
ANÁLISIS DE FACTIBILIDAD, DESARROLLO Y MONTAJE DE …
84
ANÁLISIS DE FACTIBILIDAD, DESARROLLO Y MONTAJE DE PLANTA DE GALVANIZADO EN CALIENTE PARA UNA INDUSTRIA METALMECÁNICA AUTOR: CAMILO VESGA MAHECHA CÓD. 200321254 UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA INDUSTRIAL BOGOTÁ ENERO – MAYO DEL 2009
Transcript of ANÁLISIS DE FACTIBILIDAD, DESARROLLO Y MONTAJE DE …

ANÁLISIS DE FACTIBILIDAD, DESARROLLO Y MONTAJE DE P LANTA DE GALVANIZADO EN CALIENTE PARA UNA INDUSTRIA METALMEC ÁNICA
AUTOR:
CAMILO VESGA MAHECHA
CÓD. 200321254
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
BOGOTÁ
ENERO – MAYO DEL 2009
2
ANÁLISIS DE FACTIBILIDAD, DESARROLLO Y MONTAJE DE P LANTA DE GALVANIZADO EN CALIENTE PARA UNA INDUSTRIA METALMEC ÁNICA
AUTOR:
CAMILO VESGA MAHECHA
CÓD. 200321254
PROYECTO DE GRADO
ASESORES:
LUIS FELIPE SAMPER – PROFESOR DE CÁTEDRA
CLAUDIA GONZÁLEZ PhD – PROFESORA ASISTENTE
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
BOGOTÁ
ENERO – MAYO DEL 2009
3
AGRADECIMIENTOS
Agradezco a las empresas GUTEMBERTO S.A. e INGUVAR LTDA. por permitirme realizar este estudio y prestarme toda l a asesoría técnica, así como el acceso a los datos necesarios para la investigación . Igualmente, le ofrezco mis más sinceros agradecimientos a todo el personal de estas compañías, en especial a Luis Ernesto Baptista, Jefe de Planta de Inguvar Ltda., quien estuvo pendiente del proyecto y me prestó toda la ayuda necesaria pa ra su realización.

4
CONTENIDO
pág.
INTRODUCCIÓN .................................................................................................. 10
MARCO TEÓRICO ............................................................................................... 10
OBJETIVOS .......................................................................................................... 11
1. RECUBRIMIENTOS SUPERFICIALES ...................................................... 13
1.1. MÉTODOS DE LIMPIEZA (REMOCIÓN) .................... ............................... 14
1.1.1. Químico .................................................................................................. 14
1.1.2. Mecánico ................................................................................................ 16
1.1.3. Natural .................................................................................................... 19
1.2. RECUBRIMIENTOS DE CONVERSIÓN ...................... .............................. 20
1.2.1. Fosfatado ................................................................................................ 20
1.3. RECUBRIMIENTOS TÉRMICOS ............................................................... 21
1.3.1. Zinc (Galvanizado en caliente)..................... ........................................... 21
1.3.2. Inmersión en Aluminio ............................. ............................................... 22
1.3.3. Inmersión en Aluminio – Zinc ...................... ............................................ 22
1.3.4. Inmersión en Plomo – Estaño ....................... .......................................... 23
1.4. DEPOSICIÓN ELECTROLÍTICA ................................................................ 23
1.4.1. Galvanizado electrolítico – Zinc .................. ............................................ 23
1.4.2. Deposición Níquel ................................................................................... 24
2. COMPARACIÓN RECUBRIMIENTOS ....................................................... 25
2.1. MÉTODOS DE LIMPIEZA (REMOCIÓN) .................... ............................... 25
2.2. RECUBRIMIENTOS ................................................................................... 26
3. GALVANIZADO EN CALIENTE.................................................................. 33
3.1. PREPARACIÓN DE LA SUPERFICIE ...................... .................................. 34
5
3.1.1. Desengrase – Limpieza Cáustica .................... ....................................... 35
3.1.2. Decapado Ácido ...................................................................................... 35
3.1.3. Fluxado ................................................................................................... 35
3.2. GALVANIZADO .......................................................................................... 36
3.2.1. Inmersión en Baño de Zinc Fundido ................. ...................................... 36
3.2.2. Centrifugado ........................................................................................... 38
3.2.3. Enfriado .................................................................................................. 38
3.3. INSPECCIÓN ............................................................................................. 39
3.4. DIAGRAMA DE PROCESO ............................... ........................................ 40
3.5. EQUIPOS ................................................................................................... 41
4. NORMAS Y CÓDIGOS RELACIONADOS AL PROCESO .......... ............... 43
4.1. NORMA ASTM A 123 / A 123M.......................... ........................................ 43
4.2. NORMA ASTM A 153 / A 153M.......................... ........................................ 44
4.3. OTRAS NORMAS ASTM ................................. .......................................... 45
4.4. NORMA ISO 1461 .................................... .................................................. 46
5. PROVEEDORES DE PLANTA ............................. ...................................... 48
5.1. HORNO ...................................................................................................... 48
5.2. CENTRÍFUGA ............................................................................................ 48
5.3. POLIPASTO ............................................................................................... 49
6. ESTUDIO DE FACTIBILIDAD ........................... ......................................... 50
6.1. MERCADO ................................................................................................. 50
6.1.1. General ................................................................................................... 50
6.1.2. Gutemberto ............................................................................................. 56
6.2. OPERACIONAL Y TÉCNICO ............................. ........................................ 56
6.3. ECONÓMICO ............................................................................................. 57
7. MONTAJE DE PLANTA ................................. ............................................ 67
7.1. DISTRIBUCIÓN PROPUESTA DE PLANTA .................. ............................ 67
7.2. DIAGRAMA DE GANTT INSTALACIÓN ..................... ............................... 68
7.3. IMÁGENES PLANTA Y EQUIPOS YA ADQUIRIDOS ........... ..................... 69

6
8. CONCLUSIONES ....................................................................................... 71
TRABAJOS FUTUROS ......................................................................................... 73
BIBLIOGRAFÍA ..................................................................................................... 75
ANEXOS ............................................................................................................... 78
ANEXO 1: COTIZACIÓN HORNO ......................... ............................................... 78
ANEXO 2: COTIZACIÓN POLIPASTO ..................... ............................................ 83

7
LISTA DE FIGURAS
pág.
Figura 1. Clasificación Tratamientos Superficiales ................................................ 13
Figura 2. Serie Galvánica ......................... ............................................................. 28
Figura 3. Protección Catódica ..................... .......................................................... 28
Figura 4. Micrografía de recubrimiento por galvaniz ado en caliente. .................... 30
Figura 5. Tiempo de servicio para acero galvanizado en caliente - ASM .............. 32
Figura 6. Tiempo de servicio para acero galvanizado en caliente - AGA .............. 32
Figura 7. Procesos de galvanizado en caliente por p rocedimiento discontinuo .... 34
Figura 8. Espesor zinc en función del tiempo de inm ersión para aceros con alto y bajo contenido de silicio ......................... ............................................................... 37
Figura 9. Efecto de velocidad de extracción sobre e l espesor del recubrimiento .. 38
Figura 10. Reservas y Demanda de Zinc (millones de TM) .................................. 50
Figura 11. Producción Minera de Zinc en el Mundo (E nero a Mayo 2008) ........... 51
Figura 12. Producción Metálica de Zinc en el Mundo (Enero a Mayo 2008) ......... 51
Figura 13. Consumo de Zinc Metálico en el Mundo (En ero a Mayo 2008)............ 51
Figura 14. Producción Minera de Zinc en Latinoaméri ca (Enero a Febrero 2008) 52
Figura 15. Producción Metálica de Zinc en Latinoamé rica (Enero a Febrero 2008) .............................................................................................................................. 52
Figura 16. Consumo de Zinc en Latinoamérica (Enero a Febrero 2008) .............. 53
Figura 17. Importaciones de Zinc por País de Origen (2007)................................ 53
Figura 18. Distribución Importaciones de Zinc a Col ombia (2007) ........................ 54
Figura 19. Distribución Importaciones de Zinc para Galvanización (2007) ........... 54
Figura 20. Precio Internacional del Zinc - Enero 20 07 a Marzo 2009 ($US/TON) . 55
Figura 21. Gráfica Sensibilidad VPN a Costo Galvani zado en Gutemberto .......... 65
Figura 22. Gráfica Sensibilidad VPN a TREMA ....... ............................................. 66
Figura 23. Distribución Planta de Galvanizado en Ca liente .................................. 67
Figura 24. Diagrama Gantt Instalación ............. ..................................................... 68
Figura 25. Imágenes Equipos e Instalación Planta .. ............................................. 69
8
LISTA DE TABLAS
pág.
Tabla 1. Buenas Prácticas de Producción para Limpie za Química ....................... 16
Tabla 2. Ventajas por cambio de proceso químico a m ecánico ............................ 18
Tabla 3. Comparación Métodos de Limpieza (Remoción) .................................... 25
Tabla 4. Comparación Recubrimientos ............... .................................................. 29
Tabla 5. Comparación recubrimientos zinc. ......... ................................................. 31
Tabla 6. Grado de recubrimiento ................... ........................................................ 44
Tabla 7. Espesor mínimo por categoría de material . ............................................. 44
Tabla 8. Espesor mínimo para piezas individuales pe queñas ............................... 45
Tabla 9. Masa y espesor mínimo de piezas no centrif ugadas ............................... 47
Tabla 10. Masa y espesor mínimo de piezas centrifug adas .................................. 47
Tabla 11. Especificación Horno .................... ......................................................... 48
Tabla 12. Especificación Centrífuga ............... ....................................................... 49
Tabla 13. Especificación Polipasto ................ ........................................................ 49
Tabla 14. Comparativo Galvanización Unión Europea y Colombia ....................... 55
Tabla 15. Costo Inversión y Depreciación Equipos .. ............................................. 59
Tabla 16. Cálculo del costo de galvanizado en calie nte por kilo ........................... 60
Tabla 17. Datos Para Análisis Económico de Instalac ión Planta .......................... 62
Tabla 18. F.C.L. del Proyecto ..................... ........................................................... 63
Tabla 19. Análisis Sensibilidad VPN a Costo Galvani zado en Gutemberto .......... 64
Tabla 20. Análisis Sensibilidad VPN a TREMA ....... .............................................. 65
9
LISTA DE ANEXOS
pág.
Anexo 1. Cotización Horno…………………………………………………………..…78
Anexo 2. Cotización Polipasto……………………………………………………….....83
10
INTRODUCCIÓN
MARCO TEÓRICO
Uno de los materiales de mayores usos en todos los renglones de la economía, y presente en casi todos los aspectos de nuestra civi lización actual, es el acero. El acero es un material ferroso hecho principalmente a partir de la combinación de hierro (����) con carbono (���). “Uno de los materiales de fabricación y construcción más versátil, más adaptable y más ampl iamente usado es el ACERO. A un precio relativamente bajo, el acero combina la resistencia y la posibilidad de ser trabajado, lo que se presta para fabricaciones mediante muchos métodos”1.
Sin embargo, este material tiene el grave inconveni ente de ser termodinámicamente inestable al estar expuesto al m edio ambiente. Su tendencia es la de recuperar su estado inicial al reaccionar con elementos presentes en la atmósfera y el agua tales como el oxígeno, sales y ácidos2. Este proceso constituye la oxidación y corrosión, los cuales lo debilitan e impiden su adecuado funcionamiento para el cual fue diseñado. Una forma de protegerlo es a través de tratamientos superficiales, los cuales “…tienen com o objetivo crear una estructura compuesta al cambiar sólo las propiedades de la sup erficie”3. Los tratamientos superficiales pueden ser de remoción, recubrimiento s de conversión, recubrimientos térmicos, deposición, implantación y recubrimientos orgánicos. Uno de los más usados en la industria es el recubrimien to térmico por medio de una inmersión en caliente. “Las piezas terminadas de ac ero, así como la lámina de acero para trabajo posterior se recubren por medio de estas técnicas”4. Este tipo de recubrimientos usualmente son con Zinc, Aluminio o una mezcla de los dos. Al proceso de recubrir con Zinc se le llama galvanizado.
“La galvanización es un procedimiento para recubrir el hierro y el acero mediante su inmersión en un baño de zinc fundido. Tiene como principal objetivo evitar la
1 INFOACERO. 2000. ¿Qué es el acero? [En línea] 2000 . [Citado el: 24 de Septiembre de 2008.] http://www.infoacero.cl/acero/que_es.htm. 2 FLÓREZ, María E y RUIZ, José L. APTA. Asociación para la Promoción Técnica del Acero. [En línea] [Citado el: 23 de Enero de 2009.] Temas Mono gráficos - Recubrimientos y Tratamientos Superficiales - La Galvanización en Caliente. http: //apta.com.es/pdf/galva_caliente.pdf., p. 1. 3 SCHEY, John A. 2000. Procesos de Manufactura. [trad.] Ing. Javier León Cárdenas. Tercera Edición. s.l. : McGraw-Hill, 2000. p. 841. 4 Ibíd., p. 846.

11
oxidación y corrosión que la humedad y la contamina ción ambiental pueden ocasionar sobre este hierro.”5
Una de las piezas en las cuales es vital mantener s us propiedades originales, las cuales son usualmente sometidas a entornos contamin ados de alta corrosión, son los tornillos. Estos elementos de sujeción se suele n someter al proceso de galvanizado para proteger el acero a la corrosión, así como por efectos estéticos. Una de las empresas líder en tornillería en Colombi a es GUTEMBERTO, la cual viene produciendo estos elementos de unión hace más de 40 años.6 Ésta compañía requiere la manufactura de productos de al ta calidad, competentes no solo a nivel nacional sino internacional. Para esto , el proceso de galvanizado es de gran importancia ya que de éste puede depender la d urabilidad, resistencia y buen funcionamiento de estos elementos de sujeción. Aunq ue actualmente cuenta con el proceso de galvanizado electrolítico, para la em presa es importante contar con el proceso de galvanizado en caliente ya que esto l e puede permitir ampliar su nivel de producción, convirtiéndola en una empresa más eficiente y productiva. Éste trabajo consiste en la investigación de los di stintos recubrimientos superficiales que aplican para esta compañía, así c omo en el estudio de factibilidad para la implementación de esta planta al interior de Gutemberto. Es de gran importancia para esta compañía evaluar las dis tintas posibilidades de maquinaria, métodos, inversión, así como costo de g alvanizado por unidad producida y beneficio respecto al método existente en la actualidad. Además, es importante estudiar qué tan beneficioso es la insta lación de esta planta en la empresa, respecto a subcontratar este proceso con o tras empresas especializadas en ello.
OBJETIVOS
Objetivo General: Estudio de factibilidad de planta de galvanizado en caliente para una industria metalmecánica. Desarrollo y montaje d e la planta.
Objetivos específicos:
• Investigación de cada uno de los recubrimientos su perficiales existentes aplicables a los productos de Gutemberto.
5 GALESA. Galvanizadora Valenciana S.A. Galvanizado en caliente por inmersión en zinc fundi do. [En línea] [Citado el: 24 de Septiembre de 2008.] http://www.galesa.com/v8/index.php?page=procesos. 6 GUTEMBERTO. [En línea] [Citado el: 24 de Septiembr e de 2008.] http://www.gutemberto.com/.

12
• Selección de recubrimiento (galvanizado en calient e) y documentación del mismo.
• Estudio de factibilidad de mercado, operacional, t écnica y económica para la planta de galvanizado en caliente.
• Selección de proveedor para el montaje de la plant a, basado principalmente en análisis financiero.
• Montaje de planta verificando el cumplimiento de n ormas, estándares y códigos que aplican al proceso.
• Planta de galvanizado en caliente instalada en Gut emberto. Conclusiones.
13
1. RECUBRIMIENTOS SUPERFICIALES
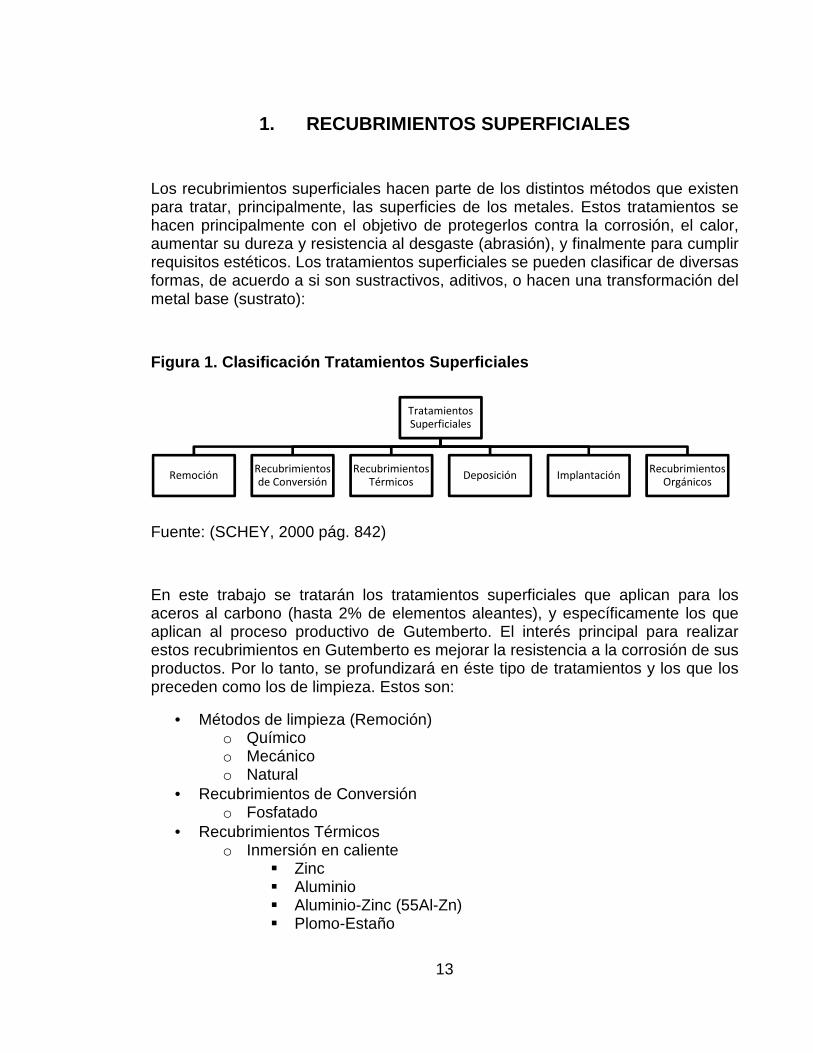
Los recubrimientos superficiales hacen parte de los distintos métodos que existen para tratar, principalmente, las superficies de los metales. Estos tratamientos se hacen principalmente con el objetivo de protegerlos contra la corrosión, el calor, aumentar su dureza y resistencia al desgaste (abras ión), y finalmente para cumplir requisitos estéticos. Los tratamientos superficiales se pueden clasificar de diversas formas, de acuerdo a si son sustractivos, aditivos, o hacen una transformación del metal base (sustrato):
Figura 1. Clasificación Tratamientos Superficiales
Fuente: (SCHEY, 2000 pág. 842)
En este trabajo se tratarán los tratamientos superf iciales que aplican para los aceros al carbono (hasta 2% de elementos aleantes), y específicamente los que aplican al proceso productivo de Gutemberto. El int erés principal para realizar estos recubrimientos en Gutemberto es mejorar la re sistencia a la corrosión de sus productos. Por lo tanto, se profundizará en éste ti po de tratamientos y los que los preceden como los de limpieza. Estos son:
• Métodos de limpieza (Remoción) o Químico o Mecánico o Natural
• Recubrimientos de Conversión o Fosfatado
• Recubrimientos Térmicos o Inmersión en caliente
� Zinc � Aluminio � Aluminio-Zinc (55Al-Zn) � Plomo-Estaño
Tratamientos Superficiales
Remoción Recubrimientos de Conversión
Recubrimientos Térmicos Deposición Implantación Recubrimientos
Orgánicos

14
• Deposición Electrolítica o Zinc o Níquel
1.1. MÉTODOS DE LIMPIEZA (REMOCIÓN)
1.1.1. Químico
Este mecanismo consiste en la utilización de soluci ones acuosas para remover capas superficiales indeseadas, tales como óxidos y grasas, para la realización de tratamientos posteriores. Los más comunes son:
• Decapado ácido: Baño con ácido clorhídrico y/o fos fórico y/o sulfúrico para remover óxidos y grasas de la superficie. Cabe acla rar que se debe contar con un inhibidor que impida el ataque del ácido al metal del sustrato. Usualmente es utilizado para la remoción de óxidos, y el preferido es el ácido clorhídrico ya que opera a temperatura ambien te y es menos contaminante. Además, a diferencia del ácido sulfúr ico, el ácido clorhídrico no se ve afectado por la concentración de hierro qu e se forma en el baño. La reacción química del decapado se torna cada vez más lenta a medida que aumenta la concentración de la solución ácida e n el metal. Por este motivo, se debe aumentar el tiempo del baño para ob tener el mismo nivel de limpieza, y después de un tiempo se debe hacer u n cambio completo del baño para ajustar los niveles del ácido. El equipo necesario para este proceso es un tanque que tenga la adecuada resistencia a la corrosión. La temperatura de opera ción va desde temperatura ambiente hasta los 80°C. Los operarios deben contar con ropa de protección adecuada (overol), guantes, gafas de seguridad e inclusive máscaras para toda la cara. Además, la ventilación es de suma importancia para que las vías respiratorias de los operarios no se vean afectadas. Este proceso no representa riesgo de incendios. El tiemp o requerido para el proceso va desde 1 hasta 30 minutos.
• Decapado alcalino: Baño con soluciones alcalinas t ales como hidróxido sódico, carbonato sódico, silicatos sódicos, fosfat os alcalinos y bórax. Aunque se utiliza para la remoción de óxidos y gras as, generalmente es usado como desengrasante debido a su menor costo y eficiencia. Nuevamente, es importante la utilización de un inhi bidor para proteger el sustrato.
15
Los mecanismos de limpieza son usualmente la saponi ficación y la emulsificación. La primera se refiere a la reacción química donde un aceite se convierte a un jabón soluble en agua. De acuerdo a la concentración, pH, temperatura y tiempo de inmersión, así es la re acción y el efecto de limpieza que tiene. Con este mecanismo se limpian l a mayoría de aceites que se añaden al sustrato para impedir el óxido en su proceso de manufactura. La emulsificación es el proceso donde se usan surfactantes (sustancias que reducen la tensión superficial de u n líquido) para penetrar las grasas y aceites y romperlos en partículas más pequeñas que se puedan remover fácilmente. Los equipos necesarios son tanques o mangueras con atomizadores de distintos tamaños y capacidades. La temperatura de operación va desde temperatura ambiente hasta los 100°C. Si se evita e l contacto del cuerpo con las soluciones alcalinas, no hay riesgos para l os operarios. Además, este proceso no representa riesgo de incendios, per o la ventilación sí es importante para la salud de los operarios. El tiemp o requerido para el baño va desde los 30 segundos hasta los 3 minutos.
• Baño de sales (fluxado): Consiste en un baño de cl oruro de zinc y cloruro de amonio (generalmente) para limpiar las piezas an tes de realizarles una inmersión en caliente (por ejemplo un galvanizado). El fluxado previene la oxidación ya que las sales, junto con otras sustanc ias como surfactantes, flotan en la superficie del metal fundido que se va a usar para recubrir. El cloruro de amonio ofrece la acción de fluxado más f uerte, mientras el cloruro de zinc provee estabilidad térmica y actúa como un inhibidor de la oxidación de la superficie. “El fluxado es una diso lución de cloruro de amonio y cloruro de zinc en una relación óptima de una molécula de cloruro de zinc por cada dos de cloruro de amonio (llamada sal doble), en una concentración aproximada de 500 gramos/litro de dic ha sal doble, y a una temperatura en el entorno de los 60 grados centígra dos”7.
Por lo general se hace después de un decapado ácido o alcalino, para remover por completo los óxidos que hayan podido qu edar sobre la superficie del acero, prevenir la formación de nuev os óxidos, y asegurar una adherencia metalúrgica uniforme del zinc, si es que se lleva a cabo un proceso de galvanizado posteriormente8.
Los procesos de limpieza químicos, a pesar de ser m uy eficientes, tienen el grave problema de ser altamente contaminantes. Estos proc esos implican un alto
7 GALCASUR. Galvanizados Campiña Sur, S.L. [En línea ] [Citado el: 8 de Febrero de 2009.] http://www.galcasur.com/. 8 ASIMET. Asociación de Industrias Metalúrgicas y Me talmecánicas, A.G. Galvanizado en Caliente y en Frío. [En línea] [Citado el: 24 de Septiembre de 2008.] h ttp://www.asimet.cl/galvanizado.htm.

16
consumo de agua para el posterior deshecho de resid uos como aceites emulsionados, lodos y vapores ácidos y de amoniaco. Adicional a esto, debido a que muchos de éstos requieren calentamiento, tambié n se generan gases de efecto invernadero como el CO 2 de alto impacto ambiental. La tendencia actual de la industria es sustituir estos procesos químicos p or procesos mecánicos, que son más amigables con el medio ambiente y además presen tan mayores beneficios económicos. La siguiente tabla, tomada del document o OPORTUNIDADES DE PRODUCCIÓN MÁS LIMPIA EN EL SECTOR DE METALMECÁNICA – GUÍA PARA EMPRESARIOS realizado por el programa ACERCAR (Unidad de Asistencia Técnica Ambiental para la Pequeña y Medi ana Empresa) del DAMA (Departamento Técnico Administrativo del Medio Ambi ente), indica las buenas prácticas de producción para estos procesos de limp ieza química:
Tabla 1. Buenas Prácticas de Producción para Limpie za Química
Fuente: (DAMA - Departamento Técnico Administrativo del Medio Ambiente, 2008 pág. 35)
1.1.2. Mecánico
El proceso de remoción o limpieza mecánico incluye básicamente dos mecanismos:
• Abrasivo aglutinado: Consiste en la aplicación sob re un producto de abrasivos adheridos a películas (por ejemplo: lija) . En este tipo de proceso, el que aplica al caso de Gutemberto podría ser el d ecapado por medio de cepillos. En este procedimiento se utilizan gratas de acero que por medio
17
de rotación sobre la pieza logran una limpieza simi lar a la de remoción química.
• Abrasivo suelto: Los procesos más comunes de este tipo son el chorro de granos (granallado), cepillado de potencia y acabad o en barril. En particular, el de mayor aplicación en Gutemberto es el granallado, en el cual se bombardean partículas abrasivas a velocidades en tre 65 y 110 m/s, logrando con el impacto la limpieza superficial del material atacado9. A continuación se da una descripción de las máquinas granalladoras:
Las granalladoras tienen como principio fundamental unas turbinas centrifugas de granallado, las cuales son las encar gadas de acelerar las partículas para que no impacten el material y logre n la remoción de las impurezas superficiales. También cuentan con un sis tema de limpieza que va sacando del sistema las partículas removidas y l as partículas de granalla (insumo principal del equipo) que ya no son útiles en el proceso. Una partícula de granalla puede durar entre 4.800 y 5.0 00 ciclos (número de impactos) antes de ser desechada por el sistema 10.
El proceso de limpieza superficial por medios mecán icos ha sido ampliamente adoptado por la industria debido a los beneficios e conómicos y ambientales que representa respecto a los procesos químicos. A cont inuación se presenta una tabla de la reducción en deshechos de una compañía dedicada a la transformación de materiales ferrosos y no ferrosos en frío, cuando decidió cambiar los procesos químicos por mecánicos:
9 NAVARRO HERNANDEZ, John Freddy. 2006. Cambio del p roceso de decapado químico de acero por decapado mecánico. [En línea] Enero - Jun io de 2006. [Citado el: 8 de Febrero de 2009.] Páginas. 75-80. http://www.lasallista.edu.co/fxcul/media/pdf/Revista+Limpia/Vol1n1/P+L_V1_N1_75_DECAPADO.pdf. , p. 76. 10 NAVARRO HERNANDEZ. Op. cit., p. 77.
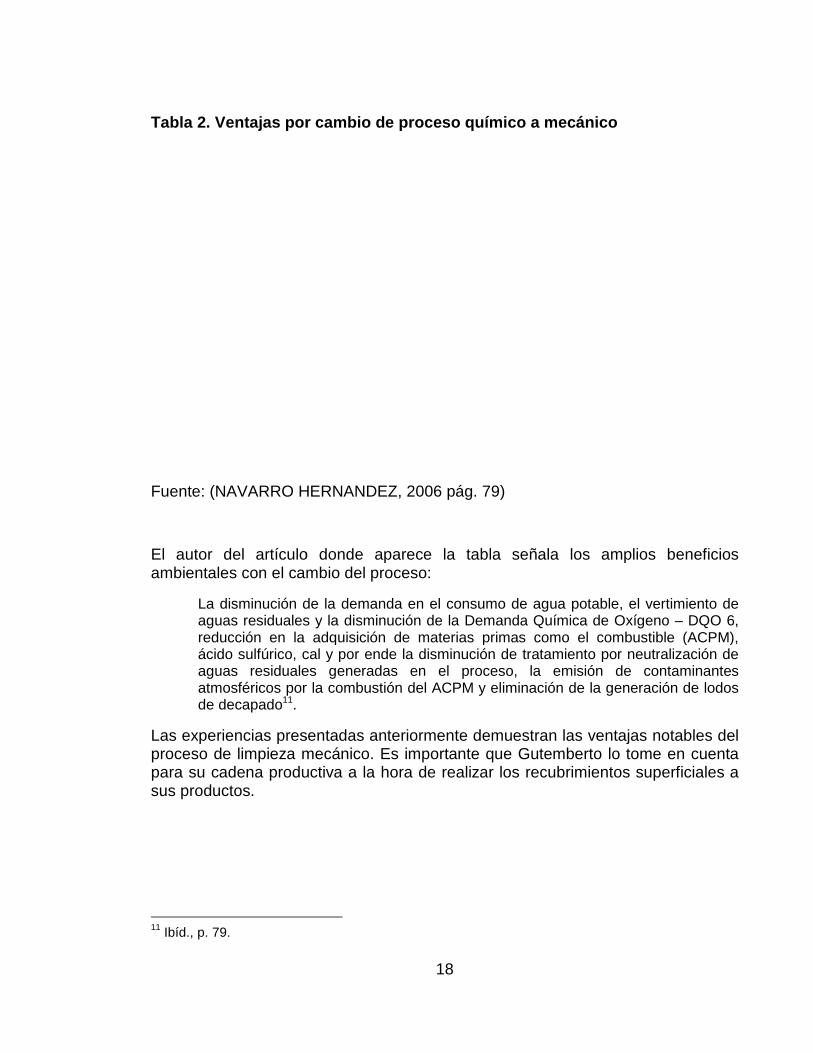
Tabla 2 . Ventajas por cambio de proceso químico a mecánico
Fuente: (NAVARRO HERNANDEZ, 2006 pág. 79)
El autor del artículo donde aparece la tabla señala los amplios beneficios ambientales con el cambio del proceso:
La disminución de la demanda en el consumo de agua potable, el vertimiento de aguas residuales y la reducción en la adquisición de materias primas como el combustible (ACPM), ácido sulfúrico, cal y por ende la disminución de t ratamiento por neutralización de aguas residuales generadas en el proceso, latmosféricos por la combustión del ACPM y eliminaci ón de la generación de lodos de decapado11.
Las experiencias presentadas anteriormente demuestran las ventajas notables del proceso de limpieza mecánico. Es importante que Gut emberto lo tome en cuenta para su cadena productiva a la hora de realizar los recubrimientos superficiales a sus productos.
11 Ibíd., p. 79.
18
. Ventajas por cambio de proceso químico a mecánico
(NAVARRO HERNANDEZ, 2006 pág. 79)
El autor del artículo donde aparece la tabla señala los amplios beneficios ambientales con el cambio del proceso:
La disminución de la demanda en el consumo de agua potable, el vertimiento de aguas residuales y la disminución de la Demanda Química de Oxígeno reducción en la adquisición de materias primas como el combustible (ACPM), ácido sulfúrico, cal y por ende la disminución de t ratamiento por neutralización de aguas residuales generadas en el proceso, l a emisión de contaminantes atmosféricos por la combustión del ACPM y eliminaci ón de la generación de lodos
Las experiencias presentadas anteriormente demuestran las ventajas notables del proceso de limpieza mecánico. Es importante que Gut emberto lo tome en cuenta para su cadena productiva a la hora de realizar los recubrimientos superficiales a
. Ventajas por cambio de proceso químico a mecánico
El autor del artículo donde aparece la tabla señala los amplios beneficios
La disminución de la demanda en el consumo de agua potable, el vertimiento de disminución de la Demanda Química de Oxígeno – DQO 6,
reducción en la adquisición de materias primas como el combustible (ACPM), ácido sulfúrico, cal y por ende la disminución de t ratamiento por neutralización de
a emisión de contaminantes atmosféricos por la combustión del ACPM y eliminaci ón de la generación de lodos
Las experiencias presentadas anteriormente demuestran las ventajas notables del proceso de limpieza mecánico. Es importante que Gut emberto lo tome en cuenta para su cadena productiva a la hora de realizar los recubrimientos superficiales a
19
1.1.3. Natural
Ha surgido en la industria colombiana una nueva for ma de limpieza a partir de productos 100% naturales y biodegradables, que apli ca para sectores tan diversos como la metalmecánica, curtiembres, hoteles, restau rantes, pintura, e inclusive para la higiene personal (manos). El Grupo Industri al Abiox S.A. es quien ofrece estos productos para los cuales señala las siguient es ventajas:
Portadores de GRANDES VENTAJAS, nuestros productos al ser naturales, son rápidamente biodegradables, no tóxicos, no inflamab les, no irritan la piel ni generan vapores molestos, no afectan las pinturas, no desgastan los metales, son fácilmente diluíbles, pueden mezclarse con agua en diferentes proporciones dependiendo de los requerimientos de limpieza y se enjuagan fácilmente con agua. No requieren de elementos de protección para su utilización brindando mayor seguridad a los usuarios. Reducen c ostos al no requerir ropa preventiva, manejo de materiales riesgosos ni vigil ancia médica12.
La empresa cuenta con el producto ABIOS PS-410 que sirve como desengrasante, desoxidante y pasivante para superfi cies metálicas. Su aplicación se puede realizar por medio de inmersión, fricción o aspersión con una solución adecuada del producto con agua según la necesidad d e limpieza que se requiera.
Esta opción natural, al igual que la mecánica, debe n ser tenidas en cuenta por Gutemberto para reemplazar la limpieza química la c ual tiene altos costos ambientales. Cualquier posibilidad de reducir el im pacto ambiental del proceso de limpieza actual de Gutemberto (químico), debe ser c onsiderada ya que el cuidado del medio ambiente es una responsabilidad que deben asumir todas las compañías. Además, este producto se presenta como u na solución de menor costo frente a la limpieza mecánica, cuya inversión inicial es bastante alta. Sin embargo, se debe tener en cuenta que lo único que s e conoce del producto es la propaganda que hace su productor. Por lo tanto, par a implementarlo de forma masiva como se requiere en Gutemberto, se deben hac er pruebas para verificar qué tan elevada es su capacidad de limpieza y de re emplazo de los métodos químicos. Por último, también se debe tener en cuen ta que solo hay un proveedor aparente de este producto en el país, y esto implic aría una dependencia absoluta de la compañía, limitando sus posibilidades de nego ciación y asumiendo el riesgo de que si se acaba esa compañía, el proceso se verí a seriamente afectado.
12 GRUPO INDUSTRIAL ABIOX S.A. Información de la Empr esa. [En línea] [Citado el: 10 de Mayo de 2009.] http://www.giabiox.com/joomla/.

20
1.2. RECUBRIMIENTOS DE CONVERSIÓN
Los recubrimientos de conversión (fosfatado y croma tado) cambian la estructura química de la superficie a recubrir. Aunque por sí solos ayudan a proteger el metal base (sustrato), su uso más común es para complemen tar la resistencia a la corrosión de los aceros, lograda después de que han sido sometidos a algún otro tratamiento superficial. Sin embargo, a veces tiene n fines estéticos como en el caso del cromatado, el cual no se profundizará en e ste documento ya que no tiene aplicación para los productos de Gutemberto. Usualm ente, los recubrimientos de conversión se usan junto con un recubrimiento orgán ico posterior, como alguna pintura.
1.2.1. Fosfatado
Consiste en la aplicación, ya sea por inmersión o r oció, de una solución de ácido fosfórico diluido junto con otros químicos. En el p roceso, la superficie reacciona químicamente con el medio ácido, convirtiéndose en una capa de fosfato cristalino insoluble. Existen tres tipos principales de fosfat ados:
• Fosfatado de hierro: Se aplica sobre el acero para mejorar sus propiedades de adhesión. Su uso más común es como cubrimiento b ase para pintar posteriormente. La composición química típica de es te baño consta del fosfato de hierro y de aceleradores disueltos en so luciones de ácido fosfórico. Éste ácido es el que se encarga de inici ar la formación del recubrimiento en la superficie metálica. Cuando el ácido ataca el metal y se empieza a consumir, su pH se incrementa y esto caus a que las sales primarias del fosfato reaccionen con la superficie metálica, formando así un recubrimiento cristalino. La temperatura a la cual se realiza este proceso va desde los 25 hasta los 65°C.
• Fosfatado de zinc: Aplicación del ácido fosfórico junto con fosfato de zinc para diversas aplicaciones. Estas son: incrementar la resistencia a la corrosión y al desgaste, mejorar las propiedades de l material para el trabajo en frío y el trefilado, y finalmente como base para pinturas y aceites.
• Fosfatado pesado (de magnesio): Se aplica sobre el ementos ferrosos como los rodamientos, engranajes y piezas de motores a c ombustión interna, para prevenir desgaste debido a las altas temperatu ras de operación y la fricción. Su aplicación únicamente se hace por medi o de inmersión, con tiempos que van desde los 5 hasta los 30 minutos. E l proceso se realiza con baños de alta temperatura que oscila entre los 90 y 95°C.
21
1.3. RECUBRIMIENTOS TÉRMICOS
Este tipo de recubrimiento cubre todos los procesos en los cuales la superficie del sustrato se ve sometida a cambios térmicos para mej orar alguna de sus propiedades. Existen gran cantidad de recubrimiento s térmicos cuyo fin es incrementar la dureza superficial del sustrato como la carburización, nitruración, carbonitruración, rocío térmico y revestimiento por soldadura. Sin embargo, el recubrimiento térmico de interés en este caso corre sponde al de inmersión en caliente, el cual se usa comúnmente para incrementa r la resistencia a la corrosión del sustrato. Consiste en sumergir la pieza en meta les fundidos, ya sea de manera continua (alambres, láminas, etc.) o discreta. Se p rofundizará en la inmersión en caliente discreta de los metales que imparten la me jor protección a la corrosión.
1.3.1. Zinc (Galvanizado en caliente)
Se le llama galvanizado al proceso de recubrir con zinc algún metal. Para realizar la inmersión en el zinc fundido, la pieza debe ser sometida previamente a un proceso de limpieza, decapado y fluxado. Posteriorm ente, la pieza se sumerge en el baño de zinc fundido (450 ºC) durante un tiempo determinado para lograr el grosor esperado de la capa superficial. A diferenci a de otros recubrimientos, el galvanizado en caliente tiene la ventaja de crear v arias capas de aleaciones con el acero base, lo cual asegura una unión fuerte entre el zinc y el sustrato. La simplicidad del proceso, su versatilidad y sus bajo s costos, lo han posicionado como uno de los métodos preferidos por la industria para la protección del acero a la oxidación y la corrosión. Los resultados de expo siciones en diferentes atmósferas, demuestran que el zinc es de 20 a 30 ve ces más resistente a la corrosión que el acero13.
El zinc protege al acero de dos formas: protección por barrera y protección catódica. En el primero de estos, el zinc reacciona con la atmósfera creando una capa de pasivación de carbonatos básicos de zinc, l a cual es insoluble, compacta y adherente14. El segundo mecanismo se debe al hecho que el zinc es anódico al acero, lo cual implica que se “sacrifica” oxidándos e en vez de que la oxidación ocurra en el sustrato. Adicional a esto, los produc tos de esta corrosión crean una capa protectora sobre el sustrato, sellando posible s sitios donde el acero estuviera a la intemperie. Se profundizará en los mecanismos de protección, así como en la documentación completa del proceso, más adelante en el documento.
13 ASM - American Society for Metals. 1990. ASM HANDBOOK - VOL. 5 - SURFACE ENGINEERING. 10 th Edition. s.l. : ASM International, 1990. p. 7 15. 14 FLÓREZ, María E y RUIZ, José L. Op. cit., p. 3.

22
1.3.2. Inmersión en Aluminio
Muy similar al proceso de galvanizado, éste consist e en limpiar la pieza, calentarla, someterla al fluxado y finalmente al re cubrimiento. Este recubrimiento, aparte de la protección a la corrosión, también pro tege al sustrato en ambientes de hasta 1150 ºC. Comercialmente se usan dos tipos de recubrimientos de aluminio:
• Tipo 1 – Usa una aleación de aluminio que contiene entre 5 y 11% de Silicio. El recubrimiento es delgado con espesores entre 20 a 25 micrómetros. Se usa principalmente para aplicacione s que requieren buena apariencia, maleabilidad y resistencia a altas temp eraturas, como los componentes del exhosto de los vehículos.
• Tipo 2 – Usa aluminio puro comercial para el recub rimiento. Su espesor es más grueso que el del tipo 1 y va desde los 30 hast a los 50 micrómetros. La microestructura del recubrimiento contiene aluminio puro y una aleación aluminio con hierro de baja ductilidad. Esto limita la maleabilidad y la adhesión del recubrimiento. Sin embargo tiene gran aplicación en la construcción para techos y alcantarillas, los cuale s requieren una alta resistencia a la corrosión atmosférica.
Según diversos experimentos que se han realizado, l os recubrimientos de aluminio han comprobado ser superiores a los de zinc en ambi entes industriales y marinos. Sin embargo, los recubrimientos de zinc han logrado mejores resultados en ambientes rurales15.
1.3.3. Inmersión en Aluminio – Zinc
Gracias a los muchos intentos que se han hecho para mejorar la protección a la oxidación y corrosión del acero por medio de aleaci ones, se llegó a esta combinación (55 Al - Zn) que ofrece excelentes resu ltados. El recubrimiento con estos dos metales se logró al descubrir que el sili cio impedía las reacciones de aleación que sucedían con el acero. Por lo tanto, l a composición usual del recubrimiento es de 55% Al, 43.3% Zn y 1.6% Si. Est e recubrimiento es muy útil en aplicaciones que requieren una alta protección d el acero a la corrosión y a las altas temperaturas. Su aplicación se realiza con ba ños que van desde los 420 hasta los 440°C.
15 ASM - American Society for Metals. Op. cit., p. 71 8.

23
1.3.4. Inmersión en Plomo – Estaño
Este recubrimiento consiste en la inmersión en un b año de plomo con un 3 a 15% de estaño. Aunque ofrece protección a la corrosión debido a la barrera protectora que se forma, no brinda la protección galvánica o d e sacrificio que sí tiene el zinc y sus aleaciones con aluminio. Sin embargo, el recubr imiento le da al sustrato soldabilidad, maleabilidad, y lo hace apto para la aplicación de pinturas. Sus usos más comunes son en partes automotrices como los air es acondicionados, los tanques de gasolina, y partes de aparatos eléctrico s como los radios y los televisores. Los efectos que puede tener el plomo e n el medio ambiente, obligan a la búsqueda de algún reemplazo para este recubrimie nto en un futuro cercano, como lo son los recubrimientos de zinc (galvanizado en caliente y electrolítico).
1.4. DEPOSICIÓN ELECTROLÍTICA
Consiste en depositar sobre el sustrato los metales de recubrimiento por medio de electrólisis en disolución acuosa, con la ayuda de una corriente eléctrica continua. El sustrato se encuentra sumergido en una solución de iones metálicos o electrolitos, donde el electrodo de carga negativa corresponde al cátodo, y el de carga positiva al ánodo. Antes de realizar el recub rimiento, el sustrato debe ser limpiado de forma exhaustiva con los métodos presen tados anteriormente como el decapado ácido, decapado alcalino, el fluxado y los procesos mecánicos como el granallado.
1.4.1. Galvanizado electrolítico – Zinc
Consiste en la electrodepositación fina de zinc sob re el sustrato. Aunque el recubrimiento no es tan grueso como el de inmersión en caliente, ofrece también excelente propiedades anticorrosivas. Sin embargo, en este caso no ocurre aleación con el acero base, pero aun así la adhesió n es excelente. Los depósitos electrolíticos de Zinc son considerados como los qu e tienen la mejor adhesión de cualquier recubrimiento metálico16. Este procedimiento es muy usado cuando las partes no pueden ser sometidas a altas temperaturas como sí ocurre con el galvanizado en caliente. El espesor de este recubri miento oscila entre 5 y 25 micrómetros.
16 Ibíd., p. 722.

24
1.4.2. Deposición Níquel
Los recubrimientos electrolíticos con níquel ofrece n una muy buena resistencia a la corrosión, así como una buena apariencia al meta l recubierto. Al igual que en el galvanizado electrolítico, el sustrato debe haber p asado por un proceso exhaustivo de limpieza con soluciones ácidas y alcalinas, así como en procesos de fluxado y de remoción mecánica para lograr una correcta adher encia del metal protector. Por lo general, sus aplicaciones son con fines deco rativos, pero no sobra resaltar que ofrece una excelente protección anticorrosiva e n ambientes rurales, marinos e industriales. Su espesor puede variar entre 12.5 a 500 micrómetros, y para ofrecer una adecuada protección a la corrosión debe ser may or a los 50 micrómetros.

25
2. COMPARACIÓN RECUBRIMIENTOS
Para el caso de Gutemberto, el aspecto fundamental que debe cumplir el recubrimiento es ofrecer una prolongada protección a la corrosión a un bajo costo. Por lo tanto, en este capítulo se hará la comparaci ón de los distintos recubrimientos, así como una breve reflexión acerca de los procesos de limpieza mencionados anteriormente.
2.1. MÉTODOS DE LIMPIEZA (REMOCIÓN)
Tal como se dijo anteriormente, los procesos de rem oción o limpieza se usan antes de realizar algún recubrimiento, ya que es im portante que la pieza a recubrir se encuentre totalmente limpia para los procesos po steriores. En la descripción de los procesos de limpieza que se realizó en la secci ón anterior, se demostró la alta eficiencia de los métodos químicos, con el agravant e del daño ambiental que causan. Por el contrario, los métodos mecánicos y n aturales demostraron tener una eficiencia casi igual, con grandes ventajas amb ientales. Sin embargo, dado que Gutemberto cuenta hoy en día con procesos de re moción química para el proceso de galvanizado electrolítico, éste será el método que se usará para el procedimiento de galvanizado en caliente a instalar en la planta. La siguiente tabla muestra las ventajas y desventajas de los dos métod os:
Tabla 3. Comparación Métodos de Limpieza (Remoción)
Método Limpieza Ventajas Desventajas
Químico
Alta eficiencia en limpieza, bajos costos de instalación, costos moderados de operación, apto para todo tipo de geometrías.
Alto impacto ambiental, desechos contaminantes, alto consumo y contaminación de agua, alto consumo de químicos para el proceso.
Mecánico
Buena eficiencia en limpieza, bajos costos de operación, cero impacto ambiental, bajo consumo de materiales para realizar el proceso.
Alto costo de instalación, limitación del proceso para ciertas geometrías.
Natural
Bajos costos de operación e instalación, cero impacto ambiental, apto para todo tipo de geometrías.
Eficiencia de limpieza no está comprobada. Dependencia del proceso a un único proveedor
26
Cabe anotar que Gutemberto debe tener en cuenta par a el futuro los métodos mecánicos y naturales. Éstos, aunque representan un a inversión elevada o dependencia de un solo proveedor respectivamente, l os beneficios ambientales son notables y van acordes a las nuevas tendencias mundiales, donde las industrias deben velar por la protección y preserva ción del medio ambiente.
2.2. RECUBRIMIENTOS
A la hora de seleccionar un recubrimiento, se deben tener en cuenta aspectos claves como la disponibilidad de la materia prima, su costo, y su fácil consecución. Para empresas de producción masiva como Gutemberto, con plazos de entrega definidos y un mercado altamente competitivo, conta r con un flujo del proceso continuo y confiable es esencial. Adicional a esto, el recubrimiento a seleccionar debe ser de bajo costo, ofrecer una excelente prote cción anticorrosiva, y que se pueda aplicar para recubrir piezas pequeñas o con a gujeros como los tornillos y tuercas que produce Gutemberto.
Las piezas que se desea recubrir son tornillos y es párragos con longitudes de 13 a 150 mm, diámetros de 5 a 27 mm, y pasos de la rosca (distancia entre dos valles o dos crestas del tornillo o tuerca) desde 0.8 a 3 mm 17. De igual forma, están las tuercas cuyos pasos tienen los mismos valores, así como los diámetros. Estas piezas tienen el inconveniente del agujero, con el cual se dificultan los procesos de remoción mecánica, así como cierto tipo de recubrim ientos que no se mencionaron en la sección anterior dada su dificult ad de aplicación para este tipo de geometrías (p. ej. rocío térmico y pinturas de a plicación con pistola / aspersor o brocha).
El libro, Surface Engineering for Corrosion and Wear Resistan ce de la ASM, recomienda los siguientes recubrimientos para prote cción a la corrosión18 (traducción):
• Galvanizado en caliente – Protección prolongada in cluso en ambientes contaminados.
• Rocío Térmico de zinc y aluminio – No aplica debid o a la geometría de las piezas que dificultan su aplicación.
• Galvanizado electrolítico.
17 GUTEMBERTO. Catálogo de Productos. Bogotá: s.n. p. 33-43. 18 ASM - American Society for Metals . 2001. Surface Engineering for Corrosion and Wear Resistance. s.l. : ASM International - editado por J.R. Davis - Davis & Associates, 2001. p. 197-198.
27
• Recubrimientos orgánicos como pinturas – No aplica debido a la geometría de las piezas que dificultan su aplicación.
• Deposición electrolítica de níquel – Siempre y cua ndo no se presenten defectos en el recubrimiento.
• Fosfatado – Para protección moderada.
Para ambientes hostiles y de alta temperatura, se r ecomiendan recubrimientos térmicos como los de aluminio y aluminio – zinc (55 Al-Zn). Para aplicaciones especiales de alta resistencia a la corrosión y ace ptación a la soldadura, se recomienda el recubrimiento térmico de plomo – esta ño19.
Un aspecto importante a la hora de seleccionar un r ecubrimiento es evaluar la forma de protección que éste le puede ofrecer al ac ero. Todos los recubrimientos, al impedir el contacto directo del medio ambiente c on el metal base (sustrato), en este caso el acero, están impidiendo la reacción de éste con el oxígeno, sales y ácidos que producen la corrosión del mismo. Sin emb argo, existe otro tipo de protección que se mencionó en el capítulo anterior, la protección catódica o de sacrificio:
Una medida de la tendencia a la corrosión de los me tales es su “potencia normal” y la ordenación de los metales de conformidad con s us potenciales normales constituye la serie galvánica de los metales… Los metales situados por encima del hierro en esta tabla, como es el caso del zinc, se denominan anódicos con respecto al hierro. Esto significa que puestos en c ontacto con el hierro, constituirán el ánodo de la pila de corrosión que puede formarse en presencia de humedad y oxígeno y será en este ánodo en donde se experiment e la oxidación, mientras que el hierro, que constituirá la parte catódica de dic ha pila, permanecerá inalterado20.
La siguiente figura muestra la serie galvánica:
19 ASM - American Society for Metals. 1990. ASM HANDBOOK - VOL. 5 - SURFACE ENGINEERING. Op. cit., p. 717-721. 20 FLÓREZ, María E y RUIZ, José L. Op. cit., p. 2.

Figura 2 . Serie Galvánica
Fuente: (AGA - American Galvanizers Association, 2006 pág. 1)
Tal como se aprecia en la figura, elementos como el magnesio, zinc y el aluminio, están en capacidad de ofrecer la protección catódic a al acero ya que se encuentran por encima de éste en la serie galvánica . Sin embargo, el cuadro aclara que en la práctica,protección. Esto nos demuestra que el recubrimiento con zinc es superior al que se hace con elementos como el plomo encuentran por debajo en la serie galvánica. como lo hace el zinc, tiene otro gran beneficio y e s continuar protegiendo el sustrato así se presente una discontinuidad en la b arrera protectora, tal como lo muestra la siguiente figura:
Figura 3. Pr otección Catódica
Fuente: (FLÓREZ, y otros pág. 4)
28
. Serie Galvánica
American Galvanizers Association, 2006 pág. 1)
Tal como se aprecia en la figura, elementos como el magnesio, zinc y el aluminio, están en capacidad de ofrecer la protección catódic a al acero ya que se encuentran por encima de éste en la serie galvánica . Sin embargo, el cuadro aclara que en la práctica, el zinc es el elemento más efectivo para ofrecer es ta protección. Esto nos demuestra que el recubrimiento con zinc es superior al que se hace con elementos como el plomo – estaño, o níquel, los cuales se encuentran por debajo en la serie galvánica. Ofrecer esta protección catódica, como lo hace el zinc, tiene otro gran beneficio y e s continuar protegiendo el sustrato así se presente una discontinuidad en la b arrera protectora, tal como lo muestra la siguiente figura:
otección Catódica
(FLÓREZ, y otros pág. 4)
Tal como se aprecia en la figura, elementos como el magnesio, zinc y el aluminio, están en capacidad de ofrecer la protección catódic a al acero ya que se encuentran por encima de éste en la serie galvánica . Sin embargo, el cuadro
el zinc es el elemento más efectivo para ofrecer es ta protección. Esto nos demuestra que el recubrimiento con zinc es superior al que
estaño, o níquel, los cuales se er esta protección catódica,
como lo hace el zinc, tiene otro gran beneficio y e s continuar protegiendo el sustrato así se presente una discontinuidad en la b arrera protectora, tal como lo

29
De esta forma, los recubrimientos más opcionados pa ra el caso de Gutemberto son el galvanizado en caliente y la deposición elec trolítica de zinc. Aunque Gutemberto ya cuenta con el segundo de estos, la in stalación de una planta de galvanizado en caliente es de gran importancia debi do a las ventajas que tiene este recubrimiento sobre la deposición. La siguient e tabla muestra las ventajas y desventajas de cada uno de los recubrimientos visto s en el capítulo anterior:
Tabla 4. Comparación Recubrimientos
Recubrimiento Ventajas Desventajas
FosfatadoIncrementa resistencia al desgaste y mejora propiedades de adhesión para tratamientos posteriores (pinturas, etc).
Protección moderada a la corrosión
Inmersión en zinc
Alta protección a la corrosión, bajo costo de aplicación, protección catódica, simplicidad y versatilidad del proceso, aleación con acero base
Costo de instalación, presentación estética de producto terminado, limitación por temperatura alcanzada en el proceso.
Inmersión en aluminio
Alta protección a la corrosión inclusive a altas temperaturas, protección catódica, simplicidad y versatilidad del proceso.
Aplicaciones específicas, costo de instalación y de aplicación, limitación por temperatura alcanzada en el proceso.
Inmersión en aluminio - zinc
Alta protección a la corrosión inclusive a altas temperaturas, protección catódica.
Aplicaciones específicas, costo de instalación y de aplicación, proceso de mayor complejidad que otros recubrimientos térmicos, limitación por temperatura alcanzada en el proceso.
Inmersión en plomo - estaño
Alta protección a la corrosión, soldabilidad y maleabilidad al sustrato, mejora propiedades de adhesión para tratamientos posteriores (pinturas, etc).
Aplicaciones específicas, costo de instalación y aplicación elevado, proceso de mayor complejidad que otros recubrimientos térmicos, no ofrece protección catódica dejando el sutrato vulnerable en cualquier discontinuidad del recubrimiento, limitación por temperatura alcanzada en el proceso.
Deposición zinc
Alta protección a la corrosión, bajo costo de aplicación, protección catódica, simplicidad y versatilidad del proceso, excelente presentación estética.
No genera aleación con el acero base, espesor reducido del recubrimiento.
Deposición níquelAlta protección a la corrosión, simplicidad y versatilidad del proceso, excelente presentación estética.
Aplicaciones específicas, espesor reducido del recubrimiento, no ofrece protección catódica dejando el sutrato vulnerable en cualquier discontinuidad del recubrimiento.
Para todos los recubrimientos de zinc, “la duración de la protección que proporcionan a los elementos de acero es zinc (o al espesor) de dicho recubrimiento…”se suele medir por el espesor ya sea en micrómetros ((o ). Aunque se trata de medidas con unidades diferent es, se puede asumir el siguiente factor de conversión para la comparaci ón de datos:
.
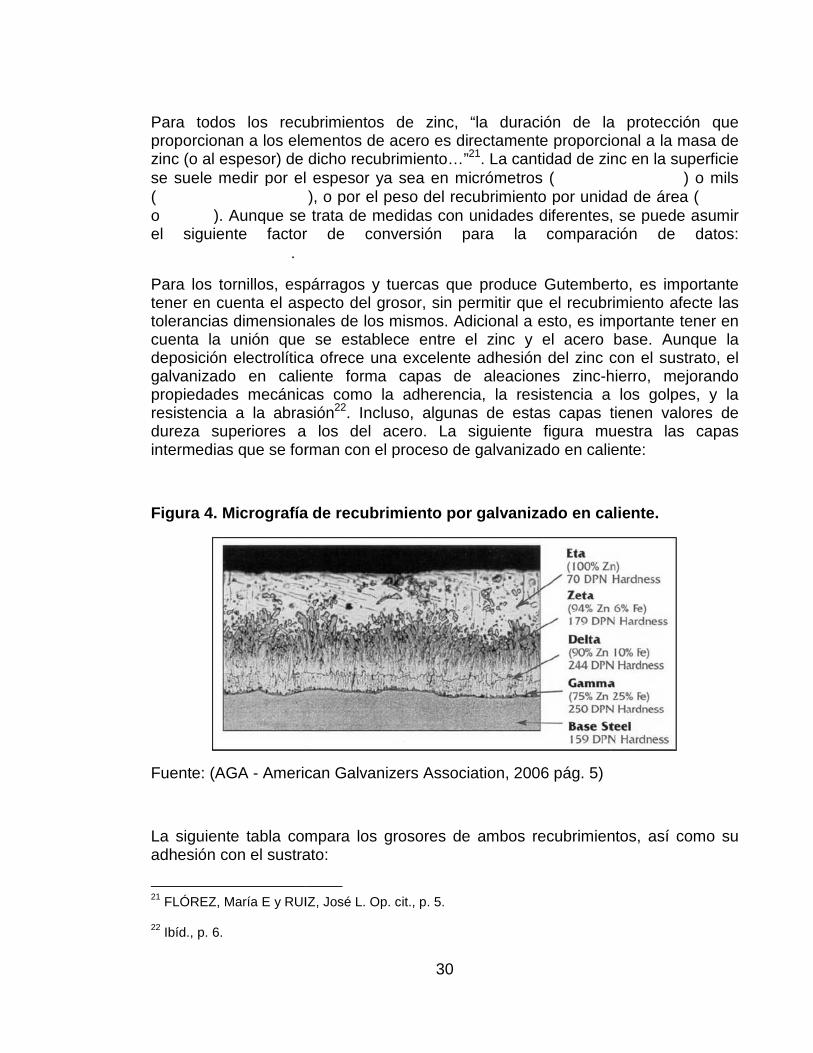
Para los tornillos, espárragos y tuetener en cuenta el aspecto tolerancias dimensionales de los mismos.cuenta la unión que se establece entre el zinc deposición electrolítica ofrece una excelente adhes ión del zinc galvanizado en caliente forma capas de aleaciones z incpropiedades mecánicas como la adherencia, la resist encia a los golpes, yresistencia a la abrasióndureza superiores a los del acero. La siguiente fig ura muestra las capas intermedias que se forman
Figura 4 . Micrografía de recubrimiento por galvanizado en c aliente.
Fuente: (AGA - American Galvanizers Association, 2006 pág. 5)
La siguiente tabla compara los adhesión con el sustrato:
21 FLÓREZ, María E y RUIZ, José L. 22 Ibíd., p. 6.
30
Para todos los recubrimientos de zinc, “la duración de la protección que proporcionan a los elementos de acero es directamente proporcional a la masa de zinc (o al espesor) de dicho recubrimiento…” 21. La cantidad de zinc en la superficie se suele medir por el espesor ya sea en micrómetros (
), o por el peso del recubrim iento por unidad de área (). Aunque se trata de medidas con unidades diferent es, se puede asumir
el siguiente factor de conversión para la comparaci ón de datos:
ara los tornillos, espárragos y tue rcas que produce Gutemberto, es importante aspecto del grosor, sin permitir que el recubrimiento afecte las
tolerancias dimensionales de los mismos. Adicional a esto, es importante tener en cuenta la unión que se establece entre el zinc y el acero base. Aunque la deposición electrolítica ofrece una excelente adhes ión del zinc con el sustrato, el galvanizado en caliente forma capas de aleaciones z inc-hierro, mejorando propiedades mecánicas como la adherencia, la resist encia a los golpes, yresistencia a la abrasión22. Incluso, algunas de estas capas tienen valores de dureza superiores a los del acero. La siguiente fig ura muestra las capas intermedias que se forman con el proceso de galvanizado en caliente
. Micrografía de recubrimiento por galvanizado en c aliente.
American Galvanizers Association, 2006 pág. 5)
La siguiente tabla compara los grosores de ambos recubrimientos, así como su sustrato:
FLÓREZ, María E y RUIZ, José L. Op. cit., p. 5.
Para todos los recubrimientos de zinc, “la duración de la protección que directamente proporcional a la masa de
La cantidad de zinc en la superficie ) o mils
iento por unidad de área ( ). Aunque se trata de medidas con unidades diferent es, se puede asumir
el siguiente factor de conversión para la comparaci ón de datos:
rcas que produce Gutemberto, es importante el recubrimiento afecte las
Adicional a esto, es importante tener en y el acero base. Aunque la
con el sustrato, el hierro, mejorando
propiedades mecánicas como la adherencia, la resist encia a los golpes, y la . Incluso, algunas de estas capas tienen valores de
dureza superiores a los del acero. La siguiente fig ura muestra las capas con el proceso de galvanizado en caliente :
. Micrografía de recubrimiento por galvanizado en c aliente.
grosores de ambos recubrimientos, así como su
31
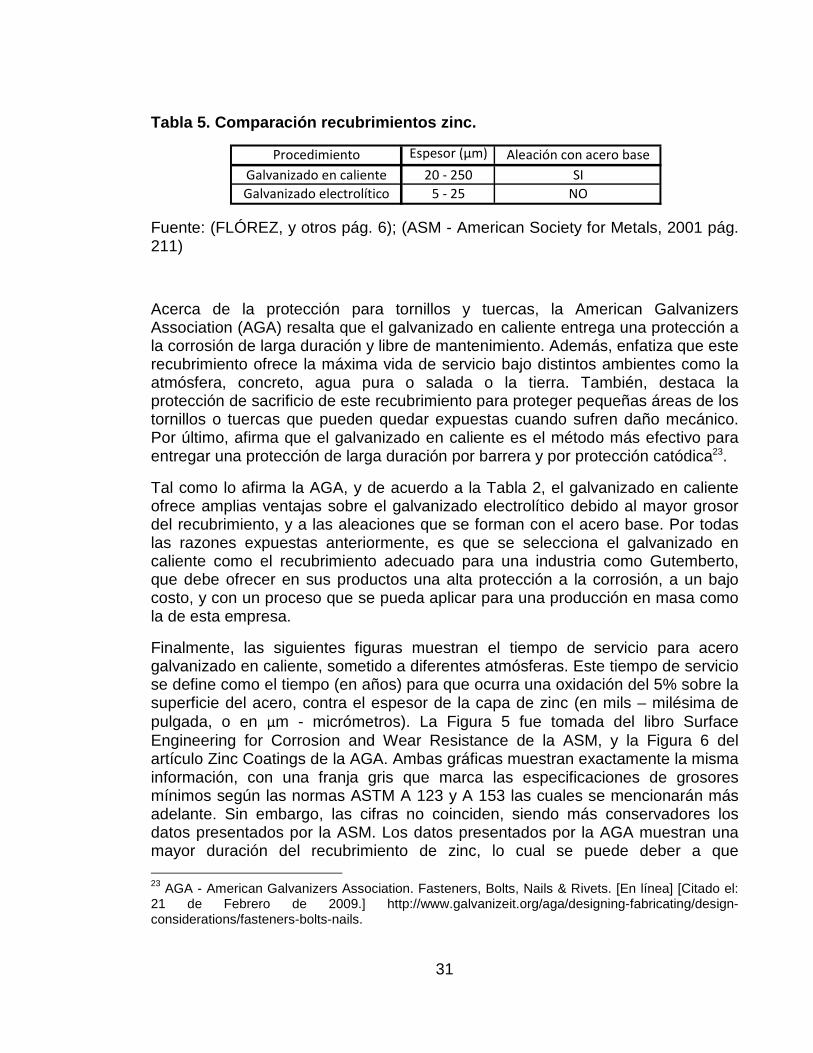
Tabla 5. Comparación recubrimientos zinc.
Fuente: (FLÓREZ, y otros pág. 6); (ASM - American S ociety for Metals, 2001 pág. 211)
Acerca de la protección para tornillos y tuercas, l a American Galvanizers Association (AGA) resalta que el galvanizado en cal iente entrega una protección a la corrosión de larga duración y libre de mantenimi ento. Además, enfatiza que este recubrimiento ofrece la máxima vida de servicio baj o distintos ambientes como la atmósfera, concreto, agua pura o salada o la tierra . También, destaca la protección de sacrificio de este recubrimiento para proteger pequeñas áreas de los tornillos o tuercas que pueden quedar expuestas cua ndo sufren daño mecánico. Por último, afirma que el galvanizado en caliente e s el método más efectivo para entregar una protección de larga duración por barre ra y por protección catódica 23.
Tal como lo afirma la AGA, y de acuerdo a la Tabla 2, el galvanizado en caliente ofrece amplias ventajas sobre el galvanizado electr olítico debido al mayor grosor del recubrimiento, y a las aleaciones que se forman con el acero base. Por todas las razones expuestas anteriormente, es que se sele cciona el galvanizado en caliente como el recubrimiento adecuado para una in dustria como Gutemberto, que debe ofrecer en sus productos una alta protecci ón a la corrosión, a un bajo costo, y con un proceso que se pueda aplicar para u na producción en masa como la de esta empresa.
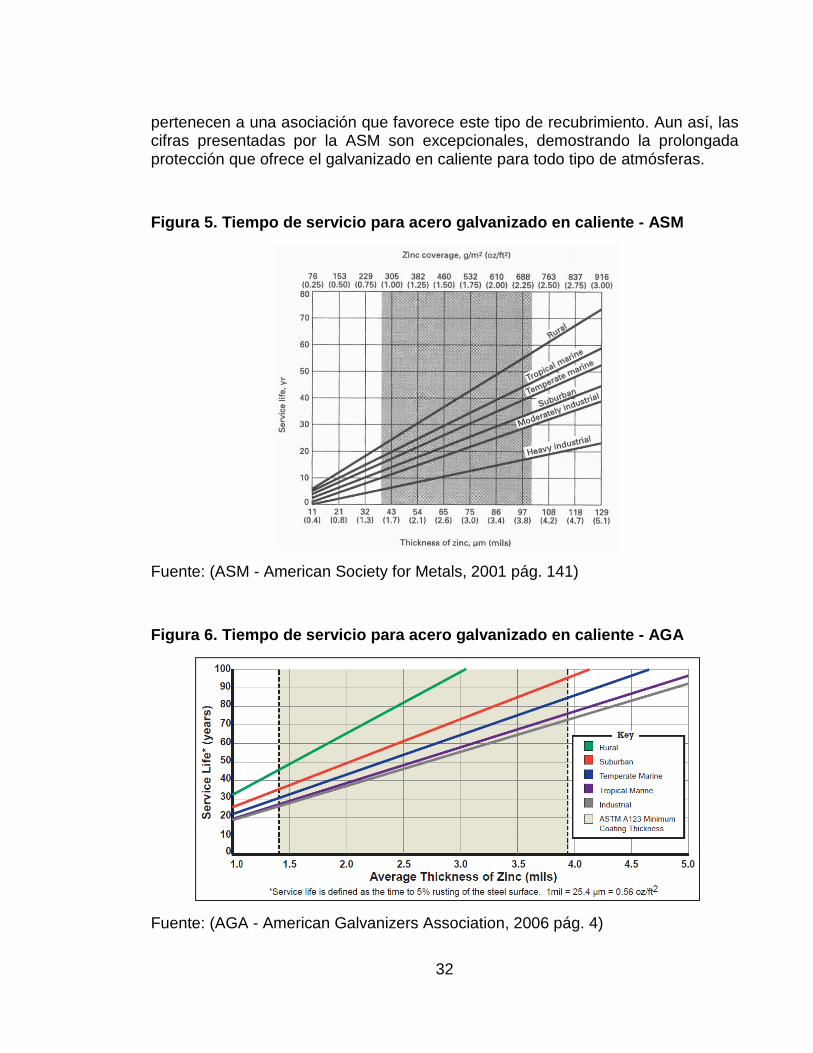
Finalmente, las siguientes figuras muestran el tiem po de servicio para acero galvanizado en caliente, sometido a diferentes atmó sferas. Este tiempo de servicio se define como el tiempo (en años) para que ocurra una oxidación del 5% sobre la superficie del acero, contra el espesor de la capa de zinc (en mils – milésima de pulgada, o en µm - micrómetros). La Figura 5 fue tomada del libro Surface Engineering for Corrosion and Wear Resistance de la ASM, y la Figura 6 del artículo Zinc Coatings de la AGA. Ambas gráficas muestran exactamente la misma información, con una franja gris que marca las espe cificaciones de grosores mínimos según las normas ASTM A 123 y A 153 las cua les se mencionarán más adelante. Sin embargo, las cifras no coinciden, sie ndo más conservadores los datos presentados por la ASM. Los datos presentados por la AGA muestran una mayor duración del recubrimiento de zinc, lo cual s e puede deber a que 23 AGA - American Galvanizers Association. Fasteners, Bolts, Nails & Rivets. [En línea] [Citado el: 21 de Febrero de 2009.] http://www.galvanizeit.org/ aga/designing-fabricating/design-considerations/fasteners-bolts-nails.
Procedimiento Espesor (µm) Aleación con acero baseGalvanizado en caliente 20 - 250 SIGalvanizado electrolítico 5 - 25 NO
32
pertenecen a una asociación que favorece este tipo de recubrimiento. Aun así, las cifras presentadas por la ASM son excepcionales, de mostrando la prolongada protección que ofrece el galvanizado en caliente pa ra todo tipo de atmósferas.
Figura 5. Tiempo de servicio para acero galvanizado en caliente - ASM
Fuente: (ASM - American Society for Metals, 2001 pá g. 141)
Figura 6. Tiempo de servicio para acero galvanizado en caliente - AGA
Fuente: (AGA - American Galvanizers Association, 20 06 pág. 4)

33
3. GALVANIZADO EN CALIENTE
Tal como se ha mencionado en los capítulos anterior es, el proceso de galvanizado en caliente consiste en sumergir la pieza a recubri r en un baño de zinc que se encuentra aproximadamente a 450 ºC. A esta temperat ura ocurre el proceso de difusión del zinc en el acero, formando las cuatro aleaciones (Eta, Zeta, Delta y Gamma en la Figura 4) mencionadas anteriormente. Pa ra el galvanizado en caliente existen dos métodos, los cuales difieren e n los procesos y las tecnologías que usan. Estos son:
• Galvanizado en caliente por procedimiento disconti nuo (galvanización general): Empleado en todo tipo de piezas individua les hechas de hierro y acero.
• Galvanizado en caliente por procedimiento continuo : Empleado en láminas, cintas y alambres hechos de hierro y acero.
El método que se tratará en este capítulo es el de procedimiento discontinuo (batch hot-dip galvanizing), el cual aplica para lo s productos de Gutemberto como pernos, tornillos y tuercas. Este proceso consiste básicamente de tres elementos (la traducción al inglés se realiza para la interpr etación de la Figura 7):
• Preparación de la superficie o Desengrase (Caustic cleaning) o Decapado ácido (Pickling) o Fluxado (Flux)
• Galvanizado o Inmersión en baño de zinc fundido (Zinc bath) o Centrifugado o Enfriado (Cooling)
• Inspección (Inspection) o Apariencia (según normas ASTM e ISO) o Espesor (según normas ASTM e ISO)
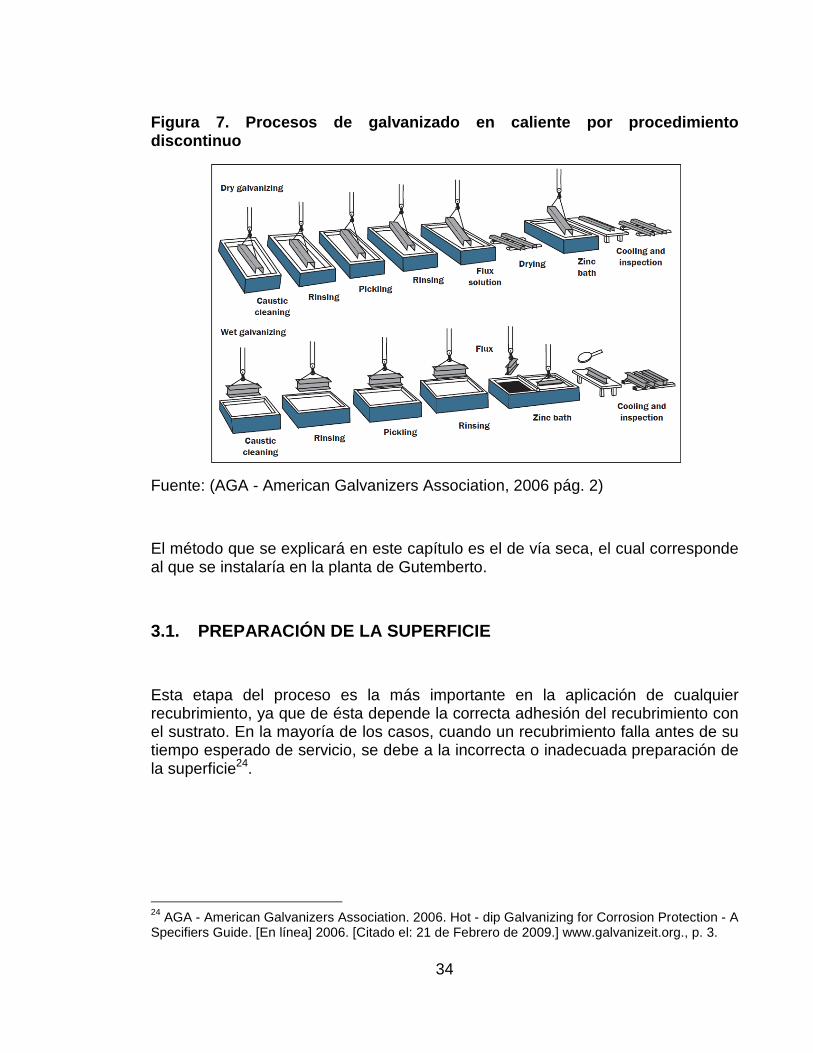
Existen dos métodos distintos para realizar el flux ado, el de vía seca (dry galvanizing) y el de vía húmeda (wet galvanizing). En el primero de éstos se realiza el fluxado y se deja secar la pieza antes d e sumergirla en el zinc fundido. Por el contrario, en el segundo método se realiza e l fluxado y la pieza se sumerge inmediatamente en el zinc fundido. La Figura 7 mues tra la diferencia entre ambos métodos:
34
Figura 7. Procesos de galvanizado en caliente por p rocedimiento discontinuo
Fuente: (AGA - American Galvanizers Association, 20 06 pág. 2)
El método que se explicará en este capítulo es el d e vía seca, el cual corresponde al que se instalaría en la planta de Gutemberto.
3.1. PREPARACIÓN DE LA SUPERFICIE
Esta etapa del proceso es la más importante en la a plicación de cualquier recubrimiento, ya que de ésta depende la correcta a dhesión del recubrimiento con el sustrato. En la mayoría de los casos, cuando un recubrimiento falla antes de su tiempo esperado de servicio, se debe a la incorrect a o inadecuada preparación de la superficie24.
24 AGA - American Galvanizers Association. 2006. Hot - dip Galvanizing for Corrosion Protection - A Specifiers Guide. [En línea] 2006. [Citado el: 21 d e Febrero de 2009.] www.galvanizeit.org., p. 3.

35
3.1.1. Desengrase – Limpieza Cáustica
Consiste en el decapado alcalino (sección 1.1.1) de la pieza a recubrir, por medio del cual se eliminan todo tipo de suciedades, aceit es, grasas, marcas y/o pinturas que ésta traiga. Este procedimiento realiza cinco f unciones básicas25:
• Dispersión lavando la mugre de la pieza. • Emulsificación, rompiendo la mugre y suspendiéndol o en la solución. • Encogimiento de la capa formando gotas de aceite p ara facilitar la
remoción de éste. • Saponificación convirtiendo los aceites animales y vegetales en jabones
solubles en agua. • Agregación recolectando todas las partículas de mu gre aisladas de la
pieza, para poder ser removidas de la solución.
Las soluciones alcalinas como el hidróxido sódico, el carbonato sódico, los silicatos sódicos, los fosfatos alcalinos y el bóra x, son calentados a temperaturas que oscilan entre los 65 y 82 ºC 26. Se debe tener un control sobre la fuerza de las soluciones alcalinas para asegurar que cumplan su f unción de desengrase de manera eficiente. Finalmente, la pieza debe ser enj uagada con agua para evitar la formación de escoria con los residuos de este proce so, al ser sumergida en el zinc fundido (ver Figura 7).
3.1.2. Decapado Ácido
La pieza es sumergida en un baño ácido para remover el óxido antes del galvanizado. Se realiza usualmente con ácido clorhí drico (solución entre 5 - 15% en masa) a temperatura ambiente (24 - 38 ºC), o con ácido sulfúrico (solución entre 3 - 14% en masa) a una temperatura elevada (6 0 - 79 ºC)27. Como se mencionó en la sección 1.1.1, se deben usar inhibid ores para evitar que el ácido ataque al sustrato. Nuevamente, la pieza debe ser e njuagada con agua para remover todos los residuos que hayan podido quedar del decapado (ver Figura 7).
3.1.3. Fluxado
El fluxado es el último procedimiento antes de sume rgir la pieza en el zinc fundido. Sus funciones son terminar de remover los óxidos qu e hayan quedado en la 25 ASM - American Society for Metals. 1990. ASM HANDBOOK - VOL. 5 - SURFACE ENGINEERING. Op. cit., p. 365. 26 Ibíd., p. 365. 27 Ibíd., p. 365.

36
superficie, impedir la formación de nuevos óxidos e vitando la oxidación microscópica, y ayudar a la adherencia metalúrgica del zinc con el acero base. Consiste en sumergir la pieza en una solución acuos a de cloruro de zinc y cloruro de amonio (ver sección 1.1.1). Posteriormente, la p ieza se debe dejar secar por completo antes de sumergirla en el baño de zinc fun dido (ver Figura 7).
3.2. GALVANIZADO
3.2.1. Inmersión en Baño de Zinc Fundido
La pieza se sumerge en un baño de zinc cuyas temper aturas oscilan entre los 445 a los 454 ºC28, cuyo contenido debe tener mínimo un 98% de zinc l íquido puro29. El espesor del recubrimiento se controla por medio del tiempo de inmersión, el cual oscila entre los 3 a 6 minutos. La velocidad a la cual se realiza la inmersión influye sobre la uniformidad del recubrimiento, y e s recomendable hacerlo lo más rápido posible.
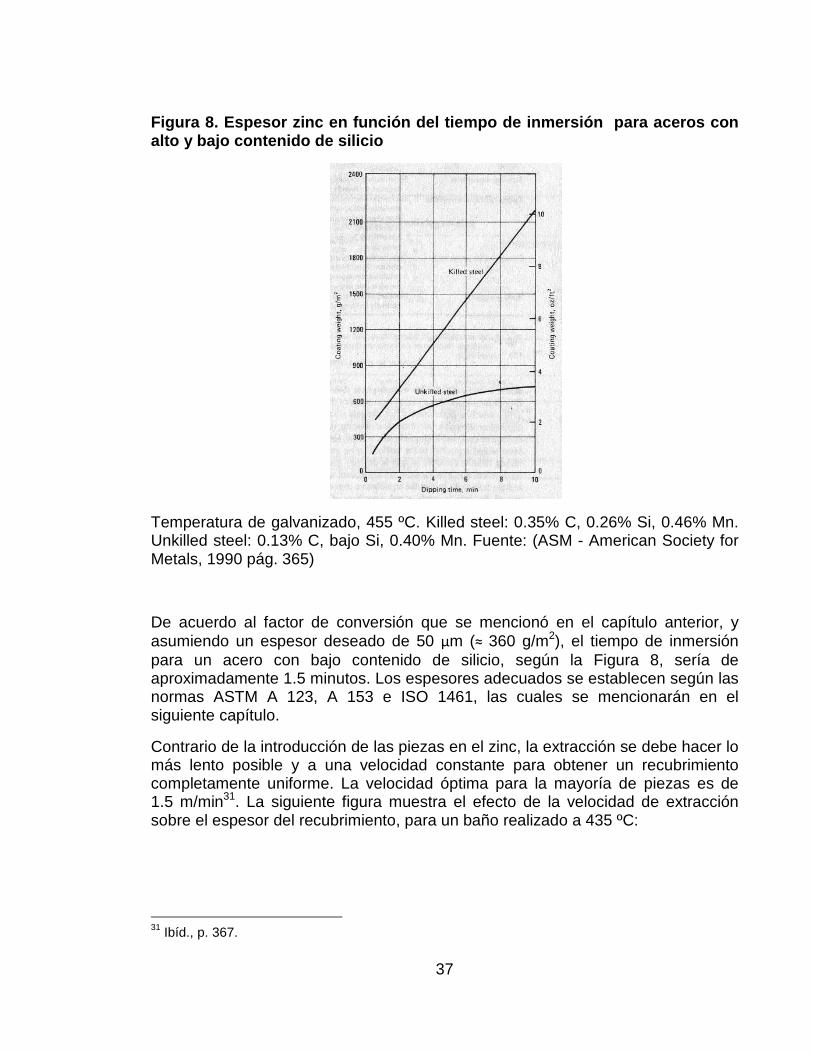
El espesor del recubrimiento de zinc no depende exc lusivamente del tiempo, sino también del contenido de aleantes que tiene el acer o a recubrir, específicamente del porcentaje de silicio. Para aceros que tienen u n bajo contenido de silicio (< 0.05% - unkilled steel), la reacción entre el zi nc y el acero ocurre de forma rápida durante los primeros dos minutos, y posterio rmente la capa crece con una rapidez decreciente. Por el contrario, cuando el co ntenido de silicio es superior al 0.05% (killed steel), el espesor de la capa continu a creciendo de forma lineal con respecto al tiempo de inmersión. Por lo tanto, es i mportante minimizar el tiempo de inmersión de aceros con un contenido alto de silici o30. La siguiente figura ilustra este efecto:
28 Ibíd., p. 366. 29 AGA - American Galvanizers Association. 2006. Hot - dip Galvanizing for Corrosion Protection - A Specifiers Guide. Op. cit., p. 4. 30 ASM - American Society for Metals. 1990. ASM HANDBOOK - VOL. 5 - SURFACE ENGINEERING. Op. cit., p. 366.
37
Figura 8. Espesor zinc en función del tiempo de inm ersión para aceros con alto y bajo contenido de silicio
Temperatura de galvanizado, 455 ºC. Killed steel: 0 .35% C, 0.26% Si, 0.46% Mn. Unkilled steel: 0.13% C, bajo Si, 0.40% Mn. Fuente: (ASM - American Society for Metals, 1990 pág. 365)
De acuerdo al factor de conversión que se mencionó en el capítulo anterior, y asumiendo un espesor deseado de 50 µm (≈ 360 g/m2), el tiempo de inmersión para un acero con bajo contenido de silicio, según la Figura 8, sería de aproximadamente 1.5 minutos. Los espesores adecuado s se establecen según las normas ASTM A 123, A 153 e ISO 1461, las cuales se mencionarán en el siguiente capítulo.
Contrario de la introducción de las piezas en el zi nc, la extracción se debe hacer lo más lento posible y a una velocidad constante para obtener un recubrimiento completamente uniforme. La velocidad óptima para la mayoría de piezas es de 1.5 m/min31. La siguiente figura muestra el efecto de la veloc idad de extracción sobre el espesor del recubrimiento, para un baño re alizado a 435 ºC:
31 Ibíd., p. 367.

38
Figura 9. Efecto de velocidad de extracción sobre e l espesor del recubrimiento
Fuente: (ASM - American Society for Metals, 1990 pá g. 364)
Debido a que la extracción del baño de las piezas a una velocidad baja no es económica ni viable para una empresa de producción en masa como Gutemberto, ésta se puede aumentar centrifugando las piezas en canastas para drenar el exceso de zinc32. El centrifugado se convierte en la opción para a celerar el proceso sin dejar de obtener una capa uniforme y de calidad.
3.2.2. Centrifugado
Tal como se dijo en la sección anterior, el proceso de centrifugado se utiliza para remover los excesos de zinc, y poder reducir el tie mpo del galvanizado al extraer las piezas del baño con mayor rapidez. “Las piezas pequeñas, tales como tornillos, tuercas, arandelas y otros elementos de fijación se galvanizan en discontinuo colocándolas en cestas perforadas, que permiten som eterlas a un proceso de escurrido mediante centrifugación una vez extraídas del baño de zinc” 33.
3.2.3. Enfriado
Debido a que las reacciones entre el zinc y el acer o continúan una vez la pieza ha sido extraída del baño de zinc, es importante enfri arla cuanto antes ya que se puede llegar a perder la capa de 100% zinc, afectan do las propiedades y
32 Ibíd., p. 367. 33 FLÓREZ, María E y RUIZ, José L. Op. cit., p. 11-12 .

39
apariencia del recubrimiento. Por este motivo, las piezas se someten a un enfriamiento ya sea con aire a temperatura ambiente o preferiblemente sumergiéndolas en un recipiente con agua.
3.3. INSPECCIÓN
De acuerdo a las normas establecidas por la ASTM y la ISO principalmente, se realizan las operaciones de inspección para verific ar el espesor, adherencia, uniformidad y apariencia de las piezas galvanizadas . Las especificaciones y requerimientos de estas normas se mencionan en el s iguiente capítulo. Las más importantes son las ASTM A 123 / A 123M, A 153 / A1 53M, A 780, A 143 / A143M, A 384 / A384M, A 385, y la ISO 1461.
Después del control de calidad, se realiza el empaq ue y despacho del producto terminado.

40
3.4. DIAGRAMA DE PROCESO
Sí
No
Sí
No
INICIO Documento de orden de galvanizado
Recepción de
material a galvanizar
Desengrase; Limpieza Cáustica
Enjuague
Decapado Ácido
Fluxado
Secado
Galvanizado por inmersión en baño de
zinc fundido
Centrifugado
Enfriado; Inmersión en Agua
Inspección de Calidad
Despacho, entrega
Espera horno
Transporte de Material
¿Pieza cumple especificaciones
de calidad?
Documento de entrega
Transporte de Material
FIN
Enjuague
¿Pieza se puede
recuperar?
Reciclaje; Desperdicio
Documento de pérdida de piezas

41
3.5. EQUIPOS
El equipo más importante para el galvanizado en cal iente es el horno de galvanizado. Variables como el tamaño, la forma, el espesor de la pared, el material del tanque, la fuente de calor y los requi sitos de los equipos auxiliares, deben ser tenidos en cuenta a la hora de selecciona r el horno34. El tamaño y la forma dependen principalmente de las piezas que se vayan a galvanizar, pero se deben tener en cuenta aspectos como la capacidad de éste de retener el calor cuando se introducen constantemente piezas frías en él. Por ejemplo, no es conveniente tener una superficie muy amplia debido a que se incrementan las pérdidas de calor, por el contrario, es preferible que el tanque sea profundo ayudando a preservar la temperatura en su interior.
Usualmente, el peso del zinc fundido en el tanque d ebe ser entre 15 a 20 veces el peso de las piezas que se galvanizan en una hora. S in embargo, muchas industrias usan una relación de 40 a 1 35. Dado que las piezas a galvanizar en Gutemberto son pequeñas, la forma recomendada es un horno rectangular ya que así se reducen los concentradores de esfuerzos, que pueden llegar a dañarlo debido a los esfuerzos térmicos que se causan.
El espesor de la pared del horno depende de muchas variables. Por este motivo, los espesores seleccionados se han obtenido por med io del conocimiento empírico logrado a través de los años. Usualmente varían ent re 20 a 50 mm 36. El material del horno es hierro o cerámica, y a veces se recubr e exteriormente con ladrillos para aislarlo de los demás equipos.
Las fuentes de calor suelen ser por combustión de a lgún hidrocarburo como gas natural, por resistencias eléctricas, o por inducci ón electromagnética. Sin embargo, el método más usado es la combustión de ga s natural, debido a su economía frente a los costos de energía del calenta miento eléctrico o la inducción. Los aspectos importantes que debe cumplir la fuente de calor son37:
• Alto factor de eficiencia • Buen control de temperatura para mantenerla consta nte • Habilidad para mantener la temperatura mínima requ erida en las paredes
externas del horno
34 ASM - American Society for Metals. 1990. ASM HANDBOOK - VOL. 5 - SURFACE ENGINEERING. Op. cit., p. 369. 35 Ibíd., p. 369. 36 Ibíd., p. 369. 37 Ibíd., p. 369.

42
• Calentamiento uniforme de todo el contenido, sin p ermitir puntos muy calientes o muy fríos
Dado que Gutemberto cuenta con los equipos para la limpieza del sustrato (tornillos, pernos y tuercas) que precede al galvan izado, los otros equipos que se deben evaluar son la máquina centrifugadora y un po lipasto para la inmersión y retiro de las piezas en el baño de zinc. La centríf uga debe estar en capacidad de mantener el flujo de producción impuesto por el hor no, es decir, tener el tamaño adecuado para que no se convierta en un cuello de b otella o se encuentre sobre dimensionada respecto a los demás equipos del proce so. En cuanto al polipasto, éste no solo debe tener la capacidad de carga reque rida para el proceso, sino que también debe ser lo suficientemente veloz para no p ermitir que las piezas duren demasiado tiempo sumergidas, tal como se indicó en la sección 3.2.1. . El tamaño y proveedor de estos equipos se seleccionará en los capítulos siguientes de acuerdo al estudio de factibilidad que se va a real izar.

43
4. NORMAS Y CÓDIGOS RELACIONADOS AL PROCESO
Para el proceso de galvanizado en caliente existen varias normas establecidas, las cuales han sido aceptadas mundialmente por la indus tria. Estas normas son emitidas por organizaciones como la ASTM (American Society for Testing and Materials), la ISO (International Organization for Standardization), la CSA (Canadian Standards Association) y la AASHTO (Ameri can Association of State Highway and Transportation Officials)38. Sin embargo las normas más usadas son las de la ASTM y la ISO, las cuales son muy similar es en las especificaciones que presentan. A continuación se mencionarán los aspect os más importantes de las normas que aplican para el proceso de galvanizado e n caliente en Gutemberto.
4.1. NORMA ASTM A 123 / A 123M
Standard Specification for Zinc (Hot-Dip Galvanized ) Coatings on Iron and Steel Products
Esta norma cubre las especificaciones para recubrim ientos por galvanizado en caliente sobre acero y hierro. Los puntos más impor tantes que trata son39:
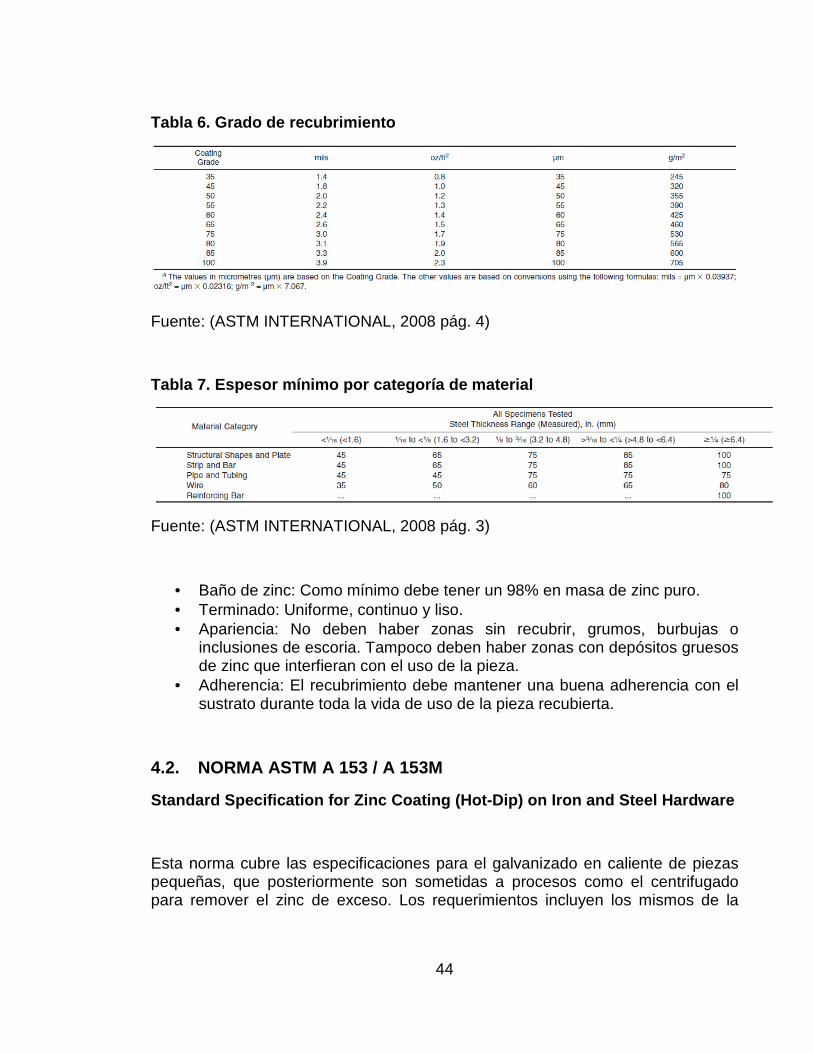
• Espesor del recubrimiento: De acuerdo a la categor ía del material y al espesor del acero, se especifica el grado (espesor) del recubrimiento de acuerdo a las siguientes tablas:
38 AGA - American Galvanizers Association. 2006. Hot - dip Galvanizing for Corrosion Protection - A Specifiers Guide. Op. cit., p. 4. 39 ASTM INTERNATIONAL. 2008. ASTM A 123/A 123M - Stan dard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products. [E n línea] 2008. [Citado el: 22 de Febrero de 2009.] http://standards.astmpubs.com/main.aspx.
44
Tabla 6. Grado de recubrimiento
Fuente: (ASTM INTERNATIONAL, 2008 pág. 4)
Tabla 7. Espesor mínimo por categoría de material
Fuente: (ASTM INTERNATIONAL, 2008 pág. 3)
• Baño de zinc: Como mínimo debe tener un 98% en mas a de zinc puro. • Terminado: Uniforme, continuo y liso. • Apariencia: No deben haber zonas sin recubrir, gru mos, burbujas o
inclusiones de escoria. Tampoco deben haber zonas c on depósitos gruesos de zinc que interfieran con el uso de la pieza.
• Adherencia: El recubrimiento debe mantener una bue na adherencia con el sustrato durante toda la vida de uso de la pieza re cubierta.
4.2. NORMA ASTM A 153 / A 153M
Standard Specification for Zinc Coating (Hot-Dip) o n Iron and Steel Hardware
Esta norma cubre las especificaciones para el galva nizado en caliente de piezas pequeñas, que posteriormente son sometidas a proces os como el centrifugado para remover el zinc de exceso. Los requerimientos incluyen los mismos de la

45
norma ASTM A 123 / 123M, más ciertas indicaciones p ara casos de fragilidad y piezas con roscado40.
• Espesor del recubrimiento: No incluye las zonas qu e tienen roscado, y debe tener como mínimo el grosor especificado por la sig uiente tabla:
Tabla 8. Espesor mínimo para piezas individuales pe queñas
Fuente: (ASTM INTERNATIONAL, 2005 pág. 2)
• Fragilidad: La manufactura de la pieza, su diseño y el recubrimiento deben ser hechos con las precauciones debidas para evitar la fragilidad del producto final.
• La norma permite repasar el roscado de las tuercas para asegurar su debido funcionamiento. En este caso, el recubrimien to sobre el roscado de los tornillos se encargaría de impartir la protecci ón a la corrosión.
4.3. OTRAS NORMAS ASTM
Existen cuatro normas adicionales que se deben tene r en cuenta para el proceso de galvanizado en caliente. Estas son:
• Norma ASTM 143 / 143M - Standard Practice for Safeg uarding Against Embrittlement of Hot-Dip Galvanized Structural Stee l Products and Procedure for Detecting Embrittlement : Esta norma da las indicaciones
40 ASTM INTERNATIONAL. 2005. ASTM A 153/A 153M - Stan dard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware. Op. cit.
46
de las precauciones que se deben tomar para evitar la fragilidad de los productos galvanizados. También indica los procedim ientos que se deben seguir para detectar esta fragilidad 41.
• Norma ASTM A 780 - Standard Practice for Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings : Esta norma indica los pasos que se deben seguir para reparar las zonas de l recubrimiento que están defectuosas42.
• Norma ASTM A 385 - Standard Practice for Providing High-Quality Zinc Coatings (Hot-Dip) : Esta norma indica las precauciones que se deben tomar para poder realizar un galvanizado en calient e de alta calidad43.
• Norma ASTM B 6 - Standard Specification for Zinc : Esta norma da las indicaciones de cómo debe ser el zinc utilizado par a el galvanizado en caliente44.
4.4. NORMA ISO 1461
Hot Dip Galvanized Coatings on Fabricated Iron and Steel Articles
Esta norma indica las especificaciones y métodos de prueba para el galvanizado en caliente en baños de zinc con un máximo de 2% en masa de otros metales. Los criterios que establece son prácticamente iguales a los de las normas ASTM A 123 / 123M y ASTM A 153/153M. La norma da indicaciones acerca de cómo debe ser la apariencia, terminado, adherencia y espesor del recubrimiento, tal como lo hacen las normas ASTM. Esta norma no aplica para lo s siguientes casos45:
• Chapas e hilos galvanizados en caliente por proces o continuo • Tubos y canalizaciones galvanizados en caliente en fábricas automatizadas
41 ASTM INTERNATIONAL. 2007. ASTM A 143/A 143M - Stan dard Practice for Safeguarding Against Embrittlement of Hot-Dip Galvanized Structu ral Steel Products and Procedure for Detecting Embrittlement. Op. cit. 42 ASTM INTERNATIONAL. 2001. ASTM A 780 - Standard Pr actice for Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings. Op. cit. 43 ASTM INTERNATIONAL. 2008. ASTM A 385 - Standard Pr actice for Providing High-Quality Zinc Coatings (Hot-Dip). Op. cit. 44 ASTM INTERNATIONAL. 2008. ASTM B 6 - Standard Spec ification for Zinc. Op. cit. 45 HALECO - Expertos en Medio Ambiente y Seguridad. 2 008. Norma en ISO 1461. [En línea] 25 de Agosto de 2008. [Citado el: 22 de Febrero de 200 9.] http://www.haleco.es/wpc/img_basse_def/NORM_EN%20ISO%201461_es.pdf.
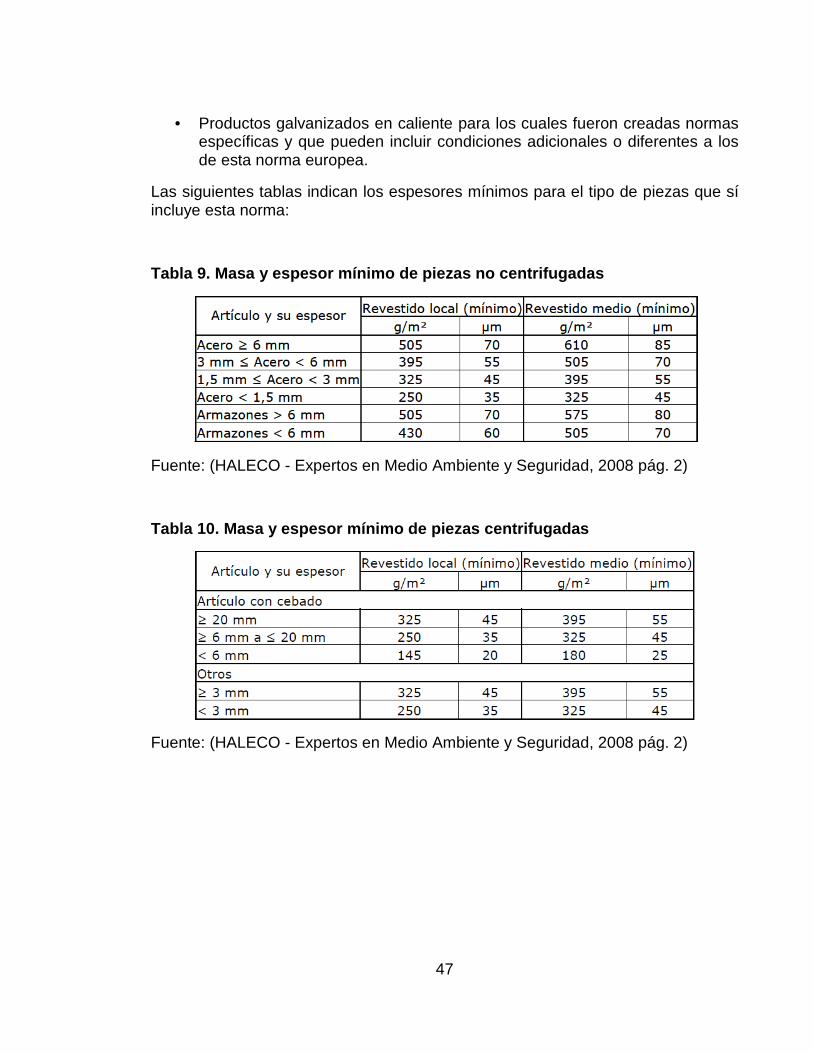
47
• Productos galvanizados en caliente para los cuales fueron creadas normas específicas y que pueden incluir condiciones adicio nales o diferentes a los de esta norma europea.
Las siguientes tablas indican los espesores mínimos para el tipo de piezas que sí incluye esta norma:
Tabla 9. Masa y espesor mínimo de piezas no centrif ugadas
Fuente: (HALECO - Expertos en Medio Ambiente y Segu ridad, 2008 pág. 2)
Tabla 10. Masa y espesor mínimo de piezas centrifug adas
Fuente: (HALECO - Expertos en Medio Ambiente y Segu ridad, 2008 pág. 2)

48
5. PROVEEDORES DE PLANTA
De acuerdo a los requerimientos de Gutemberto para suplir sus necesidades de galvanizado en caliente, estimados en 1200 kg cada 8 horas, se realiza el dimensionamiento de los equipos a adquirir.
5.1. HORNO
De acuerdo a la capacidad requerida de ����� ���� ��� � ���� �� �� , las especificaciones propuestas para el horno son:
Tabla 11. Especificación Horno
DIMENSIONES CÁMARA ÚTIL
Ancho (mm) 300 Largo (mm) 700 Alto (mm) 400
ESPECIFICACIÓN HORNO
Temperatura máx. (°C) 700 Tensión eléctrica 220V; 3F; 60 Hz
Calefacción A Gas
Además, es importante que el horno cuente con un co ntrolador de temperatura que permita mantenerla en los 450°C, adecuada para el proceso.
5.2. CENTRÍFUGA
Esta máquina, utilizada para remover el exceso de z inc y acelerar el proceso, debe contar con las siguientes especificaciones, su ministradas por Gutemberto:

49
Tabla 12. Especificación Centrífuga
CANASTA
Diámetro (mm) 350 Alto (mm) 400
Capacidad carga (kg) 40
ESPECIFICACIÓN MOTOR
Potencia (HP) 3 Velocidad (RPM) 1700 Tensión eléctrica 220V; 3F; 60 Hz
Además, es importante que cuente con un freno que d etenga la canasta y apague el motor, asegurando así una operación segura de la máquina.
5.3. POLIPASTO
El polipasto es la grúa que va a permitir sumergir y retirar las canastas con tornillos y tuercas en el zinc fundido. Sus especif icaciones, estimadas por Gutemberto, son:
Tabla 13. Especificación Polipasto
ESPECIFIACIONES
Capacidad carga (kg) 250 Velocidad (m/min) 20
Peso con trolley (kg) 80
ESPECIFICACIÓN MOTOR
Potencia (HP) 1 Velocidad (RPM) 1800 Tensión eléctrica 220V; 3F; 60 Hz
Igualmente, debe contar con un freno que permita un a operación segura de la grúa.

50
6. ESTUDIO DE FACTIBILIDAD
6.1. MERCADO
6.1.1. General
Para analizar el mercado, es importante revisar la producción y consumo de zinc a nivel nacional, así como en Latinoamérica y el mund o. Siendo el zinc la materia prima del proceso de galvanizado, debemos revisar l as reservas y demanda que tiene este mineral a nivel mundial. La siguiente fi gura nos permite ver que la demanda es muy inferior a las reservas que existen actualmente en el mundo. Por lo tanto, es un metal del cual tenemos plena dispos ición, lo cual permite inferir que su precio no debe tener una alta volatilidad.
Figura 10. Reservas y Demanda de Zinc (millones de TM)
Fuente: (GALVANICEMOS "Ventajas del Galvanizado por inmersión en caliente, como protección contra la corrosión", 2008)
El zinc se produce básicamente de dos formas, en la s minas (producción minera) y por reciclaje (producción metálica). A continuaci ón se presentan estadísticas importantes de estos dos tipos de producción, tanto a nivel mundial como en Latinoamérica y Colombia.
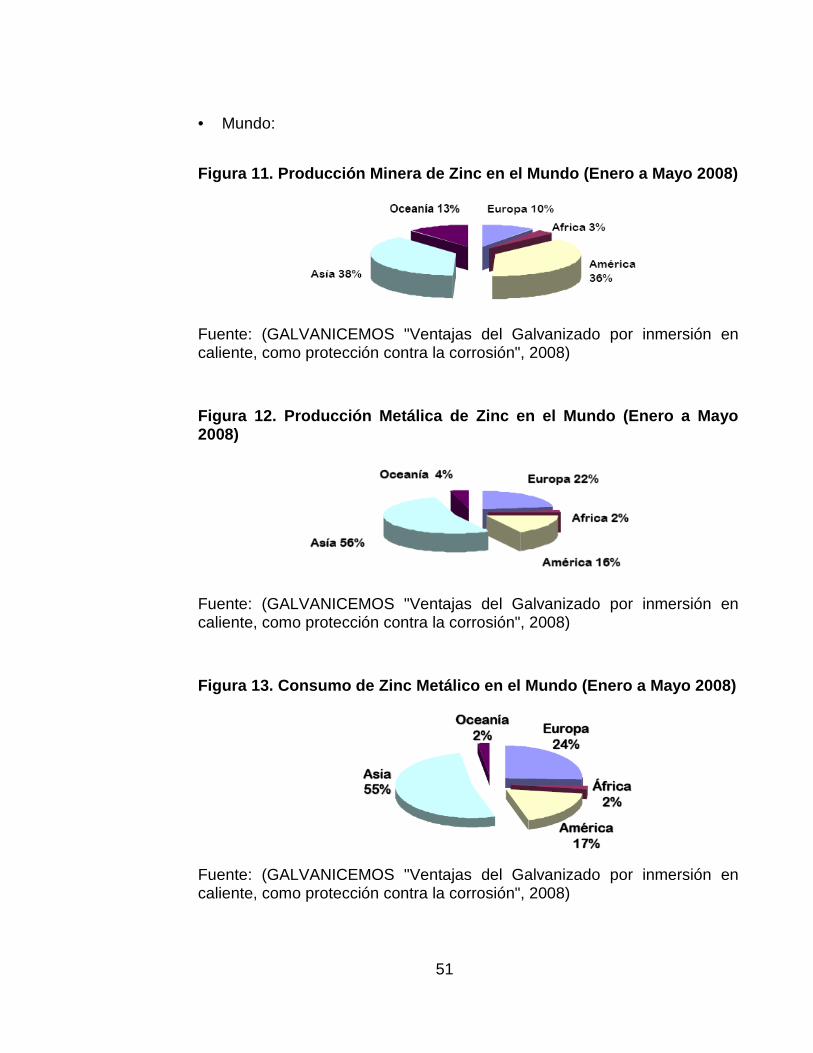
51
• Mundo:
Figura 11. Producción Minera de Zinc en el Mundo (E nero a Mayo 2008)
Fuente: (GALVANICEMOS "Ventajas del Galvanizado por inmersión en caliente, como protección contra la corrosión", 200 8)
Figura 12. Producción Metálica de Zinc en el Mundo (Enero a Mayo 2008)
Fuente: (GALVANICEMOS "Ventajas del Galvanizado por inmersión en caliente, como protección contra la corrosión", 200 8)
Figura 13. Consumo de Zinc Metálico en el Mundo (En ero a Mayo 2008)
Fuente: (GALVANICEMOS "Ventajas del Galvanizado por inmersión en caliente, como protección contra la corrosión", 200 8)

52
Las gráficas presentadas anteriormente nos muestran lo fuerte que es Asia tanto en la producción como en el consumo de este e lemento. Igualmente, se puede apreciar lo fuerte que es América en la pr oducción minera, y el bajo consumo que tiene en comparación con continent es como Asia y Europa.
• Latinoamérica
Figura 14. Producción Minera de Zinc en Latinoaméri ca (Enero a Febrero 2008)
Fuente: (GALVANICEMOS "Ventajas del Galvanizado por inmersión en caliente, como protección contra la corrosión", 200 8)
Figura 15. Producción Metálica de Zinc en Latinoamé rica (Enero a Febrero 2008)
Fuente: (GALVANICEMOS "Ventajas del Galvanizado por inmersión en caliente, como protección contra la corrosión", 200 8)
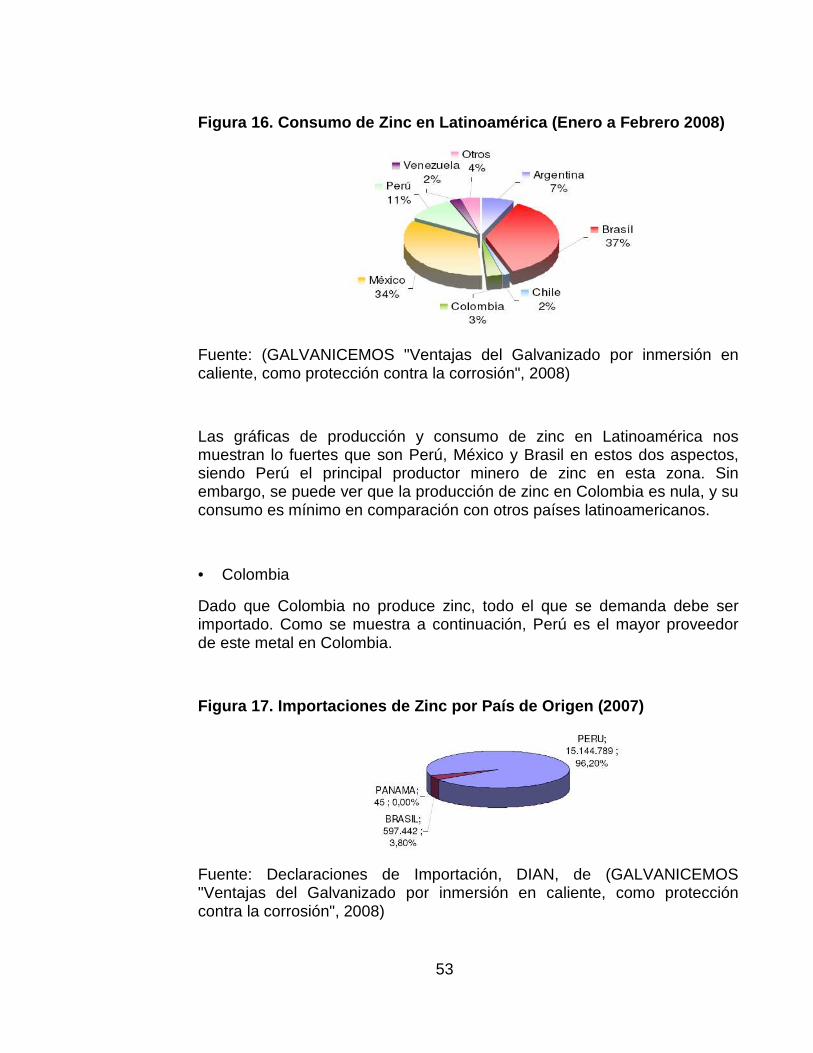
53
Figura 16. Consumo de Zinc en Latinoamérica (Enero a Febrero 2008)
Fuente: (GALVANICEMOS "Ventajas del Galvanizado por inmersión en caliente, como protección contra la corrosión", 200 8)
Las gráficas de producción y consumo de zinc en Lat inoamérica nos muestran lo fuertes que son Perú, México y Brasil e n estos dos aspectos, siendo Perú el principal productor minero de zinc e n esta zona. Sin embargo, se puede ver que la producción de zinc en Colombia es nula, y su consumo es mínimo en comparación con otros países l atinoamericanos.
• Colombia
Dado que Colombia no produce zinc, todo el que se d emanda debe ser importado. Como se muestra a continuación, Perú es el mayor proveedor de este metal en Colombia.
Figura 17. Importaciones de Zinc por País de Origen (2007)
Fuente: Declaraciones de Importación, DIAN, de (GAL VANICEMOS "Ventajas del Galvanizado por inmersión en caliente , como protección contra la corrosión", 2008)
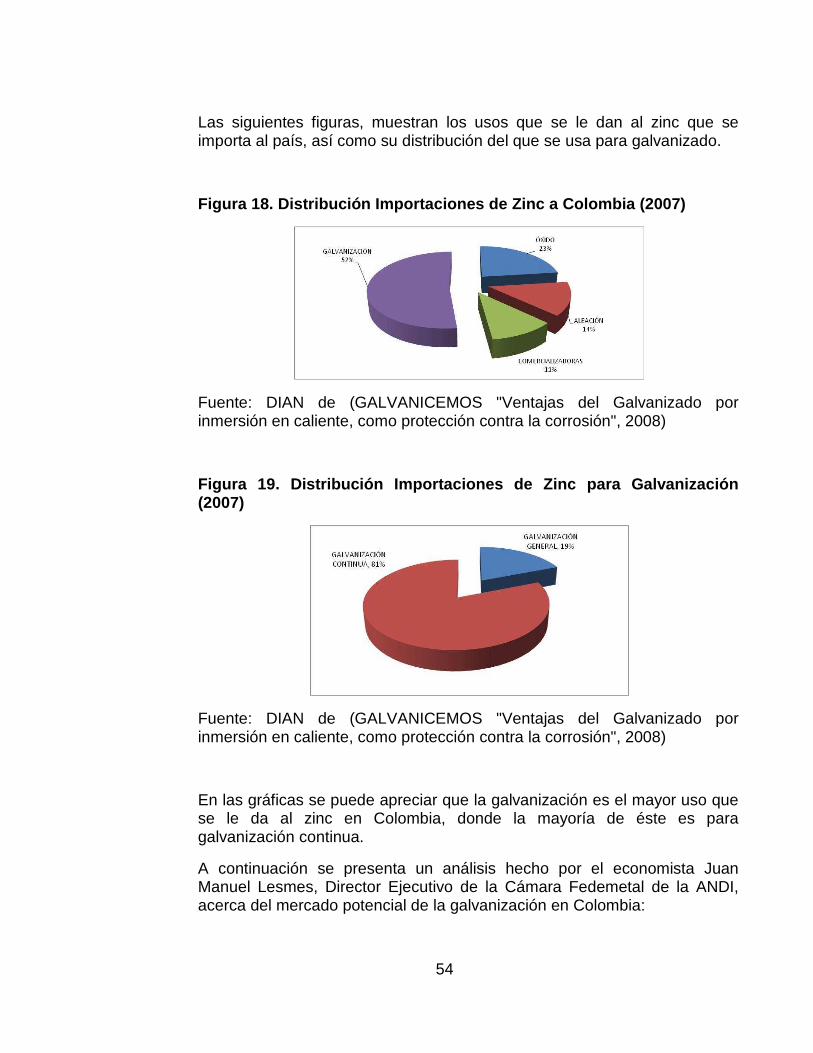
54
Las siguientes figuras, muestran los usos que se le dan al zinc que se importa al país, así como su distribución del que s e usa para galvanizado.
Figura 18. Distribución Importaciones de Zinc a Col ombia (2007)
Fuente: DIAN de (GALVANICEMOS "Ventajas del Galvani zado por inmersión en caliente, como protección contra la co rrosión", 2008)
Figura 19. Distribución Importaciones de Zinc para Galvanización (2007)
Fuente: DIAN de (GALVANICEMOS "Ventajas del Galvani zado por inmersión en caliente, como protección contra la co rrosión", 2008)
En las gráficas se puede apreciar que la galvanizac ión es el mayor uso que se le da al zinc en Colombia, donde la mayoría de é ste es para galvanización continua.
A continuación se presenta un análisis hecho por el economista Juan Manuel Lesmes, Director Ejecutivo de la Cámara Fede metal de la ANDI, acerca del mercado potencial de la galvanización en Colombia:
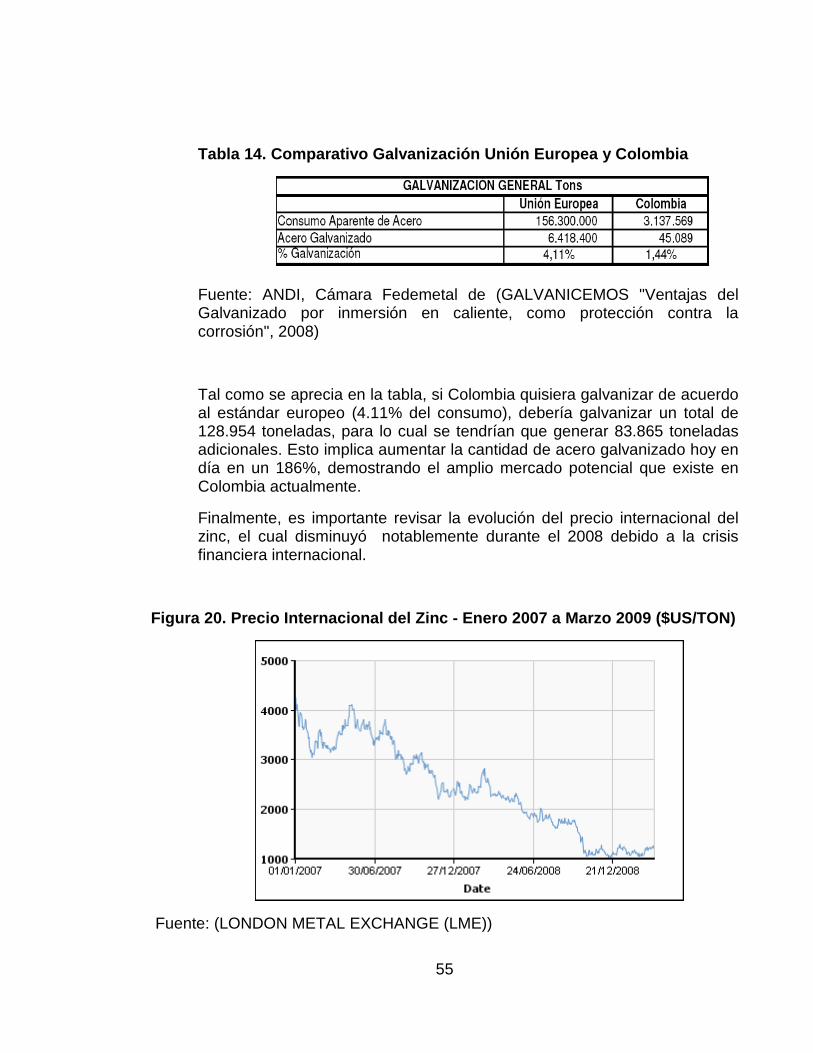
55
Tabla 14. Comparativo Galvanización Unión Europea y Colombia
Fuente: ANDI, Cámara Fedemetal de (GALVANICEMOS "Ve ntajas del Galvanizado por inmersión en caliente, como protecc ión contra la corrosión", 2008)
Tal como se aprecia en la tabla, si Colombia quisie ra galvanizar de acuerdo al estándar europeo (4.11% del consumo), debería ga lvanizar un total de 128.954 toneladas, para lo cual se tendrían que gen erar 83.865 toneladas adicionales. Esto implica aumentar la cantidad de a cero galvanizado hoy en día en un 186%, demostrando el amplio mercado poten cial que existe en Colombia actualmente.
Finalmente, es importante revisar la evolución del precio internacional del zinc, el cual disminuyó notablemente durante el 20 08 debido a la crisis financiera internacional.
Figura 20. Precio Internacional del Zinc - Enero 20 07 a Marzo 2009 ($US/TON)
Fuente: (LONDON METAL EXCHANGE (LME))

56
Para el 26 de Marzo del 2009, el precio spot del zi nc fue de $1308 US/ TON, estando a valores que no se tenían desde el 2005. E sta evolución del precio nos indica que puede ser el momento indicado para empez ar a galvanizar dado el buen precio de la materia prima, que en este caso e s el zinc.
6.1.2. Gutemberto
Gutemberto es una empresa líder en la producción de tornillos y tuercas con presencia en Colombia, Bolivia, Guatemala, El Salva dor, Costa Rica, Panamá, República Dominicana, Ecuador, Venezuela, Perú y Ch ile. Así mismo, Gutemberto cuenta con una red de distribuidores en todo el paí s, y atiende directamente las necesidades de industrias especializadas. Los produ ctos de Gutemberto son usados en industrias tan diversas como la automotri z, petrolera, eléctrica, minera, y agrícola. Además, la empresa cuenta con la certif icación ISO 9002 y QS 2000, la cual le permite ser proveedor a nivel mundial de la s ensambladoras de vehículos General Motors, Ford y Chrysler, así como de las em presas que les suministran partes46. Todas estas necesidades de los elementos de sujec ión como tornillos y tuercas requieren que éstos tengan una alta resiste ncia a la corrosión.
Según el uso que se le va a dar al tornillo o tuerc a, éstos reciben un recubrimiento de zinc electrolítico o de galvanizado en caliente. Tal como se explicó en los capítulos 1 y 2, el galvanizado en caliente ofrece mayor protección para el acero que la deposición electrolítica de zinc. Sin embarg o, la presentación estética del cincado electrolítico es muy superior al del galvan izado en caliente. Por este motivo, es importante que Gutemberto mantenga en el mercado los tornillos y tuercas con ambos tipos de recubrimientos. Después de analizar las ventas de producto galvanizado en caliente, así como la canti dad de producto que se envía mensualmente para recibir este recubrimiento en emp resas externas (usualmente Polyuprotec S.A.), el gerente de la compañía estimó que la necesidad de Gutemberto por galvanizar en caliente era de 40 a 5 0 toneladas mensuales.
6.2. OPERACIONAL Y TÉCNICO
Quien realiza el cincado electrolítico, fosfatado y pavonado de los productos de Gutemberto es Inguvar Ltda. (Industrias Gutiérrez V argas), la cual es una empresas que se encuentra en y pertenece a Gutember to. Esta planta está
46 GUTEMBERTO. [En línea] [Citado el: 1 de Mayo de 2009.] http:// www.gutemberto.com/.

57
dirigida por Luis Ernesto Baptista (Jefe de Planta) , químico industrial, quien cuenta con amplia experiencia en los proceso de recubrimie nto de piezas metálicas.
La experiencia adquirida con esta planta, especialm ente con el proceso de cincado electrolítico, permite que el desarrollo y montaje del proceso de galvanizado en caliente sea totalmente factible en el aspecto operacional y técnico. El procedimiento para la preparación de la superficie explicado en la sección 3.1, el cual consta del desengrase (limpiez a cáustica), decapado ácido y fluxado, es exactamente igual para el cincado elect rolítico y el galvanizado en caliente. Por lo tanto, la única diferencia está en el procedimiento del galvanizado como tal, explicado en la sección 3.2, el cual cons ta de la inmersión en el baño de zinc fundido, el centrifugado y finalmente el enfri ado. El proceso de inspección explicado en la sección 3.3, es muy similar al que se realiza actualmente a las piezas sometidas a cincado electrolítico, fosfatado y pavonado. Además, Gutemberto se ha caracterizado por elaborar product os que cumplen las normas nacionales Icontec – NTC, así como las internaciona les SAE, DIN, ISO, ASTM, ANSI y ASME. Por lo tanto, cumplir las normas y cód igos relacionados al proceso que se nombraron en el capítulo 4 (ASTM e ISO) no r epresenta problema alguno para la puesta en marcha de la planta de galvanizad o en caliente en Inguvar Ltda. / Gutemberto.
Finalmente, Gutemberto ya cuenta con un espacio des tinado para dicha planta en Inguvar Ltda., el cual tiene un área de � � ���� � ��� � �����. Este espacio es suficiente para montar los tanques de desengrase, d ecapado ácido, fluxado y enjuague, así como los equipos mencionados en la se cción 3.4 y capítulo 5, el horno, la centrífuga y el polipasto. Además, las in stalaciones de Inguvar Ltda. cuentan con el suministro de gas y la tensión eléct rica para el funcionamiento de estos equipos, la cual es de 220 voltios, 3 fases y 60 hertz. Por lo tanto, la factibilidad operacional y técnica del montaje y fu ncionamiento de la planta de galvanizado en caliente en Gutemberto es absoluta.
6.3. ECONÓMICO
Actualmente, Gutemberto obtiene el galvanizado en c aliente de sus productos subcontratando este proceso con diversas empresas q ue lo realizan, de las cuales Polyuprotec S.A. es quien lo hace en mayor porcenta je. El costo de este proceso es de $900 pesos por cada kilo que se manda galvani zar. Adicional a esto, se cuenta con la incertidumbre del cumplimiento de las fechas de entrega, el cual depende de una empresa ajena a Gutemberto, y puede llegar a perjudicarla si éstos no se dan como está establecido. Es important e tener en cuenta que independientemente del resultado económico, a favor o en contra, de realizar el proceso al interior de la compañía o subcontratarlo , el hecho de hacerlo en
58
Gutemberto ya implica una amplia ventaja ya que la empresa puede establecer las fechas de entrega de su producto terminado sin depe nder de nadie más.
Tal como se indicó en la sección 3.4 y el capítulo 5, los equipos necesarios para la puesta en marcha de la planta son tres, cuyos preci os se indican a continuación:
• Horno: Después de analizar los distintos proveedor es del horno cuyas características están acordes a las indicadas en la sección 5.1, se decidió que el horno apropiado era el ofrecido por la empresa T.K.F. ENGINEERING & TRADING S.A , cuyo precio final, con IVA incluido, es de $36,450,000 COP.
• Centrífuga: Dado que no es una máquina tan especia lizada, existen varios proveedores que cumplen con las condiciones propuestas en la sección 5.2. Después de cotizar con distintas empre sas, su precio final es de $12,500,000 COP.
• Polipasto: Las especificaciones señaladas en la se cción 5.3 las cumple el polipasto Yale KELC 2564, modelo KELC1/4-15 TH64S1, cuyo precio final ofrecido por TECNIYALE LTDA. es de $16,588,000 COP.
Aparte de esta inversión, existen gastos adicionale s menores relacionados a los tanques para el desengrase, decapado ácido, fluxado y enjuague, así como otros utensilios menores cuyo precio es de $1,500,000 COP aproximadamente.
Para realizar el análisis económico, se debe tener en cuenta la inversión de los equipos, así como su depreciación y vida útil. El m étodo de depreciación a utilizar será el de línea recta, el cual es el más usado en los diferentes estados financieros. Aunque no existe ninguna regla para de terminar la vida útil de los equipos, ésta se fija de acuerdo a la experiencia y conocimiento de quien realiza el análisis económico. Igualmente, la vida útil del pr oyecto se realiza de acuerdo al tipo de industria, mercado, y proyecciones que se t ienen del mismo. Por recomendación del gerente de Gutemberto y asesor de la tesis, Felipe Samper, la vida útil de los equipos así como la vida útil del proyecto se fija en 10 años, con un valor de salvamento igual a cero para los tres equi pos que se van a adquirir. La siguiente tabla resume los costos de la inversión a sí como las respectivas depreciaciones por año:
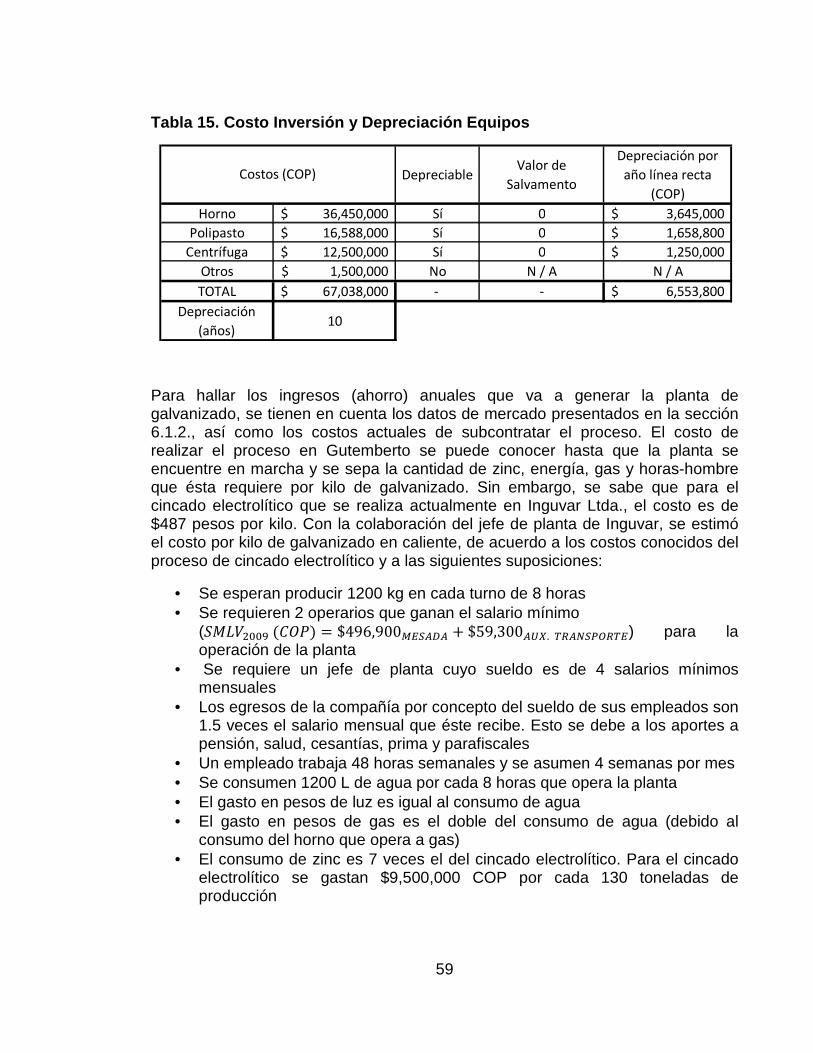
59
Tabla 15. Costo Inversión y Depreciación Equipos
Para hallar los ingresos (ahorro) anuales que va a generar la planta de galvanizado, se tienen en cuenta los datos de merca do presentados en la sección 6.1.2., así como los costos actuales de subcontrata r el proceso. El costo de realizar el proceso en Gutemberto se puede conocer hasta que la planta se encuentre en marcha y se sepa la cantidad de zinc, energía, gas y horas-hombre que ésta requiere por kilo de galvanizado. Sin emba rgo, se sabe que para el cincado electrolítico que se realiza actualmente en Inguvar Ltda., el costo es de $487 pesos por kilo. Con la colaboración del jefe d e planta de Inguvar, se estimó el costo por kilo de galvanizado en caliente, de ac uerdo a los costos conocidos del proceso de cincado electrolítico y a las siguientes suposiciones:
• Se esperan producir 1200 kg en cada turno de 8 hor as • Se requieren 2 operarios que ganan el salario míni mo
(����������� !" � #$�%&���'()*+* , #��&-��*./0��12*3)4521() para la operación de la planta
• Se requiere un jefe de planta cuyo sueldo es de 4 salarios mínimos mensuales
• Los egresos de la compañía por concepto del sueldo de sus empleados son 1.5 veces el salario mensual que éste recibe. Esto se debe a los aportes a pensión, salud, cesantías, prima y parafiscales
• Un empleado trabaja 48 horas semanales y se asumen 4 semanas por mes • Se consumen 1200 L de agua por cada 8 horas que op era la planta • El gasto en pesos de luz es igual al consumo de ag ua • El gasto en pesos de gas es el doble del consumo d e agua (debido al
consumo del horno que opera a gas) • El consumo de zinc es 7 veces el del cincado elect rolítico. Para el cincado
electrolítico se gastan $9,500,000 COP por cada 130 toneladas de producción
DepreciableValor de
Salvamento
Depreciación por año línea recta
(COP)Horno 36,450,000$ Sí 0 3,645,000$
Polipasto 16,588,000$ Sí 0 1,658,800$ Centrífuga 12,500,000$ Sí 0 1,250,000$
Otros 1,500,000$ No N / A N / ATOTAL 67,038,000$ - - 6,553,800$
Depreciación (años)
10
Costos (COP)
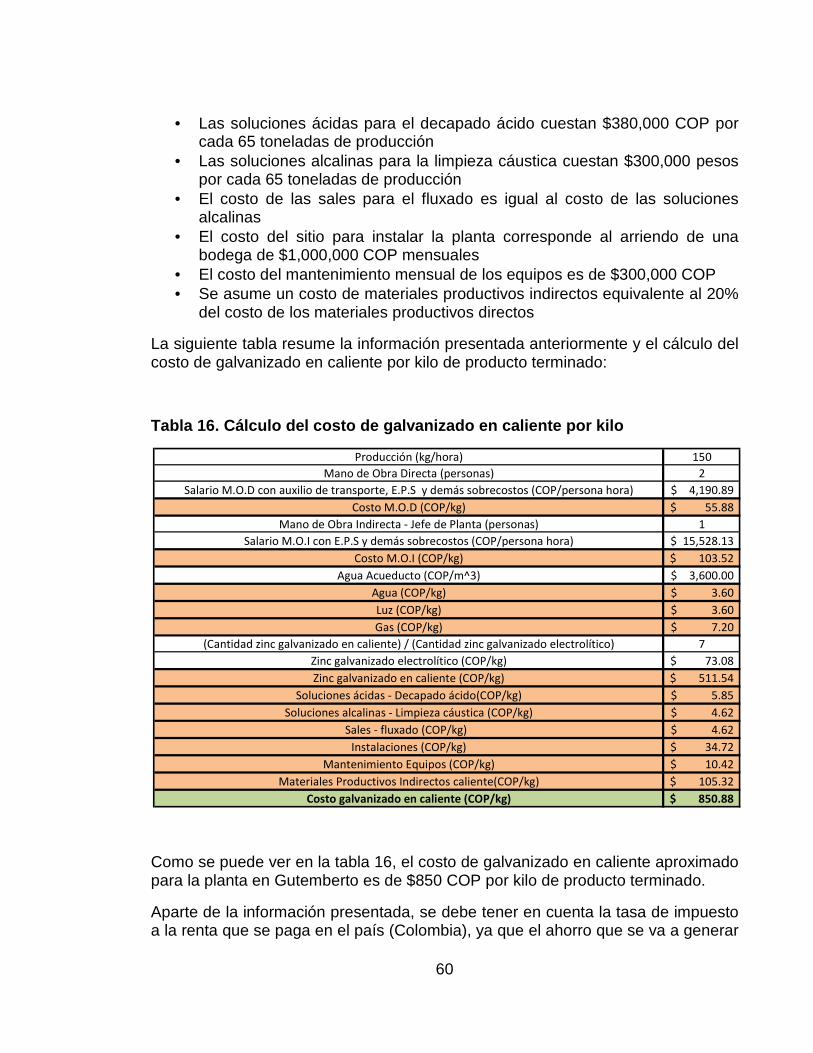
60
• Las soluciones ácidas para el decapado ácido cuest an $380,000 COP por cada 65 toneladas de producción
• Las soluciones alcalinas para la limpieza cáustica cuestan $300,000 pesos por cada 65 toneladas de producción
• El costo de las sales para el fluxado es igual al costo de las soluciones alcalinas
• El costo del sitio para instalar la planta corresp onde al arriendo de una bodega de $1,000,000 COP mensuales
• El costo del mantenimiento mensual de los equipos es de $300,000 COP • Se asume un costo de materiales productivos indire ctos equivalente al 20%
del costo de los materiales productivos directos
La siguiente tabla resume la información presentada anteriormente y el cálculo del costo de galvanizado en caliente por kilo de produc to terminado:
Tabla 16. Cálculo del costo de galvanizado en calie nte por kilo
Como se puede ver en la tabla 16, el costo de galva nizado en caliente aproximado para la planta en Gutemberto es de $850 COP por kil o de producto terminado.
Aparte de la información presentada, se debe tener en cuenta la tasa de impuesto a la renta que se paga en el país (Colombia), ya qu e el ahorro que se va a generar
Producción (kg/hora) 150Mano de Obra Directa (personas) 2
Salario M.O.D con auxilio de transporte, E.P.S y demás sobrecostos (COP/persona hora) 4,190.89$ Costo M.O.D (COP/kg) 55.88$
Mano de Obra Indirecta - Jefe de Planta (personas) 1Salario M.O.I con E.P.S y demás sobrecostos (COP/persona hora) 15,528.13$
Costo M.O.I (COP/kg) 103.52$ Agua Acueducto (COP/m^3) 3,600.00$
Agua (COP/kg) 3.60$ Luz (COP/kg) 3.60$ Gas (COP/kg) 7.20$
(Cantidad zinc galvanizado en caliente) / (Cantidad zinc galvanizado electrolítico) 7Zinc galvanizado electrolítico (COP/kg) 73.08$ Zinc galvanizado en caliente (COP/kg) 511.54$
Soluciones ácidas - Decapado ácido(COP/kg) 5.85$ Soluciones alcalinas - Limpieza cáustica (COP/kg) 4.62$
Sales - fluxado (COP/kg) 4.62$ Instalaciones (COP/kg) 34.72$
Mantenimiento Equipos (COP/kg) 10.42$ Materiales Productivos Indirectos caliente(COP/kg) 105.32$
Costo galvanizado en caliente (COP/kg) 850.88$

61
con la instalación de la planta va a incrementar la renta gravable. Esta tasa actualmente es del 38.5%. Así, el ahorro que se usa rá en el flujo de caja libre del proyecto debe ser después de impuestos, calculándol o de esta forma:
��� �6789:;8�67�<=9:78>?8 � ��� �@A>78�67�<=9:78>?8 � �� B C<=9:78>?8"�
Debido a que las depreciaciones mostradas en la tab la 15 disminuyen la renta gravable de Gutemberto, éstas generan un ahorro tri butario disminuyendo los impuestos que la empresa paga. Por lo tanto, se deb e tener en cuenta este beneficio en el flujo de caja del proyecto de inver sión.
��� ��D EFGD� E� � C<=9:78>?8 � H�D�I�JKL KME�ME�NK�
Finalmente, para poder realizar el análisis, se deb e contar con una tasa de descuento o TREMA (tasa de rentabilidad mínima acep table), la cual depende del tipo de negocio que realiza la compañía, así como d e los costos de capital que ésta tiene (WACC – weighted average capital cost). La tasa propuesta por el gerente de Gutemberto, de acuerdo a su experiencia en el negocio y costos de capital que la empresa tiene, es del 15% efectivo a nual. Cabe anotar que ésta es una TREMA real, es decir, que aplica para un flujo en precios constantes donde el dinero tiene el mismo poder adquisitivo a lo largo del tiempo. Se hace uso de esta tasa ya que la inflación en Colombia es variable y es difícil predecir cómo va a ser en los próximos años. La siguiente ecuación relacio na la TREMA real con la TREMA nominal, y se da el valor de la TREMA nominal con el dato de inflación en Colombia para el año 2008 que fue del 7.67% 47:
�� , HOP��3?=<A@Q" � �� , HOP��27@Q"R� , STAUQ@V<WAX
HOP��3?=<A@Q � ��0�� � �0��%�" B � � �0�-� Y �-0��
La siguiente tabla resume los datos necesarios para el análisis económico del proyecto. Como se dijo anteriormente, todo el análi sis se va a realizar con precios constantes y con una TREMA real:
47 Banco de la República, Colombia. 2008. Publicacion es, Revista e Informes Económicos. Informe sobre Inflación. [En línea] Diciembre de 2008. [Citado el: 4 de Mayo de 2009.] http://www.banrep.gov.co/documentos/publicaciones/inflacion/2008/informe_dic_08.pdf.
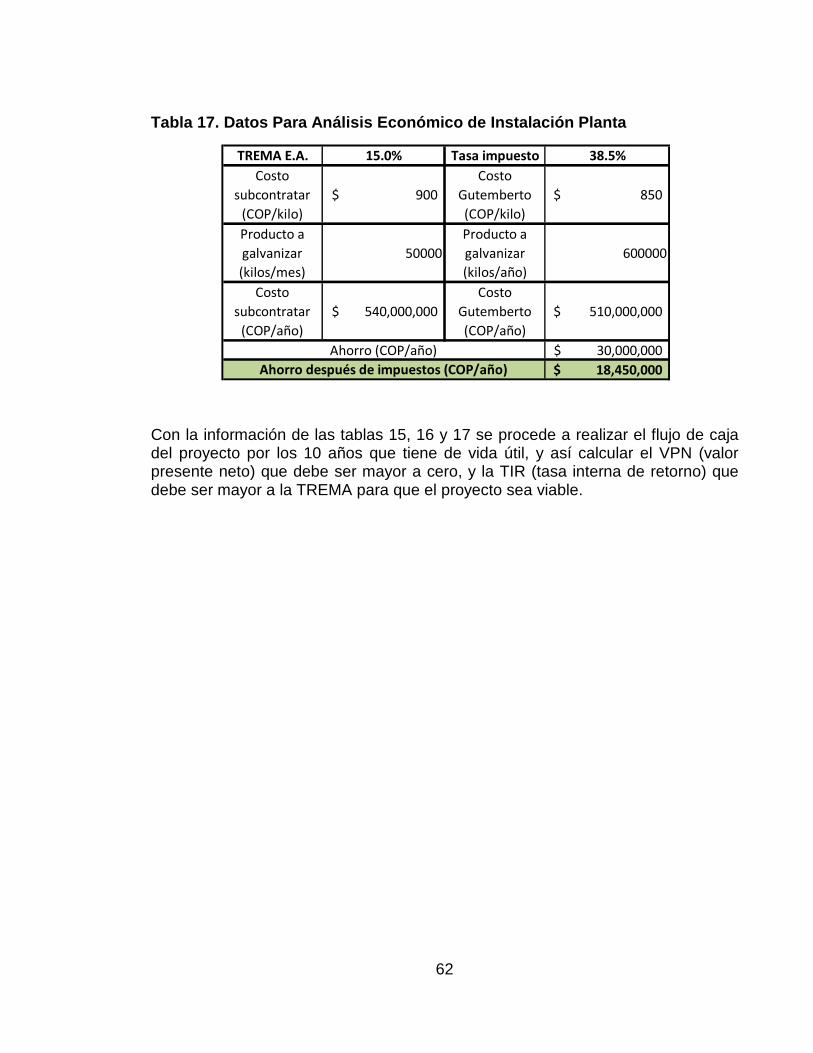
62
Tabla 17. Datos Para Análisis Económico de Instalac ión Planta
Con la información de las tablas 15, 16 y 17 se pro cede a realizar el flujo de caja del proyecto por los 10 años que tiene de vida útil , y así calcular el VPN (valor presente neto) que debe ser mayor a cero, y la TIR (tasa interna de retorno) que debe ser mayor a la TREMA para que el proyecto sea viable.
TREMA E.A. 15.0% Tasa impuesto 38.5%Costo
subcontratar (COP/kilo)
900$ Costo
Gutemberto (COP/kilo)
850$
Producto a galvanizar (kilos/mes)
50000Producto a galvanizar (kilos/año)
600000
Costo subcontratar
(COP/año)540,000,000$
Costo Gutemberto (COP/año)
510,000,000$
30,000,000$ 18,450,000$ Ahorro después de impuestos (COP/año)
Ahorro (COP/año)
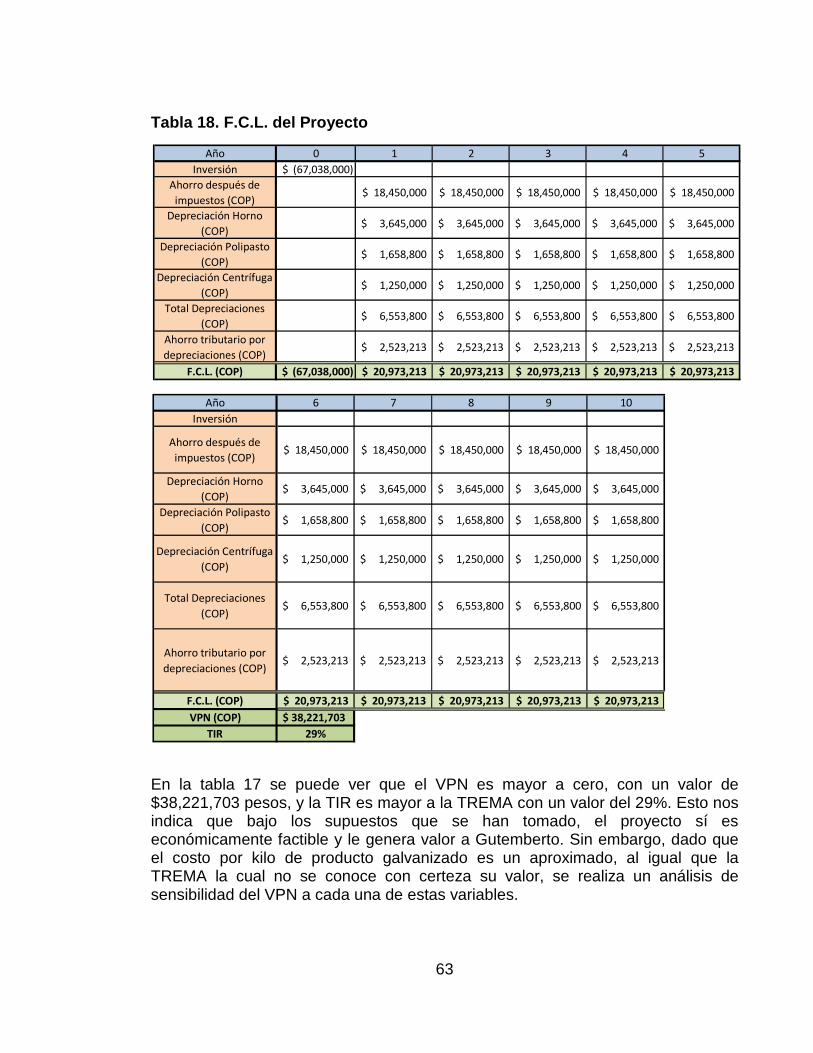
63
Año 6 7 8 9 10Inversión
Ahorro después de impuestos (COP)
18,450,000$ 18,450,000$ 18,450,000$ 18,450,000$ 18,450,000$
Depreciación Horno (COP)
3,645,000$ 3,645,000$ 3,645,000$ 3,645,000$ 3,645,000$
Depreciación Polipasto (COP)
1,658,800$ 1,658,800$ 1,658,800$ 1,658,800$ 1,658,800$
Depreciación Centrífuga (COP)
1,250,000$ 1,250,000$ 1,250,000$ 1,250,000$ 1,250,000$
Total Depreciaciones (COP)
6,553,800$ 6,553,800$ 6,553,800$ 6,553,800$ 6,553,800$
Ahorro tributario por depreciaciones (COP)
2,523,213$ 2,523,213$ 2,523,213$ 2,523,213$ 2,523,213$
F.C.L. (COP) 20,973,213$ 20,973,213$ 20,973,213$ 20,973,213$ 20,973,213$ VPN (COP) $ 38,221,703
TIR 29%
Tabla 18. F.C.L. del Proyecto
En la tabla 17 se puede ver que el VPN es mayor a c ero, con un valor de $38,221,703 pesos, y la TIR es mayor a la TREMA con un valor del 29%. Esto nos indica que bajo los supuestos que se han tomado, el proyecto sí es económicamente factible y le genera valor a Gutembe rto. Sin embargo, dado que el costo por kilo de producto galvanizado es un apr oximado, al igual que la TREMA la cual no se conoce con certeza su valor, se realiza un análisis de sensibilidad del VPN a cada una de estas variables.
Año 0 1 2 3 4 5Inversión (67,038,000)$
Ahorro después de impuestos (COP)
18,450,000$ 18,450,000$ 18,450,000$ 18,450,000$ 18,450,000$
Depreciación Horno (COP)
3,645,000$ 3,645,000$ 3,645,000$ 3,645,000$ 3,645,000$
Depreciación Polipasto (COP)
1,658,800$ 1,658,800$ 1,658,800$ 1,658,800$ 1,658,800$
Depreciación Centrífuga (COP)
1,250,000$ 1,250,000$ 1,250,000$ 1,250,000$ 1,250,000$
Total Depreciaciones (COP)
6,553,800$ 6,553,800$ 6,553,800$ 6,553,800$ 6,553,800$
Ahorro tributario por depreciaciones (COP)
2,523,213$ 2,523,213$ 2,523,213$ 2,523,213$ 2,523,213$
F.C.L. (COP) (67,038,000)$ 20,973,213$ 20,973,213$ 20,973,213$ 20,973,213$ 20,973,213$
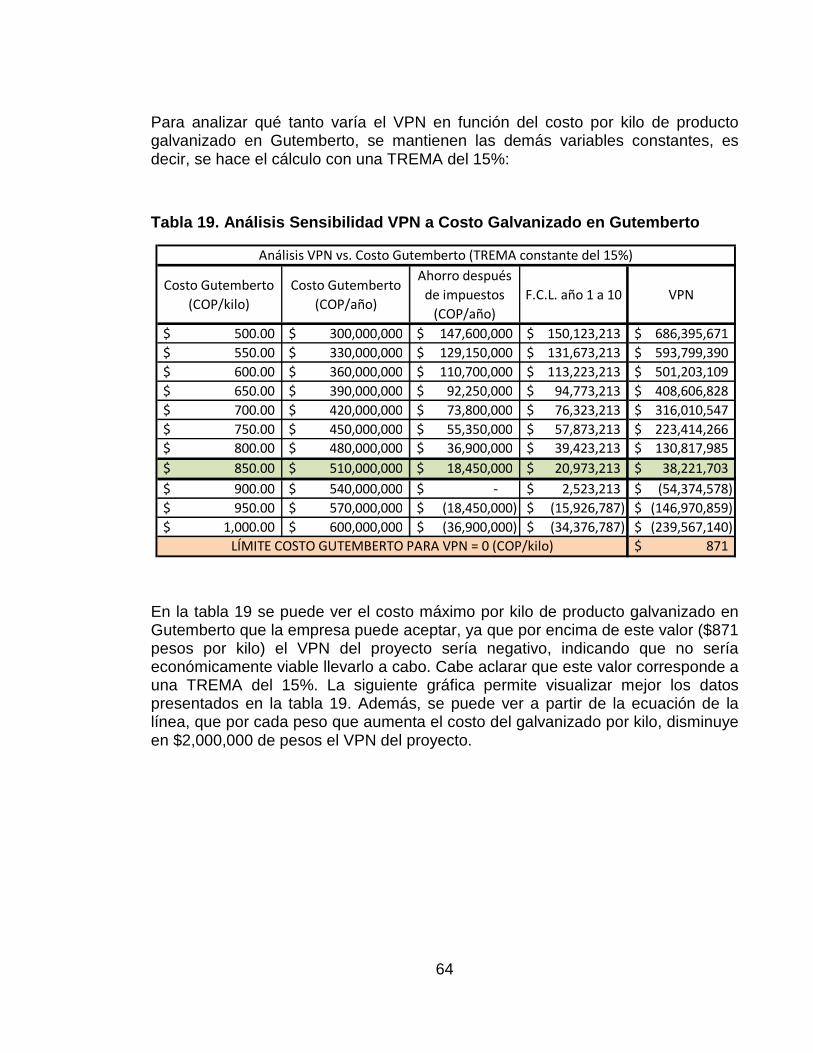
64
Para analizar qué tanto varía el VPN en función del costo por kilo de producto galvanizado en Gutemberto, se mantienen las demás v ariables constantes, es decir, se hace el cálculo con una TREMA del 15%:
Tabla 19. Análisis Sensibilidad VPN a Costo Galvani zado en Gutemberto
En la tabla 19 se puede ver el costo máximo por kil o de producto galvanizado en Gutemberto que la empresa puede aceptar, ya que por encima de este valor ($871 pesos por kilo) el VPN del proyecto sería negativo, indicando que no sería económicamente viable llevarlo a cabo. Cabe aclarar que este valor corresponde a una TREMA del 15%. La siguiente gráfica permite vis ualizar mejor los datos presentados en la tabla 19. Además, se puede ver a partir de la ecuación de la línea, que por cada peso que aumenta el costo del g alvanizado por kilo, disminuye en $2,000,000 de pesos el VPN del proyecto.
Costo Gutemberto (COP/kilo)
Costo Gutemberto (COP/año)
Ahorro después de impuestos
(COP/año)F.C.L. año 1 a 10 VPN
500.00$ 300,000,000$ 147,600,000$ 150,123,213$ 686,395,671$ 550.00$ 330,000,000$ 129,150,000$ 131,673,213$ 593,799,390$ 600.00$ 360,000,000$ 110,700,000$ 113,223,213$ 501,203,109$ 650.00$ 390,000,000$ 92,250,000$ 94,773,213$ 408,606,828$ 700.00$ 420,000,000$ 73,800,000$ 76,323,213$ 316,010,547$ 750.00$ 450,000,000$ 55,350,000$ 57,873,213$ 223,414,266$ 800.00$ 480,000,000$ 36,900,000$ 39,423,213$ 130,817,985$ 850.00$ 510,000,000$ 18,450,000$ 20,973,213$ 38,221,703$ 900.00$ 540,000,000$ -$ 2,523,213$ (54,374,578)$ 950.00$ 570,000,000$ (18,450,000)$ (15,926,787)$ (146,970,859)$
1,000.00$ 600,000,000$ (36,900,000)$ (34,376,787)$ (239,567,140)$ 871$
Análisis VPN vs. Costo Gutemberto (TREMA constante del 15%)
LÍMITE COSTO GUTEMBERTO PARA VPN = 0 (COP/kilo)
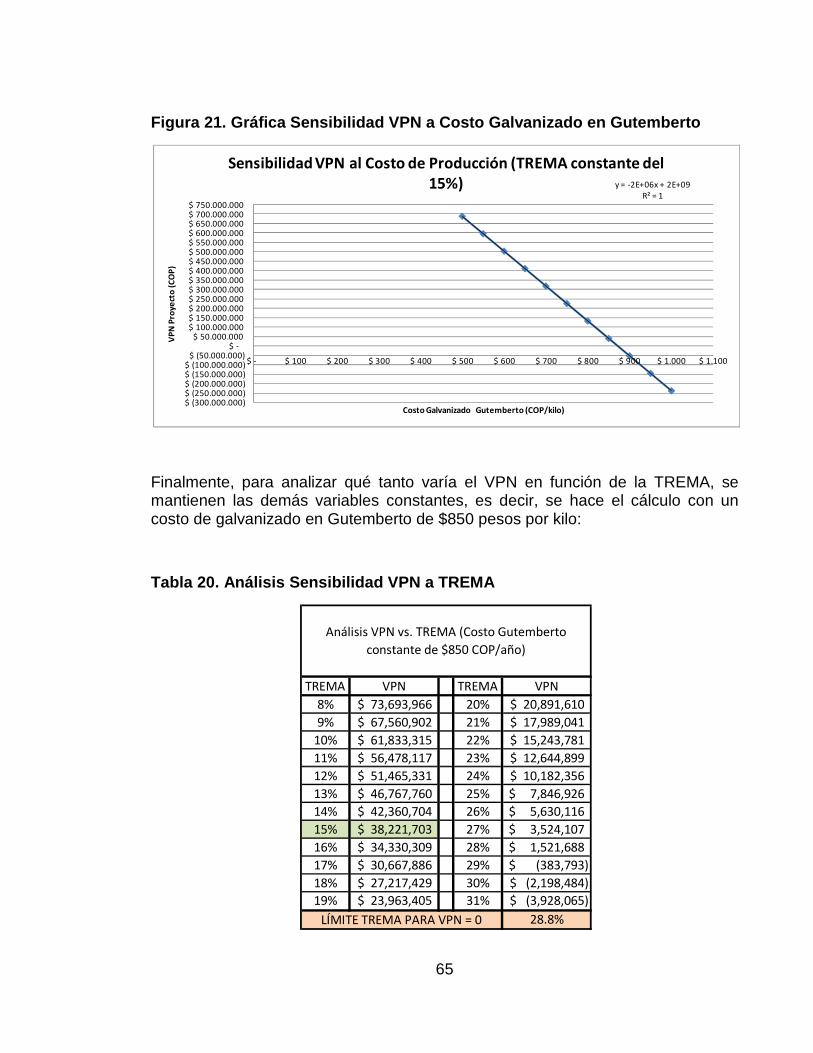
65
Figura 21. Gráfica Sensibilidad VPN a Costo Galvani zado en Gutemberto
Finalmente, para analizar qué tanto varía el VPN en función de la TREMA, se mantienen las demás variables constantes, es decir, se hace el cálculo con un costo de galvanizado en Gutemberto de $850 pesos po r kilo:
Tabla 20. Análisis Sensibilidad VPN a TREMA
y = -2E+06x + 2E+09R² = 1
$ (300.000.000)$ (250.000.000)$ (200.000.000)$ (150.000.000)$ (100.000.000)
$ (50.000.000)$ -
$ 50.000.000 $ 100.000.000 $ 150.000.000 $ 200.000.000 $ 250.000.000 $ 300.000.000 $ 350.000.000 $ 400.000.000 $ 450.000.000 $ 500.000.000 $ 550.000.000 $ 600.000.000 $ 650.000.000 $ 700.000.000 $ 750.000.000
$ - $ 100 $ 200 $ 300 $ 400 $ 500 $ 600 $ 700 $ 800 $ 900 $ 1.000 $ 1.100
VPN
Pro
yect
o (C
OP)
Costo Galvanizado Gutemberto (COP/kilo)
Sensibilidad VPN al Costo de Producción (TREMA constante del 15%)
TREMA VPN TREMA VPN8% 73,693,966$ 20% 20,891,610$ 9% 67,560,902$ 21% 17,989,041$
10% 61,833,315$ 22% 15,243,781$ 11% 56,478,117$ 23% 12,644,899$ 12% 51,465,331$ 24% 10,182,356$ 13% 46,767,760$ 25% 7,846,926$ 14% 42,360,704$ 26% 5,630,116$ 15% 38,221,703$ 27% 3,524,107$ 16% 34,330,309$ 28% 1,521,688$ 17% 30,667,886$ 29% (383,793)$ 18% 27,217,429$ 30% (2,198,484)$ 19% 23,963,405$ 31% (3,928,065)$
28.8%
Análisis VPN vs. TREMA (Costo Gutemberto constante de $850 COP/año)
LÍMITE TREMA PARA VPN = 0

66
En la tabla 20 se puede ver que para una TREMA supe rior al 28.8% E.A. el proyecto deja de ser económicamente viable ya que e l VPN sería negativo. Esto es un resultado satisfactorio ya que difícilmente u na empresa puede manejar una TREMA tan alta. Cabe aclarar que este resultado se obtiene con un costo del galvanizado en Gutemberto de $850 pesos por kilo. L a siguiente gráfica permite visualizar mejor los datos de la tabla 20. Además, se puede ver con la ecuación de la línea de tendencia que por cada 1% que aumente l a TREMA, el VPN del proyecto disminuye en $3,000,000 de pesos.
Figura 22. Gráfica Sensibilidad VPN a TREMA
Después de todo el análisis realizado a lo largo de la sección, se puede concluir que el proyecto sí es económicamente factible ya qu e bajo los supuestos establecidos se obtiene un VPN mayor a cero y una T IR muy superior a la TREMA (tabla 18). Además, se analizó qué tanto varía el V PN en función del costo del galvanizado en Gutemberto y de la TREMA establecida . Los resultados (tablas 19, 20 y figuras 21, 22) demuestran que se necesita un costo bastante alto ($871 COP/kilo) o una TREMA muy exigente (28.8%) para que el proyecto no sea viable.
y = -3E+08x + 9E+07R² = 0,968
$ (15.000.000)$ (10.000.000)
$ (5.000.000)$ -
$ 5.000.000 $ 10.000.000 $ 15.000.000 $ 20.000.000 $ 25.000.000 $ 30.000.000 $ 35.000.000 $ 40.000.000 $ 45.000.000 $ 50.000.000 $ 55.000.000 $ 60.000.000 $ 65.000.000 $ 70.000.000 $ 75.000.000 $ 80.000.000
0% 2% 4% 6% 8% 10% 12% 14% 16% 18% 20% 22% 24% 26% 28% 30% 32% 34%
VPN
Pro
yect
o (C
OP)
TREMA %
Sensibilidad VPN a la TREMA (Costo constante=$850 COP/kilo)
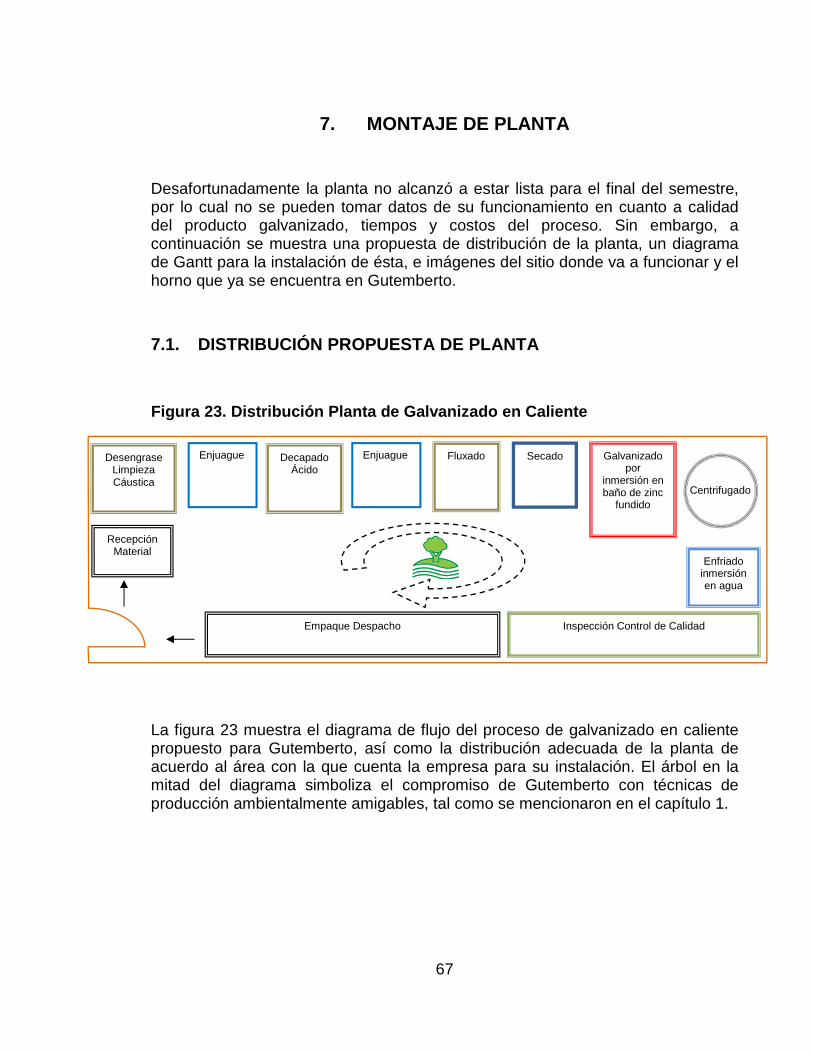
67
7. MONTAJE DE PLANTA
Desafortunadamente la planta no alcanzó a estar lis ta para el final del semestre, por lo cual no se pueden tomar datos de su funciona miento en cuanto a calidad del producto galvanizado, tiempos y costos del proc eso. Sin embargo, a continuación se muestra una propuesta de distribuci ón de la planta, un diagrama de Gantt para la instalación de ésta, e imágenes de l sitio donde va a funcionar y el horno que ya se encuentra en Gutemberto.
7.1. DISTRIBUCIÓN PROPUESTA DE PLANTA
La figura 23 muestra el diagrama de flujo del proce so de galvanizado en caliente propuesto para Gutemberto, así como la distribución adecuada de la planta de acuerdo al área con la que cuenta la empresa para s u instalación. El árbol en la mitad del diagrama simboliza el compromiso de Gutem berto con técnicas de producción ambientalmente amigables, tal como se me ncionaron en el capítulo 1.
Figura 23. Distribución Planta de Galvanizado en Ca liente
Recepción Material
Desengrase Limpieza Cáustica
Enjuague Enjuague Secado Galvanizado por
inmersión en baño de zinc
fundido Centrifugado
Enfriado inmersión en agua
Inspección Control de Calidad Empaque Despacho
Fluxado
Decapado Ácido
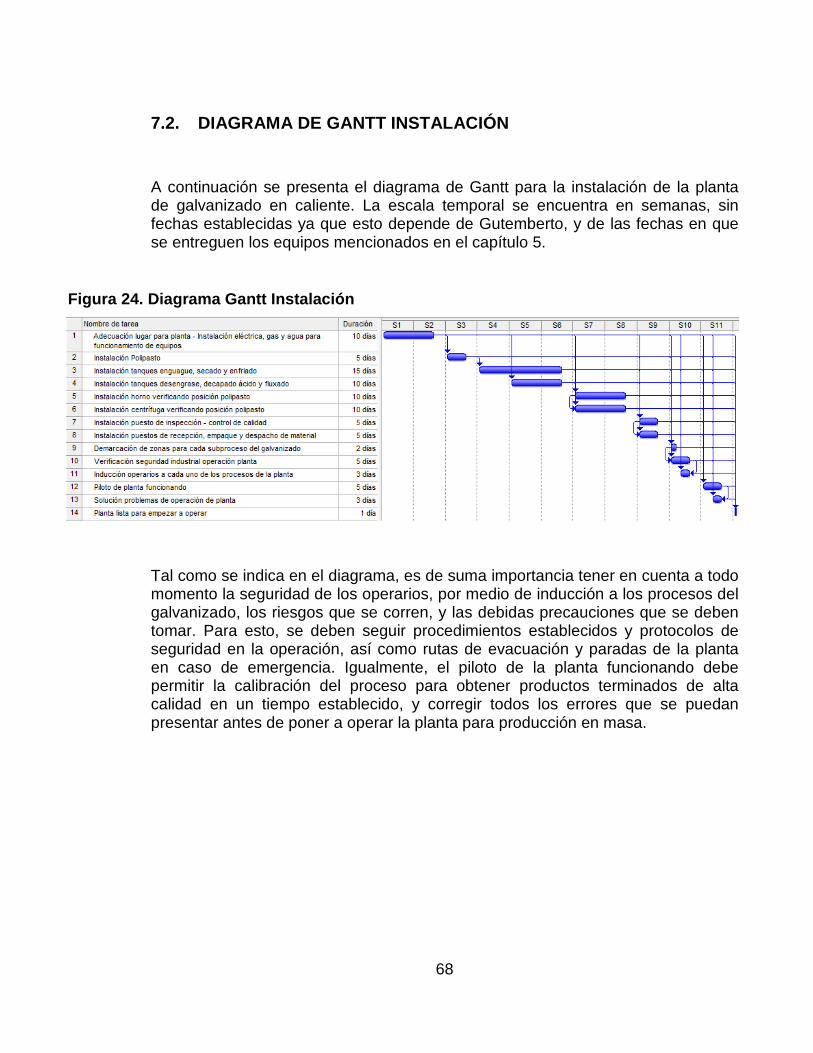
68
7.2. DIAGRAMA DE GANTT INSTALACIÓN
A continuación se presenta el diagrama de Gantt par a la instalación de la planta de galvanizado en caliente. La escala temporal se e ncuentra en semanas, sin fechas establecidas ya que esto depende de Gutember to, y de las fechas en que se entreguen los equipos mencionados en el capítulo 5.
Tal como se indica en el diagrama, es de suma impor tancia tener en cuenta a todo momento la seguridad de los operarios, por medio de inducción a los procesos del galvanizado, los riesgos que se corren, y las debid as precauciones que se deben tomar. Para esto, se deben seguir procedimientos es tablecidos y protocolos de seguridad en la operación, así como rutas de evacua ción y paradas de la planta en caso de emergencia. Igualmente, el piloto de la planta funcionando debe permitir la calibración del proceso para obtener pr oductos terminados de alta calidad en un tiempo establecido, y corregir todos los errores que se puedan presentar antes de poner a operar la planta para pr oducción en masa.
Figura 24. Diagrama Gantt Instalación

69
7.3. IMÁGENES PLANTA Y EQUIPOS YA ADQUIRIDOS
Las siguientes imágenes corresponden a la zona dond e se va a instalar la planta de galvanizado en caliente, en las instalaciones de Inguvar Ltda., Gutemberto. Los equipos que ya fueron adquiridos son el horno y la máquina centrífuga.
Figura 25. Imágenes Equipos e Instalación Planta
Área para la planta Instalación agua
Horno Detalle horno

70
Centrífuga Detalle Centrífuga
71
8. CONCLUSIONES
El objetivo principal del proyecto de grado, anális is de factibilidad, desarrollo y montaje de planta de galvanizado en caliente para u na industria metalmecánica se completó gracias al cumplimiento de cada uno de los objetivos específicos que se habían planteado al principio del proyecto.
En el primero de estos, correspondiente a investiga r cada uno de los recubrimientos existentes que aplicaran para los pr oductos de Gutemberto (capítulos 1 y 2), se pudo ver que aunque existen g ran variedad de recubrimientos, solo unos se podrían usar en Gutemberto debido al t ipo y la cantidad de producto a recubrir. En la tabla 3 se pudo ver que de los tr es principales métodos de remoción, químico, mecánico y natural, el mecánico era más económico en la operación con cero impacto ambiental, pero requería de una alta inversión inicial, y podría presentar problemas para las geometrías de l os tornillos y tuercas que produce Gutemberto. El natural, aunque no implica a ltos costos de operación ni de instalación, y no presenta inconvenientes para las geometrías de los productos de Gutemberto, tiene los graves problemas de no tener una eficacia comprobada y una dependencia absoluta del único proveedor que ha y de este producto en el país. Por este motivo, se optó por el método químic o, que aunque no tenía las ventajas ambientales del mecánico y natural, sí ofr ecía una alta efectividad para cualquier geometría, a un bajo costo de operación e instalación. Sin embargo, se recomienda a Gutemberto tomar en cuenta los métodos mecánico y natural, quedando como una alternativa a corto/mediano plazo , cuando haya la tecnología apropiada para geometrías como los tornillos y tuer cas (mecánico), y existan más proveedores o una empresa más robusta del método na tural, ya que el no tener impacto ambiental, los ubica como las opciones pref eridas.
De los recubrimientos señalados en la tabla 4, cabe resaltar el galvanizado en caliente (inmersión en zinc) y el cincado electrolí tico (deposición de zinc), ya que estos dos ofrecen la protección adecuada para los p roductos de Gutemberto, a un costo factible con un proceso de baja complejidad. A diferencia de los otros, cuya protección era muy baja o ya demasiado alta para ca sos muy específicos con costos de operación altos, el galvanizado electrolí tico y en caliente ofrecen la gran ventaja de la protección catódica. Esta protección impide que la corrosión ocurra así haya una discontinuidad en la barrera protector a, ya que las sales del zinc la inhiben.
La comparación de los recubrimientos permitió selec cionar el galvanizado en caliente como el adecuado, tal como se había previs to en los objetivos. Aparte de las ventajas presentadas anteriormente, el galvaniz ado en caliente supera al cincado electrolítico ya que ofrece una protección prolongada en cualquier tipo de ambientes, debido a la protección catódica y la for mación de aleaciones con el acero base, las cuales no se crean con la deposició n electrolítica de zinc. Estas

72
aleaciones con el acero base mejoran las propiedade s mecánicas como la adherencia, la resistencia a los golpes, y la resis tencia a la abrasión, e incluso, tienen valores de dureza superiores a los del acero (figuras 4, 5 y 6).
La documentación del proceso de galvanizado en cali ente (figuras 7 y 23) demostró que la instalación de la planta sería muy sencilla en Gutemberto en cuanto al aspecto operacional y técnico, ya que muc hos subprocesos son compartidos con el cincado electrolítico. El deseng rase (limpieza cáustica), decapado ácido y fluxado con sus respectivos enjuag ues, son idénticos a los que se realizan en la deposición electrolítica de zinc. Por lo tanto, se pudo apreciar que los equipos que se debían adquirir para el funciona miento de la planta eran el horno, la centrífuga y un polipasto (tablas 11, 12 y 13). Una recomendación para Gutemberto a corto plazo, es unir los procesos de r emoción y limpieza del cincado electrolítico con el del galvanizado en caliente. D ado que son iguales, es preferible controlar un solo proceso y no dos, lo cual puede f acilitar su control así como reducir el número de operarios (horas – hombre) nec esarios. Esto puede significar un aumento de la productividad con una respectiva r educción de costos.
En el capítulo 4 se investigó acerca de las normas, estándares y códigos relacionados al proceso de galvanizado en caliente, encontrando que estos son muy similares a los que cumple actualmente Gutember to en todos sus procesos de producción, los cuales son emitidos por la ASTM y la ISO. Las más relevantes son las normas ASTM A 123 / A 123M, ASTM A 153 / A 153M y la ISO 1461. Estas normas indican las especificaciones de espeso r, terminado, adherencia y apariencia (tablas 6 – 10), así como las condicione s del baño de zinc el cual debe tener como mínimo un 98% en masa de zinc puro. Cont inuar con esta política de calidad es de gran importancia para Gutemberto, ya que de esto depende la fidelidad de sus clientes, así como el acceso a nue vos mercados donde este aspecto es fundamental.
En el estudio de mercado realizado en el capítulo 6 se encontró que el proveedor principal de zinc en Colombia es Perú (figura 17), con una participación superior al 96%. Además, se pudo ver que las existencias de zin c en el mundo son amplias comparadas con el consumo que hay de este mineral e n el mundo (figura 10), ya que para el año 2006 la demanda solo representaba u n 5% de las reservas calculadas para ser explotadas. Al analizar los niv eles de galvanizado en Colombia, se halló que éstos se encuentran muy por debajo de los niveles actuales en la Unión Europea. Si Colombia quisiera galvanizar al mismo nivel que lo hace Europa, tendría que incrementar en un 186% (tabla 4) la cantidad de acero galvanizado hoy en día, demostrando el amplio merca do potencial que existe actualmente. Además, se encontró que el precio inte rnacional del zinc (figura 20) está a los precios que tenía en el 2005. Esto nos i ndica que puede ser el momento indicado para empezar a galvanizar dado el buen pre cio de la materia prima. En cuanto a Gutemberto, se encontró que hay un mercado casi constante que varía entre 40 y 50 toneladas de producto a galvanizar me nsualmente. Esta cantidad
73
muestra lo propicio que sería para la empresa conta r con su propia planta de galvanizado en caliente, no solo para su consumo in terno, sino para atender el mercado externo que cada día tiende a ser más ampli o.
El estudio de factibilidad económico permitió concl uir que el proyecto sí es económicamente factible ya que bajo los supuestos e stablecidos (tablas 15, 16 y 17) se obtiene un VPN mayor a cero ($38,221,703 COP ) y una TIR (29%) muy superior a la TREMA (tabla 18). Además, se analizó qué tanto varía el VPN en función del costo del galvanizado en Gutemberto y d e la TREMA establecida. Los resultados (tablas 19, 20 y figuras 21, 22) demuest ran que se necesita un costo bastante alto ($871 COP/kilo) o una TREMA muy exige nte (28.8%) para que el proyecto deje de ser viable. Cabe aclarar que estos valores de la TREMA corresponden a una TREMA real, es decir, a la tasa de descuento para precios constantes, no corrientes. Por lo tanto, la recomen dación para Gutemberto es invertir en esta planta de galvanizado en caliente ya que, aparte de todas las ventajas presentadas en los párrafos anteriores, es un proyecto que genera valor y mejora los estados financieros de la compañía.
Finalmente, no se pudo verificar el funcionamiento de la planta ya que ésta no se terminó para el final del semestre, debido a demora s en la compra e instalación de equipos en Gutemberto (figura 24). Sin embargo, por medio del proyecto se pudo establecer que la instalación de la planta de galva nizado en caliente sí es adecuada para Gutemberto, teniendo en cuenta que es te es el recubrimiento indicado para los productos que la empresa maneja, su experiencia pasada con el cincado electrolítico, la necesidad actual de produ ctos con este tipo de recubrimiento, y la generación de valor que ésta im plica debido al ahorro económico que genera.
TRABAJOS FUTUROS
Una vez la planta se encuentre en pleno funcionamie nto, sería interesante llevar a cabo los siguientes trabajos:
• Verificación del cumplimiento de normas y estándar es nombrados en el capítulo 4.
• Verificación del producto terminado y comparación con la calidad del producto terminado de empresas con larga trayectori a en el galvanizado en caliente como Polyuprotec S.A.
• Toma de tiempos de cada subproceso en búsqueda de optimizar y aumentar la eficiencia de la planta. Aplicación de conocimientos de simulación y modelos probabilísticos, con uso de pr ogramas como

74
ARENA, que permitan hallar cuellos de botella y pla ntear alternativas para incrementar el producto terminado por unidad de tie mpo.
• Estudio de factibilidad para incrementar la capaci dad de la planta de tal forma que Inguvar Ltda. pueda ofrecer servicios de galvanizado a empresas diferentes a Gutemberto. De esta forma, Gu temberto puede diversificar su negocio e incursionar en un mercado de gran potencial y muy llamativo (sección 6.1.1).

75
BIBLIOGRAFÍA
AGA - American Galvanizers Association. Fasteners, Bolts, Nails & Rivets. [En línea] [Citado el: 21 de Febrero de 2009.] http://w ww.galvanizeit.org/aga/designing-fabricating/design-considerations/fasteners-bolts-nails.
—. 2006. Hot - dip Galvanizing for Corrosion Protection - A Specifiers Guide. [En línea] 2006. [Citado el: 21 de Febrero de 2009.] ww w.galvanizeit.org.
—. 2006. Zinc Coatings. [En línea] 2006. [Citado el: 20 de Febrero de 2009.] www.galvanizeit.org.
ASIMET. Asociación de Industrias Metalúrgias y Metalmecáni cas, A.G. Galvanizado en Caliente y en Frío. [En línea] [Citado el: 24 de Septiembre de 2008.] http://www.asimet.cl/galvanizado.htm.
—. Asociación de Industrias Metalúrgicas y Metalmecán icas, A.G. Galvanizado en Caliente y en Frío. [En línea] [Citado el: 24 de Septiembre de 2008.] http://www.asimet.cl/galvanizado.htm.
ASM - American Society for Metals. 1990. ASM HANDBOOK - VOL. 5 - SURFACE ENGINEERING. 10 th Edition. s.l. : ASM International, 1990.
—. 2001. Surface Engineering for Corrosion and Wear Resistan ce. s.l. : ASM International - editado por J.R. Davis - Davis & As sociates, 2001.
ASTM INTERNATIONAL. 2008. ASTM A 123/A 123M - Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Stee l Products. [En línea] 2008. [Citado el: 22 de Febrero de 2009.] http://standard s.astmpubs.com/main.aspx.
—. 2007. ASTM A 143/A 143M - Standard Practice for Safeguar ding Against Embrittlement of Hot-Dip Galvanized Structural Stee l Products and Procedure for Detecting Embrittlement. [En línea] 2007. [Citado e l: 22 de Febrero de 2009.] http://standards.astmpubs.com/main.aspx.
—. 2005. ASTM A 153/A 153M - Standard Specification for Zin c Coating (Hot-Dip) on Iron and Steel Hardware. [En línea] 2005. [Citad o el: 22 de Febrero de 2009.] http://standards.astmpubs.com/main.aspx.
—. 2008. ASTM A 385 - Standard Practice for Providing High- Quality Zinc Coatings (Hot-Dip). [En línea] 2008. [Citado el: 22 de Febrero de 2009.] http://standards.astmpubs.com/main.aspx.
—. 2001. ASTM A 780 - Standard Practice for Repair of Damag ed and Uncoated Areas of Hot-Dip Galvanized Coatings. [En línea] 20 01. [Citado el: 22 de Febrero de 2009.] Reaprobada en 2006. http://standards.astm pubs.com/main.aspx.

76
—. 2008. ASTM B 6 - Standard Specification for Zinc. [En lí nea] 2008. [Citado el: 22 de Febrero de 2009.] http://standards.astmpubs.c om/main.aspx.
Banco de la República, Colombia. 2008. Publicaciones, Revista e Informes Económicos. Informe sobre Inflación. [En línea] Diciembre de 2008. [Citado el: 4 de Mayo de 2009.] http://www.banrep.gov.co/documentos/publicaciones/inflacion/2008/informe_dic_08.pdf.
DAMA - Departamento Técnico Administrativo del Medi o Ambiente. 2008. ACERCAR - Unidad de Asistencia Técnica Ambiental pa ra la Pequeña y Mediana Empresa. Oportunidades de Producción Más Limpia en el Sector de Metalmecánica - Guía para Empresarios. [En línea] 2008. [Citado el: 28 de Febrero de 2009.] http://www.acercar.org.co/industria/biblioteca/documentos/manuales/metalmecanica.pdf.
FLÓREZ, María E y RUIZ, José L. APTA. Asociación para la Promoción Técnica del Acero. [En línea] [Citado el: 23 de Enero de 2009.] Temas Monográficos - Recubrimientos y Tratamientos Superficiales - La Ga lvanización en Caliente. http://apta.com.es/pdf/galva_caliente.pdf.
GALCASUR. Galvanizados Campiña Sur, S.L. [En línea] [Citado el: 8 de Febrero de 2009.] http://www.galcasur.com/.
GALESA. Galvanizadora Valenciana S.A. Galvanizado en caliente por inmersión en zinc fundido. [En línea] [Citado el: 24 de Septiembre de 2008.] http://www.galesa.com/v8/index.php?page=procesos .
GALVANICEMOS "Ventajas del Galvanizado por inmersió n en caliente, como protección contra la corrosión". (LATIZA) Vela, David y (ANDI-Cámara Fedemetal) Lesmes, Juan Manuel. 2008. Bogotá : s.n., 2008. Diapositivas de los distintos conferencistas. .
GRUPO INDUSTRIAL ABIOX S.A. Información de la Empresa. [En línea] [Citado el: 10 de Mayo de 2009.] http://www.giabiox.com/joo mla/.
GUTEMBERTO. [En línea] [Citado el: 24 de Septiembre de 2008.] http://www.gutemberto.com/.
—. Catálogo de Productos. Bogotá : s.n.
HALECO - Expertos en Medio Ambiente y Seguridad. 20 08. Norma en ISO 1461. [En línea] 25 de Agosto de 2008. [Citado el: 22 de Febrero de 2009.] http://www.haleco.es/wpc/img_basse_def/NORM_EN%20ISO%201461_es.pdf.
INFOACERO. 2000. ¿Qué es el acero? [En línea] 2000. [Citado el: 24 de Septiembre de 2008.] http://www.infoacero.cl/acero/que_es.htm.

77
LONDON METAL EXCHANGE (LME). The World Centre for Non-ferrous Metal Trading. [En línea] [Citado el: 27 de Marzo de 2009 .] http://www.lme.co.uk/zinc_graphs.asp.
NAVARRO HERNANDEZ, John Freddy. 2006. Cambio del proceso de decapado químico de acero por decapado mecánico. [En línea] Enero - Junio de 2006. [Citado el: 8 de Febrero de 2009.] Páginas. 75-80. http://www.lasallista.edu.co/fxcul/media/pdf/Revista+Limpia/Vol1n1/P+L_V1_N1_75_DECAPADO.pdf.
SCHEY, John A. 2000. Procesos de Manufactura. [trad.] Ing. Javier León Cárdenas. Tercera Edición. s.l. : McGraw-Hill, 2000 .

78
ANEXOS
ANEXO 1: COTIZACIÓN HORNO

79
80
81

82
83
ANEXO 2: COTIZACIÓN POLIPASTO
84


















