000158607
80
UNIVERSIDAD SIMÓN BOLÍVAR DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA DE PRODUCCIÓN Mejoras en la Fabricación de Grupos Electrógenos con Potencias Comprendidas entre 7kVA y 160kVA Por: Alejandro Varela Guzmán INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero de Producción Sartenejas, Mayo de 2011
-
Upload
vladimirguerrero -
Category
Documents
-
view
4 -
download
1
Transcript of 000158607

UNIVERSIDAD SIMÓN BOLÍVAR
DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA DE PRODUCCIÓN
Mejoras en la Fabricación de Grupos Electrógenos con Potencias Comprendidas entre
7kVA y 160kVA
Por:
Alejandro Varela Guzmán
INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar
como requisito parcial para optar al título de Ingeniero de Producción
Sartenejas, Mayo de 2011

UNIVERSIDAD SIMÓN BOLÍVAR
DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA DE PRODUCCIÓN
Mejoras en la Fabricación de Grupos Electrógenos con Potencias Comprendidas entre
7kVA y 160kVA
Por:
Alejandro Varela Guzmán
Realizado con la asesoría de:
Tutor Académico: Prof. Joaquín Santos Tutor Industrial: Ing. Carlos Ibáñez
INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar
como requisito parcial para optar al título de Ingeniero de Producción
Sartenejas, Mayo de 2011


iv
UNIVERSIDAD SIMÓN BOLÍVAR
DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA DE PRODUCCIÓN
Mejoras en la Fabricación de Grupos Electrógenos con Potencias Comprendidas entre
7kVA y 160kVA
INFORME DE PASANTÍA presentado por
Alejandro Varela Guzmán
RESUMEN
El presente informe es el resultado de un proyecto de pasantía realizado en la empresa
Himoinsa. El objetivo principal de este proyecto consistió en la búsqueda, planificación e
implementación de mejoras en la fabricación de grupos electrógenos con el fin de aumentar la
producción y mejorar la eficiencia. Se estudiaron y analizaron los métodos de fabricación y los
problemas que estos presentan actualmente. Igualmente, se planificó la redistribución de los
procesos e instalaciones dentro de la fábrica que permitieran reducir los tiempos y costos de
fabricación como también mejorar y simplificar el trabajo de los empleados garantizando la
seguridad y beneficio de cada uno de estos.
Palabras claves: electrógeno, fabricación, ensamblaje, procesos y planificación.

v
ÍNDICE GENERAL
ÍNDICE DE TABLAS………………………….…………………………………….……..... vi
ÍNDICE DE FIGURAS……………………………………………………………….….….. vii
LISTA DE ABREVIATURAS…………………….……………………………….…….…... iv
INTRODUCCIÓN…………………………………………………………………………….. 1
CAPÍTULO I. DESCRIPCION DE LA EMPRESA………………………………..….….….. 3
CAPÍTULO II. FUNDAMENTOS TEÓRICOS..………………………………...….……….. 5
2.1 Grupos Electrógenos………..…………………………………………...….………… 5
2.2 Método de las Cinco S…………………………….…………………...….…………. 13
CAPÍTULO III. MARCO METODOLÓGICO…………………………………….………... 21
3.1 Conocer el Funcionamiento de la Empresa………………………………………….. 21
3.2 Evaluación de los Procesos…………………………………………….…………….. 21
3.3 Planificación de Nuevas Propuestas…………………………………………….….... 22
3.4 Implementación de Mejoras………………………………………………….…….… 22
CAPÍTULO IV. DESCRIPCIÓN DEL PROCESO...………………………….…………...... 24
4.1 Proceso Actual de Ensamblaje de Grupos Electrógenos con Potencias
Comprendidas entre 7 kVA y 160 kVA………………................................................ 24
4.2 Proceso Actual de Ensamblaje de Carrocerías en la Fábrica de
Tratamiento de Metal (FTM)………………..……………………………….………. 28
CAPÍTULO V. DESARROLLO DEL TRABAJO………………………………….……...... 34
5.1 Planificación de una Nueva Línea de Montaje para la Fabricación de Grupos
Electrógenos con Potencias Comprendidas entre 7 kVA y 160 kVA..…………......... 34
5.2 Planificación de una Nueva Línea de Montaje en la Fábrica de
Tratamiento de Metal……….………………………....………………………….….. 37
5.3 Diseño y Planificación de la Automatización del Montaje
de Cuadros Eléctricos……………………………………………………………....... 38
5.4 Estudio, Diseño e Instalación de Campana de Extracción de Humo en Banco
de Pruebas para Grupos Electrógenos de Capacidades Mayores a 200 kVA……...… 43
5.5 Planificación y Diseño de Banco de Pruebas para Grupos Electrógenos Marinos….. 46
5.6 Diseño de Racks para el Transporte de Motores……..…………………………........ 46

vi
5.7 Implementación del Método de las Cinco S…………..…………………………….. 47
CAPÍTULO VI. RESULTADOS….………………………………………………………... 52
6.1 Tiempos de Fabricación de Grupos Electrógenos con Potencias Comprendidas
entre 7 kVA y 160 kVA…………………………………………………..……………... 52
6.2 Tiempos de Fabricación de Carrocerías D10 en FTM………………………………. 57
6.3 Fabricación de Racks Metálicos para el Transporte de Motores…………………..... 63
6.4 Implementación del Método de las 5 S…………………………………………….... 63
CONCLUSIONES Y RECOMENDACIONES…………………………………………..… 67
ANEXOS……………………………………………………………………………………. 69
REFERENCIAS………………………………………………………………………….......70

vii
ÍNDICE DE TABLAS
Tabla 5.1 Ejemplo de Hoja Informativa de los Problemas de Kits………….……………. 36
Tabla 5.2 Procesos en FTM para la Fabricación de las Piezas de la Carrocería D10…….. 38
Tabla 6.1 Hoja Informativa en la Isla de Preparación de Kits…………………………..... 52
Tabla 6.2 Tiempos de Operaciones de Fabricación de Grupos Electrógenos
con Potencias Comprendidas entre 7 kVA y 160 k VA……………………...… 53
Tabla 6.3 Operaciones y Tiempos en los Procesos Actuales de Soldadura
+ Repasado en FTM ………………………………………………...…..……... 61
Tabla 6.4 Operaciones y Tiempos en la Propuesta de Mejora de los Procesos de
Soldadura + Repasado en FTM………………...………………………..….….. 62

viii
ÍNDICE DE FIGURAS
Figura 2.1 Componentes de un Grupo Electrógeno…………………………………...…… 6
Figura 2.2 Conjunto Motor de gasoil Iveco + Radiador …………………….……...……... 7
Figura 2.3 Alternador Stamford……………………………………………………………. 7
Figura 2.4 Cuadro de Control de un Grupo Electrógeno……………………………..…… 10
Figura 2.5 Carrocería de Insonorización…………………………………………...……… 10
Figura 2.6 Estator de un Alternador……………………………………………………..… 11
Figura 2.7 Rotor de un Alternador……………………………………………..………..… 12
Figura 2.8 Excitatriz Electrónica de un Alternador……………………………………….. 12
Figura 2.9 Conexiones de los Alternadores………...……………………………………... 13
Figura 3.1 Esquema de la Metodología del Proyecto…………………………………...… 21
Figura 4.1 Esquema de las Islas de Trabajo para el Proceso Actual de Ensamblaje de
Grupos Electrógenos con Potencias Comprendidas entre 7 kVA y 160 kVA..... 24
Figura 4.2 Flujograma A del Proceso de Ensamblaje Actual de Grupos Electrógenos
con Potencias Comprendidas entre 7 kVA y 160 kVA………………………… 25
Figura 4.3 Almacenadora Inteligente Cassioli………………………….……………….… 26
Figura 4.4 Flujograma B del Proceso de Ensamblaje Actual de Grupos Electrógenos
con Potencias Comprendidas entre 7 kVA y 160 kVA……………...………..... 27
Figura 4.5 Esquema del Procesado de Chapa en FTM……………...…………………….. 29
Figura 4.6 Flujograma A del Proceso Actual del Tratamiento de la Chapa en FTM…...… 30
Figura 4.7 Flujograma B del Proceso Actual del Tratamiento de la Chapa en FTM…...… 32
Figura 5.1 Hoja de Operaciones para los Tiempos en el Ensamblaje de Monoblocks….… 35
Figura 5.2 Diagrama de la Automatización del Montaje de Cuadros Eléctricos………..… 39
Figura 5.3 Laser Guided Vehicle (LGV)………………………………………………….. 40
Figura 5.4 Flujograma del Proceso de Automatización del Montaje de
Cuadros Eléctricos……………………………………………………………... 41
Figura 5.5 Vista Frontal y Lateral del Diseño de la Campana de Extracción de Humo
para Banco de Pruebas…………………………………………………….…... 45
Figura 5.6 Materiales y Diseño de la Campana de Extracción de Humo para Banco
de Pruebas………………………………...………………………………...…. 45

ix
Figura 5.7 Esquema de Banco de Pruebas para Grupos Electrógenos Marinos…………... 46
Figura 5.8 Rack de Transporte para el Motor NEF67………………………...………...… 47
Figura 5.9 Tarjeta Roja…………………………………………………………...……….. 50
Figura 5.10 Flujograma para la Implementación del Seiri…………………………………. 51
Figura 6.1 Promedio de Tiempos de Fabricación de 27 Carrocerías Modelo
D10 en FTM……………………………………….………………………..… 59
Figura 6.2 Proceso Actual de Soldadura + Repasado en FTM…………...……………..... 60
Figura 6.3 Propuesta de Mejora del Proceso de Soldadura + Repasado en FTM……….... 62
Figura 6.4 Prototipos de los Rack Metálicos para los Motores NEF45 y NEF67…..…….. 63

x
LISTA DE ABREVIATURAS
kVA Kilo Voltio Amperio. Unidad de medida de potencia.
dBA Decibelio A. Unidad de medida de nivel sonoro.
Monoblock Conjunto constituido por el motor y alternador una vez acoplados entre sí.
Cassioli Almacenadora Inteligente.
FTM Fábrica de Tratamiento de Metal.
FIFO First In First Out. Concepto utilizado en teoría de colas.
LGV Laser Guided Vehicle. Vehículo robotizado guiado por señales de laser.
Night – Train Almacenadora Inteligente en la Fábrica de Tratamiento de Metal (FTM).

INTRODUCCIÓN
Himoinsa es una empresa multinacional que se especializa en brindar soluciones en el sector
energético. Desde sus inicios, hace casi treinta años, la empresa se ha enfocado en fabricar
grupos electrógenos eficientes que cubran las necesidades y exigencias para las condiciones
más extremas alrededor de todo el mundo. Gracias a la calidad de sus productos y un buen
trabajo en equipo dentro de la organización, Himoinsa ha podido alcanzar un gran crecimiento
sostenido en los últimos años, convirtiéndose en una de las empresas líderes en el área de
generación de energía. Teniendo una excelente reputación como empresa solida y eficiente,
Himoinsa debe estar preparada para cubrir la demanda que se les presente, garantizando el
prestigio que los caracteriza.
Himoinsa se ha podido adaptar al crecimiento y a los constantes cambios a pesar de que
cuenta actualmente con la misma fábrica principal con la que empezó a trabajar en los años
ochenta. Adicional a esto, la empresa fabrica y produce casi todas las partes y componentes
necesarios para la fabricación de sus grupos electrógenos. Sin embargo, la directiva de la
organización reconoce que los errores en la producción, los largos tiempos de fabricación y la
carencia de nuevas tecnologías significan un elevado costo y una limitación para mantenerse a
la vanguardia. Por esta razón nace la necesidad de planificar e implementar mejoras en todo el
proceso de fabricación de los grupos electrógenos.
Entre la directiva de la empresa y el departamento de Organización Industrial se definieron
las propuestas de mejoras dentro de la fábrica como: la planificación de una nueva línea de
montaje para la fabricación de grupos electrógenos, la implementación del Método de las
Cinco S como modelo de orden y limpieza, la planificación de una nueva línea de montaje
para la Fábrica de Tratamiento de Metal (FTM), la planificación de la automatización del
montaje de cuadros eléctricos, el rediseño de la fábrica y los cambios en los procesos.

2
El libro de pasantía está estructurado en cuatro capítulos en los cuales se contempla la
descripción de la empresa Himoinsa, los fundamentos teóricos necesarios, el marco
metodológico planteado y el desarrollo de los resultados y análisis de los mismos. Igualmente,
estos capítulos se soportan y complementan con la presente introducción, las conclusiones y
recomendaciones, los anexos y las referencias.
Objetivo General
Planificar e implementar mejoras en la fabricación de grupos electrógenos que permita
aumentar la producción y mejorar la eficiencia dentro de la fábrica.
Objetivos Específicos
- Conocer los tiempos de fabricación del proceso de ensamblaje de grupos electrógenos.
- Conocer los problemas comunes que se presentan en los procesos actuales.
- Planificar una nueva línea de montaje para la fabricación de grupos electrógenos con
potencias comprendidas entre 7 kVA y 160 kVA.
- Planificar y diseñar la redistribución de la fábrica para la nueva línea de montaje.
- Estudiar y analizar los procesos de fabricación para plantear mejoras en la reducción de
tiempos y costos.
- Adecuar las instalaciones para mejorar el rendimiento y facilitar el trabajo de los empleados.
- Implementar el Método de las 5 S.
- Implementar mejoras en el trabajo de los empleados garantizando la seguridad y beneficio de
cada uno de estos.

CAPÍTULO I DESCRIPCIÓN DE LA EMPRESA
Hispanoitaliana de Motores Industriales Sociedad Anónima, Himoinsa, nace en el año 1982
como una pequeña empresa española especializada en la comercialización de motores para
generadores eléctricos. Tan sólo seis años después, Himoinsa se posiciona como líder en el
mercado nacional gracias a la calidad sus productos. Los años siguientes comienza su
expansión internacional y da sus primeros pasos en la interacción vertical de los procesos
productivos, mediante el cual empiezan a producir la mayoría de partes y componentes
necesarios para la fabricación de los grupos electrógenos. Para el año 2.000, Himoinsa
consigue tener presencia en más de 70 países, además de obtener el certificado de calidad ISO
9001. Himoinsa continúa su crecimiento con la ampliación y apertura de nuevas plantas de
fabricación y la diversificación de su gama de productos. Actualmente, Himoinsa se ha
convertido en el primer fabricante español y uno de los líderes del mercado internacional en el
sector de generación de energía. Cuenta con siete plantas de fabricación en España, Francia,
India, China y Estados Unidos y diez filiales ubicadas en Italia, Portugal, Alemania, Polonia,
Kazajstán, Emiratos Árabes Unidos, Singapur, México, Panamá y Argentina.
La sede central de Himoinsa, localizada en San Javier, Murcia (España), cuenta actualmente
con una superficie total de 65.000 m². Sus instalaciones de 40.000 m² se dividen en tres
importantes plantas de producción. Esta sede está conformada por las oficinas principales, el
centro de I+D+i (Investigación + Desarrollo + Innovación), la línea de producción, la línea de
fabricación de cuadros eléctricos, las salas de pruebas, control y calidad y el departamento
logístico de recambios originales. Además, Himoinsa cuenta con dos centros productivos
anexos que complementan y dan soporte a la planta principal.
Uno de los dos centros adscritos a la sede principal es la planta de Tratamiento del Metal 1,
igualmente localizada en San Javier, Murcia. Ésta se especializa en el tratamiento de la chapa

4
y procesos de mecanizado de las carrocerías y componentes metálicos. Esta planta de 25.000
m², cuenta con instalaciones equipadas con la última tecnología incorporando almacenes
inteligentes para el suministro del metal, maquinaria de punzonado, plegado, estampación y
soldadura. Además, cuentan con una línea de pintura de alto estándar de acabado y sistemas
robotizados.
La segunda planta de Himoinsa es la unidad de Tratamiento del Metal 2 ubicada en Abarán,
Murcia. Las instalaciones tienen un total de 21.000 m² y cuenta con gran variedad de
maquinaria pesada para la elaboración de las estructuras metálicas de los grupos electrógenos.
La planta de producción de Himoinsa China, inaugurada en 2.006, está situada en la
provincia de Jiangsu, concretamente en la ciudad de Changzhou. La fábrica de 35.500 m²
constituye uno de los mayores proyectos del grupo e incorpora la última tecnología para dar
cobertura a la demanda energética del sudeste asiático.
El centro de producción de Himoinsa en Estados Unidos, Hipower Systems, adquiere una
ubicación clave en el centro del país en la ciudad de Lenexa, Kansas, con el objetivo de
fidelizar proveedores e impulsar la expansión de la compañía a través de una estratégica red de
distribución. La fábrica de 3.600 m² se dedica a fabricar generadores de hasta 400 kVA
siguiendo los estándares de las certificaciones norteamericanas.
La planta de producción de Himoinsa en Francia, Genelec S.A.S, adquirida en 2.001, fue y
sigue siendo una de las empresas líder en la fabricación de grupos electrógenos en Francia.
Cuenta con unas instalaciones de 6.500 m².
La fábrica en India, Control & Switchgear Himoinsa Pvt. Ltd. Joint Venture, fundada en
2.006, ha conseguido una rápida penetración y adaptación en el mercado del país. La planta
tiene una sede social en Nueva Dheli y la fábrica de producción está localizada en Pantnagar,
provincia de Uttaranchal. Con unas instalaciones de 18.000 m², Himoinsa India ha sabido
adaptarse a las necesidades del país, generando grupos electrógenos que incorporan motores
de reputados fabricantes locales.

CAPÍTULO II FUNDAMENTOS TEÓRICOS
2.1 Grupos Electrógenos
Un grupo electrógeno, popularmente conocido como planta eléctrica o generador eléctrico,
es un equipo que permite garantizar energía de forma autónoma ya sea durante periodos cortos
de tiempo o como fuente de generación exclusiva de energía. Su funcionamiento viene dado
por un generador de electricidad que se mueve por medio de un motor de combustión interna.
Según el tipo de empleo y las horas de funcionamiento, un grupo electrógeno puede tener
tres modalidades de uso:
De emergencia: El grupo electrógeno se utiliza frente a la posibilidad de pérdidas
periódicas o habituales de potencia de la red eléctrica que pueden ocasionar, entre otras
cosas, pérdidas económicas, pérdida de producción, de datos archivados y de
productos, de animales o incluso de vidas humanas.
Servicio principal: El grupo electrógeno suministra electricidad en lugares donde no
hay red eléctrica disponible. Ésta es la solución más adecuados para puntos aislados.
Funcionamiento continuo: El grupo electrógeno sirve para cubrir de manera continua
las necesidades eléctricas en aquellos lugares donde no se tenga la suficiente potencia
de red eléctrica.
2.1.1 Componentes de un Grupo Electrógeno
Los principales componentes se integran para tener un grupo electrógeno, tal como se
aprecia en la figura 2.1, a continuación una breve descripción de cada uno.

6
Figura 2.1 Componentes de un Grupo Electrógeno
Motor
El motor es el encargado de producir la energía mecánica necesaria para hacer girar el
alternador. Su dimensión deberá ajustarse a las necesidades específicas de cada una de las
aplicaciones que tendrá el grupo electrógeno, siendo de gran importancia el determinar la
potencia necesaria, ya que una planta tiene potencia limitada, está potencia vendrá dada por el
motor. Los motores pueden utilizar diversos combustibles según sean sus características de
funcionamiento, existen motores movidos por gasoil, gasolina y gas, entre otros. Los más
utilizados son los motores diesel y los de gasolina, por sus prestaciones mecánicas y
económicas. En la figura 2.2 se observa un motor de gasoil.
!

7
Figura 2.2 Conjunto Motor de Gasoil Iveco + Radiador
Alternador
El alternador, también conocido como generador o dínamo, es un componente importante
del grupo electrógeno. Éste se encarga de transformar la energía mecánica del motor en
energía eléctrica. Va unido al volate del motor a través de unos discos de fijación que
transmiten el movimiento del volante del motor al rotor del alternador. En la figura 2.3 se
aprecia un alternador.
Figura 2.3 Alternador Stamford

8
Los alternadores están fundados en el principio de inducción descubierto por el científico e
inventor británico Michael Faraday. Este principio se presenta cuando un conductor es
sometido a un campo magnético creando una tensión eléctrica inducida cuya polaridad
depende del sentido del campo y su valor del flujo que lo atraviesa.
Un alternador consta de dos partes fundamentales, el inductor, que es el que crea el campo
magnético y el inducido que es el conductor, el cual es atravesado por las líneas de fuerza de
dicho campo magnético.
Radiador
El radiador tiene como función, intercambiar calor entre el motor y el ambiente. Éste forma
parte del sistema de refrigeración del grupo electrógeno. Se conecta al motor por medio de
varias manguera en donde se realiza un constante intercambio de fluidos para garantizar el
adecuado funcionamiento del motor. En la figura 2.1 se observó un radiador.
La emisión de calor de un radiador va a depender de la diferencia de temperaturas entre su
superficie y el ambiente que lo rodea, y la cantidad de superficie en contacto con ese ambiente.
A mayor superficie de intercambio y mayor diferencia de temperatura, mayor es el
intercambio.
Bancada de apoyo
Este elemento sirve de base de sujeción al conjunto de motor y alternador, su forma y
construcción es variable según sea la función o características específicas del grupo
electrógeno. Ésta se suele fabricar en chapa metálica o perfiles metálicos a fin de dotar al
conjunto de la robustez necesaria. La unión de los componentes a la bancada de apoyo se
puede realizar de diversas formas, siendo lo más habitual el realizar dicha unión mediante
unos tornillos antivibratorios especiales con revestimiento de goma, que amortiguan las
vibraciones producidas en su funcionamiento, o también directamente sobre la bancada
colocándose los tornillos antivibratorios en la parte inferior de la misma, a fin de evitar que las

9
vibraciones entre la parte rígida y la parte vibratoria, sometan a esfuerzos mecánicos excesivos
a los elementos de unión.
Depósito de combustible
El depósito de combustible suele ir acoplado o integrado a la bancada de apoyo. Se suele
fabricar a partir de un material resistente de manera que se evite en lo posible el deterioro del
mismo y se garantice su durabilidad. Sus dimensiones y capacidad se verán relacionados con
la potencia exigida por el motor y las condiciones de uso del grupo electrógeno.
Instalación eléctrica
Consiste en la conexión de todos los elementos del motor, alternador y otros componentes
del grupo electrógeno con el cuadro de control habilitando la posibilidad de una posterior
lectura, supervisión y control del estado de los mismos. Gracias a esta instalación eléctrica se
pueden medir parámetros como los son: presión de aceite, nivel de combustible, temperatura
del motor, entre otros.
Cuadro de control
Es el elemento que permite controlar el equipo y su funcionamiento, a través del mismo se
puede poner el grupo electrógeno en marcha, apagarlo y controlar los parámetros para un
correcto desempeño. Este componente varía según las exigencias de cada aplicación, así se
pueden diferenciar cuadros de control automáticos y manuales. Siendo un equipo de arranque
automático aquél que para su funcionamiento no necesita de la intervención de personas, este
arrancará el grupo electrógeno de manera autónoma. El cuadro de arranque manual, es aquel
en que la intervención del hombre es necesaria para el arranque y la parada de la planta. Hoy
día se tiende a que casi todas las plantas sean de control automático, empleando para ello
diversos autómatas. En la figura 2.8 se observa un cuadro de control de un grupo electrógeno.

10
Figura 2.4 Cuadro de Control de un Grupo Electrógeno
Carrocería de insonorización
La carrocería de insonorización es un elemento opcional se coloca recubriendo el grupo
electrógeno para tratar de minimizar al máximo las emisiones sonoras que emite dicho grupo,
tal como se observa en la figura 2.9. Las paredes de la carrocería se suelen recubrir con Lana
de Roca; un producto natural con múltiples utilidades: aislamiento térmico, protección pasiva
contra el fuego y por supuesto, absorbente acústico.
Figura 2.5 Carrocería de Insonorización

11
Por medio de la insonorización, se controla el ruido que emiten diversos componentes del
grupo electrógeno como el tubo de escape, motor y el flujo de aire. Se puede reducir la
potencia acústica hasta 80 dBA en los grupos electrógenos insonorizados de gran capacidad,
garantizando un ambiente cómodo y agradable a los alrededores del mismo.
Sistema de escape de gases
Para que el motor del grupo electrógeno funcione más eficientemente es necesario alejar de
él los gases residuales del proceso de combustión. El sistema de escape de gases consiste en
un conjunto de tuberías instalados a las salidas del motor y que conduce los gases hacia el
exterior en un lugar alejado del cuerpo de motor, habitualmente hacia una salida ubicada en el
techo de la carrocería insonorizada del grupo electrógeno.
2.1.2 Funcionamiento del Alternador
Un alternador consta de las siguientes partes:
- Estator o inducido: Es la parte fija que aloja tres bobinas desfasadas entre sí 120º. Cada
una de las bobinas se conecta a una de las fases de un sistema trifásico y dan lugar a un
campo magnético giratorio. En la figura 2.6 se observa un estator de un alternador.
Figura 2.6 Estator de un Alternador
- Rotor o inductor: es la parte móvil giratoria que se localiza en el interior del estator.
Está hecho a base de placas apiladas y montado sobre el eje del motor. El rotor dispone
de unas ranuras donde van colocados los conductores que forman la bobina de

12
inducido que están cerrados sobre sí mismos constituyendo un circuito cerrado. Al ser
afectados los conductores por un campo magnético variable se generan en ellos fuerza
electromotriz que dan lugar a corrientes eléctricas. Al circular las corrientes eléctricas
por unos conductores dentro de un campo magnético, aparecen fuerzas que obligan al
rotor a moverse siguiendo al campo magnético. En la figura 2.7 aparece el rotor de un
alternador.
Figura 2.7 Rotor de un Alternador
- Excitatriz: La excitatriz alimenta con corriente continua al rotor haciendo que éste gire,
creando un campo magnético constante. Se induce tensión en el estator que sería lo
mismo a circular corriente en caso de conectar una carga al estator. En la figura 2.8 se
aprecia una excitatriz electrónica de un alternador.
Figura 2.8 Excitatriz Electrónica de un Alternador

13
Cada bobinado, está constituido por un único cable, generalmente de cobre, que forma un
gran número de espiras. De esta manera, los bobinados son abiertos ya que tienen un principio
y un final. En los bobinados trifásicos, los principios se designan con las letras U, V, W y los
finales con X, Y, Z. En los monofásicos el principio es U y el final es X. Existen dos tipos
fundamentales de conexión de un alternador, como se aprecia en la figura 2.9.
- Conexión en estrella: Para conectar el bobinado en estrella se unen los finales XYZ de las
tres fases formando un punto común que es el neutro, dejando libre los tres
principios UVW. Con esta conexión se consigue 380 V entre dos fases y 220 V entre fase y
neutro.
- Conexión en triángulo: En la conexión en triángulo se une el final de cada fase con el
principio de la siguiente X con V, Y con W y Z con U. La diferencia de potencial que existe
entre fase y fase es de 220 V.
Figura 2.9 Conexiones de los Alternadores
2.2 Método de las Cinco S
El método de las Cinco S es un principio de orden y limpieza que surge en Japón a partir de
la segunda guerra mundial. Sugerida por la Unión Japonesa de Científicos e Ingenieros como
parte de un movimiento de mejora de calidad, tenía como principal objetivo eliminar

14
obstáculos que impidan una producción eficiente, lo que trajo también aparejado una mejora
sustantiva de la higiene y seguridad durante los procesos productivos.
Se llama estrategia de las Cinco S porque representan cinco acciones que son expresadas con
palabras japonesas que empiezan por la letra S: Seiri, Seiton, Seiso, Seiketsu y Shitsuke. Con
este método se buscan las siguientes metas:
- Dar respuesta a la necesidad de mejorar el ambiente de trabajo, eliminación de despilfarros
producidos por el desorden, falta de aseo, fugas, contaminación, etc.
- Buscar la reducción de pérdidas por calidad, tiempos de respuesta y costes con la
intervención del personal en el cuidado del sitio de trabajo e incremento de la moral por el
trabajo.
- Facilitar crear las condiciones para aumentar la vida útil de los equipos, gracias a la
inspección permanente por parte de la persona quien opera la máquina.
- Mejorar la estandarización y la disciplina en el cumplimiento de los estándares al tener el
personal la posibilidad de participar en la elaboración de procedimientos de orden, lubricación
y apriete.
- Hacer uso de elementos de control visual como tarjetas y tableros para mantener ordenados
todos los elementos y herramientas que intervienen en el proceso productivo.
- Conservar el sitio de trabajo en buen estado mediante controles periódicos sobre las acciones
de mantenimiento de las mejoras alcanzadas con la aplicación de las cinco s.
- Poder implantar cualquier tipo de programa de mejora continua de producción como: Justo a
Tiempo (JIT), Control de Calidad Total y/o Mantenimiento Productivo Total.
- Reducir las causas potenciales de accidentes y aumentar la conciencia de cuidado y
conservación de los equipos y demás recursos de la compañía.
2.2.1 Seiri (Clasificar)
Seiri o clasificar significa eliminar del área de trabajo todos los elementos innecesarios y que
no se requieren para realizar la labor. Estos elementos perjudican el control visual del trabajo,
impiden la circulación por las áreas de trabajo, induce a cometer errores en el manejo de
materias primas y en numerosas oportunidades pueden generar accidentes en el trabajo.

15
La primera “S” de esta estrategia aporta métodos y recomendaciones para evitar la presencia
de elementos innecesarios. El Seiri consiste en:
Separar en el sitio de trabajo las cosas que realmente sirven de las que no sirven.
Clasificar lo necesario de lo innecesario para el trabajo rutinario.
Mantener lo que se necesita y eliminar lo excesivo.
Separar los elementos empleados de acuerdo a su naturaleza, uso, seguridad y
frecuencia de utilización con el objeto de facilitar la agilidad en el trabajo.
Organizar las herramientas en sitios donde los cambios se puedan realizar en el menor
tiempo posible.
Eliminar elementos que afectan el funcionamiento de los equipos y que pueden
conducir a averías.
Eliminar información innecesaria que puede conducir a errores de interpretación o de
actuación.
Beneficios del Seiri
La aplicación de las acciones Seiri preparan los lugares de trabajo para que estos sean más
seguros y productivos. El primer y más directo impacto del Seiri está relacionado con la
seguridad. Ante la presencia de elementos innecesarios, el ambiente de trabajo es tenso,
impide la visión completa de las áreas de trabajo, dificulta observar el funcionamiento de los
equipos y máquinas, las salidas de emergencia quedan obstaculizadas haciendo todo esto que
el área de trabajo sea más insegura.
La práctica del Seiri además de los beneficios en seguridad permite:
* Liberar espacio útil en planta y oficinas
* Reducir los tiempos de acceso al material, documentos, herramientas y otros elementos
de trabajo.
* Mejorar el control visual de stocks de repuestos y elementos de producción, carpetas
con información, planos, etc.

16
* Eliminar las pérdidas de productos o elementos que se deterioran por permanecer un
largo tiempo expuestos en un ambiento no adecuado para ellos; por ejemplo, material
de empaque, etiquetas, envases plásticos, cajas de cartón y otros.
* Facilitar el control visual de las materias primas que se van agotando y que requieren
para un proceso en un turno, etc.
* Preparar las áreas de trabajo para el desarrollo de acciones de mantenimiento
autónomo, ya que se puede apreciar con facilidad los escapes, fugas y contaminaciones
existentes en los equipos y que frecuentemente quedan ocultas por los elementos
innecesarios que se encuentran cerca de los equipos.
2.2.2 Seiton (Orden)
Seiton consiste en organizar los elementos que se han clasificado como necesarios de modo
que se puedan encontrar con facilidad. Aplicar Seiton en mantenimiento tiene que ver con la
mejora de la visualización de los elementos de las máquinas e instalaciones industriales.
Una vez eliminados los elementos innecesarios, se define el lugar donde se deben ubicar
aquellos que se necesitan con frecuencia, identificándolos para eliminar el tiempo de búsqueda
y facilitar su retorno al sitio una vez utilizados (es el caso de las herramientas, por ejemplo).
El Seiton permite:
* Disponer de un sitio adecuado para cada elemento utilizado en el trabajo de rutina para
facilitar su acceso y retorno al lugar.
* Disponer de sitios identificados para ubicar elementos que se emplean con poca
frecuencia.
* Disponer de lugares para ubicar el material o elementos que no se usarán en el futuro.
* En el caso de maquinaria, facilitar la identificación visual de los elementos de los
equipos, sistemas de seguridad, alarmas, controles, sentidos de giro, etc.
* Lograr que el equipo tenga protecciones visuales para facilitar su inspección autónoma
y control de limpieza.

17
* Identificar y marcar todos los sistemas auxiliares del proceso como tuberías, aire
comprimido, combustibles.
* Incrementar el conocimiento de los equipos por parte de los operadores de producción.
La aplicación del Seiton ayuda a los trabajadores ya que:
* Facilita el acceso rápido a elementos que se requieren para el trabajo
* Se mejora la información en el sitio de trabajo para evitar errores y acciones de riesgo
potencial.
* El aseo y limpieza se pueden realizar con mayor facilidad y seguridad.
* La presentación y estética de la planta se mejora, comunica orden, responsabilidad y
compromiso con el trabajo.
* Se libera espacio.
* El ambiente de trabajo es más agradable.
* La seguridad se incrementa debido a la demarcación de todos los sitios de la planta y a
la utilización de protecciones transparentes especialmente los de alto riesgo.
La aplicación del Seiton le permite a la Organización:
* Contar con sistemas simples de control visual de materiales y materias primas en stock
de proceso.
* Eliminar de pérdidas por errores.
* Mayor cumplimiento de las órdenes de trabajo.
* El estado de los equipos se mejora y se evitan averías.
* Se conserva y utiliza el conocimiento que posee la empresa.
* Mejora de la productividad global de la planta.
2.2.3 Seiso (Limpieza)
Seiso significa eliminar el polvo y suciedad de todos los elementos de una fábrica. En el
caso de mantenimiento preventivo, Seiso implica inspeccionar el equipo durante el proceso de
limpieza. Se identifican problemas de escapes, averías, fallos o cualquier tipo defectos o
problemas existentes en el sistema productivo.

18
Para aplicar Seiso se debe:
* Integrar la limpieza como parte del trabajo diario.
* Asumirse la limpieza como una actividad de mantenimiento autónomo: “la limpieza es
inspección”
* Se debe abolir la distinción entre operario de proceso, operario de limpieza y técnico
de mantenimiento.
* El trabajo de limpieza como inspección genera conocimiento sobre el equipo. No se
trata de una actividad simple que se pueda delegar en personas de menor cualificación.
* No se trata únicamente de eliminar la suciedad. Se debe elevar la acción de limpieza a
la búsqueda de las fuentes de contaminación con el objeto de eliminar sus causas
primarias
La aplicación del Seiso permite:
* Reducir el riesgo potencial de que se produzcan accidentes.
* Mejorar el bienestar físico y mental del trabajador.
* Incrementar el la vida útil del equipo al evitar su deterioro por contaminación y
suciedad.
* Las averías se pueden identificar más fácilmente cuando el equipo se encuentra en
estado óptimo de limpieza
* La limpieza conduce a un aumento significativo de la Efectividad Global del Equipo.
* Reducir los despilfarros de materiales y energía debido a la eliminación de fugas y
escapes.
* La calidad del producto se mejora y se evitan las pérdidas por suciedad y
contaminación del producto y empaque.
2.2.4 Seiketsu (Limpieza Estandarizada)
Seiketsu es la metodología que permite mantener los logros alcanzados con la aplicación de
las tres primeras “S”. Si no existe un proceso para conservar los logros, es posible que el lugar
de trabajo nuevamente llegue a tener elementos innecesarios y se pierda la limpieza alcanzada
con las acciones previas.

19
Seiketsu o estandarización pretende:
* Mantener el estado de limpieza alcanzado con las tres primeras “S”.
* Enseñar al operario a realizar normas con el apoyo de la dirección y un adecuado
entrenamiento.
* Las normas deben contener los elementos necesarios para realizar el trabajo de
limpieza, tiempo empleado, medidas de seguridad a tener en cuenta y procedimiento a
seguir en caso de identificar algo anormal.
* En lo posible se deben emplear fotografías de cómo se debe mantener el equipo y las
zonas de cuidado.
* El empleo de los estándares se debe auditar para verificar su cumplimiento.
* Las normas de limpieza, lubricación y aprietes son la base del mantenimiento
autónomo (Jishu Hozen).
2.2.5 Shitsuke (Disciplina)
Shitsuke o disciplina significa convertir en hábito el empleo y utilización de los métodos
establecidos y estandarizados para la limpieza en el lugar de trabajo. Se pueden obtener los
beneficios alcanzados con las primeras “S” por largo tiempo si se logra crear un ambiente de
respeto a las normas y estándares establecidos. Las cuatro “S” anteriores se pueden implantar
sin dificultad si en los lugares de trabajo se mantiene la Disciplina. Su aplicación garantiza que
la seguridad será permanente, la productividad se mejore progresivamente y la calidad de los
productos sea excelente.
Shitsuke implica un desarrollo de la cultura de autocontrol dentro de la empresa. Si la
dirección de la empresa estimula que cada uno de los integrantes aplique el Ciclo de Deming
(estrategia de mejora continua de la calidad en cuatro pasos: Planificar, Hacer, Verificar y
Actuar) en cada una de las actividades diarias, es muy seguro que la práctica del Shitsuke no
tendría ninguna dificultad. El Shitsuke es el puente entre las 5 S y el concepto de mejora
continua. Los hábitos desarrollados con la práctica del Ciclo de Deming se constituyen en un
buen modelo para lograr que la disciplina sea un valor fundamental en la forma de realizar un
trabajo.

20
Shitsuke implica:
* El respeto de las normas y estándares establecidos para conservar el sitio de trabajo
impecable.
* Realizar un control personal y el respeto por las normas que regulan el funcionamiento
de una organización.
* Promover el hábito de autocontrolar o reflexionar sobre el nivel de cumplimiento de las
normas establecidas.
* Comprender la importancia del respeto por los demás y por las normas en las que el
trabajador seguramente ha participado directa o indirectamente en su elaboración.
* Mejorar el respeto de su propio ser y de los demás.

CAPÍTULO III
MARCO METODOLÓGICO
Para el desarrollo del proyecto se siguieron una serie de etapas que permitieron ejecutar
adecuadamente las actividades planificadas. Esta metodología se dividió en cuatro fases y
se muestra en la figura 3.1.
Figura 3.1 Esquema de la Metodología del Proyecto
3.1 Conocer el Funcionamiento de la Empresa
Esta primera fase fue lo primero que se hizo al comenzar la pasantía en Himoinsa.
Consistió en conocer detalladamente los distintos aspectos dentro de la empresa tales como:
organización, instalaciones, departamentos, personal y procesos. Con una duración de
cuatro semanas, en esta etapa se hizo énfasis en conocer la metodología de trabajo que se
lleva a cabo en dos de las fábricas más importantes de la organización, la fabrica principal y
la Fábrica de Tratamiento de Metal (FTM). Los procesos que se abarcaron con mayor
detenimiento fueron el proceso de ensamblaje de grupos electrógenos con potencias
comprendidas entre 7 kVA y 160 kVA, y el proceso de ensamblaje de carrocerías en FTM.
3.2 Evaluación de los Procesos
Luego de conocer los distintos procesos que se llevan a cabo dentro de Himoinsa, se
comenzó con la segunda fase correspondiente a la evaluación de los procesos de
CONOCER
LA EMPRESA
EVALUAR
LOS
PROCESOS
ES
PLANIFICAR
PROPUESTAS
IMPLEMENTAR
PROPUESTAS

22
fabricación. Esta etapa tuvo una duración de cinco semanas, tiempo en el cual se procedió a
evaluar los tiempos de fabricación de cada una de las operaciones dentro de los procesos antes
señalados, así como también evaluar los diversos problemas y errores que se presentan en la
ejecución de los mismos.
3.3 Planificación de Nuevas Propuestas
La tercera fase corresponde a la planificación de nuevas propuestas para mejorar los
procesos actuales. Una vez que se tuvieron los tiempos de fabricación de los procesos y se
conocieron los problemas y errores que se presentan en estos, se pudieron estudiar las
alternativas. En esta etapa de seis semanas se llevaron a cabo las siguientes tareas:
- Planificación de una nueva línea de montaje para la fabricación de grupos
electrógenos con potencias comprendidas entre 7 kVA y 160 kVA.
- Planificación de una nueva línea de montaje para la fabricación de carrocerías en FTM.
- Planificación de la automatización del montaje de cuadros eléctricos para grupos
electrógenos.
- Planificación de la implementación del Método de las 5 S.
- Planificación de la incorporación de una campana de extracción de humo para un
banco de pruebas de grupos electrógenos.
- Planificación de la creación de un nuevo banco de pruebas para grupos electrógenos
marinos.
- Planificación de la elaboración de racks metálicos para el transporte de motores para
los grupos electrógenos.
3.4 Implementación de Mejoras
La última fase del proyecto consistió en implementar algunas de las propuestas planificadas
anteriormente con el objetivo de mejorar los procesos dentro de la fábrica. Esta etapa tuvo una
duración de cinco semanas y se llevaron a cabo las siguientes tareas:
- Comenzar con la implementación del método de las 5 S.

23
- Fabricación y supervisión de los racks metálicos para el transporte de motores de
grupos electrógenos.
- Fabricación y supervisión de la campana de extracción de humo para un banco de
pruebas de grupos electrógenos.

CAPÍTULO IV DESCRIPCIÓN DEL PROCESO
4.1 Proceso Actual de Ensamblaje de Grupos Electrógenos con Potencias Comprendidas
entre 7 kVA y 160 kVA
Ante el notable crecimiento que ha tenido Himoinsa en las últimas décadas, la directiva tiene
previsto cambiar el área de fabricación de manera que se pueda aumentar la producción y
mejorar la eficiencia de la fábrica. Igualmente, ven con optimismo la oportunidad de
incorporar nuevas tecnologías que le permitan seguir siendo una de las empresas pioneras del
sector.
Lo que se quiere hacer es sustituir el proceso actual de ensamblaje de los grupos
electrógenos con potencias comprendidas entre 7kVA y 160kVA por una línea de montaje que
permita reducir los tiempos de producción.
El proceso actual de montaje de grupos electrógenos está conformado por distintas islas de
trabajo y se lleva a cabo como muestra la figura 4.1.
Figura 4.1 Esquema de las Islas de Trabajo para el Proceso Actual de Ensamblaje de
Grupos Electrógenos con Potencias Comprendidas entre 7kVA y 160kVA
EmbalajeControldeCalidad
PruebaAbastecimientodeRefrigerante
yAceiteMontaje
Preparacióndekits
CarroceríaEnsamblajedemonoblocks

25
La primera parte del proceso de ensamblaje actual se representa en el flujograma de la figura
4.2 y se explica a continuación:
Seemitendosordenesdefabricación
Almacén EstaciónMonoblocksAbrirorden
Abrirorden
PrepararKit
Solicitarmaterial
SolicitarmaterialalCassioli
¿Materialcompleto?
NO
Cerrarorden
IntroducirkitenelCassioli
SI
Armarmonoblock
Cerrarorden
IntroducirmonoblockenelCassioli
Montacargas
IntroducircarroceríaenelCassioli
Llevarmaterialhastaestacióndemontajelibre
Abrirorden
Ensamblargrupo
¿Ensamblajecompleto?
Solicitarmaterialfaltante
NO
EstacióndeMontaje
Cassioli
Cerrarorden
Introducirgrupoensambladoenel
Cassioli
SI
Figura 4.2 Flujograma A del Proceso de Ensamblaje Actual de Grupos Electrógenos con
Potencias Comprendidas entre 7 kVA y160 kVA

26
Se emiten dos copias de la orden del grupo electrógeno a fabricar, una va a almacén y otra a
la estación de monoblocks; por monoblock se entiende el conjunto constituido por el motor
y el alternador ensamblados como una sola pieza.
En almacén: Se abre la orden y se prepara el kit (se colocan dentro de una bandeja de
madera todos los materiales que aparecen en la orden). Una vez finalizado el kit, se
introduce en la almacenadora inteligente Cassioli (ver figura 4.3) y se cierra la orden. En la
estación de monoblocks: Se le piden al Cassioli el alternador y motor que vienen por
separado. Una vez que llegan a la estación, se abre la orden, se preparan tanto el motor
como el alternador y se ensamblan juntos sobre un palé. Se cierra la orden y se acciona una
señal que indica al Cassioli que el monoblock puede ser retirado. El Cassioli está
configurado de manera tal que retira el material cuando finalice todas sus actividades
programadas y/o realice otras actividades de mayor importancia.
Un operario con un montacargas introduce en una entrada aparte del Cassioli la carrocería
del grupo electrógeno que se vaya a ensamblar; en caso de que sea insonorizado.
Cassioli lleva el monoblock, kit y carrocería hasta una estación de montaje libre.
Los operarios (montador y electricista) reciben el material junto con la orden; la abren y
proceden a ensamblar el grupo. Una vez finalizado el grupo, cierran la orden y accionan la
señal de finalización para que el Cassioli lo retire cuando se desocupe.
Figura 4.3 Almacenadora Inteligente Cassioli

27
La segunda parte del proceso de ensamblaje actual se representa en el flujograma de la
figura 4.4 y se explica a continuación:
Cassiolillevagrupoensambladohastazonadeabastecimiento
ZonadeAbastecimiento
Llenargrupoconaceiteyrefrigerante
Montacargas
Movergrupohastabancodepruebas
BancodePruebas
Abrirorden
Probargrupo
¿Pasalaspruebas?
Cerrarorden
Montacargas
Solventarproblemas
NO
SI
Movergrupohastacontroldecalidad
ControldeCalidad
Inspeccióngeneral
¿Pasalarevisión?
Solventarproblemas
NO
SI
Montacargas
Movergrupohastazonadeembalaje
ZonadeEmbalajeLimpiezayembalaje
delgrupo
Montacargasllevaelgrupoaláreade
despacho
Figura 4.4 Flujograma B del Proceso de Ensamblaje Actual de Grupos Electrógenos con
Potencias Comprendidas entre 7 kVA y160 kVA
El Cassioli envía el grupo electrógeno finalizado a una salida en donde otro operario con un
montacargas lo mueve hasta la zona donde se abastecen de aceite y refrigerante.

28
Un operario abastece el grupo electrógeno con refrigerante y aceite. Luego un operario con
un montacargas mueve el grupo hasta alguno de los carros de los bancos de prueba. Estos
carros se mueven sobre unos rieles de manera que se pueden empujar hasta el banco de
pruebas.
Se abre la orden, se prueba el grupo dentro del banco de pruebas, se cierra la orden y se
saca el carro del banco de pruebas.
Un operario con un montacargas retira el grupo del carro y lo lleva hasta la zona de calidad.
En calidad se hace una inspección general, se revisa la pintura, se revisan las cerraduras y
que todo esté en posición y finalmente se le pegan las calcomanías y se coloca la respectiva
documentación.
Un maquinista mueve el grupo hasta expediciones donde se limpia y embala el grupo.
Un maquinista retira el grupo electrógeno hasta el área de despacho.
Con el proceso actual se presentan diferentes problemas:
- Entre cada isla de trabajo casi siempre se depende de un montacargas, excepto en las
primeras fases donde se hace uso de la almacenadora inteligente Cassioli. Suele ocurrir
que los operarios del montacargas estén ocupados o lejos del lugar donde los necesitan
por lo que es muy común que se presenten tiempos muertos, los montadores están
parados esperando a que les llegue el material.
- Son constantes los errores en las ordenes y en los kits, haciendo que llegue material
equivocado a las islas de montaje, ocasionando demoras.
4.2 Proceso Actual de Ensamblaje de Carrocerías en la Fábrica de Tratamiento de Metal
Todas las ordenes que se emiten en FTM son para la fabricación de carrocerías, sin embargo,
se pueden presentar casos específicos en que se requiera una pieza determinada debido al

29
deterioro y posible inutilización de la misma en procesos posteriores. Cada vez que se emite
una orden para fabricar carrocerías, el encargado de fábrica divide la totalidad de partes que
llevan dichas carrocerías. Para cada parte a fabricar, ya se tienen planificados cada uno de los
procesos por los cuales debe pasar hasta quedar terminada. Los procesos para el tratamiento de
chapa en FTM se muestran en la figura 4.5:
Figura 4.5 Esquema del Procesado de Chapa en FTM
La primera parte del proceso actual de tratamiento de la chapa se muestra en el flujograma
de la figura 4.6 y se explica a continuación:
El encargado de fábrica emite las distintas ordenes divididas por procesos y piezas y se las
entrega a los operarios del proceso pertinente.
El operario de la máquina automatizada de punzonado es el primero en ejecutar la orden.
La abre y le pide las chapas al “Night-Train”, una almacenadora inteligente que almacena
las chapas de acero. El operario selecciona la chapa con el grosor y tamaño adecuado y
programa la máquina para que comience con el proceso. A medida que se fabrican las
piezas de chapa, el mismo “Night-Train” se encarga de almacenarlas ordenadamente. Una
vez finalizada la orden, el operario la cierra.
El proceso de plegado se hace de tres maneras dependiendo de la pieza a plegar. Cuando se
trata de piezas ligeras con pliegues complicados se hace el plegado manual. Cuando se trata
de piezas pesadas con pliegues complicados se hace el plegado con el robot ABB; un robot
acondicionado con ventosas que coge las piezas Finalmente, cuando se trata de piezas de
distintos tamaños con pliegues normales se utiliza el plegado automatizado. El operario de
cada tipo de plegado le pide las piezas al “Night-Train”, abre la orden, realiza el plegado y
Punzonado
Plegado
Soldadura
Repasado
Pintura

30
cierra la orden. Cabe destacar que existen piezas punzonadas que no requieren plegado por
lo que se almacenan en un palé y se envían al siguiente proceso donde sean requeridas.
Todas las piezas plegadas se colocan sobre palés. Estas son movidas por un montacargas
hasta el siguiente proceso.
Figura 4.6 Flujograma A del Proceso Actual del Tratamiento de la Chapa en FTM
Seemitenlasordenesdefabricaciónparalosprocesosquerequierauna
piezaespecífica
Abrirorden
PunzonadoraAutomá ca
PedirchapaalNight-Train
Punzonarpiezas
¿Ordencompleta?
NO
Cerrarorden
PiezassealmacenanenNight-Train
¿Piezasrequierenplegado?
SI
¿Piezapesada?
SI
SI
NO
NO
PedirpiezasalNight-Train
Colocarpiezassobrepalé
PlegadoraManual
Dejarpiezassobrepalé
Plegarpiezas
PlegadoRobotABB
PlegadoraAutomá ca
NOSI
PedirpiezasalNight-Train
Abrirorden
Cerrarorden
OperadorPlegadoraManual
Montacargasrecogepaléconpiezas
¿Plieguescomplicados?

31
La segunda parte del proceso actual de tratamiento de la chapa se muestra en el flujograma
de la figura 4.7 y se explica a continuación:
Existen varios operarios de soldadura con sus respectivas mesas de trabajo. Al frente de sus
mesas se les van dejando las piezas pendientes por soldar. Cada uno abre su orden, solda y
cierra la orden. Para los techos de las carrocerías se utiliza la soldadura por robot ABB, en
la cual un operario se encarga de subir y bajar los techos de la mesa del robot.
Las piezas soldadas se van colocando en otros palés y se dejan apartadas para que el
operario con el montacargas las lleve al siguiente proceso.
El trabajo de repasado se hace por parejas. Existen dos parejas con sus respectivas mesas de
trabajo. Igual que en soldadura, al frente de sus mesas se les van dejando los trabajos
pendientes. Los operarios abren sus ordenes, hacen el repasado y la vuelven a cerrar.
Igual que en soldadura, las piezas repasadas se van colocando en otros palés y se dejan
apartadas para que el operario con el montacargas las lleve al siguiente proceso.
El proceso de pintura consta de tres hornos consecutivos donde las piezas se protegen, se
secan y finalmente se pintan. Se trabajan por medio de unas cadenas elevadas que van
girando. A esta cadena se le colocan unos ganchos sobre los cuales van las piezas que se
van a pintar. El encargado de pintura se encarga de abrir las ordenes, pintar las piezas y
cerrar la orden una vez que finaliza.
Las piezas pintadas y/o finalizadas son almacenadas en un área especifica donde luego se
les colocará la Lana de Roca para la insonorización (si la parte lo requiere) y finalmente se
envían a la zona de ensamblaje de carrocerías.
Las carrocerías ensambladas son almacenadas en un área especifica y se van llevando en
camión hasta la nave principal para fabricar los grupos electrógenos.

32
Figura 4.7 Flujograma B del Proceso Actual del Tratamiento de la Chapa en FTM
Problemas presentados:
- La máquina automatizada de punzonado opera todo el día, incluso en los descansos y
hora de almuerzo y siempre tiene ordenes pendientes. Cada vez que presentan errores o
se le debe hacer mantenimiento, el resto de los procesos posteriores se ven afectados,
ocasionando demoras y tiempos muertos.
Montacargasrecogepaléconpiezas
¿Piezarequiere
soldadura?
Soldadura
Abrirorden
Soldarpiezas
Dejarpiezassobrepalé
Cerrarorden
Montacargas
Recogepaléconpiezas
¿Piezarequiererepasado?
SI
Pintura
Abrirorden
NO
NO
Repasado
Abrirorden
SI
Repasarpiezas
Dejarpiezassobrepalé
Cerrarorden
Montacargas
Recogepaléconpiezas
Pintarpiezas
Cerrarorden
Dejarpiezassobrepalé
Montacargas
Recogepaléconpiezas
Montacargas
Recogepaléconpiezas
EnsamblajedeCarrocerías
¿Piezarequiereinsonorización?
SelecolocaLanadeRocaala
pieza
SI
NO
Abrirorden
Insonorización
Dejarpiezassobrepalé
Cerrarorden

33
- Las ordenes de fabricación de carrocerías se suelen emitir en cantidades muy pequeñas.
Como cada pieza requiere una configuración específica para cada una de las máquinas
(punzonado y plegado), el hecho de emitir ordenes pequeñas conlleva a que se deba
cambiar la configuración de las maquinas con mayor frecuencia ocasionando perdidas de
tiempo.
- Sólo se tiene a un operario con un montacargas en FTM. El montacargas es necesario
para mover todas las piezas de los procesos plegado, soldadura, repasado, pintura y
almacenaje. El operario del montacargas suele estar ocupado mientras que los operarios
de cada proceso tienen tiempos muertos esperando a que les traigan y/o retiren el
material.

CAPÍTULO V DESARROLLO DEL TRABAJO
5.1 Planificación de una Nueva Línea de Montaje para la Fabricación de Grupos
Electrógenos con Potencias Comprendida entre 7 kVA y 160 kVA
La decisión de la directiva de Himoinsa junto con el departamento de Organización
Industrial para aumentar la producción fue de realizar una nueva línea de montaje en la cual:
- Se cambian las islas por estaciones de trabajo.
- Los grupos se mueven de estación a estación por medio de una misma mesa con rodillos.
- Se dividen todas las operaciones entre el total de estaciones de trabajo y en el que los
tiempos de ensamblaje de cada estación son muy similares.
- Mejorar al máximo la eficiencia actual, suprimiendo los errores y evitando a toda costa
los tiempos muertos.
5.1.1 Tiempos de Fabricación
Para saber cómo se iba a organizar la nueva línea de montaje, resultaba necesario conocer
detalladamente los tiempos que le toma a un operario promedio en realizar una operación o
actividad específica en el ensamblaje de un determinado grupo. El problema está en que se
trabajan con una gran cantidad de motores y alternadores de distintas marcas y modelos en los
cuales el ensamblaje y los tiempos de estos difieren. Similar a esto, existen muchos grupos a
los cuales se le pueden o no incluir accesorios que requieren trabajar más sobre el grupo,
aumentando los tiempos de ensamblaje del mismo. Ante el gran abanico de posibilidades, lo
que se hizo fue centrarse en los grupos más comunes, con el cual los operarios estaban
familiarizados y en los cuales se sabía el motor y el alternador que se iba a seguir utilizando
para la fabricación de grupos en los próximos años. Igualmente, como se tienen muchos

35
operarios en fabricación, cada uno trabajando a su ritmo, se fueron tomando los tiempos de la
mayoría de ellos de manera de poder establecer un promedio real. Lo primero que se hizo fue
elaborar unas hojas informativas para cada una de las islas de trabajo que incluían todas las
operaciones que necesitaba realizar un operario para concluir su trabajo con una orden
específica. La figura 5.1 muestra una de las hojas informativas.
Modelo motor: Modelo alternador: orden modelo Operario:
Operación:
Tiempo: Observaciones:
Desembalar motor quitando las cajas y abrir orden de trabajo
Girar motor para acoplamiento Preparación alternador Preparar tornillería que se encuentra en la estantería ACOPLAMIENTO Campana Discos Ir a por el soporte alternador y adjustarlo Montaje rejillas laterales Poner caja radiador y accesorios Finalización orden Adjuntar orden a la maquina y evacuación Sacar palet fuera del puesto de trabajo
Figura 5.1 Hoja de Operaciones para los Tiempos en el Ensamblaje de Monoblocks
Estas hojas informativas permiten conocer: el operario que hacía el trabajo, el modelo del
motor y alternador, modelo de grupo electrógeno, número de orden de fabricación, fecha y
hora de inicio y culminación del trabajo. Adicionalmente a la hoja informativa, los materiales
utilizados para esta tarea eran: un cronómetro, un bolígrafo y una carpeta “pisapapeles”.

36
5.1.2 Problemas Kits
Con la nueva línea de montaje se debe garantizar que no ocurran errores ya que estos
afectarían al resto de la línea cada vez que se presenten. Uno de los problemas más frecuentes
que se originan actualmente es debido a errores en los kits, los cuales se pueden generar por
cuatro posibles razones:
- El kit no trae el material que sí viene en la orden.
- El kit no trae el material porque no viene en la orden.
- El kit no trae el material porque no se tiene en stock.
- El kit trae el material distinto al que viene el la orden.
Para realizar esta tarea se utilizaron los siguientes materiales: un cronómetro, un bolígrafo,
hojas en blanco y una carpeta “pisapapeles”. Lo que se hizo fue pasar por todos los puestos de
montaje e informar a los operarios que notificaran cada vez que se presentaba algún problema
referente a los kits. La tabla 5.1 muestra un ejemplo de una hoja informativa para un problema
de kits.
Cuando se presentaba un problema de estos, el operario lo podía solucionar de dos maneras:
podía llamar al almacén y notificarle al encargado sobre el problema, que en este caso se debía
esperar a que alguien de almacén llevase el material faltante o que solucionara el problema.
Como usualmente este mecanismo tomaba mucho tiempo, el operario de montaje prefería ir él
mismo a buscar el material necesario al almacén para de ese manera poder seguir trabajando.
Tabla 5.1 Ejemplo de Hoja Informativa de los Problemas de Kits
16/11/10 12:09
1000390946 HDW-285 T6
Tiempo: Observaciones:
0:24:00
Operarios ya saben que
cuando el grupo es insonorizado, se debe traer en
el kit una manguera de
mayor tamaño, entonces
¿porqué no se hace?
0:23:00
La manguera de extracción de humo que trae el motor es muy corta y se necesita una mas larga. No viene en la orden.
Se llama y se pide en almacén una manguera de 3 metros.
Falta el Relé Hella 43024 24V (3015039). Venía en la orden pero no estaba en el kit. Se llama y se pide en almacén.
Modelo motor: DOOSAN P126TI
Orden / Modelo:
Problema con el kit: Solución:
Insonorizado
Modelo alternador: MARELLI MJB315SA4Pareja de operarios: PACO Y SALVA GARCÍA

37
5.2 Planificación de una Nueva Línea de Montaje en la Fábrica de Tratamiento de Metal
(FTM)
En FTM se dedican exclusivamente a la fabricación de partes, pintura y ensamblaje de las
carrocerías de los grupos electrógenos. Aunque en esta fabrica no se fabrican todos los
componentes de las carrocerías, si se agrupan y se ensamblan por completo. Una vez
terminadas las carrocerías, son llevadas a la nave principal donde se terminarán de armar los
grupos electrógenos.
Este proyecto, definido por la directiva de Himoinsa en conjunto con el departamento de
Organización Industrial, tiene como finalidad aumentar la producción de partes de las
carrocerías de los grupos electrógenos así como reducir los costos y tiempos de procesado de
las chapas de acero.
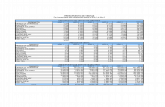
5.2.1 Tiempos de Fabricación
Para poder conocer la situación actual en cuanto a los tiempos de fabricación de las
carrocerías en la Fábrica de Tratamiento de Metal (FTM) se procedió a tomar los tiempos de
procesado de cada una de las piezas de una determinada carrocería. En este caso, se tomó
como referencia el nuevo modelo de carrocería D10, ya que este modelo sería el de mayor
fabricación para los próximos años, garantizando un estudio eficiente. Se determinaron el total
de piezas que lleva una carrocería D10 y se procedió a tomar los tiempos grupales de estas
piezas para cada proceso. Para el estudio se utilizaron unas hojas informativas a las que se
utilizaron en los estudios anteriores, adicionalmente se utilizaron los siguientes materiales: un
cronómetro, hojas blancas, un pisapapeles y un bolígrafo.
En la tabla 5.2 se muestra el despiece completo de la carrocería D10 y se divide en los
procesos por los que debe pasar cada una de estas piezas. Los procesos son: punzonado,
plegado automático en la máquina Finn-Power, plegado con robot ABB, plegado manual,
soldadura y repasado. El proceso de pintura no se incluye ya que todas las piezas deben pasar
por ello.

38
Tabla 5.2 Procesos en FTM para la Fabricación de las Piezas de la Carrocería D10
PUNZONADO PLEGADOFINN-POWER PLEGADOROBOTABB PLEGADOMANUAL SOLDADURA REPASADO
Techo Techo(IRON) Techo Techo
BasePuertaCuadro BasePuertaCuadro BasePuertaCuadro BasePuertaCuadro
BaseCerramientoLateral BaseCerramientoLateral BaseCerramientoLateral BaseCerramientoLateral
BaseTubuladura+
DeflectorTubuladuraBaseTubuladura BaseTubuladura
BasePuerta BasePuerta DeflectorTubuladura BasePuerta BasePuerta
ZVerticalLaterales
LamaVerticalSeparador
LamaHorizontalSeparador
BaseLateralIzquierdo BaseLateralIzquierdo BaseLateralIzquierdo
BaseLateralDerecho BaseLateralDerecho BaseLateralDerecho
ZVerticalLateralPerforada ZVerticalLateralPerforada
ZVerticalIzquierdo ZVerticalIzquierdo
BaseFondoDelantero+
ZVerticalLateralesBaseFondoDelantero
BaseFondoTrasero+
ZVerticalLateralesBaseFondoTrasero ZVerticalLaterales
BaseLateralIzq.+
ZVert.Laterales+
ZVert.LateralIzq.(2)+
ZVert.LateralPerforada
EstructuraSoldadaLateral
Izquierdo
TapaPuerta TapaPuerta
BaseLateralDer.+
ZVert.Laterales(2)+
ZVert.LateralPerforada(2)
EstructuraSoldadaLateral
Derecho
TapaPuertaCuadro+
ÁnguloMarcoMetacrilatoTapaPuertaCuadro BaseFondoTrasero BaseFondoTrasero
TapaCB(CajaBase) ÁnguloMarcoMetacrilato BaseFondoDelantero BaseFondoDelantero
TapaFondoDelantero+
TapaConexionesAuxiliares
PerfílTechoZ PerfílTechoZ
Separador+
LamaVerticalSeparador+
LamaHorizontalSeparador
Separador
5.3 Diseño y Planificación de la Automatización del Montaje de Cuadros Eléctricos
El proyecto se basa en alimentar 14 + 1 bancos de trabajo con las piezas necesarias para el
montaje de una serie de cuadros eléctricos de medidas y pesos variables, según unas
referencias preestablecidas y posterior verificación de los mismos. En la figura 5.2 se observa
el diagrama de la automatización del montaje de cuadros eléctricos.
Las piezas a trasladar estarán ubicadas en tres posibles almacenes:
- Almacén A: Una estantería dinámica de 11 calles y 5 alturas para ubicar piezas medianas en
bandejas de plástico de 600 x 400 mm con piezas de una altura máxima de 300 mm. Cada
bandeja llevará un componente distinto. Al tratarse de una operación de recolección manual,
cada caja también podría llevar más de un componente si son piezas de menor tamaño.
- Almacén B: Almacén automático rotatorio vertical de 8.400 mm de altura. Este almacén ya
existe actualmente y se trasladará de planta. Igualmente se modificará para poder hacer la
carga por la parte posterior del mismo, de esta forma no se está limitando a cargar o descargar
únicamente sino que se podran hacer ambas operaciones a la vez. Este almacén es para
guardar piezas pequeñas.

39
- Almacén C: Almacén de bases móviles para la ubicación de las cajas metálicas de los
cuadros y demás piezas grandes. Todos los materiales se irán ubicando manualmente en el
almacén FIFO (First In First Out) y se colocarán encima de palés europeos de medidas 1.200 x
800 mm. El tamaño de los palés en términos de unidades por palé, se definirá según los lotes
óptimos de producción. No es necesario almacenar tantos cuadros como se hace en la
actualidad, en este almacén se guardará una cierta cantidad de cajas metálicas que sirva para
cubrir hasta diez días de trabajo, por lo que deberán irse reponiendo regularmente. Las
estanterías de bases móviles dispondrán de unos topes en cada altura de manera que se podrán
cargar y descargar tanto por un montacargas conducido por un operador como por un LGV
(Laser Guided Vehicle). Utilizando sólo palés europeos de medidas 1.200 x 800 mm se
asegurará que el palé siempre esté en la misma posición, permitiendo que el LGV haga una
carga y/o descarga adecuada.
Figura 5.2 Diagrama de la Automatización del Montaje de Cuadros Eléctricos

40
5.3.1 Metodología de Trabajo
Frente a los almacenes A y B (apreciados en la figura 5.2) se ubicará una mesa de rodillos
para la preparación manual de los elementos que se necesitan para el montaje de los cuadros
eléctricos. Sobre esta mesa irán deslizando las bandejas plásticas de 600 x 400 x 300 mm
empujadas por el mismo operador a medida que carga dichas bandejas con los materiales de
cada almacén.
Una vez terminado el acopio de material, las bandejas se llevarán al final de la línea y
entrarán a dos buffers de acumulación que se dispondrán a tal efecto. Aquí se dispondrá de un
LGV (ver figura 5.3) al cual se le indicará el material que debe recoger y el banco de trabajo al
cual se debe dirigir. El LGV será del tipo con palas, de esta manera podrá recoger cajas de
cuadros en el Almacén C, así como almacenar cuadros terminados, en caso de que se precise,
o cualquier otro material.
Figura 5.3 Laser Guided Vehicle (LGV)
Una vez introducida la orden de entrega, el LGV irá al Almacén C a recoger el palet con la
caja para ese cuadro específico y luego cogerá la bandeja plástica con todo el material dentro
preparada para tal orden. Los palets con las cajas de cuadros se almacenarán de manera que
siempre se respeten los lotes óptimos de producción (aún por definir), pero en caso de que se
baje un palet con más cajas de las necesarias, el LGV llevará el palet completo hasta la mesa

41
del operario, donde éste cogerá sólo las cajas necesarias y luego se le ordenará al LGV para
que regreso dicho palet al Almacén C. Esta operación se deberá hacer tantas veces como fuese
necesario hasta haber trasladado la totalidad del material solicitado en la orden inicial. En la
figura 5.4 se observa el flujograma del proceso de automatización del montaje de cuadros
eléctricos.
Figura 5.4 Flujograma del Proceso de Automatización del Montaje de Cuadros
Eléctricos
OrdendeFabricación
OperariorecogematerialdelKit
AlmacénA
OperariorecogematerialdelKit
AlmacénB
¿Kitcompleto?
NO
Bufferdeacumulación
AsignartareaaLGV
AlmacénC
LGVbuscacuadro
SI
LGVbuscakitcompletoenel
bufferde
acumulación
Llevacuadroykithastabancodetrabajo
específico
LGV¿Sobra
material?
LGVregresacuadroaAlmacénC
SI
NO
Montajedecuadroeléctrico
BancodeTrabajo
Zonadedescarga
Re racuadroybandejavacía
LGV
Llevacuadroalalíneade
verificaciónfinal
Llevabandejavacíaalalíneadeacumulación
Operadorrealizalaverificaciónfinal
decuadro
Sere racuadro
terminado

42
En un tiempo establecido antes de la finalización del pedido, el operario accionará una
alarma o señal que indicará al LGV para recoger el cuadro de ese banco de trabajo y llevarlo al
banco de pruebas. Igualmente indicará a los encargados de almacén que es necesaria la entrega
de una orden de fabricación ya que dicha mesa se quedará vacía en poco tiempo.
Entrega del Material a los Bancos de Trabajo
Cada banco de trabajo estará compuesto por un transportador de rodillos de acumulación.
Por un lado, el LGV entregará la orden (caja de cuadro + kit de material). El operario hará
circular el material de manera manual a través de los rodillos hasta el final del transportador.
Se tiene previsto colocar tres peines elevadores para elevar el cuadro metálico por encima de
los rodillos para que éste quede fijo sin que se mueva en el momento de ensamblar los
diversos elementos dentro del mismo. Dichos peines serán actuados mediante un cilindro
neumático a través de una botonera de actuación manual para poder subirlos o bajarlos a
voluntad del operario.
Salida del Material de los Bancos de Trabajo
Una vez terminado el montaje de los cuadros, el operario hará circular el cuadro finalizado
hasta la zona de descarga, ubicada al final del transportador de rodillos. El operario solicitará,
mediante un pulsador, la presencia del LGV en la zona de descarga para retirar tanto el cuadro
terminado como la bandeja vacía. Los cuadros terminados irán a la línea de verificación final y
las bandejas vacías irán hacia una línea de acumulación.
Postraciones de Acumulo y Verificación Final
Esta línea esta compuesta por 12 mesas de prueba con capacidad para alojar cada una un
palé europeo de 1.200 x 800 mm, en la cual podrán ir ubicados varios cuadros de diversas
medidas. El operario responsable de la verificación final de estos cuadros podrá determinar,
mediante un mando manual, podrá indicar al LGV para que éste entregue el cuadro en la

43
posición deseada. También será posible de forma automática en el cual el LGV posicionará el
palet con el cuadro por probar en la primera postración libre.
Cada mesa de verificación final deberá disponer de algún mecanismo de accionamiento
manual, que permita levantar los cuadros hasta un ángulo de 85º para poder efectuar la
verificación con comodidad, sin riesgo a que estos se caigan.
Montaje de Cuadros Grandes
Para el montaje de cuadros grandes (medidas superiores a 1.200 x 800 mm), se dispondrán
de los bancos de trabajo 13, 14 y 15 (apreciados en la figura 5.2). En los bancos 13 y 14 se
ensamblarán las placas bases, estos bancos serán igual que el resto de bancos sólo que tendrán
acceso a un brazo ingrávido para mover las placas bases listas hasta el banco 15. En este banco
se colocarán las cajas de los cuadros y una vez que se les coloquen dentro las placas bases, lo
podrá ensamblar fácilmente un solo operario.
5.4 Estudio, Diseño e Instalación de Campana de Extracción de Humo en Banco de
Pruebas para Grupos Electrógenos de Capacidades Mayores a 200 kVA
Para la prueba de grupos de gran capacidad (mayores a 200 kVA y de hasta 3.000 kVA) se
tiene una amplia sala de pruebas acondicionada para ello. Este banco de pruebas se encuentra
dentro de la fabrica principal sin embargo contempla varios aspectos que le permiten
funcionar de manera independiente y segura como lo son:
- Paredes insonorizadas
- Tablero de cargas
- Depósitos para llenar aceite, refrigerante y diesel
- Ordenador para la comunicación con el grupo a probar
- Medidor de frecuencia
- Herramientas y repuestos para posibles fallas ligeras
- Equipos de seguridad

44
Actualmente, se debe abrir una compuerta trasera que permite sacar los grupos a la
intemperie para la prueba de los mismos. De esta manera no se iban a tener problemas con el
humo que emiten los motores a la hora de probarlos. El problema está en que se colocó un
techo voladizo en la parte de afuera del banco de pruebas para que se pudiesen probar grupos
cuando lloviese y este techo no permite al humo salir, haciendo que éste termine entrando en
la sala ocasionando que el operario deba trabajar en condiciones inapropiadas. La solución a
esto estaba en colocar un ventilador de extracción de humo en dicho techo voladizo. Se debía
construir una campana y una chimenea de manera que atrape todo el humo emitido por los
motores y los expulse al exterior.
Se tomaron las medidas respectivas del techo y puerta trasera y se hizo un diseño utilizando
el programa Autocad. Se contactó una empresa externa: Serrano Machinal Factory S.A., a esta
empresa se les pasaron los planos y ellos se ocuparon de la fabricación e instalación de todos
los elementos de la chimenea.
Los requerimientos de la campana eran tales que tuviesen la capacidad de “atrapar” todo el
humo, también que estuviesen lo más pegado posible a la pared y que la altura del mismo
fuese tal de manera que se respetara la distancia entre el piso y la chimenea de 4.200 mm. Se
debía tener en consideración la altura entre el techo voladizo y la puerta de manera que la
chimenea se acoplara al techo. Se decidió hacer la chimenea de 3.000 x 3.000 mm. y de 500
mm de altura. La campana iría acoplada al ventilador extractor y éste iría sujetado a una
estructura soldada en la parte inferior del techo voladizo de manera que el motor del ventilador
estuviese protegido por el techo contra las condiciones externas. Finalmente, se colocaría una
chimenea que iría acoplada a la parte superior del ventilador extractor con lo que se debe abrir
un orificio en el techo para acoplar ambos. En la figura 5.5 se puede observar el diseño de la
campana de extracción de humo y en la figura 5.6 se pueden apreciar los materiales y medidas
para la construcción del mismo.
Se debe considerar colocar algo para que el agua no quede almacenada por las ondulaciones
de las láminas de zinc del techo obstruidas por la chimenea. La chimenea terminaría en forma
de codo de manera que se evitaría que entrase agua en caso de lluvia, se dirige el humo a una

45
dirección contraria a la pared para no ensuciarla y no se obstruye la salida de aire del
ventilador aprovechando de esta manera su capacidad al máximo.
Figura 5.5 Vista Frontal y Lateral del Diseño de la Campana de Extracción de Humo
para Banco de Pruebas
Figura 5.6 Materiales y Diseño de la Campana de Extracción de Humo para Banco de
Pruebas

46
5.5 Planificación y Diseño de Banco de Pruebas para Grupos Electrógenos Marinos
Dentro del proyecto de la redistribución de la fábrica, la directiva de Himoinsa en conjunto
con el departamento de Organización Industrial, tiene pensado crear un nuevo banco de
pruebas para los grupos electrógenos marinos. Esté iría ubicado en un lugar específico dentro
de la fábrica. Lo que se hizo fue tomar medidas estimadas para un nuevo banco de pruebas y
tratar de ajustarlo al espacio designado. Utilizando el programa Autocad, se hizo un diseño del
banco de pruebas. Una vez consultado y revisado el diseño, se contactó un agente externo
especializado en la fabricación de este tipo de estructuras para solicitar una cotización. En la
figura 5.7 se aprecia el esquema del banco de pruebas para grupos electrógenos marinos.
Figura 5.7 Esquema de Banco de Pruebas para Grupos Electrógenos Marinos
5.6 Diseño de Racks para el Transporte de Motores
En la búsqueda de reducir costos para poder garantizar precios competitivos, la directiva de
Himoinsa en conjunto con el departamento de Organización Inustrial, dieron con la propuesta
de fabricar racks reutilizables para el transporte de motores entre Himoinsa e Iveco, uno de los
proveedores de motores de mayor importancia para la empresa. En la actualidad, los motores

47
son enviados por camión desde la fabrica de Iveco en Italia hasta la fabrica principal de
Himoinsa en Murcia. El problema está en que los motores se despachan de manera individual
sobre unos racks de madera que se deben romper para sacar el motor de los mismos.
La propuesta fue de fabricar unos racks metálicos reutilizables para dos modelos de motores:
NEF45 y NEF67. De esta manera se tendría que hacer una única inversion inicial para fabricar
una cantidad determinada de racks que se reutilizarían en el futuro en numerosas ocasiones.
Se utilizó el programa Autocad para diseñar los nuevos racks metálicos. Se tomaron las
medidas de los motores y se consideraron las especificaciones de los racks de madera actuales.
En la figura 5.8 se observa el diseño en Autocad del rack metálico para el transporte de motor
Iveco modelo NEF67.
Figura 5.8 Rack de Transporte para el Motor NEF67
5.7 Implementación del Método de las Cinco S
La necesidad de implementar este concepto nace debido a la notable desorganización y falta
de limpieza que se observaba a lo largo de toda la fábrica. Este desorden conlleva a la perdida
de eficiencia de cada trabajador además de reducir la moral en el trabajo. El método de las
Cinco S es simplemente un principio básico que busca mejorar la calidad de vida de cada

48
trabajador y de hacer del sitio de trabajo un lugar donde valga la pena vivir plenamente que
además ayuda a mejorar la productividad de los trabajadores y de la empresa.
Aunque este método tiene un amplio rango de aplicación que puede ir desde el lugar de
trabajo de un operario hasta el escritorio de una secretaria, se prefirió comenzar abarcando
exclusivamente el área de ensamblaje de grupos electrógenos con potencias comprendidas
entre 7kVA y 160 kVA.
Se crearon un manual y una presentación donde se explica con detalle en que consistía el
Método de las Cinco S. Se tuvo una reunión con todos los encargados de cada departamento
de fabricación. La tarea de cada encargado consistía en hacerles conocer el método a sus
subordinados y de brindarles la ayuda y las herramientas necesarias para una correcta
implementación. En este punto se debía hacer énfasis en que este concepto era más que una
tarea u obligación; se debía promover en cada trabajador la cultura de orden, disciplina y
progreso personal que serviría como un beneficio en sus estilos de vida que los ayudaría en su
manera de trabajar.
Otro factor clave consiste en romper la barrera de los paradigmas de los trabajadores que
imposibilitan la implementación del Método de las Cinco S. A continuación se presentan
varios ejemplos de comentarios de los trabajadores y sus implicaciones:
- “Me pagan para trabajar, no para limpiar”
A veces, el personal acepta la suciedad como condición inevitable de su puesto de
trabajo. El trabajador no se da cuenta del efecto negativo que un puesto de trabajo sucio
tiene sobre su propia seguridad, la calidad de su trabajo y la productividad de la empresa.
- “Si tengo tiempo trabajando, ¿porque debo limpiar ahora?”
Muchos trabajadores consideran que son veteranos y no deben limpiar ya que esta es una
tarea para personas con menor experiencia. Por el contrario, la experiencia les debe servir
para comprender mejor sobre el efecto negativo de la suciedad y contaminación en el
puesto de trabajo. Los trabajadores de producción asumen a veces que su trabajo es hacer
cosas, no organizarlas y limpiarlas. Sin embargo, es una actitud que debe cambiar cuando
los trabajadores empiezan a comprender la importancia del orden y la limpieza.

49
- “Necesito más espacio para guardar todo lo que tengo”
Una de las primeras reacciones por parte de los trabajadores ante la necesidad de mejorar
el orden es la de pedir más espacio para guardar todos los elementos que tienen. Es muy
probable que al realizar la clasificación y el orden de los elementos del puesto de trabajo,
sobre espacio en los armarios y se consigan muchos elementos innecesarios.
Se comenzó con la primera S, “Seiri”. Aunque se les dio a conocer el método completo a
todos los encargados, se les debió recordar que este método es progresivo, en la que cada etapa
se debe cumplir y mantener para poder avanzar a la siguiente S.
5.7.1 Implementación del Seiri
El primer paso en la implantación del Seiri consiste en la identificación de los elementos
innecesarios en el lugar seleccionado para implantar las cinco S. Para ello se crearon las
“Tarjetas Rojas” o tarjetas informativas (ver figura 5.9) las cuales permiten marcar o notificar
que en el sitio de trabajo existe algo innecesario y que se debe tomar una acción correctiva.
Para asignar la “Tarjeta Roja” a un elemento se deben considerar los siguientes criterios:
- Programa de producción del mes próximo. Los elementos necesarios se mantienen en el área
especificada cerca del área de trabajo. Los elementos no necesarios se desechan o almacenan
en un lugar diferente.
- Utilidad del elemento para realizar el trabajo previsto. Si el elemento no es necesario debe
descartarse.
necesita el elemento. Si es necesario con poca frecuencia puede
almacenarse fuera del área de trabajo.
Cantidad del elemento necesario para realizar el trabajo. Si es necesario en cantidad
limitada el exceso puede desecharse o almacenarse fuera del área de trabajo.
Las preguntas habituales que se deben hacer para identificar si existe un elemento
innecesario son las siguientes: ¿Es necesario este elemento? ¿Si es necesario, es necesario en
esta cantidad? ¿Si es necesario, tiene que estar localizado aquí?

50
Figura 5.9 Tarjeta Roja
Una vez marcados los elementos se procede a registrar cada tarjeta utilizada en la lista de
elementos innecesarios. Esta lista permite posteriormente realizar un seguimiento sobre todos
los elementos identificados. Si es necesario, se puede realizar una reunión donde se decide que
hacer con los elementos identificados, ya que en el momento de la "campaña" no es posible
definir que hacer con todos los elementos innecesarios detectados.
Durante la implementación del Seiri se logrará eliminar una gran cantidad de elementos
innecesarios. Sin embargo, quedarán varias herramientas, materiales, equipos, etc. que no se
podrán retirar por problemas técnicos o por no tener una decisión clara sobre que hacer con
ellos. Para estos materiales se debe preparar un plan para eliminarlos gradualmente. Las
posibles soluciones podrían ser: mantener el elemento en el mismo sitio, mover el elemento a

51
una nueva ubicación dentro de la fábrica, almacenar el elemento fuera del área de trabajo o
eliminar el elemento.
Finalmente, es necesario preparar un informe donde se registre y se informe el avance de las
acciones planificadas, como las que se han implantado y los beneficios aportados. Los
encargados de cada departamento deben preparar este documento y darlos a conocer sobre el
avance del proceso de las cinco S. En la figura 5.10 se observa el flujograma para la
implementación del Seiri.
Figura 5.10 Flujograma para la Implementación del Seiri
ImplementacióndelSeiri
Sepreparaelinformedelavancedelasaccionesplanificadas,laimplantaciónybeneficiosdelas
mismas
Puestodetrabajodecadaoperario
Sedejaelelementoenellugardondeestaba
¿Esnecesarioenestacan dad?
¿Esnecesarioesteelemento?
SI
SI
SI
TarjetaRoja
NO
NO
NO ¿Tienequeestarlocalizadoaquí?
Seeliminanloselementosgradualmente

CAPÍTULO VI RESULTADOS
6.1 Tiempos de Fabricación de Grupos Electrógenos con Potencias Comprendidas entre
7 kVA y 160 kVA
Se llenaron las hojas informativas con los tiempos de la mayoría de operarios en cada isla de
trabajo. Con esto se pudo obtener un tiempo promedio para las actividades regulares para el
ensamblaje de cada grupo electrógeno. En la tabla 6.1 se observa la hoja informativa de la
preparación de un kit para una orden específica.
Tabla 6.1 Hoja Informativa en la Isla de Preparación de Kits
Modelo motor: 28-Sep 9:37Modelo alternador:Operario:Orden / Modelo 1000370706 HYW8 T5
Tiempo:
Operaciones
necesarias
Demora
inevitable
Ocioso por
otras causas Observaciones:
0:00:470:00:36
0:07:08
Se buscaron: caja fija del cuadro, instalación eléctrica, chapas de protección de temperatura HOT, aforador, tirantes del radiador, chapa protectora de la correa y soportes.
0:08:28
Se buscaron: placa de relés, cables batería, conectores, manguera radiador, manguera aceite, manguera gasolina, etc.
0:02:15Finaliza a las 10:00
0:19:14 0:00:00 0:00:00 0:00:00
JUANJO
Coger nueva orden y pegarla en montacargasCoger cajón con montacargas y colocar batería
Buscar materiales y montarlos en el cajón
Cargar kit preparado en Cassioli
Insertar códigos en almacén vertical y descargar todos los materiales en cada kit
Operación:
KIT MONTAJE HYW8 T5 1 KIT KIT MONTAJE HYW8 T5
A partir de los resultados obtenidos, se pudieron dividir las distintas operaciones y
agruparlas de manera tal que todas tardaran tiempos similares para la futura línea de montaje.
En la tabla 6.2 se muestran los tiempos promedios de las operaciones para la fabricación de los
grupos electrógenos. En ésta aparecen tareas como “Ensamblaje de monoblock” y “Quitar tapa
de aceite motor, dejar botar aceite y colocar manguera de aceite” se harán en una misma

53
estación de trabajo por el mismo operario (montador) y con un tiempo acumulado de 0:25:20.
El resto de operaciones se pueden ver divididas por colores y se diferencian entre el tipo de
trabajador: electricista y/o montador.
Tabla 6.2 Tiempos de Operaciones de Fabricación de Grupos Electrógenos con Potencias
Comprendidas entre 7 kVA y 160 kVA
OPERACIONES TIEMPOS
TIEMPO ELECTRICISTA
TIEMPO MONTADOR
M Ensamblaje de monoblock 0:21:44 - 0:25:20
M Quitar tapa de aceite de motor, dejar botar aceite y colocar manguera aceite
0:03:36
M Ajustar soportes de chasis 0:03:45 - 0:10:34
M Mover y acoplar monoblock a chasis 0:06:49
M
Ajustar espadines y colocar manguera transparente del depósito de gasoil
0:03:53
0:20:43 0:25:57 M Colocar aforador de combustible 0:08:22
E Instalación eléctrica y acomodar cableado 0:20:43
M Colocar radiador y ajustar 0:03:59
M Conexiones del radiador 0:09:43
E Quitar tapa alternador 0:00:55
0:19:57 0:22:00
E Abrir huecos en alternador 0:04:18
E Preparar y conectar cables de potencia 0:13:02
E Colocar tapa alternador 0:01:42
M Conectar y acomodar mangueras de combustible 0:05:14
M Colocar purga de aceite 0:02:50
M Mover salida aire motor y acoplar tubo de escape 0:04:34
M Preparar soportes y acoplar cuadro a chasis 0:09:22
M Colocar cinta protectora y abrazaderas sobre escape 0:02:59
0:17:29 0:16:19
M Colocar chapa de protección temperatura 0:02:51
M Colocar batería y conectar 0:02:30
M Colocar base conexión tierra y conectar cables a éste 0:03:37
M Conexiones a tierra de cuadro y alternador 0:04:22
E Conexión eléctrica del cuadro 0:17:29
M Colocar capota y ajustar a chasis 0:11:42
- 0:32:49
M Colocar abrazadera escape - silenciador 0:01:00
M Preparar y colocar parada de emergencia 0:06:55
M Colocar fondo de la carrocería 0:01:20
M Conexiones a tierra de capota y puertas 0:04:22
M Llenado de aceite y agua 0:07:30

54
El departamento de Organización Industrial en conjunto con la directiva de Himoinsa, tenía
aún por definir el diseño de la nueva línea de montaje. Se empezaron a estimar costos y dar
propuestas con el fin de implementar la nueva línea de montaje antes de que finalice el año
2.011.
6.1.1 Problemas con los Kits
En almacén se comenzaron a preparar los kits con antelación. Las ordenes de fabricación
pasarían primero por almacén para que luego, cuando se dejen el chasis, motor y alternador en
un puesto de trabajo, se tenga el kit ya preparado y no se tenga que esperar por él. Se empezó a
implementar el día viernes 14/01/2011 cuando la jornada laboral en taller finalizó a las 16:30 y
se dejó a almacén trabajando hasta las 18:30 y el sabado medio día. De esta manera, en
almacén se pudieron adelantar todas las ordenes existentes para iniciar la propuesta el lunes
17/01/2011. Se presentaron los siguientes problemas:
- Hasta las 11:30 sólo había salida 1 orden referente a una transformación. ¿Por qué no salen
nuevas ordenes? El operario de almacén (Miguel) estaba parado porque ya había finalizado
todas las ordenes pendientes el viernes y el sabado y está a la espera de nuevas ordenes.
- Minutos después (11:33) llegaron 22 nuevas ordenes ¿Por qué salen 22 ordenes de golpe y
no una por una? Si salen una por una se evita que el operario de almacén se quede parado
para luego tener todo el trabajo acumulado. Aunque es cierto que si se sacan las ordenes en
grupo se pueden ordenar por prioridad y/o fecha, pero este proceso se debe organizar
adecuadamente para no perder la ventaja que lleva almacén sobre taller.
- Se tienen muchos kits preparados pero, ¿Quién avisa a almacén para enviar un kit al taller?
Los operarios de fabricación no deberían perder tiempo llamando para pedir el material que
necesitan, además que sólo se dan cuenta de que les falta cuando en realidad lo necesitan.
Se debe crear un procedimiento para esto.
- Una vez que los montadores terminan con un grupo, ¿Cómo se entera el operario del
montacargas de que el grupo está finalizado? Ahora, sólo ocurre de dos maneras: cuando el
montacargas pasa por ahí los montadores le notifican que está finalizado y le dicen que lo
retire o el operario del montacargas observa que el grupo esta finalizado con la orden
pegada y se da cuenta que debe retirar el grupo. Se debe crear un procedimiento para esto.

55
- Se presentó el caso en el cual los montadores tenían el chasis, motor, radiador y alternador
de una orden y tan sólo les faltaba el kit. Luego de cuarenta y ocho minutos todavía ningún
operario de almacén les habían llevado el kit y ya los montadores estaban parados. El kit ya
se había preparado con antelación y estaba en el almacén, sin embargo ninguno de los
operarios de almacén se había percatado de esto. Es por ello que se debene realizar
procedimeintos para la entrega de los kits. Se debe mejorar la comunicación y
sincronización a la hora de entregar todo el material de un grupo.
Luego de observar y estudiar los problemas con los kits que se presentaban con los operarios
de montaje de grupos electrógenos se pudo dar con los siguientes resultados:
• Cada pareja de montadores ensambla cada grupo como les parezca. No hay ningún orden y
no se siguen procedimientos en cuanto a la manera de ensamblar un grupo específico. Una
manera de solucionar esto sería incluyendo en cada kit un esquema de montaje de la
configuración de cada grupo electrógeno en la que se consideren el modelo del motor, modelo
de alternador, carrocería y todos los accesorios que lleve dicho grupo. Estos esquemas
deberían mostrar gráficamente cómo y dónde se ensamblan los accesorios de ese grupo y
también señalar un orden mediante el cual se debe ir ensamblando el grupo. Con esto, no sólo
se podrá conocer el avance de un grupo sino que también servirá de gran ayuda para los
operarios cuando tengan dudas.
• Antes de comenzar a trabajar en un grupo, es primordial que los operarios dediquen cierto
tiempo para revisar que todo el material que se les suministra coincide con la orden. Por
supuesto, se debe garantizar que las ordenes están correctas. Con esto se evitará que los
operarios tengan que estar llamando a almacén en varias oportunidades para que les completen
el material.
• Es fundamental tratar de evitar dejar a los operarios parados por falta de organización. Debe
haber una persona que esté pendiente de cuánto le falta a una pareja para finalizar un grupo
para que con anterioridad vaya planificando el próximo grupo que se les va a mandar a
ensamblar y asegurar que éste les llegue a su puesto de trabajo apenas finalizen el otro.
Igualmente, existen fallos de comunicación entre la persona que actualmente decide qué

56
grupos se van a ensamblar y la gente de almacén ya que, como argumentan los de almacén,
infinidad de veces les avisan que tiene que preparar un kit para varias parejas que ya tienen el
grupo en su puesto de trabajo.
• Un operario no debería salir de su puesto de trabajo para ir a buscar el material que le vino
incorrecto.
• Cada vez que se presente un problema de cualquier tipo se debería pasar por escrito. Estos
problemas se deben notificar a las personas pertinentes para buscar su solución y evitar que
vuelvan a ocurrir en el futuro. Se ha tenido la oportunidad de observar ciertos problemas que
se repiten una y otra vez y que si no se notifican, seguirán de esa manera. Por ejemplo: errores
en las ordenes y en los kits, medidas de tubos de escapes y codos, errores de chapa, etc.
• Se tienen ciertos motores los cuales llevan los soportes del filtro de aire de un determinado
color. Éstos se deben pintar de negro para luego poder ensamblarlos en el motor. Actualmente,
lo que se hace es que los propios operarios, cuando estan ensamblando el grupo, mandan los
soportes a que los pinten y los regresen. Esto por lo general toma mucho tiempo y casi siempre
suelen tener que esperar por ellos. Lo que se debería hacer es planificar esto con anterioridad
para que la gente de almacén u otro departamento, se encargue de desarmar los soportes y
pintarlos antes de que lo reciban los operarios en montaje.
• Siempre se debe tratar de mantener cierto nivel de calidad. Cuando se presenten problemas,
se deberían tratar de solucionar de buena manera y evitar las "chapuceadas". Se debe
concientizar a los trabajadores de establecer un equilibro entre tiempo y calidad. Por ejemplo:
huecos hechos con soplete oxiacetileno, soldadura de tubos de escape, huecos en los
alternadores, etc.
• No se debería tener una soldadora en montaje ya que el trabajo de los operarios de montaje
es ensamblar grupos electrógenos y no dar con soluciones apuradas para arreglar los prolemas
y/o errores que se les presentan.

57
• Los operarios de montaje ya estan acostumbrados a trabajar en conjunto con los de almacén.
Se debe exigir mayor eficiencia a la gente de almacén. Con esto se conseguirá a depender
menos del almacén y mejorar los tiempos de respuesta ante problemas poco usuales.
• Se le debe dar un teléfono al operario del montacargas (Juan), quien es el que se encarga de
llevar el chasis, motor y alternador hasta cada puesto de trabajo. El sabe con suficiente
antelación cuál va a ser la orden que va a dejar en un puesto de trabajo específico de tal
manera que puede llamar a almacén para que algun operario se encarge de llevar el kit de
dicha orden hasta el puesto de trabajo.
• Una vez que se preparan los kits con antelación, estos no hacen nada en el almacén. Se
podrían ir llevando a una zona cercana a los puestos de ensamblaje de manera que estén al
alcance de los montadores una vez que los necesiten. Se podrían llevar como máximo 8 kits de
manera que haya un kit esperando para cada puesto de trabajo. También se debe definir la
manera en que se les va a acercar los kits hasta el puesto de trabajo de cada montador sin que
ellos tengan que estar pidiéndolo. Se les podría dar un transpaleta o se le podría asignar como
tarea del propio maquinista cuando deje las demás cosas.
• ¿Cómo se garantiza que almacén trabaje siempre por delante del taller? Se debe asegurar que
salgan ordenes constantemente a lo largo del día (una por una preferiblemente o varias juntas
cuando se trate ordenes iguales). Al inicio de cada jornada se deben tener suficientes kits
perparados. Un problema que se presenta es que fabricación empieza a trabajar a las 7:00 am
mientras que la persona que se encarga de sacar las ordenes empieza a trabajar a las 9:00 am.
De manera que existe un lapso de dos horas en el que no se sacan nuevas ordenes y el operario
de almacén se debe dedicar exclusivamente a preparar las ordenes que tenga pendientes (en
caso de tenerlas). La solución a esto está en que la persona encargada de sacar las ordenes
finalice y entregue todas las ordenes al final de cada día para que le quede suficiente trabajo al
operario de almacén para el día siguiente hasta que saquen nuevas ordenes.
6.2 Tiempos de Fabricación de Carrocerías D10 en FTM
En la Fábrica de Tratamiento de Metal se tomaron los tiempos de procesado de las chapas de

58
acero para la fabricación de la carrocería D10, uno de los modelos de mayor demanda. Los
tiempos se tomaban siguiendo las ordenes de fabricación, las cuales solían variar en sus
cantidades. Por esta razón, se decidió tomar la cantidad de 27 carrocerías, lo cual correspondía
al promedio de cantidades en las ordenes de fabricación. En la figura 6.1 se muestran todas las
piezas que conforman la carrocería D10 y todos los procesos por los cuales debía pasar dicha
pieza. Finalmente se observa el tiempo de fabricación del número total de dichas piezas para
fabricar 27 carrocerías de ese modelo.
A partir de los tiempos recolectados se pudo conocer la manera en que funcionaba FTM por
parte del departamento de Organización Industrial:
- Se pudo comprobar que todos los piezas de la carrocería D10 dependen inicialmente de la
punzonadora automática. Ésta siempre se encontraba en funcionamiento y difícilmente podía
cumplir con los tiempos de entrega. Adicionalmente, formaba un “cuello de botella” en el cual
el resto de los procesos siempre debían esperar por ella. Se dio la propuesta de buscar una
solución para aliviar el trabajo de la punzonadora automática y se estaba estudiando la
posibilidad de realizar una inversión para comprar una adicional.
- Se permitió conocer el rendimiento de los procesos manuales como plegado, soldadura y
repasado, los cuales se suelen hacer por uno o varios operarios. Se comenzó a estudiar los
posibles cambios en la metodología de trabajo, mover personal de las islas de trabajo e incluso
añadir más personal en los lugares donde se necesitara.
- Se permitió conocer los procesos en los cuales se podían mejorar los tiempos e incluso
reducir costos. Con ello, se comenzaron a dar nuevas propuestas para mejorar los procesos
como por ejemplo, sustituir el proceso de soldadura por arco eléctrico en la fabricación de
ciertas piezas y sustituirlo por soldadura por resistencia por puntos. Propuestas como ésta sólo
requieren de una inversión inicial y conlleva grandes beneficios como: reducir los tiempos de
fabricación, reducir costos a largo plazo, facilitar el trabajo del operario de soldadura, mejorar
el acabado en las pieza y eliminar la necesidad de repasar la pieza.

59
PUNZONADO PLEGADOFINN-POWER PLEGADOROBOTABB PLEGADOMANUAL SOLDADURA REPASADO
Techo(3:00:00)* Techo(IRON)(7:00:00)* Techo(4:08:49) Techo(2:31:22)
BasePuertaCuadro(1:06:16)* BasePuertaCuadro(1:01:51) BasePuertaCuadro(0:18:43) BasePuertaCuadro(0:15:02)
BaseCerramientoLateral(1:29:08)* BaseCerramientoLateral(0:40:16)* BaseCerramientoLateral(0:19:10) BaseCerramientoLateral(0:15:02)
BaseTubuladura+DeflectorTubuladura(1:55:48)*
BaseTubuladura(0:41:38) BaseTubuladura(0:59:41)
BasePuerta(1:43:30)* BasePuerta(1:51:21) DeflectorTubuladura(1:27:19) BasePuerta(0:18:43) BasePuerta(0:14:29)
ZVerticalLaterales(0:13:39)*
LamaVerticalSeparador(0:34:45)
LamaHorizontalSeparador(0:44:57)
BaseLateralIzquierdo(2:30:18)* BaseLateralIzquierdo(0:43:57)* BaseLateralIzquierdo(1:22:33)
BaseLateralDerecho(2:43:21)* BaseLateralDerecho(0:45:43)* BaseLateralDerecho(1:26:09)
ZVerticalLateralPerforada(0:38:30)* ZVerticalLateralPerforada(0:42:52)
ZVerticalIzquierdo(0:25:22)* ZVerticalIzquierdo(0:33:03)
BaseFondoDelantero+
ZVerticalLaterales(2:15:27)*BaseFondoDelantero(0:57:53)*
BaseFondoTrasero+
ZVerticalLaterales(2:21:18)*BaseFondoTrasero(0:58:28)* ZVerticalLaterales(0:42:52)
BaseLateralIzq.+ZVert.Laterales+
ZVert.LateralIzq.(2)+
ZVert.LateralPerforada(7:31:11)
EstructuraSoldadaLateral
Izquierdo(1:49:11)
TapaPuerta(3:04:12)* TapaPuerta(1:10:14)
BaseLateralDer.+
ZVert.Laterales(2)+
ZVert.LateralPerforada(2)(7:31:11)
EstructuraSoldadaLateralDerecho
(1:49:11)
TapaPuertaCuadro+
ÁnguloMarcoMetacrilato(1:06:16)*TapaPuertaCuadro(0:37:22) BaseFondoTrasero(2:13:56) BaseFondoTrasero(1:06:12)
TapaCB(CajaBase)(0:18:36)* ÁnguloMarcoMetacrilato(0:40:04) BaseFondoDelantero(2:13:56) BaseFondoDelantero(1:06:12)
TapaFondoDelantero+
TapaConexionesAuxiliares(0:45:54)*
PerfílTechoZ(0:29:30)* PerfílTechoZ(0:43:19)
Separador+LamaVerticalSeparador+
LamaHorizontalSeparador(2:08:42)*
Separador(0:34:46)*
Figura 6.1 Promedio de Tiempos de Fabricación del Despiece de 27 Carrocerías Modelo
D10 en FTM
6.2.1 Propuestas de Mejoras de Procesos en FTM
Procesos Actuales de Soldadura y Repasado
Una propuesta que no requería una mayor inversión de dinero y que podrían significar una
reducción de tiempos considerables, se presentaba en los procesos de soldadura y repasado.

60
Ambos procesos se encuentran actualmente en islas separadas y para pasar de un proceso al
siguiente siempre es necesario el uso de un montacargas. Se tomó el caso de los laterales de
las carrocerías D10, unas piezas de gran tamaño y peso considerable. Estas se apilaban una
encima de otras en un mismo palé y eran llevadas por el montacargas hasta la isla de
soldadura. El operario debía hacer uso del puente grúa para tomar un lateral a la vez, lo
montaba en la mesa de trabajo, soldaba y luego debía utilizar nuevamente el puente grúa para
dejar la pieza en otro palé. El operario debía hacer lo mismo con cada una de las piezas hasta
completar el lote. Una vez finalizado, el montacargas retiraba el palé para luego llevarlo hasta
la isla de repasado. Aquí se tenían a dos operarios quienes debían hacer el mismo
procedimiento: coger el lateral con el puente grúa, moverlo hasta la mesa de trabajo, repasar y
finalmente retirar la pieza con el puente grúa en un nuevo palé. En la figura 6.2 se observa un
esquema con los procesos actuales de soldadura y repasado en FTM.
Figura 6.2 Proceso Actual de Soldadura + Repasado en FTM
En la tabla 6.3 se observan los tiempos promedio que les toma a los operarios para llevar a
cabo los procesos de soldadura y repasado de un solo lateral de la carrocería D10. El tiempo
que se pierde sólo en mover el lateral hasta cada mesa de trabajo es considerable y que se
podría dar una propuesta que permita reducir estos tiempos y minimizar la dependencia del
montacargas para dichos procesos.
PALÉ PALÉ
PALÉ
PALÉ
SOLDADURA
REPASADO
TRANSPORTE

61
Tabla 6.3 Operaciones y Tiempos en los Procesos Actuales de Soldadura + Repasado en
FTM
OPERACIÓN TIEMPO*
1. Se coge una pieza del palet y se coloca en la mesa de soldadura. 0:01:13
2. Soldadura. 0:13:59
3. Se mueve la pieza soldada y se coloca en otro palet 0:00:46
4.
Cuando se tenga la cantidad suficiente de piezas soldadas en el palet, el
montacargas transporta dicho palet hasta la zona de repasado
(aproximadamente 8 piezas).
0:00:20
5. Se coge pieza del palet y se coloca en la mesa de repasado. 0:00:40
6. Repasado y pulitura. 0:02:39
7. Se mueve la pieza repasada y se coloca en otro palet. 0:00:30
TOTAL 0:20:07 *Tiempo promedio obtenido de los tiempos de operación de los operarios evaluados. Soldadura: José y
Muhammed. Repasado: Tomás - Pepe y Adrián - Eftel (se hace en pareja).
Propuesta de Mejora de los Procesos
Esta propuesta tiene como finalidad simplificar las operaciones para llevar a cabo los
procesos de soldadura y repasado. Como se observa en la figura 6.3, ambos procesos se
llevarían a cabo en la misma mesa de trabajo. De esta manera, sólo se utilizaría el puente grúa
en dos oportunidades en vez de cuatro veces como se hace actualmente. Otro punto clave es
que se elimina la necesidad de un montacargas para mover los palés de un proceso a otro. No
sólo se reducen los tiempos de traslado del montacargas de un proceso a otro, sino que
también se eliminan los frecuentes tiempos muertos que se tienen cuando se espera a que
llegue el montacargas.
En la tabla 6.4 se observan los tiempos promedio que les tomaría a los operarios en la
propuesta de mejora de procesas para llevar a cabo la soldadura y repasado de un solo lateral
de la carrocería D10.

62
Figura 6.3 Propuesta de Mejora del Proceso de Soldadura + Repasado en FTM
Tabla 6.4 Operaciones y Tiempos en la Propuesta de Mejora de los Procesos de
Soldadura + Repasado en FTM
OPERACIÓN TIEMPO*
1. Se coge una pieza del palet y se coloca en la mesa de soldadura. 0:01:13
2. Soldadura. 0:13:59
3. Girar pieza (necesario para repasar y pulir) 0:00:40
4. Repasado y pulitura. 0:02:39
5. Se mueve la pieza soldada y repasada y se coloca en otro palet. 0:00:30
TOTAL 0:19:01
*Tiempo promedio obtenido de los tiempos de operación de los operarios evaluados. Soldadura: José y
Muhammed. Repasado: Tomás - Pepe y Adrián - Eftel (se hace en pareja).
Ventajas de la Propuesta de Mejora del Proceso:
- Menor tiempo de ejecución.
- Se evitan los tiempos muertos correspondientes a la espera del montacargas tanto para
traer como retirar los palets. Estos tiempos son variables y no se reflejan en este
estudio.
- Reducción del área de trabajo.
- Menor uso del montacargas.
SOLDADURA +
REPASADO
PALÉ PALÉ

63
Desventajas de la Nueva Propuesta:
- Posible aparición de tiempos de ocio en los operarios a la espera de que se finalice una
de las dos operaciones (soldadura o repasado).
- Mayor número de operarios en un puesto de trabajo. Posibles consecuencias: dificultad
para trabajar cómodamente, distracción, etc.
6.3 Fabricación de Racks Metálicos para el Transporte de Motores
Una vez que se crearon y se revisaron los planos de los nuevos racks, se enviaron al
departamento de prototipos donde se fabricaron y probaron. Ahora sólo debían ser aprobados
por el fabricante de los motores para luego proceder a fabricarlos en serie. En la figura 6.4 se
observan los prototipos construidos de los racks metálicos para el transporte de los motores
Iveco NEF45 y NEF67.
Figura 6.4 Prototipos de los Rack Metálicos para los Motores NEF45 y NEF67
6.4 Implementación del Método de las Cinco S
La implementación de la primera S, Seiri, se empezó a hacer tal y como se tenía previsto. Se
decidió comenzar con pequeños grupos de trabajo en el área de fabricación de manera que
tanto los trabajadores como los jefes de departamento pudiesen ir viendo el desarrollo del
mismo y tuviesen la oportunidad de asesorarse y aclarar dudas con respecto a los pasos a
seguir.

64
Se comenzó con tres parejas de trabajadores en sus puestos de trabajo en el área de
fabricación. Cada pareja recibió con anterioridad un manual sobre el mecanismo a seguir para
la implementación del Seiri. Sin embargo, desde un principio se comenzaron a notar varios
aspectos que debían ser corregidos para la correcta implementación de todo el proceso:
- Se notaba una falta de motivación o “empuje” por parte de los jefes de departamento y
la directiva. Si en ellos se nota esa falta de compromiso con el Método de las Cinco S
entonces dificilmente los trabajadores se lo tomarían en serio.
- No se le hacía un adecuado seguimiento a los resultados parciales obtenidos y no había
nadie asignado para tomar las decisiones importantes. Cuando se limpiaron los puestos
de trabajo, se colocaron las tarjetas rojas sobre todos los artículos que no pertenecían a
ese lugar y que debían ser removidos. Nadie daba respuesta sobre donde se debían
almacenar tales artículos.
- El método se comenzó a implementar en el mes de diciembre de 2010. Esto fue un
error ya que al final de cada año, en toda la fábrica se hacia una limpieza general. Esto
confundió a muchos trabajadores quienes pensaban que luego de la limpieza general ya
no iba a ser necesario aplicar el Método de las Cinco S.
El Método de las Cinco S debe ser utilizado para romper con los viejos procedimientos e
implantar una nueva cultura a efectos de incluir el mantenimiento del orden, la limpieza e
higiene y la seguridad como un factor esencial dentro del proceso productivo, de calidad y de
los objetivos generales de la organización. Es por esto que es de suma importancia la
aplicación de la estrategia de las 5 S, no se trata de una moda sino de un nuevo proceso de
implantación para mejorar la empresa.
El papel de los jefes de departamento y de la directiva es clave ya que en ellos está la tarea
de crear las condiciones que promuevan o favorezcan la implementación de todo el proceso.
Entre sus responsabilidades deben:
* Educar a todo el personal sobre los principios y técnicas de las Cinco S y su
mantenimiento autónomo.
* Asignar el tiempo para la práctica de las Cinco S.
* Suministrar todos los recursos necesarios para la implantación de las Cinco S.

65
* Motivar y participar directamente en la promoción de sus actividades.
* Evaluar el progreso y evolución de la implantación en cada área de la empresa.
* Participar en las auditorías de progresos semestrales.
* Demostrar su compromiso y el de la empresa para la implantación de las Cinco S.
Se debe hacer énfasis en que la directiva y los jefes de departamento demuestren su
compromiso y asignen un tiempo diario para la práctica de las Cinco S. Es frecuente que el
orden y la limpieza se dejen de lado cuando hay que realizar un trabajo urgente o incluso
cuando se deben cumplir con los tiempos de entrega estipulados. Es verdad que las prioridades
de producción a veces presionan tanto que es necesario que otras actividades esperen, sin
embargo, las actividades de las Cinco S se deben ver como una inversión para lograr todos los
pedidos del futuro y no solamente los puntuales requeridos para el momento.
Se debe educar a los trabajadores y transmitirles la importancia de este proceso tanto para su
trabajo como para su vida personal. No se debería pensar en tan solo contratar un empleado
que se ocupe de la limpieza ya que este trabajador, quien no sabe operar los equipo y que es
contratado únicamente para realizar la limpieza, impide que el conocimiento sobre el estado
del equipo sea aprovechado por la empresa y se pierda. El contacto cotidiano con la
maquinaria ayuda a prevenir problemas, mejorar la información hacia el personal de
mantenimiento y aumenta el conocimiento de los operarios sobre el comportamiento de los
procesos.
El papel que deben tener los trabajadores con el Método de las Cinco S se rige bajo los
siguientes aspectos:
* Deben seguir aprendiendo más sobre la implantación de las Cinco S.
* Asumir con entusiasmo la implantación de las Cinco S.
* Colaborar en la difusión de sus conocimiento con el resto de los trabajadores.
* Diseñar y respetar los estándares de conservación del lugar de trabajo.
* Realizar las auditorías de rutina establecidas.
* Pedir a los jefe de departamento el apoyo o recursos que se necesitan para implantar las
Cinco S.

66
* Participar en la formulación de planes de mejora continua para eliminar problemas y
defectos del equipo y/o áreas de trabajo.
* Participar activamente en la promoción de las Cinco S.

CONCLUSIONES Y RECOMENDACIONES
Una vez finalizada la pasantía en la empresa Himoinsa, y de acuerdo con los objetivos
planteados inicialmente, se puede concluir lo siguiente:
Existen fallas de comunicación entre los distintos procesos actuales de fabricación de los
grupos electrógenos. Esto no permite detectar ni solucionar los problemas que se presentan
y da lugar a que se sigan repitiendo en los procesos posteriores. Se debe buscar una
solución a esto antes de implementar una nueva línea de montaje.
La implementación del Método de las Cinco S estuvo mal ejecutada por las siguientes
razones:
- No se establecieron fechas límite para la implementación de las acciones planificadas
por lo que nunca se ejecutaron.
- No hubo continuidad con el desarrollo de la primera S, Seiri.
- Nunca hubo apoyo por parte de la directiva de Himoinsa.
- El método se comenzó a implementar en una mala fecha ya que coincidió con la
limpieza general de fin de año. Luego de eso, muchos trabajadores pensaron que ya el
método no era necesario.
La punzonadora automática en la Fábrica de Tratamiento de Metal forma un cuello de
botella. Por un lado, es la primera fase en el procesado de la chapa por lo que el resto de
procesos se van a ver limitados por ésta. Por otro lado, es uno de los únicos procesos, junto
con pintura, que son indispensables para la fabricación de cada una de las piezas de las
carrocerías en FTM. Se debe buscar la manera de aumentar la producción de las piezas
punzonadas.

68
La mayoría de los procesos en FTM se comunican por medio de un solo montacargas y
muchas veces se presentan tiempos muertos mientras se espera a que éste retire o traiga las
piezas. Se debe mejorar el traslado de las piezas de un proceso a otro.
Los problemas con los kits ocurren frecuentemente y se repiten una y otra vez, y no se les
hace seguimiento para evitar que se vuelvan a presentar. El tiempo de respuesta para
solventar cada problema es muy largo y esto afecta el desempeño de los montadores y los
tiempos de ensamblaje de los grupos electrógenos.
Recomendaciones:
Implementar nuevamente el Método de las 5 S antes de la incorporación de la nueva línea
de montaje. En esta oportunidad, se deberían considerar todos los aspectos que fallaron en
la primera oportunidad tales como: establecer fechas para cubrir todos los pasos y
comprometer a la directiva de la organización.
Los problemas con los kits se deben notificar en los lugares donde siempre se generan: en
el departamento de ingeniería, que es el lugar donde se emiten las ordenes de fabricación, y
en almacén, que es donde se preparan los kits.
Se recomienda invertir en una punzonadora automática adicional para FTM. Esto aliviará la
carga de trabajo que lleva la punzonadora automática actual, permitiendo que se trabaje por
delante de lo planificado. Esto se podría conseguir temporalmente, prolongando las horas
de funcionamiento de la punzonadora automática actual. El problema está en que se
seguiría dependiendo de una única punzonadora que en caso de presentar fallas o requerir
mantenimiento, va a afectar al resto de la fábrica.

ANEXOS
ANEXO A. CD-ROM con la siguiente información:
- Estudio de tiempos de los proceos para el ensamblaje de grupos
electrógenos con potencias comprendidas entre 7 kVA y 160 kVA.
- Estudio de tiempos de los procesos para la fabricación de las carrocerías de
los grupos electrógenos en la Fábrica de Tratamiento de Metal (FTM).
- Manual del Método de las 5 S utilizado en Himoinsa.
- Estudio de tiempos de punzonado para la fabricación de las piezas de la
carrocería D10 en FTM.

REFERENCIAS
- Sears, Zemansky, Young, Freedman, Física Universitaria, Vol. II. Pearson Addison
Wesley, 1999.
- Eisberg, E., Lerner, L. Física. Vol. I. Mc Graw-Hill. 1983.
- Resnick, R., Halliday, D. Física. Vol II. México: Editorial CECSA. 1974.
- Fraile Mora, J. Máquinas Eléctricas. Editorial Mc Graw-Hill. 2003.
- Alvarez Pulido, M. Alternadores de Grupos Electrógenos. Editorial Marcombo S.A.
2007.
- Harper, E. El Libro Práctico de los Generadores, Transformadores y Motores
Eléctricos. Limusa Noriega Editores. 2007.
- Martínez Delgado, E. Operación y Mantenimiento de Grupos Electrógenos para Fallo
de Red. Disponible en internet:
http://www.aloj.us.es/notas_tecnicas/Operacion_y_Mantenimiento_de_Grupos_Electro
genos_para_fallo_de_red.pdf, consultado en Febrero de 2011.
- IBERDROLA. 2008. Manual de Venta/Alquiler de Grupos Electrógenos. Disponible
en internet:
https://www.iberdrola.es/webibd/gc/prod/es/doc/cli_empr_ventaalqelectro.pdf,
consultado en Febrero de 2011.
- Hernán Perrelló, C. 2009. El Método de las 5 S. Disponible en internet:
http://sickmind.com.ar/blog/?p=338, consultado en Febrero de 2011.
- Galvan, E., García, J., Cuevas, Y., Peña, R., Venegas, R. Manual de las Cinco S´s.
Universidad Autonoma del Noreste Campus Piedras Negras. 2005.
- Imai, Masaaki.Kaisen: La Clave de la Ventaja Competitiva Japonesa. Editorial
CECSA. 1989.