4df07a567b697
165
ESCUELA TÉCNICA SUPERIOR DE INGENIERÍA (ICAI) INGENIERO INDUSTRIAL MEJORA DEL PROCESO PRODUCTIVO DE UNA FÁBRICA: REESTRUCTURACIÓN DE UNA CÉLULA DE TRABAJO Y DEL SISTEMA DE GESTIÓN DE MATERIALES Autor: Álvaro Leyún Musso Directores: Francisco Mazarías y Susana Ortíz Madrid Junio 2011
-
Upload
luis-alberto-lamas-lavin -
Category
Documents
-
view
227 -
download
10
description
kilo
Transcript of 4df07a567b697
-
ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
MEJORA DEL PROCESO PRODUCTIVO
DE UNA FBRICA:
REESTRUCTURACIN DE UNA CLULA
DE TRABAJO Y DEL SISTEMA DE
GESTIN DE MATERIALES
Autor: lvaro Leyn Musso
Directores: Francisco Mazaras y Susana Ortz
Madrid Junio 2011
-
2
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
NDICE GENERAL:
Parte I Aspectos Formales ........................................................................9
1.1 Introduccin ............................................................................................... 10
1.2 Motivacin del proyecto ............................................................................. 11
1.3 Objetivos ..................................................................................................... 121.3.1 Objetivos personales ................................................................................................ 12
1.3.2 Objetivos propios del proyecto ................................................................................. 13
1.4 Metodologa de trabajo .............................................................................. 14
1.5 Recursos empleados .................................................................................... 16
Parte II Entorno de implantacin del proyecto ................................................. 17
2.1 Presentacin de la empresa: Termoven ..................................................... 18
2.2 Actividad principal ..................................................................................... 212.2.1 Acondicionamiento del aire ...................................................................................... 21
2.2.2 Climatizacin .......................................................................................................... 23
2.3 Principales Productos ................................................................................. 242.3.1 Unidades Fan-Coils y unidades cassette ................................................................... 25
2.3.2 Unidades climatizadoras .......................................................................................... 26
2.3.3 Unidades de ventilacin, regeneracin y aerorefrigeradores ...................................... 28
2.3.4 Unidades de expansin directa ................................................................................. 30
2.3.5 Sistemas de control .................................................................................................. 32
2.4 Procesos ...................................................................................................... 332.4.1 Clulas de trabajo .................................................................................................... 34
2.5 Organizacin en planta .............................................................................. 352.5.1 Layout general ......................................................................................................... 35
Parte III Gestin de Materiales ................................................................ 37
3.1 Introduccin ............................................................................................... 38
3.2 Situacin previa a las mejoras .................................................................... 39
-
3
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.2.1 Tabla descriptiva del proceso ................................................................................... 41
3.2.2 Flujograma .............................................................................................................. 42
3.2.3 Layout ..................................................................................................................... 43
3.2.4 Anlisis del proceso ................................................................................................. 44
3.2.5 Documentos grficos anexos .................................................................................... 46
3.3 Propuesta de mejora ................................................................................... 493.3.1 Introduccin ............................................................................................................ 49
3.3.2 Diseo de las acciones correctoras: Sistema Kanban ................................................. 53
3.4 Proceso de implantacin del sistema diseado .......................................... 643.4.1 Listado general de materiales ................................................................................... 66
3.4.2 Codificacin de los productos. ................................................................................. 67
3.4.3 Estimacin de los consumos ..................................................................................... 68
3.4.4 Diseo de las tarjetas Kanban. .................................................................................. 69
3.4.5 Material tipo Tienda: Proyecto tienda ....................................................................... 72
3.4.6 Material tipo almacn: Estanteras ............................................................................ 81
3.4.7 Material bajo pedido ................................................................................................ 83
3.5 Anlisis econmico de los resultados obtenidos ......................................... 843.5.1 Mano de obra Indirecta y gestin ............................................................................. 84
3.5.2 Mano de obra directa e implantacin ........................................................................ 86
3.5.3 Costes financieros y deterioro .................................................................................. 88
3.6 Conclusiones ............................................................................................... 91
Parte IV Reestructuracin de una clula de trabajo .......................................... 95
4.1 Introduccin ............................................................................................... 96
4.2 Clula de aislamiento .................................................................................. 97
4.3 Situacin previa a las mejoras .................................................................... 994.3.1 Descripcin del proceso ......................................................................................... 100
4.3.2 Flujograma ............................................................................................................ 105
4.3.3 Layout ................................................................................................................... 106
4.3.4 Estudio del proceso ................................................................................................ 108
4.4 Identificacin de los problemas ................................................................ 1194.4.1 Anlisis econmico ................................................................................................ 122
4.5 Propuesta de mejora ................................................................................. 126
-
4
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
4.5.1 Nueva maquinaria .................................................................................................. 128
4.5.2 Identificacin de chaperos y carros ......................................................................... 131
4.5.3 Pizarra organizativa ............................................................................................... 133
4.5.4 Nuevo Layout ........................................................................................................ 135
4.6 Coste de la propuesta ............................................................................... 1364.6.1 Nueva maquinaria .................................................................................................. 136
4.6.2 Identificacin de chaperos y carros ......................................................................... 137
4.6.3 Pizarra organizativa ............................................................................................... 137
4.6.4 Nuevo Layout ........................................................................................................ 138
4.7 Anlisis financiero previsto: Decisin ...................................................... 1394.7.1 Reduccin de los tiempos de corte .......................................................................... 139
4.7.2 Reduccin de los recorridos ................................................................................... 140
4.7.3 Reduccin de las ineficiencias de bsqueda ............................................................ 144
4.7.4 Reduccin de los desperdicios ................................................................................ 145
Parte V Conclusiones finales ................................................................. 148
5.1 Sistema de gestin de materiales .............................................................. 149
5.2 Reestructuracin de la clula de aislamiento ........................................... 153
Parte VI Documentos anexos .................................................................. 159
NDICE DE FIGURAS:
Figura 1: Esquema representativo de la actividad empresarial de Termoven ....... 20
Figura 2 Esquema representativo de un sistema de refrigeracin. ........................ 22
Figura 3: De izquierda a derecha: FLS, CF, FCS y CHW. ................................... 26
Figura 4: Climatizadores gama confort serie CLA, BSA, VTA e Higinicos. ...... 27
Figura 5: Climatizadores industriales serie barcos, polister o doble capa. .......... 28
-
5
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Figura 6: Unidades de ventilacin TV-TB y sus posibles configuraciones. ......... 29
Figura 7: Recuperador de flujo cruzado serie RET. ............................................. 29
Figura 8: Enfriadora axial, centrfuga, tornillo y agua-agua . .............................. 31
Figura 9: Roof top basic, TAC y Efiter (de izquierda a derecha). ........................ 31
Figura 10: Series Horizontales, verticales, axiales y condensadas por agua ........ 32
Figura 11: Flujograma representativo del proceso general. ................................. 33
Figura 12: Layout general en planta .................................................................... 35
Figura 13: Flujograma explicativo del proceso de gestin de materiales. ............ 42
Figura 14: Layout del conjunto de almacenes en planta ...................................... 43
Figura 15: Templo Lean ..................................................................................... 50
Figura 16: Funcionamiento de los procesos tipo Push. ........................................ 51
Figura 17: Funcionamiento de los procesos tipo Pull. ......................................... 51
Figura 18: Objetivos de los programas Lean. ...................................................... 52
Figura 19: Ubicacin de la Tienda ...................................................................... 60
Figura 20: Ubicacin del material tipo Almacn ................................................. 63
Figura 21: Layout de la Tienda. .......................................................................... 72
Figura 22: Layout general. Tienda y distribucin de las lecheras. ....................... 78
Figura 23: Ubicacin de las estanteras para el material tipo Almacn ................ 81
Figura 24: Layout general. Representacin de las clulas de trabajo ................... 96
Figura 25: Ubicacin en planta de la clula de aislamiento ................................. 99
Figura 26: Flujograma del proceso de aislamiento de los paneles ...................... 105
Figura 27: Layout de la clula de Aislamiento. ................................................. 106
Figura 28: Medidas de la clula de aislamiento ................................................. 124
Figura 29: Diseo del nuevo Layout de la clula de aislamiento ....................... 136
Figura 30: almacn de paneles y chapas en carros perfectamente identificados . 155
Figura 31: Tabln organizativo de tareas propuesto .......................................... 156
Figura 32: Layout propuesto ............................................................................. 156
-
6
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
NDICE DE TABLAS:
Tabla 1: Tabla descriptiva del proceso de gestin de materiales. ......................... 41
Tabla 2: Resumen de la problemtica originada en la gestin de materiales. ....... 45
Tabla 3: Ejemplo del listado general de componentes ......................................... 66
Tabla 4: Ejemplo de codificacin de los componentes. ....................................... 68
Tabla 5 Ejemplo del clculo de punto pedido y cantidad a pedir. ........................ 69
Tabla 6: Ejemplo de hoja .................................................................................... 74
Tabla 7: Ejemplo de hoja identificativa del material de cada lechera ................... 77
Tabla 8: Ahorro anual estimado por el nuevo sistema en MOI y gestin. ............ 86
Tabla 9: Ahorro anual estimado por el nuevo sistema en MOD .......................... 88
Tabla 10: Ahorro anual financiero estimado por el nuevo sistema ....................... 89
Tabla 11: Resumen del ahorro total obtenido con el nuevo sistema de gestin .... 90
Tabla 12: Clculo de la productividad general y de MOD. .................................. 93
Tabla 13: Resumen del ahorro obtenido con el nuevo sistema. ............................ 94
Tabla 14: Tabla descriptiva de la clula y proceso de aislamiento. .................... 103
Tabla 15: Medicin de los tiempos reales de trabajo ......................................... 109
Tabla 16: Resumen de tiempos totales y media ................................................. 110
Tabla 17: Problemas identificados en la clula de aislamiento .......................... 119
Tabla 18: Identificacin de aspectos descriptivos afectados por los problemas. . 120
Tabla 19: Estimacin de distancias y tiempos de los recorridos. ....................... 124
Tabla 20: Resumen de los costes producidos por ineficiencia. .......................... 126
Tabla 21: Identificacin de objetivos en funcin de las soluciones propuestas .. 127
Tabla 22: Ejemplo de posible pizarra organizativa del trabajo .......................... 134
-
7
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Tabla 23: Coste total de la propuesta. ............................................................... 138
Tabla 24: Comparativa de los costes. Actuales vs Previstos .............................. 146
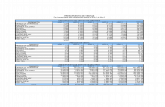
Tabla 25: Flujos de caja futuros ........................................................................ 147
Tabla 26: Clculo de la productividad general y de MOD. ................................ 151
Tabla 27: Resumen del ahorro obtenido con el nuevo sistema. .......................... 152
Tabla 28: Tabla resumen de los principales problemas ..................................... 154
Tabla 29: Ahorro total estimado con las acciones correctoras ........................... 157
Tabla 30: Flujos de caja futuros ........................................................................ 158
NDICE DE ILUSTRACIONES:
Ilustracin 1: Entrada principal a la fbrica ......................................................... 18
Ilustracin 2: vista area de la fbrica ................................................................. 19
Ilustracin 3: Sistema de etiquetado de los componentes. ................................... 46
Ilustracin 4: Estado previo del almacn general. ............................................... 47
Ilustracin 5: Almacn propio de la clula de montaje de moto-ventiladores. ..... 48
Ilustracin 6: Ejemplo de tarjeta Kanban ............................................................ 57
Ilustracin 7: Ejemplo de estructura de una mquina de expansin ..................... 59
Ilustracin 8: Ejemplo de una de las lecheras. ..................................................... 62
Ilustracin 9: Tarjetas 1 y 2 de los componentes en Tienda ................................. 70
Ilustracin 10: Tarjetas 1 y 2 de los componentes de las lecheras. ....................... 71
Ilustracin 11: Mquina para realizar las etiquetas Kanban. ................................ 71
Ilustracin 12: Ejemplo de la identificacin de Pasillos y numeracin de baldas. 73
Ilustracin 13: Zona de espera de materiales. ...................................................... 73
Ilustracin 14: Ejemplo de material ubicado en el Altillo .................................... 75
Ilustracin 15: Ejemplo del funcionamiento del sistema Kanban ........................ 75
-
8
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Ilustracin 16: Buzn de pedidos a emitir y recibir ............................................. 76
Ilustracin 18: Lechera de la clula de montaje de mquinas. ............................. 79
Ilustracin 17: Lechera de la clula de montaje de climatizadores. ...................... 79
Ilustracin 19: Sistema ptico de lectura de cdigos de barras. ........................... 80
Ilustracin 20: Estanteras con material tipo Almacn. ........................................ 82
Ilustracin 21: Estanteras con material tipo Almacn. ........................................ 82
Ilustracin 22: Ejemplo de la estructura de una mquina. .................................... 98
Ilustracin 23: Operarios realizando el corte del aislante .................................. 101
Ilustracin 24: Ejemplo de hoja de corte ........................................................... 102
Ilustracin 25: Aislante normalmente utilizado (lana de roca) ........................... 104
Ilustracin 26: Ejemplo de panel a aislar en la clula ........................................ 104
Ilustracin 27: Ejemplo de chapas cierre o chapas sndwich. ............................ 104
Ilustracin 28: Almacn en chaperos y zona de carros en espera. ...................... 107
Ilustracin 29: Almacn del material aislante. ................................................... 107
Ilustracin 30: Identificacin de los paneles en el canto y en el interior. ........... 114
Ilustracin 31: buzn de pedidos ...................................................................... 115
Ilustracin 32: Almacn de chapa semi-elaborada. ............................................ 116
Ilustracin 33: Diferenciacin de las herramientas ............................................ 117
Ilustracin 34: Desperdicio del aislante ............................................................ 118
Ilustracin 35: Mquina R-700. Cortadora vertical de bloques PU .................... 129
Ilustracin 36: Ejemplo de la identificacin de los carros. ................................ 132
Ilustracin 35: Mquina R-700. Cortadora vertical de bloques PU .................... 155
-
9
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
PARTE I ASPECTOS
FORMALES
-
10
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
1.1 INTRODUCCIN
La posibilidad de realizar un proyecto de final de carrera supone la aplicacin y
demostracin de los conceptos adquiridos a lo largo de la carrera universitaria.
Supone, en definitiva, la primera toma de contacto con el mundo laboral como
ingeniero.
Este proyecto se ha realizado en colaboracin con Termoven, una de las empresas
lderes en el sector de la climatizacin. Como su propio nombre indica, el
proyecto ha consistido en el anlisis y estudio de los procesos de produccin de
una empresa, diseo de las acciones correctoras pertinentes, implantacin de
stas, y anlisis econmico de las mejoras obtenidas con las acciones correctoras.
Es un proyecto enormemente prctico. Partiendo de una situacin real, y
trabajando en todo momento a pie de fbrica, se han conseguido ir implantando
unas mejoras que a la vista de los resultados y conclusiones finales han sido
enormemente valiosas.
Para la realizacin de este proyecto, se han aplicado principalmente los
conocimientos adquiridos en la asignatura de Organizacin y planificacin de la
produccin, de quinto curso de Ingeniera Industrial (ICAI), adems de toda la
capacidad analtica desarrollada a lo largo de los cinco cursos.
-
11
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
1.2 MOTIVACIN DEL PROYECTO
La motivacin principal de este proyecto fue la posibilidad de aplicar los
conocimientos adquiridos durante la carrera a una situacin real, en la que algo
tan importante como el proyecto de final de carrera sirviera para resolver los
problemas actuales de una empresa.
Se tuvo la oportunidad de comenzar el proyecto desde cero en la propia empresa y
ser uno de los principales encargados del anlisis y reestructuracin del proceso,
trabajando siempre en colaboracin con el departamento de I+D+i de la empresa
(Investigacin, desarrollo e innovacin).
Una de las dificultades del proyecto radica en que la produccin de esta empresa
se realiza bajo pedido, sin periodicidad media establecida y sin produccin para
stock, siendo lotes unitarios y distintos para cada cliente, por lo que es necesaria
una perfecta estructuracin y organizacin de los recorridos tanto de los
materiales como del personal por la planta para evitar las ineficiencias y prdidas
de tiempo.
Otra de las motivaciones para la realizacin de este proyecto supuso el contar con
la ayuda y respaldo de dos ingenieros industriales expertos en la organizacin
industrial: Francisco Mazaras, Ingeniero jefe del departamento de I+D+i de
Termoven y Susana Ortiz, profesora y directora de proyectos en la escuela tcnica
superior de ingeniera de la Universidad Pontificia de Comillas (ICAI). La
consecucin de este proyecto ha sido en gran parte gracias a la direccin y ayuda
de ambos, suponiendo un continuo aprendizaje y formacin personal.
-
12
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
La satisfaccin personal al resolver los problemas reales de la empresa, ha sido
constante y ha supuesto en los momentos ms complicados la motivacin
necesaria para continuar el estudio.
Se pretende con este proyecto poner el punto final a una larga y exigente carrera
universitaria, y comenzar con ganas y entusiasmo la carrera profesional.
1.3 OBJETIVOS
Dentro de los objetivos que se perseguan con este estudio, se pueden diferenciar
los objetivos personales de los objetivos propios del proyecto. Como parte del
ciclo formativo en el que todava se engloba el proyecto, era imprescindible
adquirir conocimientos y desarrollar ciertas capacidades necesarias para el
anlisis y reestructuracin del proceso.
1.3.1 OBJETIVOS PERSONALES
Para solucionar los problemas de la empresa, era imprescindible el perfecto
conocimiento del proceso productivo. No bastaba con tener una visin general, el
objetivo era comprender y saber gestionar a la perfeccin los aspectos clave de
todo proceso: Layout, nmero de operarios, maquinaria necesaria, recorrido de los
materiales, tiempos de trabajo, etc.
Por los requerimientos del proyecto era necesario adquirir una gran capacidad
analtica y de identificacin de las ineficiencias del proceso. Se saba que haba
multitud de problemas, y que las cosas no funcionaban como deban funcionar,
pero no siempre el origen del fallo es detectable a primera vista. El desarrollo de
-
13
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
esta capacidad analtica era otro de los objetivos principales a nivel personal del
proyecto.
Una vez identificadas las ineficiencias ha sido necesaria una capacidad resolutiva
y enormemente prctica para saber cmo solucionar los problemas y disear las
acciones correctoras necesarias.
Mejorar el proceso productivo era la meta de este proyecto, pero una vez
implantadas las acciones correctoras es imprescindible hacer un balance final y
saber realizar una valoracin econmica de las mejoras obtenidas. El saber
realizar un anlisis econmico, viniendo de una carrera tcnica, supona una de
las partes ms complicadas del proyecto y por eso supuso desde el principio otro
de los objetivos principales a nivel personal.
Por ltimo supona la primera experiencia en el mundo laboral como ingeniero, se
ha trabajado constantemente en equipo y la gran adaptacin a un entorno de
trabajo en grupo ha sido una de las claves del xito.
1.3.2 OBJETIVOS PROPIOS DEL PROYECTO
Los objetivos propios del proyecto son los que buscaba Termoven como empresa.
El proyecto se ha considerado en todo momento como un proyecto interno,
desarrollado por el departamento de I+D+i de Termoven.
Debido a la falta de una metodologa de trabajo slida, se haban ido arrastrando
en la empresa manas, y formas de trabajo incorrectas, que generaban
ineficiencias en el proceso. Nunca nadie se haba parado a estudiarlas o intentar
reducirlas y stas generaban problemas difcilmente solucionables sin un proyecto
de estas caractersticas.
-
14
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Uno de los principales objetivos de la empresa era la reduccin de costes
innecesarios generados principalmente por un ineficaz sistema de gestin de
materiales. El no tener un sistema robusto supona incurrir en gastos por el
almacenamiento, durante largos periodos de tiempo, de material inservible, o
duplicidad a la hora de realizar los pedidos a proveedores.
Otro de los objetivos era reducir los plazos de entrega a clientes, ya que muchas
veces se incumplan y deterioraba la imagen de Termoven.
Todos estos objetivos estn directamente enfocados a conseguir un inventario
continuo en el que se pueda conocer el valor del material en la fbrica con una
actualizacin permanente.
1.4 METODOLOGA DE TRABAJO
Todo el trabajo realizado ha seguido siempre la misma estructura, planteada
cuidadosamente al principio de este proyecto:
1. Estudio del proceso previo de fabricacin.
2. Anlisis del proceso previo de fabricacin.
3. Propuesta de mejoras.
4. Puesta en prctica de las acciones correctoras ideadas.
5. Valoracin econmica de las mejoras obtenidas.
Para poder mejorar un proceso es imprescindible conocer cmo funciona en las
condiciones normales, entender cada parte del proceso y su funcionamiento
general. La primera parte: Estudio del proceso previo de fabricacin, comprenda
actividades tales como la observacin de la metodologa de trabajo, medicin de
-
15
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
tiempos de trabajo reales, representacin de los recorridos de los materiales,
layout en planta y flujogramas explicativos de todo el proceso
La segunda parte: Anlisis del proceso previo de fabricacin, supona el estudio
exhaustivo de toda la informacin recopilada en la primera parte, identificando las
ineficiencias y los problemas del proceso.
La tercera parte: Propuesta de mejoras, es una de las ms importantes ya que
supone la planificacin y diseo de las acciones correctoras y de los nuevos
sistemas de gestin que en se van a implantar. Es una parte crtica ya que tienes
que pensar en el funcionamiento futuro del sistema y evitar de antemano posibles
ineficiencias.
La cuarta parte, que comprende el objetivo principal del proyecto es la puesta en
prctica de las acciones correctoras. Una vez planificadas las potenciales mejoras
hay que ponerlas en prctica y cambiar todo el proceso adecundolo al nuevo
planteamiento.
Por ltimo despus de la implantacin viene la valoracin econmica de las
mejoras obtenidas. Es importante conocer como de eficientes han sido los
cambios y si los objetivos buscados han sido conseguidos y en qu medida.
El trabajo realizado ha sido un trabajo a pie de fbrica. Al ser un estudio
prctico era imprescindible estar en contacto permanente con el proceso y
observar en detalle su funcionamiento.
-
16
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
1.5 RECURSOS EMPLEADOS
Los recursos de los que se ha dispuesto para la elaboracin de este proyecto han
sido principalmente informticos.
Tanto la elaboracin del presente documento, como la de los documentos internos
de la empresa ha sido a travs de Microsoft Office:
Microsoft Power Point: para la elaboracin de flujogramas, Layouts y presentaciones.
Microsoft Excel: para la elaboracin de tablas de medicin de tiempos, grficas y tablas explicativas.
Microsoft Word: para la redaccin de documentos escritos.
Tambin se han realizado mapas y planos con el programa de diseo Autocad y
explicaciones grficas con el programa Free Hand.
Por ltimo se ha contado tambin con acceso a toda la documentacin interna de
Termoven, tanto de catlogos oficiales como de documentacin privada de la
empresa.
-
17
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
PARTE II ENTORNO DE
IMPLANTACIN DEL
PROYECTO
-
18
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
2.1 PRESENTACIN DE LA EMPRESA: TERMOVEN
En este captulo se hace una presentacin general a modo de introduccin de la
empresa en la que se ha llevado a cabo el desarrollo de este proyecto.
El origen de Termoven se remonta al ao
1979, ao en el que su presidente, Francisco
Mrquez Aguado, puso en marcha este
proyecto industrial, que comenz su andadura
como empresa dedicada a la distribucin de
productos de climatizacin.
Tras un rpido crecimiento se decidi iniciar la
fabricacin de unidades de tratamiento de aire y ventilacin.
Hace poco tiempo y tras veinticinco aos colaborando juntos, tuvo lugar la fusin
por absorcin de la empresa fabricante de fan-coils, Tcnica de Fancoils S.L.
Durante estos treinta aos, Francisco Mrquez ha ido incorporado al accionariado
de Termoven a sus ms firmes colaboradores. El resultado de esta poltica es que
todos los accionistas de la empresa son profesionales del sector, y todo su capital
espaol, fabricando todos sus productos en territorio nacional.
Hoy en da Termoven es una empresa lder en su sector, diseando, fabricando y
comercializando todos sus productos de equipamiento para la climatizacin y
ventilacin.
Ilustracin 1: Entrada principal a la
fbrica
-
19
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
En sus modernas instalaciones ubicadas en Campo Real (Madrid), el
departamento de I+D+i, trabaja para la mejora continua de sus productos as como
en el desarrollo de nuevos equipos.
Por todo ello, Termoven se consolida actualmente como una gran compaa en
vanguardia del sector industrial, formada por un equipo humano altamente
profesional, cualificado y comprometido, siendo uno de sus principales objetivos
conseguir la satisfaccin total del cliente.
Termoven factura anualmente entre 10 y 14 millones de euros y cuenta con una
plantilla de 106 empleados fijos, 72 de los cuales trabajan en la fbrica (operarios)
y 34 en las oficinas distribuidos en los distintos departamentos. En pocas de gran
carga de trabajo se suelen contratar operarios segn la necesidad.
En la figura 1 se esquematiza la actividad empresarial de Termoven. sta consiste
en la transformacin de unas materias primas (inputs), los distintos productos que
ofrece a sus clientes. La empresa crea gran valor tanto en su proceso productivo
como administrativo.
Ilustracin 2: vista area de la fbrica
-
20
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
MATERIA PRIMA
ELABORACINDOCUMENTACIN
INPUTS
PLANIFICACINOPERATIVA
AISLAMIENTOMECANIZADO
Chapa Cableado Compresores
ADMINISTRACIN
PRODUCCIN
Planos Hoja de corte Cableado
Fechas Materiales Operarios
MONTAJESOLDADURA
COMPROBACIN CALIDAD
FAN COILSCLIMATIZADORES
OUTPUTS
UNIDADES DE EXPANSIN
Figura 1: Esquema representativo de la actividad empresarial de Termoven
-
21
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
2.2 ACTIVIDAD PRINCIPAL
En la fbrica de Termoven situada en Campo Real se desarrolla el proceso
productivo completo para la fabricacin y venta de aparatos de calefaccin y aire
acondicionado.
Sus climatizadores y fan-coils, se sitan en los ms altos niveles de calidad y
prestaciones del mercado, por lo que la empresa est reconocida como una de las
primeras marcas del sector de unidades de tratamiento de aire.
En el sector normalmente se denomina la actividad como HVAC (Heat,
Ventilation and Air Conditioning)
2.2.1 ACONDICIONAMIENTO DEL AIRE
Este trmino se refiere al proceso en el cual se toma aire de un ambiente o del
exterior y, mediante una combinacin de diferentes procesos, se logra introducir a
otra estancia una cantidad determinada de aire con caractersticas controladas.
Estos procesos involucran operaciones de:
Humidificacin Des-humidificacin Enfriamiento Calefaccin Filtrado para una clasificacin del rea
Entre los sistemas de acondicionamiento se encuentran los autnomos y los
centralizados. Los primeros producen el calor o el fro y tratan el aire, ya sea total
o parcialmente. Los segundos tienen acondicionadores que solamente tratan el
aire y obtienen la energa trmica de un sistema centralizado. En este ltimo caso,
-
22
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
la produccin de calor suele confiarse a calderas que funcionan con combustibles.
Por el contrario, la produccin de fro se confa a mquinas frigorficas, que
funcionan por compresin o por absorcin y llevan el fro producido mediante
sistemas de refrigeracin.
Figura 2 Esquema representativo de un sistema de refrigeracin.
Fuente: Documentacin interna de Termoven
El acondicionador de aire o clima toma aire del interior de una recmara, pasando
por tubos que estn a baja temperatura. stos se enfran por medio de un lquido
que, a su vez, se enfra por medio de un condensador. Parte del aire se devuelve a
una temperatura menor y parte sale expulsada por el panel trasero del aparato. El
termmetro est situado en el panel frontal para que cuando pase el aire calcule la
temperatura a la que est el ambiente dentro de la recmara, regulando as las
condiciones de trabajo del compresor y el condensador.
-
23
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
El acondicionamiento de aire consiste, por tanto, en regular las condiciones de
temperatura (calefaccin o refrigeracin), humedad, limpieza (renovacin y
filtrado) y el movimiento del aire dentro de los locales.
2.2.2 CLIMATIZACIN
La climatizacin se refiere al proceso de tratamiento de aire en el que no se
modifica la humedad y nicamente se interviene en la temperatura.
Los primeros parmetros que se deben fijar en una instalacin de climatizacin
son las condiciones trmicas interiores, siempre en funcin del objetivo que se
pretende conseguir (confort, condiciones industriales, etc.), y de las actividades
que se vayan a desarrollar en el local.
Es por ello necesario conocer con cierta profundidad las reacciones de las
personas en diferentes ambientes trmicos, y las formas bajo las cuales se
intercambia calor, para as finalmente poder definir unas condiciones ptimas
interiores.
Dentro de la climatizacin pueden distinguirse los procesos de refrigeracin y
calefaccin.
Refrigeracin:
La refrigeracin es el proceso de reduccin y mantenimiento de la temperatura (a
un valor menor que la del medio exterior) de un objeto o espacio. La reduccin de
temperatura se realiza extrayendo energa del cuerpo, generalmente reduciendo su
energa trmica, lo que contribuye a reducir su temperatura.
-
24
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
El proceso implica transferir la energa del cuerpo que se pretende enfriar a otro,
aprovechando sus propiedades termodinmicas. La temperatura es el reflejo de la
cantidad o nivel de energa que posee el cuerpo, ya que el fro propiamente no
existe, los cuerpos slo tienen ms o menos energa trmica.
De esta manera, enfriar supone una retirada de energa (calor) y no con una
"produccin de fro".
Los mtodos ms frecuentes de refrigeracin son la compresin de vapor, la
absorcin y la adsorcin, los ciclos de gas y la refrigeracin termoelctrica.
Calefaccin:
La calefaccin es una forma de climatizacin que consiste en satisfacer el
equilibrio trmico cuando existe una prdida corporal de calor, disipada hacia el
exterior, mediante un aporte calrico que permite una temperatura ambiente
confortable. Estos sistemas son destinados a climatizar, mayormente en invierno,
los ambientes interiores de los edificios, casas, locales comerciales, etc.
2.3 PRINCIPALES PRODUCTOS
Dentro de las instalaciones de la empresa se realiza todo el proceso de fabricacin
de cada producto desde el clculo y el diseo a la fabricacin de todos los
componentes, clasificados en cinco categoras distintas.
-
25
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
2.3.1 UNIDADES FAN-COILS Y UNIDADES CASSETTE
El fan-coil es un paso importante hacia el ahorro de energa en la climatizacin,
puesto que permite una climatizacin individual y flexible por zonas y con
presupuestos de montaje, servicio y mantenimiento reducidos.
Los fan-coils son pequeas unidades de tratamiento de aire, destinadas a filtrar y
enfriar o calentar ambientes, facilitando la recirculacin del aire tratado. Se ubican
dentro o muy prximos al local a climatizar.
Para cubrir sus amplias posibilidades de trabajo, hay al menos tres versiones
diferentes por tamao, y cada una de ellas con velocidades distintas. Junto con la
gran diversidad de temperaturas de suministro del agente trmico, son muy
apropiados para la climatizacin de hoteles, oficinas, comercios, hospitales,
residencias, etc.
Las instalaciones de climatizacin por fan-coils, adems de su gran flexibilidad de
funcionamiento y control individualizado, representan unos reducidos costes de
inversin y utilizacin en comparacin con otros sistemas.
Las lneas de fan coils diseadas en la empresa son principalmente las siguientes:
Fan Coils FLS: Este tipo de unidades tienen el mnimo nivel sonoro
certificado. Tienen ventiladores con seis velocidades disponibles y con
disponibilidad de control y proteccin de bateras elctricas.
Fan Coils CF: Unidades fan-coils tipo apartamento. Completa
disponibilidad de gama de termostatos y controles hidrulicos. Tienen
ventiladores con tres velocidades y con disponibilidad de control y
proteccin de bateras elctricas.
-
26
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Fan Coils FCS: Unidades fan-coils tipo cassette. Poseen motores de tres
velocidades. La integracin se realiza en placas de falso techo estndar.
Incluyen bomba de condensados y completa disponibilidad de gama de
termostatos y controles hidrulicos.
Fan Coils CHW: Unidades climatizadores auto portantes, para caudales
estndar.
2.3.2 UNIDADES CLIMATIZADORAS
Los sistemas de climatizacin estn diseados para su uso en grandes superficies,
como edificios de oficinas, empresas, hoteles o grandes almacenes. La flexibilidad
de estos sistemas permite que se adapten a mltiples tipos de instalacin, siendo
posible conectar hasta 32 unidades interiores en un solo sistema de tubera
frigorfica.
Una unidad manejadora de aire o climatizador es un aparato de
acondicionamiento de aire que se ocupa de mantener caudales de aire sometidos a
un rgimen de temperatura preestablecida. Tambin se encarga de mantener la
humedad dentro de valores apropiados, as como de filtrar el aire.
Figura 3: De izquierda a derecha: FLS, CF, FCS y CHW.
Fuente: Documento interno de Termoven
-
27
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Por s mismos no producen calor ni fro; este aporte les llega de fuentes externas
(calderas o mquinas frigorficas) por tuberas de agua o gas refrigerante.
Tambin puede haber un aporte de calor mediante resistencias elctricas de apoyo.
Los climatizadores constan de una entrada de aire exterior, un filtro, un
ventilador, uno o dos intercambiadores de fro o calor, un separador de gotas (para
verano) y un humidificador (para invierno).
Dentro de los climatizadores diseados y fabricados se pueden encontrar las
siguientes series:
Climatizadores Gama Confort: Se trata de unidades de tratamiento de
aire cuyo dimensionado es a medida de la instalacin y estn diseadas
para su montaje en falso techo, con poca superficie disponible o para aires
higinicos. Se pueden distinguir, tal y como se muestra en las siguientes
figuras, varias lneas de producto.
Figura 4: Climatizadores gama confort serie CLA, BSA, VTA e Higinicos (de izquierda a
derecha).
Fuente: Documento interno de Termoven
Climatizadores Industriales: Se trata de unidades de tratamiento de aire
cuyo dimensionado es a medida de la instalacin y estn diseadas para su
-
28
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
montaje en barcos, quirfanos, laboratorios y hospitales, o instalaciones
industriales que requieren doble capa y rotura de puente trmico. Se
distinguen, tal y como se muestra en las siguientes figuras varias lneas de
producto.
Figura 5: Climatizadores industriales serie barcos, polister o doble capa (de izquierda a
derecha).
Fuente: Documento interno de Termoven
2.3.3 UNIDADES DE VENTILACIN, REGENERACIN Y
AEROREFRIGERADORES
Unidades de ventilacin TV-TB: Dentro del campo de la ventilacin, se disea
una amplia gama de unidades que pueden ser utilizadas tanto en la ventilacin
como en la extraccin de aire de locales. Dichas unidades se han clasificado en
dos tipos diferenciados: unidades con envolvente y sin envolvente (grupos moto
ventiladores).
Los caudales indicados en cada uno de los diferentes tipos de unidades, dentro de
la gama de transmisin por correas y poleas, han sido seleccionados de acuerdo
con la aplicacin a los que estn destinados. Basndose en la velocidad de salida
del aire en la boca del ventilador, se han dividido en tres grupos: Silenciosos;
hasta 9 m/sg. Estndar; hasta 12 m/sg e Industriales; hasta 15 m/sg.
-
29
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Recuperador RET: o recuperador de flujo cruzado (Figura 7). Se trata de
recuperadores de calor concebidos para conseguir ahorro de energa mediante la
recuperacin del calor del aire expulsado de los locales interiores.
Figura 6: Unidades de ventilacin TV-TB y sus posibles configuraciones.
Fuente: Documento interno de Termoven
Figura 7: Recuperador de flujo cruzado serie RET.
Fuente: Documento interno de Termoven
-
30
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Aerorefrigeradores ART: Los aerorefrigeradores pueden ser empleados para
muy diversos procesos de enfriamiento. Debido a su escaso mantenimiento y a su
nulo consumo de agua, representan una muy interesante alternativa a las torres de
refrigeracin. La serie ART engloba aerorefrigerantes de lquido con un
dimensionamiento a medida de la instalacin y una estructura fabricada en perfil
de aluminio.
2.3.4 UNIDADES DE EXPANSIN DIRECTA
Las unidades de expansin directa se basan en un mtodo mediante el cual el flujo
msico de refrigerante suministrado al evaporador est limitado a la cantidad que
pueda ser completamente vaporizado en su recorrido hasta el extremo final del
evaporador, de tal manera que slo llegue vapor a la lnea de succin del
compresor. Estos evaporadores son los ms comunes en sistemas frigorficos, y
son ampliamente utilizados en sistemas de aire acondicionado, refrigeracin de
media y baja temperatura.
Dentro de las unidades de expansin directa se distinguen:
Enfriadoras axiales: Existen diferentes modelos dependiendo del tipo de
ventilador axial, ya sean bsicos o de tecnologas como EC de Alta
eficiencia. Algunos de estos productos constan de vlvulas de expansin
electrnica y volmenes de refrigeracin variables.
Enfriadoras centrfugas: Estas unidades incorporan los apoyos
tecnolgicos ms avanzados del sector, incorporando componentes de alta
eficiencia y un perfecto diseo, ofreciendo la mxima garanta de
funcionamiento y fiabilidad en todos los climas y condiciones.
-
31
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Enfriadoras de Tornillo: Enfriadoras de agua condensada por aire, que
constan de ventiladores axiales y compresores semi-hermticos de tornillo
134A.
Enfriadoras agua-agua: Por ltimo, este tipo de enfriadoras son de agua
condensada por agua. Tambin tienen compresores semi-hermticos de
tornillo 134A.
Roof Top Basic, TAC y Efiter: Las unidades Roof Top son la solucin
ideal para supermercados, almacenes, cines, fbricas, recepciones de hotel,
etc. Desarrollan una alta eficiencia energtica con un reducido consumo,
adems de tener una fcil instalacin y mantenimiento. Dentro de esta
lnea de productos se pueden encontrar numerosos especificaciones, que
hacen que cada unidad sea diferente de las otras.
Figura 8: Enfriadora axial, centrfuga, tornillo y agua-agua (de izquierda a derecha).
Fuente: Documento interno de Termoven
Figura 9: Roof top basic, TAC y Efiter (de izquierda a derecha).
Fuente: Documento interno de Termoven
-
32
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Autnomos (comerciales): Se trata de equipos autnomos de frio y bomba de calor, compactos horizontales, verticales, axiales y condensados por agua.
Figura 10: Series Horizontales, verticales, axiales y condensadas por agua (de izquierda a
derecha). Fuente: Documento interno de Termoven
2.3.5 SISTEMAS DE CONTROL
Por ltimo, se puede encontrar entre la gama de productos el estudio, diseo y
fabricacin de sistemas a medida de las necesidades del cliente.
Todas las unidades fabricadas disponen de la posibilidad de incorporar los
elementos de campo, control y fuerza que permitan el control y gestin de la
totalidad del sistema de climatizacin as como la interconexin elctrica de los
distintos componentes.
Entre las soluciones para la tele gestin y comunicacin se ofrece:
Sistemas de gestin integral HVAC
Sistemas de comunicacin y protocolos
Sistemas de control con posibilidad de distintos tipos de interface humano
-
33
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
2.4 PROCESOS
En este proyecto se va a realizar el anlisis del sistema productivo de una
empresa. La principal zona de actuacin del estudio ser el sistema de gestin de
materiales tanto a nivel externo (pedidos y compras) como a nivel interno
(almacn en fbrica). Posteriormente se mejorar tambin el centro de trabajo ms
catico hasta el momento: la clula de trabajo de aislamiento.
Figura 11: Flujograma representativo del proceso general.
Fuente: Elaboracin propia
ENTRADA PEDIDO
RECEPCIN
DPTO. COMERCIAL
ACEPTACIN DE RIESGO
DPTO. FINANCIERO
RECHAZO PEDIDO
DPTO. COMERCIAL
PLANIFICACIN SUMINISTRO
DPTO. COMPRAS
PLANIFICACIN CAPACIDAD
DPTO. PRODUCCIN
INFORME A CLIENTE FECHAS DISPONIBLES
DPTO. COMERCIAL
ACEPTACIN DE PLAZOS POR PARTE DEL CLIENTE
RECHAZO PEDIDO
DPTO. COMERCIAL
LANZAMIENTO DOCUMENTACIN
ADMINISTRATIVA- TCNICA CIAL.
NO SI
NO SI
ACEPTACIN PRODUCTO
ENVIO A CLIENTE
PRODUCCIN
DPTO. PRODUCCIN
NO SI
MODIFICACIN DOCUMENTOS
DPTO. PRODUCCIN
-
34
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Como se observa en la figura 11, antes de la fabricacin de un equipo, todos los
pedidos siguen un proceso administrativo y financiero, en los que se realiza la
planificacin de la capacidad operativa, y el estudio de los riesgos financieros del
cliente. El proceso productivo en s, comienza tras la elaboracin de la
documentacin tcnica necesaria para la fabricacin de los equipos, y acaba con la
revisin del producto y los test de calidad pertinentes.
2.4.1 CLULAS DE TRABAJO
El Layout en planta est organizado en clulas de trabajo. Cada clula tiene una
funcin determinada y estn divididas en funcin tanto de maquinaria empleada,
como de equipos fabricados.
Cada clula de trabajo (salvo la de aislamiento) tiene unos operarios asignados y
un jefe de equipo
Las distintas clulas de trabajo de la fbrica son:
Mecanizado: se realiza el corte y taladro de la chapa virgen y los paneles
y se enva a la clula de aislamiento. Estos paneles confeccionarn luego
la estructura de los equipos.
Aislamiento: Se aslan uno a uno todos los paneles con los distintos
materiales.
Clulas de montaje: Se montan y ensamblan todas las piezas propias de
cada mquina y sus circuitos de refrigeracin internos, distinguiendo entre:
Mquinas
Fancoils
Moto-ventiladores
Fancoils: Estos equipos se consideran distintos del resto y se montan
ntegramente en esta clula. Se realiza todo el proceso de fabricacin de
los fancoils, desde aislamiento, hasta pruebas finales.
-
35
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Soldadura: Se sueldan todas las piezas necesarias para las estructuras de
los equipos.
A parte de estas clulas de trabajo se encuentran las zonas de almacn
distinguiendo entre:
Almacn de chapa
Almacn de fancoils
Almacn de chapa semi-elaborada.
2.5 ORGANIZACIN EN PLANTA
2.5.1 LAYOUT GENERAL
La organizacin en planta de la fbrica antes de la reestructuracin de procesos y
mejoras implantadas era la siguiente:
Figura 12: Layout general en planta
MECANIZADO
SOLDADURA
BASTIDORESMONTAJEMOTO /
VENTILADORES
RECEPCIN DE MATERIALES
MONTAJE
CLIMATIZADORES
AISLAMIENTO
MONTAJE MAQUINAS
ALMACEN FANCOILS
FANCOILS
ALMACN GENERAL
ALMACENMOTO /
VENTILADORES
ALMACN CHAPA
FLS
ZONAPRUEBAS
ALMACENCHAPA
CHAPA SEMIELABORADA
-
36
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
La fbrica est organizada en centros de trabajo. Los principales centros son:
Montaje de climatizadores: Se realiza el montaje y acoplamiento de
todos los componentes que forman los distintos tipos de climatizadores.
Fancoils: Se realizan todas las actividades necesarias para la fabricacin y
montaje de Fancoils, desde el aislamiento hasta la comprobacin de los
productos terminados en una pequea zona de prueba.
Mecanizado: es el centro de trabajo en el que se encuentran todas las
mquinas necesarias para cortar, plegar y perforar la chapa.
Soldadura: Se sueldan piezas (comunes a todos los otros centros) que no
pueden ir atornilladas o remachadas.
Montaje de mquinas: Se realiza el montaje y acoplamiento de todos los
componentes que conforman los distintos tipos de mquinas.
-
37
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
PARTE III GESTIN DE
MATERIALES
-
38
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.1 INTRODUCCIN
La gestin de los materiales y componentes necesarios para la fabricacin es una
de las partes ms importantes en todo proceso productivo. Desde la realizacin del
pedido a los distintos proveedores, hasta su consumo en planta, los materiales
siguen un recorrido interno del que en gran medida depende la eficiencia del
proceso.
En la planificacin de este proyecto, la revisin del procedimiento actual y su
mejora fue uno de los puntos de partida, ya que la ausencia de un protocolo slido
dificultaba las tareas de inventario y el control permanente del material
consumido en planta.
Todo el material utilizado en la fbrica decidi clasificarse en grupos atendiendo a
sus requerimientos de consumo y en base a su tamao, distinguindose tres grupos
distintos: Material Tienda, Material Almacn y Material Bajo Pedido.
En material tipo Tienda se agrup todo aquel material de consumo estndar
habitual y de tamao pequeo (manipulable con facilidad por un solo operario, y
clasificable en estanteras). Ejemplo: tornillos, tuercas, recambios de silicona, etc.
Los materiales gestionados por Almacn corresponden a aquellos materiales de
tamao muy superior al material tipo tienda (no manipulables por un solo
operario) y relativamente estndares en distintos productos. Ejemplo: compresores
estndar, bateras de mquinas y fan-coils, etc.
Dentro del material Bajo pedido se encuentran todos los componentes con
caractersticas muy especficas para cada mquina. Los pedidos a proveedores se
realizan en lotes unitarios y en todo momento los componentes estn asignados al
-
39
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
pedido del cliente en concreto. Los plazos de fabricacin dependen de la
disponibilidad de estos materiales. Ejemplo: vlvulas muy concretas, motores
especficos, etc.
3.2 SITUACIN PREVIA A LAS MEJORAS
La gestin de materiales en la fbrica se realizaba en funcin de las necesidades
concretas de fabricacin. No haba ningn tipo de gestin o previsin de stock. La
falta de materiales se identificaba en el momento de su necesidad y hasta entonces
se utilizaba el stock remanente de antiguos pedidos realizados sin ningn tipo de
control de punto de pedido, cantidad necesaria o plazos de entrega, generando en
la fbrica descontrol y desaprovechamiento de materiales y tiempo.
Los materiales que se iban consumiendo no se descontaban o anotaban de ninguna
forma establecida. El responsable de almacn anotaba los componentes que iba
distribuyendo a modo informativo en una hoja, sin ninguna utilidad ni anlisis
posterior. Esto imposibilitaba calcular el valor de materiales en stock y haca
impredecibles los consumos habituales. Aunque parezca increble, se desconoca
el coste real de los equipos fabricados y tan solo se tena una idea aproximada.
En las distintas clulas de montaje (centros de trabajo en los que se ensamblan y
acoplan los diferentes componentes de los equipos) haba un pequeo almacn
propio en el que se encontraban normalmente los componentes caractersticos y
ms utilizados para cada clula. Desde muchas de las clulas de trabajo se peda
material directamente a los proveedores cuando se consideraba oportuno y sin
pedir autorizacin al responsable de produccin ni departamento de compras.
-
40
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Se dispona tambin de un almacn general en el que se guardaba material comn
a todas las clulas de trabajo. En este almacn haba un responsable encargado del
orden y control relativo del material y de suministrar componentes a las clulas
cuando estas lo demandasen. Entre sus funciones se encontraba tambin la de
informar al departamento de compras de la necesidad de realizar pedidos de
material comn a todas las clulas, cuando ste consideraba oportuno segn su
criterio y sin consultar tampoco al responsable de produccin.
En todos los lugares de almacenaje se encontraban materiales en uso y obsoletos.
Por la falta de un sistema de gestin de materiales a la hora de realizar un pedido,
normalmente se peda en exceso para cubrirse y no paralizar la fabricacin, sin
conocer realmente las cantidades necesarias. Esto llevaba al almacenaje
innecesario de material antiguo, incurriendo en costes que encarecan y
entorpecan los procesos.
Para la identificacin de los componentes no se contaba con un sistema de
codificacin predeterminado. Por comodidad y para evitar el cambiar toda la
informacin relativa a los pedidos, a nivel interno se utilizaba el mismo cdigo y
descripcin para tratar componentes distintos, originando enorme confusin y
desorganizacin.
-
41
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.2.1 TABLA DESCRIPTIVA DEL PROCESO
En la siguiente tabla se resume la situacin previa a la implantacin de mejoras en
el sistema de gestin de materiales:
PROCESO: GESTIN DE MATERIALES
ZONAS DE ALMACENAMIENTO:
Almacn general:
material comn a varias clulas Almacenes propios:
En cada clula de trabajo con los componentes tpicos de stas. Almacenes ocultos
: zonas de almacn no controladas.
UBICACIN EN PLANTA:
Figura adjunta n 2. Layout de almacenes.
RESPONSABLE: Responsable de almacn: Operario encargado de la gestin del almacn general.
DOCUMENTACIN: Departamento de compras: documentos relativos a la emisin y recepcin de pedidos a proveedores. Sin utilizacin para inventario.
Almacn general: Hoja informativa de los componentes distribuidos a cada clula. (sin uso)
DESCRIPCIN DEL PROCESO:
1. Operario asignado a una operacin de montaje o fabricacin detecta falta de algn componente.
2. Bsqueda en el almacn propio a su clula. 3. Bsqueda en el almacn general. 4. Peticin a proveedores directamente por parte del
operario. 5. Segn el criterio del responsable de almacn:
informacin a compras de necesidad de pedido. 6. Compras emite pedido sin comprobacin de stock. 7. Recepcin de pedido: Sin ordenacin hasta que
algn operario no reclame dicho material.
MBITO DE APLICACIN
Todo el material implicado en produccin.
Tabla 1: Tabla descriptiva del proceso de gestin de materiales.
Fuente: elaboracin propia
-
42
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.2.2 FLUJOGRAMA
En el siguiente Flujograma se representa el proceso general de gestin de
materiales para las distintas clulas de trabajo.
Figura 13: Flujograma explicativo del proceso de gestin de materiales.
Fuente: elaboracin propia
CLULA DE TRABAJO:
OPERARIO
NECESIDAD DE UN COMPONENTE:
ALMACN GENERAL
ALMACN PROPIO DE CLULA
RESPONSABLEALMACN
ENCUENTRA COMPONENTE?
SI
NO
NO
SI
ANOTA A MODO INFORMATIVO EN
ALMACN
INFORMA DPTO. DE COMPRAS NECESIDAD
DE PEDIDO
RESPONSABLECOMPRAS
EMITE PEDIDO
RECEPCIN PEDIDO
CONTINUA LA FABRICACIN
ESTNDARDCARACTERISTICO DE
LA CLULA
FABRICACIN PARADA
BSQUEDABSQUEDA
ENCUENTRA COMPONENTE?
-
43
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Como puede observarse en el Flujograma, entre la emisin de pedido y su
recepcin, la produccin se paraliza a la espera de las piezas necesarias, y en
ocasiones esto originaba un retraso en los plazos de entrega. Este tiempo a la
espera de componentes tena que ser eliminado y prevenir los retrasos originados
por la falta de componentes.
Otra caracterstica apreciable en el Flujograma es que el propio operario, al echar
en falta un componente caracterstico de su clula emita pedido directamente a
proveedores sin consultar con el departamento de compras.
3.2.3 LAYOUT
En el siguiente Layout se muestra la ubicacin tanto del almacn general como de
los almacenes propios de cada clula de trabajo.
Figura 14: Layout del conjunto de almacenes en planta
MECANIZADO
SOLDADURA
BASTIDORESMONTAJEMOTO /
VENTILADORES
RECEPCIN DE MATERIALES
MONTAJE
CLIMATIZADORES
AISLAMIENTO
MONTAJE MAQUINAS
ALMACEN FANCOILS
FANCOILS
ALMACNGENERAL
MOTO-VENTILADORES
ALMACN CHAPA
FLS
ZONAPRUEBAS
ALMACENCHAPA
CHAPA SEMIELABORADA
ALMACENES PROPIOSDE CADA CLULA
ALMACEN GENERAL
-
44
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Puede observarse en la Figura 14 que haba prcticamente un almacn por cada
clula de trabajo, dificultando el tener una visin general de todo el material
existente en la fbrica. Los operarios muchas ocasiones por comodidad recurran a
lanzar nuevos pedidos de material, sin molestarse en buscar en los dems
almacenes y normalmente este material se peda por duplicado.
En el almacn general se dispona de material comn a las distintas clulas, pero
all no haba ningn tipo de control, y tan solo se anotaba en una hoja informativa
los distintos consumos. No se llevaba ningn control de esta hoja y era imposible
mantener un control de inventario continuo.
3.2.4 ANLISIS DEL PROCESO
La rotura de stock y el inventario excesivo suponen grandes prdidas para la
empresa ya sea por paralizar la fabricacin ante la falta de componentes como por
incurrir en costes de almacenamientos innecesarios y a menudo por largos
periodos de tiempo.
El no tener un sistema de gestin de materiales implica que los pedidos no se
ajustan a las necesidades reales de la fbrica, sin tener en cuenta plazos de
entrega, cantidad mnima de pedido o incluso pidiendo materiales existentes en
los almacenes sin tener conocimiento de ellos. Los pedidos los realizaban los
operarios segn su criterio y sin una visin global del stock general en planta.
La falta de un criterio en la organizacin de los materiales implica ineficiencias en
los operarios originadas por los paseos y prdidas de tiempo buscando materiales
que a menudo ni siquiera llegaban a encontrarse.
-
45
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
En la siguiente tabla se resumen los principales problemas originados por la mala
gestin de los materiales en la fbrica.
PROBLEMA CAUSA EFECTO
Rotura de stock - No hay control ni anotacin de consumos
- No hay conocimiento de material disponible
- Se paraliza la fabricacin
- Retraso en los plazos de entrega.
Inventario excesivo - No hay control de emisin de pedidos
- Varios almacenes con mismo material
- Costes innecesarios - Material obsoleto e
intil - Duplicidad de
materiales
Desconocimiento del valor de stock
- No hay control de consumos
- No hay control de emisin de pedidos
- Problema financiero - Costes innecesarios
Ineficiencias operativas - Prdida de tiempo buscando materiales
- Paralizacin de la fabricacin
- Disminucin de la productividad.
- Costes de MOD innecesarios
Tabla 2: Resumen de la problemtica originada en la gestin de materiales.
Fuente: Elaboracin propia.
-
46
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.2.5 DOCUMENTOS GRFICOS ANEXOS
3.2.5.1 Etiquetado
El etiquetado normalmente se realizaba con rotulador directamente sobre las
propias cajas en las que venan los componentes de los distintos proveedores, a
menudo sin saber exactamente la cantidad de material disponible y difcilmente
actualizable segn se iba consumiendo.
A menudo se utilizaban cajas antiguas para guardar nuevos productos que venan
sin caja propia generando, los antiguos rtulos, confusin y desorganizacin.
Ilustracin 3: Sistema de etiquetado de los componentes.
-
47
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.2.5.2 Almacn general
En la ilustracin 4 (arriba izquierda) puede observarse el estado del almacn
general antes de la reestructuracin e implantacin del sistema Kanban. Los
componentes se almacenaban en estanteras sin ningn orden y a criterio del
responsable del almacn, debido a la falta de sitio a menudo acababan
colocndose materiales en el suelo deteriorndose y ensucindose.
Ilustracin 4: Estado previo del almacn general.
-
48
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
La ineficiencia de este de este sistema de almacenamiento se pona de manifiesto
en cuanto el responsable del almacn se ausentaba de la fbrica. Nadie saba cmo
tena exactamente organizado el almacn y el encontrar un componente poda
convertirse en una tarea prcticamente imposible.
3.2.5.3 Almacenes propios de cada clula
Ilustracin 5: Almacn propio de la clula de montaje de moto-ventiladores.
En la ilustracin 5 puede observarse uno de los almacenes propios de las clulas
de montaje, en concreto de la de moto-ventiladores en la que se guardaba material
sin ningn orden e incluso material roto e inutilizable.
-
49
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.3 PROPUESTA DE MEJORA
3.3.1 INTRODUCCIN
Tras realizar el estudio de la problemtica en el proceso de gestin de materiales
se pens en la aplicacin de la metodologa Lean como solucin a estos
problemas.
La metodologa Lean est siendo enormemente utilizada en la actualidad como
solucin estratgica a los problemas que se presentan en la fabricacin de
productos manufacturados.
Lean se basa en la mejora continua de procesos a travs de una obsesiva
eliminacin de los desperdicios e ineficiencias. Se habla de mejora continua
porque en los procesos manufactureros la perfeccin es inalcanzable y siempre
hay potenciales mejoras. En todo proceso productivo hay operarios realizando
actividades que no aaden valor al producto y por lo tanto generando costes
innecesarios y prescindibles.
La puesta en prctica de la metodologa Lean sera una serie de principios,
conceptos y tcnicas diseadas para eliminar el desperdicio y establecer un
sistema de produccin eficiente, justo a tiempo (JIT), que permita realizar
entregas a los clientes de los productos requeridos, cuando son requeridos, en la
cantidad requerida, en la secuencia requerida y sin defectos.
La metodologa Lean comenz a utilizarse en Japn en 1955, en las fbricas de
automocin de Toyota, y sus principios bsicos se representan en el llamado
Templo Lean:
-
50
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Figura 15: Templo Lean
Alguno de los mtodos ms utilizados en Lean son el mtodo de las 5S y los
sistemas Kanban.
Las 5S vienen del japons, (Seiri, Seiton, Seisou, Seiketsu, Shitsuke) y significan
seleccionar, ordenar, limpiar, estandarizar y mantener. ste mtodo, de gran
utilidad, sirve para conseguir un puesto de trabajo ordenado, mejorar la seguridad
para los operarios, y obtener una mayor calidad. En la actualidad el sistema el
mtodo de las 5S ha evolucionado al mtodo 6 (seis sigma).
El sistema Kanban se explicar con detalle en el siguiente apartado.
-
51
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
La metodologa Lean ha modificado de raz el concepto de los procesos.
Tradicionalmente los procesos han sido tipo push, en los que las rdenes de
trabajo se generan basndose en previsiones o estimaciones de demanda terica.
Figura 16: Funcionamiento de los procesos tipo Push.
Fuente: Direccin de operaciones. M.A. Domnguez Machuca y M Jos lvarez Gil
Actualmente se estn implementando procesos pull, en los que el ritmo de
produccin lo fija el cliente y se tiende hacia procesos JIT (Just in time) que
aseguran la entrega de exactamente lo requerido, en la cantidad y calidad
requerida y en el momento requerido.
Figura 17: Funcionamiento de los procesos tipo Pull.
Fuente: Direccin de operaciones. M.A. Domnguez Machuca y M Jos lvarez Gil
PLAN DE MATERIALES
ComponentesItems
SubmontajeFabricacin
Montajefinal
Proveedores Clientes
El inventario realizaun efecto empuje PUSH
PROGRAMA DEPRODUCCIN
ComponentesItems
SubmontajeFabricacin
Montajefinal
Proveedores Clientes
PULL El inventario realizaun efecto de arrastre
-
52
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Los principales objetivos que persigue el Lean son la reduccin de costes, la
mejora en la calidad del producto y la reduccin de los distintos tiempos
empleados en los procesos (tiempos de espera y de fabricacin).
Los objetivos principales de este proyecto se englobaran dentro de la reduccin
de costes, reduciendo los niveles de inventario, y los costes financieros y de
almacenamiento.
Por otro lado tambin supondra una reduccin de los tiempos de espera y de
fabricacin al agilizar todo el proceso y eliminar las ineficiencias.
La importancia y utilidad de Lean queda plasmada en las palabras de James
Bentley, director de The Manufacturing Foundation: Todo manufacturero
Reduccin de costes37%
Desarrollo de producto1%
Flexibilidad del proceso3%
Satisfaccin del cliente6%
Tiempos de espera7%
Calidad del servicio9%
Tiempos de fabricacin11%
Otras11%
Calidad del producto15%
Figura 18: Objetivos de los programas Lean.
Fuente: Lessons in Lean. IEE Manufacturing Engineer. Anne Harris
-
53
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
debera implantar Lean. No es lo nico que deberan hacer, pero es esencial. Lean
debera estar en el plan estratgico y no ser una estrategia puntual.
Otro ejemplo de la importancia de esta metodologa es el caso de Oxford
Engineering, una consultora dedicada al estudio y mejora de procesos en
empresas manufactureras. Con la aplicacin de su Kaizen Blitz (Rapid
improvement techniques) tcnicas basadas en los principios Lean, han llegado a
conseguir, en pocas semanas, mejoras de hasta un 16% en la productividad de las
empresas a las que prestan sus servicios.
3.3.2 DISEO DE LAS ACCIONES CORRECTORAS: SISTEMA KANBAN
Para resolver los problemas anteriormente descritos en la gestin de materiales se
pens en la implementacin de la metodologa Lean y en concreto en un sistema
basado en la utilizacin de tarjetas Kanban, sistema muy utilizado en procesos
tipo pull.
Se necesitaba un sistema que mejorara la comunicacin entre los departamentos
de compras, produccin y a su vez redujera los niveles de inventario gracias a un
control continuo de stock y materiales en la fbrica.
El sistema Kanban es un sistema de arrastre basado en la utilizacin de una serie
de tarjetas, normalmente rectangulares y enfundadas en plstico, que dirigen y
controlan la produccin entre los distintos centros de trabajo (Kanban en japons
significa tarjeta, seal o cartel). Su primera aplicacin se desarroll en la empresa
Toyota en 1975 y se puede definir como un sistema de informacin completo, que
controla de forma armnica la fabricacin de los productos necesarios, en la
cantidad y en el tiempo adecuado, en cada uno de los procesos que tienen lugar en
el interior de la fbrica. El Kanban se considera un subsistema del JIT.
-
54
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Las tarjetas contienen informacin sobre su correspondiente componente. Puede
variar, pero la informacin tpicamente suele ser: Cdigo de referencia del
componente, cdigo de barras, punto pedido (PP), cantidad a pedir (CP), lote,
proveedor, etc.
3.3.2.1 Explicacin grfica del funcionamiento del sistema Kanban
A continuacin se explican grficamente los principios bsicos de funcionamiento
del sistema de tarjetas Kanban que se implantar en la fbrica.
En el almacn se encuentra cada componente perfectamente identificado con sus
respectivas tarjetas Kanban. Hay dos tarjetas idnticas en contenido pero de
colores distintos colocadas en una funda de plstico delante de su respectivo
componente. En estas tarjetas figura informacin relativa al componente,
tpicamente aparece el cdigo de referencia, cdigo de barras, punto de pedido
(PP), cantidad a pedir (CP), lote, proveedor, etc.
-
55
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Los operarios van cogiendo material del almacn en funcin de las necesidades de
fabricacin.
Cuando debido al consumo, la cantidad restante de un componente en almacn es
igual a la cantidad establecida como punto de pedido, el operario introduce una de
las tarjetas en el buzn de PEDIR.
Una vez al da o segn los periodos establecidos, el responsable de compras
recoge todas las tarjetas situadas en el buzn de PEDIR.
-
56
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Tras la recoleccin de tarjetas, el departamento de compras emite tantos pedidos a
proveedores como tarjetas haya en el buzn, atendiendo a sus caractersticas
fijadas en stas: caractersticas pieza, cantidad a pedir, etc.
Una vez emitido el pedido, se introduce la tarjeta en el buzn RECIBIR, a la
espera de que sean recibidos los componentes.
Cuando se reciben los componentes se colocan en su ubicacin, perfectamente
identificada con la restante tarjeta Kanban.
-
57
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
Una vez repuesto el material se saca la tarjeta Kanban del buzn RECIBIR y se
coloca junto a la otra tarjeta Kanban en su correspondiente funda de plstico. El
material seguir utilizndose con normalidad hasta que se vuelva a repetir el
mismo proceso.
Ilustracin 6: Ejemplo de tarjeta Kanban
En la ilustracin 6 puede observarse un ejemplo del diseo de las tarjetas Kanban,
que luego se explicarn con mayor detalle.
-
58
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.3.2.2 Diseo del sistema de gestin.
En el desarrollo del sistema era necesario establecer tanto el criterio para la
emisin de pedidos a proveedores, como el criterio de descuento de materiales
consumido, imprescindible para poder llevar un control de consumos.
De los tres tipos de materiales anteriormente definidos (material tipo tienda,
material tipo almacn y material bajo pedido), decidi aplicarse el sistema de
gestin a travs de tarjetas Kanban, al material tipo tienda y material tipo
almacn.
3.3.2.2.1 Material Bajo pedido
El material bajo pedido se pide individualmente y se consume directamente tras su
recepcin sin haber stock ni inventario de seguridad, por lo que careca de sentido
establecer un sistema de gestin normalizado y por lo tanto no era aplicable el
sistema Kanban.
Los pedidos a proveedores se realizaran tras la aceptacin del pedido por parte de
los comerciales y una vez diseado el equipo y sus requisitos tcnicos.
Para la fabricacin de cada equipo se crea una documentacin tcnica, compuesta
por planos de montaje, orden de fabricacin (OF), hoja de corte, escandallo,
estructura del equipo, etc. Esta documentacin es variable en funcin de cada
equipo y es modificable hasta que el equipo est fabricado y terminado, en este
momento se cierra la orden de fabricacin. Toda esta documentacin est
gestionada por Gesint (sistema informtico interno).
-
59
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
En la estructura del equipo, (ilustracin 7) entre otras muchas cosas, se le
especifica al Gesint, qu componentes son tipo Tienda y cules tipo Almacn y
los que no se identifiquen como ninguno de estos dos automticamente se
considerarn materiales Bajo pedido. El descuento de consumo se realizara
directamente por el sistema informtico tras el cierre de la orden de fabricacin.
Dando los componentes Bajo pedido como consumidos al quedar el equipo
fabricado.
Ilustracin 7: Ejemplo de estructura de una mquina de expansin
En la estructura se enumeran todos y cada uno de los componentes que forman el
equipo, en su cantidad y con sus costes correspondientes. El Gesint identifica si se
trata de componente tipo Tienda, Almacn o por descarte de material Bajo Pedido.
-
60
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.3.2.2.2 Material tipo Tienda
El material tipo tienda por su estandarizacin decidi gestionarse a travs del
sistema de tarjetas Kanban. Se estableci un nico almacn conocido como
Tienda en el que se encontrar todo el material y hubiera un nico encargado
de sta: el responsable de Tienda.
La tienda se ubicara en el lugar en el que se encontraba el antiguo almacn
general previo a las mejoras (figura 19). El principio bsico de ordenacin de la
Tienda se basa en que haya un solo sitio para cada cosa y cada cosa est en un
solo sitio, evitando as el descontrol previo a la implantacin.
La nueva Tienda contar con dos pisos, en el inferior todo el pequeo material
organizado en estanteras, y en el piso superior se dispondr de un altillo en el en
el que se colocar todo aquel material considerado tipo Tienda pero de mayor
tamao y consumo menos habitual. Ejemplo: distintos tipo de aislantes,
embalajes, etc.
MECANIZADO
SOLDADURA
BASTIDORESMONTAJEMOTO /
VENTILADORES
RECEPCIN DE MATERIALES
MONTAJE
CLIMATIZADORES
AISLAMIENTO
MONTAJE MAQUINAS
ALMACEN FANCOILS
FANCOILS
TIENDAALMACENMOTO /
VENTILADORES
ALMACN CHAPA
FLS
ZONAPRUEBAS
ALMACENCHAPA
CHAPA SEMIELABORADA
UBICACIN DE LA TIENDA
Figura 19: Ubicacin de la Tienda
-
61
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
En la Tienda estaran colocados los componentes en estanteras perfectamente
identificados con sus respectivas tarjetas. Tras la ordenacin inicial se realizara
un mapa organizativo en el que fuera fcilmente identificable la ubicacin de cada
componente por cualquier persona, sin necesidad de consultar al responsable de
Tienda
Las tarjetas Kanban para el sistema de gestin contarn con cdigo de referencia,
descripcin, cdigo de barras, stock mnimo, lote y cantidad. Habr dos tarjetas
por componente en Tienda, una verde y otra amarilla colocadas dentro de una
funda de plstico. La amarilla ser la tarjeta que permanezca siempre fija en su
funda y la verde ser la que el responsable de Tienda y el departamento de
compras saquen y utilicen para el procedimiento de emisin de pedidos.
El procedimiento para la emisin de pedidos es anlogo al explicado en el
funcionamiento de los sistemas Kanban. Los componentes se van consumiendo en
funcin de las necesidades de fabricacin, y cuando la cantidad en Tienda es igual
al stock mnimo se retira una de las tarjetas, se introduce en el buzn de PEDIR,
se recogen diariamente por el departamento de compras y se emiten los pedidos
necesarios, se devuelve la tarjeta al buzn de RECIBIR y cuando llega el pedido
se coloca en su lugar predeterminado devolviendo la tarjeta a su correspondiente
funda de plstico.
Se dise el sistema de tarjetas con cdigos de barras para agilizar todo el proceso
gracias a sistemas de lector ptico, que agilizan las operaciones de identificacin
de los componentes por parte del departamento de compras y su introduccin en
el sistema informtico.
-
62
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
A diferencia de los componentes bajo pedido, el descuento por consumo de
materiales tipo tienda se realiza a travs del cdigo de barras. El responsable de
Tienda, antes de colocar la tarjeta en el buzn PEDIR, realiza una lectura del
cdigo de barras correspondiente dando por consumido el material existente en
Tienda.
Otro componente esencial en la gestin de los materiales tipo Tienda son las
denominadas lecheras, pequeos almacenes en principio mviles asignados a
los distintos centros de trabajo. En funcin de las necesidades de cada clula se
dispone de un almacn con los componentes habitualmente ms utilizados en sta.
Ilustracin 8: Ejemplo de una de las lecheras.
En la ilustracin 8 se observa una de las lecheras distribuidas por la fbrica. Ms
adelante se explicara su funcionamiento en detalle.
-
63
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
3.3.2.2.3 Material Tipo almacn
Para el material tipo Almacn era ms complicado el establecer una ubicacin
predeterminada como en el caso de la Tienda debido al mayor tamao de este tipo
de componentes y su consumo algo menos estandarizado.
El sistema de tarjetas es exactamente el mismo que en los componentes tipo
Tienda y se dispone de unas estanteras especficas para su colocacin. (figura 8)
El procedimiento de emisin de pedidos de estos componentes es exactamente
igual que en el material tipo Tienda. Se cuenta con un stock mnimo a partir del
cual se emiten los correspondientes pedidos y se basa en el sistema de tarjetas
Kanban.
MECANIZADO
SOLDADURA
BASTIDORESMONTAJEMOTO /
VENTILADORES
RECEPCIN DE MATERIALES
MONTAJE
CLIMATIZADORES
AISLAMIENTO
MONTAJE MAQUINAS
ALMACEN FANCOILS
FANCOILS
ALMACENMOTO /
VENTILADORES
ALMACN CHAPA
FLS
ZONAPRUEBAS
ALMACENCHAPA
CHAPA SEMIELABORADA ESTANTERAS
MATERIAL TIPO ALMACN
ALMACN GENERAL
Figura 20: Ubicacin del material tipo Almacn
-
64
UNIVERSIDAD PONTIFICIA COMILLAS ESCUELA TCNICA SUPERIOR DE INGENIERA (ICAI)
INGENIERO INDUSTRIAL
El descuento de materiales por consumo, a diferencia del material tipo Tienda se
realiza a travs del Gesint. Cuando s