Balanceo de Línea 1

of 18
-
Upload
luis-miguel-mayta -
Category
Documents
-
view
225 -
download
1
Transcript of Balanceo de Línea 1
-
8/16/2019 Balanceo de Línea 1
1/18
Balanceo de Línea
4.1 INTRODUCCION.El control del taller (SFP, por las siglas en inglés de shop floor control) incluye los principios,métodos y técnicas que se necesitan para planear, programar y evaluar la eficacia de lasoperaciones de producción. El control del taller integra las actividades de los llamados factores de
producción de una instalación de faricación, como los traa!adores, las m"quinas y el equipopara mane!o de materiales.El plan del SF# facilita la e!ecución eficiente del programa maestro de producción, el control de lasprioridades de procesamiento, la me!ora de la eficiencia operativa mediante la programaciónadecuada de traa!adores y m"quinas y el mantenimiento de cantidades m$nimas de traa!os enproceso y de inventarios de productos terminados. En el an"lisis final, el control del taller deeconducir a un me!or servicio al cliente. En la administración de las actividades de producción deempresas que funcionan con órdenes o pedidos y en las que funcionan seg%n las e&istencias,e&isten diferencias sustanciales. En las empresas en que la producción se mane!a en función delas órdenes, son importantes las fechas en que se promete terminar los traa!os y, por consiguiente, determinar la secuencia que seguir"n las órdenes de los clientes en los diversoscentros de m"quinas es una función de fundamental importancia. Esto implica tanto la planeación
como el control de las actividades.'os productos que se farican en función de las e&istencias suelen ser ienes de consumo que seproducen en gran volumen, como teléfonos, automóviles y relo!es de pulso. En la faricación deart$culos estandariados en gran volumen, son muy importantes los flu!os en el taller.
4.2. TALLERES CUYAS ACTIVIDADES SE BASAN EN EL FLUJO DE TRABAJO.n taller de este tipo consiste en un con!unto de instalaciones cuyo traa!o fluye en serie. 'asmismas operaciones se realian de manera sucesiva en cada estación de traa!o, de tal maneraque para realiarlas se requiere de traa!adores poco calificados. El taller cuya actividad se asaen el flu!o de traa!o por lo regular representa una situación de producción en serie o masiva y, por lo tanto, las operaciones que en él se realian son altamente eficientes. Por e!emplo, un operador puede instalar puertas de automóviles en una l$nea de ensamle, o ien, ensamlar discos en el
auricular de un teléfono. En los talleres de este tipo, los art$culos forman parte del inventario deproductos terminados uno tras otro, a menudo siguiendo el mismo orden en que entraron a lal$nea de ensamle, con lo cual se otienen inventarios muy a!os de traa!os en proceso. Puestoque los art$culos casi siempre se farican en función de las e&istencias, pronosticar es unaactividad muy comple!a y, por consiguiente, los niveles de e&istencias de productos terminadosque se mantienen en términos de inventarios anticipados son muy altos. Por la misma raón, losinventarios de materia prima se mantienen a niveles muy altos. En los talleres cuyas actividadesse asan en el flu!o de traa!o, las m"quinas tienden a tener un dise*o para propósitos especialesy, en consecuencia, el nivel de inversión inicial suele ser alto para aquellas plantas cuyo grado deautomatiación es considerale.El sistema de control de la producción continua se denomina control del flu!o. 'a especialiación,el alto volumen, la división del traa!o y la eficiencia se integran al dise*o de las l$neas deensamle. Por lo tanto, los talleres cuyas actividades se asan en el flu!o de traa!o requieren depoca capacidad y de personal capa de realiar actividades repetitivas en forma sucesiva. 'anaturalea repetitiva del amiente de faricación da lugar, asimismo, a la monoton$a y afecta lamoral de los traa!adores. Para mane!ar este prolema, los ingenieros industriales y los cient$ficossociales han desarrollado programas que enriquecen las actividades de los oreros.
4.3. LINEA DE FABRICACION Y LINEA DE ENSABLE.na versión de una distriución orientada al producto es una l$nea de faricación+ otra es unal$nea de ensamle. 'a l$nea de faricación construye componentes, tales como llantas paraautomóvil o partes met"licas para un refrigerador, en una serie de m"quinas. na l$nea deensamle !unta las partes faricadas en una serie de estaciones de traa!o. mas pertenecen a
los procesos repetitivos y en amos casos la l$nea dee ser alanceada. Es decir, el traa!ollevado a cao en una m"quina dee alancear el traa!o realiado en la siguiente m"quina en lal$nea de faricación, de la misma manera en que se dee alancear la actividad realiada por un
1
-
8/16/2019 Balanceo de Línea 1
2/18
empleado en una estación de traa!o, dentro de una l$nea de ensamle, esto mismo dee llevarsea cao con el traa!o hecho en la siguiente estación de traa!o por el siguiente empleado.'as l$neas de faricación tienden a estar acompasadas por la m"quina, y requieren camiosmec"nicos y de ingenier$a para facilitar el alanceo. Por otro lado, las l$neas de ensamle tiendena ser acompasadas por tareas de traa!o asignadas a individuos o a estaciones de traa!o. 'asl$neas de ensamle, por lo tanto, pueden ser alanceadas moviendo las tareas de un individuo aotro. -e esta manera, la cantidad de tiempo requerido por cada individuo o estación se iguala. El
prolema central en la planeación de la distriución orientada al producto es alancear la salida decada estación de traa!o en la l$nea de producción, de tal forma que sea casi igual, mientras seotiene la cantidad de salida desea. 'a meta de la administración es crear un flu!o continuo suavesore la l$nea de ensamle, con un m$nimo de tiempo ocioso en cada estación de traa!o de lapersona. na l$nea de ensamle ien alanceada tiene la venta!a de la gran utiliación delpersonal, y de la instalación y equidad entre las cargas de traa!o de los empleados. lgunoscontratos de sindicatos incluyen un requerimiento, las cargas de traa!o ser"n casi iguales entreaquellos en la misma l$nea de ensamle. El término m"s frecuentemente utiliado para descriir este proceso es el alanceo de la l$nea de ensamle.
4.4 DEFINICION DE TERINOS.
'a asignación de elementos de traa!o a los puestos de traa!o se conoce como alanceo de l$neade ensamle, o simplemente alanceo de l$nea.
Ele!en"o de "#a$a%o. Es la mayor unidad de traa!o que no puede dividirse entre dos o m"soperarios sin crear una interferencia innecesaria entre los mismos.
O&e#ac'(n. Es un con!unto de elementos de traa!o asignados a un puesto de traa!o.
)*e+"o o e+"ac'(n de "#a$a%o. Es un "rea adyacente a la l$nea de ensamle, donde se e!ecutauna cantidad dada de traa!o (una operación). sualmente suponemos que un puesto o estaciónde traa!o est" a cargo de un operario, pero esto no es necesariamente as$.
T'e!&o de c'clo. Es el tiempo que permanece el producto en cada estación de traa!o.
De!o#a de $alance. Es la cantidad total de tiempo ocioso en la l$nea que resulta de una divisióndesigual de los puestos de traa!o.
4., CONTROL DE LA )RODUCCION CONTINUA.El prolema m"s importante en los talleres cuyas actividades dependen del flu!o de traa!o eslograr la cantidad de producción que se desea, que puede ser de /0 automóviles o /00 teléfonosal d$a, con la m"&ima eficiencia posile. El contenido total del traa!o se divide en operacioneselementales, y estas operaciones se agrupan en las estaciones de traa!o. El traa!o se desplaaen forma sucesiva, y en muchas situaciones de manera continua, de una estación a otra. 1odaslas estaciones de traa!o se ocupan de traa!os que tienen diversos grados de avance. 'a
velocidad de la l$nea de ensamle se controla mediante la cantidad de producción que serequiere, el espacio entre las estaciones y los requerimientos respecto al tiempo de cada estaciónde traa!o. l controlar la velocidad del transportador o el tiempo del cliente, en esencia es posilecontrolar la cantidad que produce la l$nea de producción.
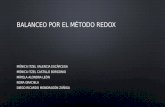
4.-. DISTRIBUCION DE UNA LINEA DE ENSABLE.2a que los prolemas de las l$neas de faricación y las l$neas de ensamle son similares, seentalar" la discusión en términos de una l$nea de ensamle. En una l$nea de ensamle, elproducto generalmente se mueve v$a medios automatiados, tal como una anda detransportación, a través de una serie de estaciones de traa!o hasta que se complete (3er figura4.5). Esta es la manera en que se ensamlan los automóviles, y se producen los aparatos detelevisión y los hornos, o las hamurguesas de comida r"pida.
2
-
8/16/2019 Balanceo de Línea 1
3/18
F'*#a 4.1. -istriución de una l$nea de ensamle.
6anda transportadorade componentes Estaciones de
traa!o
5 7 8 /
nidades6anda producidastransportadorade la l$neade ensamle
9 4 :
4./. NOTACION.
t! ; 1iempo de duración del elemento ! (n%mero entero).
< ; n%mero de elementos de traa!o requeridos para terminar una unidad de producto.=t! ; #ontenido total de traa!o. (desde >;5 hasta n)c ; 1iempo de ciclo.? ;
-
8/16/2019 Balanceo de Línea 1
4/18
) 'a secuencia esC -#6EFDF'*#a 4.3
Estación 5 Estación 9 Estación 7 Estación 4
En este %ltimo caso, al agregar una secuencia a los elementos se otuvo una asignación de 4estaciones, algunas de las cuales tuvieron una eficiencia menor del 500H, as$ como la eficienciade la l$nea, evidentemente tampoco es del 500H.
Ta$la 4.2. Eficiencia de las estacionesC
94 (500) ; :8HEficiencia de la l$nea ;
4()
4. ETODOS )ARA BALANCEO DE LINEA.
4.1. ETODO DE ILBRIDE Y ESTER.E>EAP'B.#onsidere el prolema de alancear una l$nea de ensamle, con el fin de minimiar el tiempoocioso en la l$nea. El tiempo y los elementos de traa!o necesarios para completar una unidad deproducto sonC
Ta$la 4.3Ele!en"o 5 % 6 6 # - E F D I)#ecedenc'a , 6 #, - - E, F D DD*#ac'(n 8 7 / 50 : 5 8 7
)ASOSC5. #onstruya un diagrama de precedencia, actividades en nodos (E
-
8/16/2019 Balanceo de Línea 1
5/18
1 ; tiempo disponile para producir en un per$odo dado, e!emploC min.Jd$a, horasJmes, etc.K ; nidades a producir en el per$odo anterior, E!emploC unidadJd$a, unidadJmes, etc.
) Ainimiar el tiempo ocioso en la red.El tiempo de ciclo (que dee ser un n%mero entero) dee cumplir la siguiente condición.
∑=≤≤
n
j j j
t C t Mayor 1
_
dem"s, una condición necesaria, pero no suficiente, para alcanar un alance perfecto es queC
entero K C
t n
j
j
==
∑=1
Entonces, para uscar las alternativas de tama*o de ciclo que logren lo anterior, se tratar" dedescomponer el contenido total de traa!o como un producto de n%meros primos, as$ para nuestroe!emploC
=
∑=
n
j
jt 1
con"en'do "o"al de "#a$a%o 7 408 y
4810 ≤≤ C
lternativas posiles para # con las queentero K
C
t n
j
j
==
∑=1
1484832222
1
111 ==⇒=⇒=××××= ∑
C
t K C C
j estación de traa!o (solución trivial)
224243222
2
222 ==⇒=⇒=×××= ∑
C
t K C C
j estaciones de traa!o
316162222
3
333 ==⇒=⇒=×××= ∑
C
t K C C
j estaciones de traa!o
41212322
3
334 ==⇒=⇒=××= ∑
C
t K C C
j estaciones de traa!o
Se ilustrar" el procedimiento de asignación de elementos de traa!o a las estaciones parael caso de #7 ; 5/7. Gepresentación taular del diagrama de precedencias.
Ta$la 4.4
Col*!na Ele!en"o T% S*!a de "%S*!a
ac*!*la"'9ade "%
I 6
87
II #-
/
54 99
III EF
50:
5: 7L
4 9
94 9
59 9
/ 9
7 7
5
-
8/16/2019 Balanceo de Línea 1
6/18
I3 D 5 5 4
3 I
87
4
4. signación de elementos a las estaciones de traa!o para # ; 5/Ta$la 4.,
#olumna Elemento 1! Sumade t!
Suma cumulativade t!
Estación Bcio Eficienciade laestación
I 6
87
5/ 5/ 5 0 500 H
II -
III #E
/50
5/ 79 9 0 500 H
I3
FD
:58
5/ 4 7 0 500 H
3 I 7
=tiempo de las estaciones de traa!o & 500Eficiencia de la l$nea ;
1iempo de ciclo & n%mero de estaciones
Eficiencia de la l$nea ;
KC
t n
j
j∑=1
4 &500Eficiencia de la l$nea ;
7 & 5/
Eficiencia de la l$nea ; 500 H
Procedimiento de asignaciónC
♦ signar los elementos por columna. -entro de cada columna, asignar primero el elemento de
mayor duración, a menos que no haya tiempo de ciclo disponile, pasarse a elementos conmenor duración.
♦ na ve que se hayan asignado todos los elementos de una columna, pasarse a al siguienteen el orden de numeración ascendente.
EJERCICIO.6alancee la siguiente l$nea de ensamle, con el fin de minimiar el tiempo ocioso en la l$nea.
Ta$la 4.-Elemento t!
AinPrecedencia
8
6 7
# 4 6
- 7 6
E / #
F 5 #
6
-
8/16/2019 Balanceo de Línea 1
7/18
D 4 -, E, F
9 D
Paso 5. Ged E
-
8/16/2019 Balanceo de Línea 1
8/18
Ta$la 4.
#olumna Elemento ! 1! Sumade t! Suma cumulativade t!
Estación Bcio Eficienciade laestación
I 8 8 8 5 9 :5.49 H
IIIII
6#
74 : 59
9 0 500 H
- 7 7 58 7 4 49.8 H
I3 EF
/5 : 99
4 0 500 H
33I
D
49 / 9
8 5 8.:5 H
=tiempo de las estaciones de traa!o & 500Eficiencia de la l$nea ;
1iempo de ciclo & n%mero de estaciones
Eficiencia de la l$nea ;
KC
t n
j
j∑=1
9 &500Eficiencia de la l$nea ;
8 & :
Eficiencia de la l$nea ; 0 H
4..2 ETODO DE )OSICIONES )ONDERADAS.
)ASOS<5. -etermine el peso de posición de cada elemento, sumando el tiempo de duración (t!) de
este elemento y de todos los que le sigan. Para el e!emplo, sonC
9. Elaore las talas siguientesCTa$la 4.1=
Elemento (!) 6 # - E F D I-uración (t!) 8 7 / 50 : 5 8 7
Peso de 48 7: 98 74 5L 5/ L 8 7
8
-
8/16/2019 Balanceo de Línea 1
9/18
posición (N!)
Precedencia , 6 #, - - E, F D D
Ta$la 4.11O#dena!'en"o de+cenden"e de lo+ &e+o+ de &o+'c'(n
Elemento (!) 6 - # E F D I
-uración (t!) 8 7 / 50 : 5 8 7
Peso de posición (N!) 48 7: 74 98 5L 5/ L 8 7
Precedencia , 6 #, - - E, F D D
7. Escoger un tama*o de ciclo. Puede ser paraCa) #umplir con una demanda esperada.) Ainimiar el tiempo ocioso en la l$nea.Para amos incisos se sigue el mismo procedimiento que el método de ?ilridge y Oester.Para nuestro e!emplo se tomar"C# ; 5/
4. Efectuar la asignación de elementos a las estaciones de traa!o. Se asigna primero el elementode mayor ponderación, verificando que cumpla con la precedencia y que haya tiempo de ciclodisponile. Sólo que no e&ista ya tiempo disponile que le alcance, se pasa al otro elemento conponderación menor.1ala 4.59
Estación Elementos =t! Bcio Eficiencia
5 , 6, - 87 ;5/ 0 500 H
9 #, E /50 ; 5/ 0 500 H
7 F, D, , I :587 ; 5/ 0 500 H
Eficiencia de la l$nea ; 500 H
EJERCICIO RESUELTO.6alancea la siguiente l$nea de ensamle, con el fin de minimiar el traa!o ocioso en la l$neautiliando los métodos de posiciones ponderadas y el de ?ilridge y Oester.
Ta$la 4.13Elemento 6 # - E F D I > ? ' A < B
Precedencia 6, # - F D D D , I, > ? ? ', A <
t! L 7 7 L L 7 7 / L 4 4 9 7 8
=1> ; 0
Paso 5. Ged E
-
8/16/2019 Balanceo de Línea 1
10/18
Paso 9. -eterminación del tiempo de ciclo.
1ala 4.54
lternativas de cicloC#Q ; 0#R ; 40#; 90#4; 50
C Eficiencia1eóricas Geales
40 9 7 //.// H
90 4 8 0 H
50 L . H
Se alcana mayor eficiencia con # ; 50, pero en este e!ercicio se realia el alanceo para # ; 90.
Paso 7. Gepresentación taular del diagrama de precedencias.Ta$la 4.1,
Elemento 6 # - E F D I > ? ' A < B
-uración (ti) L 7 7 L L 7 7 / L 4 4 9 7 8
Ponderación 77 95 95 5 L 4: 44 9/ 94 9: 5 59 50 8
Precedencia 6,# - F D D D , I, > ? ? ', A <
Paso 4. 1ala ordenada de pesos de posición.Ta$la 4.1-Elemento F D > I 6 # - ? ' A E < B
0 940 9
90 9
50 9
8 8
5
10
-
8/16/2019 Balanceo de Línea 1
11/18
-uración (ti) 7 7 L L / 7 7 L 4 4 9 L 7 8
Ponderación 4: 44 77 9: 9/ 94 95 95 5 5 59 50 L 8
Precedencia F D D D 6,# , I, > ? ? - ', A <
Paso 4. signación de elementos a estaciones de traa!o para # ; 90.Ta$la 4.1/
Estación Elementos -uración Bcio Eficiencia5 F, D, , 6 7 7 L 7 ; 5 9 L0 H
9 >, , # L ; 90 0 500 H
7 F, -, ? / L 4 ; 5L 5 L8 H
4 ', A, E, A < 4 9 L 7 ; 5 9 L0 H
8 B 8 ; 8 58 70 H
EJERCICIO DE BALANCEO DE L>NEA CON EL OBJETIVO DE CU)LIR CON UNA TASA DE)RODUCCION ES)ERADA.'a sección de ensamle de una f"rica requiere satisfacer la demanda de 9400 peque*osrelevadores eléctricos por semana. El relevador est" formado por el ensamle de un n%mero departes individuales, algunas de las cuales se producen internamente, mientras que otras son
compradas del e&terior. 'os elementos involucrados en el ensamle se enlistan a continuación. 'acompa*$a opera una semana de traa!o de 40 horas.a) -etermine el n%mero óptimo de traa!adores requeridos para operar la l$nea de ensamle.
Ta$la 4.10Elemento 6 # - E F D I > ? ' A < B
-uración (ti)Ainutos
0.48 0.: 0.8 0.5 0.48 0.7 0./ 0.9 0.78 0.44 0.7 0.9 0.98 0.98 0.8
-uración (ti)Segundos
9: 49 70 / 9: 70 7/ 5 77 9: 5 59 58 58 70
Precedencia #,-,E D F, 6, F D ? I, ' ,A
Paso 5. Ged E
-
8/16/2019 Balanceo de Línea 1
12/18
>'
7759
3 A 58 58 77/
3I B 70 70 7//
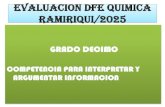
Paso 4. signación de elementos a estaciones para # ; /0
Ta$la 4.2=#olumna Elemento t! =t! =t!
acumuladaEstación Bcio Eficiencia
III
# 9:70 8: 8: 5
07
500L8 H
B
N
G
D
42
15
36
6
57
42
114
156
2
3
0
3
15
18
100
95 %
74
70 %
III
E
F
27
30
57 213 4
0
3
100
95 %
IV
H
K
L
18
18
12
48 261 5
9
12
84
80 %
I 33 33 294 6
24
27
58
55 %
J 27
15
18
74
70 %
V
VI
M
15
30
42
30
336
366
7
8
27
30
53
50 %
En esta asignación se oserva que ninguna estación alcanó una eficiencia del 500H. En estecaso dee realiarse un a!uste al tiempo de ciclo, definiendo como ciclo real el de aquella estacióncon la mayor asignación realiada. En el presente e!ercicio el ciclo real es 8:. En los m"rgenessuperiores derechos de las columnas ocio y eficiencia se efect%a el a!uste.
Eficiencia real de l$nea ; (7// & 500) J ( & 8:)Eficiencia real de l$nea ; 5 H
EJERCICIOS DE BALANCEO DE L>NEA.6alancee las siguientes l$neas de ensamle con el fin de minimiar el tiempo ocioso en la l$neautiliando el método deC
a) ?ilridge and Oester) Posiciones ponderadas5. 1ala 4.95
12
-
8/16/2019 Balanceo de Línea 1
13/18
Elemento Precedencia -uraciónSeg.
50
6 /
# L
- 8
E 6, #
F - :
D E 7
F :
I D, 8
9. 1ala 4.99
Elemento Precedencia -uraciónSeg.
L
6 7
# 7
- 6, # L
E - L
F L
D F 7
D
I D
> D L
? , I, > 4
' ? 4
A ? 9< ', A 7
B < 8
7. 1ala 4.97
Elemento Precedencia -uraciónSeg.
7
6 8
# 6 50
- 6
E 6 :F #, -, E 5
D F 50
F 4
I D, :
> I 8
4. 1ala 4.94
Elemento Precedencia -uración
8
6 L
# 4
- 6, # 9
E - :
F - 7
13
-
8/16/2019 Balanceo de Línea 1
14/18
D E /
F 4
I D, 8
> I L
,. Para los siguientes datos, determine el n%mero de estaciones y ma&imice la eficiencia de unal$nea dise*ada para otener una producción de 500 unidades por semana, considerando queC
a) 'a empresa traa!a una !ornada de horas durante 8 d$as por semana, pero la l$nea
funciona sólo : horas diarias para tomar en cuenta las necesidades del personal.
) 'os elementos F y D deen desarrollarse en una misma estación de traa!o pues est"n
estrechamente relacionados y requieren una cierta continuidad.
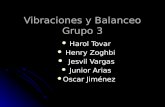
Elemento Precedencia-uraciónminutos
506
# , 6 :
- 59
E /
F # 54
D # 94
#, - 4
I D /
> :
? I 4
' E 55A F, >
< A
B A 4
P L
K P L
DIARAA DE )RECEDENCIAS
14
A
B
D
!
C
E
"
F
G
H
L
I
J
K
M
N
-
8/16/2019 Balanceo de Línea 1
15/18
Calc*lo de ?o#a+ "#a$a%ada+ &o# día
: horas T /0 minutos ; 42= !'n*"o+
Calc*lo de *n'dade+ od*c'da+ &o# día
500 unidades J 8 d$as ; 2= &o# día
T'e!&o del c'clo<
Aayor tiempo 24 !'n
T'e!&o &a#a "a#ea<
(50:59/54944/:4554LL) ; 1,1 !'n*"o+
E+"ac'one+< 585J94 ; /.9L ; / e+"ac'one+ de "#a$a%o
15
-
8/16/2019 Balanceo de Línea 1
16/18
=tiempo de las estaciones de traa!o & 500Eficiencia de la l$nea ;
1iempo de ciclo & n%mero de estaciones
Eficiencia de la l$nea ;
KC
t n
j
j∑=1
585 &500Eficiencia de la l$nea ;
94 & :
Eficiencia de la l$nea ; 0.00 @
N!e#o de o&e#ado#e+<
90J 490 ; 0.04:/5 T 585 J 5 ; :.5; / o&e#a#'o+
UTILIACION DEL SOFARE )O
16
-
8/16/2019 Balanceo de Línea 1
17/18
17
-
8/16/2019 Balanceo de Línea 1
18/18
18