







Idiomas
Páginas
Jurídico

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
“Parametrización, Simulación y Propuesta de Monitoreo de una Torre de Destilación binaria para la obtención de Oxígeno y
Nitrógeno.”
T É S I S
Q U E P A R A O B T E N E R E L T Í T U L O D E : I n g . E n C o n t r o l y A u t o m a t i z a c i ó n
P R E S E N T A N García Vázquez Óscar
Rodríguez Salinas Mónica Estela
Solís Lara Pedro Fernando
ASESORES:
M. en T. A. Vega Macotela Leonardo Gabriel
M. en C. Maya Pérez Edgar
MÉXICO, D.F. 11 de noviembre de 2013
Contenido
Índice de Figuras ................................................................................................................................5
Índice de Tablas..................................................................................................................................7
Resumen ............................................................................................................................................1
Objetivos ............................................................................................................................................3
Justificación ........................................................................................................................................4
Capítulo I ............................................................................................................................................6
1.1 Antecedentes .........................................................................................................................7
1.2 Productos y subproductos ....................................................................................................12
1.2.1 Oxígeno ........................................................................................................................12
1.2.1.1 Breve Reseña Histórica .........................................................................................12
1.2.1.2 Descripción ...........................................................................................................13
1.2.1.3 Propiedades físico químicas ..................................................................................13
1.2.2 Nitrógeno .....................................................................................................................13
1.2.2.1 Breve Reseña Histórica .........................................................................................14
1.2.2.2 Descripción ...........................................................................................................14
1.2.2.3 Propiedades físico químicas ..................................................................................14
1.2.4 Normatividad.......................................................................................................................15
1.3 Usos y aplicaciones ...............................................................................................................15
1.3.1 Aplicaciones del oxígeno ..............................................................................................16
1.3.1.1 Fabricación de acero.....................................................................................................16
1.3.1.2 Oxicorte ........................................................................................................................16
1.3.1.3 Soldadura .....................................................................................................................17
1.3.1.4 Oxigeno terapia ............................................................................................................17
1.3.2 Aplicaciones del nitrógeno ...........................................................................................17
1.3.2.2 Componentes electrónicos ...........................................................................................18
1.3.2.3 Envasado de alimentos y bebidas .................................................................................18
1.3.2.4 Prevención de incendios ...............................................................................................18
Capítulo II .........................................................................................................................................20
2.1 Torres de destilación ............................................................................................................21
2.2 Usos y aplicaciones ...............................................................................................................23

2.2.1 Aplicación en la industria petrolera ..............................................................................23
2.2.2 Aplicación en la industria cervecera .............................................................................23
2.3 Materiales ............................................................................................................................24
2.4 Instrumentación en las torres de destilación .......................................................................24
2.4.1 Instrumentación de la Variable Composición ...............................................................25
2.4.2 Instrumentación de la Variable Presión ........................................................................27
2.4.3 Instrumentación de la VariableTemperatura ................................................................28
2.4.4 Tubería .........................................................................................................................32
Capítulo III ........................................................................................................................................35
3.1 Proceso de separación vapor-líquido del aire. .....................................................................36
3.2 Regla de fases y equilibrio. ...................................................................................................36
3.3 La ley de Raoult ....................................................................................................................36
3.4 Diagrama de puntos de ebullición. .......................................................................................37
3.5 Contacto de equilibrio de una sola etapa. ............................................................................39
3.6 Volatilidad relativa ...............................................................................................................40
3.7 Torre de destilación binaria. .................................................................................................41
3.8 Método de McCabe–Thiele para el cálculo del número de etapas Teóricas. .......................43
3.8.1 Ecuaciones de la torre. .................................................................................................45
3.8.2 Sección de enriquecimiento .........................................................................................46
3.8.3 Sección de empobrecimiento .......................................................................................48
3.8.4 Efecto de las condiciones de operación ........................................................................49
3.8.5 La localización del plato de alimentación en una torre y número de platos. ................51
3.8.6 Reflujo total y mínimo para el método de McCabe-Thiele ...........................................52
3.8.7 Reflujo mínimo .............................................................................................................53
3.8.8 Reflujo óptimo ..............................................................................................................53
3.9 Base de cálculo para el número de platos. ...........................................................................54
3.9.1 Ley de fases. .................................................................................................................54
3.9.2 Diagrama de equilibrio .................................................................................................54
3.9.3 Flujos totales de la torre. ..............................................................................................59
3.9.4 Composiciones .............................................................................................................63
3.9.5 Condiciones de alimentación ........................................................................................64
3.9.6 Reflujo total ..................................................................................................................65

3.9.7 Reflujo mínimo .............................................................................................................67
3.9.8 Reflujo óptimo ..............................................................................................................69
3.9.9 Velocidad de inundación de gas referida al área neta ..................................................74
3.10 Descripción del Modelo Matemático ...................................................................................79
3.10.1 Modelos rigurosos ........................................................................................................79
3.10.2 Simplificaciones del modelo .........................................................................................81
3.10.2.1 Simplificación a las dinámicas de vapor ....................................................................81
3.10.2.2 Simplificaciones en el balance de energía ................................................................82
3.10.2.3 Simplificaciones en la dinámica del flujo del líquido.....................................................83
3.10.2.4 Obtención de la suposición de los flujos molares constantes ...................................84
3.10.3 Obtención de Parámetros ................................................................................................84
Capítulo IV ........................................................................................................................................92
4.1 Sistema de control distribuido Freelance .............................................................................93
4.1.1 Características de Hardware .............................................................................................93
4.1.2 Módulos Para Comunicación ............................................................................................95
4.1.3 Características y Beneficios ..............................................................................................96
4.1.4 FREELANCE AC800F DigiVis Nivel Operador .....................................................................96
4.1.5 Sistema de Comunicación.................................................................................................97
4.1.6 Sistema Bus ......................................................................................................................98
4.1.7 OPC ...................................................................................................................................98
4.2 Software Matlab y Simulink de Mathworks ..........................................................................99
4.3 Desarrollo del OPC .............................................................................................................100
4.3.1 Desarrollo del programa de Control Builder F ............................................................103
4.3.2 Desarrollo del programa de Matlab............................................................................112
4.4 Desarrollo de la HMI ...........................................................................................................115
Capítulo V .......................................................................................................................................118
5.1 Resultados ..........................................................................................................................119
5.2 Conclusiones ......................................................................................................................121
5.3 Trabajo Futuro ....................................................................................................................122
Glosario ..........................................................................................................................................123
Fuentes de información .................................................................................................................124
Anexos ............................................................................................................................................125

Índice de Figuras Figura 1.1.1: Diagrama TS del Aire ..............................................................................................8
Figura 1.1.2: Proceso de la Laminación Isontálpica en 1985 ....................................................9
Figura 1.1.3: Diagrama TS del Proceso de Laminación Isoentálpica ......................................9
Figura 1.1.4: Diagrama de Proceso de la Expansión Isoentrópica ........................................10
Figura 1.1.5: Diagrama TS de la Expansión Isoentrópica .......................................................11
Figura 1.1.6: Proceso mixto de Linde-Claude ...........................................................................11
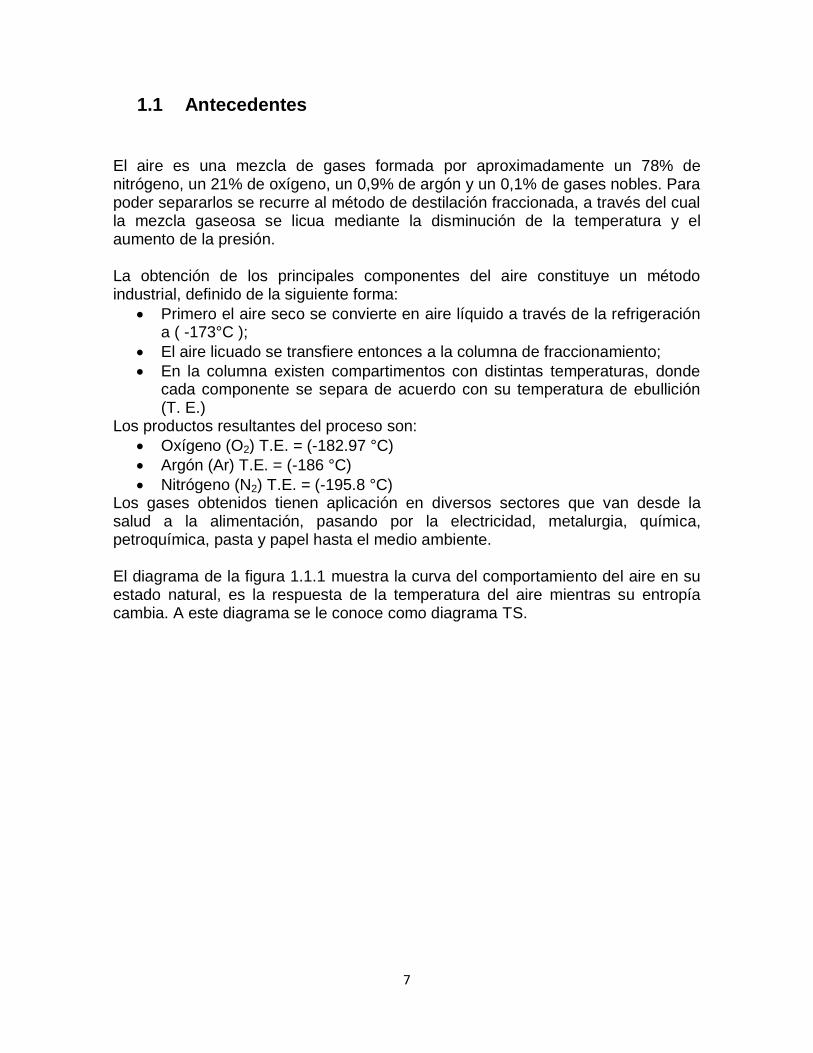
Figura 1.1.7: Diagrama TS del Proceso mixto de Linde-Claude .............................................12
Figura 2.1.1: Principales Componentes de una Torre de Destilación ....................................21
Figura 2.1.2: Comportamiento del vapor y el líquido en una torre de destilación ................22
Figura 2.4.1: Funcionamiento general de un cromatógrafo [3] ...............................................26
Figura 2.4.2: Funcionamiento del termistor [3] ..........................................................................27
Figura 2.4.3: Diagrama de Tuberías e Instrumentación de la Torre de Destilación .............33
Figura 3.4.1: Diagrama de puntos de ebullición. .......................................................................38
Figura 3.4.2: Diagrama de equilibrio para el sistema N2 y O2 .................................................39
Figura 3.5.1: Contacto de una sola etapa. .................................................................................39
Figura 3.7.1: Proceso de etapas múltiples en contra corriente ...............................................42
Figura 3.7.2: Flujo de proceso de torre de destilación fraccionada binaria con platos de
burbujeo [4] ....................................................................................................................................43
Figura 3.8.1: Flujo de vapor y líquido saliendo de un plato n [6] ............................................44
Figura 3.8.2: secciones de torre de fraccionada con hervidor y condensador [6] ................45
Figura 3.8.3: Balance de materiales en la sección de enriquecimiento. [6] ..........................46
Figura 3.8.4: Balance de materiales de la sección de empobrecimiento [6] .........................48
Figura 3.8.5: Relación del flujo de alimentación en la sección de enriquecimiento y
empobrecimiento. [6] ....................................................................................................................50
Figura 3.9.1: Diagrama de puntos de ebullición. .......................................................................55
Figura 3.9.2: Gráfica generada con los valores de la tabla 3.9.3 ...........................................58
Figura 3.9.3: Diagrama de equilibrio del sistema N2 y O2y líneas rectas que salen de las
composiciones xW ,xF y xD ...........................................................................................................64
Figura 3.9.4: Línea q trazada sobre el diagrama de equilibrio del sistema ...........................65
Figura 3.9.5: Platos teóricos considerando un reflujo total. .....................................................66
Figura 3.9.6: Punto comprimido que se genera en el reflujo mínimo .....................................68
Figura 3.9.7: Línea de operación de enriquecimiento ..............................................................70
Figura 3.9.8: Línea de empobrecimiento....................................................................................73
Figura 3.9.9: Número Total de Platos .........................................................................................74
Figura 3.9.10: Espacio entre los Platos [7] ................................................................................77
Figura 3.9.11: Espacio entre los platos [7] .................................................................................78
Figura 3.10.1: Etapas en la torre de destilación [8] ..................................................................80
Figura 3.10.3.1: Gráfica de Composición del Destilado ...........................................................90
Figura 3.10.3.2: Gráfica de Composición del Destilado en la parte de arriba de la Torre ..91
Figura 4.1.1: Sistema Freelance [9] ............................................................................................93
Figura 4.1.1.1: Hardware Freelance AC800F [9] ......................................................................94
Figura 4.1.4.1: Ambiente DigiVis [9] ...........................................................................................97
Figura 4.1.5.1: Sistemas de Comunicación Freelance [9] .......................................................97
Figura 4.1.7.1: Ejemplo de Red OPC [9] ....................................................................................98
Figura 4.3.1: Diagrama de flujo para la comunicación OPC .................................................101
Figura 4.3.2: Definición del servidor OPC de Freelance ........................................................102
Figura 4.3.3: Detección del servidor OPC desde OPC Tunnel .............................................102
Figura 4.3.4: Cambio de la dirección IP de la computadora ..................................................103
Figura 4.3.5: Creación de un nuevo proyecto en Control Builder F .....................................104
Figura 4.3.6: Árbol de proyecto de Control Builder F .............................................................104
Figura 4.3.7: Inserción del nivel de configuración de Control Builder F ...............................105
Figura 4.3.8: Determinación del lenguaje de programación a utilizar ..................................105
Figura 4.3.9: Creación de las nuevas variables ......................................................................106
Figura 4.3.10: Adición de la variable de escritura al programa .............................................106
Figura 4.3.11: Estructura de programación terminada ...........................................................107
Figura 4.3.12: Adición del nivel OPC Server al proyecto .......................................................107
Figura 4.3.13: Adición del nivel Gateway Station al proyecto ...............................................108
Figura 4.3.14: Definición de las direcciones IP de todas las estaciones de proceso.........108
Figura 4.3.15: Configuración del Hardware Structure ............................................................109
Figura 4.3.16: Revisión de errores en el proyecto ..................................................................110
Figura 4.3.17: Proyecto en modo comisionamiento ...............................................................110
Figura 4.3.18: Página del administrador del emulador del controlador de Freelance .......111
Figura 4.3.19: Estableciendo comunicación con el controlador ............................................111
Figura 4.3.20: Inserción de bloques en Simulink ....................................................................112
Figura 4.3.21: Selección del OPC Server de Freelance ........................................................113
Figura 4.3.22: Definición de la variable setpoint en Matlab ...................................................114
Figura 4.3.23: Definición de la variable entrada2 en Matlab .................................................114
Figura 4.4.1: Inserción de la imagen tipo mapa de bits .........................................................116
Figura 4.4.2: Asignación de la Variable de lectura .................................................................116
Figura 4.4.3: Visualización de la HMI .......................................................................................117

Índice de Tablas Tabla 1.2.1: Propiedades fisicoquímicas del Oxígeno .............................................................13
Tabla 1.2.2: Propiedades fisicoquímicas del Nitrógeno ...........................................................14
Tabla 1.3.1: Concentración y pureza del nitrógeno ..................................................................19
Tabla 2.4.1: Especificaciones del instrumento [5] .....................................................................28
Tabla 2.4.2: Especificaciones del instrumento [5] .....................................................................29
Tabla 2.4.3: Ubicación de los dispositivos [5] ............................................................................31
Tabla 3.9.1: Valor de composición en función de la temperatura para el líquido saturado 55
Tabla 3.9.2: Valor de composición en función de la temperatura para el vapor saturado ..56
Tabla 3.9.3: Valores de concentración de N2 en el líquido y en el vapor ..............................57
Tabla 3.9.4: Composición del aire atmosférico .........................................................................58
Tabla 3.9.5: Valores de composición del aire que consideramos ..........................................59
Tabla 3.9.6: Valores en los que se grafica la línea de enriquecimiento .................................69
Tabla 3.9.7: Valores en los que se grafica la línea de empobrecimiento ..............................73
Tabla 4.1.1.1: Características de Hardware ..............................................................................93
Tabla 4.1.2.1: Comunicación por Fiedlbus en Freelance ........................................................95
Tabla 4.1.2.2: Comunicación por EtherNet en Freelance ........................................................95

1
Resumen
En el presente trabajo se plantea una propuesta de monitoreo de una torre binaria
de destilación para la producción de nitrógeno con 99% de pureza y oxígeno
utilizando la plataforma de control distribuido Freelance de ABB.
Debido a que no se cuenta con una torre físicamente se simuló el comportamiento
de dicha torre mediante su modelo matemático en el software Matlab y Simulink
de Mathworks y se comunicó mediante OPC con Control Builder F de ABB donde
se realizó una HMI y se visualizó en el software DigiVis de ABB para simular dicha
torre, el controlador y la comunicación de los instrumentos, así como la adquisición
de datos.
En el capítulo uno se describen los antecedentes del proceso de separación de
aire para la obtención de nitrógeno y oxígeno, se muestran las características
físico químicas del nitrógeno y del oxígeno, se mencionan algunas de las normas
respecto a su uso y se plantean algunas de las aplicaciones del nitrógeno y del
oxígeno.
En el capítulo dos se narran los diferentes tipos de torres de destilación, los
principales componentes que integran las torres, algunas de sus principales
aplicaciones dentro de la industria, se propone un diseño de diagrama de tubería e
instrumentación para la destilación del aire en dos componentes (nitrógeno y
oxígeno) justificando la instrumentación propuesta
Por otro lado, en el capítulo tres se explica el proceso de separación vapor líquido,
el uso de los diagramas de puntos de ebullición, se generó el diagrama de
equilibrio para el sistema nitrógeno oxígeno, calculando la volatilidad relativa del
sistema, el reflujo para el sistema, la ecuación de la sección de enriquecimiento y
de empobrecimiento del sistema, el número de platos por el método de MacCabe-
Thiele, la velocidad de inundación de los platos, el área y diámetro de la torre, el
espacio entre cada plato y altura de la torre, se describe el modelo matemático y
los parámetros necesarios para que el modelo del doctor Sigur Skogestad
funcione para la torre binaria de destilación del aire.
En el capítulo cuatro se describen las características de la plataforma de control
distribuido Freelance tanto de software, hardware y los protocolos de
comunicación con los cuales es compatible, se describe de manera general el
software Matlab y Simulink, se describe como se desarrolló la comunicación OPC
entre Matlab y Control Builder F, mostrando como se desarrolló el programa en
Control Builder F, se desarrolla el programa de Matlab, y se desarrolló la interfaz
hombre máquina.

2
Por último, se analizan los resultados y las conclusiones después de parametrizar
el modelo y los resultados mostrados en la interface hombre máquina en DigiVis.

3
Objetivos
Objetivo general:
Realizar el monitoreo de la dinámica de una torre binaria de destilación para
la obtención de nitrógeno y oxígeno mediante una HMI en la plataforma de
control distribuido Freelance.
Objetivos particulares
Parametrizar la torre binaria de destilación para la obtención de nitrógeno y
oxígeno.
Simular la dinámica correspondiente a la composición de ambos fluidos en
la torre binaria de destilación.
Diseñar la propuesta del diagrama de tubería e instrumentación de la torre
binaria de destilación.
Diseñar y simular la interfaz hombre máquina de la torre binaria de
destilación mediante la plataforma de control distribuido Freelance.

4
Justificación
La destilación es una de las operaciones unitarias más importantes ya que permite
la separación vapor líquido de una parte importante de procesos químicos y
algunas sustancias biológicas que son necesarias como materia prima de algún
proceso o son utilizadas como un producto final. Uno de los equipos utilizados
para llevar acabo la destilación es la torre de destilación binaria, dentro de este
equipo se llevan a cabo una serie de etapas de separaciones de los componentes
de una mezcla debido a la vaporización de alguno de ellos ya que presentan
diferentes puntos ebullición, la torre se describe como binaria puesto que solo
contiene dos elementos.
El monitoreo de un proceso tiene como ventaja poder visualizar una gran cantidad
de variables de interés desde un solo punto, pero debido al tamaño, la complejidad
de los procesos, la necesidad de automatizar y controlar los procesos industriales
para producir cada vez más, con menos recursos y con una mejor calidad, ya no
es suficiente solo poder visualizar las variables por lo que ahora es posible utilizar
sus valores para llevar acciones de control. Una herramienta muy útil para este
proceso es la plataforma de control distribuido Freelance.
La plataforma de control distribuido Freelance de ABB es una de las plataformas
actuales que permite adquirir datos, poder visualizarlos, realizar acciones de
control y que estos se puedan vincular y comunicar, entre si intercambiando
valores de las variables de interés o estados.
Teniendo en cuenta que los productos obtenidos por la separación del aire tienen
múltiples aplicaciones dentro de la industria y el uso de las torres de destilación
con este fin es cada vez más común se propone el monitoreo de una torre binaria
para la obtención de dichos productos en particular nitrógeno y oxígeno en la
plataforma de control distribuido para que pueda vincularse con otras áreas del
proceso al que pertenezca.
Debido a que no se cuenta con una torre de destilación binaria para esta
aplicación se utilizó el modelo propuesto por el doctor Sigur Skogestad que
muestra la dinámica de una torre de destilación binaria, adaptando el modelo al
proceso de la destilación del aire, se propone una parametrización con los datos
que se calcularon para obtener nitrógeno con una pureza del 99% y oxígeno de
baja pureza.
El presente trabajo sirve como precedente para diseñar el monitoreo de alguna
otra torre binaria para una aplicación diferente ya que contiene información para

5
poder simular su funcionamiento mediante el modelo del doctor Sigur Skogestad y
vincularla con la plataforma de control distribuido Freelance.
Cabe señalar que en el presente trabajo los cálculos para la parametrización de un
modelo matemático sólo se utilizaron para la propuesta de instrumentación y
adquisición de datos, debido a la escasa información con que se cuenta en las
fuentes de información.

6
Capítulo I
Estado del Arte
7
1.1 Antecedentes
El aire es una mezcla de gases formada por aproximadamente un 78% de nitrógeno, un 21% de oxígeno, un 0,9% de argón y un 0,1% de gases nobles. Para poder separarlos se recurre al método de destilación fraccionada, a través del cual la mezcla gaseosa se licua mediante la disminución de la temperatura y el aumento de la presión. La obtención de los principales componentes del aire constituye un método industrial, definido de la siguiente forma:
Primero el aire seco se convierte en aire líquido a través de la refrigeración a ( -173°C );
El aire licuado se transfiere entonces a la columna de fraccionamiento;
En la columna existen compartimentos con distintas temperaturas, donde cada componente se separa de acuerdo con su temperatura de ebullición (T. E.)
Los productos resultantes del proceso son:
Oxígeno (O2) T.E. = (-182.97 °C)
Argón (Ar) T.E. = (-186 °C)
Nitrógeno (N2) T.E. = (-195.8 °C) Los gases obtenidos tienen aplicación en diversos sectores que van desde la salud a la alimentación, pasando por la electricidad, metalurgia, química, petroquímica, pasta y papel hasta el medio ambiente. El diagrama de la figura 1.1.1 muestra la curva del comportamiento del aire en su estado natural, es la respuesta de la temperatura del aire mientras su entropía cambia. A este diagrama se le conoce como diagrama TS.

8
Figura 1.1.1: Diagrama TS del Aire
Actualmente las torres de destilación se utilizan en distintos procesos industriales, como en la industria petrolera y alimenticia, de aquí la importancia de su estudio, es por eso que en este trabajo se decidió hacer una investigación y realizar el monitoreo de un modelo matemático propuesto por el doctor Sigur Skogestad [1] en su libro Multivariable Feedback Control. Uno de los procesos en donde más se utilizan las torres de destilación es en el de la destilación fraccionada del aire en donde una mezcla gaseosa se licua mediante la disminución de la temperatura y el aumento de la presión.
Este proceso ha sufrido diversos cambios a lo largo del tiempo [2], la figura 1.1.2 muestra el diagrama en 1895, también llamado laminación isoentálpica o proceso de regeneración simple, fue puesto en práctica por el profesor Karl von Linden en Múnich, el proceso consistía en un ciclo de cuatro etapas. Primeramente se efectúa una compresión isoterma, seguida de un enfriamiento y de una laminación, a través de una válvula hasta una presión pD, obteniéndose una fracción líquida y otra fracción vapor. De las cuales la fracción líquida se separa del sistema mientras que el vapor sirve para enfriar el aire comprimido en el intercambiador de calor. El diagrama TS que se muestra en la figura 1.1.3, muestra el comportamiento de la temperatura del aire conforme aumenta la entropía del mismo.

9
Figura 1.1.2: Proceso de la Laminación Isontálpica en 1985
Figura 1.1.3: Diagrama TS del Proceso de Laminación Isoentálpica

10
Tiempo después, en 1902, el profesor George Claude de la universidad de París,
consideró y puso en práctica la idea de expandir el aire frio en una máquina
térmica, en la que se recupera trabajo y se consigue mayor generación de frío.
Este proceso es conocido como expansión isoentrópica y se muestra en la figura
1.1.4, donde efectivamente la evolución del aire en el expansor es mucho más
vertical que en la laminación en una válvula y se consigue mayor proporción del
aire líquido en igualdad de circunstancias, esto se puede visualizar en el diagrama
TS de la figura 1.1.5.
Figura 1.1.4: Diagrama de Proceso de la Expansión Isoentrópica
La mejora de la eficacia energética de las plantas industriales fue paulatina, pero
tiempo después surgieron problemas inesperados debido a la excesiva erosión en
las máquinas expansoras, ocasionada por las gotas de aire líquido condensado en
su interior. La solución a estos problemas fue la combinación de los dos procesos
anteriores, dando así origen al proceso mixto de Linde-Claude, el cual aprovecha
las ventajas principales de cada proceso, como son la válvula de laminación y la
máquina expansora. La fase líquida se separa por laminación, pero el proceso
expansor genera frío, como se puede observar en la figura 1.1.6.

11
Figura 1.1.5: Diagrama TS de la Expansión Isoentrópica
Figura 1.1.6: Proceso mixto de Linde-Claude
12
Figura 1.1.7: Diagrama TS del Proceso mixto de Linde-Claude
1.2 Productos y subproductos
Como se mencionó anteriormente los productos que se obtienen de la destilación
fraccionada del aire son el nitrógeno, oxígeno y argón en fase tanto gaseosa como
líquida en el grado industrial.
1.2.1 Oxígeno
A continuación se presenta una breve reseña histórica del oxígeno, así como su
descripción y sus características físico-químicas más importantes para el proceso
de separación de oxígeno y nitrógeno.
1.2.1.1 Breve Reseña Histórica
Hace más de un siglo que el oxígeno se utiliza para cualquier proceso industrial.
Aunque utilizado con frecuencia en procesos de laboratorio, el oxígeno no era
rentable para la producción a gran escala. En 1895, Carl von Linde perfeccionó un
nuevo proceso para la producción de grandes cantidades de oxígeno, el cual
consiste en tres pasos. Primero el extremo de refrigeración del aire hasta que se

13
convierte en líquido, la purificación del aire licuado, después la separación de los
diversos componentes del líquido mediante los puntos de ebullición de cada gas.
Al controlar la temperatura y la presión, los gases pueden ser separados.
1.2.1.2 Descripción
El oxígeno es un gas incoloro, insípido y poco soluble en agua. Constituye
aproximadamente el 21% del aire atmosférico y se obtiene industrialmente por
destilación fraccionada del aire líquido. El oxígeno puede suministrarse tanto en
estado gaseoso a alta presión, como en estado líquido (oxígeno líquido) a baja
temperatura. Este gas licúa a –183 ºC a 1 atm. de presión y 1 litro de oxígeno
líquido genera 850 litros de gas a 15 ºC. y 1 atm. No es un gas inflamable, pero es
comburente (puede acelerar rápidamente la combustión).
1.2.1.3 Propiedades físico químicas
La tabla mostrada a continuación presenta las principales propiedades
fisicoquímicas del oxígeno, las cuales son importantes considerar para el proceso
de separación del aire.
Tabla 1.2.1: Propiedades fisicoquímicas del Oxígeno
Formula Química O2
Peso Molecular 31.999 g/mol
Temperatura de Ebullición (1 atm)
-182.97 °C
Temperatura Crítica -118.57 °C
Presión Crítica 50.43 bar
Densidad Gas (15°C, 1 atm)
1.342 g/l
Densidad Líquido (p.e., 1 atm)
1.141 g/l
Peso Específico (aire=1)
1.105
Solubilidad en agua (0°C, 1 atm)
4.89 cm3 O2/100cm3 H2O
Calor latente de Vaporización
50.79 cal/g
1.2.2 Nitrógeno
A continuación se presenta una breve reseña histórica del nitrógeno, así como
su descripción y sus características físico-químicas más importantes para el
proceso de separación de oxígeno y nitrógeno.

14
1.2.2.1 Breve Reseña Histórica
Fue descubierto, aislado y estudiado por Daniel Rutherford en 1772 estudiando la
respiración. Scheele y Lavoisier demostraron su existencia libre en el aire y la
proporción en volumen en que se encuentra en este, mezclado con el oxígeno 4/5
partes. Primeramente fue llamado ázoe en griego significa sin vida, más tarde fue
llamado nitrógeno del latín nitrum recordando que este es componente esencial
del salitre o nitro.
1.2.2.2 Descripción
El nitrógeno es un gas incoloro, inodoro e insípido. Es inerte en estado molecular
excepto en condiciones drásticas.
No es combustible ni mantiene la combustión. Es un gas poco soluble en agua, se
halla en la atmósfera en una proporción del 78%. No es un gas tóxico, pero puede
producir asfixia por falta de oxígeno y desplazamiento del aire. Se obtiene
industrialmente por destilación fraccionada del aire líquido.
1.2.2.3 Propiedades físico químicas
La tabla mostrada a continuación presenta las principales propiedades
fisicoquímicas del oxígeno, las cuales son importantes considerar para el proceso
de separación del aire.
Tabla 1.2.2: Propiedades fisicoquímicas del Nitrógeno
Formula Química N2
Peso Molecular 28.013 g/mol
Temperatura de Ebullición (1 atm)
-195.8
Temperatura Crítica -146.9
Presión Crítica 33.9 bar
Densidad Gas (15°C, 1 atm)
1.161 g/l
Densidad Líquido (p.e., 1 atm)
0.808 g/l
Peso Específico (aire=1)
0.967
Solubilidad en agua (0°C, 1 atm)
2.33 cm3 N2/100cm3 H2O
Calor latente de Vaporización
47.44 cal/g

15
1.2.4 Normatividad
Las especificaciones requeridas por el mercado se encuentran reguladas por las
normas:
NMX-K-361-NORMEX-2004 “OXIGENO MEDICINAL PARA CONSUMO
HUMANO ( GAS A ALTA PRESION Y LIQUIDO CRIOGENICO ) EN
ENVASES.- ESPECIFICACIONES REQUISITOS DEL PRODUCTO
ENVASADO.- METODOS DE ENSAYO ( PRUEBA ), ANALISIS DE
LABORATORIO Y CRITERIOS DE ACEPTACION”.
NMX-K-387-1972 “CARACTERISTICAS QUE DEBE CUMPLIR EL
NITROGENO EN ESTADO LIQUIDO O GASEOSO QUE ES EMPLEADO
PARA LA FORMACION DE CAMARAS INERTES EN REACTORES DE
PRODUCTOS QUIMICOS, BOMBILLAS ELECTRICAS Y OTROS USOS
INDUSTRIALES”.
NMX-K-388-1972 “CARACTERISTICAS QUE DEBE CUMPLIR EL ARGON
PARA SER EMPLEADO PRINCIPALMENTE EN USOS INDUSTRIALES,
PARA FORMAR CAMARAS INERTES EN REACTORES DE PRODUCTOS
QUIMICOS, BOMBILLAS ELECTRICAS, COMO INHIBIDOR DE
OXIDACIONES, ETC.”.
NMX-K-389-1972 “METODO DE PRUEBA PARA LA DETERMINACION
DEL CONTENIDO DE LA HUMEDAD EN OXIGENO, NITROGENO Y
ARGON”.
NMX-K-390-1972 “METODO DE PRUEBA PARA LA DETERMINACION DE
HIDROCARBUROS EN OXIGENO NITROGENO Y ARGON”.
En cuanto a los gases nobles obtenidos del proceso, se pueden considerar
una cantidad despreciable debido al bajo porcentaje que presenta cada uno
de ellos.
1.3 Usos y aplicaciones
Como ya se ha mencionado, estos gases forman parte importante del buen
desarrollo de diversos procesos industriales. Dentro del mercado estos gases
tienen cada vez más aplicaciones y es muy importante la eficaz obtención de los
mismos.
Oxigeno
Nitrógeno
Argón
16
1.3.1 Aplicaciones del oxígeno
El oxígeno es uno de los productos de mayor uso industrial, en donde su principal
uso es que se emplea como un agente fuertemente oxidante.
1.3.1.1 Fabricación de acero
El horno de oxigeno básico es el proceso de fabricación de acero más
reciente y más rápido Típicamente se carga en un recipiente 200 toneladas
de hierro fundido de primera fusión y 90 toneladas de chatarra entonces se
sopla oxígeno puro durante 20 minutos a través de una lanza enfriada por
agua a una presión de aproximadamente 1250kPa(180 psi). A través de
una tolva se alimentación se agregan productos fundentes, como la cal.
La vigorosa agitación del oxígeno refina el metal fundido mediante un
proceso de oxidación en el cual se produce óxido de hierro. El óxido
entonces reacciona con el carbono en el metal fundido, produciendo
monóxido y dióxido de carbono. La lanza es retraída y el horno es vaciado
inclinándolo para el metal fundido. La escoria es eliminada inclinando el
horno en dirección opuesta.
1.3.1.2 Oxicorte
El oxicorte, o corte con llama, es un procedimiento de gran aplicación en
numerosos campos de la industria. La operación puede realizarse a mano,
con la ayuda de un sencillo soplete cortador, o sirviéndose de máquinas de
oxicorte automáticas. Este procedimiento se basa en la gran capacidad de
oxidación de los productos férricos y en lo fácil que resulta la eliminación de
los óxidos formados. Una pieza de hierro, o de acero, expuesta a la acción
del aire, experimenta una oxidación progresiva. La oxidación, o
combinación del metal con el oxígeno del aire, va transformando,
gradualmente, el producto inicial en óxido de hierro. A la temperatura
ambiente esta reacción es muy lenta, pero si se calienta la pieza y se
expone al aire, se observa una oxidación mucho más profunda y casi
instantáneamente.

17
1.3.1.3 Soldadura
En los procesos de soldadura es muy común utilizar el oxígeno como
agente oxidante para múltiples aplicaciones de soldadura como.
Soldadura autógena: Los gases combustibles se queman con oxígeno, lo
que permite tener temperaturas de combustión considerablemente
mayores. La soldadura autógena es el proceso más común de soldadura a
gas. El oxígeno y el acetileno, combinados es una cámara de mezclado,
arden en la boquilla del soplete produciendo la temperatura de llama más
elevada. Las desventajas de la soldadura con gas combustible giran en el
torno al hecho de que ciertos metales reaccionan desfavorablemente, y
hasta violentamente, en presencia del carbono, el hidrógeno o el oxígeno,
todos ellos presentes en el proceso de soldadura con gas combustible.
Soldadura oxiacetilénica: La soldadura con gas combustible, o soldadura a
la llama, fue el proceso de soldadura moderna que se desarrolló en
segundo lugar. En este proceso, se funden las piezas de trabajo con el
calor de una llama, sin electricidad, la llama se produce por la combustión
de un gas combustible con aire u oxígeno.
1.3.1.4 Oxigeno terapia
Se define como oxigeno terapia a la administración de con fines
terapéuticos.
Su principal objetivo es proporcionar suficiente a los tejidos de tal manera
que puedan realizar su metabolismo normal de tal manera que el se
administra con el objetivo de combatir la hipoxia.
Podemos definir la hipoxia como un estado en el que no existe una adecuado
suministro de oxígeno al cuerpo la cifra más baja tolerada por las neuronas
cerebrales es de 36 mmHg de (presión parcial en oxigeno de un medio
liquido) mientras que su valor normal de 100mmHg.
1.3.2 Aplicaciones del nitrógeno
De este elemento se aprovecha su nula reactividad y sus propiedades inertes.
Algunas de sus principales aplicaciones se muestran a continuación.

18
1.3.2.1 Petróleo y gas
El nitrógeno se utiliza en gran cantidad de veces para la inertización de
tanques de almacenamiento, los sistemas de compresores, las tuberías y los
reactores se purgan con nitrógeno para evitar el riesgo de explosiones.
También tiene una amplia utilización durante las perforaciones de petróleo y
gas.
1.3.2.2 Componentes electrónicos
El nitrógeno se emplea en la soldadura sin plomo de las placas de circuitos
impresos y componentes muy pequeños para evitar la oxidación. Ya que la
inertización con nitrógeno mejora la integridad de las uniones.
1.3.2.3 Envasado de alimentos y bebidas
Gracias a sus propiedades inertes, incoloras e inodoras se emplea para
desplazar o sustituir el aire y reducir así el riesgo de que se deterioren las
propiedades de los productos finales.
En los jugos de frutas por ejemplo la oxidación de la vitamina C es una parte
vital del proceso por este motivo se pasa nitrógeno a través del jugo para
extraer las burbujas que transportan el oxígeno a través del jugo y además se
utiliza nitrógeno en los depósitos, recipientes, tubos y botellas para evitar que
se produzca la oxidación.
1.3.2.4 Prevención de incendios
Para que se pueda iniciar fuego es necesario que exista un material inflamable
además de una fuente de ignición y oxígeno. Si se sustituye el oxígeno por
nitrógeno se reduce el riego de un incendio o explosión.
La concentración máxima de oxigeno (CMO) es aquella a la que una sustancia
ya no puede arder. Reduciendo la concentración de oxigeno por debajo de
CMO se evitan explosiones y fuego.
Composición y pureza
Algunos productores de nitrógeno muestran tablas donde indican la pureza y
concentración de sus productos.

19
Por ejemplo la tabla 1.3.1 muestra la concentración y pureza del nitrógeno que
produce Praxair una conocida empresa dedicada a la producción de gases
industriales.
Tabla 1.3.1: Concentración y pureza del nitrógeno
NOMBRE DEL PRODUCTO CONCENTRACIÓN
Gas nitrógeno (N2) comprimido Alta pureza > 99,998%
Baja pureza > 90%
Nitrógeno (N2) líquido refrigerado > 99,998%
Mezcla de gas Nitrógeno y Argón 1 ppm – 99,99%
Mezcla de gas Nitrógeno y Helio 1 ppm – 99,99%
Mezcla de gas Nitrógeno e Hidrógeno 1 ppm – 99,99%
Mezcla de gas Nitrógeno y Oxígeno 1 ppm – 99,99%

20
Capítulo II
Proceso Interno
en la Torre de
Destilación

21
2.1 Torres de destilación
Definición
Se define como torre de destilación a una estructura cerrada en la cual se realiza la separación física de un fluido en dos o más fracciones. Esta separación se logra sometiendo el fluido a condiciones de presión y temperatura apropiadas a lo largo de la columna, de modo de lograr que las fracciones que se buscan separar se encuentren en dos estados diferentes. La fracción más pesada (en estado líquido) baja por gravedad, mientras que la más liviana (en estado gaseoso) sube y se condensa en las partes superiores.
Componentes básicos de una torre de destilación
En la figura 2.1.1 se observan los principales componentes de una torre de
destilación, los cuales son:
Platos: sección en donde se realiza el destilado.
Rehervidor o reboiler: vaporiza el producto del fondo.
Condensador: enfría y condensa el vapor que sale por la parte superior de
la torre.
Tambor de reflujo: que recibe el condensado del tope de la torre para que
pueda recircularse el fluido en la torre.
.
Figura 2.1.1: Principales Componentes de una Torre de Destilación

22
Estructura de platos
En su funcionamiento, el líquido desciende de manera zigzagueante debido al
acomodo de los bajantes de los platos (figura 2.2.1), mientras que el vapor
asciende debido a la diferencia de presiones que existe entre plato y plato, el
vapor pasa por los ductos que hay entre cada plato y entra en contacto con el
líquido que circula por ese mismo plato, estos ductos pueden ser simples
aberturas o estructuras movibles diseñadas para impedir el paso del líquido, si el
mezclado del vapor y el líquido en los platos fuera suficiente para alcanzar el
equilibrio entre las corrientes de vapor y líquido que salen del plato, entonces el
plato hace la función de una destilación simple.
Figura 2.1.2: Comportamiento del vapor y el líquido en una torre de destilación
Estructura de Empaques
Una zona de empaque, está compuesta por un agregado de pequeños elementos de empaque que pueden ser metálicos, cerámicos o plásticos y que se acumulan en una región de la torre donde cumplen la función de maximizar el contacto entre el líquido que baja y el gas que sube. Las zonas empacadas se usan preferentemente en procesos de destilación al vacío donde se requieren bajas diferencias de presión. Esta acumulación de las pequeñas estructuras en la zona

23
de empaque puede ser ordenada o desordenada dependiendo de la función que deba cumplir.
2.2 Usos y aplicaciones
Algunas aplicaciones de las torres de destilación se describen brevemente a
continuación.
2.2.1 Aplicación en la industria petrolera
Para destilar el petróleo se utilizan las conocidas refinerías. Estas son enormes
complejos donde se somete al petróleo crudo a procesos de separación en los
cuales se extrae gran variedad de sus derivados. [3]
Las torres de destilación industrial para petróleo poseen alrededor de 100 platos. Dentro del petróleo existen varios compuestos de los cuales se obtienen alrededor de 2.000 productos. La destilación fraccionada se realiza principalmente basándose en temperatura ebullición. Cada sustancia dentro del petróleo se destila a distinta temperatura. Entonces, a partir de una temperatura fija se obtiene una sustancia predeterminada. Las refinerías están compuestas por altas torres que contienen varios platos en los cuales se lleva a cabo el contacto entre la fase líquida y vapor. El vapor es generado por medio de calentamiento del líquido de fondos que se compone básicamente de la sustancia menos volátil del sistema y por tanto está a la mayor temperatura de la torre, mientras que el líquido que va descendiendo a través de la torre desde el primer plato, el cual es más rico en el componente más volátil y está con la menor temperatura de la torre, es obtenido del condensado del vapor más ligero. La alimentación de la torre puede consistir desde líquido subenfriado hasta vapor sobrecalentado, lo cual modifica el número de platos necesarios para la separación deseada.
2.2.2 Aplicación en la industria cervecera
El proceso de Elaboración de Cerveza consta de tres etapas claramente definidas, que son Cocimiento, Fermentación y Reposo las cuales dependen exclusivamente del tipo de cerveza que se piensa elaborar. Luego pasa por el proceso de destilación y deshidratación: El mosto se destila en dos etapas. En ambas se utiliza además de vapor el calor residual de otras zonas. El número recomendado de platos para la separación agua etanol es de 60 platos separados distancias que van desde los 600 mm a los 500 mm. Los flujos de salida que se tienen son:

24
Cerveza con un grado alcohólico entorna al 25%, parte de este flujo se recirculará y se condensará para provocar una lluvia en la torre de destilación.
Vinazos que irán al proceso de secado y evaporación.
Parte del condensado que tenemos en la parte baja de la torre pasará a través de un hervidor que lo convertirá en gas por medio de un aporte de vapor de agua.
La columna destrozadora cuenta con 16 platos separados a 500 mm. A esta columna llega el flujo de cerveza proveniente de la columna de destilación.
Cerveza con un grado alcohólico entorno al 45%, parte de este flujo se recirculará y se condensará para provocar una lluvia en la columna destrozadora.
Vinazas que irán al proceso de secado y evaporación.
Parte del condensado que tenemos en la parte baja de la torre pasará a través de un hervidor
.
2.3 Materiales
El número de platos que debe tener esta torre de destilación son 12, dichos platos
fueron calculados por el método de McCabe-Thiele (los cálculos se muestran en el
siguiente capítulo), así mismo se dedujo que la torre debe de ser de 10 metros.
Estos resultados quedan deducidos en los cálculos realizados para el capítulo 3,
en el cual se explica paso a paso el método de McCabe-Thiele y además los
cálculos realizados para determinar la altura de la torre y la separación entre cada
plato.
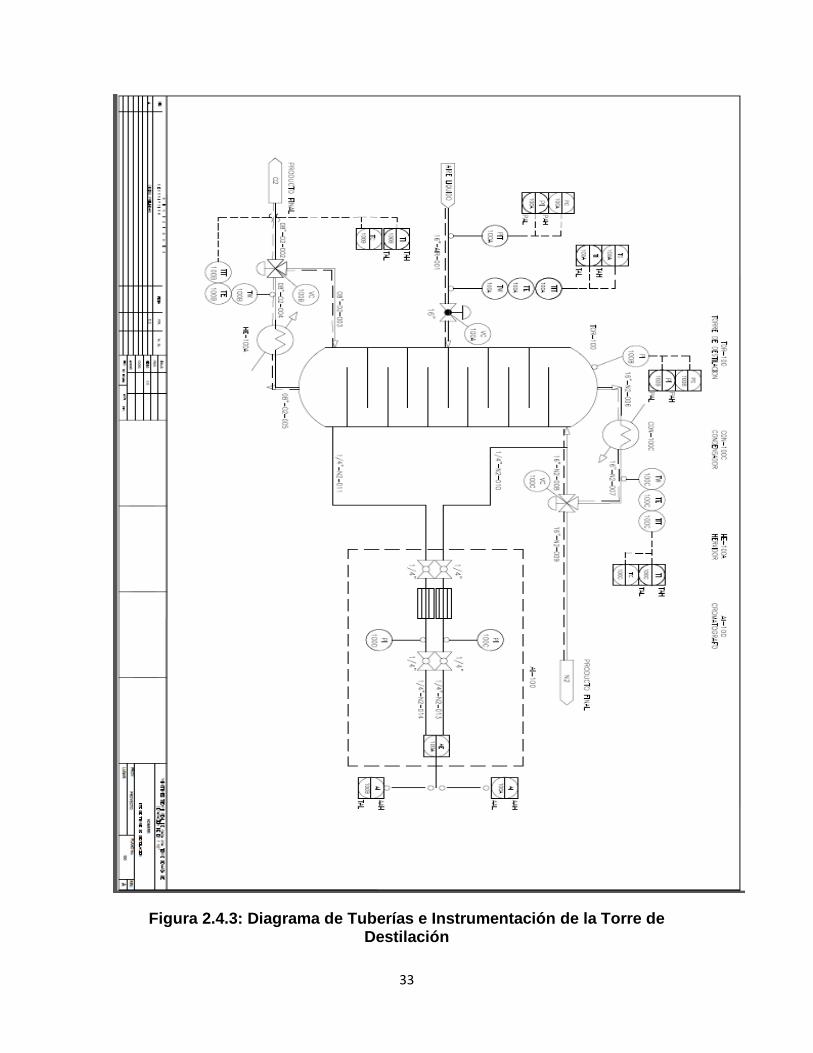
2.4 Instrumentación en las torres de destilación
En la figura 2.4.3 se muestra el diagrama de tuberia e instrumentación donde se
señalan los equipos necesarios para poder llevar acabo el monitoreo de la
composicion de la torre de destilación.para la obtención de nitrogeno y oxígeno.
Las variables mas significativas que tenemos en la torre son temperatuta, presión
y concentracion de por lo tanto vamos a dimensionar los instrumentos
necesarios para medir estas variables y la tuberia para el transporte de los
productos. Dichas variables son:
Composicion
Presion

25
Temperatura
2.4.1 Instrumentación de la Variable Composición
La variable principal del procesos de la destilación es la composición que es una
variable analitica que se define como las sustancias que estan presentes en una
mezcla y sus cantidades, en este caso en particular para poder determinar la
composición del N2 en el destilado y en los residuos es por medio de un
instrumento llamdo cromatografo de gases.
El cromatografo toma la muestra del gas que hay que analizar de la corriente de
procesos mediante una sonda de muestreo instalada en la línea de proceso. La
muestra pasa a traves de una línea de muestreo hacia el sistema de
acondicionamiento de muestra donde es filtrada o acondicionada de otra forma.
Despues del acondicionamiento, la muestra fluye hacia el conjunto del analizador
para la separación y la detección del componente.
La separación de la muestra se logra de la manera siguiente. Se inyecta un
volumen preciso de la muestra de gas en una de las columnas analíticas. La
columna contiene una fase estacionaria que es un soporte de sólido activo o de
sólido inerte recubierto con una fase líquida (división por absorción). La muestra
de gas se desplaza a travéz de la columna por medio de una fase movil (gas
portador). En la columna tiene lugar el retardo selectivo de los componentes de la
muestra, el cual hace que cada componente se mueva a través de la columna a
una velocidad diferente. Esta sección separa la muestra en sus gases y vapores
constituyentes.
Un detector ubicado en la salida de la columna analítica detecta la elución de los
componentes de la columna y produce salidas electricas proporcionales a la
concentración de cada componente.
Y la salida se muestra comunmente en una PC o impresora. El proceso se puede
observa de manera general en la figura 2.4.1.

26
Figura 2.4.1: Funcionamiento general de un cromatógrafo [3]
Existen diferentes tipos de detectores para en los cromatografos para el caso del
nitrogeno se hace mediante el detector de conductividad termica o TCD.
El TCD consiste en una red de puente balanceado con termisores sencibles al
calor en cada rama del puente. Cada termisor esta alojado en una camara
separada del bloque detector.
Un termisor sirve como elemento de referencia y el otro termisor está destinado a
funcionar como elemento de medición como se muestra en la figura (2.4.2).

27
Figura 2.4.2: Funcionamiento del termistor [3]
Teniedo en cuenta nuestro analizador sera el cromatografo de gases 700XA de la
marca emerson ya que nos permite tomar las mediciones de hasta 7 muestras y
una de referencia y se pueden comunicar los datos obtenidos por medio de
comunicación ethernet o modbus a el sistema de control distribuido.freenlance
800F.
2.4.2 Instrumentación de la Variable Presión
Una variable importante para lograr la separación es la presión por lo tanto se
tiene que medir, para esta accion se proponen estos instrumentos con base en los
parametros de operación [4].
Presión de trabajo 6.5 Atm.
Temperaruta de operación -200°C.
Protocolo de comunicación Profibus.
Conexión roscada.
El instrumento de presion operan a una presión de promedio de 6.5 Atm, resisten
una temperatura promedio de -200°C, deben de comunicarse por un protocolo de
28
comunicación de preferencia profibus o modbus y debe tener una conexión
roscada.
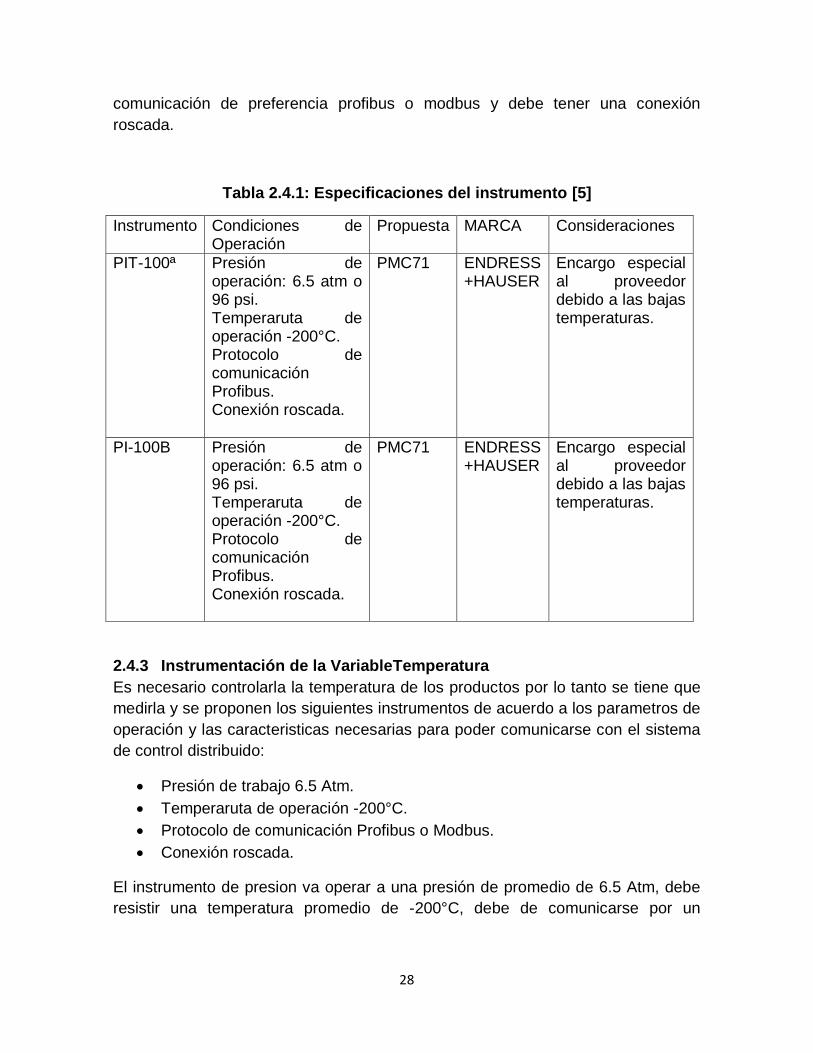
Tabla 2.4.1: Especificaciones del instrumento [5]
Instrumento Condiciones de Operación
Propuesta MARCA Consideraciones
PIT-100ª Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Protocolo de comunicación Profibus. Conexión roscada.
PMC71 ENDRESS +HAUSER
Encargo especial al proveedor debido a las bajas temperaturas.
PI-100B Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Protocolo de comunicación Profibus. Conexión roscada.
PMC71 ENDRESS +HAUSER
Encargo especial al proveedor debido a las bajas temperaturas.
2.4.3 Instrumentación de la VariableTemperatura
Es necesario controlarla la temperatura de los productos por lo tanto se tiene que
medirla y se proponen los siguientes instrumentos de acuerdo a los parametros de
operación y las caracteristicas necesarias para poder comunicarse con el sistema
de control distribuido:
Presión de trabajo 6.5 Atm.
Temperaruta de operación -200°C.
Protocolo de comunicación Profibus o Modbus.
Conexión roscada.
El instrumento de presion va operar a una presión de promedio de 6.5 Atm, debe
resistir una temperatura promedio de -200°C, debe de comunicarse por un
29
protocolo de comunicación de preferencia hart o modbus y debe tener una
conexión roscada.
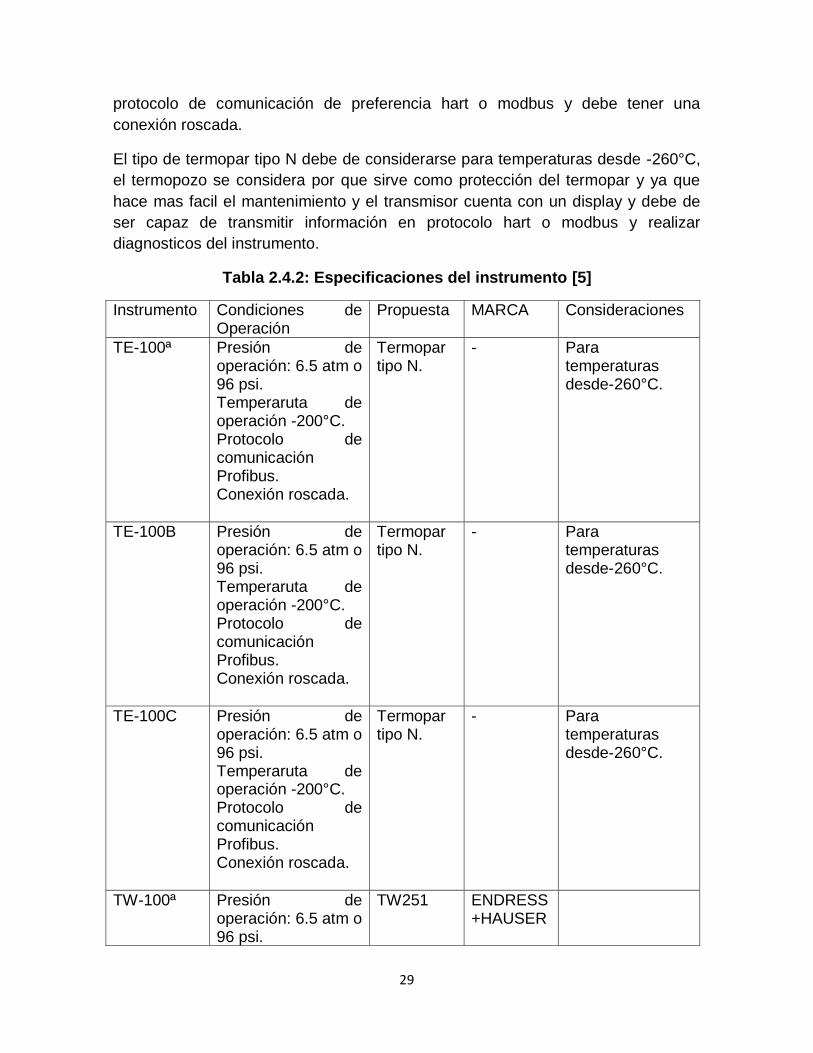
El tipo de termopar tipo N debe de considerarse para temperaturas desde -260°C,
el termopozo se considera por que sirve como protección del termopar y ya que
hace mas facil el mantenimiento y el transmisor cuenta con un display y debe de
ser capaz de transmitir información en protocolo hart o modbus y realizar
diagnosticos del instrumento.
Tabla 2.4.2: Especificaciones del instrumento [5]
Instrumento Condiciones de Operación
Propuesta MARCA Consideraciones
TE-100ª Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Protocolo de comunicación Profibus. Conexión roscada.
Termopar tipo N.
- Para temperaturas desde-260°C.
TE-100B Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Protocolo de comunicación Profibus. Conexión roscada.
Termopar tipo N.
- Para temperaturas desde-260°C.
TE-100C Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Protocolo de comunicación Profibus. Conexión roscada.
Termopar tipo N.
- Para temperaturas desde-260°C.
TW-100ª Presión de operación: 6.5 atm o 96 psi.
TW251 ENDRESS +HAUSER
30
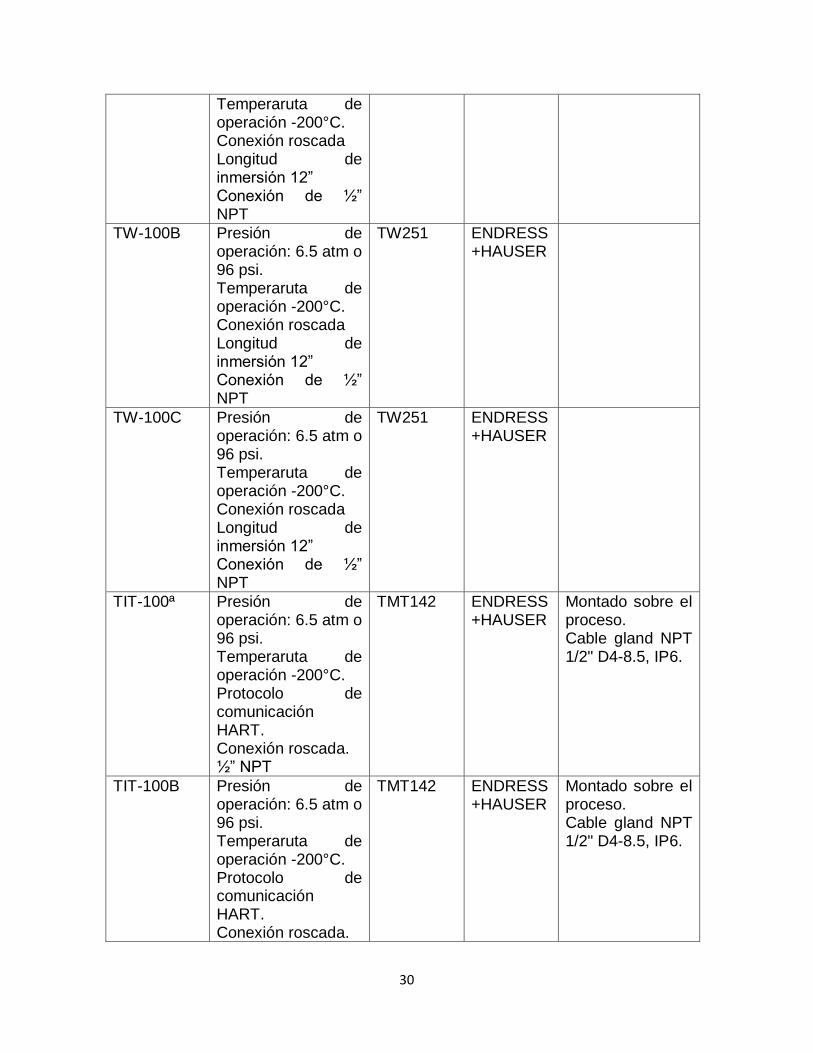
Temperaruta de operación -200°C. Conexión roscada Longitud de inmersión 12” Conexión de ½” NPT
TW-100B Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Conexión roscada Longitud de inmersión 12” Conexión de ½” NPT
TW251 ENDRESS +HAUSER
TW-100C Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Conexión roscada Longitud de inmersión 12” Conexión de ½” NPT
TW251 ENDRESS +HAUSER
TIT-100ª Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Protocolo de comunicación HART. Conexión roscada. ½” NPT
TMT142 ENDRESS +HAUSER
Montado sobre el proceso. Cable gland NPT 1/2" D4-8.5, IP6.
TIT-100B Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Protocolo de comunicación HART. Conexión roscada.
TMT142 ENDRESS +HAUSER
Montado sobre el proceso. Cable gland NPT 1/2" D4-8.5, IP6.
31
½” NPT
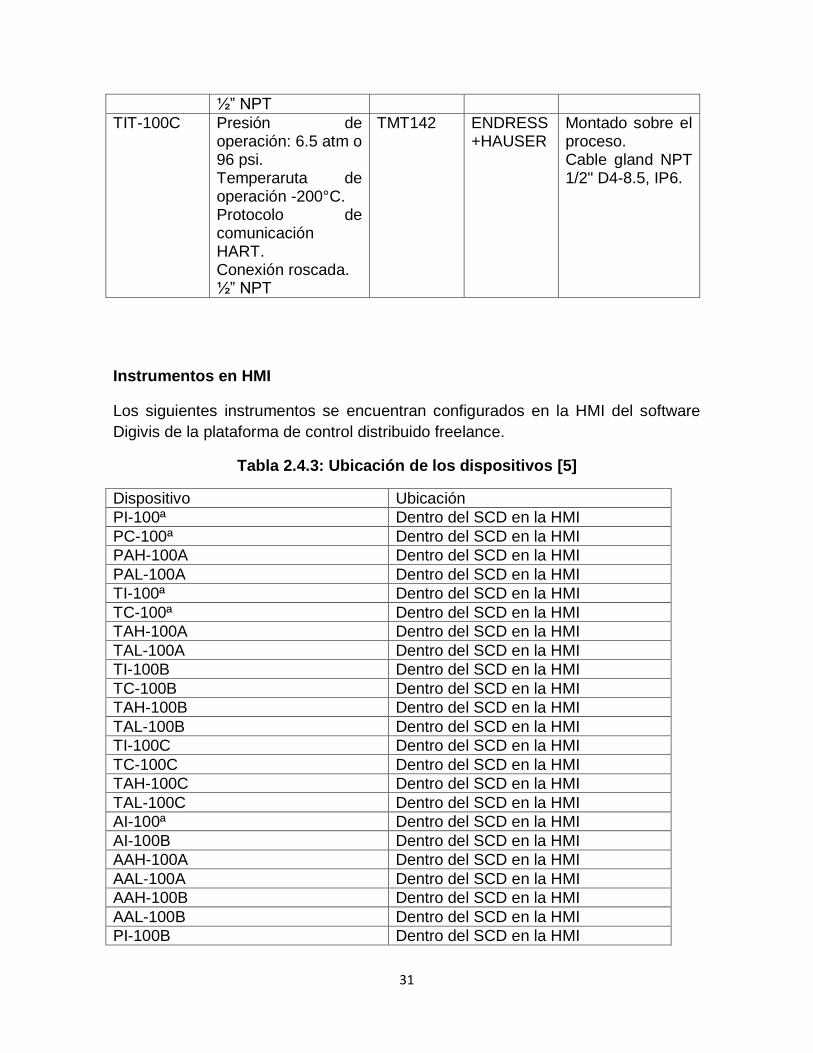
TIT-100C Presión de operación: 6.5 atm o 96 psi. Temperaruta de operación -200°C. Protocolo de comunicación HART. Conexión roscada. ½” NPT
TMT142 ENDRESS +HAUSER
Montado sobre el proceso. Cable gland NPT 1/2" D4-8.5, IP6.
Instrumentos en HMI
Los siguientes instrumentos se encuentran configurados en la HMI del software
Digivis de la plataforma de control distribuido freelance.
Tabla 2.4.3: Ubicación de los dispositivos [5]
Dispositivo Ubicación
PI-100ª Dentro del SCD en la HMI
PC-100ª Dentro del SCD en la HMI
PAH-100A Dentro del SCD en la HMI
PAL-100A Dentro del SCD en la HMI
TI-100ª Dentro del SCD en la HMI
TC-100ª Dentro del SCD en la HMI
TAH-100A Dentro del SCD en la HMI
TAL-100A Dentro del SCD en la HMI
TI-100B Dentro del SCD en la HMI
TC-100B Dentro del SCD en la HMI
TAH-100B Dentro del SCD en la HMI
TAL-100B Dentro del SCD en la HMI
TI-100C Dentro del SCD en la HMI
TC-100C Dentro del SCD en la HMI
TAH-100C Dentro del SCD en la HMI
TAL-100C Dentro del SCD en la HMI
AI-100ª Dentro del SCD en la HMI
AI-100B Dentro del SCD en la HMI
AAH-100A Dentro del SCD en la HMI
AAL-100A Dentro del SCD en la HMI
AAH-100B Dentro del SCD en la HMI
AAL-100B Dentro del SCD en la HMI
PI-100B Dentro del SCD en la HMI
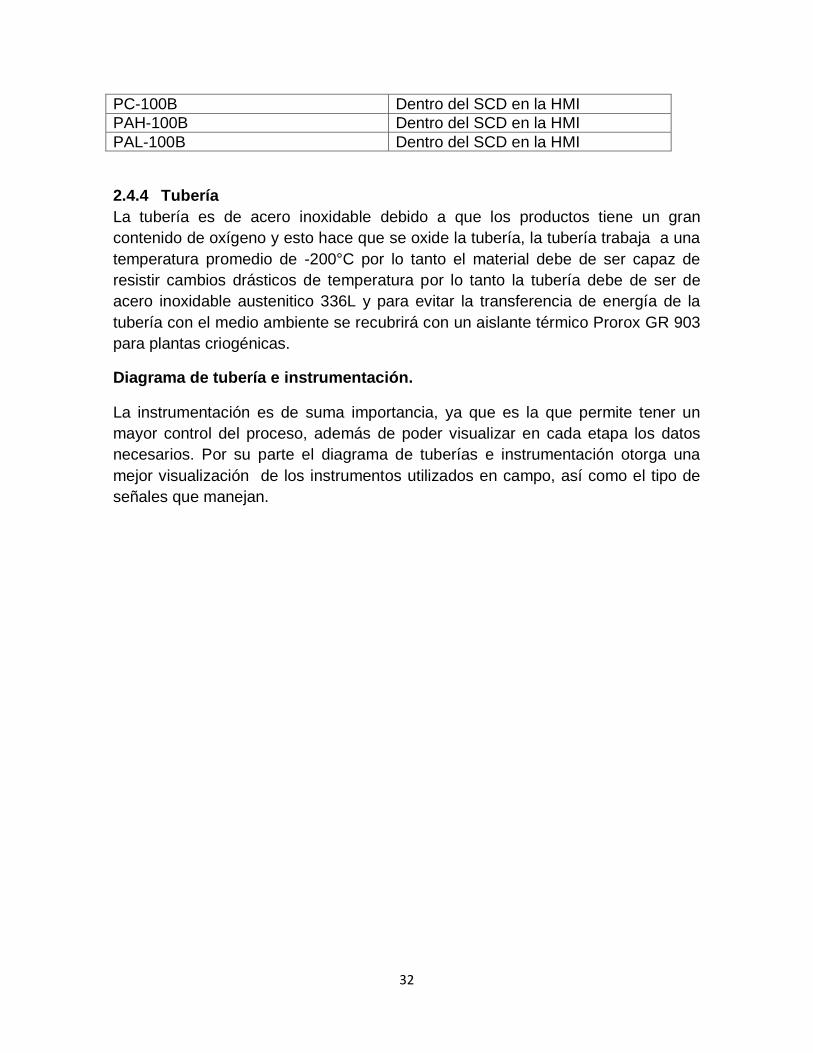
32
PC-100B Dentro del SCD en la HMI
PAH-100B Dentro del SCD en la HMI
PAL-100B Dentro del SCD en la HMI
2.4.4 Tubería
La tubería es de acero inoxidable debido a que los productos tiene un gran
contenido de oxígeno y esto hace que se oxide la tubería, la tubería trabaja a una
temperatura promedio de -200°C por lo tanto el material debe de ser capaz de
resistir cambios drásticos de temperatura por lo tanto la tubería debe de ser de
acero inoxidable austenitico 336L y para evitar la transferencia de energía de la
tubería con el medio ambiente se recubrirá con un aislante térmico Prorox GR 903
para plantas criogénicas.
Diagrama de tubería e instrumentación.
La instrumentación es de suma importancia, ya que es la que permite tener un
mayor control del proceso, además de poder visualizar en cada etapa los datos
necesarios. Por su parte el diagrama de tuberías e instrumentación otorga una
mejor visualización de los instrumentos utilizados en campo, así como el tipo de
señales que manejan.
33
Figura 2.4.3: Diagrama de Tuberías e Instrumentación de la Torre de Destilación

34
La instrumentación es de suma importancia, ya que es la que permite tener un
mayor control del proceso, además de poder visualizar en cada etapa los datos
necesarios. Por su parte el diagrama de tuberías e instrumentación es aquel que
otorga una mejor visualización de los instrumentos utilizados en campo, así como
el tipo de señal que manejan, es por esto que se debe contar con uno en cada
parte del proceso, y uno para el proceso completo, puesto que facilita la
comprensión del mismo.
Por otro lado, se puede realizar un cambio o una mejora basándose en el
diagrama de tubería e instrumentación, esto debido a la constante actualización en
la tecnología utilizada en los instrumentos. De aquí la importancia de manejar el
diagrama de tubería e instrumentación.

35
Capítulo III
Modelado de la
torre
36
3.1 Proceso de separación vapor-líquido del aire.
Gran parte de materiales de proceso químicos así como algunas sustancias
biológicas se presentan como mezclas de distintos componentes ya sea en forma
gaseosa, líquida o sólida. Debido a esto para poder separar uno o más
componentes de la mezcla debe de ponerse en contacto con otra fase.
Las dos fases deben de tener un gran contacto más o menos íntimo de tal manera
que el soluto o los solutos puedan difundirse unos con otros. Por lo general las dos
fases consideradas son parcialmente miscibles entre sí. El par de fases puede ser
gas-líquido, gas-sólido, líquido- líquido o líquido-sólido. Durante el contacto los
componentes de la mezcla original se redistribuyen entre ambas fases más tarde
las fases separan por algún método físico simple.
Seleccionando las condiciones y fases apropiadas, una fase se enriquece
mientras que la otra se empobrece de uno o de más componentes.
3.2 Regla de fases y equilibrio.
Para poder predecir la concentración de un soluto en las dos fases en equilibrio,
debe de disponerse de datos de equilibrio experimentales. Además si las dos
fases no están en equilibrio, la velocidad de transferencia de masa es proporcional
a la fuerza impulsora, que es la desviación con respecto al equilibrio. Las variables
importantes que afectan el equilibrio de un soluto son temperatura, presión y
concentración.
El equilibrio entre dos fases en cualquier caso esta dictado por la regla de
las fases que se muestra en la ecuación 3.1:
3.1:
Dónde:
P es número de fases de equilibrio,
C es el número de componentes totales en las dos fases (cuando no se realizan
reacciones químicas).
F es el número de variantes o de grados de libertad.
3.3 La ley de Raoult
Para los sistemas de vapor líquido podemos definir la ley de Raoult, que establece
que la relación entre la presión de vapor de cada componente en una solución
ideal es dependiente de la presión de cada vapor individual y de la fracción molar
de cada componente de la solución; además es una ley ideal y puede definirse

37
para fases vapor-líquido en equilibrio la cual da la presión parcial del sistema, tal
como se muestra en la ecuación 3.2.
3.2:
Dónde:
= Es la presión parcial del componente A ( ) en el vapor en Pa (Atm).
= Es la presión de vapor de A ( ) puro en Pa (Atm).
= Es la fracción mol de A ( ) en el líquido.
Las presiones de vapor puro de la solución solo pueden obtenerse de manera
experimental o consultando tablas del aire a dicha presión.
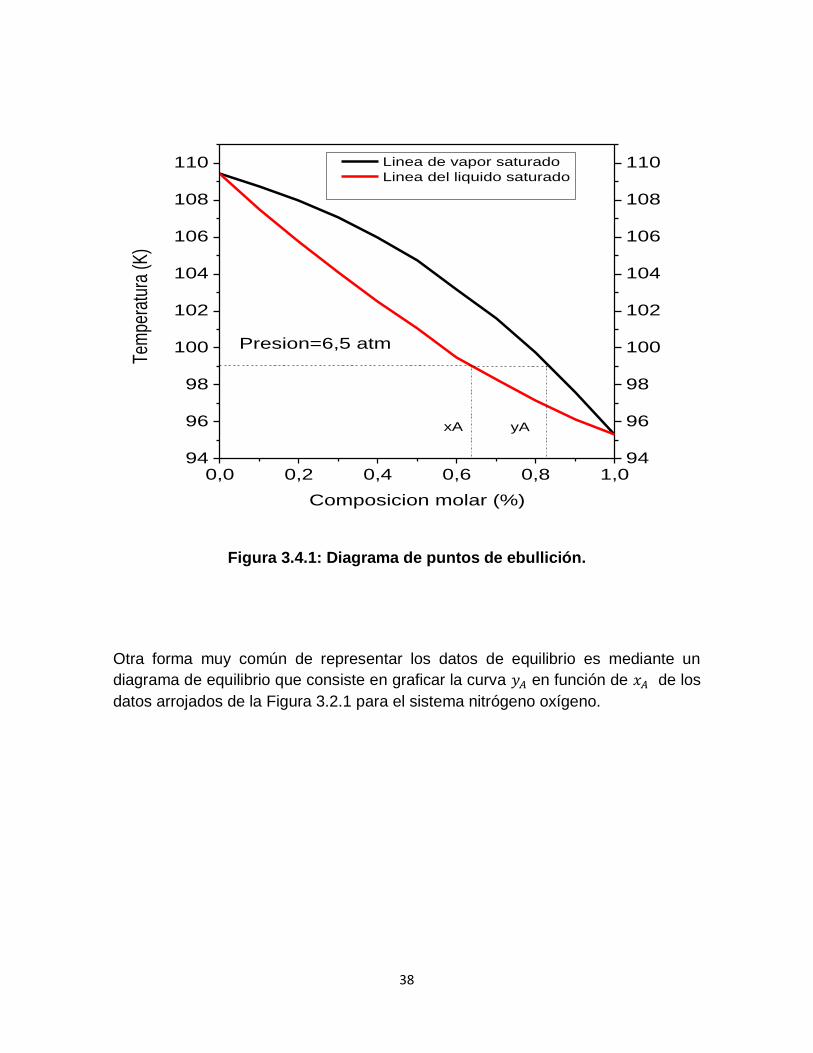
3.4 Diagrama de puntos de ebullición.
De manera muy común las relaciones de equilibrio de vapor-líquido de una mezcla
binaria A y B se expresan en forma de un diagrama de puntos de ebullición, en el
que para este sistema y el diagrama se muestra en la Figura 3.1 a una
presión total de 6.5 atm., dónde a línea superior es la del vapor saturado (línea del
punto de roció) y la línea inferior es la línea de líquido saturado (línea de punto de
burbuja).
El sistema y obedece la ley de Raoult, por lo que el diagrama de puntos de
ebullición puede determinarse a partir de los datos de presión de vapor puro, junto
con las ecuaciones 3.3, 3.4 y 3.5.
3.3:
( ) 3.4:
3.5:
38
0,0 0,2 0,4 0,6 0,8 1,094
96
98
100
102
104
106
108
110
94
96
98
100
102
104
106
108
110
xA
Tem
pera
tura
(K)
Composicion molar (%)
Linea de vapor saturado
Linea del liquido saturado
Presion=6,5 atm
yA
Figura 3.4.1: Diagrama de puntos de ebullición.
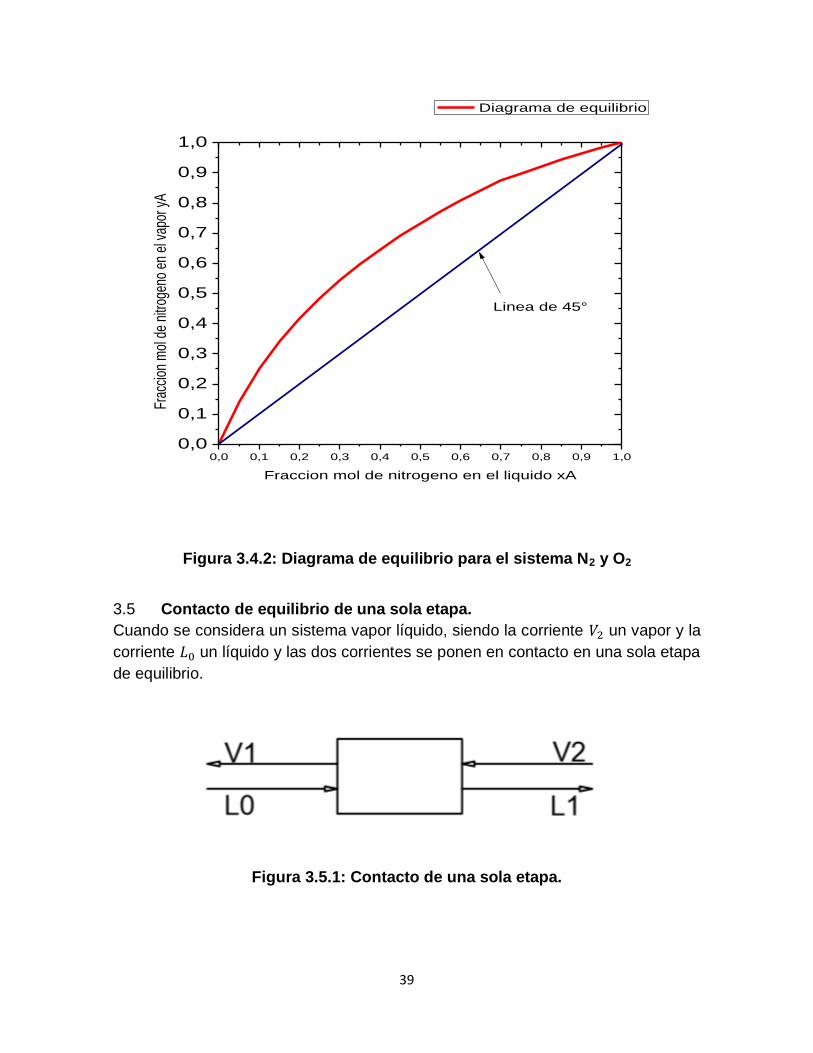
Otra forma muy común de representar los datos de equilibrio es mediante un
diagrama de equilibrio que consiste en graficar la curva en función de de los
datos arrojados de la Figura 3.2.1 para el sistema nitrógeno oxígeno.
39
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Frac
cion
mol
de
nitro
geno
en
el v
apor
yA
Fraccion mol de nitrogeno en el liquido xA
Diagrama de equilibrio
Linea de 45°
Figura 3.4.2: Diagrama de equilibrio para el sistema N2 y O2
3.5 Contacto de equilibrio de una sola etapa.
Cuando se considera un sistema vapor líquido, siendo la corriente un vapor y la
corriente un líquido y las dos corrientes se ponen en contacto en una sola etapa
de equilibrio.
Figura 3.5.1: Contacto de una sola etapa.

40
Para ello es necesario utilizar el diagrama de puntos de ebullición o diagrama de
equilibrio xy, ya que no hay una relación de equilibrio por que únicamente se están
considerando dos componentes A y B por lo que intervienen las ecuaciones 3.6 y
3.7 para balance de materiales de la figura 3.3.1.
3.6:
3.7:
La fracción de masa de A en la corriente L es y en la corriente V.
Si los efectos del calor sensible son pequeños y los calores latentes de ambos
compuestos son iguales, entonces, cuando se condesa 1 mol de A, se debe
vaporizar 1 mol de B.
De acuerdo a lo anterior el total de las moles de vapor que entran es igual al
total de moles que salen de la misma forma las moles de .A este caso se
le llama derrame molar constante.
3.6 Volatilidad relativa
Para un sistema vapor líquido es fácil poder indicar la volatilidad relativa
basándonos en la figura 3.4.1 es decir el diagrama de equilibrio para una mezcla
binaria, cuanto más grande sea la distancia entre la curva y la línea de 45°, mayor
será la diferencia de la composición del vapor y la composición del líquido .
Por tal motivo la separación se lleva acabo con mayor facilidad.
La medida numérica de esta facilidad de separación es la relatividad numérica
. Esta relación se puede definir como la relación de la concentración de A en el
vapor sobre la concentración de A en el líquido, dividida entre la relación de la
concentración de B en el vapor sobre la concentración de B en el líquido.
( )( )
3.8:
Donde es la volatilidad relativa de A con respecto a B en el sistema binario.
Si el sistema obedece la ley de Raoult y teniendo en cuenta la ecuación 3.2 se
tienen las ecuaciones 3.9 y 3.10.

41
3.9:
3.10:
Y sustituyendo las ecuaciones 3.9 y 3.10 en el la ecuación 3.8 se tiene la ecuación
3.11.
3.11:
La ecuación 3.8 puede ordenarse para obtener la ecuación 3.12.
( )
3.12:
Donde = . Cuando el valor de es superior a 1 .0, la separación es factible.
El valor de puede cambiar a medida que varía la concentración. Cabe a destacar
que para sistemas binarios que obedecen la ley de Raoult, la volatilidad relativa
suele variar muy poco en un intervalo de concentraciones bastante amplio a
presión total.
3.7 Torre de destilación binaria.
La rectificación (fraccionación) o destilación por etapas con reflujo (“Destilación
fraccionada”) puede estudiarse como un proceso en que se llevan a cabo una
serie de etapas de vaporización repentina de tal manera que los productos de
vapor y líquido de cada etapa fluyen en contra corriente.
El líquido de una etapa fluye a la etapa inferior y el vapor de una etapa fluye a
hacia arriba a una etapa superior. Por tal motivo a cada etapa entran una corriente
de vapor V y una corriente de líquido L, que se mezclan y alcanzan su equilibrio y
de dicha etapa salen una corriente de vapor y una corriente de líquido en
equilibrio. El diagrama de flujo se muestra en la figura 3.5.1.
Para el contacto a contracorriente de múltiples etapas se muestra en la figura
3.7.1.

42
Figura 3.7.1: Proceso de etapas múltiples en contra corriente
Y se obtuvo la ecuación 3.13 de balance de materiales o ecuación de la línea de
operación.
3.13:
La ecuación 13 relaciona las concentraciones de las corrientes de vapor y de
líquido que se ponen en contacto en cada etapa. En una columna de destilación a
las etapas (a las se les llama casquetes de burbujeo) de una torre de destilación
están distribuidas verticalmente tal como lo muestra la figura 3.5.1.
La alimentación se introduce a la torre de la figura 3.7.2 aproximadamente en la
zona media de la misma. Si la alimentación es líquida, fluirá hacia abajo a un
casquete de burbujeo o etapa. El vapor entra al plato y burbujea a través del
líquido a medida que este fluye hacia abajo. El vapor y el líquido que entran al
plato están esencialmente en equilibrio. El vapor continúa subiendo y pasando a
través de las etapas posteriores donde se vuelve a estar en contacto con las el
líquido que fluye hacia abajo.
En este caso, la concentración del componente más volátil (El componente A, de
punto de ebullición más bajo) va aumentando en el vapor de una etapa a la
siguiente hacia arriba y va disminuyendo en el líquido de una etapa a las siguiente
hacia abajo.
De esta manera el vapor que sale por la parte superior se envía a un condensador
y se extrae una porción del producto líquido (destilado), que contiene una alta
concentración de A. Una parte de este líquido se regresa (reflujo al plato superior).
El líquido que sale por el plato inferior entra a un hervidor, donde se vaporiza
parcialmente, y el líquido remanente que es pobre en A y rico en B se extrae como
producto líquido; mientras que el vapor del hervidor se regresa a la etapa o plato
inferior.

43
Figura 3.7.2: Flujo de proceso de torre de destilación fraccionada binaria con platos de burbujeo [4]
.
En la figura 3.7.2 solo se muestran 3 platos pero en la práctica suelen tener mayor
cantidad de platos, cabe destacar que teóricamente en un plato el vapor y el
líquido que salen del mismo plato se encuentran en equilibrio; además también
podemos considerar al hervidor como una etapa o plato teórico.
3.8 Método de McCabe–Thiele para el cálculo del número de etapas
Teóricas.
McCabe y Thiele han desarrollado un método matemático gráfico para determinar
el número de platos o etapas teóricas necesario para cierta separación de una
mezcla binaria A y B. [6]
La principal suposición del método de McCabe-Thiele consiste en que debe haber
un derrame equimolar a través de la torre, entre la entrada de alimentación y el

44
plato superior y la entrada de alimentación y el plato inferior. Como se muestra en
la figura 3.8.1.
Figura 3.8.1: Flujo de vapor y líquido saliendo de un plato n [6]
Donde las corrientes de líquido y vapor entran a un plato, establecen su equilibrio
su equilibrio y salen del mismo. Un balance de materia proporciona la ecuación
3.14.
3.14:
Un balance de componentes con respecto a ‘A’ se obtiene la ecuación 3.15.
3.15:
Dónde:
es mol/hr de vapor del plato n+1.
es mol/hr de líquido del plato n.
es fracción mol de A en y así sucesivamente.
Las composiciones y están en equilibrio y la temperatura del plato n es Tn.
Si se toma como valor se puede demostrar por medio de un balance de calor, que
las diferencias de calor sensibles de las cuatro corrientes son bastante pequeñas
cuando los calores de disolución son despreciables. Por consiguiente, sólo son
importantes los calores latentes en las corrientes y .
Debido que los calores latentes para compuestos químicamente similares son casi
iguales, y . Por consiguiente la torre tiene un derrame molar
constante.
45
3.8.1 Ecuaciones de la torre.
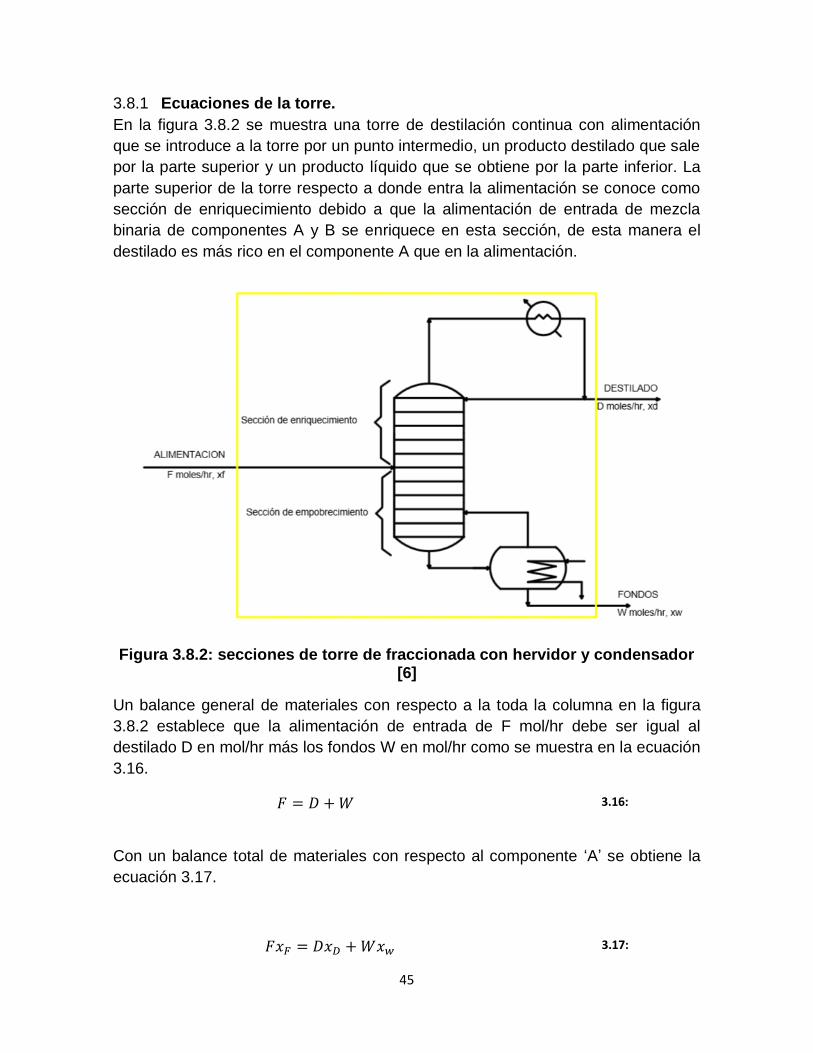
En la figura 3.8.2 se muestra una torre de destilación continua con alimentación
que se introduce a la torre por un punto intermedio, un producto destilado que sale
por la parte superior y un producto líquido que se obtiene por la parte inferior. La
parte superior de la torre respecto a donde entra la alimentación se conoce como
sección de enriquecimiento debido a que la alimentación de entrada de mezcla
binaria de componentes A y B se enriquece en esta sección, de esta manera el
destilado es más rico en el componente A que en la alimentación.
Figura 3.8.2: secciones de torre de fraccionada con hervidor y condensador [6]
Un balance general de materiales con respecto a la toda la columna en la figura
3.8.2 establece que la alimentación de entrada de F mol/hr debe ser igual al
destilado D en mol/hr más los fondos W en mol/hr como se muestra en la ecuación
3.16.
3.16:
Con un balance total de materiales con respecto al componente ‘A’ se obtiene la
ecuación 3.17.
3.17:
46
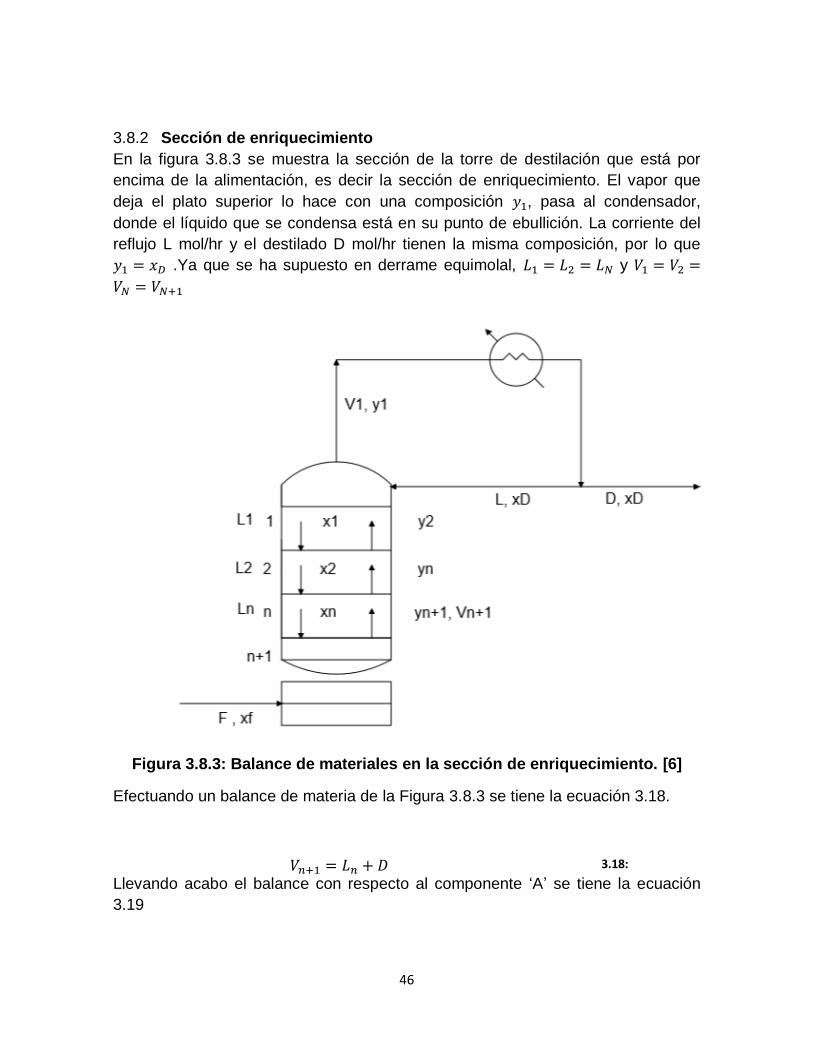
3.8.2 Sección de enriquecimiento
En la figura 3.8.3 se muestra la sección de la torre de destilación que está por
encima de la alimentación, es decir la sección de enriquecimiento. El vapor que
deja el plato superior lo hace con una composición , pasa al condensador,
donde el líquido que se condensa está en su punto de ebullición. La corriente del
reflujo L mol/hr y el destilado D mol/hr tienen la misma composición, por lo que
.Ya que se ha supuesto en derrame equimolal, y
Figura 3.8.3: Balance de materiales en la sección de enriquecimiento. [6]
Efectuando un balance de materia de la Figura 3.8.3 se tiene la ecuación 3.18.
3.18:
Llevando acabo el balance con respecto al componente ‘A’ se tiene la ecuación
3.19

47
3.19:
Despejando , la línea de operación de la sección de enriquecimiento resulta
3.20:
Recordando que
3.21:
Y
3.22:
Se obtiene la ecuación 3.23.
3.23:
Donde
que esto es la relación de reflujo que es constante, de esta
ecuación resulta una recta cuando se grafica la composición del vapor en función
de la composición del líquido. Esta expresión relaciona las composiciones de dos
corrientes en contacto. La pendiente es
o R(R+1).
La intersección con la línea y=x (línea diagonal de 45°) se produce en el punto
x= .
La intersección de la línea de operación en X=0 es
.
Las etapas teóricas se determinan empezando en y escalonando hacia el
primer plato ; por lo tanto es la composición de vapor que pasa por el líquido

48
, de esta manera se procede de manera similar para el resto de los platos
teóricos que se escalonan hacia debajo de la torre en la sección de
enriquecimiento, hasta llegar al plato de alimentación.
3.8.3 Sección de empobrecimiento
Para la sección de empobrecimiento que es la que se encuentra debajo de la
entrada de alimentación llevando acabo un balance total de materiales de la
Figura 3.8.4.
Figura 3.8.4: Balance de materiales de la sección de empobrecimiento [6]
3.24:
Haciendo el balance respecto al componente ‘A’ se obtiene la ecuación 3.25

49
3.25:
Despejando se obtiene la línea de operación de la sección de
empobrecimiento como se muestra en la ecuación 3.26.
3.26:
Tomando en cuenta que se tiene un derrame equimolar, = constante y
= también constante.
La ecuación 3.26 es una recta cuando se grafica en el diagrama de equilibrio con
una pendiente
. La intersección con la línea y=x está en el punto . La
intersección en x=0 es
.
Las etapas teóricas para la sección de empobrecimiento se determinan
empezando en , pasando a y de ahí hasta .
3.8.4 Efecto de las condiciones de operación
Las condiciones de la corriente de alimentación F que entran en la torre,
determinan la relación de vapor en la sección de empobrecimiento y en la
sección de enriquecimiento y entre y .
Si la alimentación es parte líquido y parte vapor, el vapor se añadirá a para
producir .
La manera de representar las condiciones de operación se presentan con la
cantidad “q” que se define como “El calor necesario para vaporizar 1 mol de
alimentación en las condiciones de entrada sobre el calor latente molar de
vaporización de la alimentación”.
Si la alimentación entra a su punto de ebullición q=1.0 y la ecuación se describe
en termino de entalpias.
3.27:
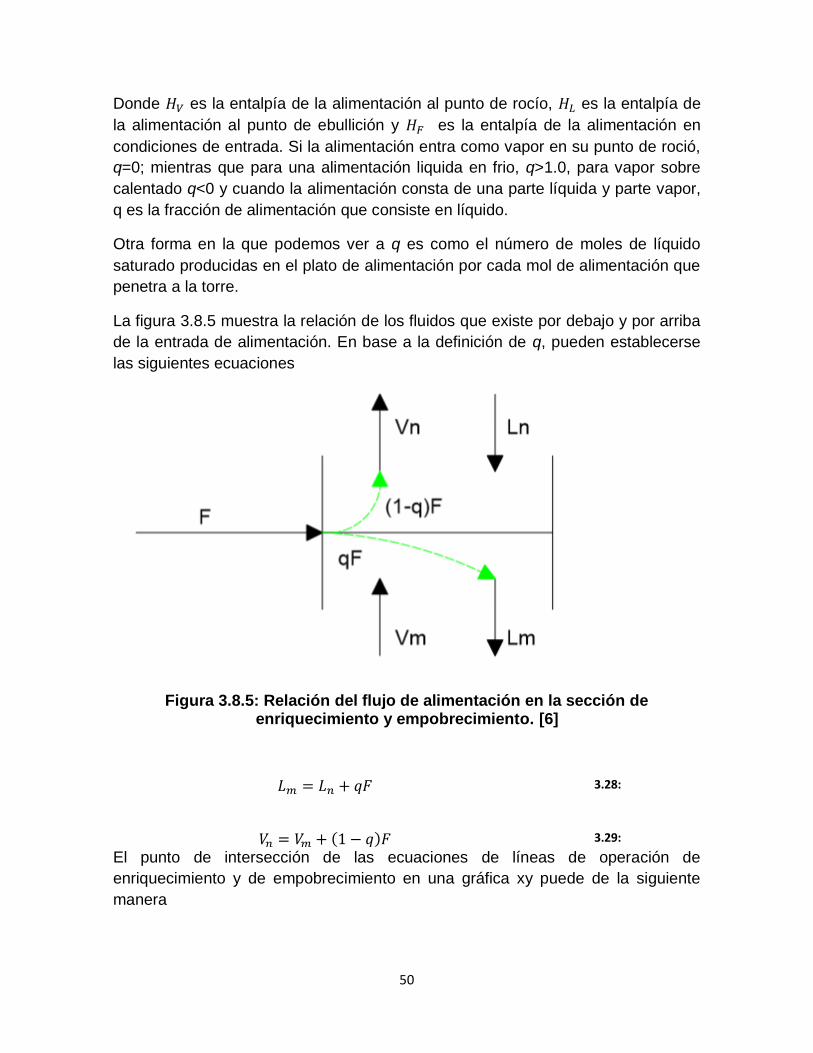
50
Donde es la entalpía de la alimentación al punto de rocío, es la entalpía de
la alimentación al punto de ebullición y es la entalpía de la alimentación en
condiciones de entrada. Si la alimentación entra como vapor en su punto de roció,
q=0; mientras que para una alimentación liquida en frio, q>1.0, para vapor sobre
calentado q<0 y cuando la alimentación consta de una parte líquida y parte vapor,
q es la fracción de alimentación que consiste en líquido.
Otra forma en la que podemos ver a q es como el número de moles de líquido
saturado producidas en el plato de alimentación por cada mol de alimentación que
penetra a la torre.
La figura 3.8.5 muestra la relación de los fluidos que existe por debajo y por arriba
de la entrada de alimentación. En base a la definición de q, pueden establecerse
las siguientes ecuaciones
Figura 3.8.5: Relación del flujo de alimentación en la sección de enriquecimiento y empobrecimiento. [6]
3.28:
( ) 3.29:
El punto de intersección de las ecuaciones de líneas de operación de
enriquecimiento y de empobrecimiento en una gráfica xy puede de la siguiente
manera

51
3.30:
3.31
Donde los valores de y x dan el punto de intersección de las dos líneas de
operación como se muestra en la ecuación 3.32
( ) ( ) ( ) 3.32
Sustituyendo de las ecuaciones 3.17, 3.28 y 3.29 en la ecuación 3.32 se obtiene la
ecuación 3.33:
3.33:
Esta ecuación expresa la línea q y establece la localización de la intersección de
ambas líneas de operación. Estableciendo que y=x en la ecuación 33, la
intersección con la línea de 45° es y = x = donde es la composición total de la
alimentación.
3.8.5 La localización del plato de alimentación en una torre y número de
platos.
Para determinar el número de platos teóricos necesarios en una torre se trazan las
líneas de enriquecimiento y de empobrecimiento; ambas intersectadas por la recta
q.
Después se procede a escalonar los platos hacia abajo empezando en la parte
superior en y terminando en , el punto donde se da el cambio de un escalón
entra las rectas de enriquecimiento y empobrecimiento es el escalón donde entra
la alimentación.
Se pueden seguir unas pautas para determinar el mejor lugar donde introducir la
alimentación según el caso puede ser que 0<q< 1 esto quiere decir que la
alimentación es parte vapor y parte líquida en este caso la parte de vapor se
separa y se introduce debajo del plato de alimentación y la parte liquida se
introduce por la parte de encima del plato de alimentación, para el caso en que la
alimentación es totalmente líquida la alimentación se introduce por arriba del plato
de alimentación y si la alimentación es totalmente vapor debe alimentarse por la
parte inferior al plato de alimentación.
52
Debido a que el hervidor se considera como una etapa teórica más el número de
platos es igual al número de platos menos uno.
3.8.6 Reflujo total y mínimo para el método de McCabe-Thiele
Para una destilación de una mezcla binaria A y B generalmente se especifican las
condiciones de alimentación, las composiciones del destilado y la de los fondos, y
tiene que calcularse el número de platos teóricos; pero el número de platos
teóricos depende de las rectas de enriquecimiento y empobrecimiento y para
poder determinar estas rectas de operación debo de establecer una relación de
reflujo como muestra la ecuación 3.34 de la parte superior de la columna.
3.34:
Uno de los valores límites de la relación de reflujo es el reflujo total donde se
supone un ya que
. De la ecuación 3.34 se supone que es muy
grande, al igual que . Esto significa que la pendiente
de la línea de
enriquecimiento se transforma en el 1 y por lo tanto que las líneas de operación o
rectas coinciden con la línea de 45°.
El número de platos se obtiene escalonando de manera normal. Este método
proporciona el número mínimo de platos que pueden utilizarse para hacer cierta
aplicación. En la práctica real esta aplicación se logra recirculando todo el
destilado como reflujo en la parte superior y todo el líquido de los fondos se pasa
por el hervidor. Por lo que los flujos de destilado y de fondos se reducen a 0.
Esta condición puede interpretarse como un requerimiento de tamaño infinito de
condensador, hervidor y diámetro de la torre, para determinada velocidad de
alimentación.
Si la temperatura de volatilidad relativa α de la mezcla es más o menos constante
puede utilizarse la expresión de Fenske para calcular el mínimo de etapas teóricas
cuando se usa condensador total, tal como se puede ver en la ecuación 3.35.
(
)
3.35:
Para variaciones pequeñas de α, se plantea la ecuación 3.36 donde es la
volatilidad relativa del vapor superior y es la volatilidad relativa en los fondos.

53
( )
3.36:
3.8.7 Reflujo mínimo
El reflujo mínimo puede definirse como la relación del reflujo , que requerirá un
número infinito de platos para la separación deseada en y . Esto significa los
valores minimos de flujo de vapor en la torre y tamaños mínimos de hervidor y del
condensador.
Si se disminuye R, la pendiente de las líneas de operación
disminuye y la
intersección de línea y la de empobrecimiento, con la línea q se desplaza más
hacia la línea de 45° acercándose a la línea de equilibrio. El resultado es un
aumento del número de etapas requeridas para los valores fijos de y .
Cuando las líneas de enriquecimiento y de empobrecimiento tocan a la línea de
equilibrio, se produce un punto de equilibrio se produce un punto comprimido
donde el número de escalones requerido se vuelve infinito. La pendiente de la
línea de enriquecimiento se determina de la siguiente manera a través de los
puntos , y .
3.37:
3.8.8 Reflujo óptimo
Para el caso de reflujo total, el número de platos es el mínimo, pero el diámetro de
la torre es infinito, lo que corresponde a un costo infinito de la torre y también de
vapor y de agua de enfriamiento. Además para un reflujo mínimo el número de
platos se vuelve infinito lo que nuevamente proporciona un costo infinito.
La relación de reflujo de operación que debe de aplicarse en realidad se está
situada entre los dos límites. Para seleccionar el valor apropiado de R, se requiere
un balance económico completo de los costos fijos de la torre y de los costos de
operación. La relación óptima de reflujo que debe de intervenir para un costo total
mínimo por año está situada entre el mínimo y el reflujo total. Se ha
demostrado en muchos casos que para para lograr esto, la relación de del reflujo
de operación debe de estar situada entre y . [6]

54
3.9 Base de cálculo para el número de platos.
A continuación se explica paso a paso el procedimiento del cálculo del número de
platos de la torre de destilación para el proceso de separación de oxígeno y
nitrógeno.
3.9.1 Ley de fases.
El proceso de separación del aire tiene las fases vapor-líquido los cuales están
gobernados por la regla de las fases como se muestra en la ecuación 3.38
3.38:
Dónde:
F= Número de variantes o de grados de libertad.
C= Número de componentes totales en las dos fases.
P= Número de fases en equilibrio
Para nuestro caso en particular el valor de C=2, debido a que tenemos dos
componentes principales y ; además P=2 ya que tenemos dos fases en
equilibrio en este caso vapor liquido por lo que sustituyendo en la ecuación.
De esta manera determinamos que el sistema tiene 2 grados de libertad. Las 4
variables que interviene con temperatura, presión, y las composiciones del
en la fase de vapor y del en la fase liquida, de esta manera al especificar
o la composición del (B) queda fija por lo que
3.39:
3.40:
Teniendo en cuentas las ecuaciones anteriores si la presión es fija, solo podemos
establecer una variable más. Al especificar la composición líquida, la temperatura
y la composición del vapor quedan automáticamente especificadas.
3.9.2 Diagrama de equilibrio
Después se genera el diagrama de equilibrio del sistema y a partir de la
gráfica de puntos de ebullición de la figura 3.9.1.

55
0,0 0,2 0,4 0,6 0,8 1,094
96
98
100
102
104
106
108
110
94
96
98
100
102
104
106
108
110
xA
Tem
pera
tura
(K)
Composicion molar (%)
Linea de vapor saturado
Linea del liquido saturado
Presion=6,5 atm
yA
Figura 3.9.1: Diagrama de puntos de ebullición.
El diagrama de equilibrio se obtiene a partir de los datos arrojados de la
Figura3.9.1 para el sistema nitrógeno oxígeno y utilizando el software Origin 8 [7]
se aproximan las curvas de la Figura 3.9.1 a un polinomio de 5° orden utilizando el
método lineal. Por lo que la curva de líquido saturado se aproxima al polinomio de
5° orden.
3.41:
De en este polinomio al sustituir los valores que toma la concentración mol del
líquido ( ) de la figura 3.9.1 desde 0 hasta 1 con un paso de 0.05 genera los
valores de la tabla 3.9.1.
Tabla 3.9.1: Valor de composición en función de la temperatura para el líquido saturado
Concentración de en el líquido saturado
Valor de la temperatura en K
0.0 109.45978
0.05 108.4602
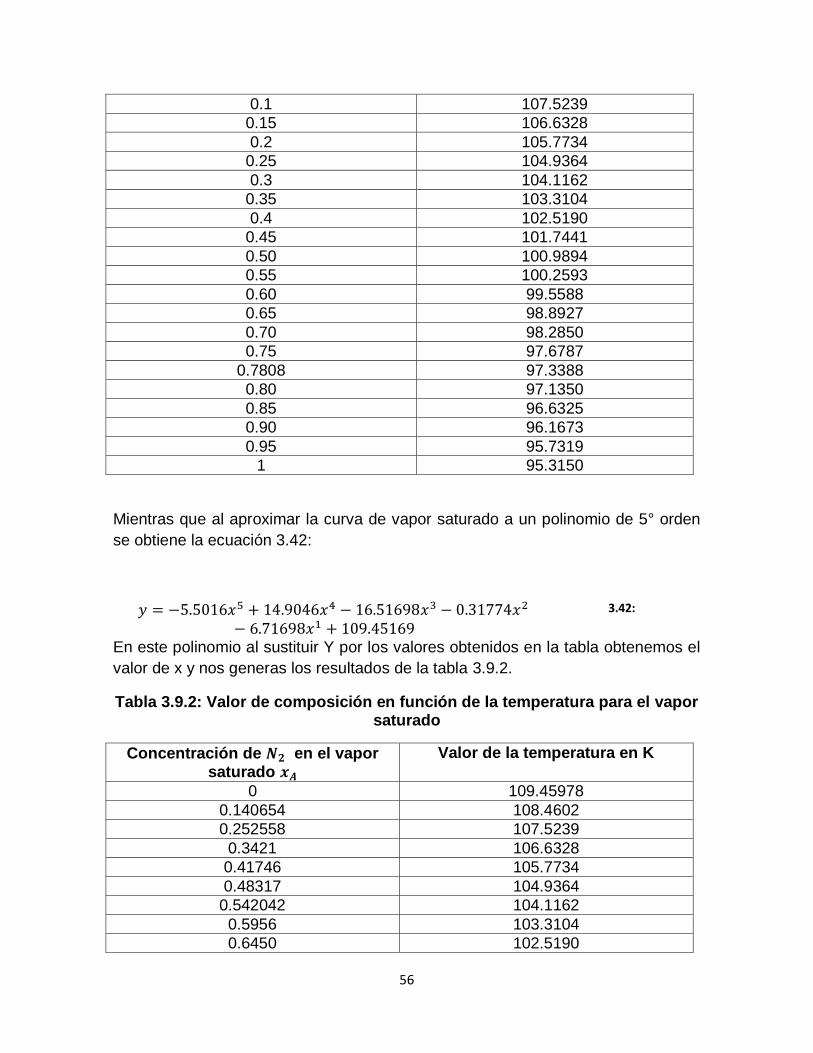
56
0.1 107.5239
0.15 106.6328
0.2 105.7734
0.25 104.9364
0.3 104.1162
0.35 103.3104
0.4 102.5190
0.45 101.7441
0.50 100.9894
0.55 100.2593
0.60 99.5588
0.65 98.8927
0.70 98.2850
0.75 97.6787
0.7808 97.3388
0.80 97.1350
0.85 96.6325
0.90 96.1673
0.95 95.7319
1 95.3150
Mientras que al aproximar la curva de vapor saturado a un polinomio de 5° orden
se obtiene la ecuación 3.42:
3.42:
En este polinomio al sustituir Y por los valores obtenidos en la tabla obtenemos el
valor de x y nos generas los resultados de la tabla 3.9.2.
Tabla 3.9.2: Valor de composición en función de la temperatura para el vapor saturado
Concentración de en el vapor saturado
Valor de la temperatura en K
0 109.45978
0.140654 108.4602
0.252558 107.5239
0.3421 106.6328
0.41746 105.7734
0.48317 104.9364
0.542042 104.1162
0.5956 103.3104
0.6450 102.5190

57
0.6907 101.7441
0.7330 100.9894
0.7721 100.2593
0.8081 99.5588
0.8410 98.8927
0.8741 98.2850
0.8981 97.6787
0.9225 97.1350
0.9446 96.6325
0.9643 96.1673
0.9825 95.7319
0.9995 95.3150
Una vez con los tomado los valores de de la Tabla 3.9.1y de de la Tabla
3.9.2 se obtiene la Tabla 3.9.3.
Tabla 3.9.3: Valores de concentración de N2 en el líquido y en el vapor
Concentración de en el liquido
Concentración de en el vapor
0.0 0
0.05 0.140654
0.1 0.252558
0.15 0.3421
0.2 0.41746
0.25 0.48317
0.3 0.542042
0.35 0.5956
0.4 0.6450
0.45 0.6907
0.50 0.7330
0.55 0.7721
0.60 0.8081
0.65 0.8410
0.70 0.8741
0.75 0.8981
0.80 0.9225
0.85 0.9446
0.90 0.9643
0.95 0.9825
1 0.9995

58
Y de la Tabla 3.9.3 se obtiene la figura 3.9.2 que representa la curva de equilibrio
del sistema nitrógeno oxígeno la línea de 45 grados que se muestra es para
demostrar que es más rico en que .
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Frac
cion
mol
de
nitro
geno
en
el v
apor
yA
Fraccion mol de nitrogeno en el liquido xA
Diagrama de equilibrio
Linea de 45°
Figura 3.9.2: Gráfica generada con los valores de la tabla 3.9.3
El aire tiene una composición que se muestra en la Tabla 3.9.4.
Tabla 3.9.4: Composición del aire atmosférico
Elemento Composición en %
78.08%
20.95%
Ar 0.93%
Gases nobles 0.04%
Debido a que se agrupó una mezcla binaria y el elemento de interés para obtener
es el con una pureza de 95%; entonces se agrupó los otros dentro del por lo
que la composición se establece como se muestra en la Tabla 3.9.5.

59
Tabla 3.9.5: Valores de composición del aire que consideramos
Elemento Composición en %
78.08%
21.92%
3.9.3 Flujos totales de la torre.
Para este caso en particular se considera una producción de de
con
una pureza del 99% la cual representa una producción de de una planta
comercial de nitrógeno pequeña.
Después se estima la cantidad de flujo aire necesario para la producción de
para lo cual se considera la composición del aire de la tabla 3.9.5 y a la
relación del a composición del con el aire, como se muestra en la ecuación3.43.
3.43:
Los
es el flujo necesario de aire para generar una producción de
debido a que la cantidad de aire no es número entero se redondea
hacia una cantidad superior para así garantizar la producción de
debido a
esto se considera una alimentación de
de aire seco.
Ahora es necesario calcular la cantidad exacta de que va a generar la
alimentación
para lo cual también se utiliza la relación de la
composición de la tabla 3.5, obteniendo así la ecuación 3.44.
( )
3.44:
Una vez determinados los flujo F y D se observa que se encuentran en unidades
de gasto volumétrico (
) por lo que se debe realizar la conversión a unidades de
gasto molar (
).

60
Primero se multiplica el gasto volumétrico por la densidad del aire a las
condiciones de presión como se muestra en la ecuación 3.45
3.45:
Dónde:
Gasto volumétrico en
Densidad del aire en
Gasto molar en
Y después se aplica la fórmula para determinar el número de moles como se
muestra en la ecuación 3.46.
3.46:
Para determinar la densidad del aire ( ) en condiciones a una presión de 6.5 atm y
una temperatura de 73 K se utiliza la ecuación 3.47 general de los gases
3.47:
Donde
P es presión en atm
V es volumen en L
n es número de moles
R es la constante general de los gases
T es la temperatura en K
Si se sustituye la Ecuación 3.46 en la Ecuación 3.47 se tiene la ecuación 3.48

61
3.48
De la Ecuación 3.48 despejamos
se obtiene la ecuación 3.49.
3.49
Para obtener el PM del aire se tienen 2 elementos principales el N con número
atómico 14 y el O con número atómico 16 estos se multiplican por su composición
dentro del aire y se suman como se muestra en la ecuación 3.50, aunque hay que
tener en cuenta que se presentan en forma biatómica.
( )( ) ( )( )
3.50:
Se sustituyen los valores en la Ecuación 3.50 y se obtiene la ecuación 3.51
3.51
Para hacer la conversión de
a
3.52
Después se multiplica la del gasto volumétrico ( ) F por la densidad ( ).

62
(
) (
)
3.53:
Se divide el entre el PM para obtener el flujo en moles
3.54
De la misma forma hacemos la conversión de las unidades de
a
para D;
pero utilizando su el peso molecular del destilado, su temperatura y su densidad.
Se calcula el PM del destilado recordando que el destilado se tienen 2 elementos
principales el N con número atómico 14 y el O con número atómico 16 estos se
multiplican por su composición dentro del destilado y se suman aunque haya que
tener en cuenta que se presentan en forma biatómica
( )( ) ( )( )
3.55
3.56
Para hacer la conversión de
a
3.57
Después se multiplica el gasto volumétrico ( ) F por la densidad ( ).
63
(
) (
)
3.58
Se divide el entre el PM para obtener el flujo en moles
3.60
Los
de representan el destilado D, una vez definidos F y D se
puede determinar el flujo de los fondos despejando W a partir de la ecuación 3.16
del balance de materia total de la torre y sustituir los valores de F y D.
3.61:
3.9.4 Composiciones
La composición representa la composición del destilado del elemento
más volátil en esta caso del en el flujo D, la composición representan la
composición del en el líquido de fondos W y representa la
composición de en la entrada.
Para poder obtener la composición se puede obtener de la ecuación 3.17
despejándola.
3.62
( ) ( )
3.63:
El fluido de la alimentación del aire líquido F tiene una composición de 0.7808 de
y una composición de 0.2192 de , el destilado D tiene una composición de
0.99 de ya que es la pureza que se requiere y una composición de 0.01 de y
el fluido W tiene una composición del 0.2657 de esta composición la se

64
determina a partir del que no fue utilizado en destilado y una composición del
0.7343 de .
Ahora se trazan una rectas verticales en el diagrama de equilibrio en las
concentraciones , y .
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,00,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
XFXw
Frac
cion
mol
de
nitro
geno
en
el v
apor
yA
Fraccion mol de nitrogeno en el liquido xA
Diagrama de equilibrio
XD
Figura 3.9.3: Diagrama de equilibrio del sistema N2 y O2y líneas rectas que salen de las composiciones xW ,xF y xD
3.9.5 Condiciones de alimentación
Las condiciones de alimentación del aire a la torre al ser en estado líquido
consideramos una q>1 el valor de q está definido por la ecuación 3.27
.
Donde es la entalpía de la alimentación al punto de rocío, es la entalpia de
la alimentación al punto de ebullición y es la entalpia de la alimentación en
condiciones de entrada.

65
Pero debido a que en este momento no es posible para nosotros determinar los
valores de , y . Ya que estos valores únicamente se pueden obtener de
manera experimental determinamos un valor de alimentación q=1.
En la figura 3.9.4 se presenta la recta q
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,00,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
XFXw
Frac
cion
mol
de
nitro
geno
en
el v
apor
yA
Fraccion mol de nitrogeno en el liquido xA
Diagrama de equilibrio
XD
Linea de q
Figura 3.9.4: Línea q trazada sobre el diagrama de equilibrio del sistema
3.9.6 Reflujo total
Antes de comenzar a trazar las líneas de enriquecimiento y de empobrecimiento
existe una relación que se debe analizar ya que afecta de manera crucial el
proceso y es la relación de reflujo R que es constante y se define como
.
Existen dos límites para el reflujo una es el reflujo total y el reflujo mínimo.
Para el reflujo total o se considera que es muy grande por lo que la
pendiente de la curva de enriquecimiento
es igual 1 y por lo tanto las líneas de
enriquecimiento y de empobrecimiento coinciden con la coinciden con la curva de
45°.

66
Desde el punto comienzas escalonar hasta llegar o pasar por el punto como
se muestra en la figura 3.9.5 y estos escalones corresponde al número de mínimo
de platos teóricos necesarios para realizar la separación.
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,00,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
XFXW
Frac
cion
mol
de
nitro
geno
en
el v
apor
yA
Fraccion mol de nitrogeno en el liquido xA
Diagrama de equilibrio
XD
Figura 3.9.5: Platos teóricos considerando un reflujo total.
Para el sistema anterior son necesario 4 platos teóricos pero hay que recordar que
el hervidor cuenta como un plato teórico por lo que solo son necesarios 3 platos
teóricos y un hervidor.
También si el sistema cuenta con una volatilidad relativa que tiene pocas
variaciones puede emplearse la ecuación 3.64.
(
)
3.64:
Para desarrollar la ecuación 3.64 necesitó la calcular la esta se obtiene con
la ecuación 3.65 por lo que se necesita calcular la que es la volatilidad relativa

67
del vapor superior, obteniendo los valores de y del diagrama
de equilibrio y sustituyendo en la ecuación 3.8 se obtiene la ecuación 3.65
( ) 3.65
( )( )
3.66:
Y se realizó lo mismo para qué es la volatilidad relativa del líquido de fondos,
obteniendo los valores de y del diagrama de equilibrio y
sustituyendo en la Ecuación 3.8.
( )( )
3.67:
Ahora con la Ecuación 3.65 se sustituyen los valores de .
( ) 3.68
Ya con el valor de , y se van a sustituir valores en la ecuación 3.63 y
se obtienen el número de platos mínimos.
(
)
( )
3.69
Este resultado quiere decir que el número de platos mínimos es de
3.9.7 Reflujo mínimo
El reflujo mínimo puede definirse como la relación de reflujo que requerirá un
número infinito de platos.

68
Si el valor de reflujo R disminuye la pendiente de la línea de operación de
enriquecimiento
disminuye y la intersección de esta línea y la de
empobreciendo con la línea “q” se desplaza más hacia la línea de
45°.acercandose a la línea de equilibrio
Esto tiene como resultado un aumento en el número de etapas requeridas para
valores fijos y por lo tanto cuando las líneas de operación tocan a la línea
de equilibrio se produce un punto comprimido.
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,00,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
XFXW
Frac
cion
mol
de
nitro
geno
en
yA
Fraccion mol de nitrogeno en xA
XD
Punto comprimido
Figura 3.9.6: Punto comprimido que se genera en el reflujo mínimo
Se determinó la pendiente de la línea de operación de enriquecimiento en base a
la Ecuación 3.37 y la figura 3.9.6 tomando en cuenta que la línea pasa por lo
puntos , y ( ).
3.70
Después se despeja de la ecuación 3.70.

69
3.71
3.9.8 Reflujo óptimo
Retomando la recomendación de que el reflujo optimo está situada en y
.
3.72
Ecuación de la línea de operación de enriquecimiento
Se sustituyen los valores en la ecuación 3.23 que representa la ecuación de línea
de operación
3.73
En la tabla 3.9.6 se pueden observar los puntos de la línea de operación de
enriquecimiento sobre el diagrama de equilibrio partiendo de hasta cruzar la
línea q.
Tabla 3.9.6: Valores en los que se grafica la línea de enriquecimiento
Composición Xn Composición en y
0.99
0.9898
0.98
0.9854
0.96 .9767
0.94 0.9679
0.92 0.9592
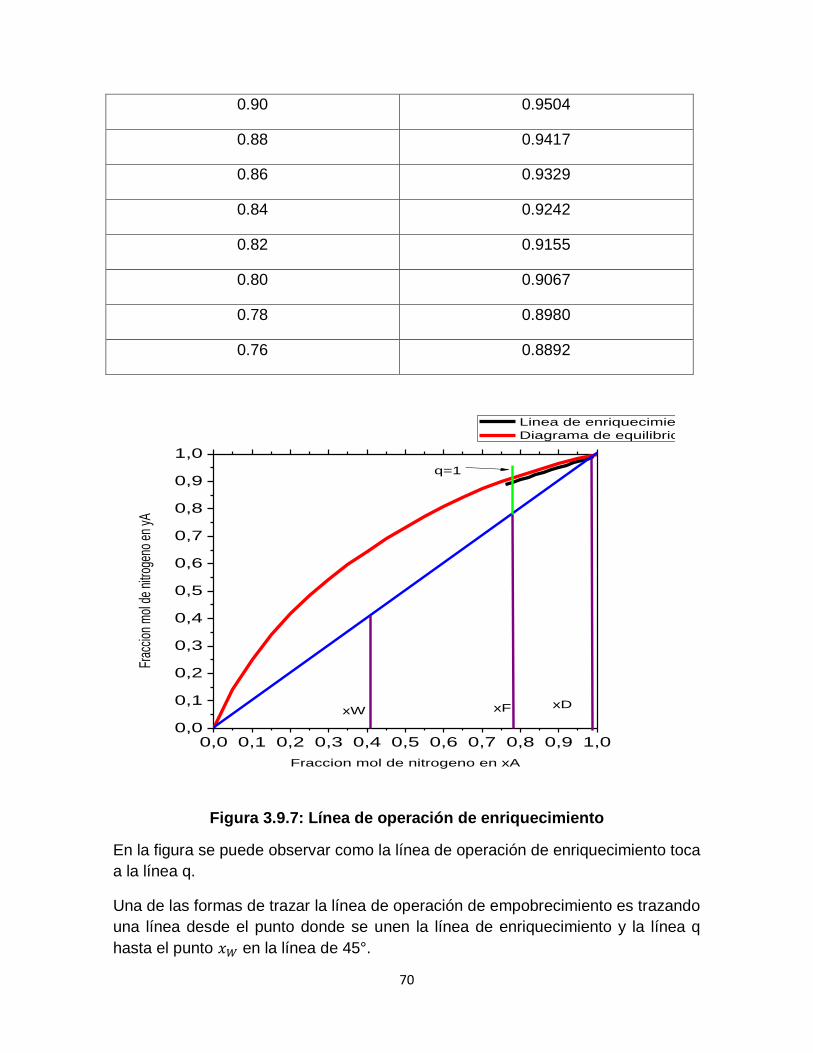
70
0.90 0.9504
0.88 0.9417
0.86 0.9329
0.84 0.9242
0.82 0.9155
0.80 0.9067
0.78 0.8980
0.76 0.8892
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,00,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Frac
cion
mol
de
nitro
geno
en
yA
Fraccion mol de nitrogeno en xA
Linea de enriquecimiento
Diagrama de equilibrio
xW xF xD
q=1
Figura 3.9.7: Línea de operación de enriquecimiento
En la figura se puede observar como la línea de operación de enriquecimiento toca
a la línea q.
Una de las formas de trazar la línea de operación de empobrecimiento es trazando
una línea desde el punto donde se unen la línea de enriquecimiento y la línea q
hasta el punto en la línea de 45°.
71
Si se quiere determinar la ecuación de la línea de operación de empobrecimiento
hay que recordar que el flujo L queda establecido por la relación de reflujo R de la
Ecuación 3.23.
3.74
3.75
Y de la ecuación 3.18 del balance de materia la sección de enriquecimiento se
puede determinar el valor de .
3.76
3.77
Teniendo en cuenta la ecuación 3.62 se considera que se tiene una alimentación
q=1 y un derrame equimolal y .
( ) 3.78
Retomando el balance de materiales de la sección de empobrecimiento de la torre
considerando la ecuación 3.25 se puede obtener el valor de .
3.79
72
3.80
Y utilizando la ecuación 3.26 de la línea de operación de la sección de
empobrecimiento
3.81
3.82
Esta es la ecuación que representa la línea de operación de la sección de
empobrecimiento
Los valores de que se ven representados en la gráfica son desde el punto
hasta como se puede ver en la tabla 3.7.
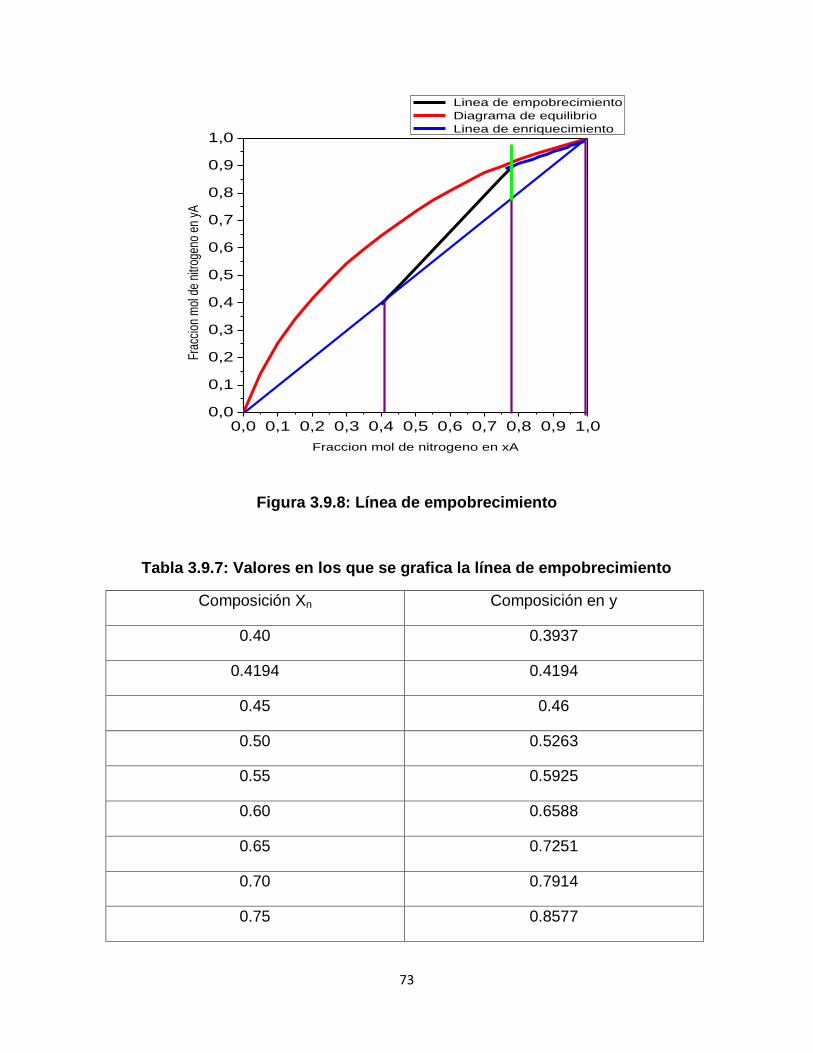
73
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,00,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Frac
cion
mol
de
nitro
geno
en
yA
Fraccion mol de nitrogeno en xA
Linea de empobrecimiento
Diagrama de equilibrio
Linea de enriquecimiento
Figura 3.9.8: Línea de empobrecimiento
Tabla 3.9.7: Valores en los que se grafica la línea de empobrecimiento
Composición Xn Composición en y
0.40 0.3937
0.4194 0.4194
0.45 0.46
0.50 0.5263
0.55 0.5925
0.60 0.6588
0.65 0.7251
0.70 0.7914
0.75 0.8577

74
0.7808 0.8985
Una vez que se graficaron las líneas de operación en el diagrama de equilibrio se
procede a representar los platos teóricos trazando escalones desde el donde se
intersecta la línea recta que sale de con la línea de 45° y desde ahí hasta pasar
o intersectar el punto como se muestra en la figura 3.9.7.
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,00,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
Fra
ccio
n m
ol d
e n
itro
ge
no
en
yA
Fraccion mol de nitrogeno en xA
Linea de empobrecimiento
Diagrama de equilibrio
Linea de enriquecimiento
Figura 3.9.9: Número Total de Platos
La figura 3.9.8 revela que para el sistema se tienen un total de 11 platos teóricos
de los pero realmente hay que tener en cuenta que el hervidor cuenta como un
plato más por lo tanto únicamente se tienen 10 platos teóricos más 1 hervidor.
Además la alimentación se da en el 3 plato que es donde se da en cambio de las
líneas de empobrecimiento a enriquecimiento.
3.9.9 Velocidad de inundación de gas referida al área neta
Para determinar la velocidad máxima para alimentación se utiliza la ecuación 3.45.

75
√
3.83
Donde
= Velocidad de inundación en
= Densidad del líquido en
= Densidad del vapor en
= Constante de Souders y Brown.
Se sustituye en la ecuación 84 utilizando las densidades de las ecuaciones 56 y
57, y considerando una K=0.107
según lo recomienda la GPSA en el
Engineering Data Book para presiones cercanas a las 7 bar
√
3.84
Ahora con el se puede calcular el área del plato de la torre, se debe dividir el
flujo de entrada en
sobre la velocidad como muestra la ecuación 3.84,
3.85
Pero antes de sustituir en la ecuación 3.47 hay que hacer la conversión de las
unidades del flujo volumétrico que se encuentran en
a

76
Y para calcular el diámetro se utiliza la ecuación 3.86.
√
3.86
Donde
d= Diámetro
A=Área
Sustituyendo en la ecuación 3.86
√
Para determinar el espaciado de entre los platos y así determinar la altura de
nuestra torre se utilizan los parámetros y X estos dos parámetros se calculan
y se compara con la figura 3.20 donde se determinan el espaciado entre los platos
√
(
)
3.87
Donde
=velocidad de inundación en
= Densidad del líquido en
= Densidad del vapor en
Tensión superficial del líquido
√
3.88

77
=Flujo másico del líquido.
=Flujo másico del vapor.
= Densidad del líquido en
= Densidad del vapor en
Figura 3.9.10: Espacio entre los Platos [7]
Se sustituyen los valores de la ecuación 3.87 al no poder encontrar el valor de la
tensión superficial del aire líquido se utiliza la del oxígeno líquido debido a que el
aire tiene una gran contenido de oxígeno y el valor de su tensión superficial es
muy cercano al del aire.
√
(
)
Y también se sustituyen valores en la ecuación 3.50
√
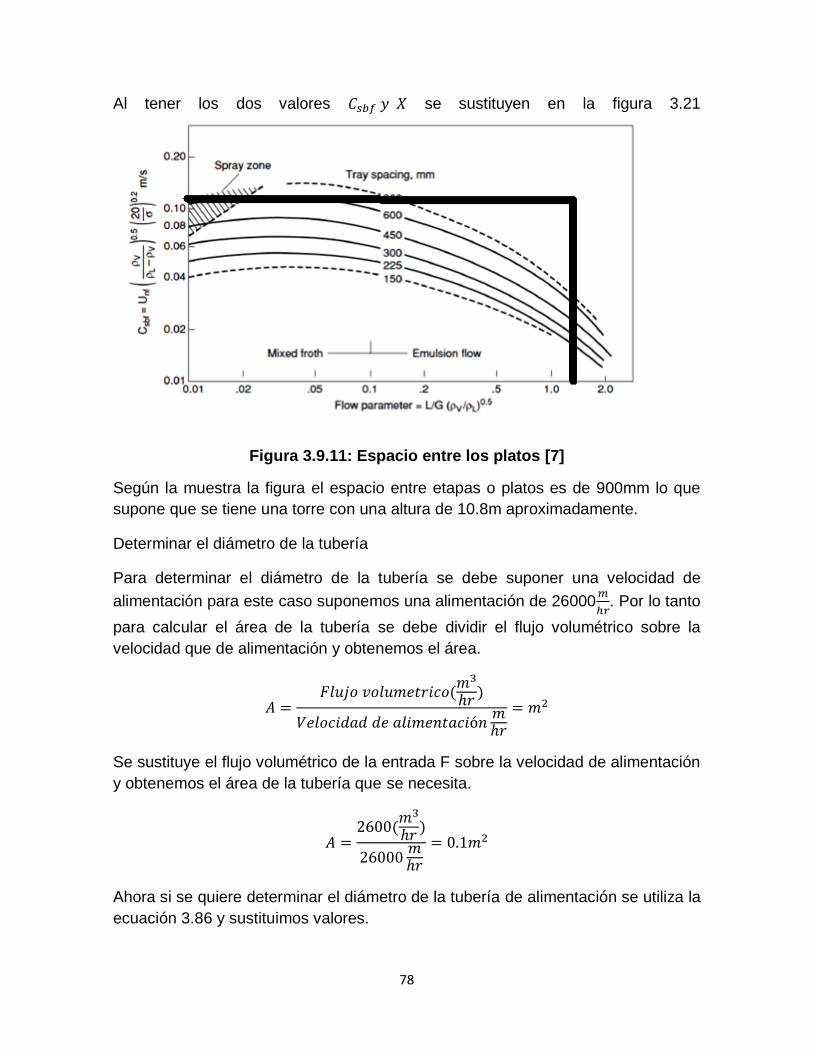
78
Al tener los dos valores se sustituyen en la figura 3.21
Figura 3.9.11: Espacio entre los platos [7]
Según la muestra la figura el espacio entre etapas o platos es de 900mm lo que
supone que se tiene una torre con una altura de 10.8m aproximadamente.
Determinar el diámetro de la tubería
Para determinar el diámetro de la tubería se debe suponer una velocidad de
alimentación para este caso suponemos una alimentación de 26000
. Por lo tanto
para calcular el área de la tubería se debe dividir el flujo volumétrico sobre la
velocidad que de alimentación y obtenemos el área.
(
)
Se sustituye el flujo volumétrico de la entrada F sobre la velocidad de alimentación
y obtenemos el área de la tubería que se necesita.
(
)
Ahora si se quiere determinar el diámetro de la tubería de alimentación se utiliza la
ecuación 3.86 y sustituimos valores.

79
√
Se aplican las ultimas 2 ecuaciones utilizando la velocidad de
y se
calculan los flujos D y W.
Para el flujo D.
(
)
√
Para el flujo W.
(
)
√
3.10 Descripción del Modelo Matemático
Dentro del modelo matemático se describen, tanto el balance de materia y el
balance de energía como sus simplificaciones matemáticamente justificadas.
3.10.1 Modelos rigurosos
El término modelo “riguroso” de torre de destilación se refiere a un modelo por etapas que incluye un balance de masa y energía en cada etapa (plato), un modelo de la dinámica del flujo y uno de la dinámica de presión. El modelo también puede incluir el modelado del rehervidor y el condensador. Sin embargo, aún en estos modelos “rigurosos” son incluidos un número de simplificaciones, las

80
cuales consisten típicamente en un mezclado perfecto en ambas fases en todos los platos y equilibrio térmico y termodinámico entre las fases [8]. Consideremos una etapa i que no es una etapa de alimentación, y que no tiene ningún flujo de producto o alimentación/salida de calor (figura 3.10.1). En cada etapa se plantean ecuaciones diferenciales para el balance material de componentes (dinámica de composición) para los componentes j=1, nc-1, (ecuación 3.89), balance total de materia (dinámica de flujo) (ecuación 3.90) y balance de energía (ecuación 3.91).
Figura 3.10.1: Etapas en la torre de destilación [8]
3.89
( )
3.90
3.91
Dónde: U=MLiuLi+MViuLi.
Aquí i se refiere al número de platos, j al índice de componentes y nc-1 es el número de componentes. Hay únicamente nc-1 componentes independientes desde ΣjNij=Mi. Además, existen relaciones algebraicas para los platos hidráulicos

81
y el descenso de presión y ecuaciones algebraicas termodinámicas para el equilibrio vapor-líquido asumido entre las fases de cada plato
( ) ( ) Ecuación 3.92
Estas ecuaciones tienes N(nc+1) variables de estado independientes donde N es el número de etapas. Como variables de estado se seleccionan los retrasos del componente nc, Nij y la energía interna Ui. Solución (integración):
1) Los valores de las etapas son conocidos en cada tiempo escalón. 2) Con Nij, Ui y el volumen total del plato conocidos, se realiza un flasheo UV
por cada plato. Esto cede la separación de fases (MLi, MVi), composiciones de fase (xi, yi), temperatura (Ti), presión (pi) y energías especificas (hLi, hVi).
3) Li y Vi son calculadas desde las expresiones algebraicas de platos hidráulicos y baja de presión (ecuación 91).
4) Todas las variables del lado derecho de las ecuaciones 89, 90 y 91son ahora conocidas y sus derivadas del espacio de estados son calculadas, después se procede a la integración.
3.10.2 Simplificaciones del modelo
3.10.2.1 Simplificación a las dinámicas de vapor
Caso 1. Omitir el retraso del vapor Usualmente el retraso en el vapor es omitido, esto es MiV=0. Esta suposición es válida únicamente el retraso del componente en fase vapor puede ser omitido comparándolo con el del componente en fase líquida. Puesto que la suposición puede ser poco efectiva para componentes volátiles, para torres con alta presión y destilación criogénica, se recomienda incluir el retraso de vapor si este es mayor al 20% del retraso total del líquido. Usualmente el volumen de vapor es alrededor de 10 veces mayor al del líquido, y el retraso de vapor puede ser omitido en torres que operan con presiones menores a los 10 bar. Omitir el retraso de vapor implica que un cambio en el flujo de vapor en el fondo de la torre cambiará inmediatamente el flujo de vapor en la cima. La solución es similar a la mostrada anteriormente, excepto que el flasheo UV es reemplazado por un punto de burbuja con xij y hi conocidas. Caso 2. Presión modificada y omitir el retraso de vapor La suposición de la presión constante está frecuentemente justificada puesto que la presión es severamente controlada. En vista que la presión es conocida se disminuye un estado en cada plato (el número total de estados independientes es Nxnc), pero el número de ecuaciones diferenciales permanece igual. La solución de estas ecuaciones se procede de la siguiente manera:
1) Se conocen en cada etapa: las nc variables de estado Nij (equivalente a xij y MLi) y la presión pi.
82
2) Hacer un flasheo de punto de burbuja con xi y pi conocidas para el cálculo de yi, Ti y las energías específicas hLi=uLi.
3) Calcular Li de la expresión algebraica de platos hidráulicos como se muestra en la ecuación 3.92.
4) Usar el balance de energía (ecuación 3.91) para calcular Vi. Puesto que hLi y su derivada, son conocidas, este cálculo se puede hacer transformando la ecuación 3.92 en una expresión algebraica. Esto da como resultado un problema de dimensión de matrices que se soluciona estimando dhLi/dt numéricamente utilizando los escalones de tiempo anteriores, o, para casos con ecuaciones termodinámicas simples, evaluar analíticamente dhLi/dt.
5) Si se quiere considerar un caso con presión en la cima modificada y la baja de presión variable, es posible, puesto que Vi se conoce, se calcula pi.
3.10.2.2 Simplificaciones en el balance de energía
En lo siguiente se omite el retraso del vapor (MVi=0), y hacer uso de la
aproximación hLi uLi, que retrasa los líquidos. El lado izquierdo del balance de energía se convierte entonces en:
( )
3.93
Caso 1. Omitir cambios en el retraso de energía Esto corresponde a omitir la ecuación 3.93, que es muy comúnmente usado porque se obtiene directamente un balance algebraico de energía. Sin embargo esta suposición es incorrecta y no debe usarse, excepto en casos cuando hLi o dMi/dt son exactamente igual a cero. Como se ve en la ecuación 3.93 con una dMi/dt diferente de cero se obtienen (arbitrariamente) errores muy grandes en el balance de energía, si el estado de referencia para la energía es escogido de tal manera que hLi sea grande. Así pues se debe utilizar la expresión de dMi/dt del balance de materia (ecuación 90) para reescribir el balance de energía (ecuación 3.91) de la siguiente forma:
( ) ( ) ( )
3.94
Caso 2. Omitir cambios en la entalpía del líquido Como se puede ver en la ecuación 3.94, se obtiene un balance algebraico de
energía si suponemos que MidhLi/dt 0. Sin embargo la validez depende del estado de referencia para la energía supuesto, que en este caso se usará lo siguiente: Estado de referencia: componentes puros y líquidos saturados en una presión de referencia dada (generalmente la presión de la torre). Nótese que esto significa que los componentes individuales tienen diferentes
temperaturas de referencia. En este caso la suposición de dhLi/dt 0 es usualmente buena, excepto para casos con capacidades caloríficas molares muy diferentes. Caso 3. Flujos de vapor iguales (flujos molares constantes)

83
Con el estado de referencia de la energía y la presión de la torre constante, el balance de energía se simplifica, suponiendo que hLi=hL=0 en todas las etapas, el balance de energía se vuelve entonces:
( ) ( ) 3.95
Los flujos molares constantes, también conocidos como derrame equimolal, se obtiene si se asume también que los componentes puros de la torre tienen el mismo calor de vaporización hvap entonces hVi=hvap y los balances de materia y energía se vuelven:
3.96
Esto significa que, el flujo de vapor arriba de la torre es igual en todas las etapas (excepto en etapas donde se tenga alimentación o producto de vapor). En estado estacionario Li=Li+1, pero dinámicamente no son iguales, puesto que el retraso del líquido MLi varía.
3.10.2.3 Simplificaciones en la dinámica del flujo del líquido
Caso 1. Omitir la dinámica del líquido Esto significa asumir como constantes los retrasos de líquido y dMi/dt=0 en el balance de materia (ecuación 3.90). Esta suposición es justificada por el hecho de que las dinámicas de composición son mucho más lentas que las dinámicas de flujo y casi no son afectadas por ellas, además de que pueden ser usadas para obtener una buena estimación de la respuesta dominante. Caso2. Dinámicas de flujo linealizadas Se obtiene en términos de derivación de variables:
3.97
Donde λ representa el efecto inicial en el flujo de vapor o de líquido y τL es la constante hidráulica de tiempo. Si asumimos flujos molares constantes entonces la ecuación 3.96 es válida y las dinámicas de flujo del líquido actúan completamente separadas de las dinámicas de composición. Una combinación de las ecuaciones 3.96 y 3.97, suponiendo los mismos valores para λ y τL en todos los platos (Nt), produce las funciones de transferencia:
( ) ( ( )) 3.98
Dónde:
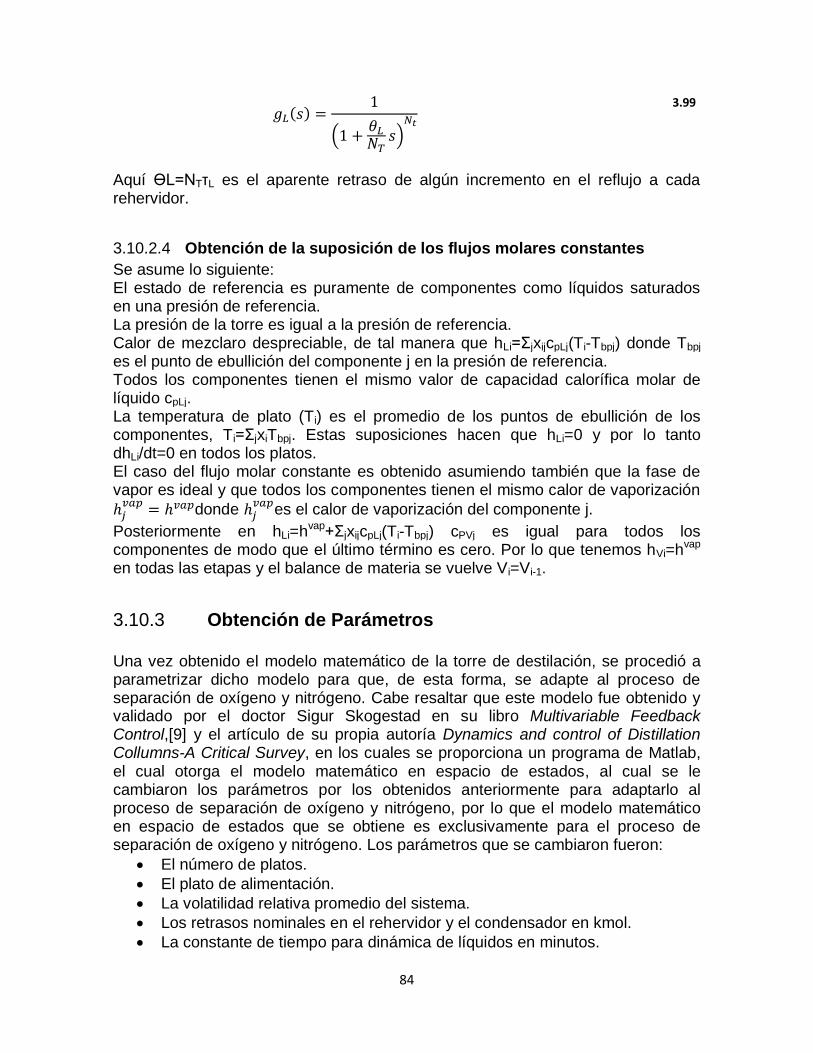
84
( )
(
)
3.99
Aquí ϴL=NTτL es el aparente retraso de algún incremento en el reflujo a cada rehervidor.
3.10.2.4 Obtención de la suposición de los flujos molares constantes
Se asume lo siguiente: El estado de referencia es puramente de componentes como líquidos saturados en una presión de referencia. La presión de la torre es igual a la presión de referencia. Calor de mezclaro despreciable, de tal manera que hLi=ΣjxijcpLj(Ti-Tbpj) donde Tbpj es el punto de ebullición del componente j en la presión de referencia. Todos los componentes tienen el mismo valor de capacidad calorífica molar de líquido cpLj. La temperatura de plato (Ti) es el promedio de los puntos de ebullición de los componentes, Ti=ΣjxiTbpj. Estas suposiciones hacen que hLi=0 y por lo tanto dhLi/dt=0 en todos los platos. El caso del flujo molar constante es obtenido asumiendo también que la fase de vapor es ideal y que todos los componentes tienen el mismo calor de vaporización
donde
es el calor de vaporización del componente j.
Posteriormente en hLi=hvap+ΣjxijcpLj(Ti-Tbpj) cPVj es igual para todos los componentes de modo que el último término es cero. Por lo que tenemos hVi=hvap en todas las etapas y el balance de materia se vuelve Vi=Vi-1.
3.10.3 Obtención de Parámetros
Una vez obtenido el modelo matemático de la torre de destilación, se procedió a parametrizar dicho modelo para que, de esta forma, se adapte al proceso de separación de oxígeno y nitrógeno. Cabe resaltar que este modelo fue obtenido y validado por el doctor Sigur Skogestad en su libro Multivariable Feedback Control,[9] y el artículo de su propia autoría Dynamics and control of Distillation Collumns-A Critical Survey, en los cuales se proporciona un programa de Matlab, el cual otorga el modelo matemático en espacio de estados, al cual se le cambiaron los parámetros por los obtenidos anteriormente para adaptarlo al proceso de separación de oxígeno y nitrógeno, por lo que el modelo matemático en espacio de estados que se obtiene es exclusivamente para el proceso de separación de oxígeno y nitrógeno. Los parámetros que se cambiaron fueron:
El número de platos.
El plato de alimentación.
La volatilidad relativa promedio del sistema.
Los retrasos nominales en el rehervidor y el condensador en kmol.
La constante de tiempo para dinámica de líquidos en minutos.

85
El flujo de alimentación en kmol/min.
El flujo nominal del reflujo. El número de platos, como se calculó anteriormente, es 12 y puesto que la alimentación de la torre es por la parte de en medio, el plato de alimentación es el plato número 6. La volatilidad relativa, especificada anteriormente, es 2.7526, mientras que los
retrasos en el rehervidor y el condensador, tienen un valor de 0, esto debido a que
se consideró un sistema ideal en estas partes de la torre.
La constante de tiempo especificada anteriormente era de 0.063 minutos, pero
este valor era para una torre de destilación de 40 platos. Puesto que este modelo
fue adaptado al proceso de separación de oxígeno y nitrógeno, el número de
platos fue cambiado, por lo que se debió encontrar una nueva constante de tiempo
con la cual el sistema responda adecuadamente. Esto se realizó mediante la
siguiente relación lineal [5]:
3.100
Despejando a x se obtiene:
El flujo de alimentación, especificado anteriormente, es de 47.0541 kmol/min,
mientras que el flujo nominal del reflujo, dentro del modelo de torre de destilación
de 40 platos, era de 2.70629, puesto que se tuvo que hacer una relación para
obtener el nuevo flujo de alimentación adaptado al proceso de separación de
oxígeno y nitrógeno. Para esta acción se realizó la siguiente analogía:
La entrada del sistema son 47.0541kmol/min de las cuales el 78% de esta entrada
corresponden al nitrógeno, de porcentaje únicamente el 1% del nitrógeno se
recircula a la torre, mientras que el resto sale de la torre, este corresponde a
3.2422.
Una vez obtenidos todos estos datos se introducen al código, el cual queda de la siguiente forma: % Number of stages (including reboiler and total condenser: NT=12; % Location of feed stage (stages are counted from the bottom):

86
NF=6; % Relative volatility alpha=2.7526; % Nominal liquid holdups M0(1)=0; % Nominal reboiler holdup (kmol) i=2:NT-1; M0(i)=0.5*ones(1,NT-2);% Nominal stage (tray) holdups
(kmol) M0(NT)=0; % Nominal condenser holdup (kmol) % Data for linearized liquid flow dynamics (does not apply to reboiler
and condenser): taul=0.0092195; % time constant for liquid dynamics (min) F0=47.0541; % Nominal feed rate (kmol/min) qF0 = 1; % Nominal fraction of liquid in feed L0=3.2422; % Nominal reflux flow (from steady-state data) L0b=L0 + qF0*F0; % Nominal liquid flow below feed (kmol/min) lambda=0; % Effect of vapor flow on liquid flow ("K2-effect") V0=3.20629;V0t=V0+(1-qF0)*F0;% Nominal vapor flows - only needed if
lambda is nonzero
De esta forma se adecúa el modelo matemático al proceso de separación de
oxígeno y nitrógeno, por su parte al correr el programa el sistema entrega el
modelo en espacio de estados del sistema con las siguientes matrices:
Matriz A1
-18.111 7.4126 0 0 0 0 0 0
121.4174 -168.659 52.5988 0 0 0 0 0
0 116.0602 -157.7987 52.5988 0 0 0 0
0 0 105.1999 -139.4299 52.5988 0 0 0
0 0 0 86.8311 -116.4396 52.5988 0 0
0 0 0 0 63.8408 -96.802 38.407 0
0 0 0 0 0 6.2916 -9.9105 5.4666
0 0 0 0 0 0 4.444 -8.8016
0 0 0 0 0 0 0 3.335
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
1 Debido a las dimensiones de la matriz (24x24) se tuvo que dividir en tres partes para su completa visualización.
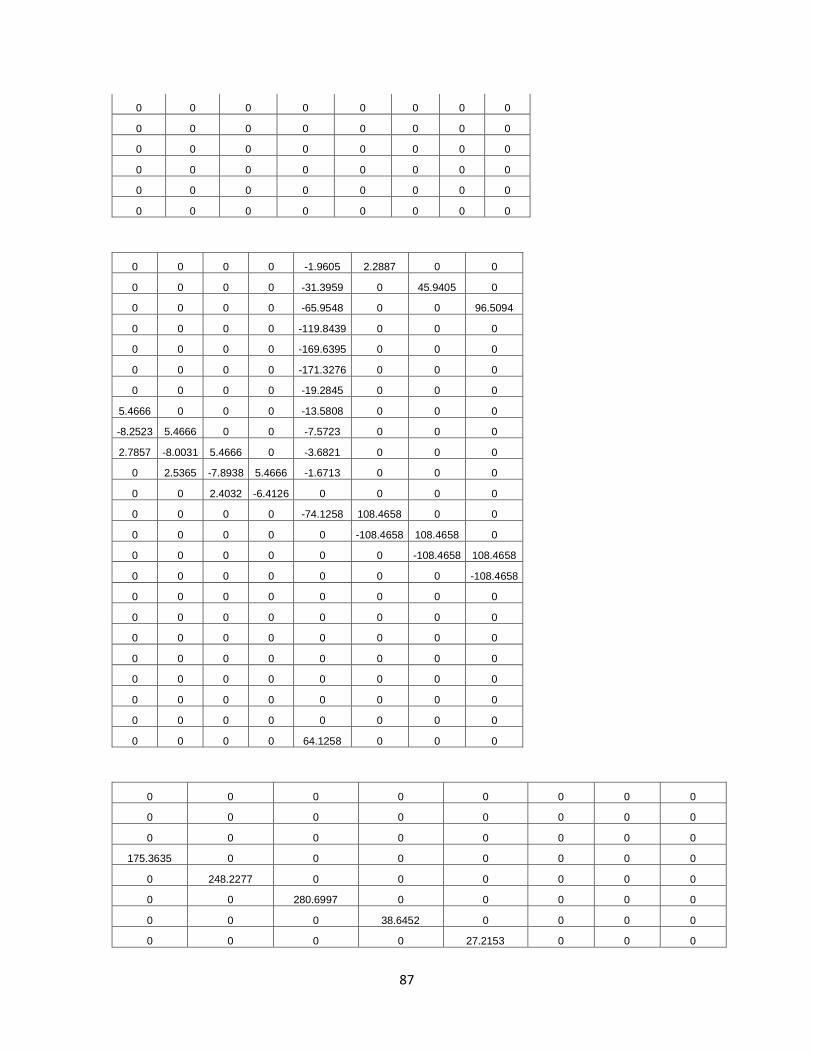
87
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 -1.9605 2.2887 0 0
0 0 0 0 -31.3959 0 45.9405 0
0 0 0 0 -65.9548 0 0 96.5094
0 0 0 0 -119.8439 0 0 0
0 0 0 0 -169.6395 0 0 0
0 0 0 0 -171.3276 0 0 0
0 0 0 0 -19.2845 0 0 0
5.4666 0 0 0 -13.5808 0 0 0
-8.2523 5.4666 0 0 -7.5723 0 0 0
2.7857 -8.0031 5.4666 0 -3.6821 0 0 0
0 2.5365 -7.8938 5.4666 -1.6713 0 0 0
0 0 2.4032 -6.4126 0 0 0 0
0 0 0 0 -74.1258 108.4658 0 0
0 0 0 0 0 -108.4658 108.4658 0
0 0 0 0 0 0 -108.4658 108.4658
0 0 0 0 0 0 0 -108.4658
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 64.1258 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
175.3635 0 0 0 0 0 0 0
0 248.2277 0 0 0 0 0 0
0 0 280.6997 0 0 0 0 0
0 0 0 38.6452 0 0 0 0
0 0 0 0 27.2153 0 0 0
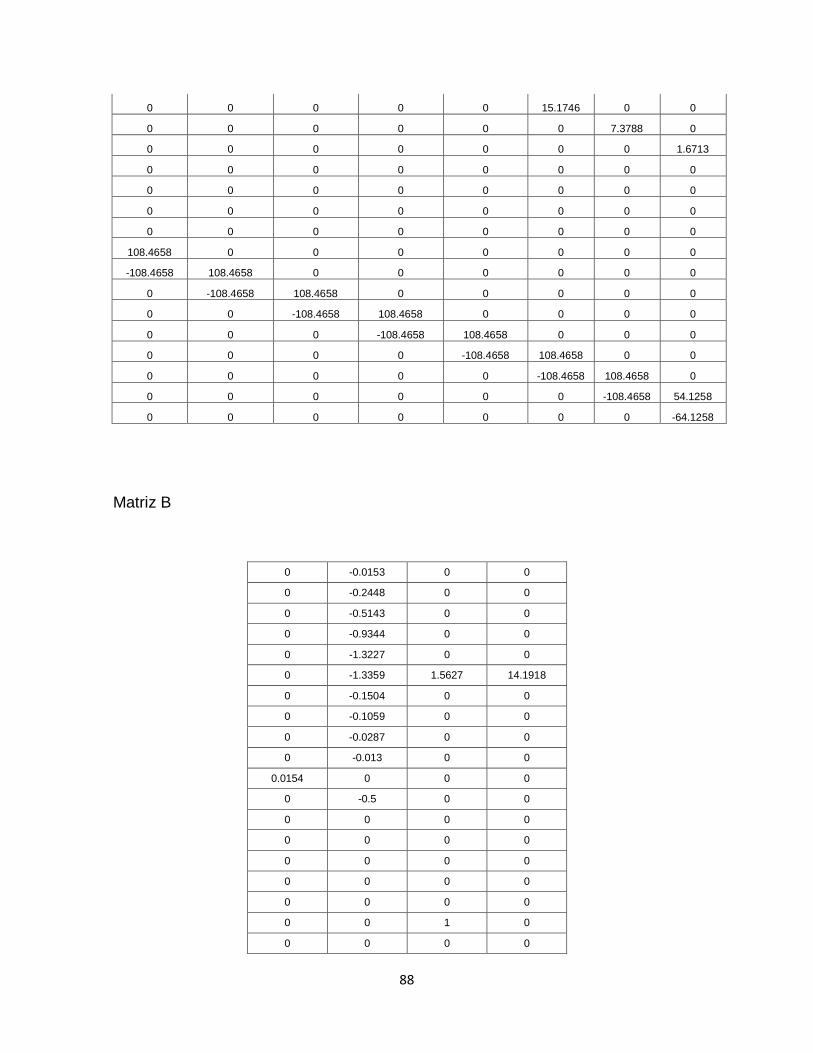
88
0 0 0 0 0 15.1746 0 0
0 0 0 0 0 0 7.3788 0
0 0 0 0 0 0 0 1.6713
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0
108.4658 0 0 0 0 0 0 0
-108.4658 108.4658 0 0 0 0 0 0
0 -108.4658 108.4658 0 0 0 0 0
0 0 -108.4658 108.4658 0 0 0 0
0 0 0 -108.4658 108.4658 0 0 0
0 0 0 0 -108.4658 108.4658 0 0
0 0 0 0 0 -108.4658 108.4658 0
0 0 0 0 0 0 -108.4658 54.1258
0 0 0 0 0 0 0 -64.1258
Matriz B
0 -0.0153 0 0
0 -0.2448 0 0
0 -0.5143 0 0
0 -0.9344 0 0
0 -1.3227 0 0
0 -1.3359 1.5627 14.1918
0 -0.1504 0 0
0 -0.1059 0 0
0 -0.0287 0 0
0 -0.013 0 0
0.0154 0 0 0
0 -0.5 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 0 0
0 0 1 0
0 0 0 0
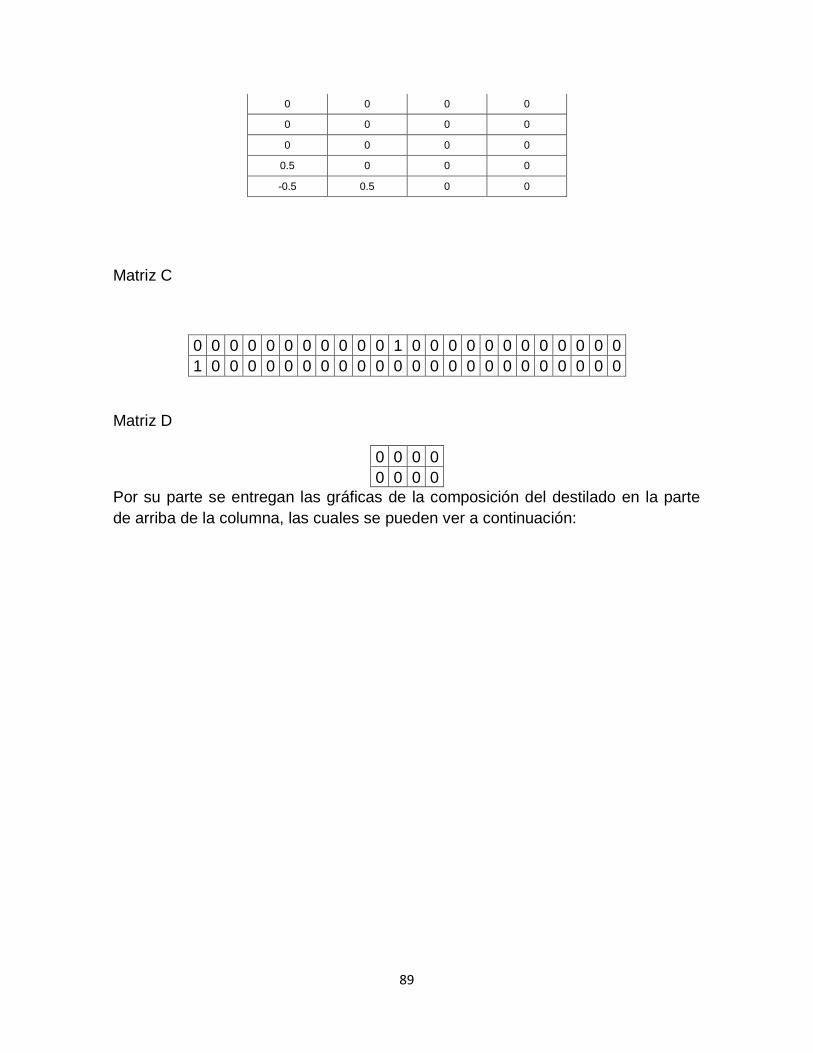
89
0 0 0 0
0 0 0 0
0 0 0 0
0.5 0 0 0
-0.5 0.5 0 0
Matriz C
0 0 0 0 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 0 0 0 0 0
1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Matriz D
0 0 0 0
0 0 0 0
Por su parte se entregan las gráficas de la composición del destilado en la parte
de arriba de la columna, las cuales se pueden ver a continuación:

90
Figura 3.10.3.1: Gráfica de Composición del Destilado
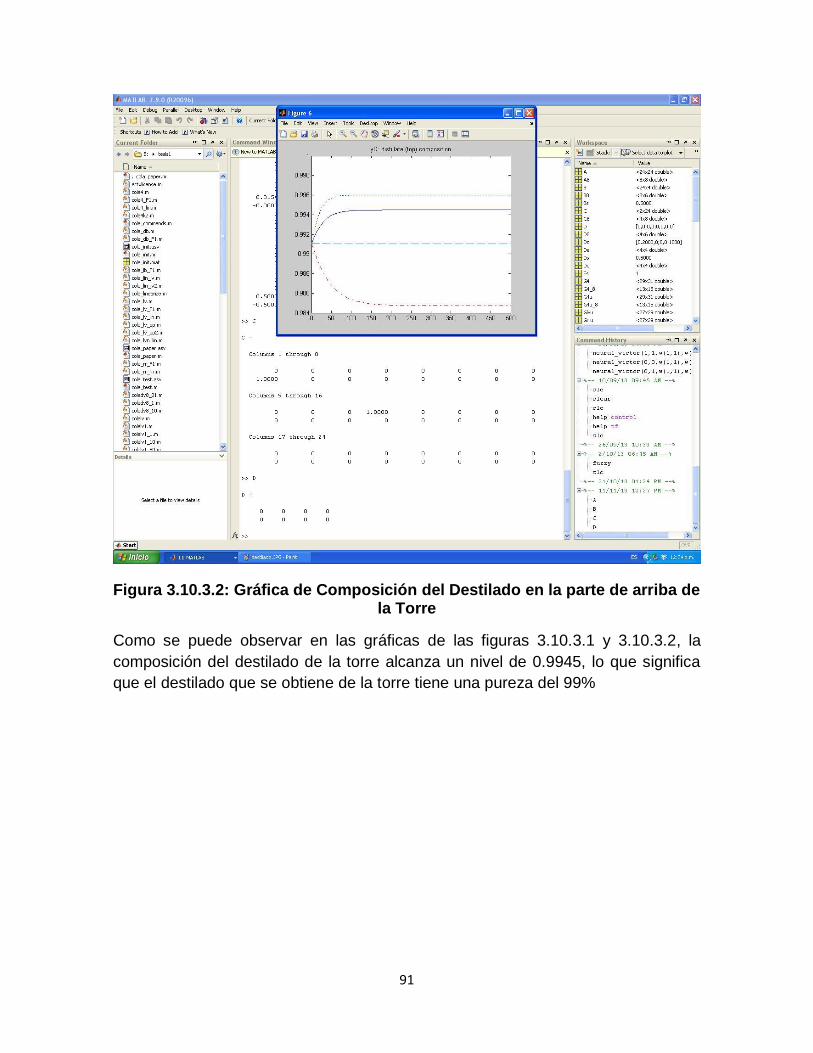
91
Figura 3.10.3.2: Gráfica de Composición del Destilado en la parte de arriba de la Torre
Como se puede observar en las gráficas de las figuras 3.10.3.1 y 3.10.3.2, la
composición del destilado de la torre alcanza un nivel de 0.9945, lo que significa
que el destilado que se obtiene de la torre tiene una pureza del 99%

92
Capítulo IV
Interfaz en
Freelance

93
4.1 Sistema de control distribuido Freelance
Es un sistema de control distribuido de la empresa ABB que permite utilizar diversas plataformas que permite estar en contacto con el proceso y que el operador pueda visualizarlo de manera práctica y en tiempo real. Esencialmente, Freelance AC800F nos ayudará para mejorar la eficiencia de costos, reduciendo los costos de ingeniería, mientras mantiene precios de hardware consistentes con esos controladores. Está dividido en nivel operador y nivel proceso. [10]
Figura 4.1.1: Sistema Freelance [9]
4.1.1 Características de Hardware
Tabla 4.1.1.1: Características de Hardware
CPU 32-bit super-scalar procesador RISC de alta velocidad
por bit
RAM 4 Mbyte (SRAM) o 16 Mbyte (DRAM) con bacteria
interna o externa 4 Mbyte Flash EPROM

94
Condiciones
Ambientales
Temperatura ambiente: 0...60 °C Grado de protección:
IP 20
Dimensiones 239 x 202 x 164 mm montando en reil DIN
Alimentación 120 / 230 V AC 24 V DC, redundante. Consumo 30 VA
max.
Aprobaciones CSA-UL, CE, NAMUR
Figura 4.1.1.1: Hardware Freelance AC800F [9]
Tiene una estructura modular. El CPU está diseñado como un blackplane para varios modelos (fuente de alimentación, módulos de Ethernet o fieldbus), pueden ser insertados en línea con la aplicación. Se usó la herramienta Control Builder para insertar las variables que se van enlazar entre el mismo y Matlab. En Matlab se tiene el número de platos de la torre binaria, el Control Builder hace el enlace con este programa para leer las variables que en este se encuentre. También el rack de entradas y salidas de Freelance puede ser conectado al AC800F, en el caso de ser usado un módulo CAN. Esto permite operar 5 racks de entradas y salidas, con un total de 1000 entradas y salidas, por cada AC800F. En esta tesis no haremos uso de los módulos de entradas y salidas puesto que sólo realizaremos una simulación. Los racks de entradas y salidas son equipados con un módulo de enlace y puede ser montado separadamente a una distancia de 400m del 800F.
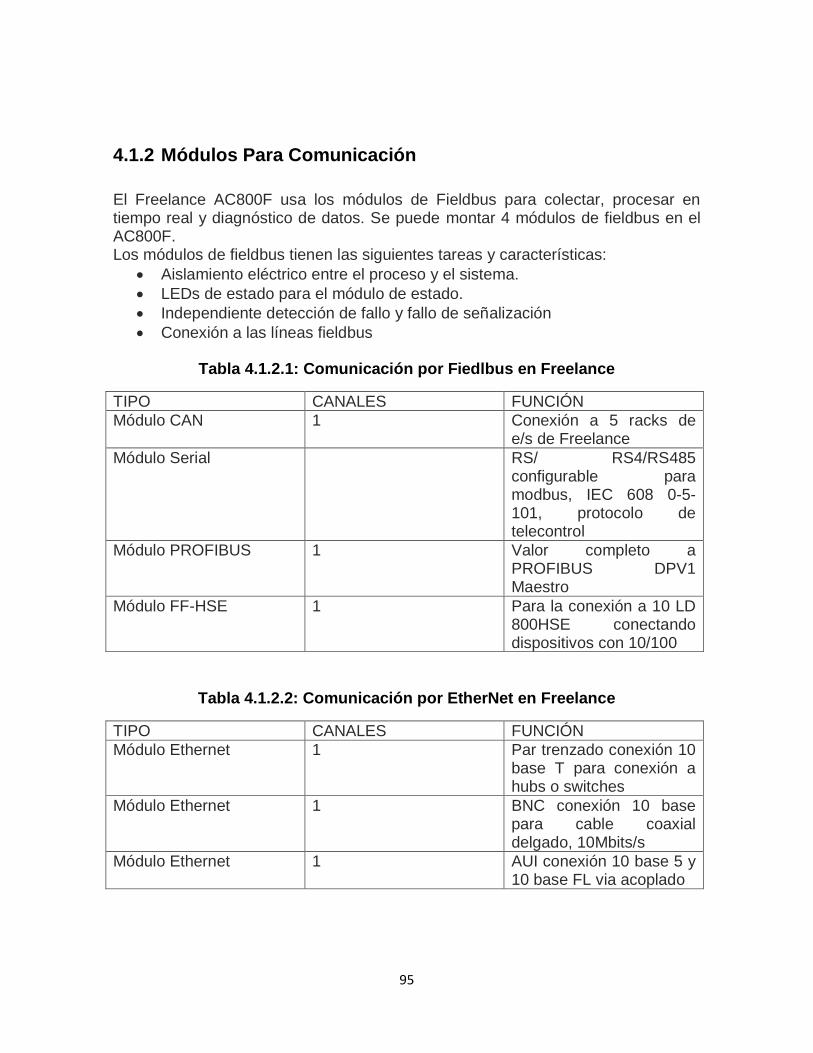
95
4.1.2 Módulos Para Comunicación
El Freelance AC800F usa los módulos de Fieldbus para colectar, procesar en tiempo real y diagnóstico de datos. Se puede montar 4 módulos de fieldbus en el AC800F. Los módulos de fieldbus tienen las siguientes tareas y características:
Aislamiento eléctrico entre el proceso y el sistema.
LEDs de estado para el módulo de estado.
Independiente detección de fallo y fallo de señalización
Conexión a las líneas fieldbus
Tabla 4.1.2.1: Comunicación por Fiedlbus en Freelance
TIPO CANALES FUNCIÓN
Módulo CAN 1 Conexión a 5 racks de e/s de Freelance
Módulo Serial RS/ RS4/RS485 configurable para modbus, IEC 608 0-5-101, protocolo de telecontrol
Módulo PROFIBUS 1 Valor completo a PROFIBUS DPV1 Maestro
Módulo FF-HSE 1 Para la conexión a 10 LD 800HSE conectando dispositivos con 10/100
Tabla 4.1.2.2: Comunicación por EtherNet en Freelance
TIPO CANALES FUNCIÓN
Módulo Ethernet 1 Par trenzado conexión 10 base T para conexión a hubs o switches
Módulo Ethernet 1 BNC conexión 10 base para cable coaxial delgado, 10Mbits/s
Módulo Ethernet 1 AUI conexión 10 base 5 y 10 base FL via acoplado

96
4.1.3 Características y Beneficios
Máxima Seguridad Está característica nos otorga un grado de confianza al utilizar este control distribuido, ya que si se decide utilizar en campo se tiene el respaldo de la marca ABB en cuanto a la calidad de su producto. En orden de lograr una operación segura y una alta disponibilidad de la instalación, el 800F soporta la redundancia en todos los niveles. Esto incrementa la seguridad y evita el tiempo de inactividad. La redundancia está disponible para:
Sistema bus Controlador Módulos de entradas y salidas Maestro Fieldbus Líneas Fieldbus Dispositivos de conexión Comunicación HSI
Alta Flexibilidad
Ingeniería Eficiente Por la configuración consistente, puesta en marcha y diagnóstico, sólo se necesita una herramienta de ingeniería, esta herramienta soporta fieldbus específico.
4.1.4 FREELANCE AC800F DigiVis Nivel Operador
DigiVis es un software simple y fácilmente accesible a la solución de desarrollo de aplicaciones de supervisión. DigiVis nos permite visualizar la HMI que previamente se construyó en Control Builder. El operador de estaciones DigiVis usa el hardware de la PC, ya sea estándar o industrializado en línea con la aplicación, ejecutándose bajo el sistema operativo de Microsoft Windows. Una estación de ingeniería y varias estaciones de operador pueden ser instaladas en el nivel operador. Usualmente, el equipo portátil, como las laptops, que permiten configuración ambas en la oficina y en el lugar. El nivel operador en PC´s puede ser usado como estación de ingeniería.

97
Figura 4.1.4.1: Ambiente DigiVis [9]
4.1.5 Sistema de Comunicación
En esta parte podemos notar la eficiencia del Freelance AC800F al poder comunicarse en diferentes tipos de comunicación, veremos cuáles son las características de cada uno.
Figura 4.1.5.1: Sistemas de Comunicación Freelance [9]
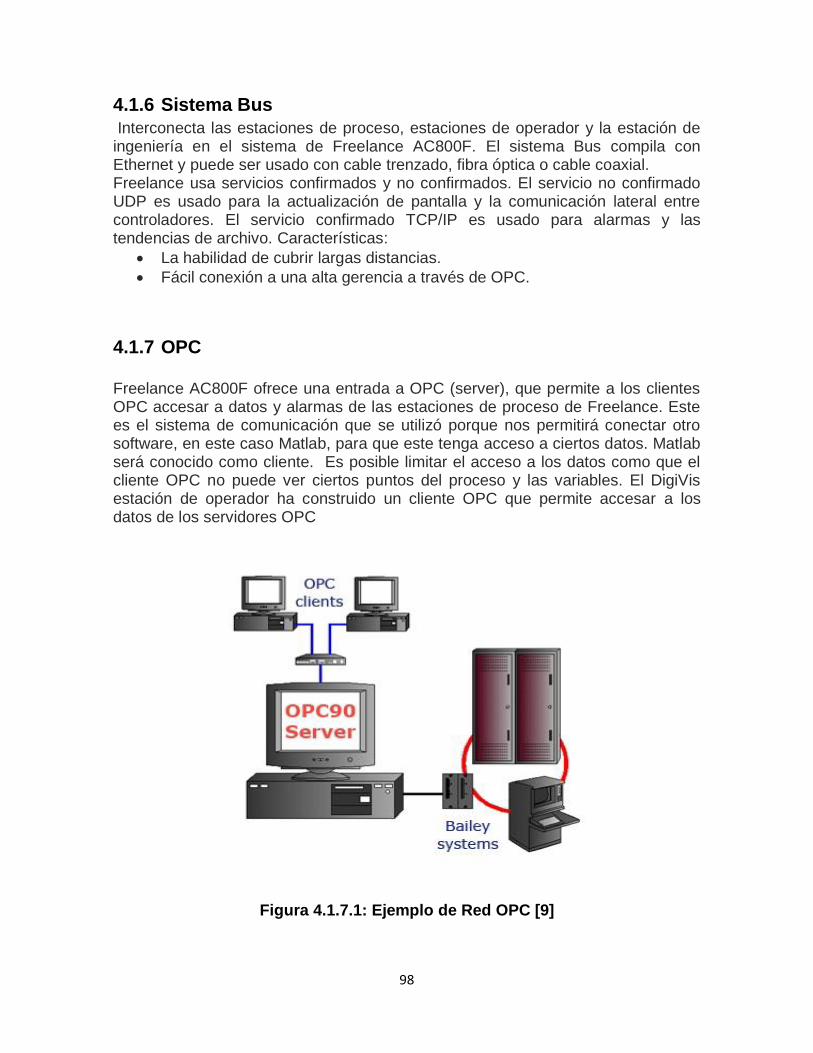
98
4.1.6 Sistema Bus
Interconecta las estaciones de proceso, estaciones de operador y la estación de ingeniería en el sistema de Freelance AC800F. El sistema Bus compila con Ethernet y puede ser usado con cable trenzado, fibra óptica o cable coaxial. Freelance usa servicios confirmados y no confirmados. El servicio no confirmado UDP es usado para la actualización de pantalla y la comunicación lateral entre controladores. El servicio confirmado TCP/IP es usado para alarmas y las tendencias de archivo. Características:
La habilidad de cubrir largas distancias.
Fácil conexión a una alta gerencia a través de OPC.
4.1.7 OPC
Freelance AC800F ofrece una entrada a OPC (server), que permite a los clientes OPC accesar a datos y alarmas de las estaciones de proceso de Freelance. Este es el sistema de comunicación que se utilizó porque nos permitirá conectar otro software, en este caso Matlab, para que este tenga acceso a ciertos datos. Matlab será conocido como cliente. Es posible limitar el acceso a los datos como que el cliente OPC no puede ver ciertos puntos del proceso y las variables. El DigiVis estación de operador ha construido un cliente OPC que permite accesar a los datos de los servidores OPC
Figura 4.1.7.1: Ejemplo de Red OPC [9]

99
4.2 Software Matlab y Simulink de Mathworks
Matlab es un lenguaje de programación desarrollado por Mathworks, Matlab nace
como el resultado de tratar de satisfacer las necesidades computacionales de
científicos, ingenieros y matemáticos, por lo que el desarrollo de Matlab
comprende un potente lenguaje y la incorporación de funciones gráficas más allá
de los lenguajes de programación C y Fortran [10].
Actualmente, en Matlab se incorporan herramientas diversas tales como Simulink,
que sirve para simular sistemas dinámicos, además de diferentes herramientas
para la industria, estadísticas, financieras, científicas y para ingeniería.
GNU Octave y Labview Math Script proporcionan un entorno compatible con los
ficheros-M utilizados en Matlab.
Entre sus prestaciones básicas se hallan: la manipulación de matrices, la
representación de datos y funciones, la implementación de algoritmos, la creación
de interfaces de usuario (GUI) y la comunicación con programas en
otros lenguajes y con otros dispositivos hardware. El paquete MATLAB dispone de
dos herramientas adicionales que expanden sus prestaciones, a saber, Simulink
(plataforma de simulación multidominio) y GUIDE (editor de interfaces de usuario -
GUI). Además, se pueden ampliar las capacidades de MATLAB con las cajas de
herramientas (toolboxes); y las de Simulink con los paquetes de bloques
(blocksets).
Es un software muy usado en universidades y centros de investigación y
desarrollo. En los últimos años ha aumentado el número de prestaciones, como la
de programar directamente procesadores digitales de señal o crear código VHDL.
Simulink es un entorno de programación visual, que funciona sobre el entorno de
programación Matlab.
Es un entorno de programación de más alto nivel de abstracción que el lenguaje
interpretado Matlab (archivos con extensión .m). Simulink genera archivos con
extensión .mdl (model).
En las imágenes, se puede apreciar el diagrama en bloques de un Radar, en el
cuál se muestra que uno de sus bloques de procesamiento de señal, es un filtro
Kalman realizado en un script de Matlab.
Luego, se puede apreciar un sistema de control automático, junto a su
modelización y finalmente un sistema de un automóvil, vinculando la simulación a
un entorno de realidad virtual.
Simulink viene a ser una herramienta de simulación de modelos o sistemas, con
cierto grado de abstracción de los fenómenos físicos involucrados en los mismos.
Se hace hincapié en el análisis de sucesos, a través de la concepción de sistemas
(cajas negras que realizan alguna operación).

100
Se emplea arduamente en Ingeniería Electrónica en temas relacionados con el
procesamiento digital de señales (DSP), involucrando temas específicos de
ingeniería biomédica, telecomunicaciones, entre otros. También es muy utilizado
en Ingeniería de Control y Robótica.
4.3 Desarrollo del OPC
La comunicación OPC se desarrolla con el propósito de visualizar el valor obtenido
en Matlab, dentro de la HMI desarrollada en Control Builder F. De forma general la
comunicación opera de la siguiente forma:
Dentro del software Control Builder F del sistema de control distribuido Freelance
se desarrolló la comunicación por medio de OPC con el software Matlab, en el
cual se tiene el modelo en espacio de estados de la torre de destilación. El
objetivo de este desarrollo fue mandar una señal, que funcione como set point, a
Matlab y que a su vez, este mande la señal de salida del sistema y el software
Control Builder F sea capaz de leer dicha señal y mostrarla por medio de una HMI.
Para esto fue necesario, primeramente, contar con ambos software, y una vez
instalados, instalar el servidor OPC del sistema Freelance, ya que por este medio
es por el cual se realizó la comunicación entre ambos programas. Posteriormente,
en la opción de Configure de Freelance, debió darse de alta una ID del servidor
OPC con el cual se deseaba trabajar, en este caso fue la ID número 11. Una vez
realizado este procedimiento se debió verificar que esté configurado el servidor
OPC dentro de la carpeta de ABB Industrial IT/Freelance/OPC
Tunnel/Configurator.

101
Figura 4.3.1: Diagrama de flujo para la comunicación OPC

102
Figura 4.3.2: Definición del servidor OPC de Freelance
Figura 4.3.3: Detección del servidor OPC desde OPC Tunnel
A continuación se procedió a definir la dirección IP de la computadora y del
software Control Builder F, puesto que no se contaba con un controlador físico, el
software Control Builder F realizó la función de emulador, por lo que tanto el
software Control Builder F como la computadora debieron de tener la misma
dirección IP pues funcionaban dentro de la misma computadora.

103
Figura 4.3.4: Cambio de la dirección IP de la computadora
4.3.1 Desarrollo del programa de Control Builder F
Una vez que se han declarado las direcciones IP de la computadora y el emulador
del Control Builder F se procedió a la realización de un nuevo proyecto en Control
Builder F, el cual mandaría el set point al modelo en Matlab y recibiría la señal de
salida del mismo.
Primeramente se abrió un nuevo proyecto en Control Builder F y se le estableció
un nombre y un administrador de proyecto, para después proceder al desarrollo
del mismo. La primer pantalla que apareció fue la pantalla de configuración del
proyecto en la cual se mostraban únicamente dos partes del árbol de proyecto, la
primera, denominada con el número 01, la parte de configuración, y con el número
02, la llamada Pool, la cual funciona para el desarrollo de la HMI.
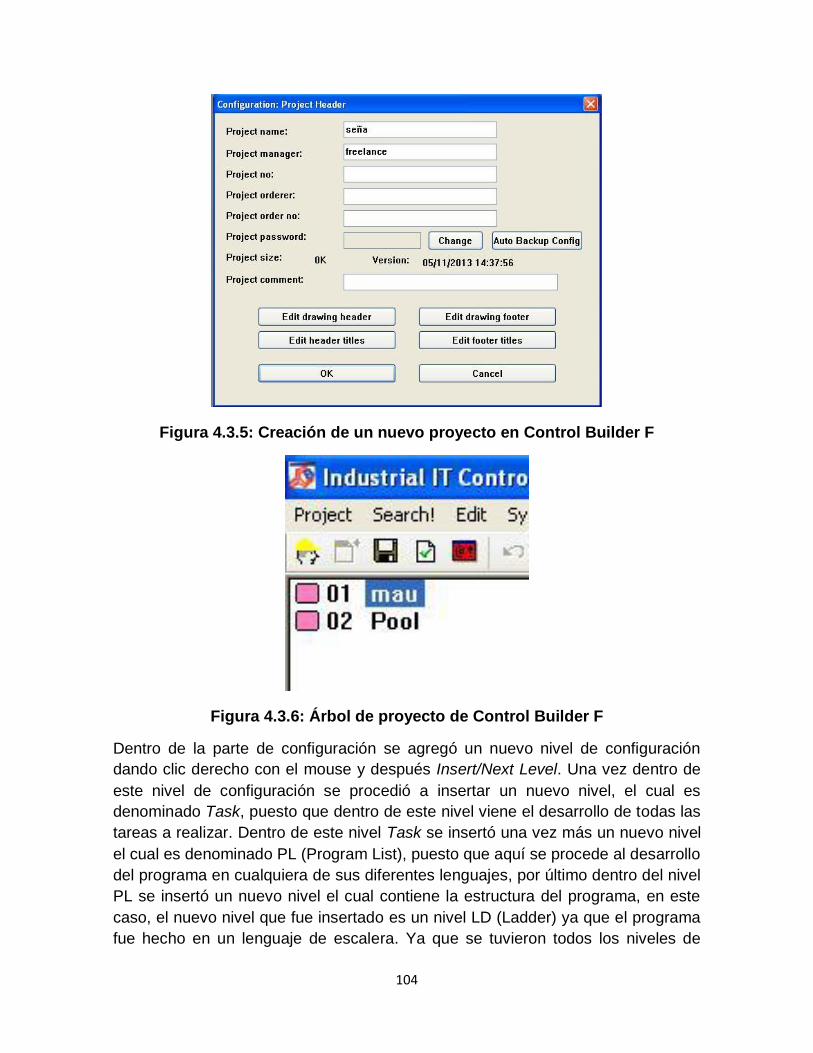
104
Figura 4.3.5: Creación de un nuevo proyecto en Control Builder F
Figura 4.3.6: Árbol de proyecto de Control Builder F
Dentro de la parte de configuración se agregó un nuevo nivel de configuración
dando clic derecho con el mouse y después Insert/Next Level. Una vez dentro de
este nivel de configuración se procedió a insertar un nuevo nivel, el cual es
denominado Task, puesto que dentro de este nivel viene el desarrollo de todas las
tareas a realizar. Dentro de este nivel Task se insertó una vez más un nuevo nivel
el cual es denominado PL (Program List), puesto que aquí se procede al desarrollo
del programa en cualquiera de sus diferentes lenguajes, por último dentro del nivel
PL se insertó un nuevo nivel el cual contiene la estructura del programa, en este
caso, el nuevo nivel que fue insertado es un nivel LD (Ladder) ya que el programa
fue hecho en un lenguaje de escalera. Ya que se tuvieron todos los niveles de

105
configuración insertados, se procedió al desarrollo del programa dando doble clic
al nivel LD.
Figura 4.3.7: Inserción del nivel de configuración de Control Builder F
Figura 4.3.8: Determinación del lenguaje de programación a utilizar
Dentro del nivel LD fue desarrollado el programa que mandaría el set point al
modelo de Matlab, este programa sólo consistió en mandar un valor constante,
guardarlo en una variable y leer la misma variable en Matlab. Para esto se tuvo
que crear dicha variable dentro de Control Builder F, dando clic en
System/Variables List/Add New Variable, se abrió una ventana la cual pedía el tipo
de variable y el nombre de la misma. Esta nueva variable se le llamó setpoint y fue
de tipo entero. Una vez creada la nueva variable se regresó a la pantalla del
diagrama en escalera y dando clic derecho Variables/Write (variables/escritura) se
adicionó un bloque de lectura de variable, al cual dando clic derecho en el y
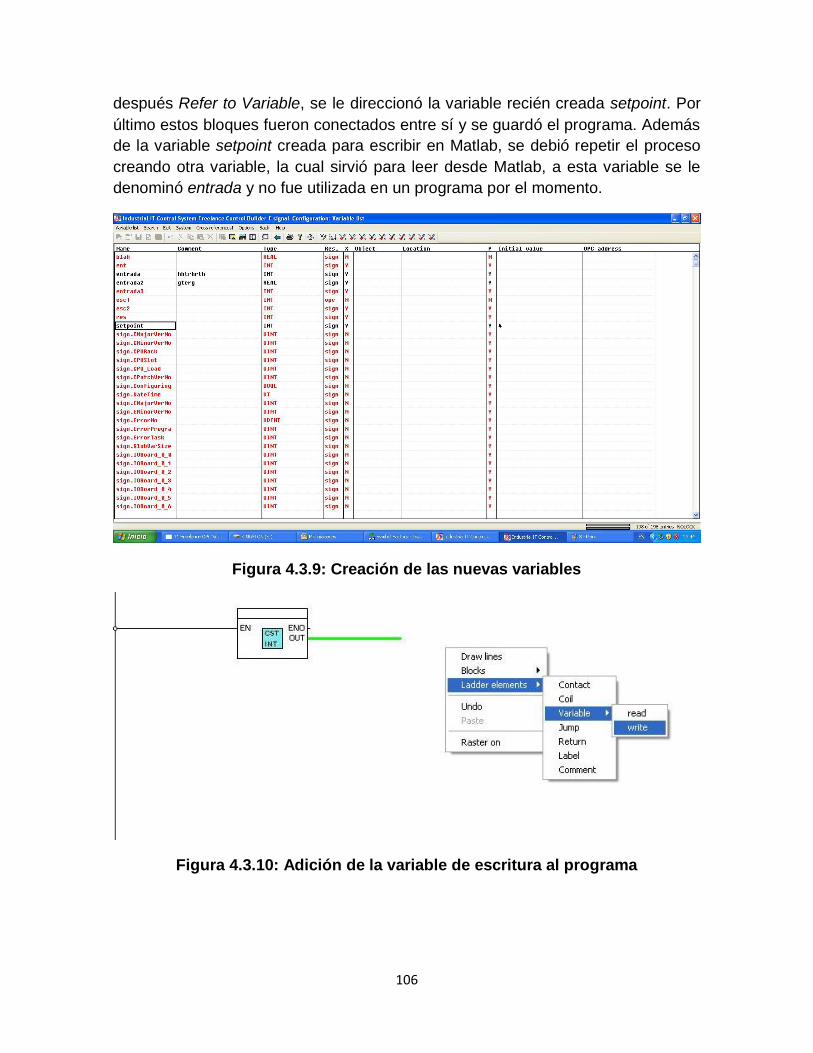
106
después Refer to Variable, se le direccionó la variable recién creada setpoint. Por
último estos bloques fueron conectados entre sí y se guardó el programa. Además
de la variable setpoint creada para escribir en Matlab, se debió repetir el proceso
creando otra variable, la cual sirvió para leer desde Matlab, a esta variable se le
denominó entrada y no fue utilizada en un programa por el momento.
Figura 4.3.9: Creación de las nuevas variables
Figura 4.3.10: Adición de la variable de escritura al programa
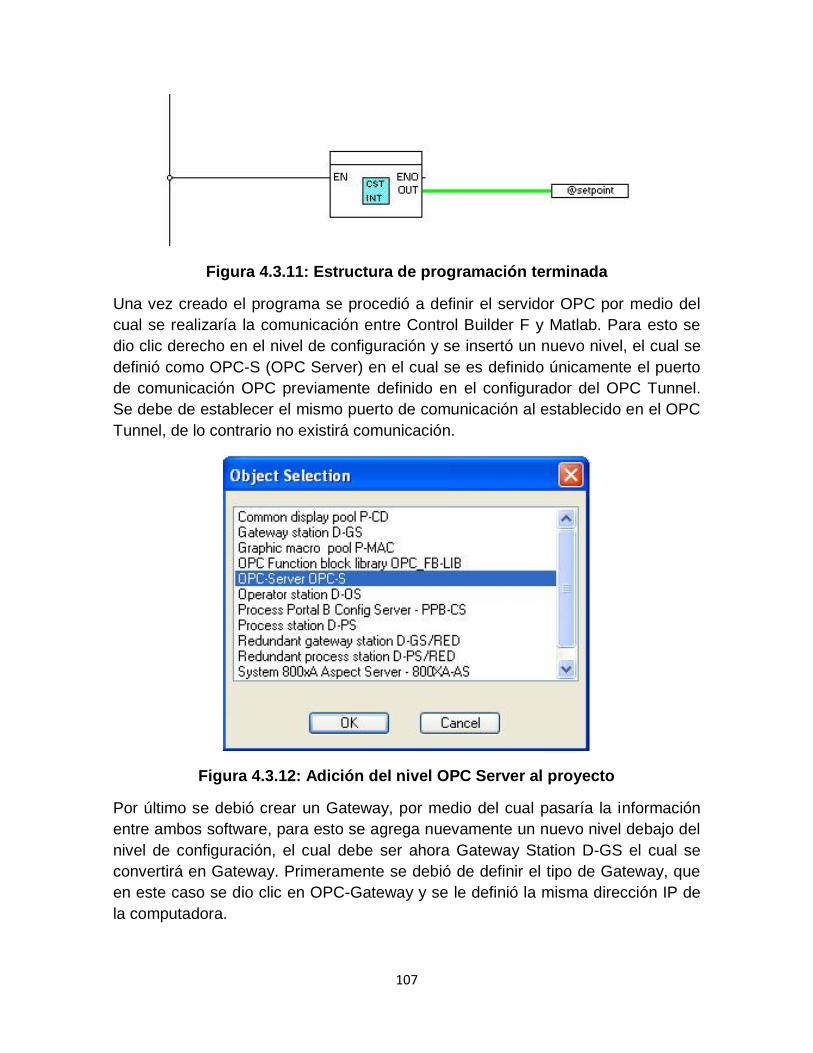
107
Figura 4.3.11: Estructura de programación terminada
Una vez creado el programa se procedió a definir el servidor OPC por medio del
cual se realizaría la comunicación entre Control Builder F y Matlab. Para esto se
dio clic derecho en el nivel de configuración y se insertó un nuevo nivel, el cual se
definió como OPC-S (OPC Server) en el cual se es definido únicamente el puerto
de comunicación OPC previamente definido en el configurador del OPC Tunnel.
Se debe de establecer el mismo puerto de comunicación al establecido en el OPC
Tunnel, de lo contrario no existirá comunicación.
Figura 4.3.12: Adición del nivel OPC Server al proyecto
Por último se debió crear un Gateway, por medio del cual pasaría la información
entre ambos software, para esto se agrega nuevamente un nuevo nivel debajo del
nivel de configuración, el cual debe ser ahora Gateway Station D-GS el cual se
convertirá en Gateway. Primeramente se debió de definir el tipo de Gateway, que
en este caso se dio clic en OPC-Gateway y se le definió la misma dirección IP de
la computadora.
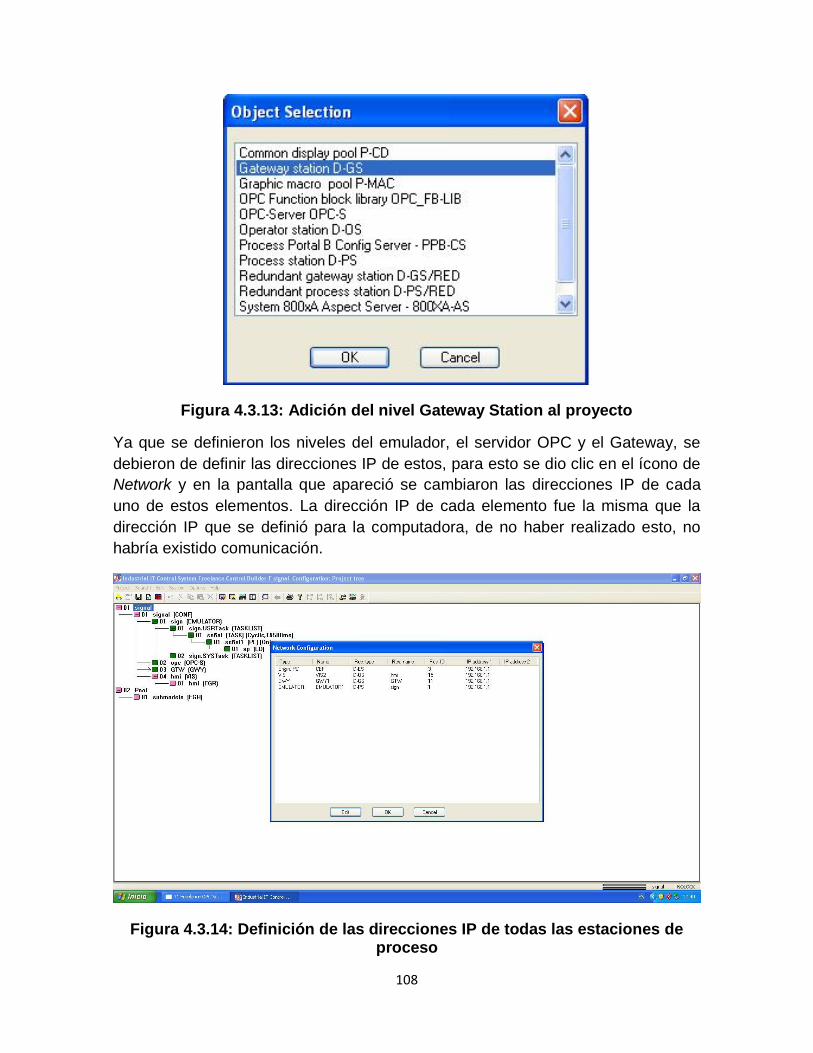
108
Figura 4.3.13: Adición del nivel Gateway Station al proyecto
Ya que se definieron los niveles del emulador, el servidor OPC y el Gateway, se
debieron de definir las direcciones IP de estos, para esto se dio clic en el ícono de
Network y en la pantalla que apareció se cambiaron las direcciones IP de cada
uno de estos elementos. La dirección IP de cada elemento fue la misma que la
dirección IP que se definió para la computadora, de no haber realizado esto, no
habría existido comunicación.
Figura 4.3.14: Definición de las direcciones IP de todas las estaciones de proceso

109
Antes de cargar el programa se debió declarar cada elemento del hardware, para
esto se dio clic en System/Hardware Structure y en la pantalla que aparece deben
insertarse los mismos elementos que fueron insertados en el programa de Control
Builder F, se inserta el Gateway en la parte de arriba y en la parte de abajo el
emulador del controlador de esta manera se declaran tanto el emulador como el
Gateway en la estructura del programa.
Figura 4.3.15: Configuración del Hardware Structure
Una vez declarados todos los elementos en el programa y en el hardware
structure se procedió a cargar el programa. Primero se regresó a la ventana de
estructura del programa dando clic en el ícono de regreso y después se procedió a
dar clic en el icono Check Errors, una vez que no se tuvieron errores se procedió a
cargar el programa e iniciar el controlador. Esta acción fue hecha cando clic en el
ícono de Comissioning el cual hace que el sistema se ponga en línea, pero antes
de cargar el programa se puso en línea con el controlador. Esta acción se realizó
abriendo el explorador Internet Explorer y escribiendo la barra de direcciones
localhost:8888, se abrió la ventana del controlador de ABB y se escribió la ID de
emulador en donde requería la ID del controlador. En este caso la ID del emulador
fue la ID 1 y al dar clic en el botón Start Controller (iniciar controlador) se puso en
línea con el emulador del controlador, para posteriormente cargar el programa.
Esta acción fue hecha regresando a la pantalla de Control Builder F y dando clic
derecho en el nivel del emulador y después Load/Whole Station (cargar/toda la
estación), se esperó a que se establezca la comunicación y cuando se terminó
este proceso ya estaba cargado el programa y se había establecido comunicación
con el Control Builder F y el controlador.
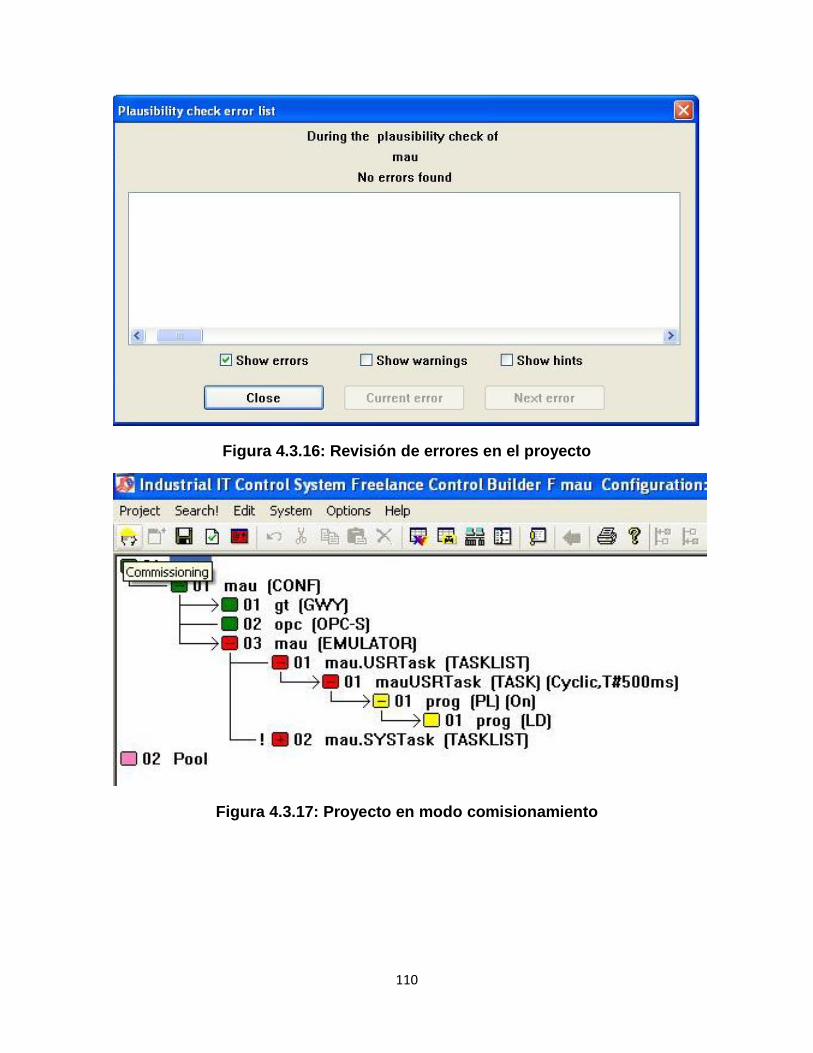
110
Figura 4.3.16: Revisión de errores en el proyecto
Figura 4.3.17: Proyecto en modo comisionamiento

111
Figura 4.3.18: Página del administrador del emulador del controlador de Freelance
Figura 4.3.19: Estableciendo comunicación con el controlador

112
4.3.2 Desarrollo del programa de Matlab
Una vez creado el programa de Control Builder F, se procedió a hacer el
correspondiente programa en Matlab, el cual mostraba un lazo cerrado del modelo
en espacio de estados de la torre de destilación con las variables de entrada y
salida creadas en Control Builder F. Este programa fue hecho, primeramente,
abriendo el software Matlab, para después abrir la librería de Simulink y un nuevo
archivo del mismo.
Dentro del archivo se insertó un bloque de espacio de estados, un punto suma, un
scope y además los bloques de OPC Read, OPC Write y OPC Configuration, los
cuales se encuentran en la librería denominada OPC Toolbox, el bloque de OPC
Read se conectó a la entrada del sistema, antes del punto suma, el cual se
conectó al bloque de espacio de estados y este al scope y se retroalimentó al
punto suma, mientras que el OPC Write se conectó a la salida del mismo, junto
con el scope. El bloque OPC Configuration no se conectó con ningún otro bloque.
Figura 4.3.20: Inserción de bloques en Simulink
Después se procedió a configurar el OPC en el bloque OPC Configuration dando
doble clic en él. Se abrió una ventana en la cual el único botón habilitado era el
botón Configure OPC Server (configurar servidor OPC), se dio clic en ese botón y
se abrió una nueva ventana en la cual se preguntaba en donde se debía buscar,
donde ya venía preestablecido que buscara en localhost por lo que solo se le dio

113
clic en Add (agregar), y la nueva ventana que aparece muestra todos los
servidores OPC disponibles dentro de localhost, por lo que se le dio clic en el
servidor OPC de Freelance que tiene la ID 11 y se le dio en aceptar.
Figura 4.3.21: Selección del OPC Server de Freelance
Una vez definido el servidor OPC se procedió a definir las variables de entrada y
salida de las cuales se va a leer y escribir. Para esto se dio doble clic en el bloque
OPC Read, en el cual ya se podía ver que el servidor OPC ya estaba definido y
solo hacía falta agregar los elementos para leer, se dio clic en el botón Add Items
(agregar elementos) y abre la ventana del servidor OPC, donde aparecieron todas
las variables que contiene dicho servidor, incluidas las variables creadas
anteriormente, se seleccionó la variable setpoint y se le dio clic en aceptar.

114
Figura 4.3.22: Definición de la variable setpoint en Matlab
Posteriormente se tuvo que definir la variable de escritura, la cual fue definida
dando doble clic en el bloque OPC Write en el cual aparece la misma ventana que
en el bloque anterior, con el servidor OPC ya definido, por lo que se le dio clic en
el botón Add Items y ahora se seleccionó la variable entrada2 y se dio clic en
aceptar.
Figura 4.3.23: Definición de la variable entrada2 en Matlab
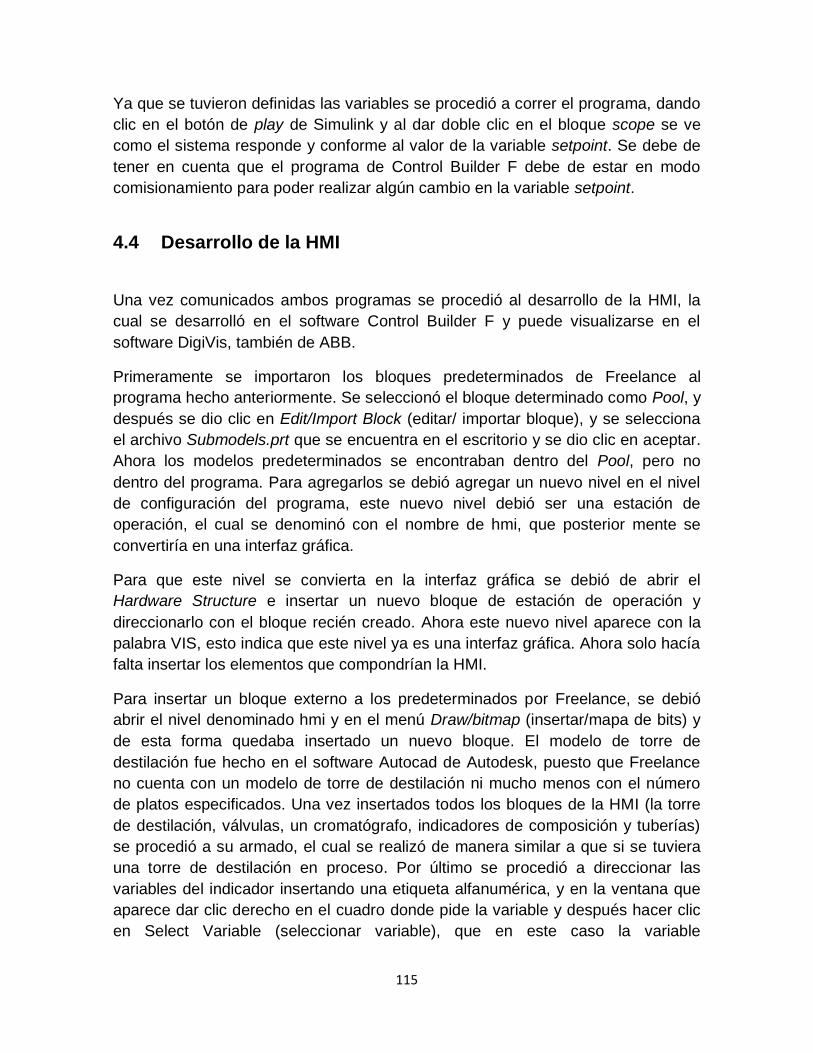
115
Ya que se tuvieron definidas las variables se procedió a correr el programa, dando
clic en el botón de play de Simulink y al dar doble clic en el bloque scope se ve
como el sistema responde y conforme al valor de la variable setpoint. Se debe de
tener en cuenta que el programa de Control Builder F debe de estar en modo
comisionamiento para poder realizar algún cambio en la variable setpoint.
4.4 Desarrollo de la HMI
Una vez comunicados ambos programas se procedió al desarrollo de la HMI, la
cual se desarrolló en el software Control Builder F y puede visualizarse en el
software DigiVis, también de ABB.
Primeramente se importaron los bloques predeterminados de Freelance al
programa hecho anteriormente. Se seleccionó el bloque determinado como Pool, y
después se dio clic en Edit/Import Block (editar/ importar bloque), y se selecciona
el archivo Submodels.prt que se encuentra en el escritorio y se dio clic en aceptar.
Ahora los modelos predeterminados se encontraban dentro del Pool, pero no
dentro del programa. Para agregarlos se debió agregar un nuevo nivel en el nivel
de configuración del programa, este nuevo nivel debió ser una estación de
operación, el cual se denominó con el nombre de hmi, que posterior mente se
convertiría en una interfaz gráfica.
Para que este nivel se convierta en la interfaz gráfica se debió de abrir el
Hardware Structure e insertar un nuevo bloque de estación de operación y
direccionarlo con el bloque recién creado. Ahora este nuevo nivel aparece con la
palabra VIS, esto indica que este nivel ya es una interfaz gráfica. Ahora solo hacía
falta insertar los elementos que compondrían la HMI.
Para insertar un bloque externo a los predeterminados por Freelance, se debió
abrir el nivel denominado hmi y en el menú Draw/bitmap (insertar/mapa de bits) y
de esta forma quedaba insertado un nuevo bloque. El modelo de torre de
destilación fue hecho en el software Autocad de Autodesk, puesto que Freelance
no cuenta con un modelo de torre de destilación ni mucho menos con el número
de platos especificados. Una vez insertados todos los bloques de la HMI (la torre
de destilación, válvulas, un cromatógrafo, indicadores de composición y tuberías)
se procedió a su armado, el cual se realizó de manera similar a que si se tuviera
una torre de destilación en proceso. Por último se procedió a direccionar las
variables del indicador insertando una etiqueta alfanumérica, y en la ventana que
aparece dar clic derecho en el cuadro donde pide la variable y después hacer clic
en Select Variable (seleccionar variable), que en este caso la variable
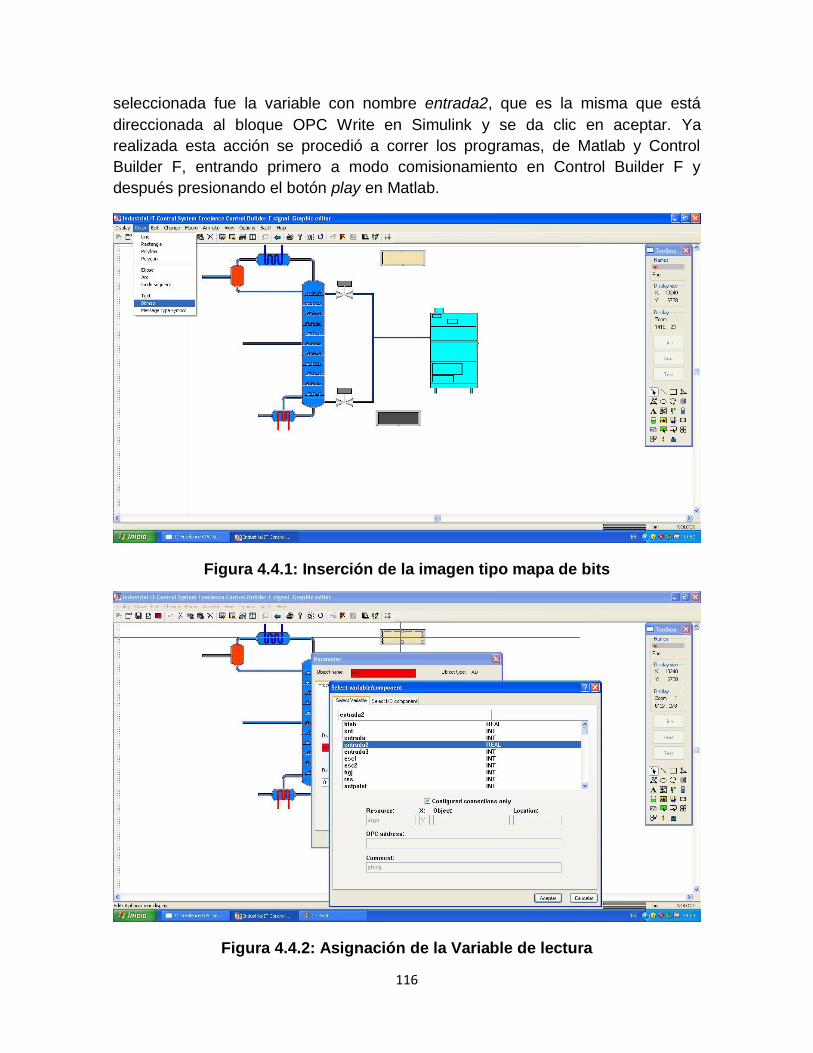
116
seleccionada fue la variable con nombre entrada2, que es la misma que está
direccionada al bloque OPC Write en Simulink y se da clic en aceptar. Ya
realizada esta acción se procedió a correr los programas, de Matlab y Control
Builder F, entrando primero a modo comisionamiento en Control Builder F y
después presionando el botón play en Matlab.
Figura 4.4.1: Inserción de la imagen tipo mapa de bits
Figura 4.4.2: Asignación de la Variable de lectura

117
Para visualizar la HMI se debe abrir el software DigiVis, ubicado en la carpeta de
ABB Industrial IT, después regresar a la ventana de Control Builder F y dar clic
derecho en el nivel denominado HMI y después en el menú Load/Whole Station
(cargar/toda la estación), de esta forma el programa realiza la comunicación entre
el Control Builder F y el DigiVis y una vez realizada esta acción, queda cargada la
HMI en DigiVis y se pueden ver los datos que escribe Matlab a ella.
Figura 4.4.3: Visualización de la HMI
118
Capítulo V
Resultados y
Conclusiones

119
5.1 Resultados
Analizando los datos obtenidos en el capítulo anterior por medio de la HMI, se
puede observar que el nitrógeno llega a una pureza del 99% por lo que la
parametrización del modelo, es válida con los parámetros cambiados. Por otro
lado, se observa que la comunicación OPC resulta de suma importancia para que
los elementos en una planta estén siempre conectados a la red, e intercambiando
información entre ellos.
Esto implicó una rigurosa selección de instrumentos, debido a que no cualquier
instrumento cumple con las especificaciones del proceso, así como su respectivo
diagrama de tuberías e instrumentación, puesto que de él se derivó el diseño de la
interfaz hombre máquina.
Por otro lado, el sistema de control distribuido Freelance es parte fundamental de
lo mencionado anteriormente, puesto que en él se programa y estructura la red a
nivel software, se establecen los puertos de comunicación y se edita la
programación. En conjunto con esto se encuentra la HMI en la que se muestran
los resultados obtenidos de las mediciones como se puede observar en el capítulo
IV.
El software Control Builder F resultó de gran ayuda para la realización, tanto de la
estructura de programación, como de la HMI, puesto que en él se crean las
variables de lectura y escritura, y además el diseño de la HMI. Al mismo tiempo
Matlab fue el software en el cual se editó el modelo y se obtuvo la respuesta del
sistema, que en el análisis de la torre de destilación, resultó ser la composición.
Por su parte el software DigiVis, se visualizó dicha respuesta, ejecutando en
conjunto ambos software, para así obtener una simulación completa de una torre
de destilación para el proceso de separación de oxígeno y nitrógeno.
La realización de la comunicación OPC entre el software Matlab y Control Builder
F para el monitoreo de una torre binaria de destilación, el cual a lo largo de este
trabajo se fue desarrollando, fue el objetivo principal, el cual se cumplió
satisfactoriamente. Aunque es importante remarcar que en una aplicación a nivel
industrial, con una torre física, pueden surgir anomalías que no están
consideradas dentro del modelo matemático, ya que de ser consideradas el
sistema se volvería inestable.
Por otro lado realizando la simulación en capítulo IV se obtiene un comportamiento
adecuado para el sistema desde el momento en que se alimenta hasta que se
decide parar la simulación. Es recomendable que al momento de realizar la
simulación se verifiquen los tiempos determinados en ambos programas, ya que si
a alguno de los dos programas se le declara un tiempo inadecuado la simulación

120
podría ser insatisfactoria, por otro lado se debe tener cuidado al momento de
definir la ID del servidor OPC así como su puerto de comunicación, además de las
direcciones IP del controlador, la computadora, el servidor OPC y el Gateway, ya
que si alguna de estas está mal declarada, o no lo está, no existirá comunicación
alguna.
Por su parte, en el programa de Matlab se debe tener precaución con el tipo de
variable que se está leyendo y escribiendo, ya que las variables que son de
diferentes tipos pueden generar conflictos en el programa y fallas en la
comunicación, además del tipo de entrada con la que se excita al sistema, ya que
para una función de transferencia se necesita una constante pero para un modelo
en espacio de estados, como fue este caso, se necesita excitar al sistema con un
vector.
De la misma forma es importante recalcar que el Control Builder F es una
plataforma de un sistema de control distribuido, en el cual, cada vez que se desee
entrar al modo comisionamiento se debe, primeramente, revisar que el programa
realizado no contenga errores, de lo contrario, al entrar a modo comisionamiento e
intentar cargar la estación, Control Builder F marcará un error.
Como se pudo ver en el desarrollo del trabajo, se cumplió el objetivo principal del
mismo, de manera exitosa, por lo que se puede concluir que un monitoreo bien
realizado, comprende una parte importante del proceso, ya que con esto, el
usuario puede saber cuándo existe una falla o, dependiendo del comportamiento,
predecir la misma.
121
5.2 Conclusiones
La parametrización de la planta se llevó a cabo mediante cálculos termodinámicos
basados en el método de McCabe-Thiele, por lo cual fue necesario considerar los
diagramas de fase del sistema, lo cual permitió obtener los parámetros de
composición.
Referente a la parte de modelado se consideró en un principio las ecuaciones de
balance de masa, sin embargo la dinámica del sistema se modifica en función de
otros parámetros, como lo es la volatilidad relativa, tal y como se puede observar
en [8]. En este caso se empleó un modelo genérico, el cual es válido para
cualquier torre binaria el cual considera los parámetros específicos de la torre de
destilación binaria. En este caso los parámetros de la torre se escogieron para
tener un destilado (N2) con una composición superior al 99%, tal como se puede
observar en la figura 3.10.3.2, tal composición es alcanzada, lo cual valida la
parametrizacion y la dinámica de la torre.
Se diseñó un diagrama de tubería e instrumentación para la torre de destilación
binaria para la separación de N2 y O2 del aire, la cual está basada en la norma ISA
5.1. Este resultado es de suma importancia, ya que permite que estos
instrumentos sean planteados para cualquier torre de destilación binaria.
Se utilizó el Hardware Freelance AC800F debido a que presenta las ventajas de
adquisición de señales, protocolos de comunicación, costos, y módulos de
comunicación, el software Control Builder F, porque permite el diseño de la
interfaz hombre máquina, el diseño del algoritmo de control y la comunicación
OPC entre Control Builder F y Matlab.
Como se puede ver en los resultados anteriores se pudo realizar el monitoreo de
la dinámica de una torre binaria de destilación para la obtención de nitrógeno y
oxígeno mediante una HMI en la plataforma de control distribuido Freelance.

122
5.3 Trabajo Futuro
La información obtenida de este trabajo proporciona un mejor panorama en lo que
se refiere al monitoreo de las torres de destilación y la comunicación OPC para
procesos industriales, sin embargo es indispensable plantear nuevos estudios
para complementar el trabajo desarrollado anteriormente, es por eso que como
trabajo futuro se propone lo siguiente:
Proponer una estrategia de control para el flujo de entrada de la torre,
puesto que este debe ser un flujo constate para evitar perturbaciones
internas dentro de la torre.
Proponer una estrategia de control para la temperatura interna de la torre,
debido a que, aunque la temperatura no es muy variante, es importante su
control ya que de ella se deriva el estado en el que se obtienen los
productos a la salida.
Obtener el modelo matemático del proceso de obtención de oxígeno y
nitrógeno, puesto que ya se cuenta con el modelo de la torre de destilación,
se pretende ahora obtener el modelo matemático de las demás partes del
proceso, para así proponer nuevas mejoras al mismo.
Realizar el monitoreo de todo el proceso de obtención de oxígeno y
nitrógeno, puesto que ya se vio que se puede tener una mejor apreciación
de lo que está ocurriendo, cuando está ocurriendo.
Proponer una estrategia de control avanzado para el proceso de obtención
de oxígeno y nitrógeno, ya que, de esta forma, existe mayor probabilidad de
mantener el proceso en óptimas condiciones de operación.
123
Glosario
Destilación: la separación por medio del calor, en alambiques u otros vasos, una
sustancia volátil de otras más fijas, enfriando luego su vapor para reducirla
nuevamente a líquido.*(drae)
Destilación fraccionada: Consiste en que una parte del destilado vuelve del
condensador y gotea por una larga columna a una serie de placas, y que al mismo
tiempo el vapor que se dirige al condensador hace burbujear al líquido de esas
placas. De esta forma, el vapor y el líquido interaccionan de forma que parte del
agua del vapor se condensa y parte del alcohol del líquido se evapora.
Azeótropo: una mezcla líquida de dos o más componentes que poseen un único
punto de ebullición constante y fijo, y que al pasar al estado vapor se comporta
como un líquido puro, como si fuese un solo componente.
Punto de Burbuja: Temperatura a la cual se forma la primera burbuja de gas de un
material líquido.
Punto de Rocío: la temperatura a la que debe enfriarse una masa de aire para
provocar la condensación del vapor de agua contenido en ella, sin que varíe la
cantidad de vapor de agua que hay en ella.

124
Fuentes de información
[1] Multivariable Feedback Control Analysis and design, Skogestad, Sigur et al. 2°
edición, 2001
[2] Tecnología Química Industrial
[3] libro del cromatografo
[4] Procesos de Transporte y Operaciones Unitarias, Geankopolis, CJ, 3° edición
[5] http://www.mx.endress.com/
[6] libro del proces de mc cabe thiele
[7] http://www.originlab.com/index.aspx?go=PRODUCTS/Origin
[8] Dynamics and Control of Distillation Collumns- A Critical Survey, skogestad,
Sigur, 1992.
[9] Freelance 800F Distributed Control System, System Description
[10] http://www.mathworks.com/products/matlab/

125
Anexos

126
Código de simulación
% Simulate with full nonlinear model and generate linear model
%--------------------------------------------- % First find steady-state %---------------------------------------------
% Do this by simulating 20000 min with stabilized LV-model: [t,x]=ode15s('cola_lv',[0 20000],0.5*ones(1,24)'); Xinit = x(sel(size(x),1,1),:)' % This data has been saved in
cola_init.mat % and can be retrieved using the command % load cola_init
% Perform nonlinear simulation [t,x]=ode15s('cola4',[0 500],Xinit); plot(t,x); %Nothing happens so we are at steady-state...
% ------------------------------------------------------------- % Simulate a change in feed rate with level loops open % ------------------------------------------------------------- % FIRST GO INTO THE FILE cola.m and change F=1.00 to F=1.01. % SAVE THE FILE as cola_F1.m_and simulate:
[t,x]=ode15s('cola4_F1',[0 500],Xinit); t0 = t; M1=x(:,13); xB = x(:,1); yD = x(:,12); % Save the data for
plotting
% Plot reboiler holdup (Apparent delay of about 1.26 min) figure (1) plot(t0,M1) axis([0 3 0.5 0.52]); title('MB: reboiler holdup');
figure (2) plot(t0,xB) title('xB: reboiler composition'); figure(3) plot(t0,yD) title('yD: distillate composition');
%--------------------------------------------- % Nonlinear Simulation with other configurations (close level loops) %---------------------------------------------
% The following is described under "Simulations with other
configurations"
% FIRST GO INTO THE FILE cola_lv.m and change F to 1.01. Then use [t,x]=ode15s('cola_lv_F1',[0 500],Xinit); tlv=t; M1lv=x(:,13); xBlv = x(:,1); yDlv = x(:,12); %save data for plot % Do the same for other configurations (REMEMBER TO CHANGE F!!!) % LB-configuration [t,x]=ode15s('cola_lb_F1',[0 500],Xinit); tlb=t; M1lb=x(:,13); xBlb = x(:,1); yDlb = x(:,12);

127
% Double ratio [t,x]=ode15s('cola_rr_F1',[0 500],Xinit); trr=t; M1rr=x(:,13); xBrr = x(:,1); yDrr = x(:,12);
% Plot them together figure(4) plot(t0,M1,'-',tlv,M1lv,':',tlb,M1lb,'-.',trr,M1rr,'--'); title('MB: reboiler (bottom) holdup [mol]');
figure (5) plot(t0,xB,'-',tlv,xBlv,':',tlb,xBlb,'-.',trr,xBrr,'--'); title('xB: reboiler (bottom) composition');
figure (6) plot(t0,yD,'-',tlv,yDlv,':',tlb,yDlb,'-.',trr,yDrr,'--'); title('yD: distillate (top) composition');
%-------------------------------------- % Now linearize the model to obtain G4u %--------------------------------------
% The open-loop model (with no levels closed; 6 inputs, 4 outputs) Ls=2.70629; Vs=3.20629; Ds=0.5; Bs=0.5; Fs=1.0; zFs=0.5; [A,B,C,D]=cola_linearize('cola4_lin',Xinit',[Ls Vs Ds Bs Fs zFs]); G4u = pck(A,B,C,D);
eig(A) % Compute eigenvalues
%--------------------------------------- % Obtaining the scaled model G4 % --------------------------------------
% The following max. changes are used (for scaling the model): Du = diag([1 1 1 1]); % max inputs (scalings) Dd = diag([ .2 .1]); % max disturbances (scalings) De = diag([0.01 0.01 1 1]); % max output errors (scalings) % This implies the folling in terms of the scaled model G4: % Units for inputs (L,V,D,B): 1 = 1 kmol/min = F (the feed rate) % Units for disturbance 1 (F): 1 = 0.2 kmol/min (20% change) % Units for disturbance 2 (z_f): 1 = 0.1 mole fraction units (20%
change) % Units for outputs 1 and 2 (y_d and x_b): 1 = 0.01 mole fraction
units % Units for outputs 3 and 4 (M_d and M_b): 1 = 1 kmol % The scaled model is then G4: Si = daug(Du,Dd); So = minv(De); % introduce scaling matrices G4 = mmult(So, G4u, Si);
% To analyze this model further, and find the model for other
configurations % see the file Table 12.3.m
%----------------------------------------------- % Reduced-order model %----------------------------------------------

128
[syss,sysu]=sdecomp(G4); [syssb,hsig]=sysbal(syss); sys1=hankmr(syssb,hsig,6,'d'); G4_8=madd(sys1,sysu); % scaled reduced-order model G4u_8=mmult( minv(So), G4_8, minv(Si)); % scale back if desired
% Compare reduced-order and full model (not much difference!) [A,B,C,D]=unpck(G4u); % Simulate step in F of magnitide 1 [Y,X,T]=step(A,B,C,D,5); figure (7) plot(T,Y(:,1),T, Y(:,2)) % Simulation full model [A8,B8,C8,D8]=unpck(G4u_8); [Y8,X8]=step(A8,B8,C8,D8,5,T); % Simulate 8-state
model figure (8) plot(T,Y(:,1),T,Y8(:,1)); % not much difference!
eig(A8) % Compute eigenvalues for 8-state model [T,P] = eig(A8); YP = C8*T % output pole directions (the two
integrators % are associated with y3=Md and y4=Mb) eig(A8') [Q,P] = eig(A8'); UP = B8'*Q % input pole directions
%----------------------------------------------- % Linearized model for LV- and double ratio configuration %------------------------------------------------
%The linear model for the LV-configurtation (4 inputs, 2 outputs) Ls=2.70629; Vs=3.20629; Fs=1.0; zFs=0.5; [A,B,C,D]=cola_linearize('cola_lv_lin',Xinit',[Ls Vs Fs zFs]); Glvu = pck(A,B,C,D); % simulate step in F of magnitude 1 step(A,B,C,D,3); % --- se file cola_commands.m for further analysis of the linear LV-
model
%The linear model for the double ratio-configurtation (4 inputs, 2
outputs) R1s = 2.70629/0.5; R2s=3.20629/0.5; Fs=1.0; zFs=0.5; [A,B,C,D]=cola_linearize('cola_rr_lin',Xinit',[R1s R2s Fs zFs]); Grru = pck(A,B,C,D); % simulate step in F of magnitude 1 figure(9) step(A,B,C,D,3); grid
Top Related