zirconia nanoparticles, at threepolyamide curing temperatures, namely: 60 ◦C, 100 ◦C and 120 ◦C. In general, all tests display highshear strength for the TEOS-synthesized silica compared with the GPTMS precursor. Figure 15 displaysthe best shear strength performance of the hybrid adhesives, at the highest zirconia content of PHR 4.Although the highest shear strength was observed at 100 ◦C; those at 60 ◦C depicted the presence of asoft adhesive, whereas that cured at 120 ◦C turned out to be fragile. It is concluded that the optimumtemperature of reaction must be selected between the competing factors of viscosity decrease dueto temperature, and the immobility of polymeric chain increase due to reaction. Both factors can bebalanced successfully to produce the desired properties in the thermosetting hybrid adhesive [29].
Figure 16 presents the apparent shear strength tests with different surface treatments of thealuminum specimens. The two first groups of tests correspond to physical treatment followed by

Materials 2017, 10, 1135 13 of 20
immersion in hot water and silanization in an aqueous solution with hydrolyzed GPTMS at 1% and 3%.The other three groups of specimens were treated with sandblasting plus immersion in hot water andsilanization in aqueous solution with hydrolyzed GPTMS at 1%, 3% and 5%. All aluminum specimenswere adhesively bonded utilizing polyamide as a curing agent at 60 ◦C; the best shear strength resultswere obtained with 4 PHR ZrO2 content and sandblasting with hot water plus silanization in 3%hydrolyzed GPTMS.
Materials 2017, 10, 1135 13 of 19
factors can be balanced successfully to produce the desired properties in the thermosetting hybrid adhesive [29].
Figure 16 presents the apparent shear strength tests with different surface treatments of the aluminum specimens. The two first groups of tests correspond to physical treatment followed by immersion in hot water and silanization in an aqueous solution with hydrolyzed GPTMS at 1% and 3%. The other three groups of specimens were treated with sandblasting plus immersion in hot water and silanization in aqueous solution with hydrolyzed GPTMS at 1%, 3% and 5%. All aluminum specimens were adhesively bonded utilizing polyamide as a curing agent at 60 °C; the best shear strength results were obtained with 4 PHR ZrO2 content and sandblasting with hot water plus silanization in 3% hydrolyzed GPTMS.
TEOS GPTMS0
2
4
6
8
10
12
14
16
18SiO
2 PHR 3
T=60°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
ZrO2 PHR 4
App
are
nt s
he
ar s
tre
ngth
(M
Pa
)
PRECURSOR
GPTMS TEOS 0
2
4
6
8
10
12
14
16
18
20 ZrO
2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
ZrO2 PHR 4
App
are
nt s
hear
str
engt
h (M
Pa
)
PRECURSOR
SiO2 PHR 3
T=100°C
(a) (b)
TEOS GPTMS 0
2
4
6
8
10
12
14
16
18
20
PRECURSOR
SiO2 PHR 3
T=120°C
ZrO2 PHR 1
ZrO2 PHR 2
ZrO2 PHR 3
ZrO2 PHR 4
App
aren
t she
ar
stre
ngth
(M
Pa)
(c)
Figure 15. Apparent shear strength for epoxy-silica-zirconia adhesives with TEOS and GPTMS precursors at different temperatures: (a) T = 60 °C; (b) T = 100 °C; (c) T = 120 °C.
Figure 15. Apparent shear strength for epoxy-silica-zirconia adhesives with TEOS and GPTMSprecursors at different temperatures: (a) T = 60 ◦C; (b) T = 100 ◦C; (c) T = 120 ◦C.
Materials 2017, 10, 1135 14 of 19
PT PT SAND SAND SAND 0
2
4
6
8
10
12
14
16
18
App
aren
t she
ar
stre
ngth
(M
Pa)
ZrO2PHR 1
ZrO2PHR 2
ZrO2PHR 3
ZrO2PHR 4
GPTMS 1% GPTMS 3% GPTMS 1% GPTMS 3% GPTMS 5%
TEOST=60°C
Figure 16. Apparent shear strength with different surface treatments of aluminum specimens.
2.8. Fracture Analysis
Figure 17 shows two aluminum specimens of the assembly joint (specimen I and specimen II) after the apparent shear strength test where it can be observed that the rupture of the joint happened in the adhesive itself, thus demonstrating the great adhesive strength of the aluminum–aluminum assembly.
Figure 17. Aluminum–aluminum specimens after the shear strength test. (Specimen I and specimen II).
Figure 18, shows that the FTIR spectrum from both aluminum specimen surfaces I and II, and the spectra of the cured hybrid adhesive have the same absorbance spectra in common, from which it can be concluded that the fracture of the joint occurred in the adhesive matter itself, as mentioned above.
(a) (b)
3500 3000 1000-0.01
0.00
0.01
0.02
0.03
0.04
0.05828 cm-1
1034 cm-1
1180 cm-1
1241 cm-1
2852 cm-1
Wavenumber (cm-1)
Ab
sorb
an
ce (
u.a
.)
I
II
2925 cm-1
3500 3000 1000 500
0.00
0.05
0.10
0.15
0.20
0.25
Wavenumber (cm-1)
Abs
orba
nce
(u.a
.)
828 cm-1
1034 cm-1
1180 cm-1
2852 cm-1
2923 cm-1
1243 cm-1
Adhesive
Figure 16. Apparent shear strength with different surface treatments of aluminum specimens.

Materials 2017, 10, 1135 14 of 20
2.8. Fracture Analysis
Figure 17 shows two aluminum specimens of the assembly joint (specimen I and specimen II) afterthe apparent shear strength test where it can be observed that the rupture of the joint happened in theadhesive itself, thus demonstrating the great adhesive strength of the aluminum–aluminum assembly.
Materials 2017, 10, 1135 14 of 19
PT PT SAND SAND SAND 0
2
4
6
8
10
12
14
16
18
App
aren
t she
ar
stre
ngth
(M
Pa)
ZrO2PHR 1
ZrO2PHR 2
ZrO2PHR 3
ZrO2PHR 4
GPTMS 1% GPTMS 3% GPTMS 1% GPTMS 3% GPTMS 5%
TEOST=60°C
Figure 16. Apparent shear strength with different surface treatments of aluminum specimens.
2.8. Fracture Analysis
Figure 17 shows two aluminum specimens of the assembly joint (specimen I and specimen II) after the apparent shear strength test where it can be observed that the rupture of the joint happened in the adhesive itself, thus demonstrating the great adhesive strength of the aluminum–aluminum assembly.
Figure 17. Aluminum–aluminum specimens after the shear strength test. (Specimen I and specimen II).
Figure 18, shows that the FTIR spectrum from both aluminum specimen surfaces I and II, and the spectra of the cured hybrid adhesive have the same absorbance spectra in common, from which it can be concluded that the fracture of the joint occurred in the adhesive matter itself, as mentioned above.
(a) (b)
3500 3000 1000-0.01
0.00
0.01
0.02
0.03
0.04
0.05828 cm-1
1034 cm-1
1180 cm-1
1241 cm-1
2852 cm-1
Wavenumber (cm-1)
Ab
sorb
an
ce (
u.a
.)
I
II
2925 cm-1
3500 3000 1000 500
0.00
0.05
0.10
0.15
0.20
0.25
Wavenumber (cm-1)
Abs
orba
nce
(u.a
.)
828 cm-1
1034 cm-1
1180 cm-1
2852 cm-1
2923 cm-1
1243 cm-1
Adhesive
Figure 17. Aluminum–aluminum specimens after the shear strength test. (Specimen I and specimen II).
Figure 18, shows that the FTIR spectrum from both aluminum specimen surfaces I and II, and thespectra of the cured hybrid adhesive have the same absorbance spectra in common, from which it canbe concluded that the fracture of the joint occurred in the adhesive matter itself, as mentioned above.
Materials 2017, 10, 1135 14 of 19
PT PT SAND SAND SAND 0
2
4
6
8
10
12
14
16
18
App
aren
t she
ar
stre
ngth
(M
Pa)
ZrO2PHR 1
ZrO2PHR 2
ZrO2PHR 3
ZrO2PHR 4
GPTMS 1% GPTMS 3% GPTMS 1% GPTMS 3% GPTMS 5%
TEOST=60°C
Figure 16. Apparent shear strength with different surface treatments of aluminum specimens.
2.8. Fracture Analysis
Figure 17 shows two aluminum specimens of the assembly joint (specimen I and specimen II) after the apparent shear strength test where it can be observed that the rupture of the joint happened in the adhesive itself, thus demonstrating the great adhesive strength of the aluminum–aluminum assembly.
Figure 17. Aluminum–aluminum specimens after the shear strength test. (Specimen I and specimen II).
Figure 18, shows that the FTIR spectrum from both aluminum specimen surfaces I and II, and the spectra of the cured hybrid adhesive have the same absorbance spectra in common, from which it can be concluded that the fracture of the joint occurred in the adhesive matter itself, as mentioned above.
(a) (b)
3500 3000 1000-0.01
0.00
0.01
0.02
0.03
0.04
0.05828 cm-1
1034 cm-1
1180 cm-1
1241 cm-1
2852 cm-1
Wavenumber (cm-1)
Ab
sorb
an
ce (
u.a
.)
I
II
2925 cm-1
3500 3000 1000 500
0.00
0.05
0.10
0.15
0.20
0.25
Wavenumber (cm-1)
Abs
orba
nce
(u.a
.)
828 cm-1
1034 cm-1
1180 cm-1
2852 cm-1
2923 cm-1
1243 cm-1
Adhesive
Figure 18. FTIR spectra: (a) From both faces I and II of the adhesive bond after the shear strength test;(b) From the cured hybrid adhesive.
The micrographs (a) and (b) shown in Figure 19 depict the effect of silica nanoparticles on theshear stress line and the deformation of the organic matrix due to energy dissipation during separationof both the hybrid adhesive and the substrate; the debonding effect plus matrix shear yielding orplastic void growth [6] can be clearly observed.

Materials 2017, 10, 1135 15 of 20
Materials 2017, 10, 1135 15 of 19
Figure 18. FTIR spectra: (a) From both faces I and II of the adhesive bond after the shear strength test; (b) From the cured hybrid adhesive.
The micrographs (a) and (b) shown in Figure 19 depict the effect of silica nanoparticles on the shear stress line and the deformation of the organic matrix due to energy dissipation during separation of both the hybrid adhesive and the substrate; the debonding effect plus matrix shear yielding or plastic void growth [6] can be clearly observed.
(a) (b)
Figure 19. (a,b) SEM micrographs of the hybrid material, show the deformation of the organic matrix due to the energy dissipation at 50 K×.
3. Materials and Methods
3.1. Synthesis of Hybrid Adhesives of Inorganic-Organic Composition
Silica based inorganic-organic hybrid materials were prepared in situ by the sol-gel method admixing commercial liquid DGEBA (standard YD-128, from Epoxemex S.A. de C.V. (Mexico City, Mexico)) deionized water, ammonium hydroxide and ethyl alcohol with two different silica precursors. In the first case, tetraethyl orthosilicate (TEOS) 99.99%, labeled (class I) was used and in the second case, 3-glycidyloxypropyltrimethoxysilane (GPTMS) ≥98%, labeled (class II), both in a H2O to 6 Si mass ratio and H2O equal to EtOH mass ratio, at pH 9 using NH4(OH) [30], and in both cases nanoparticles were prepared in situ to obtain hybrid adhesives with different nanoparticles mass ratio: PHR 5, 4, 3, 2, 1, 0.75, 0.50, 0.25, 0.10; where PHR is defined as one part of SiO2 per hundred of resin; all reactants were from Sigma-Aldrich (St. Louis, MO, USA).
3.2. Synthesis of ZrO2 Nanoparticles and the Epoxy-SiO2-ZrO2 Hybrid Adhesive
The synthesis of zirconia nanoparticles was conducted by the sol-gel technique in a glove box using as a precursor, zirconium-propoxide solution 70% in 1-propyl alcohol, deionized water, anhydrous propyl alcohol and nitric acid (70%); all reactants were from Sigma-Aldrich, in a ratio of zirconium reference of 1:1.5:12:0.3, respectively.
During synthesis, a solution of a definite amount of zirconium-propoxide in an anhydrous propyl alcohol and nitric acid was prepared in an Erlenmeyer flask maintaining vigorous agitation using a magnetic stirrer; the temperature was maintained at 86 °C for one hour with strong stirring, then a solution of a definite amount of water and propyl alcohol was added.
Nanoparticles were filtered and washed with deionized water, then calcined in a tubular oven (mod 21100, Thermolyne tube furnace® (Sigma-Aldritch, St. Louis, MO, USA) at 500 °C for 4 h, a monoclinic phase of ZrO2 was obtained, the density was 5.7 g·cm−3 picnometry, and the isoelectric point was at a pH of 5.2, which is in agreement with other authors [31–33]. ZrO2 nanoparticles were mixed with the hybrid epoxy-silica system at several PHR (1, 2, 3, 4) to obtain the epoxy-silica-zirconia hybrid adhesive and then cured with polyamide from Epoxemex S.A. de C.V.
Figure 19. (a,b) SEM micrographs of the hybrid material, show the deformation of the organic matrixdue to the energy dissipation at 50 K×.
3. Materials and Methods
3.1. Synthesis of Hybrid Adhesives of Inorganic-Organic Composition
Silica based inorganic-organic hybrid materials were prepared in situ by the sol-gel methodadmixing commercial liquid DGEBA (standard YD-128, from Epoxemex S.A. de C.V. (Mexico City,Mexico)) deionized water, ammonium hydroxide and ethyl alcohol with two different silica precursors.In the first case, tetraethyl orthosilicate (TEOS) 99.99%, labeled (class I) was used and in the second case,3-glycidyloxypropyltrimethoxysilane (GPTMS) ≥98%, labeled (class II), both in a H2O to 6 Si massratio and H2O equal to EtOH mass ratio, at pH 9 using NH4(OH) [30], and in both cases nanoparticleswere prepared in situ to obtain hybrid adhesives with different nanoparticles mass ratio: PHR 5, 4, 3, 2,1, 0.75, 0.50, 0.25, 0.10; where PHR is defined as one part of SiO2 per hundred of resin; all reactantswere from Sigma-Aldrich (St. Louis, MO, USA).
3.2. Synthesis of ZrO2 Nanoparticles and the Epoxy-SiO2-ZrO2 Hybrid Adhesive
The synthesis of zirconia nanoparticles was conducted by the sol-gel technique in a glove box usingas a precursor, zirconium-propoxide solution 70% in 1-propyl alcohol, deionized water, anhydrouspropyl alcohol and nitric acid (70%); all reactants were from Sigma-Aldrich, in a ratio of zirconiumreference of 1:1.5:12:0.3, respectively.
During synthesis, a solution of a definite amount of zirconium-propoxide in an anhydrous propylalcohol and nitric acid was prepared in an Erlenmeyer flask maintaining vigorous agitation using amagnetic stirrer; the temperature was maintained at 86 ◦C for one hour with strong stirring, then asolution of a definite amount of water and propyl alcohol was added.
Nanoparticles were filtered and washed with deionized water, then calcined in a tubular oven(mod 21100, Thermolyne tube furnace® (Sigma-Aldritch, St. Louis, MO, USA) at 500 ◦C for 4 h,a monoclinic phase of ZrO2 was obtained, the density was 5.7 g·cm−3 picnometry, and the isoelectricpoint was at a pH of 5.2, which is in agreement with other authors [31–33]. ZrO2 nanoparticles weremixed with the hybrid epoxy-silica system at several PHR (1, 2, 3, 4) to obtain the epoxy-silica-zirconiahybrid adhesive and then cured with polyamide from Epoxemex S.A. de C.V.
Scheme 1 expounds the methodology used to synthesize the epoxy-silica-zirconia hybrid adhesive,before its application to the aluminum specimens with different pretreatments.

Materials 2017, 10, 1135 16 of 20
Materials 2017, 10, 1135 16 of 19
Scheme 1 expounds the methodology used to synthesize the epoxy-silica-zirconia hybrid adhesive, before its application to the aluminum specimens with different pretreatments.
Scheme 1. Methodology for the synthesis of the epoxy-silica-zirconia hybrid adhesive.
3.3. Treatment of Aluminum Substrates
The substrates used were two aluminum specimens according to ASTM D1002-05 [34], the dimensions and geometry of the aluminum specimens are shown in Figure 20.
Figure 20. Aluminum specimen of ASTM STANDARD D1002-05.
Each substrate was 101.6 mm in length, 25.4 mm wide, with a thickness of 1.62 mm, and the overlap length of the substrates was 12.7 mm, corresponding to an adhesion surface of 322.58 mm2.
All aluminum samples were subjected to a water-rinsing step followed by washing with deionized water and acetone. Table 7 presents the different surface treatments applied to the aluminum specimens before the application of the epoxy-silica zirconia hybrid adhesives.
Scheme 1. Methodology for the synthesis of the epoxy-silica-zirconia hybrid adhesive.
3.3. Treatment of Aluminum Substrates
The substrates used were two aluminum specimens according to ASTM D1002-05 [34],the dimensions and geometry of the aluminum specimens are shown in Figure 20.
Materials 2017, 10, 1135 16 of 19
Scheme 1 expounds the methodology used to synthesize the epoxy-silica-zirconia hybrid adhesive, before its application to the aluminum specimens with different pretreatments.
Scheme 1. Methodology for the synthesis of the epoxy-silica-zirconia hybrid adhesive.
3.3. Treatment of Aluminum Substrates
The substrates used were two aluminum specimens according to ASTM D1002-05 [34], the dimensions and geometry of the aluminum specimens are shown in Figure 20.
Figure 20. Aluminum specimen of ASTM STANDARD D1002-05.
Each substrate was 101.6 mm in length, 25.4 mm wide, with a thickness of 1.62 mm, and the overlap length of the substrates was 12.7 mm, corresponding to an adhesion surface of 322.58 mm2.
All aluminum samples were subjected to a water-rinsing step followed by washing with deionized water and acetone. Table 7 presents the different surface treatments applied to the aluminum specimens before the application of the epoxy-silica zirconia hybrid adhesives.
Figure 20. Aluminum specimen of ASTM STANDARD D1002-05.
Each substrate was 101.6 mm in length, 25.4 mm wide, with a thickness of 1.62 mm, and theoverlap length of the substrates was 12.7 mm, corresponding to an adhesion surface of 322.58 mm2.
All aluminum samples were subjected to a water-rinsing step followed by washing with deionizedwater and acetone. Table 7 presents the different surface treatments applied to the aluminum specimensbefore the application of the epoxy-silica zirconia hybrid adhesives.

Materials 2017, 10, 1135 17 of 20
Table 7. Surface pretreatment for aluminum specimens.
Treatment Description
Physical treatment Abrasion with Scotchbrite fiber under rinsing water.
Physical + Chemical treatmentwith hot water (CTHW)
Immersion in water at 80 ◦C without stirring to allow aboehmite layer AlO(OH) to be formed, at different times.
Physical + CTHW + silanizationGPTMS was hydrolyzed in water at 25 ◦C for 60 min, then thealuminum specimen was immersed for 10 min at 25 ◦C anddried in a stove at 100 ◦C, for 60 min.
Sandblasting + CTHW +silanization
The aluminum specimen was sandblasted with silicon carbide(particles of 50 µm diameter) then the CTHW + silanizationtreatments were applied.
3.4. Instrumental Analysis
The morphology and microstructure of the nanoparticles and the surface of the aluminumspecimens were examined by using SEM (Carl Zeiss, model Supra 55VP (Carl Zeiss, Oberkochen,Germany)). Samples were attached to the sample holder with standard carbon adhesive tabs (ElectronMicroscopy Sciences (Hatfield, PA, USA)) and analyzed in variable pressure modes within the 2 kVto 20 kV beam energy range. Elemental analyses were performed with an EDS detector (OxfordInstruments, Abingdom, UK).
Infrared absorption of the small samples of adhesives in the 4000 cm−1 to 350 cm−1 range wasanalyzed by Fourier transform infrared spectroscopy (FTIR) (Varian, Palo Alto, CA, USA) with aVarian model Excalibur 3600. The equipment has a DTGS detector, beam splitter (KBr) and a deviceof attenuated total reflectance with a 4 cm−1 resolution, with a diamond plate for non-destructiveanalysis (PIKE Technologies Gladiat ATR™, Madison, WI, USA).
The viscosity of the epoxy-silica hybrid adhesive class I and class II with different nanoparticlecontent was assessed with a rotational Anton Paar rheometer model MCR-502 (Anton Paar GmbH,Graz, Austria), a parallel plate geometry was used, with a shear rate controlled rotational test with8 viscosity testing points at 50 ◦C, 75 ◦C, 100 ◦C, 125 ◦C and 150 ◦C.
Size distribution of ZrO2 nanoparticles was assessed with a Zetasizer Malvern 90 series equipment(Malvern Instruments Ltd, Worcestershire, UK) using a 90 degree scattering angle using Dynamic Light.
3.5. Mechanical Testing
Shear strength tests were performed at least in triplicate using an Instron testing machine model1125 (Instron®, Norwood, MA, USA) according to the Standard Test ASTM D1002-05. Figure 21 showsthe aluminum specimen employed for the apparent shear strength in the test method.
Materials 2017, 10, 1135 17 of 19
Table 7. Surface pretreatment for aluminum specimens.
Treatment DescriptionPhysical treatment Abrasion with Scotchbrite fiber under rinsing water. Physical + Chemical treatment with hot water (CTHW)
Immersion in water at 80 °C without stirring to allow a boehmite layer AlO(OH) to be formed, at different times.
Physical + CTHW + silanization GPTMS was hydrolyzed in water at 25 °C for 60 min, then the aluminum specimen was immersed for 10 min at 25 °C and dried in a stove at 100 °C, for 60 min.
Sandblasting + CTHW + silanization The aluminum specimen was sandblasted with silicon carbide (particles of 50 μm diameter) then the CTHW + silanization treatments were applied.
3.4. Instrumental Analysis
The morphology and microstructure of the nanoparticles and the surface of the aluminum specimens were examined by using SEM (Carl Zeiss, model Supra 55VP (Carl Zeiss, Oberkochen, Germany). Samples were attached to the sample holder with standard carbon adhesive tabs (Electron Microscopy Sciences (Hatfield, PA, USA)) and analyzed in variable pressure modes within the 2 kV to 20 kV beam energy range. Elemental analyses were performed with an EDS detector (Oxford Instruments, Abingdom, UK).
Infrared absorption of the small samples of adhesives in the 4000 cm−1 to 350 cm−1 range was analyzed by Fourier transform infrared spectroscopy (FTIR) (Varian, Palo Alto, CA, USA) with a Varian model Excalibur 3600. The equipment has a DTGS detector, beam splitter (KBr) and a device of attenuated total reflectance with a 4 cm−1 resolution, with a diamond plate for non-destructive analysis (PIKE Technologies Gladiat ATR™, Madison, WI, USA).
The viscosity of the epoxy-silica hybrid adhesive class I and class II with different nanoparticle content was assessed with a rotational Anton Paar rheometer model MCR-502 (Anton Paar GmbH, Graz, Austria), a parallel plate geometry was used, with a shear rate controlled rotational test with 8 viscosity testing points at 50 °C, 75 °C, 100 °C, 125 °C and 150 °C.
Size distribution of ZrO2 nanoparticles was assessed with a Zetasizer Malvern 90 series equipment (Malvern Instruments Ltd, Worcestershire, UK) using a 90 degree scattering angle using Dynamic Light.
3.5. Mechanical Testing
Shear strength tests were performed at least in triplicate using an Instron testing machine model 1125 (Instron®, Norwood, MA, USA) according to the Standard Test ASTM D1002-05. Figure 21 shows the aluminum specimen employed for the apparent shear strength in the test method.
(a) (b)
Figure 21. (a) Photograph of grips employed and set up of the Instron model 1125; (b) Cross section of the supplier’s grips.
Figure 21. (a) Photograph of grips employed and set up of the Instron model 1125; (b) Cross section ofthe supplier’s grips.

Materials 2017, 10, 1135 18 of 20
Shear testing of a single-lap measures the maximum shear stress that may be sustained by amaterial before it breaks. A single-lap joint is a geometry very frequently employed to adhesively jointwo aluminium specimens because it is the correct technique to join them and it is the standard testmethod for evaluating the apparent shear strength of an adhesive bond, which is the basis for adhesivejoint design [35].
4. Conclusions
The results of the shear strength test carried out on the aluminum specimens bonded adhesivelyshows, in the great majority of the assays, that there is indeed an increase in toughness correspondingwith the increase in the zirconia content. Therefore, under the conditions that prevail in the preparationof the hybrid adhesive and the pretreatments of the aluminum specimens, there is synergy betweenthe two classes of nanoparticles employed.
When TEOS was the precursor for the synthesis of the silica nanoparticles of the hybrid adhesive,the shear strength was generally greater compared with the hybrid adhesive prepared with GPTMS,meaning that there is more effective energy dissipation in the bonding created for the silica synthesizedwith a non-functionalized precursor than with the functionalized one.
The aluminum sandblasting surface treatment, with hydric treatment plus silanization and 3%GPTMS presented the best results for shear strength. This implies that in these conditions there wasmore Si-O-Al covalent bonding.
Acknowledgments: Authors thank the Applied Chemistry Area of the Universidad Autónoma Metropolitana fortheir support of this project and to the Materials Department for the use of Instron machine.
Author Contributions: José de Jesús Figueroa-Lara wrote the paper, conceived the project, designed andperformed the experiments; Miguel Torres-Rodríguez also conceived the project and contributed to thediscussion of analyses; Mirella Gutiérrez-Arzaluz performed FTIR, SEM/EDX and interpreted some results;Mario Romero-Romo contributed to writing the paper, to the shear tests and to the analysis of data.
Conflicts of Interest: The authors declare no conflicts of interest.
References
1. Rattana, A.; Hermes, J.D.; Abel, M.L.; Watts, J.F. The interaction of a commercial dry film adhesive withaluminium and organosilane treated aluminium surfaces: A study by XPS and ToF-SIMS. Int. J. Adhes. Adhes.2002, 22, 205–218. [CrossRef]
2. Brostow, W.; Dutta, M.; Rusek, P. Modified epoxy coatings on mild steel: Tribology and surface energy.Eur. Polym. J. 2010, 46, 2181–2189. [CrossRef]
3. Kang, S.; Hong, S.I.; Choe, C.R.; Park, M.; Rim, S.; Kim, J. Preparation and characterization of epoxycomposites filled with functionalized nanosilica particles obtained via sol–gel process. Polymer 2001, 42,879–887. [CrossRef]
4. Johnsen, B.B.; Kinloch, A.J.; Mohammed, R.D.; Taylor, A.C.; Sprenger, S. Toughening mechanisms ofnanoparticle-modified epoxy polymers. Polymer 2007, 48, 530–541. [CrossRef]
5. Kinloch, A.J.; Lee, S.H.; Taylor, A.C. Improving the fracture toughness and the cyclic-fatigue resistance ofepoxy-polymer blend. Polymer 2014, 55, 6325–6334. [CrossRef]
6. Liu, H.Y.; Wang, G.T.; Mai, Y.W.; Zeng, Y. On fracture toughness of nano-particle modified epoxy. Compos. PartB Eng. 2011, 42, 2170–2175. [CrossRef]
7. Zhang, H.; Tang, L.C.; Zhang, Z.; Friedrich, K.; Sprenger, S. Fracture behaviours of in situ silicananoparticle-filled epoxy at different temperatures. Polymer 2008, 49, 3816–3825. [CrossRef]
8. Chen, H.Y.; Manhart, J.; Hickel, R.; Kunzelmann, K.H. Polymerization contraction stress in light-curedpackable composite resins. Dent. Mater. 2001, 17, 253–259. [CrossRef]
9. Medina, R.; Haupert, F.; Schlarb, A.K. Improvement of tensile properties and toughness of an epoxy resin bynanozirconium-dioxide reinforcement. J. Mater. Sci. 2008, 43, 3245–3252. [CrossRef]
10. Behzadnasab, M.; Mirabedini, S.M.; Kabiri, K.; Jamali, S. Corrosion performance of epoxy coatings containingsilane treated ZrO2 nanoparticles on mild steel in 3.5% NaCl solution. Corros. Sci. 2011, 53, 89–98. [CrossRef]

Materials 2017, 10, 1135 19 of 20
11. Mirabedini, S.M.; Behzadnasab, M.; Kabiri, K. Effect of various combinations of zirconia and organoclaynanoparticles on mechanical and thermal properties of an epoxy nanocomposite coating. Compos. Part AAppl. Sci. Manuf. 2012, 43, 2095–2106. [CrossRef]
12. Behzadnasab, M.; Mirabedini, S.M.; Esfandeh, M. Corrosion protection of steel by epoxy nanocompositecoatings containing various combinations of clay and nanoparticulate zirconia. Corros. Sci. 2013, 75, 134–141.[CrossRef]
13. Dorigato, A.; Pegoretti, A.; Bondioli, F.; Messori, M. Improving epoxy adhesives with zirconia nanoparticles.Compos. Interfaces 2010, 17, 873–892. [CrossRef]
14. Baldan, A. Adhesively-bonded joints and repairs in metallic alloys, polymers and composite materials:Adhesives, adhesion theories and surface pretreatment. J. Mater. Sci. 2004, 39, 1–49. [CrossRef]
15. Critchlow, G.W.; Brewis, D.M. Review of surface pretreatments for aluminium alloys. Int. J. Adhes. Adhes.1996, 16, 255–275. [CrossRef]
16. Rider, A.N. Factors influencing the durability of epoxy adhesion to silane pretreated aluminium. Int. J.Adhes. Adhes. 2006, 26, 67–78. [CrossRef]
17. Johnsen, B.B.; Olafsen, K.; Stori, A. Reflection-absorption FT-IR studies of the specific interaction of aminesand an epoxy adhesive with GPS treated aluminium surfaces. Int. J. Adhes. Adhes. 2003, 23, 155–163.[CrossRef]
18. Abel, M.L.; Watts, J.F.; Digby, R.P. The adsorption of alkoxysilanes on oxidised aluminium substrates. Int. J.Adhes. Adhes. 1998, 18, 179–192. [CrossRef]
19. Hanemann, T.; Szabó, D.V. Polymer-nanoparticle composites: From synthesis to modern applications.Materials 2010, 3, 3468–3517. [CrossRef]
20. Paz, E.; Narbón, J.J.; Abenojar, J.; Cledera, M.; Del Real, J.C. Influence of acrylic adhesive viscosity andsurface roughness on the properties of adhesive joint. J. Adhes. 2016, 92, 877–891. [CrossRef]
21. Carré, A.; Eustache, F. Spreading kinetics of shear-thinning fluids in wetting and dewetting modes. Langmuir2000, 16, 2936–2941.
22. Rider, A.N. The influence of porosity and morphology of hydrated oxide films on epoxy-aluminium bonddurability. J. Adhes. Sci. Technol. 2001, 15, 395–422. [CrossRef]
23. Underhill, P.R.; Rider, A.N. Hydrated oxide film growth on aluminium alloys immersed in warm water.Surf. Coat. Technol. 2005, 192, 199–207. [CrossRef]
24. Rider, A.N.; Arnott, D.R. Boiling water and silane pre-treatment of aluminium alloys for durable adhesivebonding. Int. J. Adhes. Adhes. 2000, 20, 209–220. [CrossRef]
25. Abel, M.L.; Allington, R.D.; Digby, R.P.; Porritt, N.; Shaw, S.J.; Watts, J.F. Understanding the relationshipbetween silane application conditions, bond durability and locus of failure. Int. J. Adhes. Adhes. 2006, 26,2–15. [CrossRef]
26. Underhill, P.R.; Goring, G.; DuQuesnay, D.L. The drying of 3-glycidoxypropyltrimethoxysilane. Appl. Surf. Sci.1998, 134, 247–253. [CrossRef]
27. Zandi-Zand, R.; Ershad-Langroudi, A.; Rahimi, A. Silica based organic–inorganic hybrid nanocompositecoatings for corrosion protection. Prog. Org. Coat. 2005, 53, 286–291. [CrossRef]
28. Gabrielli, L.; Russo, L.; Poveda, A.; Jones, J.R.; Nicotra, F.; Jiménez-Barbero, J.; Cipolla, L. Epoxide openingversus silica condensation during sol-gel hybrid biomaterial synthesis. Chem. Eur. J. 2013, 19, 7856–7864.[CrossRef] [PubMed]
29. Peerman, D.; Tolberg, W.; Floyd, D. Reaction of polyamide resins and epoxy resins. Ind. Eng. Chem. 1957, 49,1091–1094. [CrossRef]
30. Unger, B.; Jancke, H.; Hähnert, M.; Stade, H. The early stages of the sol-gel processing of TEOS. J. Sol-Gel Sci.Technol. 1994, 2, 51–56. [CrossRef]
31. Ward, D.A.; Ko, E.I. Synthesis and structural transformation of zirconia aerogels. Chem. Mater. 1993, 5,956–969. [CrossRef]
32. Oskam, G.; Nellore, A.; Penn, R.L.; Searson, P.C. The growth kinetics of TiO2 nanoparticles from titanium(IV) alkoxide at high water/titanium ratio. J. Phys. Chem. B 2003, 107, 1734–1738. [CrossRef]
33. Shukla, S.; Seal, S.; Vij, R.; Bandyopadhyay, S. Effect of HPC and water concentration on the evolution ofsize, aggregation and crystallization of sol-gel nano zirconia. J. Nanopart. Res. 2002, 4, 553–559. [CrossRef]

Materials 2017, 10, 1135 20 of 20
34. ASTM D1002-05. Apparent Shear Strength of Single-Lap-Joint Adhesively Bonded Metal Specimens by TensionLoading (Metal-to-Metal); ASTM International: West Conshohocken, PA, USA, 2010; pp. 49–53.
35. Kinloch, A.J. The science of adhesion. J. Mater. Sci. 1982, 17, 617–651. [CrossRef]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open accessarticle distributed under the terms and conditions of the Creative Commons Attribution(CC BY) license (http://creativecommons.org/licenses/by/4.0/).

Hybrid adhesives filled with functionalized and non functionalized silica
nanoparticles
José de Jesús Figueroa-Lara1, a *, Miguel Torres-Rodríguez1,b and Mirella Gutiérrez-Arzaluz1,c
1Universidad Autónoma Metropolitana-Azcapotzalco, Ave. San Pablo180 Col Reynoza, Azcapotzalco. C.P. 02200. Mexico City, México.
[email protected], [email protected], [email protected]
[Received on 07/20/2017, accepted on 10/17/2017]
Keywords: silica nanoparticles, hybrid adhesives, TEOS, GPTMS, silanization.
Abstract. Hybrid adhesives epoxy-silica-zirconia were prepared and applied to bond aluminum sheet
specimens. Silica nanoparticles were synthesized with the sol-gel “in situ” technique utilizing two
different precursors namely tetraethyl orthosilicate (TEOS) and 3 glycidyloxypropyltrimethoxysilane
(GPTMS). Zirconia nanoparticles were prepared also with sol-gel technique and added to the hybrid
adhesives before curing. The adhesive properties of the prepared materials were improved after
performing several physical and chemical treatments to the aluminium specimens. The best apparent
shear strength tests were for the adhesive hybrid materials prepared at 100°C with TEOS.
Introduction
It is well known that when epoxy adhesive based in diglycidyl ether of bisphenol-A when reacts with
a curing agent such as polyamides, among others, produce thermosetting epoxy polymers, which are
widely used as adhesives. When cured epoxies are amorphous and highly-crosslinked polymers, the
microstructure has many interesting properties as high modulus, failure strength and low creep,
however they also display undesirably high brittleness coupled with poor resistance to crack
initiation and growth [1]. Epoxy adhesives filled with nanometric particles have increasingly been
used since the huge nano-interface originated by the incorporated nanoparticles has improved
macroscopic behavior which brings notable increases to fracture toughness and mechanical stiffness
[2].
The importance of bond aluminum-aluminum substrates by adhesive means is reflected in the
wide application of this metal in the aerospatial industry, automotive, packing and in general in
industries requiring aluminum in their equipment [3]. The pretreatment of aluminum surface is,
among other operations, one of the most important factors in adhesion. Regardless of the used
treatment, the surface of the substrate is modified basically in: a) increase of surface tension, b)
increase of contact surface, c) chemical modification of the surface substrate, or a combination [4].
In this research, it is compared the effect of silica nanoparticles prepared with different precursors
on the performance of the hybrid adhesive that includes zirconia nanoparticles. In order to improve
the strength of the joint, several physical and chemical treatments were carried out on the surface of
the aluminum specimens. The Standard Test Method for Apparent Shear Strength of single-Lap-Joint
Adhesively Bonded Metal Specimens by Tension Loading (metal to metal) was performed and
results were compared.
Materials and methods.
Synthesis of hybrid adhesives. Silica nanoparticles synthesis was carried out using two
precursors (reagents grade Sigma-Aldrich): tetraethyl orthosilicate (TEOS) which is not
functionalized and 3- glycidyloxypropyltrimethoxysilane (GPTMS) that is a functionalized
precursor. Preparation of the inorganic-organic hybrid adhesives was accomplish “in situ” via sol-gel
technique mixing different concentration of precursors with commercial diglycidyl ether bisphenol A

Applied Mechanics and Materials Vol. 875
10
(DGEBA), deionized water, ethyl alcohol, and ammonium hydroxide; hybrid adhesives synthesized
with TEOS are named class I, whereas hybrid adhesive using GPTMS is named class II [5]. Before
the curing process with polyamide at different temperatures, 3 PHR (parts per hundred of resin) of
zirconia nanoparticles were added. Synthesis of zirconia nanoparticles was conducted also by sol-gel
techniques, utilizing zirconia propoxide diluted with propyl alcohol 70 % and mixing with deionized
water, propyl alcohol and nitric acid 70 % (Sigma-Aldrich) [6,7].
Substrate preparation. Aluminium specimens were used in the tests, according with the ASTM
standards, specifically with the ASTM 1002 D (Standard Test Method for Apparent Shear Strength of
Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading. Metal-to-Metal). All
specimens were subject to four different stages prior to adhesive assembling and subsequence shear
test. First treatment consisted in physical abrasion with scotchbrite fiber cleaning under running
water plus sandblasting; the second stage was an immersion in water at 85 °C to produce a boehmite
layer [8]; afterward, GPTMS was hydrolyzed in water for 60 minutes at 25 °C and then the aluminium
specimens were immersed in this solution for 10 minutes in order to realize the silanization process;
finally the silanated aluminium specimen was dried in a stove at 100 °C [9].
Morphology and mechanical tests. Morphology and microstructure of aluminium specimen
were examined by Scanning Electron Microscopy (SEM) Carl Zeiss, model Supra 55VP. The shear
tests were performed with an Instron machine model 1125.
Results and discussion.
Fig. 1 shows the micrographs of the two types of silica-epoxy hybrid materials prepared, class I
and class II, where it is possible to observe some wither silica nanoparticles with a size up to 50 nm
dispersed in the organic matrix.
(a)
(b)
Figure 1. Micrographs SEM of silica nanoparticles dispersion in a epoxy matrix. With a
magnification of 60 K X, (a) silica employing TEOS precursor, (b) silica employing GPTMS
precursor.
In adhesion, the wetting process depends greatly on the surface topography [10], since a liquid spread
along fine pores due to the capillarity phenomena, even though it may be non-wetting on a planar
surface [11]. The morphology of the surface is transformed according to the treatments to which the
specimen is subjected; therefore it can be seen in Fig 2 (b) the increase in roughness of the aluminum
surface due to the sandblasting process with silicon carbide of 50 μm of diameter.

Applied Mechanics and Materials Vol. 875
11
Figure 2. SEM micrographs of the aluminium surface (a) commercial aluminium, (b) sandblasted
aluminium.
The aluminium specimens were immersed in deionized water at 85 °C in order to produce a
boehmite layer over the surface of aluminium [8] following the reaction:
2Al +5.1 H₂O → Al₂O₃ ·2.1 H₂O +3 H₂
The formation of a boehmite layer over the aluminum specimen which is very important for the
covalent bonding Si-O-Al is presented in Fig. 3 (a); whereas it can be observed the layer formed by
the silanization of the hydrolyzed GPTMS on the surface of the aluminum specimen in Fig. 3 (b).
Figure 3. SEM Micrographs of the aluminium surface (a) surface of aluminium specimen after
inmersion in water at 85 °C, (b) surface of aluminium specimen after inmersion in GPTMS
hydrolyzed.
Values of the apparent shear strength tests for adhesive joint of two aluminum specimens with
hybrid epoxy-silica-zirconia adhesive with a fixed content of zirconia of 3 PHR and nanoparticles of
silica synthesized with the two different precursors TEOS and GPTMS, and curing with polyamide at
120, 100 and 60 °C, are shown in Fig. 4, in general at temperatures of 60°C and 100°C the adhesive
properties are better when silica nanoparticles content increase. Nevertheless that is not the situation
at 120°C when TEOS is the silica precursor, where lower content of silica nanoparticles has a similar
behavior with those adhesives with higher content of silica.
(a)
(b)
(a)
(b)

Applied Mechanics and Materials Vol. 875
12
(a)
(b)
(c)
Figure 4. Apparent shear strength nanoparticles of silica synthesized with two different precursors
TEOS and GPTMS curing with polyamide at (a) 120 °C, (b) 100 °C and (c) 60 °C.
The highest values of shear strength are observed when silica is synthetized employing TEOS as
precursor, at a cure temperature of 100 °C, this could happened due that the stress dissipation
mechanism is more effective at this bonding conditions for the silica synthesized employed TEOS as
a precursor than the silica synthesized with GPTMS, in reference to the cure temperature, the
competing factors of viscosity decrease due to heat, and the immobility of the polymer chain
increasing due to reaction[12], can be balanced successfully and therefore produce the desirable
properties of the thermoset hybrid adhesive.
Conclusions
The employ of sol-gel synthesis “in situ” technique produces well dispersed silica nanoparticles
through the epoxy matrix
The physic sandblasting process increases the roughness of the surface of the aluminium growing
the superficial contact area between two faces.
The immersion of aluminium specimen in deionized water clearly produces boehmite in the
surface of the substrate.
The formation of the covalent bond of Si-O-Al, form a layer over the aluminium which is
important for the bonding of aluminium substrates.
Shear strength test carried out on aluminium specimens bonding with the hybrid
epoxy-silica-zirconia adhesive showed that higher values of are obtained employing silica
nanoparticles synthesized with TEOS as a precursor than silica nanoparticles synthesized with
GPTMS.
Acknowledgements.
Authors thank to the Applied Chemical Area of the Universidad Autonoma Metropolitana for the
support of this research.

Applied Mechanics and Materials Vol. 875
13
References
[1] B. B. Johnsen, A. J. Kinloch, R.D. Mohammed, A.C.Taylor & S. Sprenger, Toughening mechanisms of
nanoparticle-modified epoxy polymers. Polymer, 48(2), (2007) 530-541.
[2] J. Baller, N. Becker, M. Ziehmer, M. Thomassey, B. Zielinski, U. Müller & R. Sanctuary, Interactions between silica
nanoparticles and an epoxy resin before and during network formation. Polymer, 50(14), (2009) 3211-3219.
[3] G. W. Critchlow & D. M. Brewis. Review of surface pretreatments for aluminium alloys. International Journal of
Adhesion and Adhesives, 16(4), (1996). 255-275.
[4] A. Baldan Adhesively-bonded joints and repairs in metallic alloys, polymers and composite materials: adhesives,
adhesion theories and surface pretreatment. Journal of materials science, 39(1), (2004). 1-49.
[5] B. Unger, H. Jancke, M.Hähnert & H. Stade. The early stages of the sol-gel processing of TEOS. Journal of
Sol-Gel Science and Technology, 2(1-3), (1994) 51-56
[6] G. Oskam, A.Nellore, R. L. Penn & P.C. Searson. The growth kinetics of TiO2 nanoparticles from titanium (IV)
alkoxide at high water/titanium ratio. The Journal of Physical Chemistry B, 107(8), (2003) 1734-1738.
[7] S. Shukla, S. Seal, R. Vij & S. Bandyopadhyay. Effect of HPC and water concentration on the evolution of size,
aggregation and crystallization of sol-gel nano zirconia. Journal of Nanoparticle Research, 4(6), (2002) 553-559.
[8] P.R. Underhill, A.N. Rider & D.L. DuQuesnay. Warm water treatment of aluminum for adhesive bonding.
International Journal of Adhesion and Adhesives, 23(4), (2003) 307-313.
[9] B.B. Johnsen, K. Olafsen & A. Stori. Reflection-absorption FT-IR studies of the specific interaction of amines and
an epoxy adhesive with GPS treated aluminium surfaces. International Journal of Adhesion and Adhesives, 23(2), (2003)
155-163.
[10] E. Paz, J. J. Narbón, J. Abenojar, M. Cledera, & J. C. Del Real Influence of acrylic adhesive viscosity and surface
roughness on the properties of adhesive joint. The Journal of Adhesion, 92(11), (2016) 877-891.
[11] A. J. Kinloch. The science of adhesion. Journal of materials science,15(9), (1980) 2141-2166.
[12] D. Peerman, W. Tolberg & D. Floyd. Reaction of polyamide resins and epoxy resins. Industrial & Engineering
Chemistry, 49 (7) (1957). 1091-1094.

Table of Contents
Preface v Committees, Sponsors vi
Chapter 1: Materials Engineering and Application, Technologies of Materials Processing Modelling and Analysis of Piezolaminated Functionally Graded Polymer Composite Structures Reinforced with Graphene Nanoplatelets under Strong Electroelastic Fields
N.R. Mekala, R. Schmidt and K.U. Schröder .................................................................................. 3
Hybrid Adhesives Filled with Functionalized and Non Functionalized Silica Nanoparticles
J.d.J. Figueroa-Lara, M. Torres-Rodríguez and M. Gutiérrez-Arzaluz ........................................... 9
Chemical Etching of TiO2 Nanorods Greatly Improves Current Generation of S. loihica PV-4 on a Carbon Paper Electrode
L. Dong, T. Yin, L. Su and D.G. Fu .............................................................................................. 14
New Developments in Scanning Microelectrochemical Techniques: A Highly Sensitive Route to Evaluate Degradation Reactions and Protection Methods with Chemical Selectivity
R.M. Souto, D. Filotás, B.M. Fernández-Pérez, L. Nagy and G. Nagy ......................................... 19
Finite Element Simulation of Deep Drawing Processes for Shell Bar RR Impact RH/LH
A. Sunanta and S. Suranuntchai ..................................................................................................... 24
Finite Element Simulation of Hot Forging Process for KVBM Gear S. Wangchaichune and S. Suranuntchai......................................................................................... 30
Influence of Water Vapor on Oxide Scale Morphology of Incoloy800HT at 850°C A. Srisrual, K. Pitaksakorn and P. Promdirek ................................................................................ 36
Study on Mechanical Alloying of TiB2 Particulate Reinforced Titanium Matrix Composites
Y.Y. Li, F.W. Zhu and Z.L. Qiao .................................................................................................. 41
Hydrogen Influence on Microstructure, Corrosion Resistance and Mechanical Properties of Low Alloy Steel and Explosively Cladded Steel Used for Hydrogen Storage Salt Caverns
M. Gloc, M. Szwed, A. Zagórski and J. Mizera ............................................................................ 47
Comparative Tribological and Mechanical Property Analysis of Nano-Silica and Nano-Rubber Reinforced Epoxy Composites
A. Kurdi and L. Chang ................................................................................................................... 53
Growth and Characteristics of High Quality (200) and (111) Orientations Cubic Structure MgZnO Thin Films by Pulse Laser Deposition (PLD) Method
S. Han, S. Peng, P.J. Cao, W.J. Liu, Y.X. Zeng, F. Jia, D.L. Zhu and Y.M. Lu ........................... 61

The 2nd International Conference Material Engineering and Application
x
Chapter 2: Practice of Research and Designing in Mechanical Engineering Designing of Outriggers for the Needs of the Vehicles Stability Testing
V. Kryaskov, A. Vashurin, A. Tumasov and A. Vasiliev .............................................................. 71 Design Study of Trapezoid-Shaped Magnetic Flux Concentrator for Axial Amplification Characteristics
Y. Bi, X.M. Zhang and W.J. Wang ................................................................................................ 77 Modeling and Calibration of the Orthogonality Deviation between the "X" and "Y" Axes of Coordinate Measuring Machines
C.A.G. de Morais, M. da Silva Bertolini and B. di Giacomo ........................................................ 84 Numerical Study of NACA 0012 Aeroacoustics Response for Normal and Icing Conditions
E.H. Caicedo and M.S. Virk .......................................................................................................... 89 Wind Resource Assessment in Cold Regions - A Numerical Case Study
J.Y. Jin, P. Sokolov and M.S. Virk ................................................................................................ 94 A Finite Element Analysis on Metal Ball Effect on Dynamics of a Ball Bearing
B.W. Huang, J.S. Chen, Z.Y. Huang and N.W. Lin .................................................................... 100 Optimal Design Parameters of Cab’s Isolation System for Vibratory Roller Using a Multi-Objective Genetic Algorithm
V.Q. Le and K.T. Nguyen ............................................................................................................ 105 Analysis of the Characteristics on Dielectric Barrier Discharges Depending on the Relative Permittivity and Frequency
D.K. Lee ....................................................................................................................................... 113 Analysis of Factors Influencing the Characteristics of the Tire and its Model Used in MSC.ADAMS/Car
D. Butin, A. Vasiliev, A. Tumasov and S. Bagichev ................................................................... 117 Optimization of Design Parameters for Materials Consumption for Reinforcing Metal Framework of Industrial Buildings
T. Zolina and P. Sadchikov .......................................................................................................... 122 Aerosol Systems of Supply Ventilation, as Means of Air Quality Improvement of Working Zones
A.V. Azarov, N.S. Zhukova, I.V. Stefanenko and M.A. Nikolenko ........................................... 128 On the Calculation Model of Fine Dispersed Dust Pollution of Kabul's Atmosphere for Ventilation Design
I.V. Stefanenko, T.V. Solovyeva, V.N. Azarov and M.H. Nasimi .............................................. 132 Air Flow Straighteners’ Application to Reduce the Power Consumption of Exhaust Ventilation Schemes
V.N. Azarov, N.M. Sergina and I.V. Stefanenko ........................................................................ 137 Fundamentals of Methodology of Development of the Technical Theory of Natural and Technical Systems in Use of Water Resources
I.V. Stefanenko, E.A. Semenova, O.V. Klimenko and V.A. Bondarenko................................... 141 Applying Absorption in Environmental Mechanics’ Decreasing of Aspiration Emissions of Gas Station
S.A. Koshkarev, V.N. Azarov, I.V. Stefanenko and E.V. Sokolova ........................................... 145

xi
Applied Mechanics and Materials Vol. 875
Research on Lateral Nonlinear Vibration Behavior of Composite Shaft-Disk Rotor System
C.J. Zhang, Y.S. Ren and S.J. Ji .................................................................................................. 149 Chapter 3: Materials and Technologies in Construction Influence of Pore Structure on Chloride Distribution in Surface Layer of Cement Paste under Cyclic Wet-Dry Condition
H.L. Chang, S. Mu, Y.Y. Du and L. Yang ................................................................................... 165 Mechanical Properties of Fiber Reinforced Concrete
B. Chaichannawatik, A. Sirisonthi, Q. Hussain and P. Joyklad................................................... 174 Modelling of Dust Dispersion of Emissions from Expanded Clay Manufacturing in the Atmosphere
N.V. Menzelintseva, N.Y. Karapuzova, O.S. Vlasova and A.M. Redhwan ................................ 179 Research of Air Flows Dynamics at Construction Works in the Condition of Urban Built-Up Areas
I.V. Stefanenko, V.N. Azarov, K.A. Trokhimchuk and M.V. Trokhimchuk .............................. 183 On the Regularities of the Concentration Profile of Asbestos-Cement Dust, its Particle Size Distribution Depending on the Height of Working Room and the Methods of Air Exchange Organization
V.N. Azarov, I.V. Stefanenko and R.A. Burkhanova .................................................................. 187
Keyword Index ............................................................................................................................... 191 Author Index .................................................................................................................................. 193
Top Related