CQM.xlsx
20
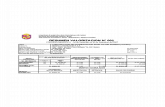
EJERCICIO 1 Producto làcteo 84 81 77 80 80 81 78 83 84 85 82 80 83 84 82 86 85 79 86 83 83 82 84 86 81 87 84 83 82 81 78 83 83 80 86 87 81 78 81 82 80 82 86 82 80 79 81 82 84 85 indice de capacidad SUPERIOR LTS-X Media 82.45 Desviacion 2.62 indice de capacidad INFERIOR X-LTI Cp= 1.27 a) 84 81 82 86 83 87 78 87 80 79 81 78 80 85 ultimos tres meses de un producto làcteo.El objetivo es tener un vioscocidad de 80±10cps a) Construya una grafica de capacidad de este proceso de una primera opinion sobre la capacidad b) Calcule la media y la desviacion estandar, tomando poblacionales estime los indices Cp, Cpi y Cps. E int cps= 3∂ cpi= 3∂ 1 65 70 75 80 85 90 95
-
Upload
christian-quezada -
Category
Documents
-
view
98 -
download
12
Transcript of CQM.xlsx

EJERCICIO 1
Producto làcteo84 81 77 80 80 8281 78 83 84 85 8482 80 83 84 82 7886 85 79 86 83 8283 82 84 86 81 8287 84 83 82 81 8478 83 83 80 86 8387 81 78 81 82 8480 82 86 82 80 8379 81 82 84 85 87
indice de capacidad SUPERIOR LTS-XMedia 82.45
Desviacion 2.62
indice de capacidad INFERIOR X-LTI
Cp= 1.27
a)8481828683877887807981788085
Los siguientes datos representan las mediciones de viscocidad de los ultimos tres meses de un producto làcteo.El objetivo es tener una vioscocidad de 80±10cps
a) Construya una grafica de capacidad de este proceso(histograma con tolerancias) y de una primera opinion sobre la capacidad
b) Calcule la media y la desviacion estandar, tomando a estos como parametros poblacionales estime los indices Cp, Cpi y Cps. E interpretelos con detalle.
cps=3∂
cpi=3∂
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 7765
70
75
80
85
90
95
Column C
promedio
tolerancia min

828483818281778383798483837886828084848686 Cp= 1.27828081828480858283818186828085828478828284838483877882
El proceso si es capaz por lo que el proceso esta cumpliendo con las especificaciones de la empresa ya que los productos se encuentran dentro de los limites palnteados por la empresa
El proceson de analisis de viscocidad en al leche es parcialmente adecuado, pero si el indice de capacidad tienda mas a 1 se generarán mas defectos; por lo que seria muy bueno tomar medidas oportunas y ajustar el proceso hasta conseguir un indice de capacidad igual o mayo a 1.33 y lo mas centrado posible.
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 7765
70
75
80
85
90
95
Column C
promedio
tolerancia min
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 7665
70
75
80
85
90
95
Column C

838481848283828883848182828186 encontrar lim de control sup e inferior797690

Producto làcteo78 8382 8483 8184 8281 8284 8182 8683 7982 7688 90
0.959
1.582
cmparamos Cp > Cps
a) Construya una grafica de capacidad de este proceso(histograma con tolerancias) y de una primera
b) Calcule la media y la desviacion estandar, tomando a estos como parametros poblacionales estime los
Proceso desentrado hacia el limitede toleracia superior por lo que podemos decir que existen una mayor cantidad de puntos
por debajo del limite superior.
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 7765
70
75
80
85
90
95
Column C
promedio
tolerancia min
tolerancia max

El proceso si es capaz por lo que el proceso esta cumpliendo con las especificaciones de la empresa ya que los productos se encuentran dentro de los limites palnteados por la empresa
El proceson de analisis de viscocidad en al leche es parcialmente adecuado, pero si el indice de capacidad tienda mas a 1 se generarán mas defectos; por lo que seria muy bueno tomar medidas oportunas y ajustar el proceso hasta conseguir un indice de capacidad igual o mayo a 1.33 y lo mas centrado posible.
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 7765
70
75
80
85
90
95
Column C
promedio
tolerancia min
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71 7665
70
75
80
85
90
95
Column C


EJERCICIO 2
¿La calidad es satisfactoria?
indice de capacidad INFERIOR X-LTI
a) LTI= 3X= 4.1σ= 0.38
Cpi= 0.96
2. Una característica importante en la calidad de la leche de vaca es la concentración de grasa. En una industria en particular se fijó 3.0% como el estándar mínimo que debe cumplir el producto que se recibe directamente de los establos lecheros. Si de los datos históricos se sabe que μ = 4.1 y σ = 0.38:
a) Calcule el Cpi e interprételo.b)
cpi=3∂
Este proceso tiene como indice de capacidad inferior de 3.57 % de concentracion de grasa que debe cumplir el producto que la empresa ofrece.
Esto quiere decir que productos que se encuentren por debajo de este rango no cumplen con los estandares establecidos por la empresa y deberian de ser sacados de la produccion

Una característica importante en la calidad de la leche de vaca es la concentración de grasa. En una industria en particular se fijó 3.0% como el estándar mínimo que debe cumplir el producto que se recibe directamente de los establos lecheros. Si de los datos

EJERCICIO 3
cant grasa toleranciamedia 44.5 45 ±5
desviacion 1.3
indice de capacidad SUPERIOR LTS-X
Cps= 1.410
indice de capacidad INFERIOR X-LTI
Cpi= 1.154LTS 50LTI 40
Comparamos Cpi, Cpk, CpsCps Cp Cpi
1.410 1.28 1.154
INTERPRETANDO TENEMOS
Cp>Cpi
Cp
3. En una empresa que elabora productos lácteos se tiene como criterio de calidad para la crema, que ésta tenga 45% de grasa, con una tolerancia de ±5. De acuerdo con los muestreos de los últimos meses se tiene una media de 44.5 con una desviación estándar de 1.3. Realice un análisis de capacidad para ver si se cumple con la
calidad exigida (Cpi, Cpk, Cps, límites reales), represente de manera gráfica sus resultados y coméntelos.
cps=3∂
cpi=3∂
Preceso decentrado hacia el limite de toleracia inferior, por lo que veremos mas puntos por debajo de l limite inferior
El proceso es parcialmente adecuado, pero conforme el valor de Cp se acerque a 1 se generaran una mayor cantidad de defectos por lo cual seria bueno tomar medidas oportunas y ajustar el proceso hasta conseguir un indice de capacidad igual o mayo a 1.33 y lo mas centrado posible

Cp= 1.28
GRAFICA DE RESULTADOS
3.9
10 > 7.8
En una empresa que elabora productos lácteos se tiene como criterio de calidad para la crema, que ésta tenga 45% de grasa, con una tolerancia de ±5. De acuerdo con los muestreos de los últimos meses se tiene una media de 44.5 con una desviación estándar de 1.3. Realice un análisis de capacidad para ver si se cumple con la
, límites reales), represente de manera gráfica sus resultados y coméntelos.
Podemos decir que todos los valores estan dentro de la tolerancia porque según la formula la diferencia de los limites son mayores que la
multiplicacion del 6 por la desviacion
Preceso decentrado hacia el limite de toleracia inferior, por lo que veremos mas puntos por debajo de l limite inferior
El proceso es parcialmente adecuado, pero conforme el valor de Cp se acerque a 1 se generaran una mayor cantidad de defectos por lo cual seria bueno tomar medidas oportunas y ajustar el proceso hasta conseguir un indice de capacidad igual o mayo a 1.33 y lo mas centrado posible
40 50
= -3.9 +3.9=

MEDIA 318σ= 4
TOLERACIA MAX 330MIN 310
Capacidad del proceso
indice de capacidad SUPERIOR LTS-X
Cps= 1.00 Cp=
indice de capacidad INFERIOR X-LTI
Cpi= 0.67
De los resultados podemos decir que el proceso no es capaz por las siguientes razones:
Cp > Cpi
4. El volumen en un proceso de envasado debe estar entre 310 y 330 ml. De acuerdo con los datos históricos se tiene que μ = 318 y σ = 4. ¿El proceso de envasado funciona bien en cuanto al volumen? Argumente su respuesta.
cps=3∂
cpi=3∂
El proceso de envasado es no adecuado.Por lo que es muy necesario que este proceso tenga un analisis. Requiere modificaiones muy serias; para ajustar el proceso hasta conseguir un indice de capacidad igual o mayo a 1.33 y lo mas centrado posible.
Proceso de envasado desentrado ahcia el limite de tolerancia inferior. Por lo que podemos decir que existen una mayor
cantidad de puntos por debajo del limite inferior

Capacidad del proceso
0.83
El volumen en un proceso de envasado debe estar entre 310 y 330 ml. De acuerdo con los datos históricos se tiene que μ = 4. ¿El proceso de envasado funciona bien en cuanto al volumen? Argumente su respuesta.

N= 10000n= 100c= 2
P np Pa (N-n)/N AOQ0 1 01 0.01 1 0.92 0.99 0.009112 0.02 2 0.677 0.99 0.013403 0.03 3 0.423 0.99 0.012564 0.04 4 0.238 0.99 0.009425 0.05 5 0.125 0.99 0.006196 0.06 6 0.062 0.99 0.003687 0.07 7 0.03 0.99 0.002088 0.08 8 0.014 0.99 0.001119 0.09 9 0.006 0.99 0.00053
10 0.1 10 0.003 0.99 0.00030
5. Su empresa recibe envíos de un proveedor en lotes de 10.000 piezas. El tamaño de muestra del plan de muestreo acordado es n=100 piezas y el número de aceptación es c=2. ¿Cuál es la curva de operación de ese plan?
0 2 4 6 8 10 120
0.2
0.4
0.6
0.8
1
1.2
Pa
Pa

5. Su empresa recibe envíos de un proveedor en lotes de 10.000 piezas. El tamaño de muestra del plan de muestreo acordado es n=100 piezas y el número de aceptación es c=2. ¿Cuál es la curva de operación de ese
0 1 2 3 4 5 6 7 8 9 100
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0.016
AOQ
AOQ
limite de la cali-dad media de
salida

N= 5000n= 50c= 0
P np Pa (N-n)/N0 11 0.01 0.50 0.607 0.992 0.02 1.00 0.368 0.993 0.03 1.50 0.223 0.994 0.04 2.00 0.135 0.995 0.05 2.50 0.0825 0.996 0.06 3.00 0.0500 0.997 0.07 3.50 0.030 0.998 0.08 4.00 0.018 0.999 0.09 4.50 0.011 0.99
10 0.1 5.00 0.007 0.99Calidad media de salida
a) b)
6. Su empresa ha acordado con un cliente las condiciones de recepción de los envíos de lotes de 5000 piezas. El plan de muestreo por atributos acordado es el siguiente:
· Tamaño de muestra n =50.· Número de unidades defectuosas admitidas en la muestra c = 0.a) Construya una curva OC para este plan de muestreo.b) Construya una curva AOQc) ¿Cuál es el nivel medio de calidad de salida?
0 2 4 6 8 10 120
0.2
0.4
0.6
0.8
1
1.2
OC
Pa
0 2 4 6 8 10 120
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
AOQ
AOQ
limite de la calidad media de salida

AOQ inerpolamos0 2.4 0.091 -0.017
0.00601 2.5 X -0.1 -0.008500.00729 2.6 0.074 -0.2 0.08250.006620.00535 inerpolamos0.00408 3.4 0.033 -0.0060.00297 3.5 X -0.1 -0.0030.00208 3.6 0.027 -0.2 0.0300.001430.000980.00069 inerpolamos0.00375 4.4 0.012 -0.002
4.5 X -0.1 -0.0014.6 0.01 -0.2 0.011
6. Su empresa ha acordado con un cliente las condiciones de recepción de los envíos de lotes de 5000 piezas. El plan de
0 2 4 6 8 10 120
0.001
0.002
0.003
0.004
0.005
0.006
0.007
0.008
AOQ
AOQ
limite de la calidad media de salida