CAPITULO III - Universidad de Sevillabibing.us.es/proyectos/abreproy/70323/fichero/...Diseño,...
33
Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para aplicaciones biomédicas. 52 CAPITULO III PARTE EXPERIMENTAL III.1. MATERIAL UTILIZADO III.1.1.POLVO DE TITANIO SE-JONG 4 III.1.1.1.Generalidades. El polvo de Titanio utilizado ha sido obtenido mediante un proceso de hidrogenación/deshidrogenación y su fabricante es SE-JONG Materials Co. Ltd., Corea. La designación del polvo es Ti -325mesh, su pureza y los elementos que presenta en trazas vienen desglosados en la Tabla III-1. Los contenidos de impurezas evaluados se asemejan a los especificados para el grado 4 por la ASTM B265-06a [1] aunque estos superan ligeramente los máximos establecidos en dicha norma. Pureza del titanio SE-JONG 4 O N Fe Si Otros >99,50 <0.45 <0.08 0.038 0.035 0.003 Mg, 0.0006 Mn Tabla 0-1. Composición en tanto por ciento (%p/p) de los polvos de titanio. La norma ASTM F67-00 define cuatro grados de titanio para su aplicación biomédica. La composición química de cada grado se especifica en la Tabla III-2. Vista la composición de los polvos de titanio considerados en este proyecto, se puede clasificar como Ti c.p. de grado IV según la norma ASTM F67-00. Además, en la norma ASTM F67-00 se indican las propiedades mecánicas requeridas para cada grado, mostradas en la Tabla III-3. Adicionalmente consideramos que para el titanio macizo, la resistencia a la compresión es de 650 MPa, [2].
Transcript of CAPITULO III - Universidad de Sevillabibing.us.es/proyectos/abreproy/70323/fichero/...Diseño,...

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
52
CAPITULO III
PARTE EXPERIMENTAL
III.1. MATERIAL UTILIZADO
III.1.1.POLVO DE TITANIO SE-JONG 4
III.1.1.1.Generalidades.
El polvo de Titanio utilizado ha sido obtenido mediante un proceso de
hidrogenación/deshidrogenación y su fabricante es SE-JONG Materials Co. Ltd., Corea.
La designación del polvo es Ti -325mesh, su pureza y los elementos que presenta en
trazas vienen desglosados en la Tabla III-1. Los contenidos de impurezas evaluados se
asemejan a los especificados para el grado 4 por la ASTM B265-06a [1] aunque estos
superan ligeramente los máximos establecidos en dicha norma.
Pureza del titanio
SE-JONG 4
O N Fe Si Otros
>99,50 <0.45 <0.08 0.038 0.035 0.003 Mg, 0.0006 Mn
Tabla 0-1. Composición en tanto por ciento (%p/p) de los polvos de titanio.
La norma ASTM F67-00 define cuatro grados de titanio para su aplicación
biomédica. La composición química de cada grado se especifica en la Tabla III-2. Vista
la composición de los polvos de titanio considerados en este proyecto, se puede
clasificar como Ti c.p. de grado IV según la norma ASTM F67-00. Además, en la norma
ASTM F67-00 se indican las propiedades mecánicas requeridas para cada grado,
mostradas en la Tabla III-3. Adicionalmente consideramos que para el titanio macizo, la
resistencia a la compresión es de 650 MPa, [2].

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
53
N max C max H max Fe max O max Ti
Ti c.p Grado I 0.03 0.10 0.0125 0.20 0.18 Balance
Ti c.p Grado II 0.03 0.10 0.0125 0.30 0.25 Balance
Ti c.p Grado III 0.05 0.10 0.0125 0.30 0.35 Balance
Ti c.p Grado IV 0.05 0.10 0.0125 0.50 0.40 Balance
Tabla 0-2. Composición química (% en peso) de los cuatro grados de Ti c.p. para aplicaciones
biomédicas.
Resistencia a la
tracción mín (MPa)
Límite elástico al
0.2% (MPa)
Elongación en 4D
mín. (%)
Ti c.p Grado I 240 170 24
Ti c.p Grado II 345 275 20
Ti c.p Grado III 450 380 18
Ti c.p Grado IV 550 483 15
Tabla 0-3. Propiedades mecánicas requeridas a los cuatro grados de Ti c.p. para aplicaciones médicas
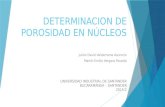
A continuación, se muestran los diagramas de fases en equilibrio para los
sistemas binarios formados por el titanio y las impurezas principales contenidas en el
polvo, Figura 0-1, datos obtenidos de ASM Handbook [3].

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
54
(a) (b)
(c) (d)
Figura 0-1.Diagramas de fases en equilibrio: (a) sistema Ti-O, (b) sistema Ti-N, (c) sistema Ti-Fe y (d)
sistema Ti-Si
III.1.1.2. Granulometría.
En la Figura III-2 se presenta la distribución Gaussiana usando difracción laser
(Malvern, Mastersizer 2000) para la medición de la granulometría del polvo de titanio.
El método utiliza el principio de la difracción de ondas electromagnéticas para
determinar la distribución de tamaños de partículas [4]. El tamaño medio de las
partículas es de 9.70 μm para el 10% de la población de partículas; 23.34 μm para el
50% de las partículas y 48.39 μm para el 90% de la población.
Po
lvo
de
Tita
nio
SE-
JON
G 4
Figura 0-2. Distribución granulométrica del polvo

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
55
III.1.1.3. Morfología y granulometría del polvo.
La forma de las partículas es muy irregular y no aparecen bordes afectados
resultado de la rotura frágil de las partículas, sino con muchos salientes y arrugas. Cabe
señalar también que las partículas aparecen agrupadas, las pequeñas unidas a algunas
de mayor tamaño, Figura 0-3.
Las micrografías ópticas, Figura 0-4, muestran partículas de forma equiaxial y
alargadas. El ataque químico de las partículas muestra en su interior la existencia de
granos. En cuanto a la porosidad, en la mayoría no se observan poros, no obstante, en
una partícula se ven ciertas cavidades que, más bien, pueden proceder de los pliegues
que se observan en la superficie de los polvos. Por tanto, es de esperar que este polvo
tenga poca porosidad en los compactos sinterizados.
Figura 0-3. Morfología de los polvos de Titanio SE-JONG 4 obtenida mediante microscopía electrónica
de barrido (SEM)
Figura 0-4. Microscopía óptica de los polvos de Titanio SE-JONG 4. Ataque Kroll

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
56
III.1.1.4. Densidad del polvo.
La densidad aparente se define como la cantidad de masa de polvo por unidad
de volumen de la misma, incluyendo el espacio que ocupan los huecos que quedan
entre las partículas, calculada según la normativa correspondiente [5]. El
procedimiento de cálculo consiste básicamente en colocar el FLUIDÍMETRO DE HALL, el
cual contiene 50 g de polvo, sobre una cubeta cilíndrica, de 25 cm3 de capacidad y de
30 mm de diámetro, separados 25 mm de altura tal como se puede apreciar en la
Figura 0-5. Una vez que el polvo llena completamente la cubeta, ésta se enrasa, de
forma que quede una superficie plana en la abertura de la misma. A continuación, se
pesa la masa que contiene la cubeta, la cual se divide por la capacidad de la misma,
obteniendo de esta forma el valor de la densidad aparente.
Figura 0-5. Fluidímetro de Hall.
Por su parte, la densidad de golpeo da una medida de la capacidad de
densificación del polvo por aplicación de vibrado, sin someter al polvo a presión de
compactación [6]. Para obtenerla, el procedimiento consiste en colocar 5 g de polvo en
una probeta seca y graduada, de 10 cm3 de volumen, la cual ha sido agitada en una
pulidora vibratoria durante un minuto de tiempo, obteniendo un volumen
determinado, que junto con la masa proporciona la densidad de golpeo. Las
propiedades calculadas para este polvo son las especificadas en la Tabla III-4:
TIPO DE DENSIDAD Norma Densidad (g/cm3)
% Máximo de
porosidad
DENSIDAD APARENTE ISO 3923:1979 1.299±0.006 0.0125
DENSIDAD DE GOLPEO ISO 3953:1993 1.767±0.037 0.0125
Ti MACIZO ASTM B311-08 4.507±0.003 ~ 0
Tabla 0-4. Propiedades de los polvos

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
57
III.1.1.5. Curva de compresibilidad.
En la Figura III-6 se muestra la curva de compresibilidad del polvo de Titanio, en
la que se representa la densidad relativa en verde, ρrelativa, frente a la presión de
compactación aplicada.
Figura 0-6. Curva de compresibilidad del polvo del titanio
III.1.2. CLORURO SODICO
Se emplea el cloruro sódico como espaciador (NaCl) suministrado por PANREAC
QUIMICA SAU, sus propiedades físicas, su pureza y los elementos que presenta en
trazas vienen recogidos en la Tabla III-5 y Tabla III-6, [6].
PUREZA NaCl LIMITE MAXIMO DE IMPUREZAS
Insolubilidad en H2O 0.005
Pérdida por desecación a 105ºC 0.2
N 0.001
>99,50% Br 0.01
NO3 0.003
Fe(CN)3 0.0001
PO4 0.0005
SO4 0.001
P 0.002
Metales pesados 0.0005
Tabla 0-5. Composición en tanto por ciento (%p/p) del NaCl utilizado
40
50
60
70
80
90
100
0 200 400 600 800 1000
De
nsi
dad
Re
lati
va (
%)
Presión (MPa)
Curva de Compresibilidad del Polvo de Ti

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
58
Solubilidad en agua Densidad (g/cm3) Punto de fusión (ºC)
Punto de ebullición
(ºC)
360 2.17 804 1413
Tabla 0-6. Propiedades físicas del NaCl
III.2.METODOLOGIAS EMPLEADAS PARA OBTENCION DEL
COMPACTO DE TI C.P. POROSO.
III.2.1.SPACE HOLDER DE CLORURO SODICO
En este apartado se va a explicar la metodología optimizada empleada, para la
obtención en laboratorio de Ti porosos con gradiente de porosidad longitudinal, (que
es el objetivo del presente proyecto), según la técnica space holder utilizando NaCl. En
la Figura III-7 se muestra el esquema general de las metodologías posibles para tal fin y
la zona sombreada corresponde a la ruta a tratar en este punto.
Figura 0-7. Metodología space holder para la obtención de Ti porosos con gradiente longitudinal.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
59
En esta metodología se mezcla el polvo de Ti c.p. con cloruro sódico que será
eliminable posteriormente en agua destilada, y de forma previa a la sinterización, de
manera que se van originando los poros a la vez que se elimina el material utilizado
como espaciador.
III.2.1.1.Proceso de mezcla.
Los polvos de Ti c.p. se mezclaron con las proporciones en volumen de Sal
necesarias para obtener las porosidades correspondientes al rango que se plantea
estudiar: 30–70 %. El cálculo de las proporciones de Ti y NaCl se llevó cabo siguiendo
la regla de las mezclas, teniendo en cuenta que la densidad de cada elemento
corresponde (apartado III.1). Las proporciones calculadas en cada caso, se mezclaron
durante 40 minutos en una TURBULA T2C (Figura III-8), para de esta forma asegurar
una buena homogenización de la mezcla de Ti y NaCl. Este proceso se repite antes de
prensar cada lote de probetas evitando de esta forma la influencia de los efectos de la
segregación de partículas (pérdida de homogeneidad), fenómeno que es conocido que
depende el tiempo.
Figura 0-8. Túrbula T2C.
33 17.2507.4cm
gcm
gNaClTi == ρρ
(III-1)
iii.2.1.2.Compactación de la mezcla.
El material debe adquirir una densificación que permita una resistencia en
verde suficiente para ser manejado y colocado en el horno de sinterización. Para ello

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
60
prensaron probetas que nos permiten obtener porosidades del 30, 50 y 70%,
empleando como valores de carga de prensado 600 y 800 MPa. La densidad relativa y
la porosidad en verde es estimada a partir de las curvas de compresibilidad (Figuras III-
9a y III-9b) de las muestras utilizadas se pueden ver en la Tabla III-7.
Tabla III-7. Densidad relativa y porosidad en verde estimada a partir de las curvas de compresibilidad.
Figura III-9a. Curvas de compresibilidad. Variación de la d.relativa con la presión y % de espaciador.
% NaCl
Densidad Relativa (%) % Máximo de Porosidad
600 (MPa) 800 (MPa) 600 (MPa) 800 (MPa)
30 77,02 80,68 53 49
50 82,05 85,43 68 65
70 85,39 87,03 85 80

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
61
Figura III-9b. Variación de la porosidad en verde con la presión y % de espaciador
La estimación de la masa de la mezcla utilizada para obtener los
correspondientes compactos se realizó considerando dos condicionantes
fundamentales:
1) La probeta ha de tener una relación altura/diámetro, después de sinterizadas,
igual a 0.8; (de modo que cumpla la norma ASTM E9-89a para ensayos de
compresión [7].
2) La altura debe ser mínima (de modo que garantice la homogeneidad y se evite
el pandeo) y aproximadamente constante para todos los compactos.
La masa que se ha utilizado de cada porcentaje de Ti/NaCl ha sido
independiente de la presión a la que se ha compactado la muestra. Una vez calculado
el volumen del cilindro, y a partir de las densidades de las respectivas mezclas, se
estima la masa necesaria en cada caso. Para la medida de la masa de polvo se ha
empleado una balanza digital de sensibilidad 0.01 g. Se pesa la cantidad de polvo
necesaria sobre un vidrio de reloj y se vierte dicha cantidad en el interior de la matriz,
[8].

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
62
Para la lubricación durante el prensado se ha preparado una suspensión
compuesta de 5 g de cera (micropolvo CPM para pulvimetalurgia de HOECHST) y 50 mL
de acetona.
Se han utilizado dos prensas. La primera es una máquina universal INSTRON
5505, Figura 0- (a), y se ha empleado para realizar los compactos. La segunda es una
máquina universal de ensayos MALICET ET BLIN U-30, Figura 0- (b), que se ha
empleado para la expulsión de los compactos de la matriz.
(a) (b)
Figura 0-10. (a) Instron 5505 y (b) Malicet et Blin U-30
El procedimiento de prensado, para cada valor de carga, ha consistido en
aplicar la carga asociada a cada compacto a una velocidad de 600 kgf/s, manteniendo
la carga dos minutos, descargando hasta 10 kgf en 15 s y manteniendo 10 kgf durante
15 s. Se han realizado dos compactos para cada condición bajo estudio.
III.2.1.3.Eliminación del espaciador.
El protocolo de eliminación de la sal fue establecido en el Proyecto Fin de Carrera
titulado: “Procesado y caracterización de titanio poroso usando la técnica de
espaciadores”. Glenda Beatriz Hernández Vázquez, 2010. [9].Cabe destacar, que el
procedimiento de eliminación de la sal se detiene cuando en cada caso la masa del

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
63
esqueleto poroso de titanio corresponde con la estimada para la proporción en
volumen correspondiente. La eliminación de la sal se hace mediante a inmersión en
agua destilada, del compacto en verde, Figura III-11. Las condiciones para una
eliminación correcta de forma que el compacto mantenga integra su estructura son:
1) UTILIZAR AGUA CALIENTE. Se utiliza agua destilada con temperatura
comprendida entre 50-60ºC, ya que a esa temperatura se produce un
incremento en la velocidad de disolución del NaCl, alcanzándose el peso
deseado de la probeta más rápidamente. En la Figura III-11 (a) se muestra el
baño de arena Recisplac P SELECTA, utilizado para calentar el agua. El control
de la temperatura se ajusta mediante el accionamiento de un reóstato. En este
sentido se ha utilizado un termómetro para ajustar el control de la
temperatura. Por otro lado, destacar que se hicieron experiencias en agua a
temperatura ambiente para los porcentajes más altos de espaciador, 60 y 70%.
De estas últimas experiencias se obtuvo que la eliminación en agua caliente era
más sencilla y eficaz como se verá en el capítulo de resultados.
2) AGUA SIN AGITACIÓN: pues la agitación produce embates en las muestras de
forma que éstas se deterioran rápidamente.
3) CICLOS DE INMERSIÓN EN AGUA DE 4H DE DURACIÓN. Después de cada
inmersión el compacto se secaba en una estufa Carbolite a 100ºC durante 60
minutos, Figura III-11(b).
(a) (b)
Figura 0-11. (a) Recisplac P SELECTA, (b) Estufa carbolite.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
64
III.2.2.LOOSE SINTERING Y BAJAS PRESIONES.
En este apartado se va a explicar la metodología optimizada empleda, para la
obtención en laboratorio de Ti porosos con gradiente de porosidad longitudinal, (que
es el objetivo del presente proyecto), según la técnica PM a bajas presiones y loose
sintering. En la Figura III-12 se muestra el esquema general de las metodologías
posibles para tal fin y la zona sombreada corresponde a la ruta a tratar en este punto.
Figura 0-12. Metodología PM bajas presiones y loose sintering, para la obtención de Ti porosos con
gradiente longitudinal.
El polvo de titanio descrito, en principio, ha de ser compactado de manera que
se obtengan unas probetas en verde con suficiente resistencia para poder ser
manejado y colocado en el horno de sinterización. En el caso del “loose sintering” no
hay ningún tipo de compactación (0MPa). Esta técnica es también conocida como
“límites de la sinterización convencional” [10-13,14]. Se trata de una metodología
donde se sinteriza el polvo metálico de Ti c.p., sin compactación previa, con la ayuda
de tubos cerámicos que a modo de molde albergará el polvo metálico para su

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
65
sinterización, lo cual permitirá la creación de un material muy poroso. Tendremos que
tener la precaución de prepararlas justo antes de meterlas en el horno, ya que el
titanio es muy reactivo con el oxígeno y se oxida rápidamente, por ello es conveniente
que no esté expuesto a la atmósfera mucho tiempo antes de ser sinterizado.
Para preparar las probetas se han utilizado un rango de tres presiones de
compactación y cuatro temperaturas diferentes de sinterización en cada presión. Las
condiciones de presión y temperatura son:
- Las presiones utilizadas son 0MPa (loose sinterig), 13MPa, 38,5MPa.
- Las temperaturas son 1.000ºC, 1.100ºC, 1.200ºC, 1.300ºC
III.2.2.1 Cálculo de la masa de polvo para cada probeta.
Para calcular la masa de polvo de Ti necesaria para cada probeta, se parte del
caso más desfavorable, que es el compacto sin porosidad (cuando la densidad del
titanio es 4,507 g/cm3), de manera que cumpla la relación de altura/diámetro igual a
0,8 de acuerdo como indica la norma ASTM E9-89 a, para el ensayo de compresión.
Como la matriz utilizada tiene un diámetro de 12,2 mm, la altura de la probeta (III-2)
ha de ser la siguiente:
�
�= 0,8 → = 9,76�� (III.-2)
Conocida la altura y el diámetro de trabajo, obtenemos la masa de polvo necesaria en
función de la densidad del polvo, (III-3) y (III-4).
������� = �
���ℎ = �
��1,22���� ∙ 0,976�� = 1,141��! (III-3)
"#$# = % ∙ � = 4,507 '
()* ∙ 1,141��! = 5,14+ (III-4)
De este modo, haciendo una estimación de las densidades de Ti según la porosidad
deseada, seremos capaces de calcular la masa necesaria en cada caso. Dicha cantidad
de polvo se pesará sobre un vidrio de reloj en una balanza digital, Figura III-13, de
sensibilidad 0,01 gramos, prestando especial atención a que el polvo no esté expuesto
un tiempo excesivo a la atmósfera para evitar su oxidación.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
66
Figura III-13. Balanza digital.
III.2.2.2 Preparado de probetas a baja presión.
Para el prensado, se utiliza una matriz de 12,2 mm de diámetro que
previamente se ha de lubricar. Para su lubricación se prepara una suspensión
compuesta de 2 g de cera (ACP) por cada 10 ml de acetona. Una vez lubricada, se
introduce la sufridera inferior, a continuación se vierte el polvo, pesado previamente,
con la ayuda de un pincel y se vibra la máquina VIBROMET POLISHER durante 2
minutos a una fuerza de 6. Una vez finalizado el proceso de vibración, necesario para
que el polvo quede repartido de manera homogénea, se coloca la sufridera superior y
por último el punzón.
(b) (c)
Figura III-14. (b) Vibradora VIBROMET POLISHER, (c)Matriz y juego de punzones.
Una vez finalizadas estas operaciones, se procede al prensado. La máquina
utilizada es INSTRON 5505, máquina universal de ensayos. La rampa de compactación
empleada es la indicada en la Figura III-15. Se inicia, con una pendiente de 60kgf/min
hasta los 120 kg. Una vez alcanzado dicho valor, se aumentó el valor de la pendiente
de la rampa a una velocidad de 600 kgf/min hasta alcanzar el valor final (13 MPa o 38,5

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
67
0
500
1000
1500
2000
2500
0 1 2 3 4 5 6 7
carg
a (k
g)
Tiempo (min)
Rampa de prensado
MPa), donde se mantiene durante 2 minutos. Transcurrido dicho periodo, se descarga
hasta 10 kg en 15 segundos y se mantiene a esos 10 kg durante otros 15 segundos.
Una vez finalizada la compactación del polvo de Ti, debemos proceder a la
expulsión de la muestra en verde del interior de la matriz .Esta operación se lleva a
cabo con la ayuda de una segunda máquina universal MALICET ET BLIN U-30,
garantizando la integridad de la muestra .
Figura III-15. Rampa de prensado, empleada en la fabricación de muestras.
III.2.2.3 Preparación de probetas “loose sintering”.
Para abordar la preparación de muestras sin compactación se hace necesaria la
utilización de tubos cerámicos. Estos tubos actuarán de molde y albergaran la cantidad
de masa previamente calculada de polvo de Ti. Una vez introducido el polvo, con la
ayuda de un pincel, se hace vibrar 2 minutos a una fuerza de 6. La preparación se
realizará siempre de manera que transcurra el mínimo tiempo posible entre su
procesado y su sinterizado, evitando la oxidación de Ti. En la Figura III-16, se puede
observar dos muestras sin compactación, en tubo cerámico y cuatro muestras
compactadas a baja presión, aun sin sinterizar.
Pendiente= 60
kgf/min
Pendiente= 600
kgf/min
De
scarg
a h
asta
10
kg
en
15
seg
Mantiene 2 min a presión final

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
68
Figura III-16. Compactos en verde
Trabajos precedentes en este departamento, han comprobado la tendencia al
pandeo en este tipo de muestras, tras la sinterización, quedando los resultados
optimizados según trabajos previos [15] para el volumen de las muestras, en una masa
de 5.14g
III.2.2.4.Sinterización de los compactos porosos.
La sinterización se lleva a cabo en un horno tubular de la casa CARBOLYTE STF
15/75/450, Figura III-18(a). Se utiliza un tubo de alúmina de alta pureza. Dispone de
una pantalla digital en la que aparecen dos temperaturas. La temperatura situada en la
parte inferior y de menor tamaño es la denominada “temperatura de consigna”, la cual
se corresponde con la temperatura teórica que debería de haber en el horno según el
programa introducido. La temperatura situada en la parte superior y de mayor tamaño
es la temperatura indicada por el termómetro del horno (distinta de la alcanzada en el
interior del mismo). La no coincidencia de ésta con la de consigna se debe a efectos de
inercia térmicos. Este efecto se controlara en la programación del horno para que la
temperatura de sinterización sea la deseada en cada caso.
Se utilizarán dos rampas de calentamientos según estemos sinterizando
probetas obtenidas por técnicas de espaciadores de NaCl o bien por técnicas de bajas
presiones por loose sintering (Figura III-17a, Figura III-17b). Estas rampas son el
resultado de números trabajos previos a este, realizados en el Departamento de
Ingeniería Mecánica y de los Materiales de la Universidad de Sevilla [8,9,15,16] en
todos los casos los ensayos se realizan en alto vacío 1.7·10-4 mbar.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
69
Figura 0-8. Rampa de calentamiento para probetas de Ti poroso obtenidas por técnicas de
espaciadores de Na Cl.
Figura 0-17b. Rampa de calentamiento para probetas de Ti poroso obtenida por técnicas de loose
sintering y bajas presiones.
0
200
400
600
800
1000
1200
1400
0 100 200 300 400 500
Tem
per
atu
ra (
ºC)
Tiempo (min)
RAMPA DE CALENTAMIENTO EN TECNICA SPACE HOLDER DE NaCl
10 ºC/min
5 ºC/min
1 ºC/min Constante 120 min
Enfriamiento lento
0
200
400
600
800
1000
1200
0 50 100 150 200 250
Tem
pe
ratu
ra (
ºC)
Tiempo (min)
RAMPA DE CALENTAMIENTO EN TECNICAS DE BAJAS PRESIONES Y LOOSE SINTERING.
5ºC/min
10ºC/min
1ºC/min
20ºC/min
Tº constante 120min
Enfriamiento lento

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
70
Figura 0-98(a). Horno de sinterización CARBOLITE STF con sistema de vacío.
La bandeja con las muestras, Figura III-19(b) se introduce con la ayuda de una varilla
hasta la zona central de la cavidad del tubo de alúmina (donde la temperatura es
homogénea y controlada por el termopar).
Figura 0-18(b)10. Detalle de cómo se introducen las muestras en el horno

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
71
III.3. METODOLOGIA PARA CARACTERIZACION DE LAS
PROPIEDADES MICROESTRUCTURALES DE LAS PROBETAS
FABRICADAS.
En este apartado se va a explicar la metodología optimizada empleada, para la
caracterización microestructural de las probetas fabricadas en el laboratorio de Ti
porosos con gradiente de porosidad longitudinal. En la Figura III-20 se muestra el
esquema general de las metodologías posibles para tal fin y la zona sombreada
corresponde a la ruta a tratar en este punto.
Figura 0-19. Metodología para la caracterización microestructural de probetas de Ti porosos con
gradiente longitudinal.
III.3.1.EVALUACIÓN DE LA DENSIDAD, POROSIDAD TOTAL E
INTERCONECTADA.
Para la determinación de la densidad ρ de los compactos y de la porosidad
interconectada Pi se aplicará el MÉTODO DE ARQUÍMEDES con impregnación mediante
agua destilada por ser el más sencillo y fiable desde el punto de vista experimental.
Dicho método viene descrito en la normativa ASTM C373-88 [17]. El procedimiento a
seguir consiste en los siguientes pasos:
1) Pesar la probeta en seco. Este valor corresponde a la masa de la probeta en
seco D (masa en gramos).

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
72
2) Calentar la probeta en agua destilada durante 5 horas. Dejar reposar en agua
24 horas.
3) Pesar la probeta impregnada sumergida en agua. Este valor corresponde a la
masa de la probeta sumergida S (masa en gramos).
4) Sacar la probeta sumergida y eliminar el exceso de agua con un paño húmedo.
5) Pesar la probeta sin el agua sobrante. Este valor corresponde a la masa de la
probeta saturada M (masa en gramos).
En cada caso se medirá tres veces tanto la masa sumergida como la saturada. El
procedimiento está optimizado [15], para minimizar el error de medida de la porosidad
de las muestras.
ρ =D
M − S (III-6)
Pi =M − D
M − S⋅ 100 (III-7)
P =100⋅ 1−ρ
ρTi
(III-8)
La balanza utilizada en las medidas de peso es una balanza digital OHAUS
EXPLORER PRO modelo EP114C con una sensibilidad de 0.0001 g, Figura III-20.
Figura 0-2011. Balanza Ohaus Explorer Pro.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
73
III.3.2.PREPARACIÓN METALOGRÁFICA DE LAS PROBETAS PARA
EL ANÁLISIS DE IMAGEN.
La preparación metalográfica, para un posterior análisis de imagen y estudio
microestructural, realizada para las muestras de titanio sinterizadas, consiste en:
1) CORTE DE LA PROBETA de modo que quede una rodaja de la muestra cilíndrica,
Figura III-21 a. Para ello, se ha empleará una máquina STRUERS SECOTOM-10,
Figura 21b. Se ha toma como velocidad de giro del disco de corte 3000 rpm y
como velocidad de avance 0.030 mm/s.
Figura 0-21a12. Ilustración del proceso de corte. Figura 0-21b13.
Cortadora
Struers Secotom-10
1) EMPASTILLADO de la sección cilíndrica, para poder ser manipularlo de forma
adecuadamente. Se ha empleará una máquina empastilladora BUEHLER/
METASERV PNEUMET, Figura III-22 a.
Figura 0-14a. Empastilladora Buehler/ Figura 0-22b. Lijadora Struers

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
74
Metaserv Pneumet. Knuth-Rotor-3.
2) DESBASTE Y LIJADO DE SUPERFICIE: desbaste principal en las lijas de 240 y 600
y acabado más fino en las lijas de: 1000 y 2400. Ambos se harán en una
máquina lijadora STRUERS KNUTH-ROTOR-3, Figura III-22 b.
3) PULIDO DE SUPERFICIE en pulidora automática, STRUERS LABOPOL-6, Figura III-
23b, usando Magomet ®, Figura III-23a, con peróxido de hidrógeno (30% v/v) a
una velocidad de 200 revoluciones por minuto durante 25-35 minutos.
(a) (b) Figura 0-2315. (a) Pulimento de Magomet®, (b) Pulidora automática Struers Labopol-
6.
III.3.3.ANÁLISIS DE IMAGEN
Para el análisis de imagen será ha empleado un microscopio óptico
metalográfico NIKON EPIPHOT, provisto de una cámara JENOPTIK PROGRES C3, y el
programa de análisis IMAGE-PRO PLUS 6.2, Figura III-24.
Figura 0-24. Equipo de análisis de imagen

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
75
El objetivo del análisis de imagen es la determinación de la porosidad P y de los
parámetros morfológicos de los poros a tener en cuenta: factor de forma Ff,
convexidad R, área máxima de poro Amáx, área media de poro Amed, diámetro
equivalente Deq, factor de elongación Fe, densidad de poros Dp y distancia media entre
poros λ. Los parámetros que facilita directamente el programa de imagen son los que
se observan en la Figura III-25.
(a) (b) (c)
(d) (e) (f)
Figura 0-16. Parámetros obtenidos directamente del programa: (a) Área, (b) Aspecto, (c) Diámetro
principal, (d) Perímetro, (e) Perímetro convexo, (f) Redondez
Por tanto, los parámetros representan:
1) Área: Área del objeto.
2) Aspecto: Relación entre el eje mayor y el menor de la elipse equivalente al
objeto.
3) Diámetro principal: Promedio de los diámetros que tomados con un intervalo
de 2º pasan por el centroide del objeto.
4) Perímetro: Longitud del objeto medido por fuera.
5) Perímetro convexo: Longitud de la línea convexa medida por fuera del objeto.
6) Redondez: se define como el perímetro al cuadrado dividido de 4 p por el área
del objeto, (III-9).
W =PE2
4⋅ π ⋅ A (III-9)
A partir de estos parámetros se calculan otros que son muy importantes para la
caracterización de la morfología de los poros. El FACTOR DE FORMA Ff, representa

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
76
una medida de la redondez de los poros y toma valores desde 0, en poros con máxima
irregularidad, hasta 1, en poros esféricos, Figura III-26-a. Mientras que la CONVEXIDAD
R, cuantifica el nivel de tortuosidad (hendiduras) en los bordes de un poro,
correspondiendo el valor de 1 al caso de un círculo perfecto, Figura III-26-b. El ÁREA
MÁXIMA Amáx de poro es el área del poro de mayor superficie. El ÁREA MEDIA Amed de
poro es el valor medio de las áreas de todos los poros de la micrografía en estudio.
Para el cálculo del DIÁMETRO EQUIVALENTE, Deq, se ha tomado el valor del diámetro
principal. El FACTOR DE ELONGACIÓN Fe se define de la misma manera que se ha
definido el aspecto. La DENSIDAD DE POROS Dp es el cociente entre el número de
poros en la imagen y la superficie total de la micrografía.
Ff =1
W (III-10)
R =PC
PE (III-11)
Dp =Nºde poros
Amicrografía (III-12)
(a)
(b)
Figura 0-26. (a) Factor de forma de algunas geometrías, (b) Convexidad de algunas geometrías
de poros.
Para determinar la DISTANCIA MEDIA ENTRE POROS λ, denominada también
como camino libre medio de matriz o tamaño medio de los cuellos entre poros, se ha
considerado EL GRADO DE INTERCONECTIVIDAD entre poros Cporo. Este parámetro se
define de manera análoga a como se determina en los carburos cementados la
contigüidad de carburos. Por tanto, éste queda definido como:

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
77
Cporo =2⋅ Nporo/ poro
2⋅ Nporo/ poro + Nporo/ matriz (III-13)
donde Nporo/poro y Nporo/matriz representan el número de intercaras poro/poro y
poro/matriz, respectivamente, interceptadas por una línea sobre una micrografía. Este
parámetro no es más que la probabilidad de encontrar cadenas largas de poros
conectados. Para el caso de no existir intercaras poro/matriz (poro continuo) el grado
de interconectividad entre poros toma el valor máximo, Cporo=1, mientras que para una
matriz con poros completamente aislados entre ellos y sin ningún punto de contacto
toma el valor mínimo, Cporo=0. También hace falta definir otro parámetro para poder
calcular la distancia media entre poros λ, las fracciones de volumen de matriz y poros,
Vmatriz y Vporo respectivamente, las fracciones de volumen de matriz y poros,
respectivamente, de la micrografía en estudio [18]. El cociente entre Vmatriz y Vporo está
relacionado con la porosidad P del material:
Vmatriz
Vporo
=V −Vporo
Vporo
=1−
Vporo
VVporo
V
=100−100
Vporo
V
100Vporo
V
=100− P
P (III-14)
Donde V es el volumen total suma de Vmatriz y Vporo. Con todo esto se puede definir la
distancia media entre poros, λ, como:
λ =1
1− Cporo
⋅Vmatriz
Vporo
⋅ Deq (III-15)
La POROSIDAD se ha determinado mediante la expresión:
P =100⋅Ai
i
∑
AT (III-16)
siendo Ai el área del poro i-ésimo de la imagen y AT el área total de la imagen.
Para estimar los parámetros morfológicos factor de forma Ff, convexidad R,
área media de poro, Amed, diámetro equivalente, Deq, factor de elongación, Fe,
porosidad, P, área máxima de poro, Amáx, y la densidad de poros Dp, se toman 10
micrografías a 50 aumentos, cubriendo toda la sección de la muestra, calculándose
dichos parámetros como el valor medio.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
78
Por último, la distancia media entre poros λ, se determinará a partir de 4
micrografías tomadas a 50 aumentos sobre la sección del compacto. En cada
micrografía se dibujan 10 líneas: 5 en disposición vertical, 3 en disposición horizontal y
dos en diagonal cubriendo toda la imagen, y se ha determina el grado de
interconectividad Cporo, como el valor medio.
III.4. METODOLOGIA PARA CARACTERIZACION DE LAS
PROPIEDADES MECANICAS DE LAS PROBETAS FABRICADAS.
En este apartado se va a explicar la metodología optimizada empleada, para la
caracterización mecánica de las probetas fabricadas en el laboratorio de Ti porosos con
gradiente de porosidad longitudinal. En la Figura III-27 se muestra el esquema general
de las metodologías posibles para tal fin y la zona sombreada corresponde a la ruta a
tratar en este punto.
Figura 0-27. Metodología para la caracterización mecánica de probetas de Ti porosos con gradiente
longitudinal.
III.4.1.EVALUACIÓN DEL MÓDULO DE YOUNG DINÁMICO POR
ULTRASONIDOS.
Una vez conocida la densidad de los compactos porosos. Se plantea evaluar el
módulo de Young, propiedad referencia para evaluar el grado de eliminación del
fenómeno de apantallamiento de tensiones, mediante la técnica de ultrasonidos.
Garantizado que las bases de las bases de los cilindros obtenidos están plano paralelas

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
79
se procede a evaluar el módulo de Young dinámico. Se ha emplea un equipo
KRAUTKRAMER USM 35 (Figura III-28a) con el que se mide las velocidades de
propagación de las ondas acústicas, tanto para las ondas longitudinales como para las
ondas transversales.
Figura III-28(a). Equipo de ultrasonidos KRAUTKRAMER USM 35
Para las ondas longitudinales se ha empleado un palpador PANAMERICS-NDT
PF4R-10 de 4 MHz, 10 mm y número 530572 (Figura III-28b) y como fluido acoplante
Ultrasonic couplant SONOTRACE GRADE 30, mientras que para las ondas transversales
se ha usado un palpador PANAMETRICS V153 de 1.0 MHz/.5” y número 526683 (Figura
III-28(c)) y como fluido acoplante Shear Wave Couplant 4.OZ. PANAMETRICS-NDT.
b c)
Figura III-28. (b) Palpador PANAMERIC S-NDT PF4R-10; (b) Palpador PANAMETRICS V153
Para el titanio c.p. sólido, los valores de las velocidades de propagación de las
ondas longitudinales VL y de las transversales VT son 6.100�km/s� y 3.120�km/s�, respectivamente [19] y el valor del módulo elástico es de 100 − 110�GPa� [20].
Los valores de las velocidades para las muestras porosas, se consiguen por
mediciones iterativas y a las que corresponde un retraso del palpador mínimo. Se
consiguen variando ambas velocidades y comprobando que el retraso del palpador es
próximo a cero. Teniendo como patrón los valores de las velocidades de un Ti c.p.
sólido, se consideran unos valores próximos a la media de estas referencias,

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
80
comprobándose así que para probetas con un alto grado de porosidad corresponden
aproximadamente a: V6 = 3.000�km/s� y V7 = 1.700�km/s�.
Determinadas la velocidad de propagación de las ondas acústicas longitudinales
v6�km/s� y la velocidad de propagación de las ondas acústicas transversales
v7�km/s�, el valor del módulo de Young dinámico E:�GPa� se obtiene según la
expresión siguiente [21]:
E: = ρ<=> ?!<@
> A�<@>B
<@> A<=
> (III-17)
III.4.2. EVALUCION DEL MODULO DE YOUNG Y LIMITE DE
FLUENCIA A PARTIR DEL COMPORTAMIENTO MECÁNICO A
COMPRESION.
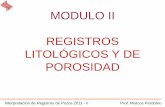
Las curvas de compresión típicas de las espumas metálicas (materiales
metálicos porosos) son de la siguiente forma: al comienzo de la deformación aparece
un estado de deformación elástica, seguido de otro tramo con distinto módulo de
Young, dónde ocurre la compresión y distorsión de los poros, y finalmente, se
incrementa bruscamente el flujo de esfuerzo ocurriendo la densificación y el cambio
de comportamiento de compresión del material.
Figura 0-17. Curva de tensión-deformación de compresión del titanio para distintas porosidades.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
81
En la Figura III-29 puede observarse un caso típico de curva de tensión-
deformación de compresión para el titanio con diferentes porosidades [22]. A partir de
la curva tensión-deformación obtenida del ensayo de compresión se determinan tanto
el módulo de Young como el límite elástico para cada compacto.
Se somete la muestra en cuestión a compresión uniaxial en la maquina
destinada para este fin (INSTRON 5505). Los compactos se han cortado para conseguir
una relación altura/diámetro de 0.8, según indica la normativa ASTM E9-89a para
ensayos de compresión [23]. Posteriormente al corte se han lijado suavemente las
bases para dejarlas planas y eliminar los defectos del corte. Para disminuir la fricción se
coloca teflón sobre las bases de la probeta, Figura III-31. El ensayo se ha realiza con
control de desplazamientos. La velocidad del ensayo depende de la altura de la
probeta y es de 0.005 multiplicada por la altura inicial de la probeta en mm
(mm/minuto). El ensayo se considera terminado cuando se alcanza una deformación
del 50%.
Figura 0-30. Detalle del teflón utilizado para evitar la fricción
Una vez concluido el ensayo trabajaremos con las curvas tensión deformación
obtenidas. El MÓDULO DE YOUNG se calcula como la pendiente de la curva en el
tramo elástico, Figura III-31a. Se han eliminado de las curvas obtenidas del ensayo los
tramos iniciales, no lineales, correspondientes a la deformación del teflón utilizado
como lubricante, (Figura III-31), obteniéndose las curvas con un origen común. A partir
de este nuevo origen se considera una recta tangente a la curva en el intervalo de
tensiones lineales Δσ y se determina el correspondiente intervalo de deformaciones
lineales Δε. Definidos estos intervalos se calcula el módulo de Young como el cociente:
E =∆σ∆ε (III-5)

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
82
Este valor se corrige teniendo en cuenta la rigidez de la máquina de ensayo, INSTRON
5505, cuyo valor es de 87.895 kN/mm. Introduciendo esta corrección se obtiene el
módulo de Young del ensayo de compresión Ec
Para determinar el LÍMITE ELÁSTICO σy se considera una recta paralela al tramo
lineal de la curva partiendo de una deformación del 0.2% (0.002 de deformación
unitaria). El punto de corte con la curva determina el valor del límite elástico, Figura III-
31b.
Figura 0-18 a) Zona lineal de la curva tensión-deformación.
Figura 0-19b) Determinación del límite elástico a partir de la curva de tensión-deformación.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
83
BIBLIOGRAFIA REFERENCIADA DEL CAPITULO IV
1. ASTM International. ASTM B 265-06a. Standard Specification for Titanium and
Titanium Alloy strip. Sheet and Plate.
2. Imwinkelried. Thomas. Mechanical properties of open-pore titanium foam.
2007. pág. 967.
3. ASM International. ASM Handbook: Alloy Phase Diagrams. págs. 205. 299. 324.
367. Vol. 3.
4. Neikov. Oleg D.. Naboychenko. Stanislav S. y Dowson. Goron. [ed.]. Handbook
of Non-Ferrous Metal Powders: Technologies and applications. First edition.
Oxford. UK : s.n.. 2009. pág. 621. ISBN: 978-1-85617-422-0.
5. ASTM B 212-89. Annual Book of ASTM Standards. 02.05. Phiadelpha. USA :
Staff. 1989.
6. PANREAC. [En línea] [Citado el: 13 de Abril de 2010.]
www.panreac.es/spanish/catalgo/fichastec/131659ES.HTM.
7. Engineered approach to high density forming using internal and external
lubricants. RAWLINGS, A., LUK, S. and HANEJKO. 2001, Advances in Powder
Metallurgy and Particulate Materials, Vol. 1, p. 9.
8. Chaves Chaves. Manuel Fernando. Manual de Laboratorio. Proyecto fin de
carrera. Sevilla : s.n. 2000.
9. Hernández Vázquez. Glenda Beatriz. Procesado y caracterización de titanio
poroso usando la técnica de espaciadores. Sevilla. 2010.
10. Cirincione, R. y et al., Processing and Properties of Lightweight Cellular Metals
and Structures, 2002, pág. 189.
11. Dunand, D. C., Advanced Engineering Materials, Vol. 6(6), 2004, págs. 369-376.
12. Schuh, C. y et.al., Acta Materialia, Vol. 48(8), 2000, págs. 1639-1653.

Diseño, fabricación y caracterización de compactos de titanio con porosidad gradiente para
aplicaciones biomédicas.
84
13. Taylor, N. y et al., Acta Metallurgica Et Materialia, Vol. 41(3), 1993, págs. 955-
965.
14. Spoerke. E. D.. et al.. Journal of Biomedical Materials Research - Part A. Vol.
84(2). 2008. págs. 402-412.
15. María C.Martín Encinas,”Límites de la PM convencional, (loose sintering) en la
obtención de ti poroso para aplicaciones biomédicas. Marzo 2011.
16. Recio López. José Manuel. Obtención y caracterización de titanio poroso para
implantes dentales. Sevilla. 2010.
17. ASTM C373-88. Standard Test Method for Water Absortion Bulk density.
Apparent Porosity. and Apparent Specific Gravity of Fired Whiteware Products.
1999.
18. Yadir Torres Hernández. “Comportamiento a fractura y fatiga de carburos
cementados WC-Co”. Tesis doctoral. Barcelona. 2002: p. 21-24.
19. Collins. E. W.. “The physical Metallurgy of Titanium Alloys”. 1984. Ohio: ASM.
Metals Park.
20. H.W. Müllner. A. Fritsch. C. Hohlhauser. R. Reihsner. C. Hellmich. D. Godlinski.
A. Rota. R. Slesinski and J. Eberhardsteiner. “Acoustical and Poromechanical
Characterisation of Titanium Scaffolds for Biomedical Applications”. 2007: p.
159.
21. Elastic moduli of cast Ti-Au, Ti-Ag, and Ti-Cu alloys. Kikuchi, M, Takahashi, M
and Okuno, O. 2006, Dental Materials, Vol. 22, pp. 641-646
22. Thomas Imwinkelried. “Mechanical properties of open-pore titanium foam”.
2007: p. 966 Fig.2.
23. ASTM E9-89a. Standard Test Methods of Compression Testing of Metallic
Materials at Room Temperature. 2000.