






Idiomas
Páginas
Jurídico

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERIA INDUSTRIAL
DEPARTAMENTO ACADÉMICO DE GRADUACIÓN.
SEMINARIO DE GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TITULO DE INGENIERO
INDUSTRIAL
ÁREA:
SISTEMAS DE ORGANIZACIÓN INDUSTRIAL
TEMA:
OPTIMIZACIÓN DEL PROCESO DE FABRICACIÓN DE
LA PLACA PLANA EN LA EMPRESA TUBASEC
AUTOR:
JURADO REYES CESAR ANDRÉS
DIRECTOR DE TESIS:
ING. IND. ARGUELLO CORTEZ LUIS EDUARDO
2007 – 2008
GUAYAQUIL – ECUADOR

ii
“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta
Tesis corresponden exclusivamente al autor”
Jurado Reyes César Andrés 0921570552

iii
DEDICATORIA
Dedico esta tesis a mis padres y hermanos, que son mi fuente de
inspiración y me han brindado todo el apoyo necesario, para poder
continuar con mis estudios superiores.

iv
AGRADECIMIENTO
Agradezco principalmente a nuestro DIOS, a toda mi familia y sobre todo
a mis padres y hermanos.
A la UNIVERSIDAD DE GUAYAQUIL, de manera especial a la Facultad
de Ingeniería Industrial en la cual me he forjado académicamente y a sus
docentes que me han transmitido sus enseñanzas y experiencias.
A TUBASEC C.A. Y al Ing. Félix Veloz quien aportó con sus experiencias
y me brindó las facilidades necesarias en la empresa para el desarrollo de
esta tesis.
A todos mis amigos que han estado a mi lado en los momentos más
difíciles.
v
ÍNDICE GENERAL
CAPÍTULO I
GENERALIDADES
1.1 Antecedentes 2
1.2 Localización 4
1.3 Visión y Misión 5
1.4 Descripción de los problemas 5
1.5 Identificación del CIIU 6
1.6 Estructura Organizacional 7
1.7 Justificativos 8
1.8 Objetivos 8
1.8.1 Objetivo General 8
1.8.2 Objetivo Especifico 8
1.9 Marco Teórico 9
1.9.1 Marco Referencial 9
1.9.2 Marco Conceptual 10
1.10 Metodología 13
CAPÍTULO I I
SITUACIÓN ACTUAL DE LA EMPRESA
2.1 Producción y Mercado 14
2.2 Volumen de Ventas 17
2.3 Participación de Mercado 18
2.4 Productos que comercializa Tubasec 19
2.5 Descripción del Flujo de Proceso 19
vi
2.5.1 Recepción de Materia Prima 20
2.5.2 Pesada 21
2.5.3 Formación de la pasta 21
2.5.4 Almacenamiento 22
2.5.5 Descripción de la maquinaria de procesos 22
2.5.6 Formación de placas 23
CAPÍTULO I I I
ANÁLISIS INTERNO DE LA EMPRESA
3.1 Cadena del Valor del Producto 26
3.1.1 Actividades Primarias de la Empresa Tubasec C.A 28
3.1.1.1 Logística interna 28
3.1.1.2 Operaciones 32
3.1.1.3 Logística externa 32
3.1.1.4 Marketing y Publicidad 33
3.1.1.5 Servicio Post-Venta 33
3.1.2 Actividades de Apoyo 34
3.1.2.1 Infraestructura de la Empresa 34
3.1.2.2 Gestión de Personal 35
3.1.2.3 Desarrollo Tecnológico 37
3.1.2.4 Abastecimiento 37
CAPÍTULO I V
ANÁLISIS DEL ENTORNO DE LA EMPRESA
4.1 Introducción 39
vii
4.2 Marco Conceptual 39
4.2.1 Rivalidad entre las empresas que compiten 40
4.2.2 Entrada potencial de competidores nuevos 42
4.2.3 Desarrollo potencial de productos sustitutos 43
4.2.4 Poder de negociación de los proveedores 44
4.2.5 Poder del comprador 45
4.2.6 Análisis y evaluación de Las 5 Fuerzas de Michael Porter 46
4.2.7 Análisis FODA 48
CAPÍTULO V
DIAGNÓSTICO
5.1 Generalidades 50
5.2 Identificación de los principales problemas, el origen,
sus causas y efectos
51
5.3 Análisis de Diagrama de Pareto 53
5.4 Costo asignado a los problemas 55
CAPÍTULO VI
DESARROLLO DE SOLUCIONES
6.1 Definición de problemas a resolver 57
6.2 Análisis de solución del problema 57
6.3 Síntesis de los problemas a solucionar 58
6.4 Diseño del nuevo sistema 60

viii
CAPÍTULO VII
EVALUACIÓN ECONÓMICA
7.1 Costos de los materiales para el desarrollo de propuestas 62
7.2 Costo – Beneficio de las propuestas 64
7.3 Cálculo del período de recuperación 64
7.4 Valor Actual Neto 65
7.5 Cálculo del VAN 66
7.6 Tasa Interna de Retorno 67
7.7 Cálculo del TIR 67
CAPÍTULO V I I I
IMPLEMENTACIÓN
8.1 Cronograma de Soluciones 69
8.2 Diagrama de Gantt 69
CAPÍTULO I X
CONCLUSIONES Y RECOMENDACIONES
9.1 Conclusiones 70
9.2 Recomendaciones 71
Glosario de Términos 72
Anexos 74

ix
ÍNDICE DE CUADROS
1 Utilización de la Placa Plana 4
2 Pesos de las Placas Planas 14
3 Producción en peso de la Placa Plana 15
4 Producción en unidades de la Placa Plana 16
5 Ventas de Placa plana 17
6 Mercados de productos de fibro cemento 18
7 Registro de Horas Perdidas 53
8 Especificación de horas perdidas 54
9 Frecuencia de los problemas 54
10 Análisis de producción en dólares por hora 55
11 Costo asignado a cada problema 56
12 Longitud requerida para construcción de estructuras 60
13 Longitud requerida para construcción de rieles 61
14 Longitud requerida para construcción de soportes 61
15 Costo de materiales para construcción de estructuras 62
16 Costo de materiales para construcción de rieles 63
17 Costo de materiales para construcción de soportes 63
18 Costo-Beneficio de las propuestas 64
19 Calculo del periodo de recuperación de inversión 65
20 Calculo del VAN 66
21 Calculo del TIR 68
x
ÍNDICE DE GRÁFICOS
1 Organigrama 7
2 Producción en peso de la Placa Plana 15
3 Producción en unidades de la Placa Plana 17
4 Venta de Placas Planas 18
5 Mercado de productos de fibrocemento 19
6 Cadena de Valor 27
7 Actividades Primarias de Tubasec 28
8 Silos de Cemento 30
9 Bodega de Amianto 31
10 Actividades de Apoyo de Tubasec 34
11 Las cinco fuerzas de Michael Porter 40
12 Análisis Foda 48
13 Diagrama de Ishikawa 51
14 Diagrama de Pareto 55
15 Costos Asignados 56
16 Deficiencia en corte transversal 58
17 Fraguado actual 59

xi
ÍNDICE DE ANEXOS
1 Ubicación Geográfica 75
2 Marca Eurolit 76
3 Iberteja y Esmalteja 77
4 Techoluz 78
5 Pavigres 79
6 Eurotank, Hipotank, Polipool 80
7 Diagrama de flujo de procesos de materia prima 81
8 Formación de la pasta 82
9 Formación de la placa 83
10 Mapa de procesos 84
11 Diagrama de flujo de proceso actual 85
12 Control de entrega de productos a patios 87
13 Guía de remisión 88
14 Control de roturas en patios 89
15 Factura 90
16 Orden de pedido 91
17 Nota de devolución 92
18 Diagrama de flujo de producto terminado 93
19 Diseño de la estructura 94
20 Diseño del nuevo molde 96
21 Vista frontal del soporte incorporado al riel 97
22 Diagrama de flujo de proceso propuesto 98
23 Diagrama de Operaciones Actual 100
24 Diagrama de Operaciones Propuesto 103
25 Proforma de materiales 106
26 Diagrama de Gantt 107
27 Diagrama de Recorrido y Distribución de Planta Actual 108
28 Diagrama de Recorrido y Distribución de Planta Propuesto 109

xii
RESUMEN
TEMA: OPTIMIZACIÓN DEL PROCESO DE FABRICACIÓN DE LA PLACA PLANA EN LA EMPRESA TUBASEC C.A.
AUTOR: JURADO REYES CÉSAR ANDRÉS
El principal objetivo para la elaboración de esta tesis es la optimizar y organizar las actividades del proceso de fabricación de la placa plana en
la empresa TUBASEC C.A., para de esta manera aumentar su productividad, entregando un producto de excelente calidad y en el tiempo
adecuado, generando mayores ingresos a la empresa. Para iniciar con el desarrollo de esta tesis se empezó a recopilar información básica de la fábrica tales como sus antecedentes, su estructura organizacional, los
diferentes productos que comercializa, volúmenes de producción, el tamaño de participación en el mercado, ventajas y desventajas del
producto que comercializa a sus clientes, la materia prima y las maquinarias utilizadas para la fabricación de la placa plana, características del proceso de producción, por medio de las diferentes
técnicas del Ingeniero Industrial se realiza el análisis interno y externo de la empresa, utilizando los diagramas de flujo, el análisis de la Cadena de
Valor (actividades primarias y actividades de apoyo), análisis de las Cinco Fuerzas de Porter (poder del comprador, poder del proveedor, los productos sustitutos, los competidores potenciales, la rivalidad entre
competidores), el análisis FODA, el Diagrama de Ishikawa, de esta forma se determinó los diferentes problemas con diferentes causas y efectos
que existen en la empresa, y por medio del Diagrama de Pareto se logró determinar que el problema con mayor incidencia en las actividades productivas de la empresa es el Reproceso en el área de corte,
perjudicando a la empresa hasta con $ 63.495 anuales, por lo que se vio obligado a establecer un plan de soluciones, los mismos que tienen un
costo de $8028 y por medio de la evaluación económica respectiva se estableció que dicho valor de inversión será recuperado en el 5to. mes de ejercer estas propuestas y se verificó la factibilidad del proyecto por medio
de 2 indicadores como el TIR y el VAN para poder implementar y ejecutar sin problemas las soluciones mediante una previa elaboración de un
cronograma de actividades.
Jurado Reyes César Andrés Ing. Ind. Eduardo Arguello AUTOR TUTOR

xiii
PRÓLOGO
La investigación realizada en la empresa TUBASEC C.A., esta basada
en el desarrollo de diferentes capítulos que se encuentran establecidos y
detallados en el cuerpo de la tesis y que son presentados en la misma:
En el capítulo I se hace una reseña de los antecedentes de la empresa
y las diferentes etapas del desarrollo de sus actividades continuamente,
se determina su localización, la visión y misión, la identificación del CIIU,
su estructura organizacional, los justificativos, el marco referencial y
teórico, y los objetivos tanto generales como específicos de la estructura
de la tesis.
En el capítulo II se hace énfasis en su producción tanto en peso como
en unidades, el porcentaje de participación en el mercado en que se
desenvuelven sus actividades, descripción del flujo de proceso y detalles
de la maquinaria utilizada.
En el capítulo III se realiza el análisis interno de la empresa, por medio
de la cadena de valor, detallando cada una de las actividades primarias y
secundarias.
En el capítulo IV se efectúa el análisis del entorno de la empresa,
teniendo como herramientas las cinco fuerzas de Michael Porter y el
análisis FODA.
En el capítulo V se realiza el respectivo diagnóstico de los problemas
por medio del Diagrama de ishikawa, con las causas y efectos de estos,
lográndose determinar los costos asignados de cada uno y
posteriormente se logra establecer el de mayor incidencia por medio del
Diagrama de Pareto
xiv
En el capítulo VI se hace el desarrollo de soluciones, previamente de
un análisis y una síntesis de los problemas a solucionar, para de esta
manera realizar el diseño del nuevo sistema..
En el capítulo VII se realiza la evaluación económica de la inversión,
determinando el costo-beneficio de las propuestas, y comprobando la
factibilidad de las soluciones por medio de 3 indicadores: período de
recuperación, cálculo del VAN y cálculo del TIR.
En el capítulo VIII se detalla el cronograma de las actividades para
poner en marcha las soluciones planteadas..
En el capítulo IX se manifiestan las conclusiones de la tesis y las
respectivas recomendaciones para la empresa.
CAPITULO I
GENERALIDADES
TUBASEC C.A. es una empresa Ecuatoriana – Española, conformada
según las disposiciones legales vigentes mediante escritura pública e
inscrita en el Registro Mercantil, cuenta con una de las plantas de
producción con tecnología mas avanzada en nuestro País, para la
fabricación de productos en fibro – cemento. Esta tecnología es el
resultado de noventa años de experiencia e investigación de URALITA
S.A. de España, empresa pionera en la fabricación de materiales para la
construcción.
La planta se encuentra ubicada en la Provincia de Chimborazo,
específicamente al sur de la ciudad de Riobamba, en la Av.
Circunvalación y la Vía a Chambo, cuenta con un área de 110.000 m2 y
sus instalaciones superan los 8.000 m2., además cuenta con oficinas en
las ciudades de Quito y Guayaquil. Para cumplir con las metas de
producción la empresa requiere de la participación de 157 personas y
utilizando:
Recursos humanos.- Estos recursos se planean en forma de
presupuesto, para poder coordinarse con otros rubros de la
empresa, como son: producción, ventas, compras, etc., e
integrarse en un presupuesto general.
Recursos financieros.- Son recursos de carácter monetario y
económico que la empresa necesita para el desarrollo de sus

Introducción 2
actividades. El buen financiamiento es esencial para el éxito de toda la
empresa.
Recursos materiales.- los recursos de una empresa, son aquellos
que establecen los objetivos y determinan un curso de acción a
seguir, como:
1. Instalaciones.- Edificios, predios, plantas de fabricación, etc.
2. Equipo: Maquinaria, medios de transporte, etc.
3. Materiales de Producción: Materia prima, materiales directos e
indirectos.
Recursos técnicos.- A ésta clase de recursos hoy en día se le está
dando su debida importancia, ya que se observa que las
estructuras de la empresa ecuatoriana ha sufrido en los últimos
años cambios considerables, lo cual se debe principalmente a una
mayor diversificación de productos y servicios.
1.1 Antecedentes.
TUBASEC C.A. contribuye desde hace más de tres décadas al
desarrollo del Ecuador, inició su actividad con su línea de tuberías,
llevando agua potable a todos los rincones del país. Y paso a paso dio
crecimiento a su línea de productos con una fuerte política de
diversificación entrando en el mundo de las cubiertas.
Desde el mes de Mayo de 1.980 inicia su operación con 60
trabajadores en la producción de tubería de fibro – cemento, con
diámetros desde 75 mm. hasta 700 mm. y de diversos espesores para las
variadas presiones de trabajo, todo ello conforme a la norma internacional
ISO 160 y la nacional INEN 485.

Introducción 3
Su primer paso lo hizo con los prestigiosos techos de fibrocemento
marca Eurolit, reconocidos como los más fuertes y resistentes del
mercado en ese sector. En este sentido cabe decir que, donde otros no
hablan técnicamente de garantías, Eurolit puede decir en voz alta y con
legitimo orgullo, que es la única marca existente en el mercado que tiene
todos sus techos con la garantía y el respaldo total de cumplir con la
norma INEN 1320 y por lo tanto, que todas sus planchas vendidas en el
pasado y en el presente tienen la garantía real y total de tener una
resistencia superior a los 4250 Newton por metro lineal.
Después de introducir en el mercado su línea Eurolit, TUBASEC C.A.,
amplió su gama de actividades con la fabricación de tejas de hormigón
marca Ecuateja, las mismas cuentan con la característica de tener color
integrado en la masa y la resistencia y calidad acostumbrada en todos sus
techos; pero añadiéndole a la vivienda la nota de clase, elegancia y
belleza. La incorporación a esta nueva actividad se efectúo mediante la
adquisición de la fábrica e instalaciones que estaban radicadas en Quito y
que inmediatamente fueron trasladadas a su complejo industrial de
Riobamba. La política de desarrollo y diversificación no paró ahí, sino que
se vio acrecentada con la incorporación de los tanques de polietileno
marca Eurotank e Hipotank que se complementan con la gama de
tanques de fibrocemento, convirtiendo así a TUBASEC C.A. en el único
fabricante en ofrecer la gama completa de tanques tanto, en fibrocemento
como en polietileno.
No quedándose conforme con todo el desarrollo y la diversificación
anterior Tubasec C.A., continuó con su trabajo dando a conocer dos
nuevos productos en la gama de las tejas cerámicas, así llegaron Iberteja
y Esmalteja, con esta incorporación más la introducción en la fabricación
de techos traslúcidos, con marca Techoluz, TUBASEC C.A., pasó a
convertirse en el primer fabricante ecuatoriano de cubiertas para vivienda
a través de sus marcas, Eurolit, Ecuateja, Iberteja, Esmalteja y Techoluz.
Introducción 4
Y como complemento a la línea de cubiertas, creó los excelentes
pavimentos de gres, marca Pavigres, los polivalentes tanques de
polietileno Eurotank e Hipotank y las excepcionales piscinas portátiles de
polietileno marca Polipool, en sus presentaciones júnior y senior. En todos
los casos contando con un denominador común, Calidad y con la garantía
total de Tubasec C.A., para ello cuenta con personal calificado, mandos
medios y obreros, distribuidos en los departamentos de: Producción,
Mantenimiento, Expediciones, Laboratorio, Financiero y Administrativo.
En la extensa gama de productos que TUBASEC C.A. pone a
disposición de sus consumidores, se encuentra la placa plana de fibro –
cemento de dimensión: (2,44 x 1,22) mts. y con diferentes espesores: 4,
6, 8, 10, 12, 14, 16 y 17 mm. .
Según el espesor de la Placa Plana, esta puede ser empleada en
cualquier ámbito en cuanto a la construcción y decoración de edificios y
hogares se refiere, como se muestra en el cuadro 1.
Cuadro # 1.
Utilización de la Placa Plana.
ESPESOR UTILIZACIÓN DIMENSIÓN
4 mm. Cielos Rasos (1,22 x0,605) (0,605 x0,605) mts.
6, 8, 10 mm. Divisiones, Paredes (2,44 x 1,22) mts.
12, 14 mm. Losas, Entre Pisos (2,44 x 1,22) mts.
16, 17 mm. Pisos (2,44 x 1,22) mts.
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
1.2 Localización.
La planta se encuentra ubicada en la Provincia de Chimborazo,
específicamente al sur de la ciudad de Riobamba, en la Av.
Introducción 5
Circunvalación y la Vía a Chambo, cuenta con un área de 110.000 m2 y
sus instalaciones superan los 8.000 m2., además cuenta con oficinas en
las ciudades de Quito y Guayaquil. (Ver Anexo 1)
Para que toda empresa pueda ejercer sus actividades con normalidad
es necesario que su ubicación y localización sea en un área netamente
industrial, de acuerdo al desarrollo urbanístico y exigencias de la M.I.
Municipalidad de Riobamba.
1.3 Misión y Visión.
Misión:
Producir y comercializar productos de calidad superior al menor costo
de una manera eficaz, eficiente y flexible, con una constante vocación de
servicio; trabajando como un sólido equipo humano; superando a la
competencia en el manejo del entorno; creando marcas de indiscutible
liderazgo en el mercado, teniendo como vicio la mejora continua.
Visión:
Ser reconocidos nacional e internacionalmente como un grupo grande
y eficiente por sus ideas innovadoras, sus altísimos estándares de
calidad, productividad y sus marcas líderes.
1.4 Descripción de los Problemas.
Teniendo en cuenta que la Placa Plana es uno de los productos con
mayor demanda en los últimos años en la empresa, se requiere hacer un
análisis en cada una de las etapas del proceso de producción de la
Introducción 6
misma, desde que la Materia Prima empieza a ser procesada hasta la
etapa de Producto Terminado y que este cumpla con las respectivas
normas de calidad para la venta y satisfacción del consumidor.
Se observa que en el proceso de corte en la producción de placa
plana, hay una deficiencia en el corte transversal de la misma, debido a
que no se cuenta con un método de corte adecuado, teniendo como
consecuencia esperar que el producto fragüe (24 horas) y llevarlo hacia
otra Área de corte, produciendo perdidas de tiempo, mayores gastos de
Electricidad y Mano de Obra, además de un incremento en la
contaminación ambiental debido al polvo que se origina al momento del
corte final de la Placa seca.
1.5 Identificación del CIIU (Codificación Internacional Industrial
Uniforme)
Según la codificación internacional industrial uniforme la empresa
Tubasec C. A. ubicada en el grupo # D2695.0.04 que presenta el
siguiente desglose:
D.- Industrias Manufactureras
D26.- Fabricación de productos minerales no metálicos
D269.- Fabricación de productos minerales no metálicos n.c.p.
D2695.- Fabricación de artículos de Hormigón, Cemento y Yeso.
D2695.0.- Fabricación de artículos de Hormigón, Cemento y Yeso
D2695.0.04- Fabricación de artículos de asbestocemento,
fibrocemento de celulosa o materiales similares:
láminas lisas y onduladas, tableros, losetas, tubos,
caños, tanques de agua, cisternas, lavabos, cántaros,
muebles, marcos para ventanas, etc.
Introducción 7
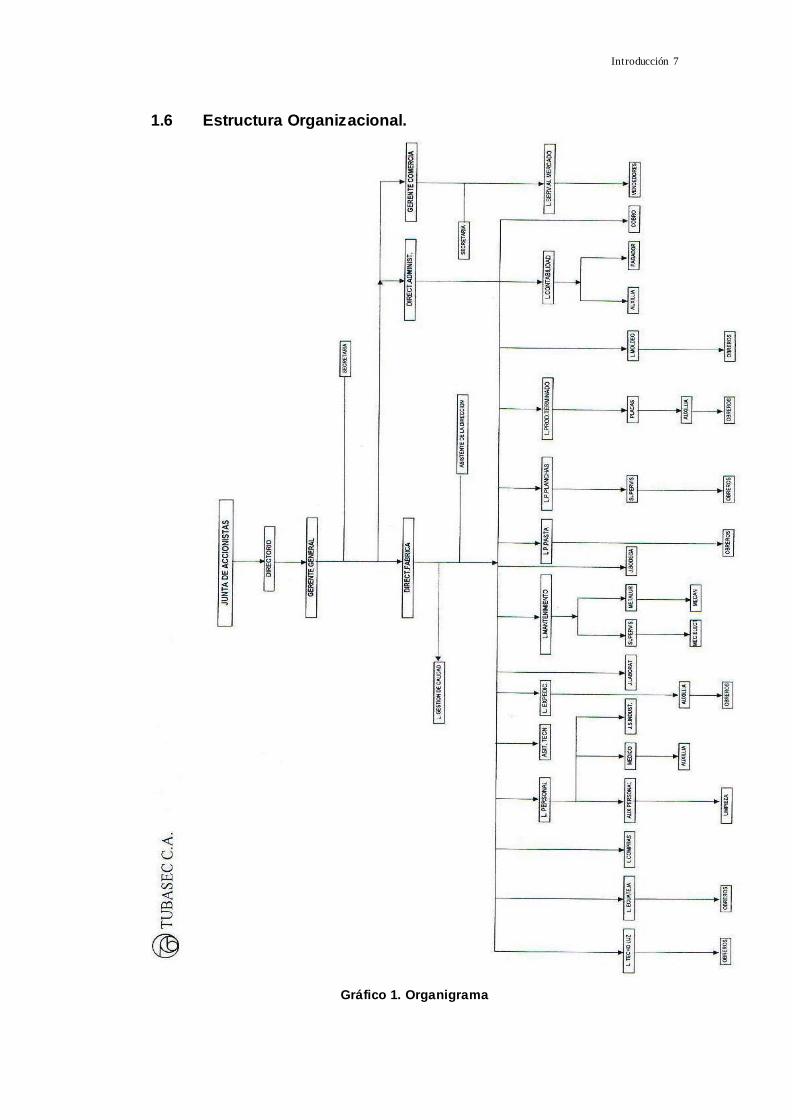
1.6 Estructura Organizacional.
Gráfico 1. Organigrama

Introducción 8
1.7 Justificativos.
El doble proceso de corte que actualmente existe en la empresa
produce considerables gastos por el deficiente método utilizado, como
consumo de energía eléctrica, mano de obra y tiempos improductivos.
Con la reingeniería en el Área de corte conllevará a la optimización en
el Proceso, aprovechando así al máximo, los recursos humanos, técnicos,
materiales y financieros.
Las mejoras en los métodos de corte trae consigo una disminución de
costos y poder realizar todo el trabajo en una sola área y en menos
tiempo, generando así rapidez y eficacia en la entrega del producto a
nuestros consumidores y mayores beneficios a la empresa.
1.8 Objetivos
1.8.1 Objetivo General
Analizar la situación actual del Proceso de Fabricación de la Placa
Plana en la Empresa TUBASEC C.A para proponer las posibles
soluciones que ayuden a disminuir tiempos improductivos y optimizar
recursos mejorando el Sistema de Corte.
1.8.2 Objetivos Especificos
Recopilar información sobre el proceso para la elaboración de la
Placa Plana.
Analizar la información obtenida.

Introducción 9
Establecer la situación actual del Proceso de Fabricación de la
Placa Plana.
Analizar la etapa de corte en el proceso.
Cuantificar los costos de la empresa debido al sistema de corte
actual de la planta.
Proponer soluciones que conlleven a la reducción de costos y de
tiempos improductivos.
Comparar los resultados de costos implementando un nuevo
sistema de corte con los datos actuales de la fábrica.
1.9 Marco Teórico.
1.9.1 Marco Referencial.
Riobamba cuenta con un parque industrial al sur de la ciudad cuyo
principal accionista es la municipalidad. La rama industrial más importante
es la fabricación de productos minerales no metálicos. En esta rama se
encuentra el mayor número de personas ocupadas (dentro de la actividad
manufacturera). Son importantes la fábrica de Cemento Chimborazo, la
Compañía Ecuatoriana de Cerámica y Tubasec C.A.
Al momento la empresa Tubasec provee sus productos solo a Nivel
Nacional, teniendo como proyección el Mercado Internacional; el 70% de
nuestros productos son utilizados en la Provincia del Azuay y el otro 30%
distribuido en todo el territorio nacional.
Nuestros principales competidores son: Eternit (Ecuatoriana) y
Colombit (Colombiana).
Introducción 10
1.9.2 Marco Conceptual.
Previo al desarrollo del Marco Teórico es indispensable dar ciertos
conceptos y características de las materias primas y equipos que
intervienen en el proceso de producción:
Fraguado: Proceso químico por el cual el cemento, cal, yeso u otro
material en unión con el agua se endurece, en el caso de la Placa Plana
el tiempo de fraguado es de 24 horas.
Fibrocemento: es un material utilizado en la construcción, constituido
por una mezcla de cemento y fibras. El fibrocemento se empleaba en la
fabricación de:
Placas ligeras y rígidas.
Tubos para agua a presión (riego o abastecimiento de agua
potable).
Tubos para drenaje o alcantarillado por gravedad.
Depósitos de almacenamiento de agua de pequeño tamaño.
Chimeneas...
Las placas de fibrocemento son impermeables y fáciles de cortar y de
perforar. Se utilizan principalmente como material de acabado de
cubiertas y para el recubrimiento de paramentos exteriores que deban
protegerse de la lluvia, tuberías, bajantes, etc.
Es un material relativamente económico, por lo que se utilizaba
ampliamente en la construcción de almacenes, cobertizos, naves
industriales e instalaciones provisionales. Las placas constituidas por este
material se presentan lisas u onduladas en distintas longitudes, además
se fabrican piezas especiales de las más variadas formas.

Introducción 11
Amianto (Asbesto): Es una forma fibrosa de varios minerales y
silicatos hidratados de magnesio. El nombre también puede aplicarse a
las formas fibrosas de calcio y hierro; cuando aparecen ligeramente
teñidas reciben el nombre de asbesto. Las fibras de amianto pueden
moldearse o tejerse en diferentes maneras. Al no ser inflamables y aislar
bien el calor, el amianto se emplea mucho para fabricar productos
ignífugos, como ropa de seguridad para bomberos, y productos aislantes
para tuberías de fluidos calientes.
La longitud de las fibras, así como la composición química del mineral,
determinan el tipo de producto que puede fabricarse con el amianto. Las
fibras más largas se usan para tejidos, por lo general asociadas con el
algodón o rayón y las más cortas para productos moldeados como las
tuberías y láminas para cubiertas.
El amianto se ha utilizado en materiales para la construcción, textiles,
piezas de aviones, misiles, asfaltos, pinturas, productos de fricción como
pastillas de frenos de automotores. Sin embargo, la inhalación constante
de polvo de amianto o de asbesto puede producir asbestosis, enfermedad
pulmonar crónica grave, causada por la inhalación de partículas de
asbesto durante un periodo determinado. El asbesto es un compuesto de
silicato fibroso que antes se utilizaba mucho para fortalecer y reforzar
materiales de construcción, como aislante y por su elevada resistencia al
calor en las superficies sometidas a fricción.
Cemento: El cemento Pórtland se fábrica a partir de materiales
calizos, por lo general, piedra caliza, junto con arcillas, pizarras o escorias
de altos hornos que contienen óxido de aluminio y óxido de silicio, esto es
en proporciones aproximadas: 60 % de cal, 19 % de óxido de silicio, 8 %
de óxido de aluminio, 5 % de óxido de hierro, 5 % de óxido de magnesio y
3 % de trióxido de azufre. Ciertas rocas llamadas cementosas, presentan
en su composición éstos elementos en proporciones adecuadas y se

Introducción 12
pueden obtener cemento a partir de ellas sin necesidad de emplear
grandes cantidades de otras materias primas, no obstante las empresas
cementeras suelen usar varias mezclas para obtener mejores resultados.
Además cabe indicar que la variación de sus componentes dan lugar a
la formación de cementos especiales, que para diversos usos se los
prepara de diferente manera; los cementos de fraguado rápido, a veces
llamados cementos de dureza extra rápida, se consiguen aumentando la
proporción de silicato tricálcico o mediante la trituración fina de modo que
logre pasar por un tamiz de 16.370 aberturas por centímetro cuadrado.
Algunos de estos cementos endurecen en un día, mientras que los
normales endurecen en un mes.
Sin embargo, durante la hidratación producen mucho calor y por ello
no son apropiados para grandes estructuras en las que la cantidad de
calor puede provocar fisuras. En los grandes vertidos se suelen emplear
cementos especiales de poco calor de fraguado, que por lo general
contienen mayor cantidad de silicato dicálcico.
Celulosa: Fibra vegetal proveniente de la madera.
Agua: Nombre común que se aplica al estado líquido del compuesto
de hidrógeno y oxígeno H2O. Es colectada de la red de la ciudad y
almacenada en las piscinas o balsas dentro de la planta para su posterior
uso en el proceso industrial.
Toba: Las tobas calizas o calcáreas se forman por la precipitación de
carbonato de calcio alrededor de las hojas o tallos de plantas acuáticas.
Estos vegetales viven en aguas continentales y al realizar la fotosíntesis
toman dióxido de carbono. Como consecuencia de ello, el carbonato se
precipita formando una capa muy fina alrededor de la planta. Las capas
sucesivas que se depositan forman una costra que rodea a los restos del
Introducción 13
vegetal. Es un material silícico del 80 % al 90 % usado para mejorar la
densidad de las placas en un 25 %, y con el tiempo produce un mejor
endurecimiento.
1.10 Metodología.
La metodología que servirá de apoyo para la investigación, desarrollo y
culminación del presente trabajo se basa en documentos, registros,
reglamentos, revistas, Páginas de Internet, entrevistas.
Entre las herramientas a utilizar tenemos:
Diagrama de Ishikawa: para determinar las causas y
consecuencias de los problemas en el área a ser estudiada y en
base a esa información poder tomar decisiones.
Diagrama de Pareto.
Diagramas de Flujo y Operaciones de Procesos.
Estudios de tiempo y movimiento.
Análisis Foda para ejecutar un análisis de los ámbitos internos y
externos de la Empresa.
Cálculos Matemáticos y uso de tablas basadas en el Área de
Fabricación de Placas de Fibro-cemento.
Recopilación de datos por medio de las entrevistas, investigación
de campo y observaciones.
Análisis Económico.
Empleo de Herramientas de Gestión e Ingeniería Industrial.
Aplicación de los métodos de ingeniería para solución de
problemas.
CAPITULO II
SITUACIÓN ACTUAL DE LA EMPRESA
2.1 Producción y Mercado
La Producción de la empresa TUBASEC C.A. en cuanto a la placa
plana se refiere es muy variable en todos sus espesores, teniendo en
cuenta que es utilizada en diferentes áreas de la construcción, y muchas
veces la producción se la realiza bajo pedido y teniendo una perspectiva
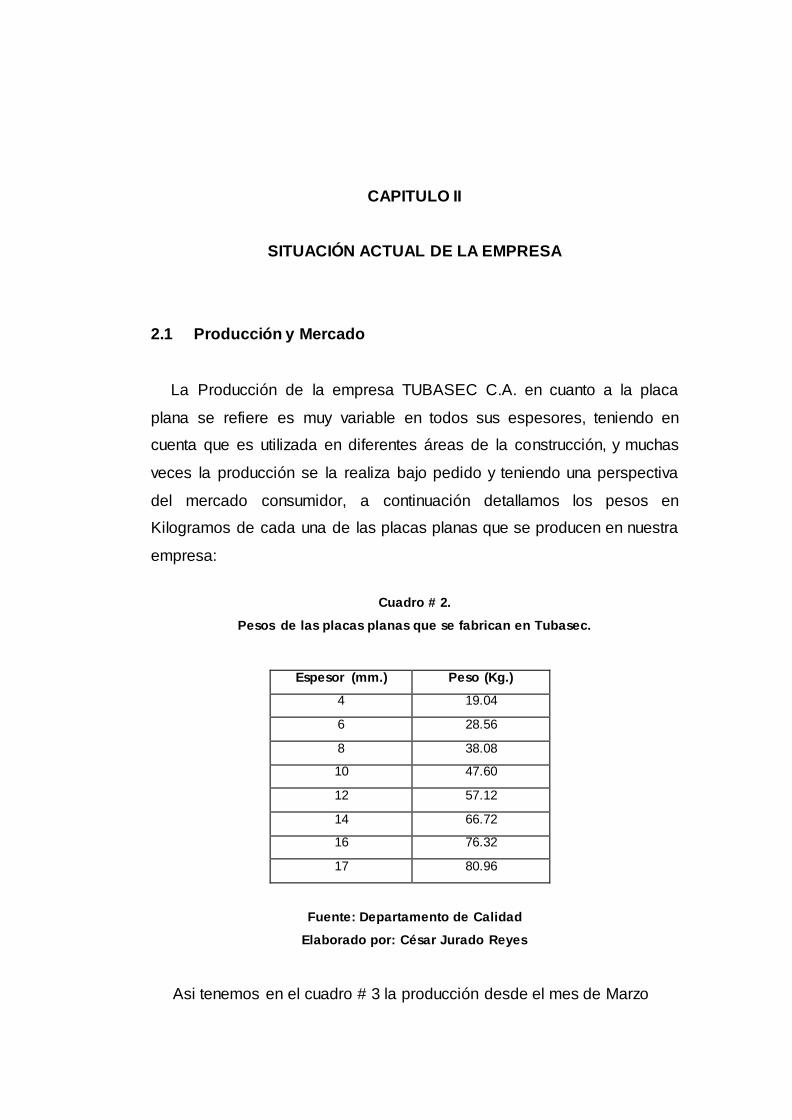
del mercado consumidor, a continuación detallamos los pesos en
Kilogramos de cada una de las placas planas que se producen en nuestra
empresa:
Cuadro # 2.
Pesos de las placas planas que se fabrican en Tubasec.
Espesor (mm.) Peso (Kg.)
4 19.04
6 28.56
8 38.08
10 47.60
12 57.12
14 66.72
16 76.32
17 80.96
Fuente: Departamento de Calidad
Elaborado por: César Jurado Reyes
Asi tenemos en el cuadro # 3 la producción desde el mes de Marzo
Situación Actual de la Empresa 15
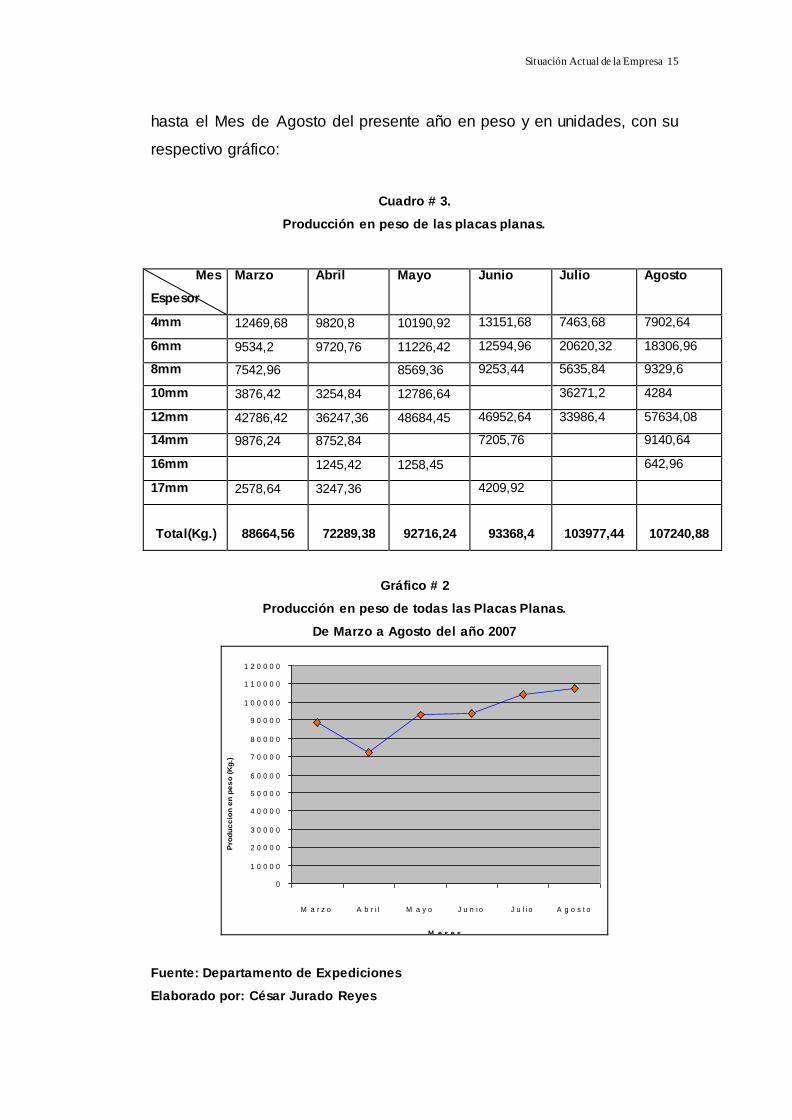
hasta el Mes de Agosto del presente año en peso y en unidades, con su
respectivo gráfico:
Cuadro # 3.
Producción en peso de las placas planas.
Mes
Espesor
Marzo Abril Mayo Junio Julio Agosto
4mm 12469,68 9820,8 10190,92 13151,68 7463,68 7902,64
6mm 9534,2 9720,76 11226,42 12594,96 20620,32 18306,96
8mm 7542,96 8569,36 9253,44 5635,84 9329,6
10mm 3876,42 3254,84 12786,64 36271,2 4284
12mm 42786,42 36247,36 48684,45 46952,64 33986,4 57634,08
14mm 9876,24 8752,84 7205,76 9140,64
16mm 1245,42 1258,45 642,96
17mm 2578,64 3247,36 4209,92
Total(Kg.)
88664,56
72289,38
92716,24
93368,4
103977,44
107240,88
Gráfico # 2
Producción en peso de todas las Placas Planas.
De Marzo a Agosto del año 2007
0
1 0 0 0 0
2 0 0 0 0
3 0 0 0 0
4 0 0 0 0
5 0 0 0 0
6 0 0 0 0
7 0 0 0 0
8 0 0 0 0
9 0 0 0 0
1 0 0 0 0 0
1 1 0 0 0 0
1 2 0 0 0 0
M a r z o A b r i l M a y o J u n i o J u l i o A g o s t o
M e s e s
Pro
du
cc
ion
en
pe
so
(K
g.)
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
Situación Actual de la Empresa 16
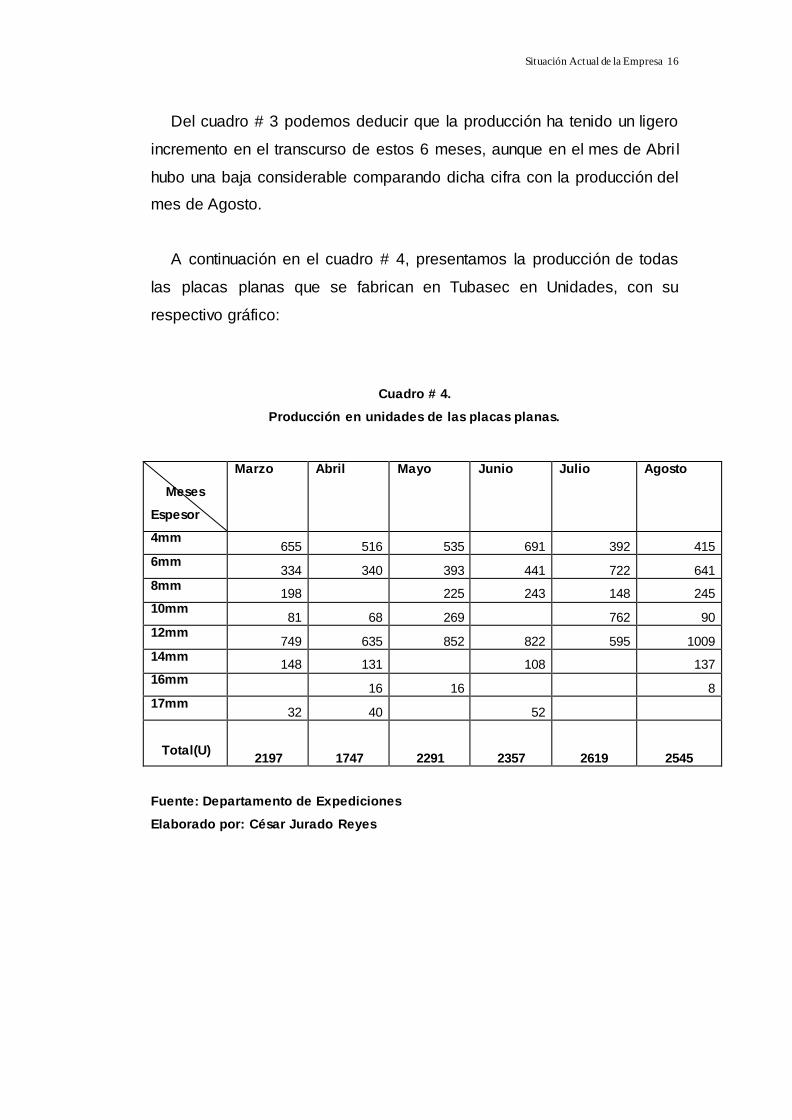
Del cuadro # 3 podemos deducir que la producción ha tenido un ligero
incremento en el transcurso de estos 6 meses, aunque en el mes de Abri l
hubo una baja considerable comparando dicha cifra con la producción del
mes de Agosto.
A continuación en el cuadro # 4, presentamos la producción de todas
las placas planas que se fabrican en Tubasec en Unidades, con su
respectivo gráfico:
Cuadro # 4.
Producción en unidades de las placas planas.
Meses
Espesor
Marzo Abril Mayo Junio Julio Agosto
4mm 655 516 535 691 392 415
6mm 334 340 393 441 722 641
8mm 198 225 243 148 245
10mm 81 68 269 762 90
12mm 749 635 852 822 595 1009
14mm 148 131 108 137
16mm 16 16 8
17mm 32 40 52
Total(U) 2197 1747 2291 2357 2619 2545
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes

Situación Actual de la Empresa 17
Gráfico # 3
Producción en unidades de las placas planas.
De Marzo a Agosto del año 2007
0
250
500
750
1000
1250
1500
1750
2000
2250
2500
2750
Marzo Abril Mayo Junio Julio Agosto
Meses
Pro
du
cció
n e
n U
nid
ad
es
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
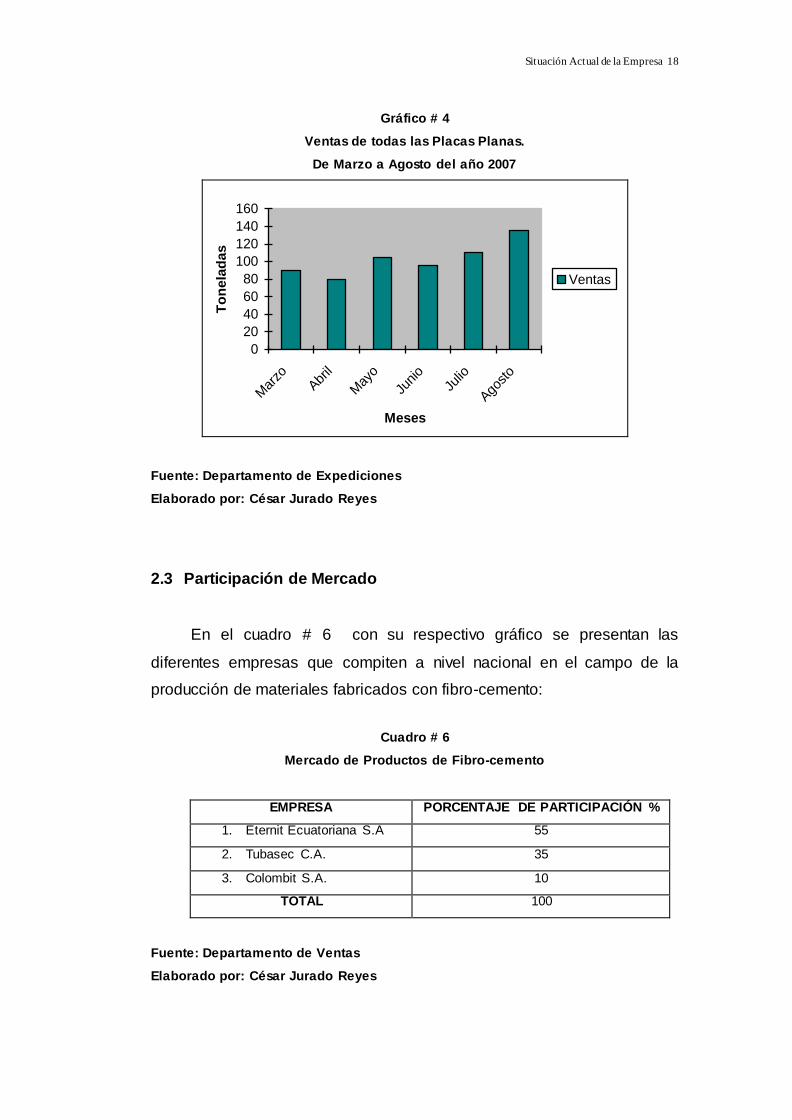
2.2 Volumen de Ventas.
Los Volúmenes de Ventas en toneladas desde el mes de Marzo hasta
Agosto del año en curso se exponen a continuación en el cuadro # 5:
Cuadro # 5
Ventas de las Placas Planas.
Mes Marzo Abril Mayo Junio Julio Agosto
Ventas 90 80 105 95 110 122
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
Situación Actual de la Empresa 18
Gráfico # 4
Ventas de todas las Placas Planas.
De Marzo a Agosto del año 2007
0
20
40
60
80
100
120
140
160
Mar
zoAbr
il
May
o
Junio
Julio
Ago
sto
Meses
To
nela
das
Ventas
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
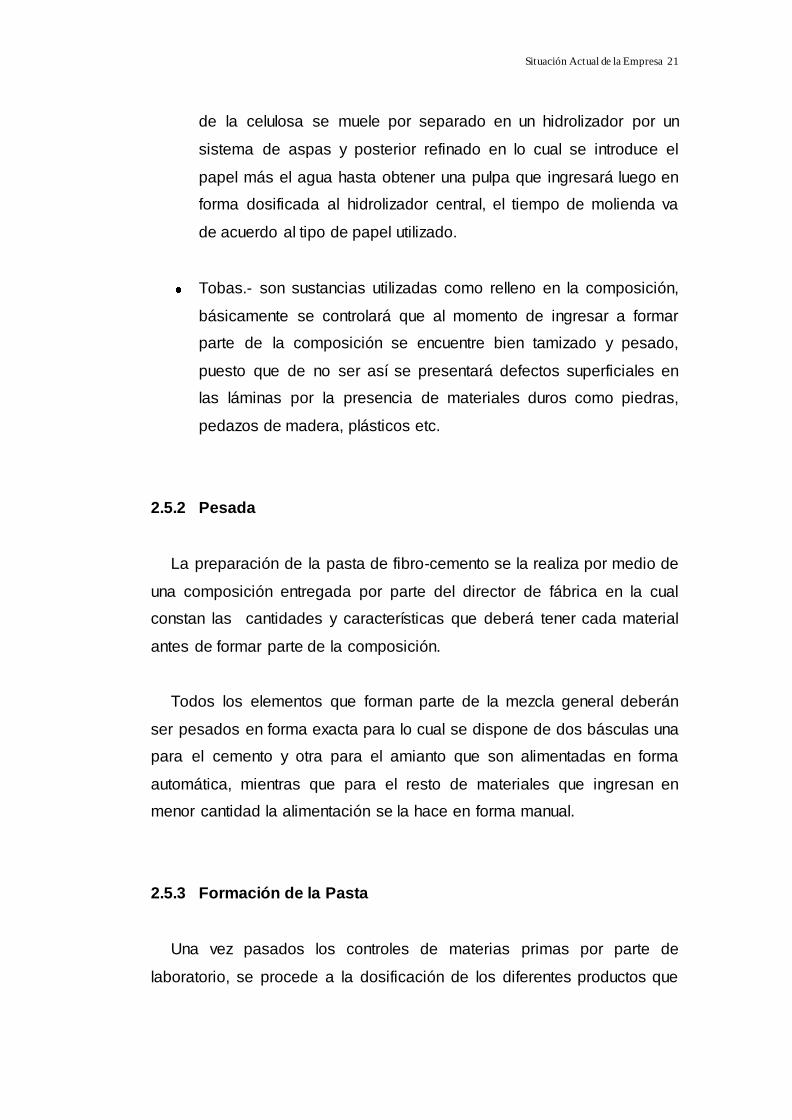
2.3 Participación de Mercado
En el cuadro # 6 con su respectivo gráfico se presentan las
diferentes empresas que compiten a nivel nacional en el campo de la
producción de materiales fabricados con fibro-cemento:
Cuadro # 6
Mercado de Productos de Fibro-cemento
EMPRESA PORCENTAJE DE PARTICIPACIÓN %
1. Eternit Ecuatoriana S.A 55
2. Tubasec C.A. 35
3. Colombit S.A. 10
TOTAL 100
Fuente: Departamento de Ventas
Elaborado por: César Jurado Reyes

Situación Actual de la Empresa 19
Gráfico # 5
Mercado de Productos de Fibro-cemento
55% 35%
10%
Eternit
Tubasec
Colombit
Fuente: Departamento de Ventas
Elaborado por: César Jurado Reyes
2.4 Productos que comercializa Tubasec C. A.
Tubasec C.A., además de producir la placa plana y las tejas onduladas
marca Eurolit (ver Anexo 2), diversifico su producción con productos
alternos, empezando a comercializar dos nuevos productos en la gama de
las tejas cerámicas, con el nombre de Iberteja y Esmalteja (Ver Anexo 3),
además en la incursión en el mercado con la fabricación de techos
traslúcidos, con marca Techoluz (Ver Anexo 4), Y como complemento a la
línea de cubiertas, creó los excelentes pavimentos de gres, marca
Pavigres (Ver Anexo 5), los polivalentes tanques de polietileno Eurotank e
Hipotank y piscinas portátiles de polietileno marca Polipool (Ver Anexo 6),
en sus presentaciones júnior y senior. En todos los casos contando con
un denominador común, Calidad y con la garantía total de Tubasec C.A.
2.5 Descripción del Flujo de Proceso.
Para obtener la pasta de fibro-cemento se ha realizado una
distribución de pasos lógicos y secuenciales dentro del proceso de
materias primas y mezclas que se deberán seguir así como también se

Situación Actual de la Empresa 20
describirá en cada bloque las operaciones y controles que se realizan
hasta obtener la pasta que en nuestro proceso se llamará producto
terminado. (Ver Anexo 7).
Los pasos a los que hacemos mención son los siguientes:
2.5.1 Recepción de Materias Primas.
Las materias primas necesarias para obtener la pasta de fibro-cemento
son de dos tipos: Unos principales como el cemento y el asbesto, agua y
otros secundarios o complementarios como la celulosa, toba, recupero
seco y el reciclaje fresco.
A continuación se detalla información de cada materia prima involucrada:
Cemento.- se tomará una muestra directamente del tanquero de
descarga y se realizarán los ensayos respectivos en el laboratorio
para comprobar que las propiedades físicas y químicas estén
dentro de los parámetros establecidos para su uso, en caso de no
estarlo, se tomaran las acciones correctivas del caso.
Asbesto.- por tratarse de fibras minerales importadas, la calidad de
estos son evaluados mediante el certificado de calidad ISO enviado
por el proveedor y también durante su utilización, esto se realiza
puesto que para evaluar la calidad se requiere de equipos
sofisticados, este material forma la parte estructural de la misma.
Celulosa.- estos materiales son recibidos en planta, abastecidos
por proveedores locales en su mayoría, deberán ser controlados
que al ingresar a la planta no este deteriorado o húmedo y que
para formar parte de la mezcla no contenga adhesivo. Para el caso
Situación Actual de la Empresa 21
de la celulosa se muele por separado en un hidrolizador por un
sistema de aspas y posterior refinado en lo cual se introduce el
papel más el agua hasta obtener una pulpa que ingresará luego en
forma dosificada al hidrolizador central, el tiempo de molienda va
de acuerdo al tipo de papel utilizado.
Tobas.- son sustancias utilizadas como relleno en la composición,
básicamente se controlará que al momento de ingresar a formar
parte de la composición se encuentre bien tamizado y pesado,
puesto que de no ser así se presentará defectos superficiales en
las láminas por la presencia de materiales duros como piedras,
pedazos de madera, plásticos etc.
2.5.2 Pesada
La preparación de la pasta de fibro-cemento se la realiza por medio de
una composición entregada por parte del director de fábrica en la cual
constan las cantidades y características que deberá tener cada material
antes de formar parte de la composición.
Todos los elementos que forman parte de la mezcla general deberán
ser pesados en forma exacta para lo cual se dispone de dos básculas una
para el cemento y otra para el amianto que son alimentadas en forma
automática, mientras que para el resto de materiales que ingresan en
menor cantidad la alimentación se la hace en forma manual.
2.5.3 Formación de la Pasta
Una vez pasados los controles de materias primas por parte de
laboratorio, se procede a la dosificación de los diferentes productos que
Situación Actual de la Empresa 22
intervienen en la mezcla inicial en el hidrolizador. Se agrega agua para
diluir y bajar la concentración, esta pasta es llevada a una tina, donde se
mantiene en constante movimiento por medio de agitadores para evitar la
decantación de sólidos, hasta obtener una mezcla homogénea con una
suficiente viscosidad como para empezar a trabajar. (Ver Anexo 8)
2.5.4 Almacenamiento
Una vez que se ha terminado con el tratamiento y la obtención de la
pasta de trabajo de fibro-cemento se procede a la descarga que se lo
realiza por bombeo hacia el reservorio llamado noria en el cual se realiza
la homogenización y el abastecimiento continuo de la pasta hacia el
segundo proceso que es el de la preparación de la lámina de placa plana.
2.5.5 Descripción de la maquinaria de Procesos para la formación
de placas.
Noria: Es una máquina dosificadora de materia prima, que consta de
cangilones para el transporte de pasta a tinas y paletas para mantener
dicha pasta en constante movimiento para evitar su decantación.
Cartonera: Prensa donde se aloja un mandril de acero que nos sirve
para compactar las hojas primarias hasta lograr la consistencia y
espesores predeterminados para el proceso.
Fieltro: Es una banda transportadora, fabricada en fibras sintéticas
cuyas medidas son: 15.700 mm. de largo y 4.700 mm. de ancho y una
fibralidad de 62 CFM, especialmente elaborado para nuestras
necesidades y con apego estricto a nuestras recomendaciones.

Situación Actual de la Empresa 23
Cilindro Tamiz: Es una máquina construida en forma cilíndrica a base
de anillos y barras, cubierto por una tela metálica de acero inoxidable de
calidad AISI 304, tejido 2 en media caña y otra tela metálica fina de acero
inoxidable de calidad AISI 304, tejido en 16 hilos en liso.
Sistema de Vacío: Es el sistema de aspiración para secar la hoja
primaria antes de entrar en la cartonera, además nos sirve para lavar y
secar el fieltro en su recorrido.
Cilindro Motriz: Rodillo metálico, fabricado en acero de muy alta
resistencia con revestimiento de caucho vulcanizado a 30 º de dureza
shore, accionado por un motor hidráulico calzoni, dotado de un reductor
transmital y freno.
2.5.6 Formación de Placas
Formación de la Lámina: Una vez receptada la mezcla en la Noria,
por medio de cangilones transportamos la Materia prima a canaletas
donde les agregamos agua para diluir la pasta y bajar la concentración,
esta es llevada a una tina donde se mantiene en constante movimiento o
agitación para evitar que se decanten los sólidos.
Esta pasta diluida va a otra tina donde por medio de agitadores se
dirigen las fibras hacia el cilindro tamiz y este, además recoge todos los
sólidos de la pasta y los transporta por medio de un ponedor (cilindro de
caucho), hacia el fieltro y este a su vez lo llevara a la cartonera. La
película transportada por el fieltro, se va adhiriendo al mandril de acero y
su espesor está en función del número de revoluciones. (Ver Anexo 9).
Corte Primario: Una vez conseguido el espesor marcado en el
medidor de espesores electrónicos que está en relación directa con el
número de revoluciones del cilindro, se procede a cortar el tubo formado,

Situación Actual de la Empresa 24
con la ayuda de cortadoras de cuchillas circulares neumáticas, logrando
así despegarlo del molde cilíndrico de acero. De esta manera se obtienen
las láminas que son depositadas en la plataforma primaria del proceso, y
ésta a su vez es enrollada en rodillos de madera para ser transportadas a
las líneas de corte.
Corte Longitudinal y Sellado: Mientras sucede lo anterior en la mesa
de moldeo se procede a depositar los moldes de acero pavonados, que
por medio de aspersión son lubricados con una sustancia vegetal que
servirá para desmoldar con facilidad las placas, evitando así que se
adhieran a los moldes y dificulten el proceso. Ya preparados los moldes,
se procede a colocar sobre ellos las láminas frescas para ser cortadas
longitudinalmente por medio de sierras circulares eléctricas dotadas de
cuchillas especiales de acero al carbono, a las medidas normalizadas
para cada tipo de producto, y luego el sellado con el nombre comercial.
Verificadas una a una se rechazan y reciclan las láminas que tengan
algún desperfecto y las que cumplen con la norma se apilan para luego
ser transportadas a la zona de prefraguado.
Prefraguado: En la zona asignada para el prefraguado, las láminas se
las ordena de acuerdo a la línea a la que pertenece, turno de trabajo y
responsables, para ser desmoldados en el mismo orden y en la fecha
prevista. Cumplidos ya las horas necesarias para lograr un fraguado
perfecto, se procede al desmolde, donde en forma manual van siendo
desprendidos una a una las placas de sus moldes, para irlos apilando en
forma ordenada y distribuidos en los patios según sus dimensiones para
el posteriormente llevarlas al área de corte transversal.
Corte Transversal: Para poder realizar el corte transversal de la placa
plana se necesitó adecuar una nueva área de trabajo en la zona de
recuperación de placas, y se debió montar una mesa, provista de una
sierra circular montada en un perfil I , donde se realiza el corte transversal

Situación Actual de la Empresa 25
de la placa plana y posteriormente son llevadas al área de producto
terminado para su distribución. En el Anexo # 10 se detalla un Mapa de
Procesos y en el Anexo # 11 el Diagrama de Flujo de Proceso de la
empresa Tubasec C.A.
CAPÍTULO I I I
ANÁLISIS INTERNO DE LA EMPRESA
3.1 Cadena de Valor del Producto
La cadena de valor es esencialmente una forma de análisis de la
actividad empresarial mediante la cual se descompone una empresa en
sus partes constitutivas, buscando identificar fuentes de ventaja
competitiva en aquellas actividades generadoras de valor. Esa ventaja
competitiva se logra cuando la empresa desarrolla e integra las
actividades de su cadena de valor de forma menos costosa y mejor
diferenciada que sus rivales.
Por consiguiente la cadena de valor de una empresa está conformada
por todas sus actividades generadoras de valor agregado y por los
márgenes que éstas aportan.
La Cadena de Valor realza las relaciones entre la empresa y sus
proveedores, lo que puede reducir el costo o aumentar la diferenciación.
(la diferencia que una empresa establece al proporcionar algo único que
es valioso para los compradores más allá de ofrecer un precio bajo).
Dentro de la Cadena de Valor las diferentes actividades son
clasificadas en Actividades Primarias y Actividades de Apoyo; las
actividades primarias son las que generan mayor valor para el cliente y
las actividades de apoyo son todas las tareas funcionales que permiten
llevar a cabo las actividades primarias.

Análisis Interno de la Empresa 27
Por medio de la Cadena de Valor podemos analizar a la empresa
determinando su ventaja competitiva, descubriendo cuales son sus
fortalezas y sus debilidades.
Las actividades de valor se pueden dividir en dos grandes tipos:
ACTIVIDADES PRIMARIAS
• Logística Interna
• Operaciones
• Logística Externa
• Mercadotecnia y Ventas
• Servicio
ACTIVIDADES SECUNDARIOS (O DE APOYO)
• Infraestructura de la Empresa
• Gestión de Personal (RRHH)
• Desarrollo Tecnológico
• Abastecimiento
Grafico # 6
Cadena de Valor
Logistica
Interna
ServicioMercadeo y
VentasLogistica
Externa
Operaciones
Infraestructura de la empresa
Gestion de Personal
Desarrollo Tecnologico
Abastecimiento
Actividades Primarias
Act
ivid
ad
es d
e A
poy
o
Análisis Interno de la Empresa 28
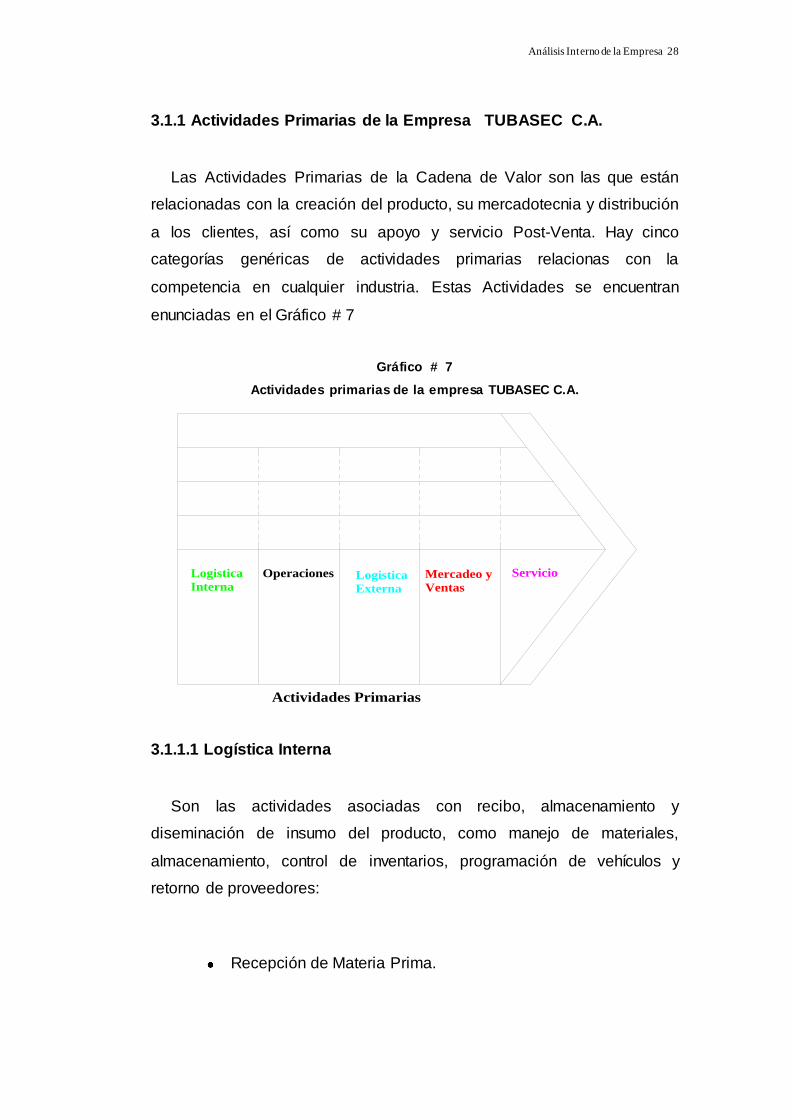
3.1.1 Actividades Primarias de la Empresa TUBASEC C.A.
Las Actividades Primarias de la Cadena de Valor son las que están
relacionadas con la creación del producto, su mercadotecnia y distribución
a los clientes, así como su apoyo y servicio Post-Venta. Hay cinco
categorías genéricas de actividades primarias relacionas con la
competencia en cualquier industria. Estas Actividades se encuentran
enunciadas en el Gráfico # 7
Gráfico # 7
Actividades primarias de la empresa TUBASEC C.A.
Mercadeo y
Ventas
ServicioLogistica
Externa
Operaciones
Actividades Primarias
Logistica
Interna
3.1.1.1 Logística Interna
Son las actividades asociadas con recibo, almacenamiento y
diseminación de insumo del producto, como manejo de materiales,
almacenamiento, control de inventarios, programación de vehículos y
retorno de proveedores:
Recepción de Materia Prima.

Análisis Interno de la Empresa 29
En la Recepción de Materia Prima juega un papel muy importante el
Laboratorio, puesto que hay que analizar y verificar que estas cumplan
con los requisitos de la Empresa, y puedan ser utilizadas sin ningún tipo
de inconvenientes.
En el caso del cemento, se realizan los controles de acuerdo a la
norma INEN, esto es tiempo de fraguado, finura y análisis de sus
componentes químicos. De estos resultados se determina si los
valores están dentro de la norma, caso contrario, se detendrá
inmediatamente la producción y se procede a informar al
proveedor, para su respectiva devolución ó reposición.
Para el Amianto, se verifica que el producto venga con el
respectivo certificado de calidad ISO 9001, y visualmente se revisa
que las fundas y pallets que se encuentren en buen estado. Caso
contrario, se procede a la elaboración de un informe el que se lo
hace llegar al proveedor y a la compañía de seguros para el
reclamo respectivo.
En el caso de la celulosa, por ser este un proceso de reciclado, se
recepta el papel y cartón de deshecho en los patios, para proceder
a realizar una inspección visual. Se rechazará todo producto que
se encuentre contaminado con aceites naturales y minerales,
cartones plastificados, plásticos en general. Luego de ello se pesa
el producto y se embodega en un lugar seguro, libre de posibles
causas de inflamación.
Almacenamiento y Clasificación de Materia Prima:
El almacenamiento de la materia prima se lo realiza en nuestra
Bodega de Materia Prima, estratégicamente bien ubicada cerca del área

Análisis Interno de la Empresa 30
de fabricación, pero se maneja un instructivo para la Recepción y
Almacenamiento del Cemento y el Amianto:
En el caso del cemento al granel, este es recibido en planta el
mismo que es pesado antes y después de ser descargado para
comprobar que la cantidad coincida con lo establecido en la guía
de compra.
Gráfico # 8
Silos de Cemento
Foto tomada por: César Jurado Reyes
Autorizada por: Supervisor de turno
Luego de ser pesado es trasladado a descargar en el silo de
almacenamiento respectivo, esto se lo hace tomando en cuenta el
espacio disponible y capacidad efectiva de cada silo.
Laboratorio toma una muestra en una funda plástica con la ayuda
de un cono, del carro que ingresa con el cemento al granel, la
misma que es codificada y analizada para comprobar las
características físicas y químicas y poder establecer que si
cumplen todos los requisitos para su uso.
Análisis Interno de la Empresa 31
En el caso de las fibras minerales (amianto) por ser de origen
extranjero son recibidos en planta por transporte y pesados
conjuntamente con una guía en la que consta el numero de
importación, el tipo de amianto y cantidad de palets.
El líder del proceso comprobará que los palets no vengan
averiados para luego proceder a descargar con la ayuda del
montacargas.
Una vez terminado de recibir se procede a almacenar cada palet
de amianto de acuerdo a su tipo en los lugares establecidos para
ello.
Gráfico # 9
Bodega de Amianto
Foto tomada por: César Jurado Reyes
Autorizada por: Supervisor de turno
En los anexos # 12, 13, 14 y 15 se podrán observar los documentos
con que se maneja la Logística interna tales como: el control de entrega
del producto a los patios, guía de remisión, control de roturas y factura.
Análisis Interno de la Empresa 32
3.1.1.2 Operaciones
Es toda actividad que se encuentre relacionada con la transformación
de los insumos para la obtención del producto terminado las cuales ya
fueron presentadas y analizadas en la parte de Descripción de Flujo de
Proceso en el Capitulo # 2.
3.1.1.3 Logística Externa
Son las actividades asociadas con la recopilación, almacenamiento y
distribución física del producto a los compradores, como almacén de
materias terminadas, manejo de materiales, operación de vehículos de
entrega, procesamientos de pedidos y programación. Ver en los Anexos #
16 y 17 los documentos de: orden de pedido y nota de devolución.
El control de calidad se lo realiza a la materia prima antes de esta ser
procesada, también se lleva a cabo controles en el transcurso del proceso
y se realizan pruebas de laboratorio cuando el producto está terminado
como por ejemplo pruebas de ensayo y de resistencia a la flexión.
El Departamento de Expediciones es la encargada de la distribución del
producto que cumplen con el fraguado final.
En el Anexo 18 se muestra un Diagrama de Flujo del Producto
Terminado.

Análisis Interno de la Empresa 33
3.1.1.4 Marketing y Publicidad
Actividades asociadas con proporcionar un medio por el cual los
compradores pueden comprar el producto e inducirlos a hacerlo, como
publicidad, promoción, fuerzas de ventas, cuotas, selección de canal,
relaciones de canal y precio.
La publicidad de Tubasec C.A. se da a través de spot publicitarios a
través de radio y televisión, también se maneja una página de Internet
donde se detalla todos los productos que están a disposición de los
clientes y estar más cerca de nuestros clientes y distribuidores.
Una estrategia de Publicidad es la de dar a conocer nuestro producto
en nuestra propia planta, es decir el Departamento de Expediciones
coordina visitas técnicas a la fábrica por parte de estudiantes y
profesionales.
3.1.1.5 Servicio Post - Venta
Son Actividades asociadas con la prestación de servicio para realzar o
mantener el valor del producto, como la instalación, reparación,
entrenamiento, repuestos y ajustes del producto.
La meta de Tubasec C.A. no es simplemente vender el producto
terminado, sino dar al cliente asesorias post-ventas para que dicho
producto sea de mucha utilidad y pueda satisfacer sus necesidades,
cuando se vende el producto, se le entrega al cliente un instructivo de
instalación e incluso la empresa entrega este servicio con un costo
adicional y el cliente lo desea; y de esta manera estar siempre en
contacto con nuestros consumidores.

Análisis Interno de la Empresa 34
3.1.2 Actividades de Apoyo
Las actividades de apoyo sustentan las actividades primarias y se
apoyan entre sí, proporcionando insumos comprados, tecnología,
recursos humanos y varias funciones de toda la empresa.
Gráfico # 10
Actividades de Apoyo
Infraestructura de la empresa
Gestion de Personal
Desarrollo Tecnologico
Abastecimiento
Act
ivid
ad
es d
e A
po
yo
3.1.2.1 Infraestructura de la Empresa
La infraestructura de la empresa consiste de varias actividades,
incluyendo la administración general, planeación, finanzas, contabilidad,
asuntos legales, gubernamentales y administración de calidad. La
infraestructura, a diferencia de otras actividades de apoyo, sostiene a la
cadena completa y no a actividades individuales.
La estructura organizacional de Tubasec C.A. esta encabezada por un
directorio, Gerente General, Director de Fábrica, Director Administrativo y

Análisis Interno de la Empresa 35
una Gerencia Comercial los cuales tienen sus respectivos supervisores
para controlar las diferentes áreas de la empresa.
Gerencia General:
La Gerente General es la responsable legal de la empresa, tiene que
planificar, organizar, dirigir y coordinar la parte administrativa y técnica de
la compañía, orientada a mantener los niveles de eficiencia rentabilidad
para el logro de los objetivos.
Dirección Administrativa:
Planificar, organizar, dirigir y controlar el manejo óptimo de los
recursos económicos de la empresa.
Dirección de Fábrica:
El Director de Fábrica es el responsable directo del sistema productivo
de la empresa, tiene que planificar, dirigir, organizar y controlar el buen
desempeño del sistema.
Gerencia Comercial:
Responsable de la atención al cliente y distribución del producto
terminado, sus oficinas están instaladas en la ciudad de Quito, y cuenta
con un departamento auxiliar en la ciudad de Guayaquil.
3.1.2.2 Gestión de Personal
La empresa Tubasec C.A. tiene un Departamento de Personal en las
cuáles sus funciones están orientadas a las actividades implicadas en la

Análisis Interno de la Empresa 36
búsqueda, contratación, entrenamiento, desarrollo del personal. Respalda
tanto las actividades primarias como las de apoyo.
La Provisión y Reclutamiento del personal se la realiza con base en las
políticas y necesidades de la organización, mediante el trabajo
interdisciplinario buscando mejorar el proceso y poder definir con claridad
el tipo de colaborador que la empresa necesita.
A través del trabajo conjunto con las diversas áreas de la organización,
se conocerán con exactitud las principales actividades de cada unidad y el
tipo de personal requerido por cada una de ellas. El diseño de políticas a
este nivel debe estar definido por el Directorio consciente de la necesidad
de mejorar el proceso de Reclutamiento y Provisión y debe igualmente
contar con el apoyo de la Junta de Accionistas de la empresa. Como
elemento fundamental es necesario el diseño de programas dirigidos a la
capitación tanto humana como operativa del nuevo colaborador.
Se trabaja en la implementación de estrategias que conduzcan al
mejoramiento del proceso, como la aplicación estricta del mismo, teniendo
como base fundamental la realización de una entrevista y la aplicación del
un test al aspirante con el ánimo de seleccionar el más opcionado.
Para el adecuado proceso de selección es fundamental que el Jefe del
departamento de Personal tenga pleno conocimiento y dominio de los
perfiles ocupacional, humano y médico-laboral definidos para cada cargo,
con el fin de buscar una persona que fácilmente se adapte a ellos.
Con respecto a la Capacitación de personal de oficina y planta el Jefe
del Dpto. de Personal debe conocer las necesidades de los empleados y
el interés de la empresa por satisfacerlas. Partiendo de este punto, se
procederá al diseño de estrategias encaminadas a la formación tanto
humana como técnica procurando el desarrollo de la persona y

Análisis Interno de la Empresa 37
contribuyendo a generar valor a la organización. Es importante tener en
cuenta la necesidad de difundir el rumbo Corporativo y hacerlo lenguaje
propio de los trabajadores y la importancia para el buen desempeño
empresarial de un adecuado clima organizacional.
3.1.2.3 Desarrollo Tecnológico
Cada actividad de valor representa tecnología, sea conocimientos,
procedimientos, o la tecnología dentro del equipo de proceso, el
desarrollo de la tecnología consiste en un rango de actividades que
pueden ser agrupadas de manera general en esfuerzos por mejorar el
producto y el proceso.
En la empresa Tubasec C.A. debido a la política de diversificación de
productos se han realizado ciertos cambios e inversiones para mejorar su
proceso productivo y aumentar el rendimiento de la materia prima según
la necesidad lo halla ido requiriendo en los últimos años, la última mejora
que se realizó en la planta fue implementar el área de corte transversal de
la Placa Plana.
3.1.2.4 Abastecimiento
El abastecimiento se refiere a la función de comprar insumos usados
en la cadena de valor de la empresa, materias primas, provisiones y otros
artículos de consumo así como los activos tales como maquinaria, equipo
de laboratorio, equipos de oficina, edificios.
Selección de Proveedores y Compras:
El departamento de abastecimiento esta ubicado en la oficina central,
compuesto por dos persona el jefe de compras y un ayudante, son los
Análisis Interno de la Empresa 38
encargados de la selección de los proveedores de materiales y
suministros y determinan los lugares en que se deben ejecuten trabajos
externos.
El departamento de abastecimiento tiene que cumplir con los
requerimientos de calidad y volumen que han sido solicitados por las
diferentes áreas de la empresa así como velar por el cumplimiento del
presupuesto asignado a cada una de esas áreas.
CAPÍTULO IV
ANÁLISIS DEL ENTORNO DE LA EMPRESA
4.1 Introducción
Para llevar a cabo el análisis del entorno de la empresa Tubasec C.A.,
utilizaremos el estudio de las cincos fuerzas competitivas de MICHAEL
PORTER, las mismas que nos indicarán en que nivel de competitividad se
encuentra la empresa con respecto a los competidores del mercado, los
posibles competidores y su situación contractual con los proveedores y
los compradores.
4.2 Marco Conceptual
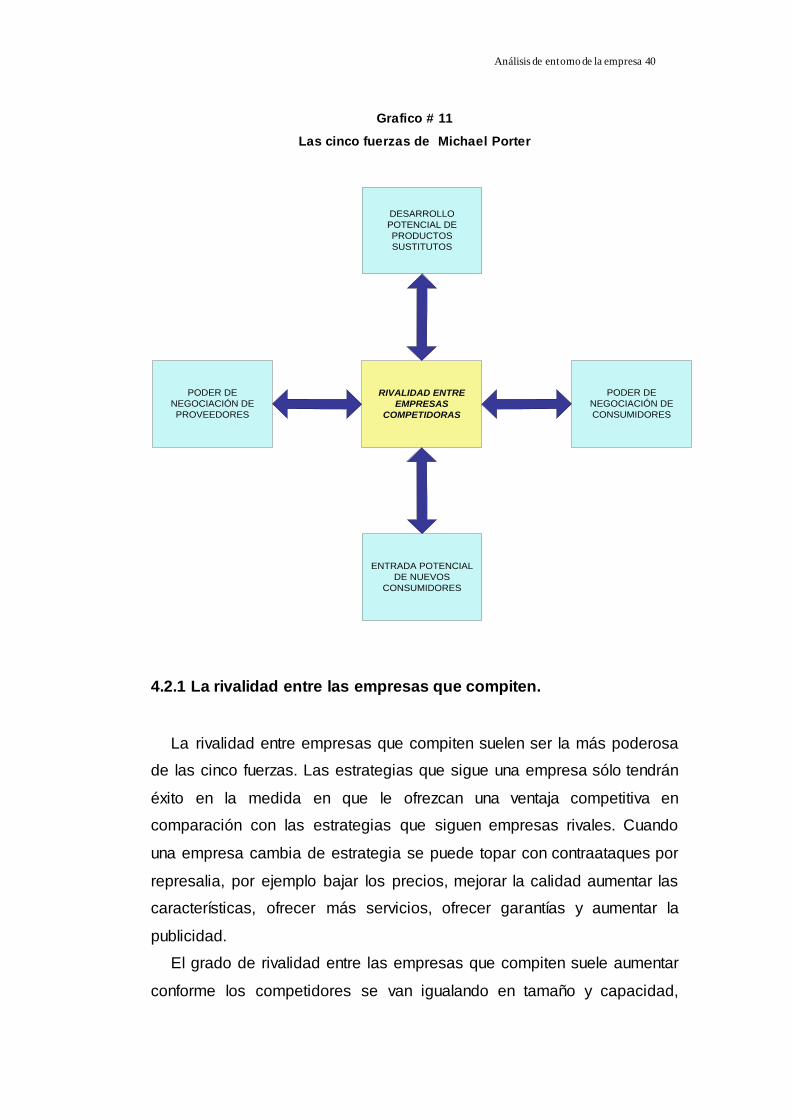
La ilustración 4 muestra el modelo del análisis de la competencia de
las cinco fuerzas de Porter, el cual utilizan muchas industrias como un
instrumento para elaborar estrategias. La intensidad de la competencia
entre empresas varía mucho de una industria a otra. Según Porter, se
puede decir que la naturaleza de la competencia de una industria dada
está compuesta por cinco fuerzas:
1. La rivalidad entre las empresas que compiten.
2. La entrada potencial de competidores nuevos.
3. El desarrollo potencial de productos sustitutos.
4. El poder de negociación de los proveedores.
5. El poder de negociación de los consumidores.
Análisis de entorno de la empresa 40
Grafico # 11
Las cinco fuerzas de Michael Porter
RIVALIDAD ENTRE
EMPRESAS
COMPETIDORAS
DESARROLLO
POTENCIAL DE
PRODUCTOS
SUSTITUTOS
PODER DE
NEGOCIACIÓN DE
CONSUMIDORES
PODER DE
NEGOCIACIÓN DE
PROVEEDORES
ENTRADA POTENCIAL
DE NUEVOS
CONSUMIDORES
4.2.1 La rivalidad entre las empresas que compiten.
La rivalidad entre empresas que compiten suelen ser la más poderosa
de las cinco fuerzas. Las estrategias que sigue una empresa sólo tendrán
éxito en la medida en que le ofrezcan una ventaja competitiva en
comparación con las estrategias que siguen empresas rivales. Cuando
una empresa cambia de estrategia se puede topar con contraataques por
represalia, por ejemplo bajar los precios, mejorar la calidad aumentar las
características, ofrecer más servicios, ofrecer garantías y aumentar la
publicidad.
El grado de rivalidad entre las empresas que compiten suele aumentar
conforme los competidores se van igualando en tamaño y capacidad,
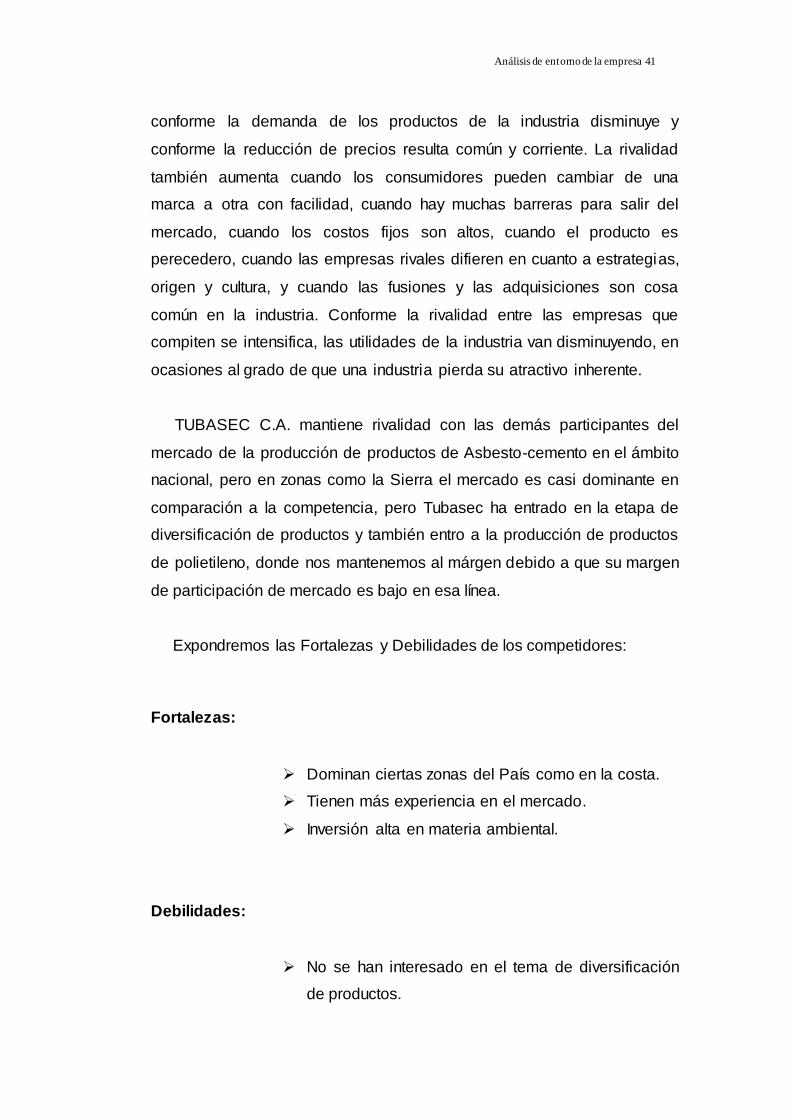
Análisis de entorno de la empresa 41
conforme la demanda de los productos de la industria disminuye y
conforme la reducción de precios resulta común y corriente. La rivalidad
también aumenta cuando los consumidores pueden cambiar de una
marca a otra con facilidad, cuando hay muchas barreras para salir del
mercado, cuando los costos fijos son altos, cuando el producto es
perecedero, cuando las empresas rivales difieren en cuanto a estrategias,
origen y cultura, y cuando las fusiones y las adquisiciones son cosa
común en la industria. Conforme la rivalidad entre las empresas que
compiten se intensifica, las utilidades de la industria van disminuyendo, en
ocasiones al grado de que una industria pierda su atractivo inherente.
TUBASEC C.A. mantiene rivalidad con las demás participantes del
mercado de la producción de productos de Asbesto-cemento en el ámbito
nacional, pero en zonas como la Sierra el mercado es casi dominante en
comparación a la competencia, pero Tubasec ha entrado en la etapa de
diversificación de productos y también entro a la producción de productos
de polietileno, donde nos mantenemos al márgen debido a que su margen
de participación de mercado es bajo en esa línea.
Expondremos las Fortalezas y Debilidades de los competidores:
Fortalezas:
Dominan ciertas zonas del País como en la costa.
Tienen más experiencia en el mercado.
Inversión alta en materia ambiental.
Debilidades:
No se han interesado en el tema de diversificación
de productos.
Análisis de entorno de la empresa 42
4.2.2 La entrada potencial de competidores nuevos.
Siempre que exista la posibilidad de que empresas nuevas entren en
un mercado o segmento de mercado, aumentará la intensidad de la
competencia entre las empresas.
Así pues, las barreras contra la entrada pueden incluir la necesidad de
obtener economías de escala rápidamente, la necesidad de obtener
tecnología y conocimientos especializados, la falta de experiencia, la
sólida lealtad del cliente, la clara preferencia por la marca, el cuantioso
capital requerido, la falta de canales de distribución adecuados, las
políticas reguladoras del gobierno, las tarifas, la falta de acceso a
materias primas, la posesión de patentes, las ubicaciones indeseables,
los contraataques de empresas atrincheradas y la posible saturación del
mercado.
Tubasec C.A. hace muchos años mantiene su nivel competitivo a nivel
nacional frente a Eternit y sus diversos productos, pero hace unos años
atrás se ha introducido en el mercado nacional los productos de la marca
Colombit, manteniendo así la competencia de productos de asbesto-
cemento entre las 3 empresas.
Expondremos las Fortalezas y Debilidades de los competidores
potenciales:
Fortalezas:
Bajos costos de fabricación que incrementan en el
margen de utilidad.
Colombit tiene facilidades para ingresar su producto
al territorio ecuatoriano.

Análisis de entorno de la empresa 43
Debilidades:
En el caso de Colombit, hay deficiencia en la
distribución del producto.
Poca variedad de utilización.
4.2.3 El desarrollo potencial de Productos Sustitutos.
En muchas industrias las empresas compiten ferozmente con los
fabricantes de producto sustitutos de otras industrias.
La presencia de productos sustitutos pone un tope al precio que se
puede cobrar antes de que los consumidores opten por un producto
sustituto.
Las presiones competitivas que surgen de los productos sustitutos
aumentan conforme el precio relativo de los productos sustitutos
disminuye y los costos de los consumidores por cambiar a otro producto
bajan. La fuerza competitiva de los productos sustitutos se puede medir
con base en los avances que logran esos productos en su participación
en el mercado, así como en los planes de esas empresas para aumentar
su capacidad y su penetración en el mercado.
En el caso de la empresa Tubasec C.A. para la placa plana existen
diferentes productos sustitutos en cuanto a su utilización se refiere, por
ejemplo, en el caso de división de interiores se podría utilizar tablones de
madera.
Expondremos las Fortalezas y Debilidades del producto sustituto:
Fortalezas:
En ciertos caso menor costo de fabricación.

Análisis de entorno de la empresa 44
Debilidades:
Menor calidad.
4.2.4 El poder de negociación de los proveedores.
El poder de negociación de los proveedores afecta la intensidad de la
competencia en una industria, especialmente cuando existe una gran
cantidad de proveedores, cuando sólo existen unas cuantas materias
primas sustitutas buenas o cuando el costo por cambiar de materias
primas es especialmente caro. Con frecuencia, los proveedores y los
productores hacen bien en ayudarse mutuamente con precios razonables,
mejor calidad, desarrollo de servicios nuevos, entregas justo a tiempo y
costos bajos de inventarios, reforzando así la rentabilidad a largo plazo
para todas las partes interesadas.
Las empresas pueden seguir una estrategia de integración hacia atrás
para adquirir el control o el dominio de los proveedores. Esta estrategia es
especialmente eficaz cuando los proveedores no son confiables, son
demasiado caros o no son capaces de satisfacer las necesidades de la
empresa en forma consistente. Por regla general, las empresas pueden
negociar términos más favorables con los proveedores cuando la
integración hacia atrás es una estrategia bastante usada por las
empresas rivales de una industria.
La empresa Tubasec tiene convenio corporativo con las empresas que
les proveen las materias primas locales como es el caso de Cemento
Chimborazo, y en el caso del amianto es importado de Canadá.
Expondremos las Fortalezas y Debilidades del proveedor:
Análisis de entorno de la empresa 45
Fortalezas:
En el caso del cemento, existe transportación y
despacho adecuado para su uso inmediato.
Ubicación geográfica cerca a su cliente.
Debilidades:
Demora en el despacho de Amianto por parte de
Aduanas.
La empresa de reciclaje que nos provee el cartón
(celulosa) en ciertas ocasiones no posee suficiente
stock para satisfacer las necesidades de producción
de la empresa.
4.2.5 Poder del Comprador
Cuando los clientes están muy concentrados, son muchos o compran
grandes volúmenes, su poder de negociación representa una fuerza
importante que afecta la intensidad de la competencia de una industria.
Las empresas rivales pueden ofrecer amplias garantías o servicios
especiales para ganarse la lealtad del cliente en aquellos casos en que el
poder de negociación de los consumidores es considerable. El poder de
negociación de los consumidores también es mayor cuando los productos
que compran son estándar o no tienen diferencias. En tal caso, es
frecuente que los consumidores tengan mayor poder de negociación para
los precios de venta, la cobertura de garantías y los paquetes de
accesorios.
Análisis de entorno de la empresa 46
La empresa Tubasec C.A. maneja una política de venta desde el
departamento de Expediciones que es la encargada de mantener las
relaciones comerciales con todos los clientes, manteniéndose un canal
abierto de comunicación con los mismos.
La empresa cuenta con 2 Departamentos Comerciales en las ciudades
de Quito y Guayaquil, en las cuales nuestros clientes realizan sus pedidos
donde posteriormente son despachados por parte del Departamento de
Expediciones.
Expondremos las Fortalezas y Debilidades del comprador:
Fortalezas:
Relaciones comerciales con otros proveedores.
Alto poder adquisitivo.
Debilidades:
Mayor costo del producto en otros proveedores.
Desconocimiento de las características del
producto.
4.2.6 Evaluación y Análisis de Las Cinco Fuerzas de Michael Porter.
A través del método de puntos, podemos evaluar a las cinco fuerzas
de Porter que es ilustrado en la siguiente tabla con rangos que van de
muy alto a mínimo:

Análisis de entorno de la empresa 47
Análisis del
sector
industrial
Valor
Muy
Alto
Alto
Medio
Bajo
Mínimo
Ponderación
Poder del
Comprador
0.2
2
0.4
Poder del
Proveedor
0.2
3
0.6
Productos
Sustitutos
0.2
2
0.4
Competidores
Potenciales
0.2
4
0.8
Rivalidad entre
Competidores
0.2
3
0.6
TOTAL 2.8
Los resultados de la tabla nos indica que la empresa tiene una puntuación
de 2.8, la evaluación de este cuadro se la realiza de la siguiente manera:
cuando el resultado se acerca a cinco la empresa tiene inconvenientes, y
cuando se aproxima a 1 la empresa esta en condiciones favorables.

Análisis de entorno de la empresa 48
Tubasec C.A. se encuentra en condiciones intermedias con respecto al
entorno en el cual se desenvuelve.
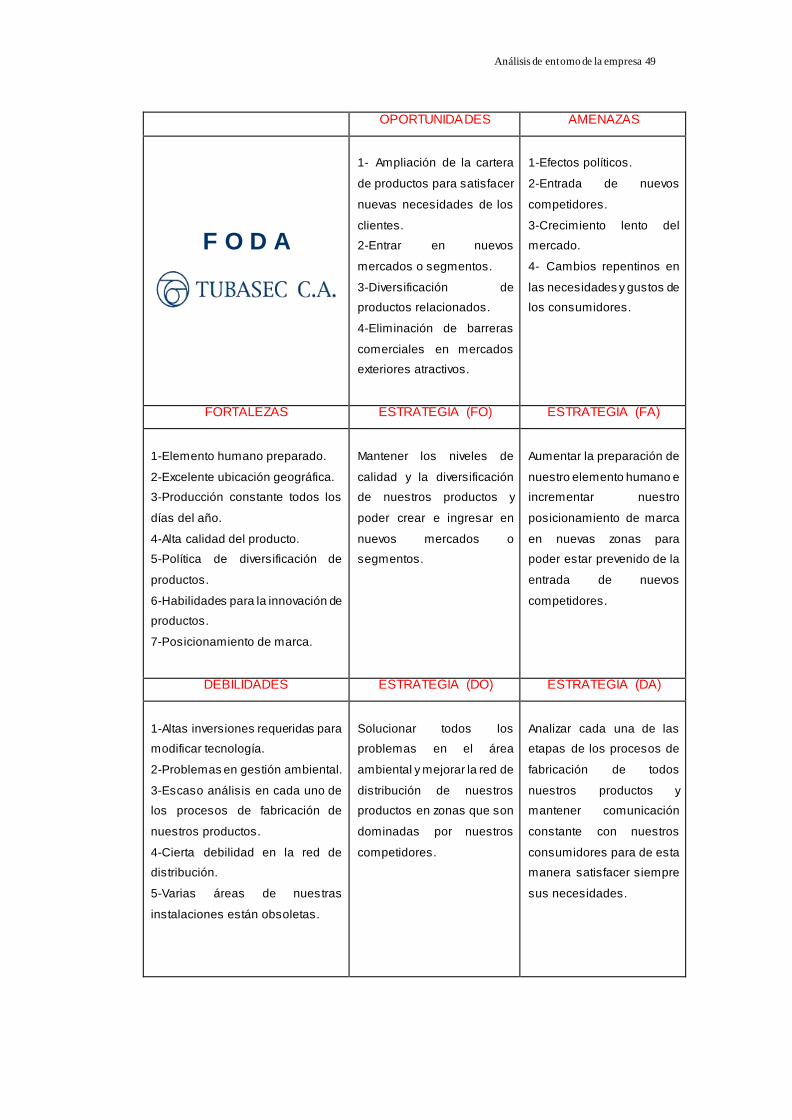
4.2.7 Análisis FODA
La técnica FODA consiste en realizar un análisis de los ámbitos internos y
externos de la empresa, también podríamos decir, que es una
herramienta analítica que permite trabajar con toda la información
disponible sobre la empresa, útil para examinar sus debilidades,
oportunidades, fortalezas y amenazas.
Gráfico # 12
Análisis FODA
FORTALEZAS
AMENAZAS OPORTUNIDADES
DEBILIDADES
ANALISIS DE
SITUACION
Análisis de entorno de la empresa 49
OPORTUNIDADES AMENAZAS
F O D A
1- Ampliación de la cartera
de productos para satisfacer
nuevas necesidades de los
clientes.
2-Entrar en nuevos
mercados o segmentos.
3-Diversificación de
productos relacionados.
4-Eliminación de barreras
comerciales en mercados
exteriores atractivos.
1-Efectos políticos.
2-Entrada de nuevos
competidores.
3-Crecimiento lento del
mercado.
4- Cambios repentinos en
las necesidades y gustos de
los consumidores.
FORTALEZAS ESTRATEGIA (FO) ESTRATEGIA (FA)
1-Elemento humano preparado.
2-Excelente ubicación geográfica.
3-Producción constante todos los
días del año.
4-Alta calidad del producto.
5-Política de diversificación de
productos.
6-Habilidades para la innovación de
productos.
7-Posicionamiento de marca.
Mantener los niveles de
calidad y la diversificación
de nuestros productos y
poder crear e ingresar en
nuevos mercados o
segmentos.
Aumentar la preparación de
nuestro elemento humano e
incrementar nuestro
posicionamiento de marca
en nuevas zonas para
poder estar prevenido de la
entrada de nuevos
competidores.
DEBILIDADES ESTRATEGIA (DO) ESTRATEGIA (DA)
1-Altas inversiones requeridas para
modificar tecnología.
2-Problemas en gestión ambiental.
3-Escaso análisis en cada uno de
los procesos de fabricación de
nuestros productos.
4-Cierta debilidad en la red de
distribución.
5-Varias áreas de nuestras
instalaciones están obsoletas.
Solucionar todos los
problemas en el área
ambiental y mejorar la red de
distribución de nuestros
productos en zonas que son
dominadas por nuestros
competidores.
Analizar cada una de las
etapas de los procesos de
fabricación de todos
nuestros productos y
mantener comunicación
constante con nuestros
consumidores para de esta
manera satisfacer siempre
sus necesidades.
CAPÍTULO V
DIAGNÓSTICO
5.1 Generalidades
En el capitulo # 3 analizamos la cadena de valor de la empresa, a
través de la cual se localizan los diferentes problemas que existen en los
departamentos, sean estos de actividades primarias o de actividades de
apoyo.
Realizando el análisis respectivo podremos determinar el nivel de
influencia de los problemas encontrados sobre la cadena de valor, para
escoger con cual de los mismos se debe empezar la solución.
Los problemas encontrados se detallan a continuación y se grafican
por medio del Diagrama de Ishikawa.
Reproceso en el área de corte.
Falta de registros, instructivos y planes de mantenimiento.
Demora en despacho de Materia Prima por parte de
proveedores.

Diagnóstico 51
Gráfico # 13
Diagrama de Ishikawa
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
5.2 Identificación de los principales problemas, el origen, sus causas
y efectos.
Problema # 1
Área: Operaciones
Perdida de
eficiencia en los
recursos de la
empresa
Tiempo improductivo
Fatiga por sobreesfuerzo
Instructivos de trabajo
Falta de comunicación
Mano de Obra Materia Prima
Disponibilidad de montacargas repartida
Materia Prima defectuosa
Demora de proveedores
Perdida de vida útil
Ausencia de programa de mantenimiento
Falta de repuestos
Maquinarias Métodos de trabajo
Instructivos mantenimiento
Plan de mantenimiento
Control de tiempos
Reprocesos en el área de corte

Diagnóstico 52
Causa: Existe una deficiencia en el primer proceso de corte de la Placa
Plana.
Efecto: Como consecuencia de esta deficiencia, se implementó una nueva
área de corte fuera del área de producción, originando perdidas de
tiempos, mayor mano de obra y por consiguiente un costo de fabricación
elevado.
Problema # 2
Área: Operaciones
Causa: Falta de registros y planificación un óptimo mantenimiento.
Efecto: Debido a la ausencia de registros de fechas de mantenimiento, se
originan confusiones y paras de producción innecesaria.
Problema # 3
Área: Logística Externa.
Causa: Demora en llegada a la fábrica de Materia Prima por parte de
proveedores.
Efecto: Debido a este problema se originan demoras en la producción
y en el despacho del producto terminado a los consumidores.
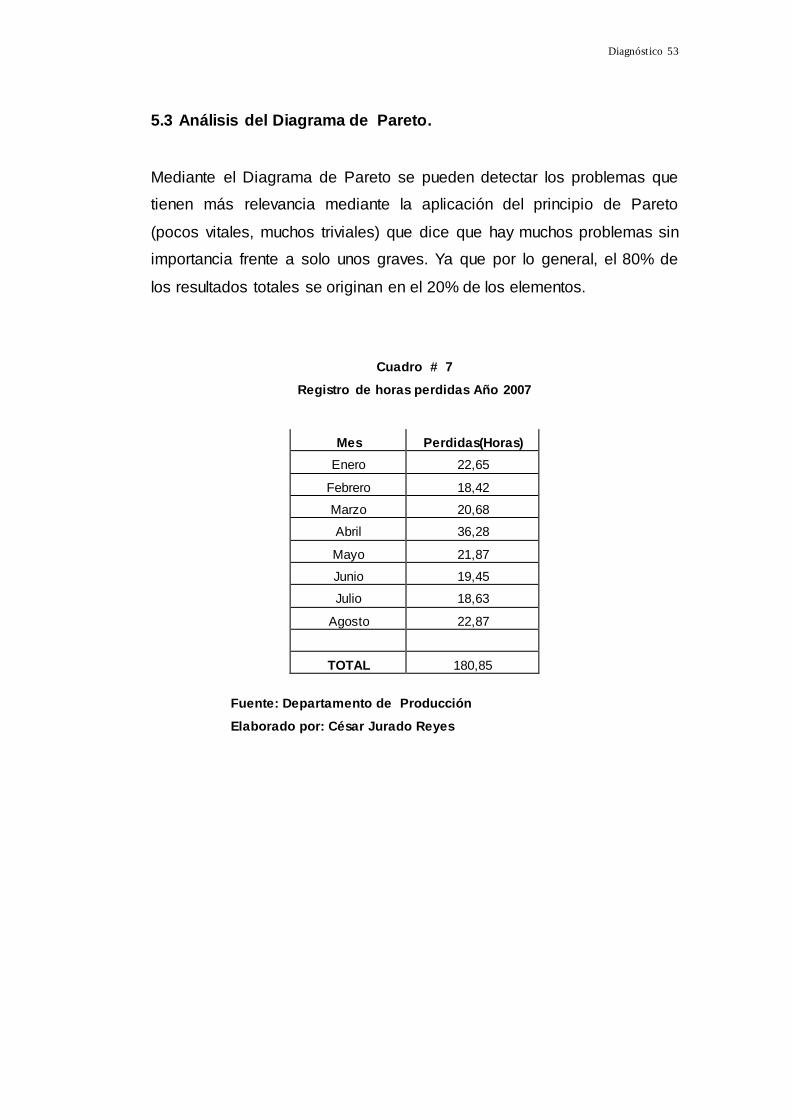
Diagnóstico 53
5.3 Análisis del Diagrama de Pareto.
Mediante el Diagrama de Pareto se pueden detectar los problemas que
tienen más relevancia mediante la aplicación del principio de Pareto
(pocos vitales, muchos triviales) que dice que hay muchos problemas sin
importancia frente a solo unos graves. Ya que por lo general, el 80% de
los resultados totales se originan en el 20% de los elementos.
Cuadro # 7
Registro de horas perdidas Año 2007
Mes Perdidas(Horas)
Enero 22,65
Febrero 18,42
Marzo 20,68
Abril 36,28
Mayo 21,87
Junio 19,45
Julio 18,63
Agosto 22,87
TOTAL 180,85
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes

Diagnóstico 54
Cuadro # 8
Especificación de horas perdidas
Detalles Horas
Tiempos Perdidos Año 2007 180,85
Problemas:
1 Reproceso 51
2 Mantenimiento 32
3 Mat. Prima 19
TOTAL 102
% RELACIÓN 56,40
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
Cuadro # 9
Frecuencia de los problemas
Problema Frecuencia
Frecuencia
Acumulada
% Frecuencia
Relativa
% Frecuencia Relativa
Acumulada
1.- Reproceso 51 51 50 50
2.- Mantenimiento 32 83 31,37 81,37
3.- Mat. Prima 19 102 18,63 100
Total 102 100
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
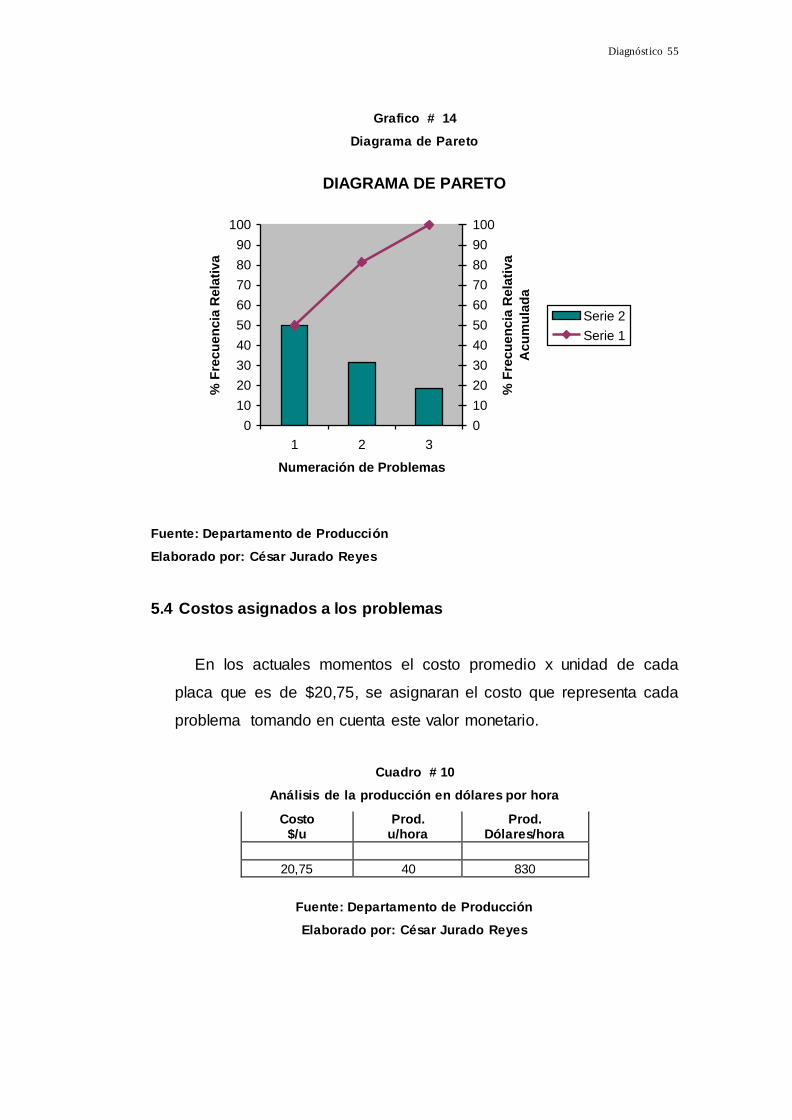
Diagnóstico 55
Grafico # 14
Diagrama de Pareto
DIAGRAMA DE PARETO
0
10
20
30
40
50
60
70
80
90
100
1 2 3
Numeración de Problemas
% F
recu
en
cia
Re
lati
va
0
10
20
30
40
50
60
70
80
90
100
% F
recu
en
cia
Re
lati
va
Ac
um
ula
da
Serie 2
Serie 1
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
5.4 Costos asignados a los problemas
En los actuales momentos el costo promedio x unidad de cada
placa que es de $20,75, se asignaran el costo que representa cada
problema tomando en cuenta este valor monetario.
Cuadro # 10
Análisis de la producción en dólares por hora
Costo $/u
Prod. u/hora
Prod. Dólares/hora
20,75 40 830
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
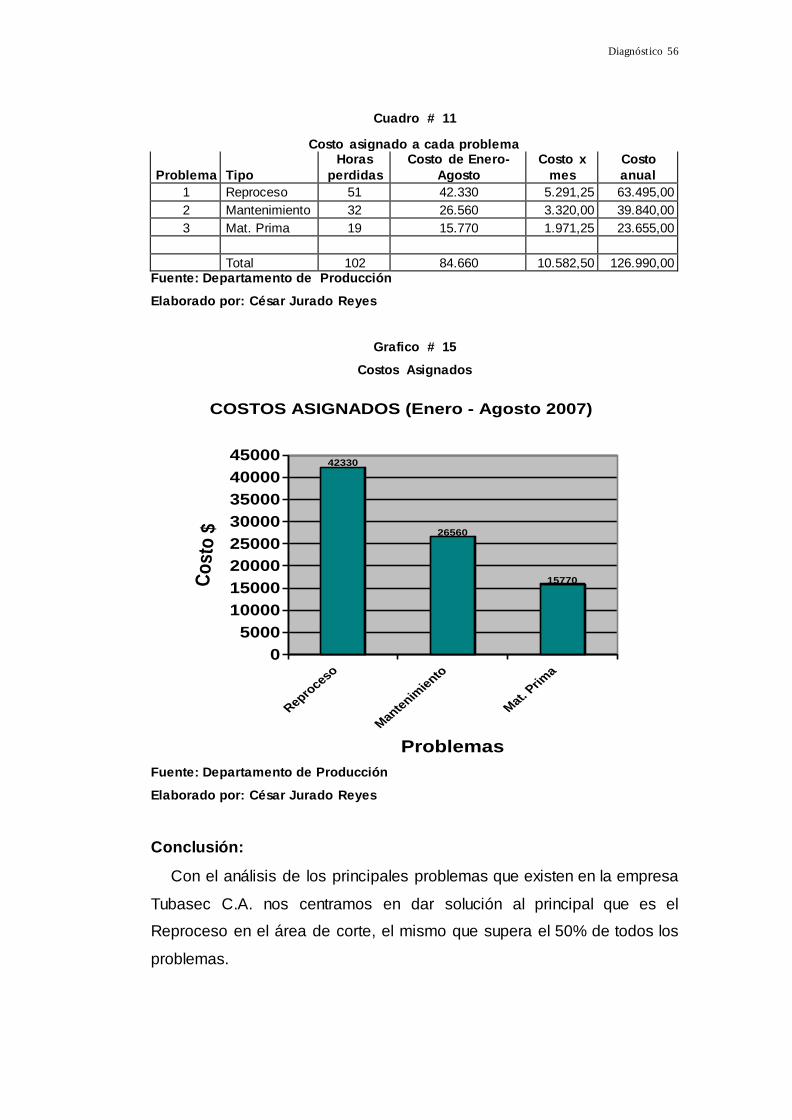
Diagnóstico 56
Cuadro # 11
Costo asignado a cada problema
Problema Tipo
Horas
perdidas
Costo de Enero-
Agosto
Costo x
mes
Costo
anual
1 Reproceso 51 42.330 5.291,25 63.495,00
2 Mantenimiento 32 26.560 3.320,00 39.840,00
3 Mat. Prima 19 15.770 1.971,25 23.655,00
Total 102 84.660 10.582,50 126.990,00 Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
Grafico # 15
Costos Asignados
42330
26560
15770
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
Co
sto
$
Reproceso
Mante
nimie
nto
Mat.
Prima
Problemas
COSTOS ASIGNADOS (Enero - Agosto 2007)
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
Conclusión:
Con el análisis de los principales problemas que existen en la empresa
Tubasec C.A. nos centramos en dar solución al principal que es el
Reproceso en el área de corte, el mismo que supera el 50% de todos los
problemas.
CAPÍTULO VI
DESARROLLO DE SOLUCIONES
6.1 Definición de problemas a resolver
En el capitulo # 5, se identificó el problema que tiene mayor relevancia
en el proceso de fabricación de la Placa Plana y este es:
Reproceso en el área de corte.
6.2 Análisis de solución del problema
El Reproceso en el área de corte en la línea de producción de la placa
plana, origina diferentes pérdidas debido a que los moldes utilizados
actualmente presentan las siguientes deficiencias:
Los moldes no presentan el tamaño adecuado.
No existe un corte transversal consecutivo al corte longitudinal
debido a la falta de un soporte entre la placa y el molde que impida
que la placa se mueva al momento de realizar el corte. Ver gráfico #
16
Estas deficiencias que afectan directamente al proceso, origina que solo
se realice el corte longitudinal de la placa, la misma que es transportada
posteriormente al área de prefraguado donde se espera 24 horas para
poder realizar el corte transversal, en un área diseñada específicamente
para el corte transversal en los patios de la fábrica, y dicho corte es
realizado con la placa seca, originando de esta manera problemas

Desarrollo de soluciones 58
ambientales por la generación de polvo y pérdidas económicas por muchos
factores como por ejemplo la implementación de esa nueva área, mano de
obra, energía eléctrica, etc.
Gráfico # 16
Deficiencia en corte transversal
Foto tomada por: César Jurado Reyes
Autorizada por: Supervisor de turno
6.3 Síntesis de los problemas a solucionar
Cabe indicar que al momento de sugerir una solución al problema, se
debe tener en cuenta en que la misma no afecte en el proceso de
fabricación de los otros productos.
El plan de soluciones que se sugieren en esta tesis son los siguientes:
Reacondicionamiento de los moldes actuales; los moldes de la placa
plana son planchas que actualmente tienen las siguientes medidas:
1,22 x 2,60 m.; recordemos que las medidas de la placa son de 1,22
x 2,44 m, por lo que se va a proceder a cortar dichos moldes a la
medida exacta de la placa.
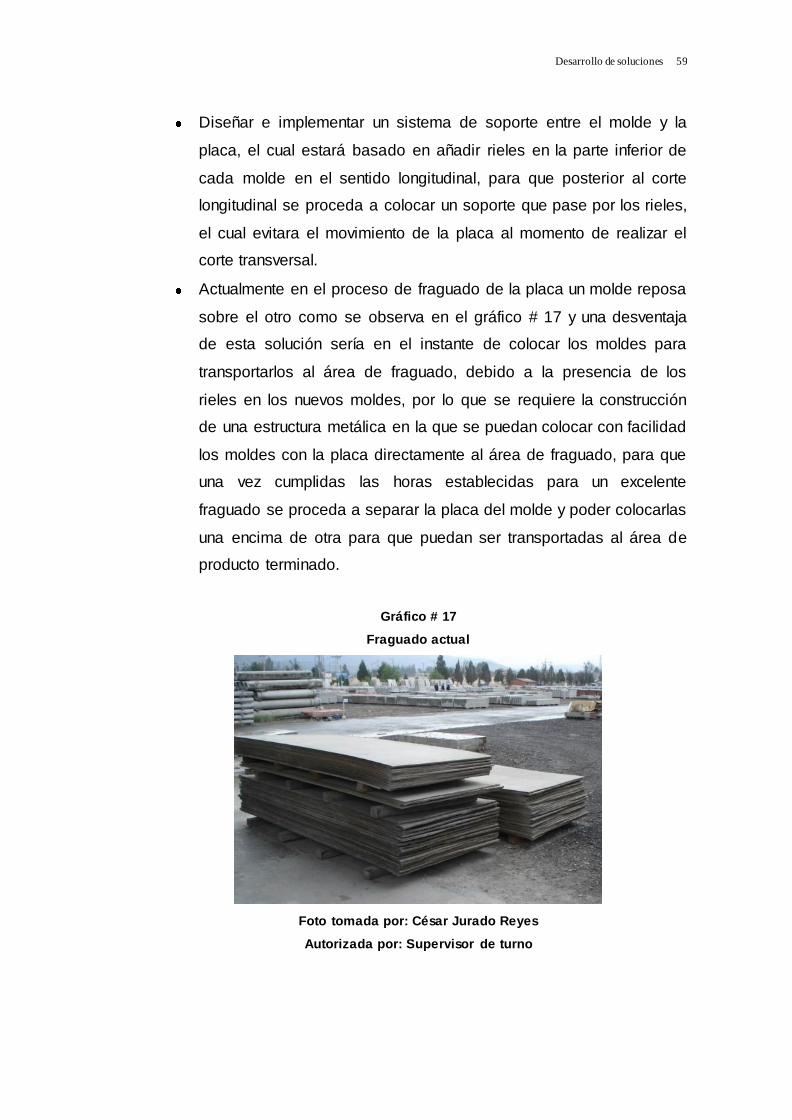
Desarrollo de soluciones 59
Diseñar e implementar un sistema de soporte entre el molde y la
placa, el cual estará basado en añadir rieles en la parte inferior de
cada molde en el sentido longitudinal, para que posterior al corte
longitudinal se proceda a colocar un soporte que pase por los rieles,
el cual evitara el movimiento de la placa al momento de realizar el
corte transversal.
Actualmente en el proceso de fraguado de la placa un molde reposa
sobre el otro como se observa en el gráfico # 17 y una desventaja
de esta solución sería en el instante de colocar los moldes para
transportarlos al área de fraguado, debido a la presencia de los
rieles en los nuevos moldes, por lo que se requiere la construcción
de una estructura metálica en la que se puedan colocar con facilidad
los moldes con la placa directamente al área de fraguado, para que
una vez cumplidas las horas establecidas para un excelente
fraguado se proceda a separar la placa del molde y poder colocarlas
una encima de otra para que puedan ser transportadas al área de
producto terminado.
Gráfico # 17
Fraguado actual
Foto tomada por: César Jurado Reyes
Autorizada por: Supervisor de turno
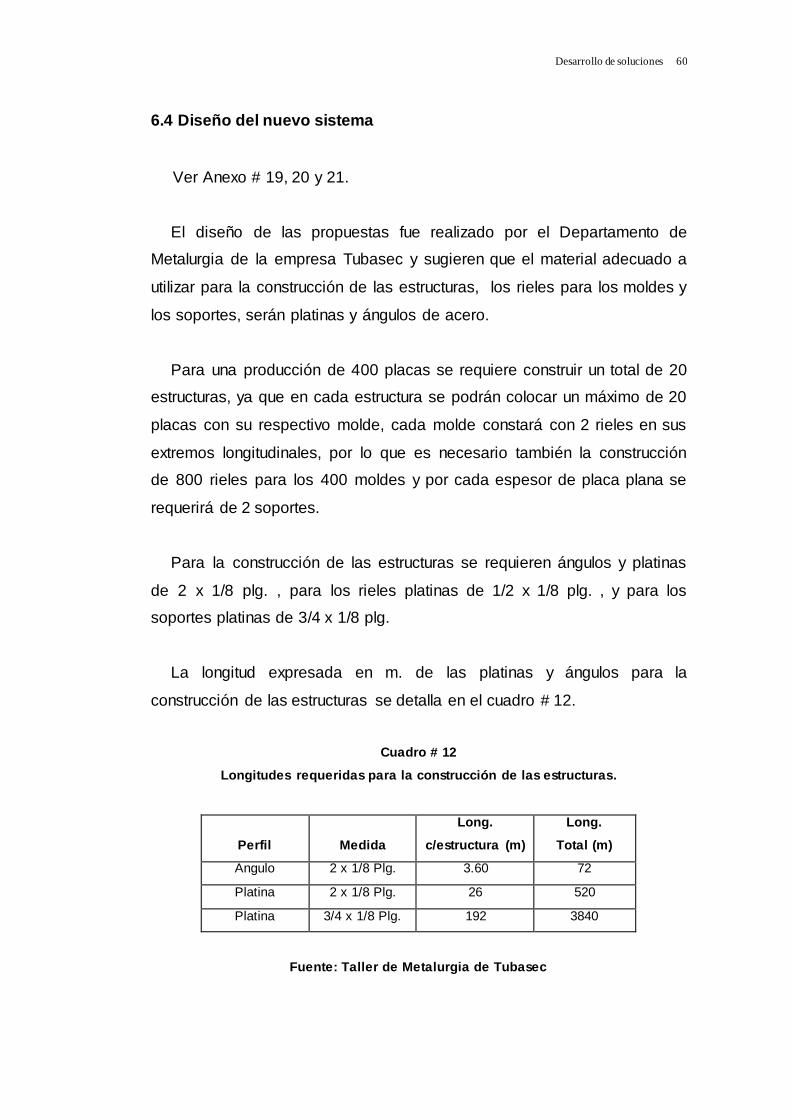
Desarrollo de soluciones 60
6.4 Diseño del nuevo sistema
Ver Anexo # 19, 20 y 21.
El diseño de las propuestas fue realizado por el Departamento de
Metalurgia de la empresa Tubasec y sugieren que el material adecuado a
utilizar para la construcción de las estructuras, los rieles para los moldes y
los soportes, serán platinas y ángulos de acero.
Para una producción de 400 placas se requiere construir un total de 20
estructuras, ya que en cada estructura se podrán colocar un máximo de 20
placas con su respectivo molde, cada molde constará con 2 rieles en sus
extremos longitudinales, por lo que es necesario también la construcción
de 800 rieles para los 400 moldes y por cada espesor de placa plana se
requerirá de 2 soportes.
Para la construcción de las estructuras se requieren ángulos y platinas
de 2 x 1/8 plg. , para los rieles platinas de 1/2 x 1/8 plg. , y para los
soportes platinas de 3/4 x 1/8 plg.
La longitud expresada en m. de las platinas y ángulos para la
construcción de las estructuras se detalla en el cuadro # 12.
Cuadro # 12
Longitudes requeridas para la construcción de las estructuras.
Perfil
Medida
Long.
c/estructura (m)
Long.
Total (m)
Angulo 2 x 1/8 Plg. 3.60 72
Platina 2 x 1/8 Plg. 26 520
Platina 3/4 x 1/8 Plg. 192 3840
Fuente: Taller de Metalurgia de Tubasec

Desarrollo de soluciones 61
En el cuadro # 13 se detalla la longitud en m. de la platina para la
construcción de los rieles para los moldes.
Cuadro # 13
Longitudes requeridas para la construcción de los rieles.
Perfil
Medida
Long.
c/molde (m)
Long.
Total (m)
Platina 1/2 x 1/8 Plg. 4.80 3840
Fuente: Taller de Metalurgia de Tubasec
La longitud en m. de la platina que se utilizará para la construcción de
los soportes se detalla en el cuadro # 14.
Cuadro # 14
Longitudes requeridas para la construcción de los soportes.
Perfil Medida Long.
c/molde (m)
Long.
Total (m)
Platina 1/2 x 1/8 Plg. 4.80 77
Fuente: Taller de Metalurgia de Tubasec
El objetivo final de la implementación del nuevo sistema en el proceso
de producción de la placa plana es optimizar nuestro diagrama de flujo
actual y generar más utilidades en cuanto a la producción de este producto
se refiere, ya que cabe recordar que este nuevo sistema no afecta en nada
en la elaboración de los diferentes productos que produce Tubasec.
Ver Diagrama de Flujo de proceso propuesto en el Anexo 22, el
Diagrama de Operaciones Actual en el Anexo 23 y el Diagrama de
Operaciones Propuesto en el Anexo 24.
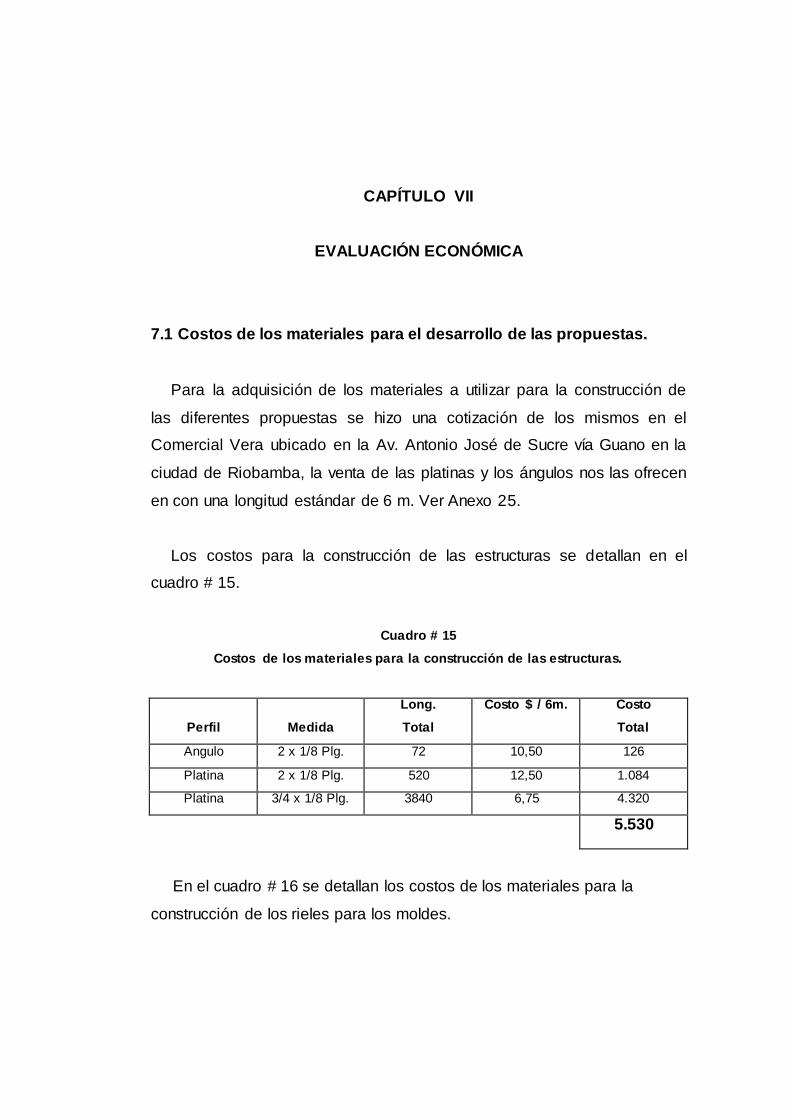
CAPÍTULO VII
EVALUACIÓN ECONÓMICA
7.1 Costos de los materiales para el desarrollo de las propuestas.
Para la adquisición de los materiales a utilizar para la construcción de
las diferentes propuestas se hizo una cotización de los mismos en el
Comercial Vera ubicado en la Av. Antonio José de Sucre vía Guano en la
ciudad de Riobamba, la venta de las platinas y los ángulos nos las ofrecen
en con una longitud estándar de 6 m. Ver Anexo 25.
Los costos para la construcción de las estructuras se detallan en el
cuadro # 15.
Cuadro # 15
Costos de los materiales para la construcción de las estructuras.
Perfil
Medida
Long.
Total
Costo $ / 6m. Costo
Total
Angulo 2 x 1/8 Plg. 72 10,50 126
Platina 2 x 1/8 Plg. 520 12,50 1.084
Platina 3/4 x 1/8 Plg. 3840 6,75 4.320
5.530
En el cuadro # 16 se detallan los costos de los materiales para la
construcción de los rieles para los moldes.
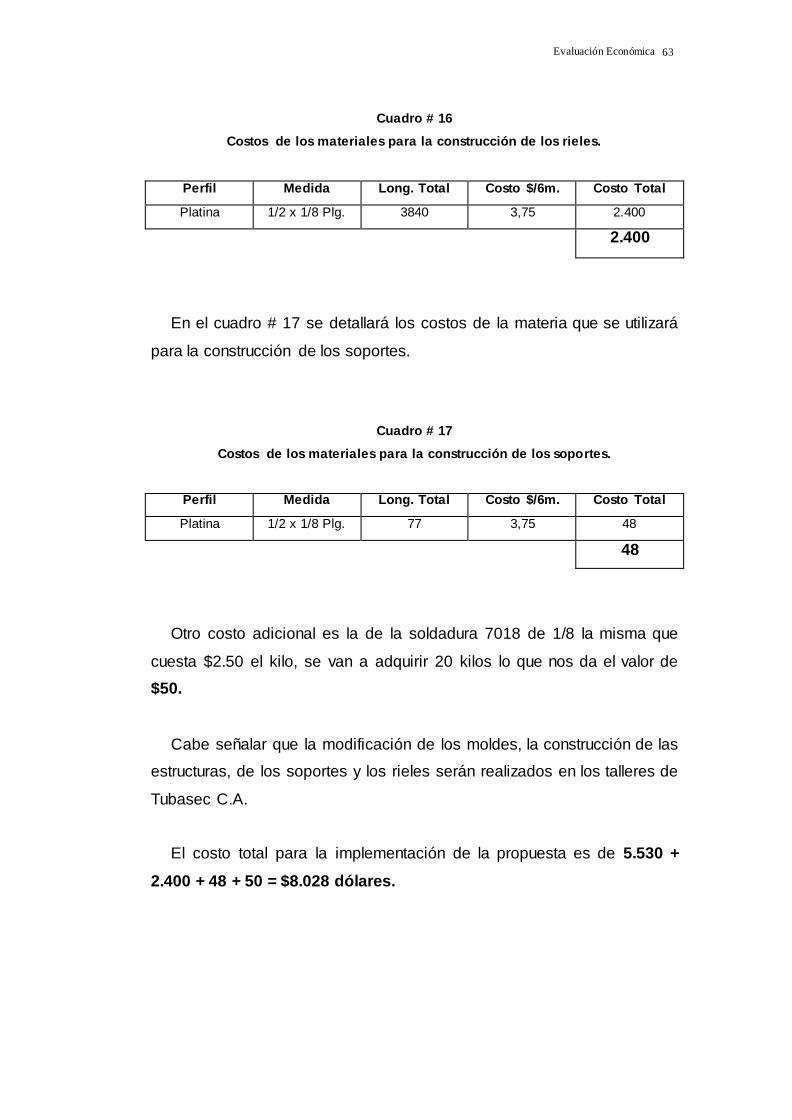
Evaluación Económica 63
Cuadro # 16
Costos de los materiales para la construcción de los rieles.
Perfil Medida Long. Total Costo $/6m. Costo Total
Platina 1/2 x 1/8 Plg. 3840 3,75 2.400
2.400
En el cuadro # 17 se detallará los costos de la materia que se utilizará
para la construcción de los soportes.
Cuadro # 17
Costos de los materiales para la construcción de los soportes.
Perfil Medida Long. Total Costo $/6m. Costo Total
Platina 1/2 x 1/8 Plg. 77 3,75 48
48
Otro costo adicional es la de la soldadura 7018 de 1/8 la misma que
cuesta $2.50 el kilo, se van a adquirir 20 kilos lo que nos da el valor de
$50.
Cabe señalar que la modificación de los moldes, la construcción de las
estructuras, de los soportes y los rieles serán realizados en los talleres de
Tubasec C.A.
El costo total para la implementación de la propuesta es de 5.530 +
2.400 + 48 + 50 = $8.028 dólares.

Evaluación Económica 64
7.2 Costo - Beneficio de las propuestas
Se determinará el costo – beneficio de la implementación de las
propuestas, previamente en el cuadro # 11 de la pagina 56 se establece
el costo del problema a resolver que es el de reproceso en el área de
corte; con las soluciones propuestas se proyecta un ahorro del 35 % de
la perdida total de los problemas.
Cuadro # 18
Costo - Beneficio
Costo del problema
$ Beneficio proyectado
35 % Costo
propuesta $
Reproceso en el
área de corte 63.495 22.223,25 8.028
Total 63.495 22.223,25 8.028 Elaborado por: César Jurado Reyes
Costo
BeneficioBeneficioCosto
028.8
25,223.22BeneficioCosto
Costo - beneficio = 2.76 dólares
Esto nos indica que por cada dólar de inversión, obtenemos un retorno
de 2.76 dólares, lo que significa que la aplicación de las propuestas
genera un beneficio aceptable.
7.3 Calculo del Periodo de Recuperación
Para el calculo del periodo de recuperación de la inversión, es
necesario descomponer el valor del beneficio deseado, en este caso será
dividido para los 12 meses del año, así tenemos 22.223,25 dividido para
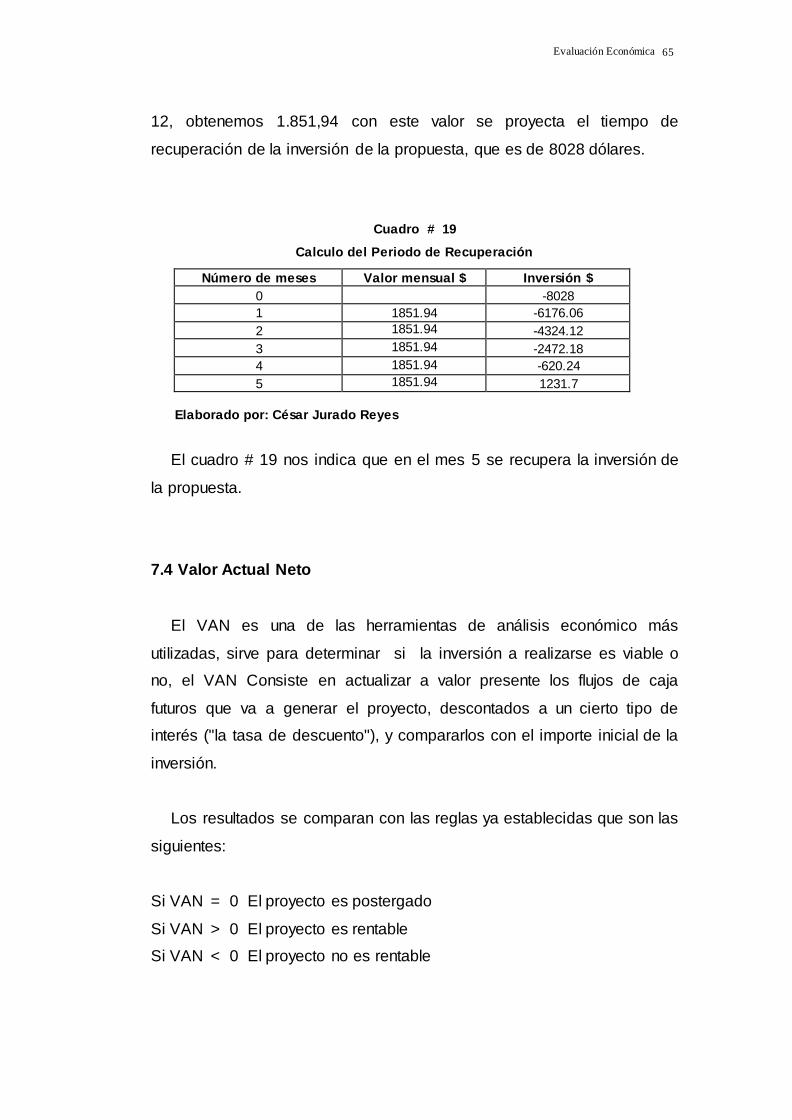
Evaluación Económica 65
12, obtenemos 1.851,94 con este valor se proyecta el tiempo de
recuperación de la inversión de la propuesta, que es de 8028 dólares.
Cuadro # 19
Calculo del Periodo de Recuperación
Número de meses Valor mensual $ Inversión $
0 -8028
1 1851.94 -6176.06
2 1851.94 -4324.12
3 1851.94 -2472.18
4 1851.94 -620.24
5 1851.94 1231.7
Elaborado por: César Jurado Reyes
El cuadro # 19 nos indica que en el mes 5 se recupera la inversión de
la propuesta.
7.4 Valor Actual Neto
El VAN es una de las herramientas de análisis económico más
utilizadas, sirve para determinar si la inversión a realizarse es viable o
no, el VAN Consiste en actualizar a valor presente los flujos de caja
futuros que va a generar el proyecto, descontados a un cierto tipo de
interés ("la tasa de descuento"), y compararlos con el importe inicial de la
inversión.
Los resultados se comparan con las reglas ya establecidas que son las
siguientes:
Si VAN = 0 El proyecto es postergado
Si VAN > 0 El proyecto es rentable
Si VAN < 0 El proyecto no es rentable
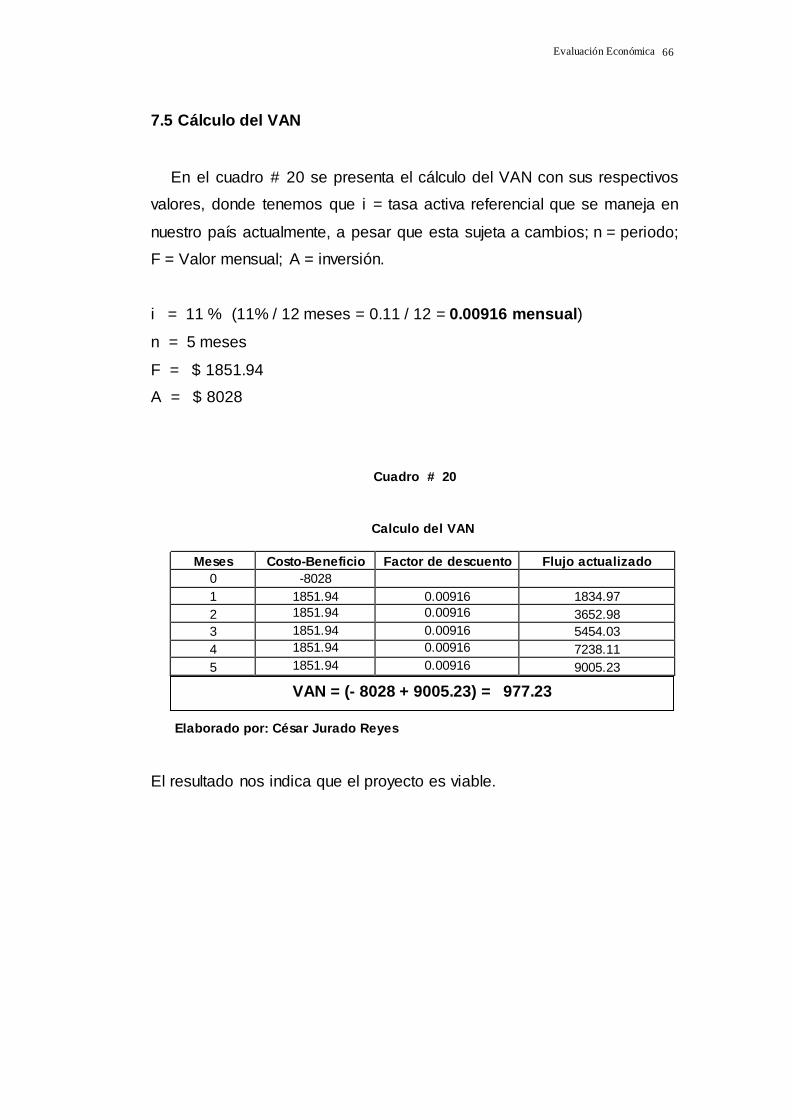
Evaluación Económica 66
7.5 Cálculo del VAN
En el cuadro # 20 se presenta el cálculo del VAN con sus respectivos
valores, donde tenemos que i = tasa activa referencial que se maneja en
nuestro país actualmente, a pesar que esta sujeta a cambios; n = periodo;
F = Valor mensual; A = inversión.
i = 11 % (11% / 12 meses = 0.11 / 12 = 0.00916 mensual)
n = 5 meses
F = $ 1851.94
A = $ 8028
Cuadro # 20
Calculo del VAN
Meses Costo-Beneficio Factor de descuento Flujo actualizado
0 -8028
1 1851.94 0.00916 1834.97
2 1851.94 0.00916 3652.98
3 1851.94 0.00916 5454.03
4 1851.94 0.00916 7238.11
5 1851.94 0.00916 9005.23
Elaborado por: César Jurado Reyes
El resultado nos indica que el proyecto es viable.
VAN = (- 8028 + 9005.23) = 977.23
Evaluación Económica 67
7.6 Tasa Interna de Retorno
Este método suele usarse como complementario al VAN; La T.I.R. de
un proyecto se define como aquella tasa que permite descontar los flujos
netos de operación de un proyecto e igualarlos a la inversión inicial.
Para este cálculo se debe determinar claramente cual es la “Inversión
Inicial” del proyecto y cuales serán los “flujos de Ingreso” y “Costo” para
cada uno de los períodos que dure el proyecto de manera de considerar
los beneficios netos obtenidos en cada uno de ellos; se efectúan tanteos
con diferentes tasas de descuento hasta que el VAN sea cercano a cero o
igual a cero y se obtenga un VAN positivo y uno negativo.
Los resultados se comparan con las reglas ya establecidas que son las
siguientes:
Si TIR> tasa de descuento (r): El proyecto es aceptable.
Si TIR= tasa de descuento (r): El proyecto es postergado.
Si TIR< tasa de descuento (r): El proyecto no es aceptable.
7.7 Cálculo del TIR:
r 1 = 55 % (55% / 12 meses = 0.04583 mensual)
r 2 = 60 % (60% / 12 meses = 0.05 mensual)
n = 5 meses
Beneficio = $ 1851.94
Costo = $ 8028

Evaluación Económica 68
Cuadro # 21
Calculo de la Tasa interna de retorno TIR
# Mes Costo-
beneficio 1/(1+r1)n r1 = 55 VAN 1
1/(1+r2)n r2 = 60 VAN 2
0 - 8028 1/(1+0.04583) 0̂ - 8028 1/(1+0.05) 0̂ - 8028
1 1851.94 1/(1+0.04583) 1̂ 1770.78 1/(1+0.05)^1 1763.78
2 1851.94 1/(1+0.04583) 2̂ 1693.18 1/(1+0.05)^2 1679.71
3 1851.94 1/(1+0.04583) 3̂ 1618.98 1/(1+0.05)^3 1599.70
4 1851.94 1/(1+0.04583) 4̂ 1548.04 1/(1+0.05)^4 1523.59
5 1851.94 1/(1+0.04583) 5̂ 1480.20 1/(1+0.05)^5 1450.99
$ 8111.18 $ 8017.77
VAN $ 83.18 $ -10.23
Elaborado por: César Jurado Reyes
Las reglas de la tasa interna de retorno y del valor actual neto
conducen a decisiones idénticas, siempre y cuando se cumplan las
siguientes condiciones. La primera, los flujos de efectivo de el proyecto
deben ser convencionales, por lo que el primer flujo de efectivo (inversión
inicial) será negativo, después los demás serán positivos. La segunda, el
proyecto debe ser independiente, lo que significa que la decisión de
aceptar o no este proyecto, no influya en la decisión que se vaya a tomar
en cualquier otro proyecto.
Cuando no se cumplan estas dos condiciones, o simplemente no se
cumpla con una sola de ellas, pueden presentarse problemas a futuro.
TIR = 55% + 83.18 / (83.18 + 10.23) = 55.89%
55.89 > 55

CAPÍTULO VIII
IMPLEMENTACIÓN
8.1 Cronograma de soluciones
Para el desarrollo de las soluciones que se han planificado, es necesario
determinar quienes serán los responsables de dirigir, supervisar y ejecutar las
mismas.
La persona responsable que dirigirá la propuesta, será el Director de
Fábrica, estará supervisada por el jefe de seguridad industrial y por el jefe de
mantenimiento y será ejecutado por el personal del área de metalurgia. .
El departamento de compras se encargara de cotizar y adquirir los
diferentes materiales y herramientas que van a ser utilizados para plasmar la
propuesta, previamente aprobadas por Gerencia General.
8.2 Diagrama de Gantt
Ver Anexo # 22
CAPÍTULO IX
CONCLUSIONES Y RECOMENDACIONES
9.1 Conclusiones
Las conclusiones que se llegan a obtener en cuanto a la empresa
Tubasec C. A., luego de haber analizado detenidamente en cada capítulo
de esta tesis y llevando a cabo las diferentes herramientas de análisis del
Ingeniero Industrial, entre las que tenemos: Cadena de Valor, Diagrama de
Pareto, Diagrama Causa – Efecto, Las Cinco Fuerzas de Porter y técnicas
de Ingeniería Económica, me han sido de mucha utilidad para interpretar,
identificar y cuantificar los diferentes problemas que se presentan en esta
empresa, los mismos que son causantes de pérdidas económicas de esta,
así mismo se ha logrado establecer las soluciones más idóneas para de
esta manera eliminar los efectos que producen dichos problemas.
En este caso, el mayor problema que estaba afectando en el aspecto
social y económico de Tubasec es el reproceso en el área de corte de la
producción de la placa plana, ya que en el análisis representó más del
50% de todos los problemas de la empresa.
Con la finalización de esta investigación lo que se busca es el
mejoramiento de dicho proceso para de esta manera ofrecer a nuestros
clientes un producto de calidad y en el tiempo adecuado, generando para
la empresa mayores ingresos.

Conclusiones y Recomendaciones
71
9.2 Recomendaciones
Ya que la placa plana es un producto que se fabrica en diferentes
espesores y por ende su utilización es variada, está entrando con
mucha fuerza al mercado, y captando la aceptación de diversos
clientes, se recomienda a la empresa la puesta en marcha de las
propuesta de solución de los problemas.
De está forma con la implementación de las propuestas se podrá
optimizar los recursos con que cuenta la empresa, siendo más
productiva, aumentando la producción, en menor tiempo y a la vez
captar mas clientes para de esta manera aumentar la participación en
el mercado.

GLOSARIO DE TÉRMINOS
Amianto (Asbesto): Es una forma fibrosa de varios minerales y silicatos
hidratados de magnesio. El nombre también puede aplicarse a las formas
fibrosas de calcio y hierro; cuando aparecen ligeramente teñidas reciben el
nombre de asbesto.
Cangilones: Aspas metálicas tipo cuchareta.
Cartonera: Prensa donde se aloja un mandril de acero que nos sirve para
compactar las hojas primarias hasta lograr la consistencia y espesores
predeterminados para el proceso.
Coagulación: Aglomeración sólida de partículas.
Celulosa: Fibra vegetal proveniente de la madera.
Cribar: Cernir.
Fibrocemento: es un material utilizado en la construcción, constituido por
una mezcla de cemento y fibras.
Glosario de Términos
73
Fraguado: Proceso químico por el cual el cemento, cal, yeso u otro material
en unión con el agua se endurece, en el caso de la Placa Plana el tiempo de
fraguado es de 24 horas.
Hidrolizador: Homogenizador de materias primas.
Noria: Máquina dosificadora de materias primas que no permite la
decantación de los sólidos
Anexos 75
ANEXO # 1
UBICACIÓN GEOGRÁFICA
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
T U B A S E C C. A.

Anexos 76
ANEXO # 2
PRODUCTOS TUBASEC: EUROLIT
PLACA PLANA

Anexos 77
ANEXO # 3
PRODUCTOS TUBASEC: IBERTEJA Y ESMALTEJA
Anexos 78
ANEXO # 4
PRODUCTOS TUBASEC: TECHOLUZ
Anexos 79
ANEXO # 5
PRODUCTOS TUBASEC: PAVIGRES

Anexos 80
ANEXO # 6
PRODUCTOS TUBASEC: EUROTANK, HIPOTANK E POLIPOOL

Anexos 81
ANEXO # 7
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
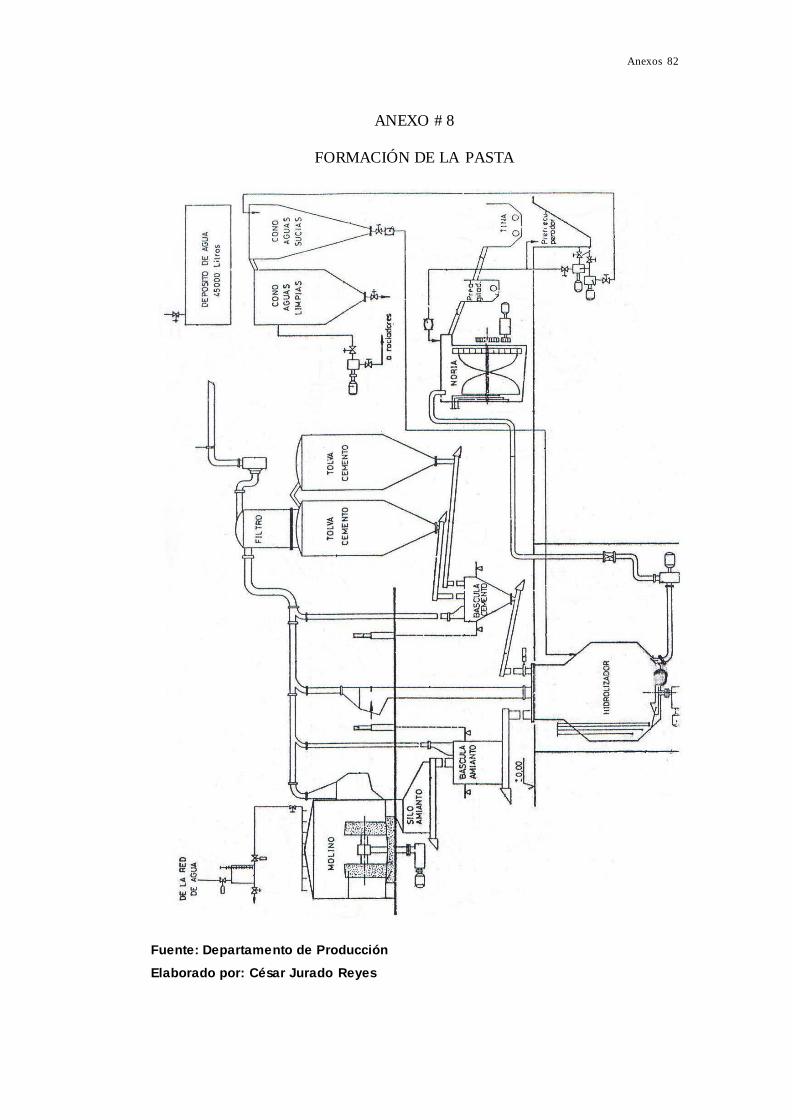
Anexos 82
ANEXO # 8
FORMACIÓN DE LA PASTA
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes
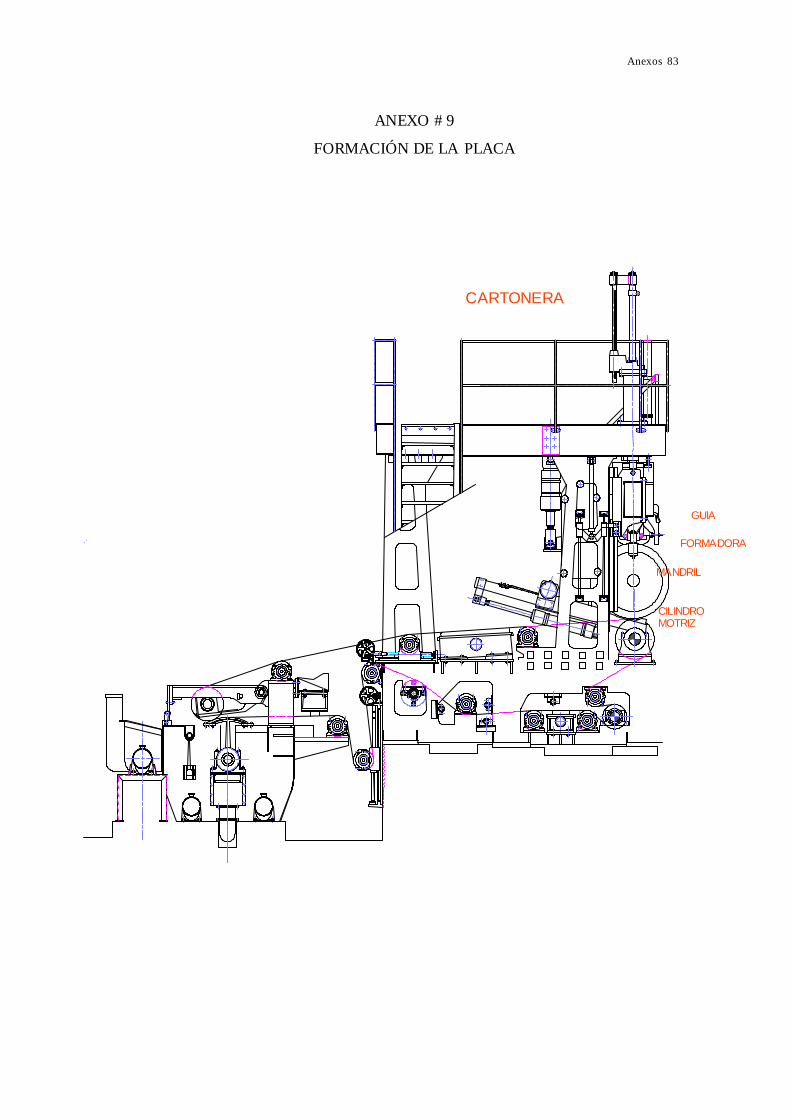
Anexos 83
ANEXO # 9
FORMACIÓN DE LA PLACA
GUIA
MANDRIL
CILINDRO MOTRIZ
CARTONERA
FORMADORA
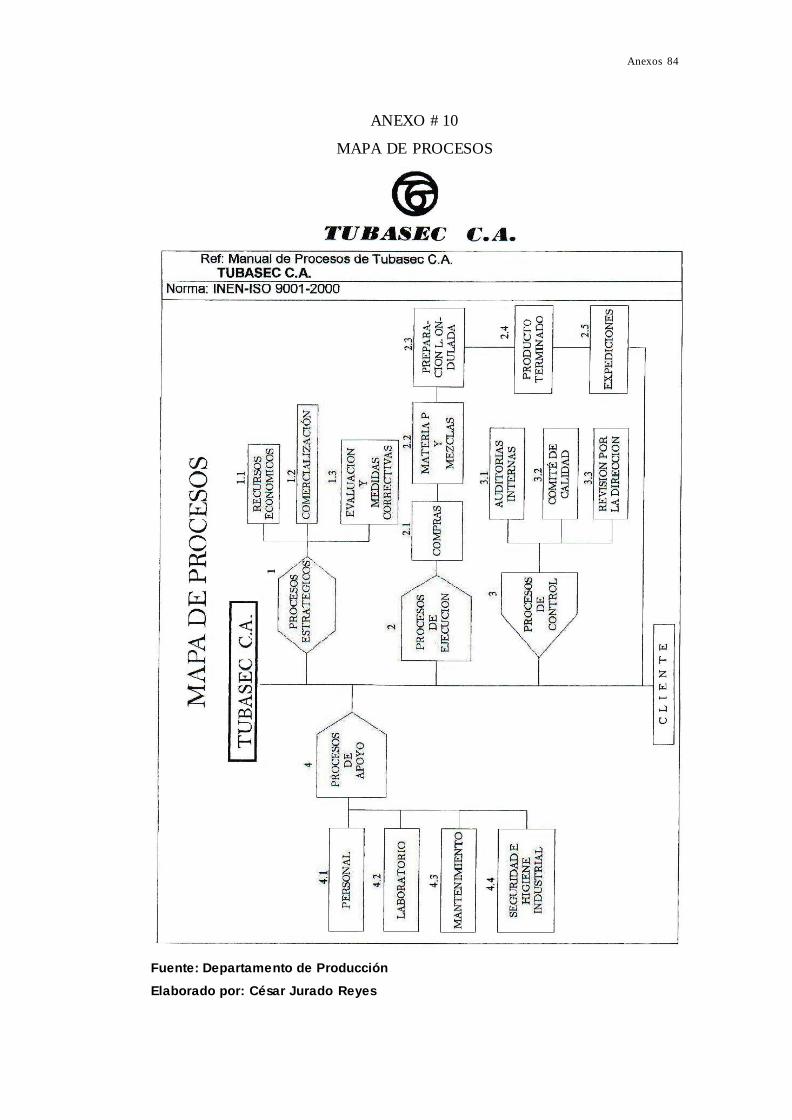
Anexos 84
ANEXO # 10
MAPA DE PROCESOS
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes

Anexos 84

Anexos 85
ANEXO # 11
DIAGRAMA DE FLUJO ACTUAL (1/2)

Anexos 86
2/2
1
Anexos 85

Anexos 87
ANEXO # 12
CONTROL DE ENTREGA DE PRODUCTO A PATIOS
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
Anexos 88
ANEXO # 13
GUIA DE REMISION
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
Anexos 89
ANEXO # 14
CONTROL DE ROTURAS EN PATIOS
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes

Anexos 90
ANEXO # 15
FACTURA
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes

Anexos 90
Anexos 91
ANEXO # 16
ORDEN DE PEDIDO
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes
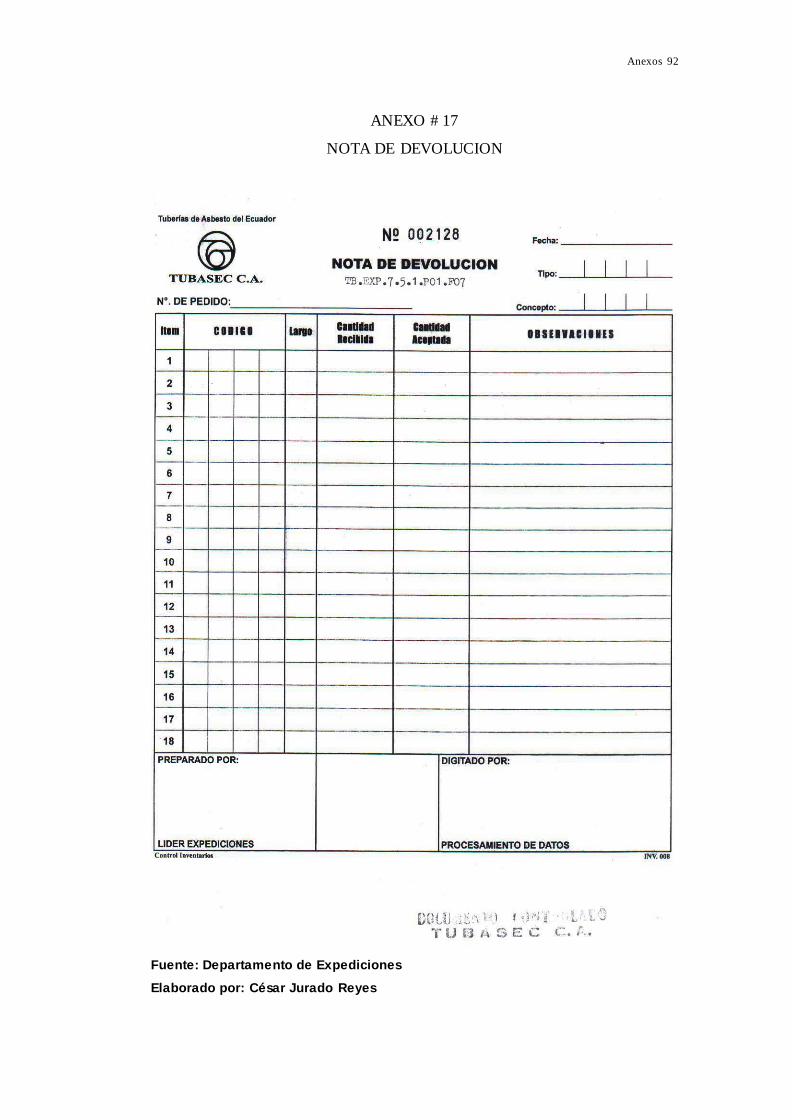
Anexos 92
ANEXO # 17
NOTA DE DEVOLUCION
Fuente: Departamento de Expediciones
Elaborado por: César Jurado Reyes

Anexos 93
ANEXO # 18
DIAGRAMA DE FLUJO PRODUCTO TERMINADO.
INICIO
FIN
Recepción de la
lámina por parte
de gestion de
producción
Almacenamiento
por tipos
Està
Fraguado?
Tiene Fallas ?
Entregado
para
Inventarios
Almacenamiento
por tipo para la
venta
si
no
nosi
Desmolde
Apilado
Lavado
Entregado a
inventarios y
Ventas
Tubasec C.AProducto Terminado
Recuperación Refilado y Lijado
Fuente: Departamento de Producción
Elaborado por: César Jurado Reyes

Anexos 94
ANEXO # 19
DISEÑO DE LA ESTRUCTURA
VISTA LATERAL

Anexos 95
VISTA FRONTAL
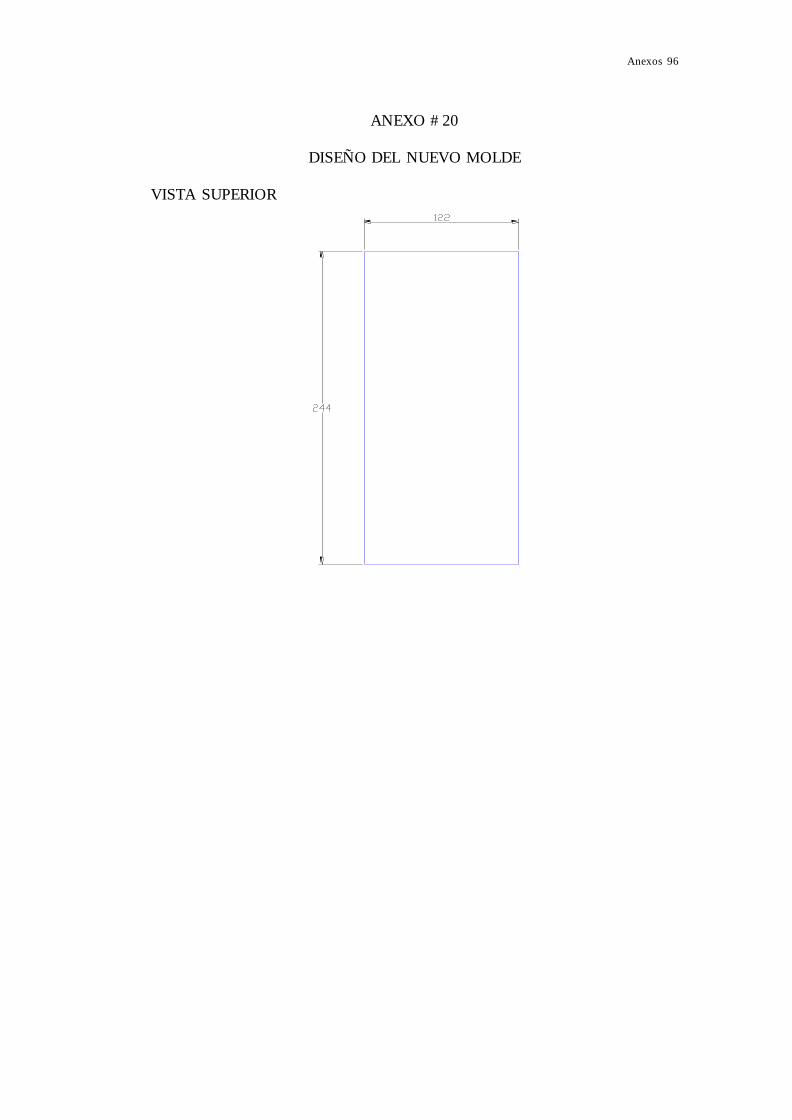
Anexos 96
ANEXO # 20
DISEÑO DEL NUEVO MOLDE
VISTA SUPERIOR
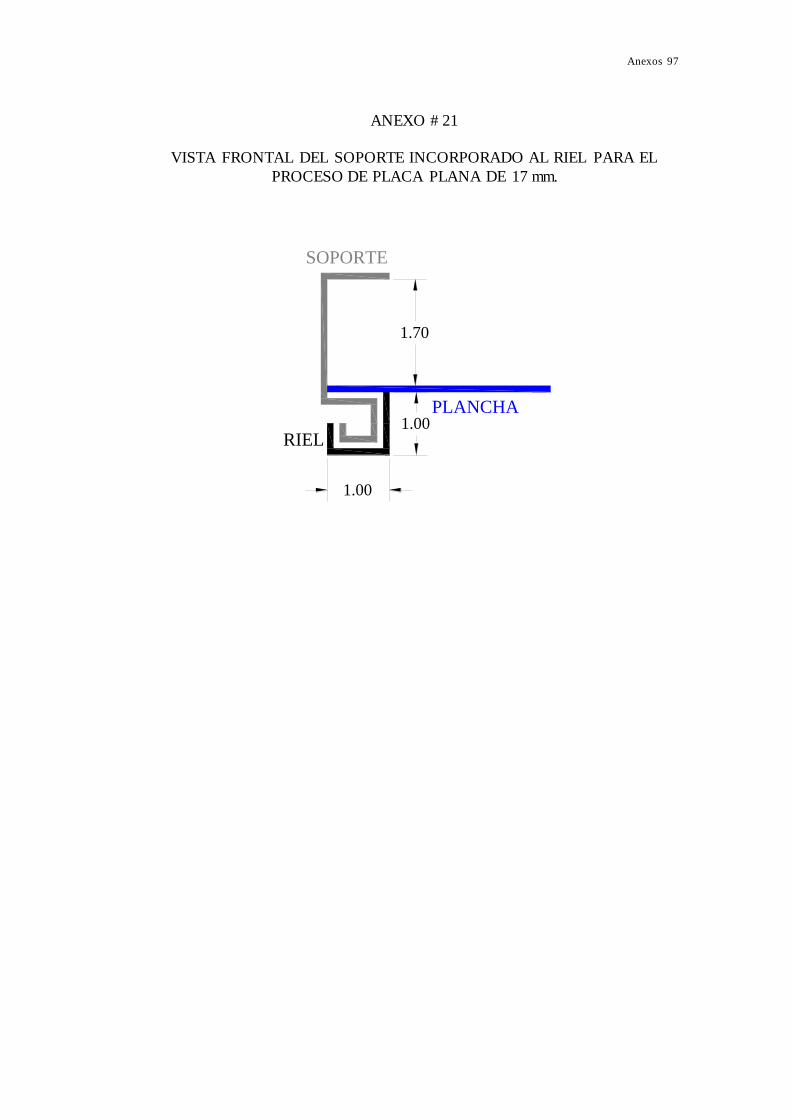
Anexos 97
ANEXO # 21
VISTA FRONTAL DEL SOPORTE INCORPORADO AL RIEL PARA EL
PROCESO DE PLACA PLANA DE 17 mm.
1.00
1.00
PLANCHA
SOPORTE
RIEL
1.70

Anexos 98
ANEXO # 22
DIAGRAMA DE FLUJO PROPUESTO (1/2)

Anexos 99
2/2

Anexos 100
Se muele el amianto
Agregar agua a tolva de
amianto
Inspección De amianto
Pesada y preparación
del cemento
Inspección de cemento
Mezcla de amianto y
cemento en hidrolizador
Se agrega agua a
la mezcla
Se agrega celulosa a la
pasta y se mezcla
Continúa la mezcla y
se agrega la toba
Se mantiene agitada
la pasta en la Noria
1
2
1
3
2
4
5
6
7
8
9 Se tamiza la mezcla
3 Inspección de mezcla
10 Pasta se enrolla a
Cilindro Tamiz
Amianto Agua Cemento Celulosa Toba
2´
0.1´
1´
2´
0.1´
0.5´
0.5´
2´
0.5´
0.5´
ANEXO # 23
DIAGRAMA DE OPERACIONES ACTUAL

Anexos 101
Pasta traslada a cartonera
y toma consistencia
Se adhiere al Cilindro
Motriz
Se enrolla y su espesor
depende de las rev.
Inspección de espesor
Se realiza 1er corte con
cuchilla neumática
Se despega lámina
del cilindro motriz
Lámina se enrolla en
tubos plásticos
Se desenrolla lámina
en mesa de corte
Se corta longitudinalmente
la lámina
12
14
4
15
16
17
18
19
20
Inspección de corte
longitudinal
5
Se coloca el sello
comercial en lámina
21
13
22
11 Pasta toma forma de
hojas en fieltro 0.5´
Se apila las láminas
en pallets
Se coloca lámina en
mesa para corte
transversal
0.20´
0.10´
0.10´
0.10´
0.10´
0.33´
0.10´
0.05´
0.033´
0.16´
0.1
´

Anexos 102
23
25
6
24
Resumen
Método Actual: Fabricación de Placa Plana
Inicio: 1 Fin: 25
Elaborado por: César Jurado
Fuente: Dpto. de Producción
Actividades Símbolos Cantidad Tiempo Minutos Observación
Operación
25 15,12 min.
Inspección
6
Total 31 15,12 min.
Se realiza corte
transversal
Inspección de
corte transversal
Se resana la
placa
Se apila placas
terminadas
0.05´
3´
1´
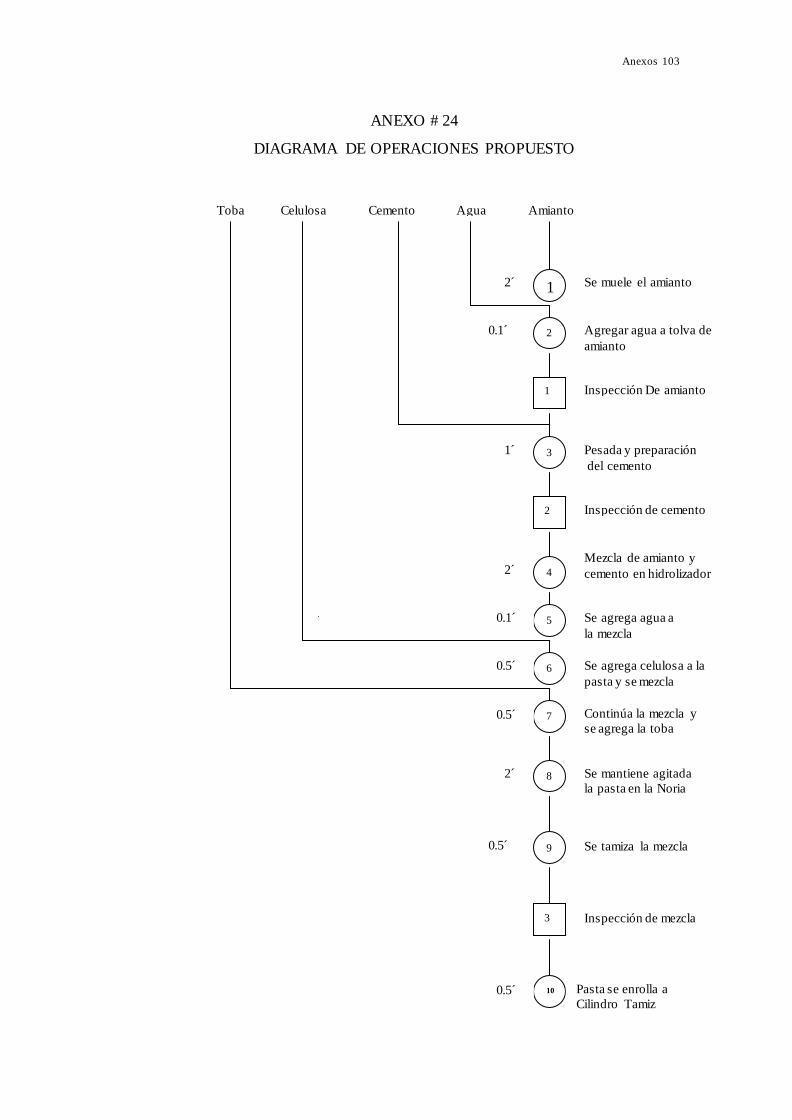
Anexos 103
Se muele el amianto
Agregar agua a tolva de
amianto
Inspección De amianto
Pesada y preparación
del cemento
Inspección de cemento
Mezcla de amianto y
cemento en hidrolizador
Se agrega agua a
la mezcla
Se agrega celulosa a la
pasta y se mezcla
Continúa la mezcla y
se agrega la toba
Se mantiene agitada
la pasta en la Noria
1
2
1
3
2
4
5
6
7
8
9 Se tamiza la mezcla
3 Inspección de mezcla
10 Pasta se enrolla a
Cilindro Tamiz
Amianto Agua Cemento Celulosa Toba
2´
0.1´
1´
2´
0.1´
0.5´
0.5´
2´
0.5´
0.5´
ANEXO # 24
DIAGRAMA DE OPERACIONES PROPUESTO
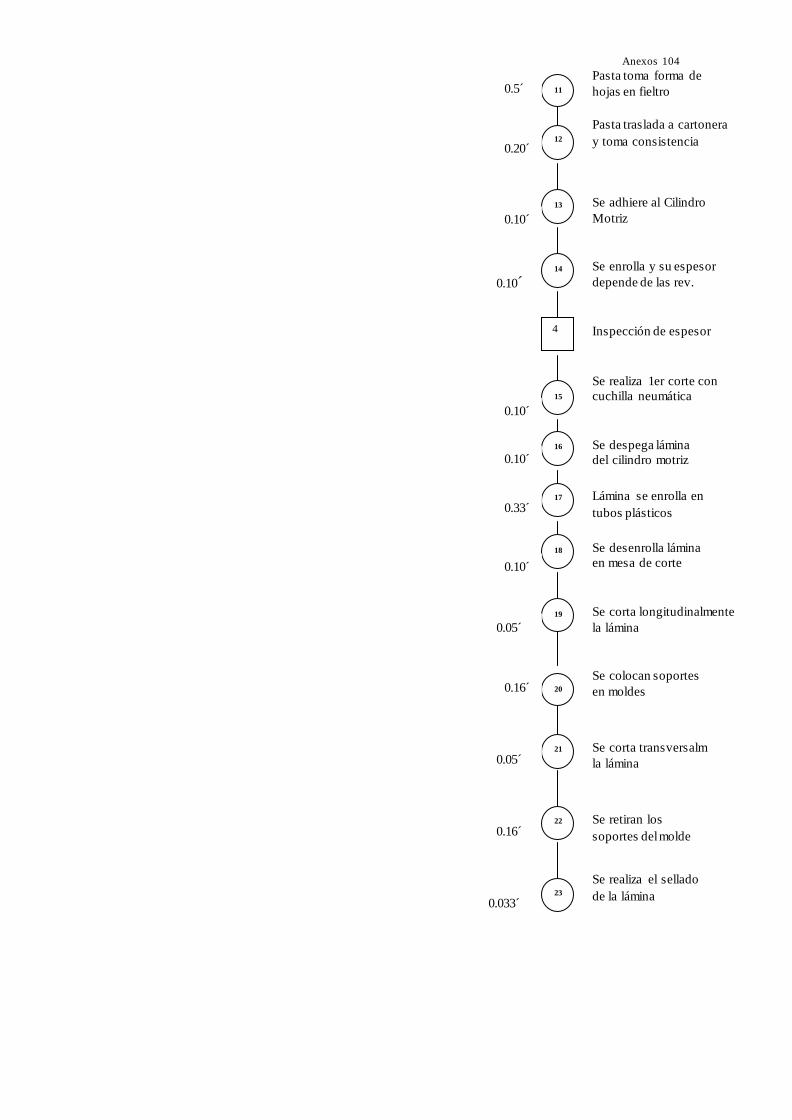
Anexos 104
Pasta traslada a cartonera
y toma consistencia
Se adhiere al Cilindro
Motriz
Se enrolla y su espesor
depende de las rev.
Inspección de espesor
Se realiza 1er corte con
cuchilla neumática
Se despega lámina
del cilindro motriz
Lámina se enrolla en
tubos plásticos
Se desenrolla lámina
en mesa de corte
Se corta longitudinalmente
la lámina
12
14
4
15
16
17
18
19
21
Se colocan soportes
en moldes
longitudinal
Se corta transversalm
la lámina
22
13
23
11 Pasta toma forma de
hojas en fieltro 0.5´
Se retiran los
soportes del molde
Se realiza el sellado
de la lámina
0.20´
0.10´
0.10´
0.10´
0.10´
0.33´
0.10´
0.05´
0.16´
20 0.16´
0.05´
0.033´
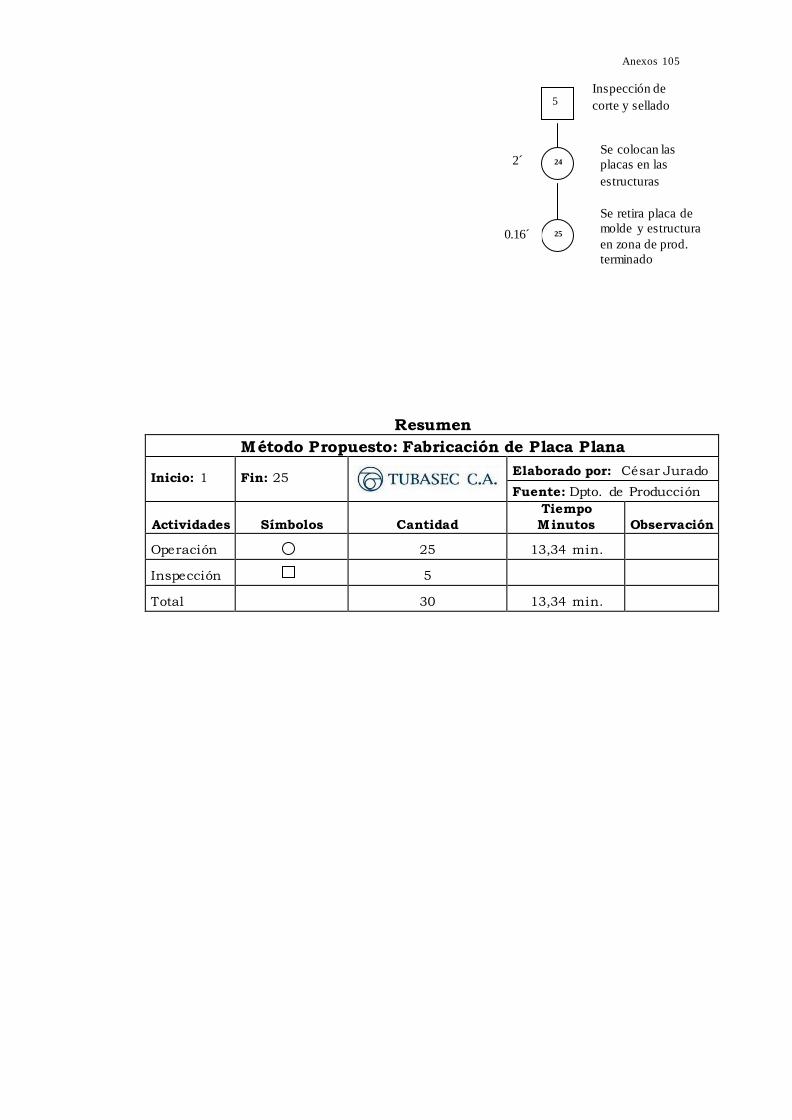
Anexos 105
5
24 2´
25
Resumen
Método Propuesto: Fabricación de Placa Plana
Inicio: 1 Fin: 25
Elaborado por: César Jurado
Fuente: Dpto. de Producción
Actividades Símbolos Cantidad
Tiempo
Minutos Observación
Operación
25 13,34 min.
Inspección
5
Total 30 13,34 min.
Inspección de
corte y sellado
Se colocan las
placas en las
estructuras
Se retira placa de
molde y estructura
en zona de prod.
terminado
0.16´
Anexos 106
ANEXO # 25
PROFORMA DE MATERIALES

Anexos 107
ANEXO # 26
DIAGRAMA DE GANTT

Anexos 108
ANEXO # 27
AR
EA
DE
CO
RT
E
CO
RT
E L
ON
GIT
UD
IN
AL
AR
EA
DE
PR
EF
RA
GU
AD
O
AR
EA
DE
AL
MA
CE
NA
MIE
NT
O
TO
LV
A D
E
CE
ME
NT
OT
OL
VA
DE
AM
IA
NT
O
HID
RO
LIZ
AD
OR
CO
RT
E
TR
AN
SV
ER
SA
L
AR
EA
DE
CO
RT
EC
IL
IN
DR
O
ME
TO
DO
A
CT
UA
L
Césa
r J
urad
o R
eyes
Dpto. P
rod
uc
ción
TU
BA
SE
C
DIA
GR
AM
A D
E R
EC
OR
RID
O Y
D
IS
TR
IB
UC
IO
N D
E P
LA
NT
A
BO
DE
GA
DE
AM
IA
NT
O
ME
ZC
LA
ZO
NA
DE
RE
SA
NA
DO
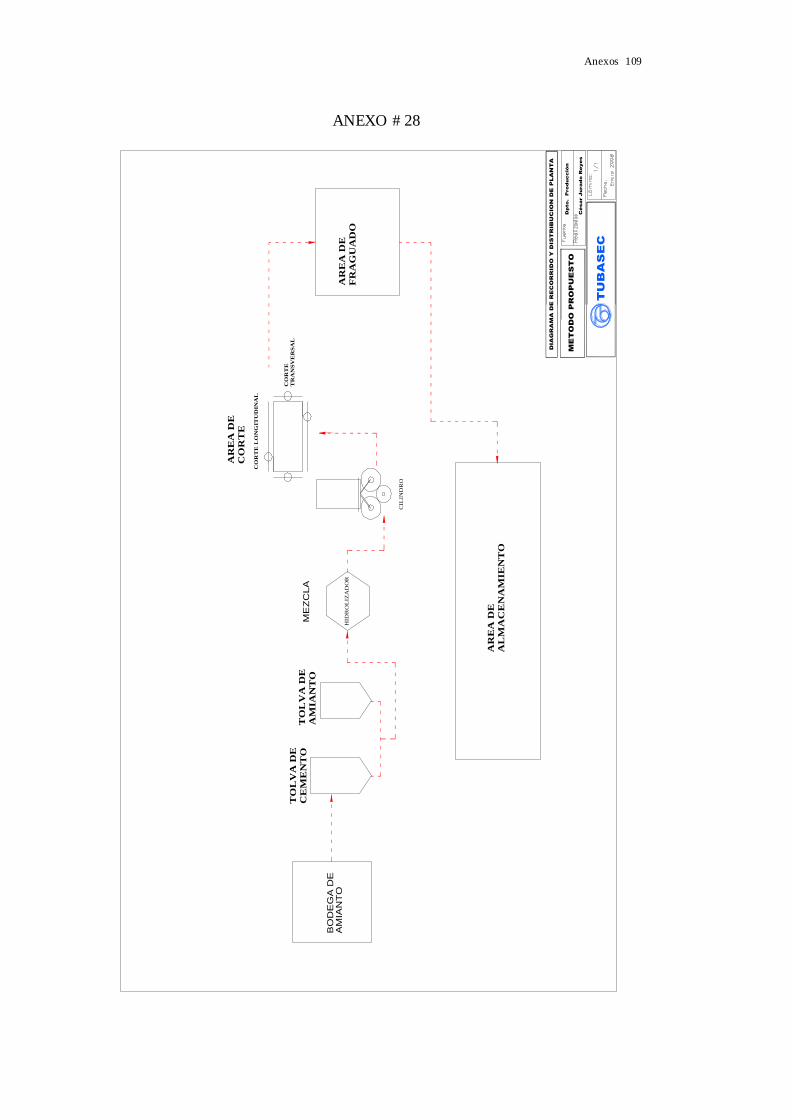
Anexos
109
ANEXO # 28
ME
ZC
LA
BO
DE
GA
DE
AM
IAN
TO
AR
EA
DE
CO
RT
E
CO
RT
E L
ON
GIT
UD
IN
AL
AR
EA
DE
FR
AG
UA
DO
AR
EA
DE
AL
MA
CE
NA
MIE
NT
O
TO
LV
A D
E
CE
ME
NT
OT
OL
VA
DE
AM
IA
NT
O
HID
RO
LIZ
AD
OR
CIL
IND
RO
CO
RT
E
TR
AN
SV
ER
SA
L
ME
TO
DO
P
RO
PU
ES
TO
Cé
sar Jurado R
eyes
Dp
to. P
roducción
TU
BA
SE
C
DIA
GR
AM
A D
E R
EC
OR
RID
O Y
D
IS
TR
IB
UC
IO
N D
E P
LA
NT
A
BIBLIOGRAFÍA
Baca Urbina, Gabriel, “Evaluación de proyectos”, Editorial Mc Graw
Hill, México D.F, México, Cuarta Edición, 2001
Espinoza de los Monteros Armando, “Reingeniería Estratégica de Alta
Tecnología”, Editorial Legares de México, S.A. de C.V., México, 2004
Folletos, Instructivos y Manuales de procedimientos de la empresa
Tubasec C.A.
Kanawaty George, “Introducción al Estudio del Trabajo”, , Editorial
Limusa S.A. Grupo Noriega Editores, Cuarta Edición, 2004
Niebel Benjamín – Freivalds Andris, “Ingeniería Industrial”, Alfaomega
Grupo Editor S.A. de C.V., Décima Primera Edición, Mexico, 2004
Porter Michael, Ventaja Competitiva, Editorial Compañía Continental,
Vigésima Edición, México, 2001
Riggs James, “Sistemas de Producción, Planeación, Análisis y
Control”, Editorial Limusa, Cuarta Edición, México D.F., México, 2000
Salvendy Gabriel, “Biblioteca del Ingeniero Industrial”, Editorial Limusa
S.A.Indiana, EEUU, Tercera Edición, 2000
Shoereder Roger, Administración de Operaciones Casos y Conceptos
Contemporáneos, Editorial Mc. Graw Hill, Segunda Edición, 2005
Top Related