DIGITALIZACIÓN DE LA ESTRUCTURA...
91
DIGITALIZACIÓN DE LA ESTRUCTURA METALOGRÁFICA DE UN ACERO SIMPLEMENTE ALEADO TRATADO INTERCRÍTICAMENTE ANDRÉS SALGADO MARTINEZ ANDRÉS ALBERTO RODRIGUEZ SANTOS UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA BOGOTÁ D.C 2017
-
Upload
vuongthuan -
Category
Documents
-
view
218 -
download
2
Transcript of DIGITALIZACIÓN DE LA ESTRUCTURA...

DIGITALIZACIÓN DE LA ESTRUCTURA METALOGRÁFICA DE UN ACERO
SIMPLEMENTE ALEADO TRATADO INTERCRÍTICAMENTE
ANDRÉS SALGADO MARTINEZ
ANDRÉS ALBERTO RODRIGUEZ SANTOS
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ D.C
2017

DIGITALIZACIÓN DE LA ESTRUCTURA METALOGRÁFICA DE UN ACERO
SIMPLEMENTE ALEADO TRATADO INTERCRÍTICAMENTE
ANDRES SALGADO MARTINEZ
ANDRES ALBERTO RODRIGUEZ SANTOS
Monografía para optar por el título de:
INGENIERO MECÁNICO
Director del proyecto
ING. CARLOS ARTURO BOHORQUEZ AVILA
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
PROYECTO CURRICULAR DE INGENIERÍA MECÁNICA
BOGOTÁ D.C
2017

Nota aceptación:
Firma del tutor
Firma del Jurado
Bogotá, 19 de septiembre de 2017
CONTENIDO Pág.
INTRODUCCIÓN .......................................................................................................... 3
1. PLANTEAMIENTO DEL PROBLEMA .................................................................... 4
1.1 ESTADO DEL ARTE ....................................................................................... 4
1.2 JUSTIFICACIÓN ............................................................................................. 5
2. OBJETIVOS .......................................................................................................... 7
2.1 OBJETIVO GENERAL .................................................................................... 7
2.2 OBJETIVOS ESPECÍFICOS ........................................................................... 7
3. MARCO TEÓRICO ................................................................................................ 8
3.1 SAE/AISI 1020. ............................................................................................... 8
3.2 DIAGRAMA HIERRO – CARBONO ................................................................ 9
3.3 TRATAMIENTO TÉRMICO ........................................................................... 12
3.4 MICROSCOPIA [8] ........................................................................................ 13
3.5 MECÁNICA DE MATERIALES ...................................................................... 16
3.6 ELEMENTOS FINITOS [15] .......................................................................... 21
3.7 MODELOS DE PLASTICIDAD BILINEAL [24] ............................................... 26
4. INGENIERÍA DEL PROYECTO ........................................................................... 41
4.1 FASE DE DISEÑO. ....................................................................................... 41
4.2 FASE DE DESARROLLO. ............................................................................ 44
4.3 FASE DE ANÁLISIS. ..................................................................................... 58
5. CONCLUSIONES ................................................................................................ 83
6. BIBLIOGRAFÍA .................................................................................................... 84
LISTA DE TABLAS Pág.
Tabla 1 - Composición química SAE/AISI 1020 ................................................................. 8 Tabla 2 - Propiedades físicas SAE/AISI 1020 .................................................................... 8 Tabla 3 - Propiedades mecánicas SAE/AISI 1020 ............................................................. 9 Tabla 4 - Propiedades eléctricas SAE/AISI 1020 ............................................................... 9 Tabla 5 - Propiedades térmicas ......................................................................................... 9 Tabla 6 - Composición química del SAE 1020 (ASTM A29) ............................................. 41 Tabla 7 - Datos curva del tratamiento térmico intercrítico ................................................ 42 Tabla 8 - Composición química del SAE 1020. ................................................................ 44 Tabla 9 - Datos curva del tratamiento térmico intercrítico. ............................................... 45 Tabla 10 - Durezas de las probetas SAE 1020 tratadas térmicamente. ........................... 49 Tabla 11 - Datos estadísticos de los resultados de la probeta 01. ................................... 59 Tabla 12 - Datos estadísticos de los resultados de la probeta 02. ................................... 61 Tabla 13 - Datos estadísticos de los resultados de la probeta 03. ................................... 63 Tabla 14 - Datos estadísticos de los resultados de la probeta 04. ................................... 65 Tabla 15 - Datos estadísticos de los resultados de la probeta 05. ................................... 67 Tabla 16 - Datos estadísticos de los resultados de la probeta 06. ................................... 69 Tabla 17 - Datos estadísticos de los resultados de la probeta 07. ................................... 71 Tabla 18 - Datos estadísticos de los resultados de la probeta 08. ................................... 73 Tabla 19 - Datos estadísticos de los resultados consolidados de las probetas. ............... 75 Tabla 20 - Datos de refinamientos, número de elementos y resultados Von Mises .......... 79 Tabla 21 - Datos de los refinamientos y esfuerzo de fluencia. ......................................... 82
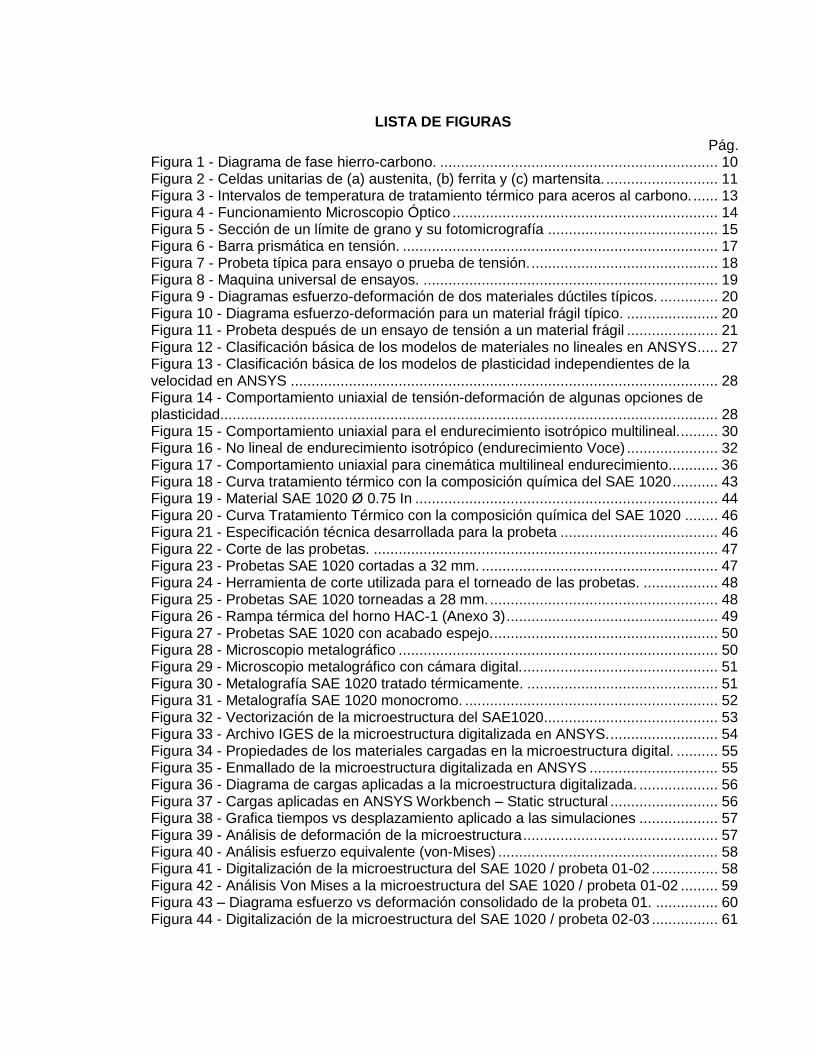
LISTA DE FIGURAS
Pág. Figura 1 - Diagrama de fase hierro-carbono. ................................................................... 10 Figura 2 - Celdas unitarias de (a) austenita, (b) ferrita y (c) martensita. ........................... 11 Figura 3 - Intervalos de temperatura de tratamiento térmico para aceros al carbono. ...... 13 Figura 4 - Funcionamiento Microscopio Óptico ................................................................ 14 Figura 5 - Sección de un límite de grano y su fotomicrografía ......................................... 15 Figura 6 - Barra prismática en tensión. ............................................................................ 17 Figura 7 - Probeta típica para ensayo o prueba de tensión. ............................................. 18 Figura 8 - Maquina universal de ensayos. ....................................................................... 19 Figura 9 - Diagramas esfuerzo-deformación de dos materiales dúctiles típicos. .............. 20 Figura 10 - Diagrama esfuerzo-deformación para un material frágil típico. ...................... 20 Figura 11 - Probeta después de un ensayo de tensión a un material frágil ...................... 21 Figura 12 - Clasificación básica de los modelos de materiales no lineales en ANSYS ..... 27 Figura 13 - Clasificación básica de los modelos de plasticidad independientes de la velocidad en ANSYS ....................................................................................................... 28 Figura 14 - Comportamiento uniaxial de tensión-deformación de algunas opciones de plasticidad........................................................................................................................ 28 Figura 15 - Comportamiento uniaxial para el endurecimiento isotrópico multilineal. ......... 30 Figura 16 - No lineal de endurecimiento isotrópico (endurecimiento Voce) ...................... 32 Figura 17 - Comportamiento uniaxial para cinemática multilineal endurecimiento............ 36 Figura 18 - Curva tratamiento térmico con la composición química del SAE 1020 ........... 43 Figura 19 - Material SAE 1020 Ø 0.75 In ......................................................................... 44 Figura 20 - Curva Tratamiento Térmico con la composición química del SAE 1020 ........ 46 Figura 21 - Especificación técnica desarrollada para la probeta ...................................... 46 Figura 22 - Corte de las probetas. ................................................................................... 47 Figura 23 - Probetas SAE 1020 cortadas a 32 mm. ......................................................... 47 Figura 24 - Herramienta de corte utilizada para el torneado de las probetas. .................. 48 Figura 25 - Probetas SAE 1020 torneadas a 28 mm. ....................................................... 48 Figura 26 - Rampa térmica del horno HAC-1 (Anexo 3) ................................................... 49 Figura 27 - Probetas SAE 1020 con acabado espejo. ...................................................... 50 Figura 28 - Microscopio metalográfico ............................................................................. 50 Figura 29 - Microscopio metalográfico con cámara digital. ............................................... 51 Figura 30 - Metalografía SAE 1020 tratado térmicamente. .............................................. 51 Figura 31 - Metalografía SAE 1020 monocromo. ............................................................. 52 Figura 32 - Vectorización de la microestructura del SAE1020.......................................... 53 Figura 33 - Archivo IGES de la microestructura digitalizada en ANSYS. .......................... 54 Figura 34 - Propiedades de los materiales cargadas en la microestructura digital. .......... 55 Figura 35 - Enmallado de la microestructura digitalizada en ANSYS ............................... 55 Figura 36 - Diagrama de cargas aplicadas a la microestructura digitalizada. ................... 56 Figura 37 - Cargas aplicadas en ANSYS Workbench – Static structural .......................... 56 Figura 38 - Grafica tiempos vs desplazamiento aplicado a las simulaciones ................... 57 Figura 39 - Análisis de deformación de la microestructura ............................................... 57 Figura 40 - Análisis esfuerzo equivalente (von-Mises) ..................................................... 58 Figura 41 - Digitalización de la microestructura del SAE 1020 / probeta 01-02 ................ 58 Figura 42 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 01-02 ......... 59 Figura 43 – Diagrama esfuerzo vs deformación consolidado de la probeta 01. ............... 60 Figura 44 - Digitalización de la microestructura del SAE 1020 / probeta 02-03 ................ 61

Figura 45 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 02-03 ......... 61 Figura 46 – Diagrama esfuerzo vs deformación consolidado de la probeta 02. ............... 62 Figura 47 - Digitalización de la microestructura del SAE 1020 / probeta 03-03 ................ 63 Figura 48 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 03-03 ......... 63 Figura 49 – Diagrama esfuerzo vs deformación consolidado de la probeta 03. ............... 64 Figura 50 - Digitalización de la microestructura del SAE 1020 / probeta 04-03 ................ 65 Figura 51 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 04-03 ......... 65 Figura 52 – Diagrama esfuerzo vs deformación consolidado de la probeta 04. ............... 66 Figura 53 - Digitalización de la microestructura del SAE 1020 / probeta 05-01 ................ 67 Figura 54 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 05-01 ......... 67 Figura 55 – Diagrama esfuerzo vs deformación consolidado de la probeta 05. ............... 68 Figura 56 - Digitalización de la microestructura del SAE 1020 / probeta 06-04 ................ 69 Figura 57 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 06-04 ......... 69 Figura 58 – Diagrama esfuerzo vs deformación consolidado de la probeta 06. ............... 70 Figura 59 - Digitalización de la microestructura del SAE 1020 / probeta 07-04 ................ 71 Figura 60 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 07-04 ......... 71 Figura 61 – Diagrama esfuerzo vs deformación consolidado de la probeta 07. ............... 72 Figura 62 - Digitalización de la microestructura del SAE 1020 / probeta 08-02 ................ 73 Figura 63 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 08-02 ......... 73 Figura 64 – Diagrama esfuerzo vs deformación consolidado de la probeta 08. ............... 74 Figura 65 – Diagrama esfuerzo vs deformación consolidado del SAE1020. .................... 76 Figura 66 - Curva de convergencia esfuerzo de fluencia (Datos Tabla19) ....................... 76 Figura 67 – Primer refinamiento (Default) / Segundo refinamiento (0,5mm)..................... 77 Figura 68 – Tercer refinamiento (0,4mm) / Cuarto refinamiento (0,3mm) ......................... 77 Figura 69 – Quinto refinamiento (0,2mm) / Sexto refinamiento (0,1mm) .......................... 78 Figura 70 - Curva número de elementos vs Von Mises (Anexo 5) ................................... 78 Figura 71 – Diagrama deformación unitaria vs Von mises (Refinamiento 1) .................... 79 Figura 72 – Diagrama deformación unitaria vs Von mises (Refinamiento 2) .................... 80 Figura 73 – Diagrama deformación unitaria vs Von mises (Refinamiento 3) .................... 80 Figura 74 – Diagrama deformación unitaria vs Von mises (Refinamiento 4) .................... 81 Figura 75 – Diagrama deformación unitaria vs Von mises (Refinamiento 5) .................... 81 Figura 76 – Diagrama deformación unitaria vs Von mises (Refinamiento 6) .................... 82

RESUMEN El presente documento da a conocer los objetivos a cumplir del proyecto con su respectiva duración, metodología a seguir, presupuesto, fuentes de financiación, etc. El trabajo incluye las propiedades físicas, mecánicas, térmicas, eléctricas y composición química del acero SAE/AISI 1020 disponible en el mercado colombiano, también se incluye las condiciones requeridas para el tratamiento térmico (recocido intercrítico) que se le aplicará al acero (SAE/AISI 1020) como es la temperatura, el tiempo del tratamiento y el método de enfriamiento (enfriamiento en agua). Adicionalmente, se contempla los trabajos realizados para la caracterización del SAE/AISI 1020 + tratamiento térmico intercrítico y de los avances en simulaciones computarizadas por elementos finitos de la microestructura de algunos aceros en su estado comercial, esta información servirá como elemento de entrada para el desarrollo del proyecto.
3
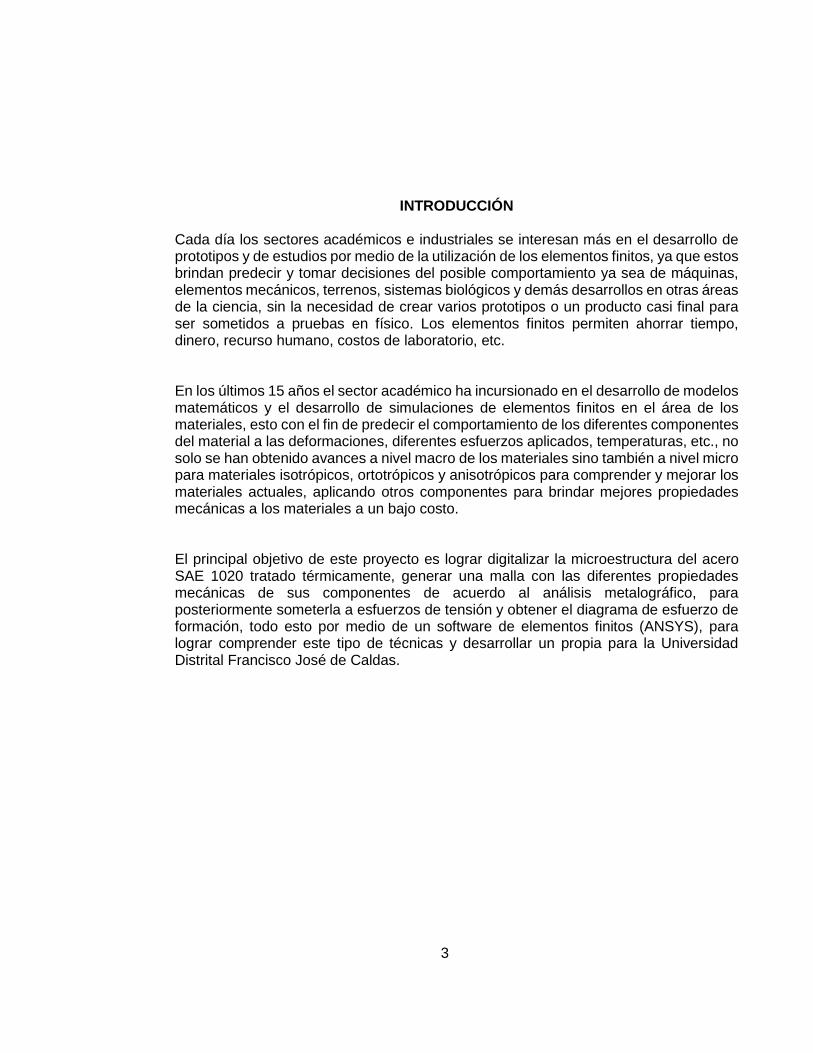
INTRODUCCIÓN Cada día los sectores académicos e industriales se interesan más en el desarrollo de prototipos y de estudios por medio de la utilización de los elementos finitos, ya que estos brindan predecir y tomar decisiones del posible comportamiento ya sea de máquinas, elementos mecánicos, terrenos, sistemas biológicos y demás desarrollos en otras áreas de la ciencia, sin la necesidad de crear varios prototipos o un producto casi final para ser sometidos a pruebas en físico. Los elementos finitos permiten ahorrar tiempo, dinero, recurso humano, costos de laboratorio, etc. En los últimos 15 años el sector académico ha incursionado en el desarrollo de modelos matemáticos y el desarrollo de simulaciones de elementos finitos en el área de los materiales, esto con el fin de predecir el comportamiento de los diferentes componentes del material a las deformaciones, diferentes esfuerzos aplicados, temperaturas, etc., no solo se han obtenido avances a nivel macro de los materiales sino también a nivel micro para materiales isotrópicos, ortotrópicos y anisotrópicos para comprender y mejorar los materiales actuales, aplicando otros componentes para brindar mejores propiedades mecánicas a los materiales a un bajo costo. El principal objetivo de este proyecto es lograr digitalizar la microestructura del acero SAE 1020 tratado térmicamente, generar una malla con las diferentes propiedades mecánicas de sus componentes de acuerdo al análisis metalográfico, para posteriormente someterla a esfuerzos de tensión y obtener el diagrama de esfuerzo de formación, todo esto por medio de un software de elementos finitos (ANSYS), para lograr comprender este tipo de técnicas y desarrollar un propia para la Universidad Distrital Francisco José de Caldas.

4
1. PLANTEAMIENTO DEL PROBLEMA 1.1 ESTADO DEL ARTE Al realizarse la revisión del estado actual del arte en desarrollos o investigaciones similares en diferentes fuentes de información como bases de datos de trabajos de grado, tesis, publicaciones, internet, patentes, libros, etc., se encontró la siguiente información: a. Tesis doctoral del año 2003 desarrollada en Suiza por el Doc. Mikael Nygårds titulado “Modelado micro-estructural de metales por elementos finitos” [1]. Este documento es el trabajo de una investigación de las propiedades mecánicas de los metales, donde se crean modelos micro-mecánicos basados en los datos micro estructurales disponibles para los materiales de interés. El modelado micro-mecánico por el método de elementos finitos de este documento puede dividirse en tres diferentes partes: geometría, condiciones de contorno y ecuaciones constitutivas. Los contornos geométricos de las estructuras de grano están representados por el algoritmo de Voronoi, por lo tanto, los poliedros se utilizan para representar las estructuras tridimensionales del grano, mientras que los modelos bidimensionales están representados por polígonos. Dos enfoques diferentes son usados. O bien, el espacio se divide en granos mediante la aplicación del algoritmo Voronoi, así, los límites de grano están representados por planos o líneas. A partir de entonces, los granos son enmallados con un generador de malla adaptable. Alternativamente, se crea una malla antes de aplicar el algoritmo de Voronoi. Los límites de grano serán en este último caso más pequeños cercanos a los límites del grano. Este hecho se utiliza para estudiar los aceros de ferrita-perlita bifásicos. Los elementos de volumen representativos (RVEs) de los materiales se crean considerando un número suficiente de granos, y se muestra cómo este número depende de la anisotropía y la carga. Para evitar efectos de borde en los modelos, los elementos de volumen se hacen periódicos y se utilizan condiciones de contorno periódicas para restringir los modelos. Por último, todo el trabajo numérico realizado en el documento de Mikael Nygårds tiene como objetivo imitar los experimentos que se han realizado. Esto incluye investigaciones microscópicas, pruebas de tracción, investigaciones por microscopía de fuerza atómica, pero también datos experimentales de la literatura por medio de la utilización de los elementos finitos. b. Un artículo de la 16° Conferencia Internacional sobre materiales compuestos del año 2007 la cual se desarrolló en Kioto – Japón, donde una de las conferencias trato de “Microestructura basada en elementos finitos modelado de partículas reforzado compuestos de matriz metálica” [25]. En este escrito se trata del modelado y el análisis de elementos finitos que se han utilizado para analizar el comportamiento de los componentes de una matriz de metal reforzado con partículas durante un largo tiempo. La mayor parte de este trabajo implica tratar partículas como una esfera incrustada en una matriz metálica. Pero se dieron cuenta de que estos modelos no tenían en cuenta los factores micro-

5
estructurales que influyen en el comportamiento mecánico del material compuesto, dando ejemplos del uso de estructuras basadas en la microestructura bidimensional (2D) y tridimensional (3D) FEM que predicen con precisión las propiedades de los materiales compuestos reforzados con partículas. Se muestra que los modelos 2D captan la anisotropía en el comportamiento de deformación inducida por la anisotropía en la orientación de las partículas. Los resultados observados experimentalmente dependen del módulo de Young y la resistencia a la tracción se confirma mediante el modelo numérico basado en la microestructura 2D. Sin embargo, el modelado bidimensional tiene sus limitaciones porque sólo se modela una sección bidimensional del objeto real, tridimensional. Para una comparación realista con los resultados experimentales reales, ellos recurren a realizar el modelado tridimensional, aplicando un proceso de seccionamiento en serie para reproducir y visualizar la microestructura 3D de los materiales que componen la matriz metálica reforzada con partículas, lo que les permitió la visualización y simulación del comportamiento del material en 3D. c. Tesis de maestría de M.A.J.H.J. Schellekens desarrollado en el año 2010 con el título “Modelado micro estructural de acero de doble fase” [26], donde el objetivo de este proyecto es obtener una mejor comprensión de la relación entre las características micro estructurales y el comportamiento macroscópico, desarrollando un modelo micro estructural versátil que puede representar diferentes fracciones y distribuciones de martensita de manera controlada. De esta manera se pueden variar diferentes parámetros micro estructurales de manera que se pueda investigar la influencia de cada parámetro en el comportamiento macroscópico. Además, para verificar el enfoque de modelado se han desarrollado modelos micro estructurales basados en imágenes micro estructurales reales de acero doble fase (DP). Los resultados numéricos de esta tesis se compararon con un análisis de correlación de imagen digital (DIC) mediante el modelado de la microestructura en la que se realizó DIC. Aunque los resultados numéricos y experimentales no concordaron cuantitativamente, se observaron las mismas tendencias cualitativas en la partición de la cepa local. Además, se demostró que las concentraciones de Von Mises y tensión hidrostática pueden ser un indicador para el craqueo de martensita. d. Dos patentes desarrolladas en el 2014 en China, relacionadas con el estudio de las microestructuras por medio de las microfotografías convirtiéndolas en archivos vectorizados y ser exportados en archivos de formato iges para su posterior simulación de esfuerzos de tensión o tracción de la microestructura para hallar o determinar su diagrama de esfuerzo-deformación (registros de patentes CN 104063902 A1 - CN 102819647 A2) 1.2 JUSTIFICACIÓN El presente proyecto de grado busca generar una metodología para caracterizar a nivel micro estructural aceros de bajo contenido de carbono, por medio del uso de la metalografía, procesamiento de imágenes y los elementos finitos, enfocado en el SAE/AISI 1020, además proporcionará a los estudiantes de ingeniería mecánica una herramienta de análisis comparativa de las propiedades mecánicas de los aceros y posiblemente otros
1 https://www.google.es/patents/CN104063902A 2 https://www.google.es/patents/CN102819647A

6
materiales. Adicionalmente esta herramienta integra y afianza los conocimientos adquiridos en estas materias, que son muy importantes en el desarrollo de cualquier ingeniero mecánico. Este tipo de análisis metalográficos por elementos finitos permitirá mostrar cómo se desarrollan las deformaciones, las distribuciones de esfuerzos, entre otros en los diferentes componentes de la microestructura del material, permitiendo el desarrollo de materiales y la mejor aplicación de los mismo en la ingeniería. Este proyecto brindara a la Universidad Francisco José de Caldas conocimientos en simulación de microestructuras de materiales metálicos, para el desarrollo de futuros proyectos de ingeniería y de postgrado que lo necesiten.

7
2. OBJETIVOS 2.1 OBJETIVO GENERAL Digitalizar la estructura metalográfica de un acero simplemente aleado tratado térmicamente en el intervalo inter-crítico, para ser sometida a esfuerzos de tensión en 2D por medio de un software de análisis por elementos finitos (FEA). 2.2 OBJETIVOS ESPECÍFICOS 2.2.1 Definir la secuencia del tratamiento térmico y tratar térmicamente el acero seleccionado. 2.2.2 Obtener las microfotografías y realizar los análisis metalográficos al acero tratado. 2.2.3 Digitalizar, vectorizar y obtener los mallados 2D de las microfotografías. 2.2.4 Analizar los resultados de las simulaciones a los esfuerzos sometidos a la microestructura digital del acero.
8
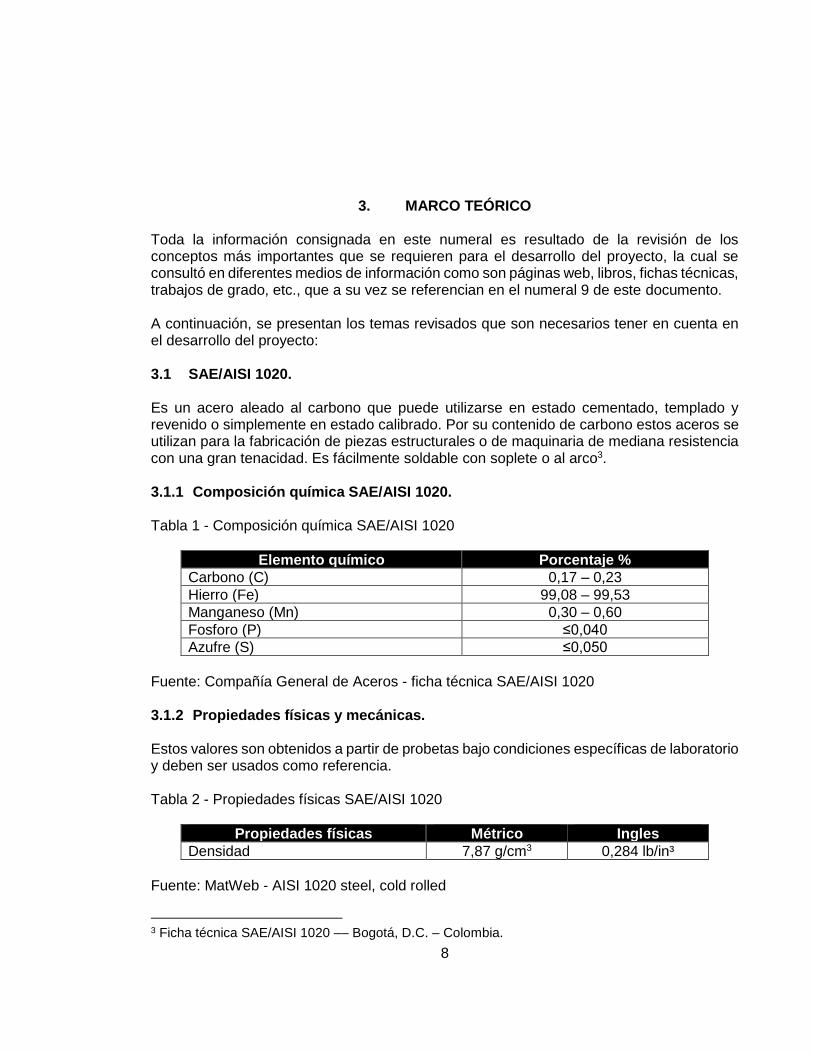
3. MARCO TEÓRICO Toda la información consignada en este numeral es resultado de la revisión de los conceptos más importantes que se requieren para el desarrollo del proyecto, la cual se consultó en diferentes medios de información como son páginas web, libros, fichas técnicas, trabajos de grado, etc., que a su vez se referencian en el numeral 9 de este documento. A continuación, se presentan los temas revisados que son necesarios tener en cuenta en el desarrollo del proyecto: 3.1 SAE/AISI 1020. Es un acero aleado al carbono que puede utilizarse en estado cementado, templado y revenido o simplemente en estado calibrado. Por su contenido de carbono estos aceros se utilizan para la fabricación de piezas estructurales o de maquinaria de mediana resistencia con una gran tenacidad. Es fácilmente soldable con soplete o al arco3. 3.1.1 Composición química SAE/AISI 1020. Tabla 1 - Composición química SAE/AISI 1020
Elemento químico Porcentaje %
Carbono (C) 0,17 – 0,23
Hierro (Fe) 99,08 – 99,53
Manganeso (Mn) 0,30 – 0,60
Fosforo (P) ≤0,040
Azufre (S) ≤0,050
Fuente: Compañía General de Aceros - ficha técnica SAE/AISI 1020 3.1.2 Propiedades físicas y mecánicas. Estos valores son obtenidos a partir de probetas bajo condiciones específicas de laboratorio y deben ser usados como referencia. Tabla 2 - Propiedades físicas SAE/AISI 1020
Propiedades físicas Métrico Ingles
Densidad 7,87 g/cm3 0,284 lb/in³
Fuente: MatWeb - AISI 1020 steel, cold rolled
3 Ficha técnica SAE/AISI 1020 –– Bogotá, D.C. – Colombia.

9
Tabla 3 - Propiedades mecánicas SAE/AISI 1020
Propiedades mecánicas Métrico Ingles
Dureza Brinell 121 121
Esfuerzo ultimo a tensión 420 MPa 60900 psi
Esfuerzo de fluencia a tensión 350 MPa 50800 psi
Módulo de elasticidad 186 GPa 27000 ksi
Radio Poisson 0,29 0,29
Porcentaje de elongación 15% 15%
Porcentaje reducción de área 40% 40%
Fuente: MatWeb - AISI 1020 steel, cold rolled 3.1.3 Propiedades eléctricas. Tabla 4 - Propiedades eléctricas SAE/AISI 1020
Propiedades eléctricas Métrico Ingles
Resistividad eléctrica 0,0000159 ohm-cm 0,0000159 ohm-cm
Fuente: MatWeb - AISI 1020 steel, cold rolled 3.1.4 Propiedades térmicas. Tabla 5 - Propiedades térmicas
Propiedades térmicas Métrico Ingles
Expansión térmica lineal 11,7 µm/m-°C (0°C – 100°C)
6,50 µin/in-°F (32°F – 212°F)
Calor Especifico 0,486 J/g-°C 0.116 BTU/lb-°F
Conductividad Térmica 51,9 W/m-K 360 BTU-in/hr-ft2-°F
Fuente: MatWeb - AISI 1020 steel, cold rolled 3.1.5 Aplicaciones. Se usa principalmente para partes de maquinaria que no estén sometidas a grandes esfuerzos mecánicos como ejes, eslabones para cadenas, pasadores, bujes cementados, tornillería corriente, bridas, piñones para transmisión de cadena a bajo esfuerzo, clavos para ferrocarril, grapas, etc. 3.2 DIAGRAMA HIERRO – CARBONO En la figura 1 se presenta el diagrama de fase del hierro-carbono. El hierro puro se funde a 1539°C (2802°F). Durante la elevación de la temperatura a partir de la del ambiente, pasa por varias transformaciones de fase sólida, como se aprecian el diagrama. Al comenzar a temperatura ambiente la fase es alfa (α), también llamada ferrita. A 912 °C (1674 °F), la

10
ferrita se transforma en gama (γ), denominada austenita. Ésta, a su vez, se convierte en delta (δ) a 1394 °C (2541°F), en la que permanece hasta que se funde. Los límites de solubilidad del carbono en el hierro son bajos en la fase de ferrita, sólo cerca de 0,022% a 723°C (1333°F). En la austenita puede disolverse cerca de 2,1% de carbono a una temperatura de 1130°C (2066°F). Esta diferencia de solubilidades entre la alfa y la gama origina oportunidades para dar resistencia por medio de tratamiento térmico; la resistencia del hierro se incrementa en forma notable conforme el contenido de carbono aumenta, y se ingresa a la región en la que el metal toma el nombre de acero. Con más precisión, el acero se define como una aleación de hierro-carbono que contiene entre 0,02% y 2,1% de carbono; adicionalmente, los aceros también pueden contener otros elementos de aleación.4 Figura 1 - Diagrama de fase hierro-carbono.
Fuente: Mikell P. Groover (2007). Fundamentos de Manufactura Moderna – Tercera Edición. México: McGraw-Hill 3.2.1 Ferrita. La ferrita alfa (α), o simplemente ferrita, es una solución sólida de hierro cúbico centrado en el cuerpo; tiene una máxima solubilidad sólida de 0,022% de C a una temperatura de 727°C (1341 °F). La ferrita delta (δ) es estable sólo a temperaturas muy altas y no tiene importancia practica en la ingeniería. La ferrita es relativamente suave y dúctil; es magnética desde la temperatura ambiente hasta 768 °C (1414 °F), la temperatura de Curie (llamada así en honor de M. Curie, 1867 – 1934). Aunque se puede disolver muy poco carbono intersticialmente en el hierro bcc, la
4 Mikell P. Groover (2007). Fundamentos de Manufactura Moderna – Tercera Edición. México:
McGraw-Hill

11
cantidad de carbono puede afectar de modo significativo las propiedades mecánicas de la ferrita. Además, es posible que una solución sólida de hierro contenga cantidades importantes de cromo, manganeso, níquel, molibdeno, tungsteno y silicio, dando lugar así propiedades deseables. 3.2.2 Austenita. Como se muestra en la figura 2, dentro de cierto margen de temperatura, el hierro sufre una transformación polimórfica de la estructura bcc a una estructura fcc para convertirse en hierro gama o (más comúnmente) austenita (bautizada así en honor de W. R. Austen, 1843-1902). Ésta tiene una solubilidad sólida de hasta 2.11% de C a 1148 °C (2098 °F). Debido a que la estructura fcc tiene más posiciones intersticiales, la solubilidad sólida de la austenita es casi dos órdenes de magnitud mayor que la de la ferrita, ocupando el carbono las posiciones intersticiales (fig. 2 a). Figura 2 - Celdas unitarias de (a) austenita, (b) ferrita y (c) martensita.
Fuente: Mikell P. Groover (2007). Fundamentos de Manufactura Moderna – Tercera Edición. México: McGraw-Hill La austenita representa una fase importante en el tratamiento térmico de los aceros. Es más densa que la ferrita y su estructura fcc de fase simple es dúctil a temperaturas elevadas. En consecuencia, posee buena formabilidad. También se pueden disolver grandes cantidades de níquel y manganeso en el hierro fcc para impartirle diversas propiedades. En la forma austenítica, el acero no es magnético, ya sea a altas temperaturas (para los aceros inoxidables austeníticos) o a temperatura ambiente. 3.2.3 Cementita. El extremo derecho de la figura 1 representa la Cementita, que es 100% de carburo de hierro (Fe3C) y tiene un contenido de carbono de 6,67%. La Cementita (del latín caementum, que significa “astilla de piedra”), también se llama carburo. No debe confundirse este carburo de hierro con otros carburos utilizados como matrices, herramientas de corte y abrasivos (como el carburo de tungsteno, de titanio y de silicio). La Cementita es un compuesto intermetálico muy duro y frágil que tiene una influencia significativa en las propiedades de los aceros. Puede incluir otros elementos de aleación, como cromo, molibdeno y manganeso.
12
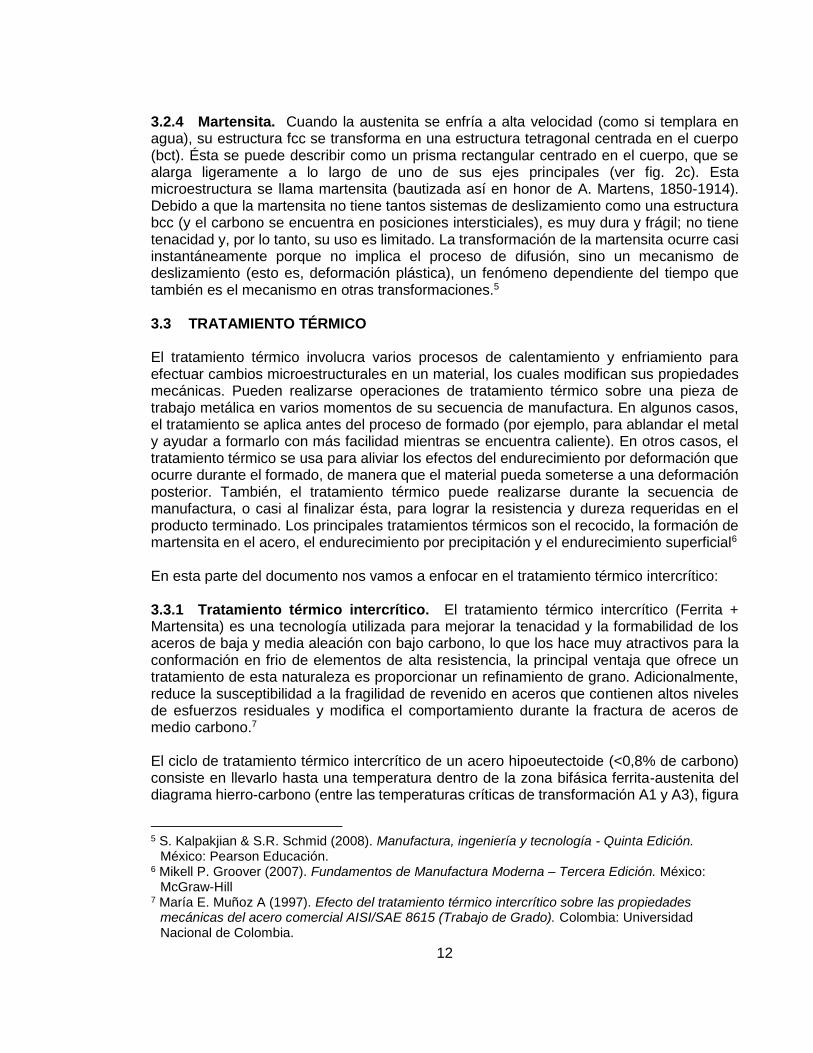
3.2.4 Martensita. Cuando la austenita se enfría a alta velocidad (como si templara en agua), su estructura fcc se transforma en una estructura tetragonal centrada en el cuerpo (bct). Ésta se puede describir como un prisma rectangular centrado en el cuerpo, que se alarga ligeramente a lo largo de uno de sus ejes principales (ver fig. 2c). Esta microestructura se llama martensita (bautizada así en honor de A. Martens, 1850-1914). Debido a que la martensita no tiene tantos sistemas de deslizamiento como una estructura bcc (y el carbono se encuentra en posiciones intersticiales), es muy dura y frágil; no tiene tenacidad y, por lo tanto, su uso es limitado. La transformación de la martensita ocurre casi instantáneamente porque no implica el proceso de difusión, sino un mecanismo de deslizamiento (esto es, deformación plástica), un fenómeno dependiente del tiempo que también es el mecanismo en otras transformaciones.5 3.3 TRATAMIENTO TÉRMICO El tratamiento térmico involucra varios procesos de calentamiento y enfriamiento para efectuar cambios microestructurales en un material, los cuales modifican sus propiedades mecánicas. Pueden realizarse operaciones de tratamiento térmico sobre una pieza de trabajo metálica en varios momentos de su secuencia de manufactura. En algunos casos, el tratamiento se aplica antes del proceso de formado (por ejemplo, para ablandar el metal y ayudar a formarlo con más facilidad mientras se encuentra caliente). En otros casos, el tratamiento térmico se usa para aliviar los efectos del endurecimiento por deformación que ocurre durante el formado, de manera que el material pueda someterse a una deformación posterior. También, el tratamiento térmico puede realizarse durante la secuencia de manufactura, o casi al finalizar ésta, para lograr la resistencia y dureza requeridas en el producto terminado. Los principales tratamientos térmicos son el recocido, la formación de martensita en el acero, el endurecimiento por precipitación y el endurecimiento superficial6 En esta parte del documento nos vamos a enfocar en el tratamiento térmico intercrítico: 3.3.1 Tratamiento térmico intercrítico. El tratamiento térmico intercrítico (Ferrita + Martensita) es una tecnología utilizada para mejorar la tenacidad y la formabilidad de los aceros de baja y media aleación con bajo carbono, lo que los hace muy atractivos para la conformación en frio de elementos de alta resistencia, la principal ventaja que ofrece un tratamiento de esta naturaleza es proporcionar un refinamiento de grano. Adicionalmente, reduce la susceptibilidad a la fragilidad de revenido en aceros que contienen altos niveles de esfuerzos residuales y modifica el comportamiento durante la fractura de aceros de medio carbono.7 El ciclo de tratamiento térmico intercrítico de un acero hipoeutectoide (<0,8% de carbono) consiste en llevarlo hasta una temperatura dentro de la zona bifásica ferrita-austenita del diagrama hierro-carbono (entre las temperaturas críticas de transformación A1 y A3), figura
5 S. Kalpakjian & S.R. Schmid (2008). Manufactura, ingeniería y tecnología - Quinta Edición.
México: Pearson Educación. 6 Mikell P. Groover (2007). Fundamentos de Manufactura Moderna – Tercera Edición. México:
McGraw-Hill 7 María E. Muñoz A (1997). Efecto del tratamiento térmico intercrítico sobre las propiedades
mecánicas del acero comercial AISI/SAE 8615 (Trabajo de Grado). Colombia: Universidad Nacional de Colombia.
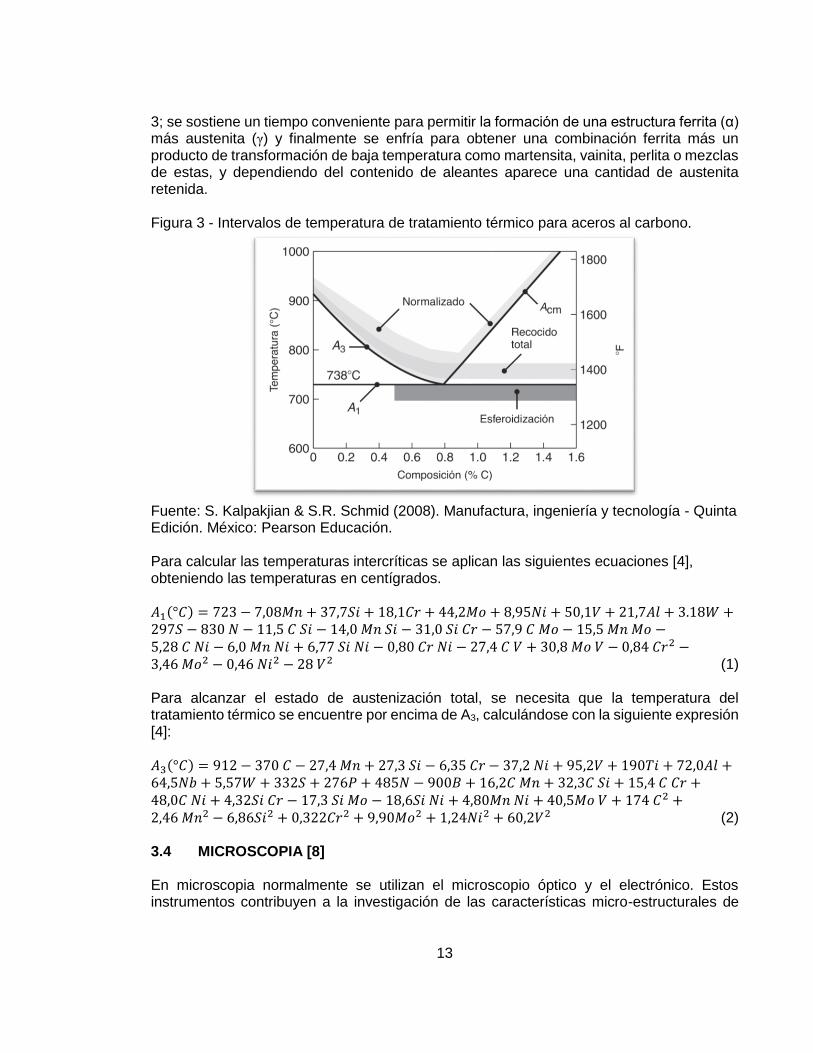
13
3; se sostiene un tiempo conveniente para permitir la formación de una estructura ferrita (α) más austenita (γ) y finalmente se enfría para obtener una combinación ferrita más un producto de transformación de baja temperatura como martensita, vainita, perlita o mezclas de estas, y dependiendo del contenido de aleantes aparece una cantidad de austenita retenida. Figura 3 - Intervalos de temperatura de tratamiento térmico para aceros al carbono.
Fuente: S. Kalpakjian & S.R. Schmid (2008). Manufactura, ingeniería y tecnología - Quinta Edición. México: Pearson Educación. Para calcular las temperaturas intercríticas se aplican las siguientes ecuaciones [4], obteniendo las temperaturas en centígrados. 𝐴1(°𝐶) = 723 − 7,08𝑀𝑛 + 37,7𝑆𝑖 + 18,1𝐶𝑟 + 44,2𝑀𝑜 + 8,95𝑁𝑖 + 50,1𝑉 + 21,7𝐴𝑙 + 3.18𝑊 +297𝑆 − 830 𝑁 − 11,5 𝐶 𝑆𝑖 − 14,0 𝑀𝑛 𝑆𝑖 − 31,0 𝑆𝑖 𝐶𝑟 − 57,9 𝐶 𝑀𝑜 − 15,5 𝑀𝑛 𝑀𝑜 −5,28 𝐶 𝑁𝑖 − 6,0 𝑀𝑛 𝑁𝑖 + 6,77 𝑆𝑖 𝑁𝑖 − 0,80 𝐶𝑟 𝑁𝑖 − 27,4 𝐶 𝑉 + 30,8 𝑀𝑜 𝑉 − 0,84 𝐶𝑟2 −3,46 𝑀𝑜2 − 0,46 𝑁𝑖2 − 28 𝑉2 (1) Para alcanzar el estado de austenización total, se necesita que la temperatura del tratamiento térmico se encuentre por encima de A3, calculándose con la siguiente expresión [4]: 𝐴3(°𝐶) = 912 − 370 𝐶 − 27,4 𝑀𝑛 + 27,3 𝑆𝑖 − 6,35 𝐶𝑟 − 37,2 𝑁𝑖 + 95,2𝑉 + 190𝑇𝑖 + 72,0𝐴𝑙 +64,5𝑁𝑏 + 5,57𝑊 + 332𝑆 + 276𝑃 + 485𝑁 − 900𝐵 + 16,2𝐶 𝑀𝑛 + 32,3𝐶 𝑆𝑖 + 15,4 𝐶 𝐶𝑟 +48,0𝐶 𝑁𝑖 + 4,32𝑆𝑖 𝐶𝑟 − 17,3 𝑆𝑖 𝑀𝑜 − 18,6𝑆𝑖 𝑁𝑖 + 4,80𝑀𝑛 𝑁𝑖 + 40,5𝑀𝑜 𝑉 + 174 𝐶2 +2,46 𝑀𝑛2 − 6,86𝑆𝑖2 + 0,322𝐶𝑟2 + 9,90𝑀𝑜2 + 1,24𝑁𝑖2 + 60,2𝑉2 (2) 3.4 MICROSCOPIA [8] En microscopia normalmente se utilizan el microscopio óptico y el electrónico. Estos instrumentos contribuyen a la investigación de las características micro-estructurales de

14
todo tipo de materiales. La mayoría de estas técnicas llevan acoplado un equipo fotográfico; la fotografía que recoge la imagen microscópica se denomina fotomicrografía. 3.4.1 Microscopia óptica. Con el microscopio óptico se utiliza la luz para estudiar la microestructura; sistemas ópticos y de iluminación son los principales elementos. En aquellos materiales que son opacos a la luz visible (todos los metales y muchos cerámicos y polímeros) sólo la superficie es susceptible de ser observada, y la luz del microscopio se debe usar en reflexión. Las distintas regiones de la microestructura originan diferencia en la reflexión y éstas producen contrastes en la imagen. Esta investigación se suele denominar metalografía, ya que los metales fueron los primeros en ser examinados con esta técnica. Para revelar los detalles importantes de la microestructura es necesario, generalmente, preparar cuidadosamente las superficies. La superficie debe desbastarse y pulirse hasta que quede como un espejo. Esta condición se consigue utilizando papeles abrasivos y polvos cada vez más finos. Se revela la microestructura tratando la superficie con un reactivo químico apropiado en un procedimiento denominado ataque. La reactividad química de los granos de un material monofásico depende de la orientación cristalográfica. Por consiguiente, en una probeta policristalina, las características del ataque varían de un grano a otro. La figura 4.b muestra cómo se refleja la luz que incide perpendicularmente sobre tres superficies de granos atacados y con diferentes orientaciones cristalográficas. La figura 4.a describe la estructura superficial al ser observada con el microscopio; el brillo de cada grano depende de sus propiedades de reflexión. La Figura 4.c muestra una fotomicrografía de una probeta policristalina que presenta estas propiedades. A lo largo de los límites de grano se forman pequeños surcos como consecuencia del ataque. Los átomos situados a lo largo de los límites de grano son más reactivos y se disuelven con mayor velocidad que los granos. Estos surcos se hacen visibles en la observación microscópica porque reflejan la luz según un ángulo distinto al de los granos; este efecto se muestra en la Figura 5.a La Figura 5.b es una fotomicrografía de una probeta policristalina cuyos surcos de los límites de grano se evidencian como líneas oscuras. Para el examen de la microestructura de una aleación bifásica, se elige un reactivo que produzca diferentes texturas en cada fase de modo que se puedan distinguir ambas fases con facilidad. Figura 4 - Funcionamiento Microscopio Óptico
Fuente: Willian D. Callister (1998). Ciencia e Ingeniería de los Materiales. España: Editorial Reverte

15
Figura 5 - Sección de un límite de grano y su fotomicrografía8
Fuente: Willian D. Callister (1998). Ciencia e Ingeniería de los Materiales. España: Editorial Reverte 3.4.2 Microscopia electrónica. El límite de aumentos del microscopio óptico es de aproximadamente 2000 diámetros. Algunos elementos estructurales son demasiado finos o pequeños para su observación mediante microscopía óptica. En estas circunstancias se utiliza el microscopio electrónico, capaz de conseguir muchos más aumentos. La imagen de la estructura investigada se genera utilizando haces de electrones en lugar de radiación lumínica. De acuerdo con la mecánica cuántica, un electrón de elevada velocidad actúa como una onda, con una longitud de onda inversamente proporcional a su velocidad. Los electrones, acelerados mediante altos voltajes, pueden conseguir longitudes de onda del orden de 0,003 nm (3 pm). Estos microscopios tienen grandes aumentos y elevado poder resolutivo como consecuencia de la corta longitud de onda del haz de electrones. Lentes magnéticas focalizan el haz de electrones y forman la imagen. La geometría de los componentes del microscopio es, esencialmente, igual que la del óptico. Existe la microscopía electrónica de transmisión y de reflexión. 3.4.3 Microscopía electrónica de transmisión. La imagen formada en un microscopio electrónico de trasmisión (TEM) está formada por un haz de electrones que atraviesa una probeta. Se observan detalles de la microestructura interna; los contrastes de la imagen se consiguen por diferencias del haz difractado o dispersado por varios elementos de la microestructura o defecto. Teniendo en cuenta que los materiales sólidos absorben los haces de electrones, la probeta se debe preparar de forma muy delgada para asegurar, así, la transmisión del haz incidente a través de ella. El haz transmitido se proyecta en una pantalla fluorescente o película fotográfica a fin de conseguir la imagen. Con el microscopio de transmisión, frecuentemente utilizado para el estudio de las dislocaciones, se logran aproximadamente 1´000.000 de aumentos. 3.4.4 Microscopía electrónica de barrido. El microscopio electrónico de barrido (SEM) es una reciente innovación llamada a ser herramienta de investigación extremadamente útil. La superficie de la probeta a examinar se barre con un haz de electrones y el haz
8 Imagen tomada del libro: Willian D. Callister (1998). Ciencia e Ingeniería de los Materiales.
España: Editorial Reverte

16
reflejado de electrones ("back-scattered") se recoge y se muestra con la misma velocidad de barrido en un tubo de rayos catódicos (una pantalla similar a la TV). La imagen que aparece en la pantalla, que puede fotografiarse, representa las características de la probeta. La superficie debe ser eléctricamente conductora, independientemente de que esté o no pulida y atacada. Son posibles aumentos de 10 a 50 000 diámetros, con gran profundidad de campo. Equipado con accesorios, consigue el análisis químico elemental cualitativo y semicuantitativo de áreas superficiales muy localizadas. 3.5 MECÁNICA DE MATERIALES La mecánica de materiales es una rama de la mecánica aplicada que trata del comportamiento de los cuerpos solidos sometidos a diversas cargas. Otros nombres para este campo de estudio son resistencia de materiales y mecánica de los cuerpos deformables. El objetivo principal de la mecánica de materiales es determinar los esfuerzos, las deformaciones unitarias y los desplazamientos en estructuras y sus componentes debidas a las cargas que actúan sobre ellas. Si podemos determinar estas cantidades para todos los valores de las cargas incluyendo las que causan la falla, tendremos una representación completa del comportamiento mecánico de esas esas estructuras. 3.5.1 Esfuerzo normal y deformación unitaria normal. Los conceptos fundamentales en mecánica de materiales son el esfuerzo y la deformación unitaria. Estos conceptos se pueden ilustrar en su forma más elemental considerando una barra prismática sometida a fuerzas axiales. Una barra prismática es un elemento estructural recto que tiene la misma sección transversal en toda la longitud y una fuerza axial es una carga dirigida a lo largo del eje del elemento, lo que resulta esfuerzos de tensión o compresión en la barra. En la figura 6 se muestran ejemplos donde la barra de arrastre es un elemento prismático en tensión y el puntual del tren de aterrizaje es un elemento en compresión. El esfuerzo tiene unidades de fuerza por unidad de área y se denota por la letra griega σ (sigma). En general, los esfuerzos σ que actúan sobre una superficie plana pueden ser uniformes en toda el área o bien variar en intensidad de un punto a otro. Supongamos que los esfuerzos que actúan sobre la sección transversal mn de la figura 6.d están distribuidos uniformemente sobre el área. Entonces la resultante de estos esfuerzos debe ser igual a la magnitud del esfuerzo por el área de la sección transversal A de la barra, es decir P=σA. Por tanto, obtenemos la expresión siguiente para la magnitud de los esfuerzos:
𝜎 =𝑃
𝐴 (3)
Esta ecuación expresa la intensidad de un esfuerzo uniforme en una barra prismática con sección transversal arbitraria cargada axialmente. Cuando la barra es estirada por las fuerzas P, los esfuerzos son esfuerzos de tensión; si se invierte la dirección de las fuerzas, la barra se comprime y tenemos esfuerzos de compresión. Puesto que los esfuerzos actúan en una dirección perpendicular a la superficie

17
cortada, se denomina esfuerzos normales. Y, por tanto, los esfuerzos normales pueden ser de tensión o de compresión.9 Figura 6 - Barra prismática en tensión.
Fuente: James M. Gere & Barry J. Goodno (2009). Mecánica de materiales - Séptima edición. México: Cengage Learning 3.5.1.1 Limitaciones. La ecuación σ=P/A sólo es válida si el esfuerzo esta uniformemente distribuido sobre la sección transversal de la barra. Esta condición se cumple si la fuerza axial P actúa en el centroide del área de la sección transversal. Cuando la carga P no actúa en el centroide, se tendrá una flexión de la barra y se requiere de un análisis más complicado. Por supuesto, aun cuando el esfuerzo no esté distribuido uniformemente, la ecuación σ=P/A es de utilidad debido a que proporciona el esfuerzo normal promedio sobre la sección transversal.10 3.5.1.2 Deformación. La deformación, también llamada deformación unitaria, se encuentra dividiendo la deformación total entre la longitud original de la barra. Se utiliza la letra griega minúscula (ε) épsilon para denotar la deformación
𝜀 =𝛿
𝐿 (4)
Donde: δ = Deformación total
9 James M. Gere & Barry J. Goodno (2009). Mecánica de materiales - Séptima edición. México:
Cengage Learning 10 James M. Gere & Barry J. Goodno (2009). Mecánica de materiales - Séptima edición. México:
Cengage Learning

18
L= Longitud original o inicial Se podría decir que la deformación unitaria no tiene dimensiones debido a que las unidades en el numerador y el denominado se anulan. No obstante, es mejor reportar las unidades como in/in o mm/mm para mantener la definición de deformación por unidad de longitud del miembro.11 3.5.2 Diagrama Esfuerzo – Deformación. Para obtener el diagrama de esfuerzo-deformación de un material, comúnmente se lleva a cabo un ensayo o prueba de tensión sobre una probeta del material. El tipo de probeta más utilizado se muestra en la figura 7. El área de la sección transversal de la sección cilíndrica central de la probeta se ha determinado exactamente y se han hecho dos marcas de calibración en dicha porción a una separación de Lo. La distancia Lo se conoce como la longitud base de la probeta. Figura 7 - Probeta típica para ensayo o prueba de tensión.
Fuente: Ferdinand P. Beer, E. Russell Johnston, JR., John T. Dewolf & David F. Mazurek (2009). Mecánica de materiales – Quinta edición. México: McGraw-Hill. La probeta se coloca en la máquina de ensayo (figura 8), que se usa para aplicar una carga centrada P. Al aumentar la carga P, también se incrementa la distancia L entre las dos marcas base de la probeta. La distancia L se mide con un indicador de carátula, y el alargamiento δ=L-Lo se registra para cada valor P. Con frecuencia un segundo indicador de carátula se emplea de manera simultánea para medir y registrar el cambio de diámetro del espécimen. Para cada par de lecturas P y δ, el esfuerzo σ se calcula dividiendo P entre el área original de la sección transversal Ao del espécimen, y la deformación unitaria ε dividiendo el alargamiento δ entre la distancia original Lo entre las marcas base de la probeta. Puede ahora obtenerse el diagrama de esfuerzo – deformación graficando ε como la abscisa y σ como la ordenada.
11 Robert L. Mott (2009). Resistencia de materiales – Quinta edición. México: Pearson Education.

19
Figura 8 - Maquina universal de ensayos.
Fuente: Ferdinand P. Beer, E. Russell Johnston, JR., John T. Dewolf & David F. Mazurek (2009). Mecánica de materiales – Quinta edición. México: McGraw-Hill. Los diagramas esfuerzo – deformación de los materiales varían en forma considerable, por ello que diferentes ensayos de tensión llevados a cabo sobre el mismo material pueden arrojar diferentes resultados, dependiendo de la temperatura de la probeta y de la velocidad de aplicación de la carga. Sin embargo, es posible distinguir algunas características comunes entre los diagramas esfuerzo – deformación de distintos grupos de materiales, y dividir los materiales en dos amplias categorías con base en estas características. Habrá así materiales dúctiles y materiales frágiles. Los materiales dúctiles, como el acero estructural, así como muchas aleaciones de otros metales, se caracterizan por su capacidad de fluir a temperaturas normales. Al someterse la probeta a una carga que aumenta, su longitud se incrementa primero linealmente con la carga y a una tasa muy lenta. Así, la porción inicial del diagrama esfuerzo-deformación es una línea recta con una pendiente pronunciada (figura 9). No obstante, después de alcanzar un valor crítico σY del esfuerzo, la probeta experimenta una gran deformación con un incremento relativamente pequeño de la carga aplicada. Esta deformación es causada por el deslizamiento del material a lo largo de superficies oblicuas y se debe sobre todo a esfuerzos cortantes. Como puede notarse en los diagramas esfuerzo-deformación de dos materiales dúctiles típicos, la elongación de la probeta después de que ha comenzado a fluir puede ser 200 veces más grande que su deformación anterior a la fluencia. Después de haber alcanzado un cierto valor máximo de carga, el diámetro de una porción del espécimen comienza a disminuir, debido a la inestabilidad local. Este fenómeno se conoce como estricción. Después de que comienza la estricción, son suficientes cargas algo menores para lograr que la probeta se alargue aún más, hasta que finalmente se fracture. Puede verse que la fractura ocurre a lo largo de una superficie con forma de cono que forma un ángulo de, aproximadamente, 45° con la superficie original de la probeta. Esto indica que el cortante es el principal responsable de la falla de los materiales dúctiles, y confirma el hecho de que, bajo una carga axial, los esfuerzos cortantes son máximos en las superficies que forman un ángulo de 45° con la carga. El esfuerzo σY en el que comienza la fluencia se llama la resistencia o punto de fluencia o cedencia del material, el esfuerzo σU

20
que corresponde a la máxima carga aplicada al material se conoce como la resistencia última y el esfuerzo σB correspondiente a la fractura se denomina resistencia a la fractura. Figura 9 - Diagramas esfuerzo-deformación de dos materiales dúctiles típicos.
Fuente: Ferdinand P. Beer, E. Russell Johnston, JR., John T. Dewolf & David F. Mazurek (2009). Mecánica de materiales – Quinta edición. México: McGraw-Hill. Los materiales frágiles como el hierro colado, el vidrio y la piedra se caracterizan por el fenómeno de que la fractura ocurre sin un cambio notable previo de la tasa de alargamiento (figura 10). Así, para los materiales frágiles, no hay diferencia entre la resistencia última y la resistencia a la fractura. Además, la deformación unitaria al momento de la fractura es mucho menor para los materiales frágiles que para los materiales dúctiles. En la figura 11 se observa que no hay estricción alguna en el espécimen en el caso de un material frágil, y que la fractura ocurre a lo largo de una superficie perpendicular a la carga. Se concluye, a partir de esta observación, que los esfuerzos normales son los principales responsables de la falla de los materiales frágiles.12 Figura 10 - Diagrama esfuerzo-deformación para un material frágil típico.
Fuente: Ferdinand P. Beer, E. Russell Johnston, JR., John T. Dewolf & David F. Mazurek (2009). Mecánica de materiales – Quinta edición. México: McGraw-Hill.
12 Ferdinand P. Beer, E. Russell Johnston, JR., John T. Dewolf & David F. Mazurek (2009).
Mecánica de materiales – Quinta edición. México: McGraw-Hill.

21
Figura 11 - Probeta después de un ensayo de tensión a un material frágil
Fuente: Ferdinand P. Beer, E. Russell Johnston, JR., John T. Dewolf & David F. Mazurek (2009). Mecánica de materiales – Quinta edición. México: McGraw-Hill. 3.6 ELEMENTOS FINITOS [15] El método de los elementos finitos (MEF en castellano o FEM en inglés) es un método numérico general para la aproximación de soluciones de ecuaciones diferenciales parciales muy utilizado en diversos problemas de ingeniería y física. El MEF está pensado para ser usado en computadoras y permite resolver ecuaciones diferenciales asociadas a un problema físico sobre geometrías complicadas. El MEF se usa en el diseño y mejora de productos y aplicaciones industriales, así como en la simulación de sistemas físicos y biológicos complejos. La variedad de problemas a los que puede aplicarse ha crecido enormemente, siendo el requisito básico que las ecuaciones constitutivas y ecuaciones de evolución temporal del problema a considerar sean conocidas de antemano. ¿Cómo trabaja el MEF en la práctica? El MEF es un método numérico de resolución de ecuaciones diferenciales. La solución obtenida por MEF es sólo aproximada, coincidiendo con la solución exacta sólo en un número finito de puntos llamados nodos. En el resto de puntos que no son nodos, la solución aproximada se obtiene interpolando a partir de los resultados obtenidos para los nodos, lo cual hace que la solución sea sólo aproximada debido a ese último paso. El MEF convierte un problema definido en términos de ecuaciones diferenciales en un problema en forma matricial que proporciona el resultado correcto para un número finito de puntos e interpola posteriormente la solución al resto del dominio, resultando finalmente sólo una solución aproximada. El conjunto de puntos donde la solución es exacta se denomina conjunto nodos. Dicho conjunto de nodos forma una red, denominada malla formada por retículos. Cada uno de los retículos contenidos en dicha malla es un "elemento finito". El conjunto de nodos se obtiene dividiendo o discretizando la estructura en elementos de forma variada (pueden ser superficies, volúmenes y barras).

22
Desde el punto de vista de la programación algorítmica modular las tareas necesarias para llevar a cabo un cálculo mediante un programa MEF se dividen en:
• Preproceso: Que consiste en la definición de geometría, generación de la malla, las condiciones de contorno y asignación de propiedades a los materiales y otras propiedades. En ocasiones existen operaciones cosméticas de regularización de la malla y precondicionamiento para garantizar una mejor aproximación o una mejor convergencia del cálculo.
• Cálculo: el resultado del preproceso, en un problema simple no-dependiente del tiempo, permite generar un conjunto de N ecuaciones y N incógnitas, que puede ser resuelto con cualquier algoritmo para la resolución de sistemas de ecuaciones lineales. Cuando el problema a tratar es un problema no lineal o un problema dependiente del tiempo a veces el cálculo consiste en una sucesión finita de sistemas de N ecuaciones y N incógnitas que deben resolverse uno a continuación de otro, y cuya entrada depende del resultado del paso anterior.
• Postproceso: El cálculo proporciona valores de cierto conjunto de funciones en los nodos de la malla que define la discretización, en el postproceso se calculan magnitudes derivadas de los valores obtenidos para los nodos, y en ocasiones se aplican operaciones de suavizado, interpolación e incluso determinación de errores de aproximación.
3.6.1 Preproceso y generación de la malla. La malla se genera y ésta en general consta de miles (e incluso centenares de miles) de puntos. La información sobre las propiedades del material y otras características del problema se almacena junto con la información que describe la malla. Por otro lado, las fuerzas, los flujos térmicos o las temperaturas se reasignan a los puntos de la malla. A los nodos de la malla se les asigna una densidad por todo el material dependiendo del nivel de la tensión mecánica u otra propiedad. Las regiones que recibirán gran cantidad de tensión tienen normalmente una mayor densidad de nodos (densidad de malla) que aquellos que experimentan poco o ninguno. Puntos de interés consisten en: puntos de fractura previamente probados del material, entrantes, esquinas, detalles complejos, y áreas de elevada tensión. La malla actúa como la red de una araña en la que desde cada nodo se extiende un elemento de malla a cada nodo adyacente. Este tipo de red vectorial es la que lleva las propiedades del material al objeto, creando varios elementos. Las tareas asignadas al preproceso son: a. El continuo se divide, mediante líneas o superficies imaginarias en un número de
elementos finitos. Esta parte del proceso se desarrolla habitualmente mediante algoritmos incorporados a programas informáticos de mallado durante la etapa de preproceso.
b. Se supone que los elementos están conectados entre sí mediante un número discreto
de puntos o “nodos”, situados en sus contornos. Los desplazamientos de estos nodos serán las incógnitas fundamentales del problema, tal y como ocurre en el análisis simple de estructuras por el método matricial.

23
c. Se toma un conjunto de funciones que definan de manera única el campo de
desplazamientos dentro de cada “elemento finito” en función de los desplazamientos nodales de dicho elemento. Por ejemplo, el campo de desplazamientos dentro de un elemento lineal de dos nodos podría venir definido por: u = N1u1 + N2u2, siendo N1 y N2 las funciones comentadas (funciones de forma) y u1 y u2 los desplazamientos en el nodo 1 y en el nodo 2.
d. Estas funciones de desplazamientos definirán entonces de manera única el estado de
deformación del elemento en función de los desplazamientos nodales. Estas deformaciones, junto con las propiedades constitutivas del material, definirán a su vez el estado de tensiones en todo el elemento, y por consiguiente en sus contornos.
e. Se determina un sistema de fuerzas concentradas en los nodos, tal que equilibre las
tensiones en el contorno y cualesquiera cargas repartidas, resultando así una relación entre fuerzas y desplazamientos de la forma F=K·u, que como vemos es similar a la del cálculo matricial.
3.6.2 Cálculo y resolución de sistemas de ecuaciones. En un problema mecánico lineal no-dependientes del tiempo, como un problema de análisis estructural estático o un problema elástico, el cálculo generalmente se reduce a obtener los desplazamientos en los nodos y con ellos definir de manera aproximada el campo de desplazamientos en el elemento finito. Cuando el problema es no lineal en general la aplicación de las fuerzas requiere la aplicación incremental de las fuerzas y considerar incrementos numéricos, y calcular en cada incremento algunas magnitudes referidas a los nodos. Algo similar sucede con los problemas dependientes del tiempo, para los que se considera una sucesión de instantes, en general bastante cercanos en el tiempo, y se considera el equilibrio instantáneo en cada instante. En general estos dos últimos tipos de problemas requieren un tiempo de cálculo sustancialmente más elevado que en un problema estacionario y lineal. 3.6.3 Postproceso. Actualmente, el MEF es usado para calcular problemas tan complejos, que los ficheros que se generan como resultado del MEF tienen tal cantidad de datos que resulta conveniente procesarlos de alguna manera adicional para hacerlos más comprensible e ilustrar diferentes aspectos del problema. En la etapa de postproceso los resultados obtenidos de la resolución del sistema son tratados, para obtener representaciones gráficas y obtener magnitudes derivadas que permitan extraer conclusiones del problema. El postproceso del MEF generalmente requiere software adicional para organizar los datos de salida, de tal manera que sea más fácilmente comprensible el resultado y permita decidir si ciertas consecuencias del problema son o no aceptables. En el cálculo de estructuras, por ejemplo, el postproceso puede incluir comprobaciones adicionales de si una estructura cumple los requisitos de las normas pertinentes, calculando si se sobrepasan tensiones admisibles, o existe la posibilidad de pandeo en la estructura.

24
3.6.4 Tipos de análisis ingenieriles. El programador puede insertar numerosos algoritmos o funciones que pueden hacer al sistema comportarse de manera lineal o no lineal. Los sistemas lineales son menos complejos y normalmente no tienen en cuenta deformaciones plásticas. Los sistemas no lineales toman en cuenta las deformaciones plásticas, y algunos incluso son capaces de verificar si se presentaría fractura en el material. Algunos tipos de análisis ingenieriles comunes que usan el método de los elementos finitos son:
• Análisis estático: se emplea cuando la estructura está sometida a acciones estáticas, es decir, no dependientes del tiempo.
• Análisis vibracional: es usado para analizar la estructura sometida a vibraciones aleatorias, choques e impactos. Cada una de estas acciones puede actuar en la frecuencia natural de la estructura y causar resonancia y el consecuente fallo.
• Análisis de fatiga: ayuda a los diseñadores a predecir la vida del material o de la estructura, prediciendo el efecto de los ciclos de carga sobre el espécimen. Este análisis puede mostrar las áreas donde es más probable que se presente una grieta. El análisis por fatiga puede también predecir la tolerancia al fallo del material.
3.6.5 Resultados del MEF. El MEF se ha vuelto una solución para la tarea de predecir los fallos debidos a tensiones desconocidas enseñando los problemas de la distribución de tensiones en el material y permitiendo a los diseñadores ver todas las tensiones involucradas. Este método de diseño y prueba del producto es mejor al ensayo y error en donde hay que mantener costos de manufactura asociados a la construcción de cada ejemplar para las pruebas. 3.6.6 MEF de Orden Superior. Los últimos avances en este campo indican que su futuro está en métodos de adaptación de orden superior, que responde satisfactoriamente a la creciente complejidad de las simulaciones de ingeniería y satisface la tendencia general la resolución simultánea de los fenómenos con múltiples escalas. Entre las diversas estrategias de adaptación para los elementos finitos, los mejores resultados se pueden lograr con la hp-adaptabilidad. La adaptatividad orientada a un objetivo está basada en la adaptación de la malla de elementos finitos, con el objetivo de mejorar la resolución en una cantidad específica de interés (en lugar de reducir al mínimo el error de la aproximación en alguna norma global), y la hp-adaptabilidad se basa en la combinación de refinamientos espaciales (h-adaptabilidad), con una variación simultánea del orden del polinomio de aproximación (p-adaptabilidad). Existen ejemplos donde la 'hp-adaptabilidad' resultó ser la única manera de resolver el problema en un nivel requerido de exactitud 3.6.6.1 Limitaciones. En general el MEF tal como se usa actualmente tiene algunas limitaciones:
• El MEF calcula soluciones numéricas concretas y adaptadas a unos datos particulares de entrada, no puede hacerse un análisis de sensibilidad sencillo que permita conocer como variará la solución si alguno de los parámetros se altera ligeramente. Es decir,

25
proporciona sólo respuestas numéricas cuantitativas concretas no relaciones cualitativas generales.
• El MEF proporciona una solución aproximada cuyo margen de error en general es desconocido. Si bien algunos tipos de problemas permiten acotar el error de la solución, debido a los diversos tipos de aproximaciones que usa el método, los problemas no lineales o dependientes del tiempo en general no permiten conocer el error.
• En el MEF la mayoría de aplicaciones prácticas requiere mucho tiempo para ajustar detalles de la geometría, existiendo frecuentemente problemas de mal condicionamiento de las mallas, desigual grado de convergencia de la solución aproximada hacia la solución exacta en diferentes puntos, etc. En general una simulación requiere el uso de numerosas pruebas y ensayos con geometrías simplificadas o casos menos generales que el que finalmente pretende simularse, antes de empezar a lograr resultados satisfactorios.
3.6.7 Método implícito y método explícito. En problemas dinámicos, donde las magnitudes cambian a lo largo del tiempo, existen diversos métodos para integrar en el tiempo. En ambos métodos se discretiza el tiempo, por lo que se considera la solución sólo para un cierto número de instantes (para el resto de valores del tiempo se puede interpolar la solución por intervalos). La diferencia entre un instante en el que se busca la solución y el siguiente se denomina, paso de tiempo. Las dos principales variantes del cálculo por FEM son:
• Método implícito, que requieren resolver a cada paso de tiempo un sistema de ecuaciones, aunque pueden usarse pasos de tiempo más largos.
• Método explícito, que no requieren resolver un sistema de ecuaciones a cada paso de tiempo, aunque debido a que la convergencia no siempre está asegurada el paso de tiempo debe escogerse convenientemente pequeño.
3.6.7.1 El método implícito. Estos cálculos suelen usarse para el cálculo de rigidez (aunque a veces también se pueden calcular en dinámico). Entre los métodos implícitos algunos son incondicionalmente convergentes (no divergen exponencialmente de la solución exacta) sólo para cierta elección fija de los parámetros del método. Los cálculos por el método implícito (o semi-implícito a la parte más rígida del sistema) requieren mucho más tiempo de computación para dar un paso en el tiempo, ya que deben invertir una matriz de tamaño muy grande, por esto, se suelen emplear métodos iterativos, en vez de métodos directos. En compensación, se pueden usar pasos de tiempo mucho más grandes ya que son estables. 3.6.7.2 El método explícito. Un método explícito es el que no requiere la resolución de un sistema de ecuaciones no trivial a cada paso de tiempo. En estos cálculos se realiza una simulación con modificación de la malla a lo largo del tiempo. En general los métodos explícitos requieren menor tiempo de computación que los métodos implícitos, aunque frecuentemente presentan el problema de no ser incondicionalmente convergentes, y requieren evaluar primero el paso de tiempo máximo para que la computación sea

26
numéricamente estable. Los métodos explícitos suelen ser condicionalmente convergentes, pero no incondicionalmente convergentes, por lo que el paso de tiempo usado en el esquema de diferencias finitas debe ser menor que cierto valor:
(5) Siendo 𝑤𝑘, las frecuencias propias del sistema. Se está realizando un cálculo explícito, se está realizando un análisis dinámico del mecanismo u estructura, en el que suele haber pasos de tiempo muy cortos para que sea estable, aunque se puede lograr una alta precisión para sistemas dinámicos. En los elementos finitos explícitos es preferible el uso de elementos sencillos, como cuadriláteros con un punto de integración y estabilización frente a modos de energía nula, frente a elementos de orden superior. Los métodos explícitos encuentran su campo de aplicación óptimo en problemas de dinámica rápida, en los que se producen fuertes no linealidades y el empleo de intervalos de tiempo pequeños pasa a ser una necesidad. Una ventaja importante del método explícito es la resolución de las ecuaciones a nivel exclusivamente local, sin plantear en ningún momento sistemas de ecuaciones globales acopladas. Esto permite el uso de algoritmos elemento por elemento, que facilitan el cálculo en paralelo. Planteados como métodos de relajación dinámica o relajación viscosa, se enmarcan junto con métodos iterativos de resolución de ecuaciones no lineales, como los métodos de relajación de Gauss-Seidel, o gradiente conjugado pre-condicionado con técnicas de elemento por elemento. Siendo muy interesante para el cálculo en paralelo. 3.7 MODELOS DE PLASTICIDAD BILINEAL [24] 3.7.1 Los modelos no lineales de plasticidad incluidos en ANSYS. El desarrollo de productos o mejora de productos hoy en día requiere alta eficiencia, bajo el dinero, el consumo y la entrega rápida de los resultados. Con el fin de obtener el comportamiento de un real sistema de ingeniería, posibilidades computacionales avanzados se utilizan en la actualidad. Aquellos nos permiten realizar simulaciones y análisis de un componente de ingeniería o sistema, sin tener que fabricarlo (lo que ahorra tiempo, dinero y ofrece una manera fácil de realizar posibles cambios). Las potentes herramientas para la realización de estos son análisis de elementos finitos de software (FEA) paquetes, entre ellos, como uno de los más populares, ANSYS. El objetivo principal de todo FEA es recrear matemáticamente la respuesta de una estructura real o componente a condiciones de carga reales. Hay tres pasos básicos de FEA: la construcción del modelo, la aplicación de cargas y la obtención de la solución, y, por último, la revisión de los resultados. La construcción del modelo, a excepción de la definición de la geometría, requiere el uso de técnicas de generación de malla para dividir problemas complejos en pequeños elementos. Las propiedades, tales como propiedades de los materiales que corresponden a cierto
27
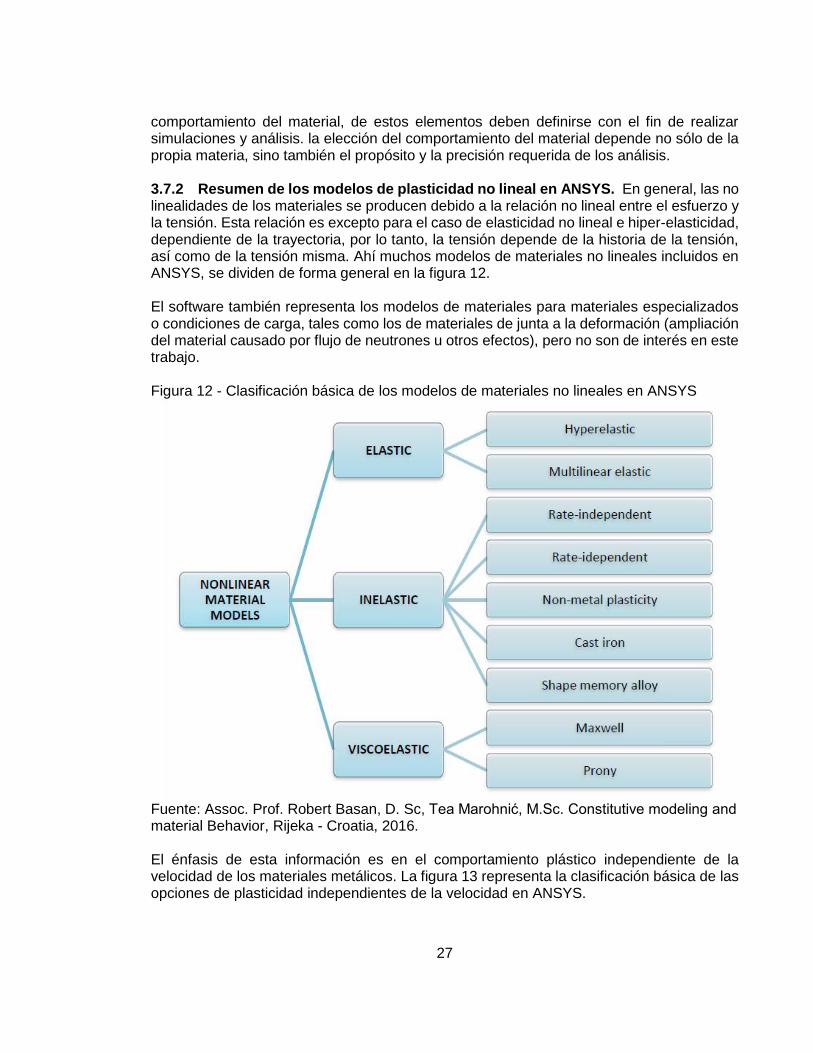
comportamiento del material, de estos elementos deben definirse con el fin de realizar simulaciones y análisis. la elección del comportamiento del material depende no sólo de la propia materia, sino también el propósito y la precisión requerida de los análisis. 3.7.2 Resumen de los modelos de plasticidad no lineal en ANSYS. En general, las no linealidades de los materiales se producen debido a la relación no lineal entre el esfuerzo y la tensión. Esta relación es excepto para el caso de elasticidad no lineal e hiper-elasticidad, dependiente de la trayectoria, por lo tanto, la tensión depende de la historia de la tensión, así como de la tensión misma. Ahí muchos modelos de materiales no lineales incluidos en ANSYS, se dividen de forma general en la figura 12. El software también representa los modelos de materiales para materiales especializados o condiciones de carga, tales como los de materiales de junta a la deformación (ampliación del material causado por flujo de neutrones u otros efectos), pero no son de interés en este trabajo. Figura 12 - Clasificación básica de los modelos de materiales no lineales en ANSYS
Fuente: Assoc. Prof. Robert Basan, D. Sc, Tea Marohnić, M.Sc. Constitutive modeling and material Behavior, Rijeka - Croatia, 2016. El énfasis de esta información es en el comportamiento plástico independiente de la velocidad de los materiales metálicos. La figura 13 representa la clasificación básica de las opciones de plasticidad independientes de la velocidad en ANSYS.
28
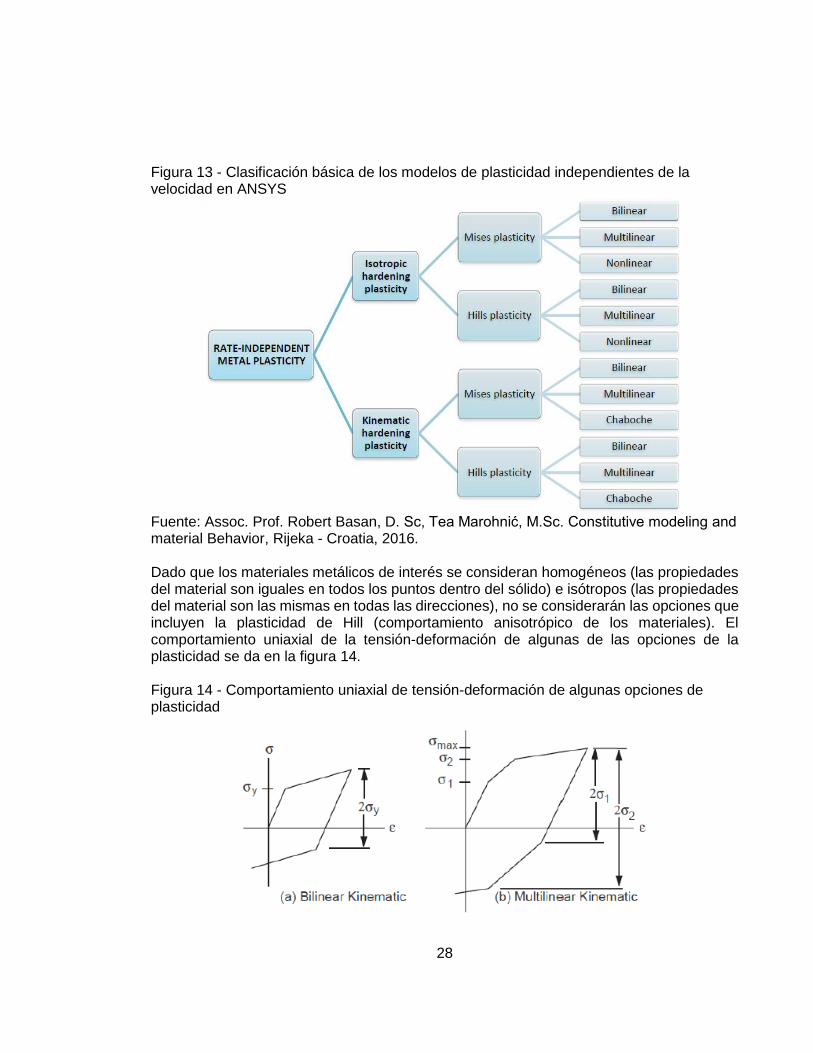
Figura 13 - Clasificación básica de los modelos de plasticidad independientes de la velocidad en ANSYS
Fuente: Assoc. Prof. Robert Basan, D. Sc, Tea Marohnić, M.Sc. Constitutive modeling and material Behavior, Rijeka - Croatia, 2016. Dado que los materiales metálicos de interés se consideran homogéneos (las propiedades del material son iguales en todos los puntos dentro del sólido) e isótropos (las propiedades del material son las mismas en todas las direcciones), no se considerarán las opciones que incluyen la plasticidad de Hill (comportamiento anisotrópico de los materiales). El comportamiento uniaxial de la tensión-deformación de algunas de las opciones de la plasticidad se da en la figura 14. Figura 14 - Comportamiento uniaxial de tensión-deformación de algunas opciones de plasticidad

29
Fuente: Assoc. Prof. Robert Basan, D. Sc, Tea Marohnić, M.Sc. Constitutive modeling and material Behavior, Rijeka - Croatia, 2016. 3.7.3 Modelos de plasticidad endurecimiento isotrópico. 3.7.3.1 Modelos de endurecimiento isotrópico multilineal y bilineal. El comportamiento de endurecimiento isotrópico multilineal ([27], [28], [29]) en el caso uniaxial de carga se da por una curva de deformación vs esfuerzo total, que parte del origen y tiene valores positivos de tensión y deformación (Figura 14 (d)). Se considera que el rendimiento en compresión se produce después de que el esfuerzo cambie por el doble de la tensión máxima alcanzada en tensión. El modelo de endurecimiento isotrópico multilineal utiliza el criterio de rendimiento von Mises con regla de flujo asociativo y endurecimiento isotrópico. Según von Mises, se supone que la tensión equivalente σ𝑒 del material es igual a la tensión de fluencia actual. El esfuerzo equivalente es:
(6)
Donde Sij es el tensor de esfuerzo desviador desviadora. El esfuerzo equivalente von Mises para los materiales metálicos se mediante el esfuerzo desviador (ecuación (7)) puesto que las observaciones experimentales demuestran que la tensión hidrostática tiene efecto despreciable en la deformación plástica.
(7)
30
Donde:
El criterio de fluencia es, por lo tanto:
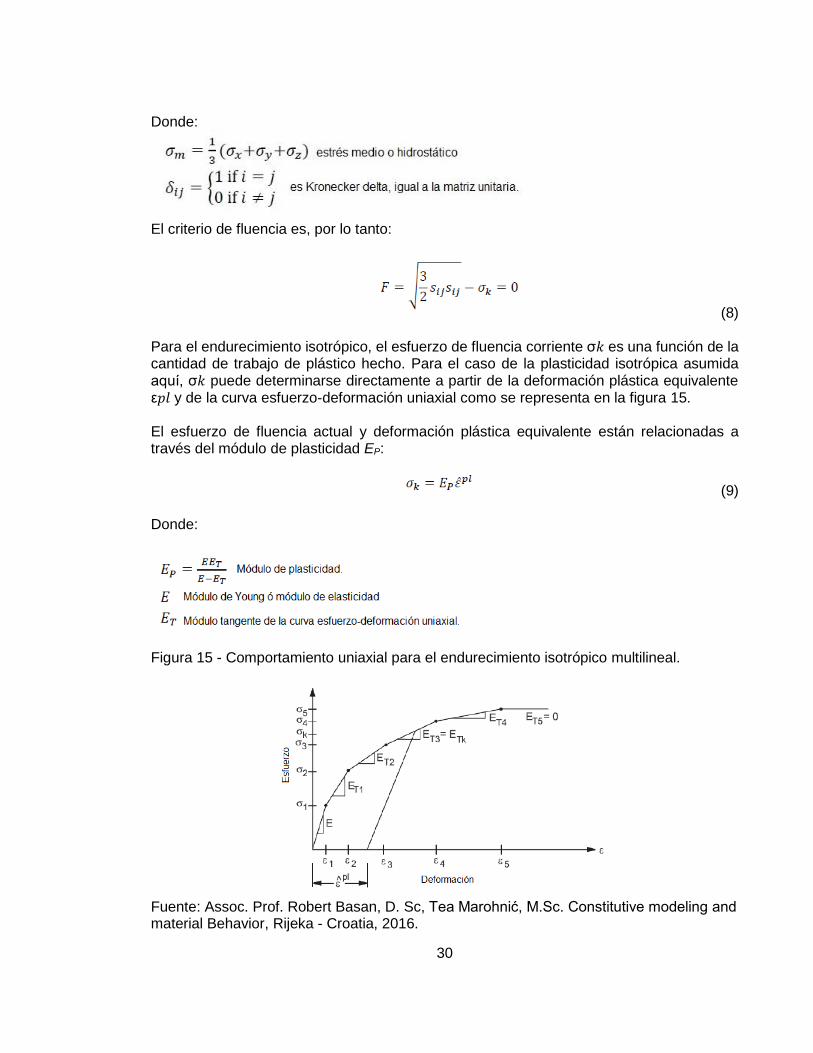
(8) Para el endurecimiento isotrópico, el esfuerzo de fluencia corriente σ𝑘 es una función de la cantidad de trabajo de plástico hecho. Para el caso de la plasticidad isotrópica asumida aquí, σ𝑘 puede determinarse directamente a partir de la deformación plástica equivalente ε𝑝𝑙 y de la curva esfuerzo-deformación uniaxial como se representa en la figura 15. El esfuerzo de fluencia actual y deformación plástica equivalente están relacionadas a través del módulo de plasticidad EP:
(9) Donde:
Figura 15 - Comportamiento uniaxial para el endurecimiento isotrópico multilineal.
Fuente: Assoc. Prof. Robert Basan, D. Sc, Tea Marohnić, M.Sc. Constitutive modeling and material Behavior, Rijeka - Croatia, 2016.

31
La opción de endurecimiento isotrópico bilineal es la misma que el endurecimiento isotrópico multilineal, excepto que se utiliza la curva bilineal (figura 14 (c)). Estas opciones son recomendadas para el análisis de grandes deformaciones, ya que para tensiones grandes (> 5-10% verdaderas deformaciones) el endurecimiento cinemático podría exagerar el efecto Bauschinger. Su aplicación, sin embargo, no es recomendada para ciclos o historias de carga altamente no proporcionales en análisis de pequeña deformación. Ambas opciones requieren la entrada previa de las propiedades del material elástico (módulo de Young 𝐸, que define la pendiente del segmento inicial de la curva, y el coeficiente de Poisson ν). La opción bilineal requiere la entrada de dos constantes, la tensión elástica σ𝑦 y el módulo tangente 𝐸𝑇. A la tensión límite especificada, la curva continúa a lo largo de la segunda pendiente del módulo tangente. El módulo tangente no puede ser menor que cero (plasticidad perfecta) ni mayor que el módulo de Young. La opción de plasticidad multilineal requiere la entrada de puntos de esfuerzo-deformación en la curva (hasta 100 puntos). Dependiendo de la opción, la deformación puede ser implementada como deformación total o deformación plástica. Se pueden definir hasta 20 curvas de entrada dependientes de la temperatura. 3.7.3.2 Modelo de endurecimiento isotrópico no lineal. El modelo de endurecimiento isotrópico no lineal ([27], [28], [29], [30]) supone que después de la elasticidad isotrópica lineal inicial del material, el comportamiento continúa de manera no lineal. Hay dos leyes de endurecimiento disponibles para esta opción, la ley de endurecimiento de Voce y la ley de endurecimiento de potencia no lineal. La ley de endurecimiento de Voce para el comportamiento de endurecimiento isotrópico no lineal se da en forma exponencial. La opción de endurecimiento de Voce es una variación del endurecimiento isotrópico bilineal donde se agrega un término de endurecimiento exponencial de saturación al término lineal (basado en la suposición de que el endurecimiento alcanza finalmente la tensión máxima):
(10)
Donde: 𝑘 = límite elástico 𝑅𝑜, 𝑅∞, 𝑏 = parámetros de los materiales que caracterizan el comportamiento de endurecimiento isotrópico de materiales donde 𝑅𝑜 es el valor inicial del endurecimiento
isotrópico, 𝑅∞ es el valor asintótico del endurecimiento isotrópico (que coincide con el régimen del ciclo estable), mientras que 𝑏 describe la velocidad del endurecimiento isotrópico ciclo de estabilización. ε𝑝𝑙 = deformación plástica equivalente.
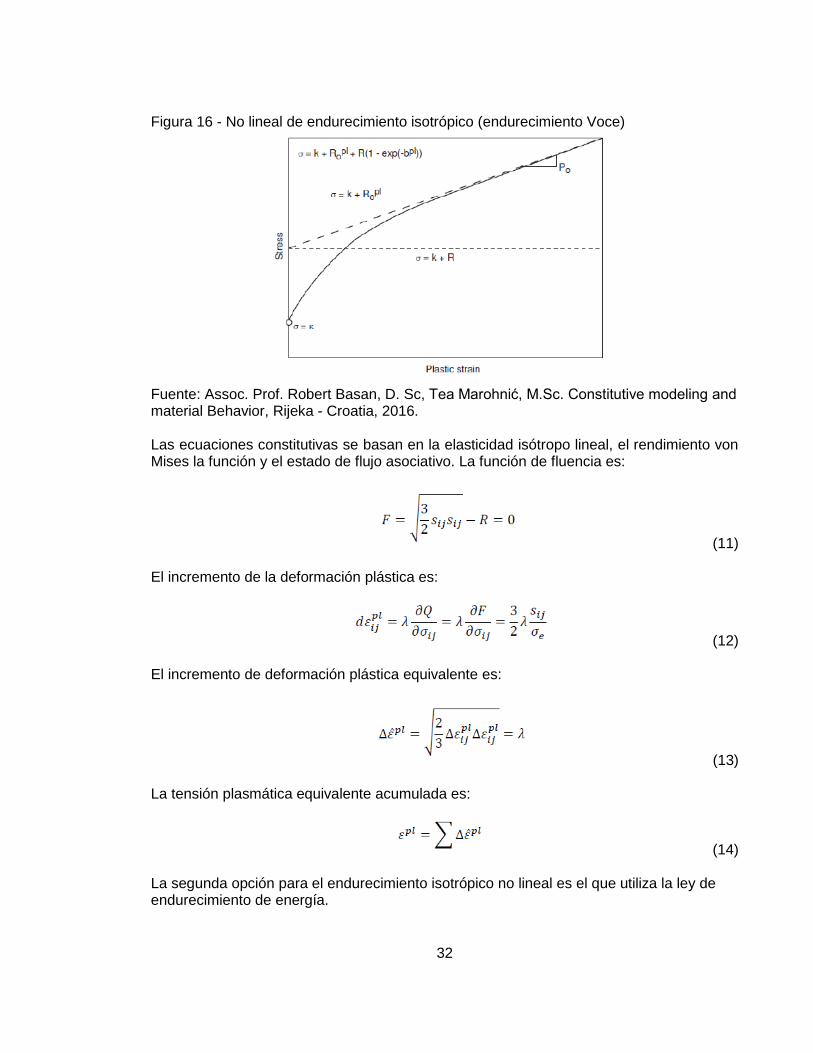
32
Figura 16 - No lineal de endurecimiento isotrópico (endurecimiento Voce)
Fuente: Assoc. Prof. Robert Basan, D. Sc, Tea Marohnić, M.Sc. Constitutive modeling and material Behavior, Rijeka - Croatia, 2016. Las ecuaciones constitutivas se basan en la elasticidad isótropo lineal, el rendimiento von Mises la función y el estado de flujo asociativo. La función de fluencia es:
(11)
El incremento de la deformación plástica es:
(12)
El incremento de deformación plástica equivalente es:
(13)
La tensión plasmática equivalente acumulada es:
(14)
La segunda opción para el endurecimiento isotrópico no lineal es el que utiliza la ley de endurecimiento de energía.

33
(15)
Donde: 𝜎𝑌= Esfuerzo de fluencia actual
𝜎0= Esfuerzo de fluencia inicial 𝐺= Módulo de cizalladura
𝑁= Valor de potencia en la ley de endurecimiento de energía.
= es la deformación plástica equivalente microscópico y se define por
(16)
Donde: ε𝑝𝑙 = tensor de deformación plástico macroscópico · = Cambio de tasa de variables σ𝑖𝑗 = tensor de tensión de Cauchy
𝑓 = porosidad. La primera opción requiere la entrada de 4 parámetros: el límite elástico 𝑘, y tres parámetros
del material 𝑅𝑜, 𝑅∞, 𝑏 = constantes del material. La opción de endurecimiento de potencia requiere la entrada de 2 parámetros, la tensión de rendimiento inicial σ0 y el valor de endurecimiento de potencia 𝑁. Para ambas opciones se pueden definir curvas de tensión-deformación hasta 20 temperaturas. Ambas opciones requieren la entrada previa de las propiedades del material elástico. La opción de endurecimiento isotrópico no lineal es especialmente adecuada para análisis de grandes esfuerzos. No es adecuado para predecir el comportamiento de carga cíclica correctamente. Para predecir el comportamiento de endurecimiento / ablandamiento cíclico, puede combinarse con la opción de endurecimiento cinemático no lineal de Chaboche. La opción de endurecimiento de potencia es principalmente adecuada para modelar la plasticidad dúctil y el daño, cuando se combina con el modelo de Gurson. 3.7.4 Modelos de plasticidad cinemática de endurecimiento. El comportamiento de endurecimiento isotrópico de los materiales generalmente no es útil cuando se simula el comportamiento cíclico de los materiales. No tiene en cuenta el efecto Bauschinger, por lo que predice que después de unos cuantos ciclos el sólido se endurece hasta que responde elásticamente. La ley cinemática de endurecimiento permite la traslación de la superficie de rodadura, sin cambiar su forma o tamaño. Se considera que el rendimiento en compresión se produce después de que el esfuerzo cambie por el doble de la tensión de fluencia inicial alcanzada en tensión (provocando así un ablandamiento del material en compresión). El comportamiento de endurecimiento cinemático es adecuado para simular el comportamiento de carga cíclica de los materiales.

34
3.7.4.1 Modelo clásico bilineal de endurecimiento cinemático. El comportamiento de endurecimiento cinemático bilineal ([27], [28], [29], [30]) en el caso uniaxial de carga es dado por una curva de tensión total-tensión total bilineal que parte del origen y tiene valores positivos de tensión y deformación (figura 14 (a)). El modelo utiliza el criterio de rendimiento de von Mises con la regla de flujo asociativo y la regla de endurecimiento cinemático de Prager. La tensión equivalente es
(17)
donde α𝑖𝑗 es el vector de traslación de la superficie de producción o la "tensión posterior". La ecuación (17) depende de la tensión desviadora, por lo que el rendimiento es independiente del estado de tensión hidrostática. Cuando la tensión de fluencia actual σ𝑒
es igual a la tensión elástica uniaxial σ𝑦, se supone que el material cede. El criterio de fluencia es:
(18)
El rendimiento regla de flujo asociados
(19)
La regla de endurecimiento cinemática de Prager supone que, durante la deformación plástica, el incremento de esfuerzo posterior está en la misma dirección que el incremento de deformación de plástico:
(20)
𝐶 es la constante del material y se puede obtener de la curva uniaxial tensión-deformación. Está relacionado con el módulo de plástico como sigue
(21)
La deformación plástica equivalente depende del historial de carga y se define como:
(22)

35
Donde:
El parámetro de estrés equivalente se define como:
(23)
Si no hay un esfuerzo plástico ,entonces el parámetro de estrés equivalente es igual a la tensión de fluencia. La entrada de parámetros es similar a la del endurecimiento isotrópico bilineal. Esta opción requiere la entrada previa de las propiedades del material elástico (módulo de Young 𝐸, que define la pendiente del segmento inicial de la curva, y el coeficiente de Poisson ν) y dos constantes, el límite de elasticidad σ𝑦 y el módulo tangente 𝐸𝑇. A la tensión límite especificada, la curva continúa a lo largo de la segunda pendiente del módulo tangente. El módulo tangente no puede ser menor que cero (plasticidad perfecta) ni mayor que el módulo de Young. Estos pueden ser introducidos a diversas temperaturas. Existen dos sub-opciones adicionales para el endurecimiento cinemático bilineal:
• La regla de endurecimiento de Rice, que toma en cuenta la relajación del esfuerzo con aumento de temperatura,
• La opción sin relajación de la tensión con un aumento de la temperatura (no se recomienda para problemas no isotérmicas).
La opción de endurecimiento cinemático bilineal se recomienda para el uso general de pequeñas deformaciones para materiales que obedecen a los criterios de rendimiento de von Mises (la mayoría de los metales), y no se recomienda para aplicaciones de gran deformación. La verdadera pendiente esfuerzo-deformación de la mayoría de los metales usualmente cambia con el aumento de la deformación que el modelo bilineal no tiene en cuenta debido a su simple representación. 3.7.4.2 Modelo de endurecimiento cinemático multilineal. La opción de endurecimiento cinemático multilineal se basa en el modelo de Besseling (subcapa o modelo de superposición) ([27], [28], [29], [31], [32]). Este modelo supone que un volumen elemental de material elastoplástico está compuesto de varias porciones (o subvolúmenes) con igual módulo de elasticidad y deformación total común, pero diferentes valores de elasticidad. Se supone que cada subvolumen presenta un comportamiento simple, perfectamente plástico, pero cuando se combina, el modelo puede representar un comportamiento complejo como una curva de esfuerzo-deformación multilineal que exhibe el efecto de Bauschinger (endurecimiento cinemático) (Figura 14b y Figura 17).

36
La diferencia entre los esfuerzos de fluencia de cada subvolumen produce un cambio gradual del flujo de plástico de un elemento tras otro, causando microesfuerzos residuales después del alivio (responsable del efecto Bauschinger).
La porción del volumen total (el factor de ponderación) y la tensión de fluencia para cada subvolumen se determinan haciendo coincidir la respuesta del material con la curva de esfuerzo-deformación uniaxial. Se supone que el material es perfectamente plástico de material de von Mises. El factor de ponderación para el subvolumen k es
(24)
Donde 𝑤𝑘 es el factor de ponderación (porción del volumen total) para el subvolumen k y
se evalúa secuencialmente de 1 al número de subvolúmenes, 𝐸𝑇𝑘 es la pendiente del enésimo segmento de la curva tensión-deformación (véase la figura 17) y Σ𝑤𝑛 es la suma de los factores de ponderación para subvolúmenes previamente evaluados.
El comportamiento uniaxial se describe como la interacción del esfuerzo y la deformación que comienza desde el origen, con valores de deformación y tensiones positivas. La pendiente del primer segmento corresponde al módulo de Young. Los módulos tangentes de otros segmentos de curva no pueden ser mayores que la pendiente inicial, ni menores que cero. Se supone que la pendiente de la curva más allá del último punto de datos de esfuerzo-deformación definido es cero (plasticidad perfecta). Figura 17 - Comportamiento uniaxial para cinemática multilineal endurecimiento
Fuente: Assoc. Prof. Robert Basan, D. Sc, Tea Marohnić, M.Sc. Constitutive modeling and material Behavior, Rijeka - Croatia, 2016.
La tensión de fluencia para cada subvolumen está dada por
(25)
37
(ε𝑘, σ𝑘) es el punto de ruptura en la curva tensión-deformación. El número de subvolumen, 𝑁𝑠𝑣, corresponde al número de puntos de interrupción especificados.
El incremento en la deformación plástica Δε𝑖𝑗, 𝑘𝑝𝑙 para cada subvolumen se calcula usando un criterio de rendimiento von Mises con la regla de flujo asociada. Se sigue la especialización para el endurecimiento cinemático bilineal, pero dado que cada subvolumen es elástico-perfectamente plástico, 𝐶 y por lo tanto α𝑖𝑗 es cero. El incremento de deformación plástica para todo el volumen es la suma de los incrementos de subvolumen:
(26)
La deformación plástica de corriente y la tensión elástica para todo el volumen son:
(27)
(28)
es la cepa de prueba, es decir, la cepa total menos la deformación plástica de anterior punto de tiempo. Hay dos sub-opciones disponibles para la opción de endurecimiento cinemático multilineal, que difieren con respecto a la entrada y su uso. La deformación plástica equivalente ε𝑝𝑙 se define mediante la ecuación (22) y el parámetro de tensión equivalente σ𝑒𝑝𝑙 se calcula evaluando la curva tensión-deformación de entrada en ε𝑝𝑙 (después de ajustar la curva para la componente de deformación elástica).
Existen dos subopciones disponibles para la opción de endurecimiento cinemático multilineal, que difieren en cuanto a la entrada y el uso. La primera opción (MKIN) tiene algunas restricciones:
• Se pueden definir hasta cinco curvas de esfuerzo-deformación dependientes de la temperatura
• Por una curva, sólo se pueden utilizar cinco puntos de datos
• Cada curva esfuerzo-deformación debe tener el mismo conjunto de valores de deformación.
La otra opción (KINH) permite al usuario definir curvas de esfuerzo-deformación con más número de puntos de datos a más niveles de temperatura (si es necesario):
• Se pueden definir hasta cuarenta curvas de esfuerzo-deformación dependientes de la temperatura
38
• Por una curva, se pueden utilizar veinte puntos de datos (si se definen más curvas de esfuerzo-deformación, cada curva debe contener el mismo número de puntos)
• La deformación puede ser introducida como deformación total o tensión plástica. Estas opciones no se recomiendan para análisis de deformaciones grandes. 3.7.4.3 Modelo de endurecimiento cinemático no lineal. El modelo de endurecimiento cinemático no lineal ([27], [28], [29], [33], [34]) implementado en ANSYS es en realidad la versión independiente de la velocidad del modelo de endurecimiento cinemático no lineal de Chaboche. Las ecuaciones constitutivas se basan en la elasticidad lineal, la función de rendimiento de von Mises y la regla del flujo asociativo. El modelo puede utilizarse para simular el endurecimiento monotónico y el efecto Bauschinger (como los modelos de endurecimiento cinemático bilineal y multilineal), pero también el efecto de trinquete (descrito en 3.2.2). El Modelo también permite la superposición de varios modelos cinemáticos, así como modelos de endurecimiento isotrópico con el fin de simular el complicado comportamiento plástico cíclico de materiales, como el endurecimiento cíclico o el ablandamiento y el trinquete o shakedown.
El modelo utiliza el criterio de rendimiento von Mises con la regla de flujo asociada. La función de fluencia es:
(29)
donde R es una variable de endurecimiento isotrópico. La regla de flujo es:
(30)
El esfuerzo posterior α𝑖𝑗 (movimiento de la superficie de rotación a través del espacio de tensión) es la superposición de varios modelos cinemáticos como:
(31)
donde 𝑛 es el número de modelos cinemáticos a superponer. La evolución del esfuerzo posterior (la regla cinemática de endurecimiento) para cada componente se define como:
(32)
39
Donde ε𝑝𝑙 es la deformación plástica acumulada, θ es la temperatura, y 𝐶𝑘, γ𝑘 (𝑘 = 1,2, ...,
𝑛) son parámetros de material de endurecimiento cinemático Chaboche para pares 𝑛. Estos pueden diferir significativamente para varios modelos cinemáticos (factores 5 a 20 entre ellos).
El primer término de la ecuación (32) es la regla de endurecimiento cinemático lineal de Prager, que describe la evolución del esfuerzo posterior con la deformación plástica. Como la regla de Prager no describe suficientemente la relación entre el estrés trasero y la evolución de la tensión plástica, Armstrong y Frederick añadieron el término de recuperación dinámica (segundo término en la ecuación (32)). Da un recuerdo, o un efecto de memoria evanescente y actúa con la deformación plástica. Estos dos juntos dan la regla de endurecimiento cinemática no lineal de Armstrong-Frederick. El tercer término representa la recuperación estática o del tiempo. Es independiente de la tensión plástica y está activado térmicamente. De acuerdo con la ecuación (31), Chaboche sugirió la descomposición de la regla de endurecimiento de Armstrong-Frederick para describir mejor tres segmentos críticos del bucle de histéresis estable:
• El módulo inicial al dar inicio
• Transición no lineal después de que el rendimiento haya comenzado hasta que la curva se vuelva lineal otra vez
• Segmento lineal de la curva en el rango de las cepas más grandes.
La regla de flujo asociada produce:
(33)
El incremento de deformación plástica (ecuación (30)) es entonces:
(34)
El incremento de deformación plástica equivalente es entonces:
(35)
La deformación plasmática equivalente acumulada es:
(36)

40
La variable de endurecimiento isotrópico 𝑅, puede definirse por la ley de endurecimiento de Voce
(37)
El comportamiento de endurecimiento del material 𝑅, en la ecuación (28), también puede definirse a través de opciones de endurecimiento isotrópico bilineal o multilineal.
El modelo requiere la entrada de propiedades elásticas del material. La magnitud de endurecimiento isotrópico 𝑅 se introduce como el límite de elasticidad del material. Cuando el modelo se combina con uno del modelo de endurecimiento isotrópico, 𝑅 se anula. Dependiendo del número de modelo cinemático solicitado (𝑛), se deben insertar pares 𝐶𝑘
y γ𝑘. Pueden superponerse hasta cinco modelos cinemáticos.

41
4. INGENIERÍA DEL PROYECTO 4.1 FASE DE DISEÑO. 4.1.1 Sub-fase Diseño Detallado. En esta etapa del proyecto se tiene en cuenta la composición química del acero SAE 1020, ya que este material básicamente es hierro (Fe) y carbono (C) y no presenta tantos contaminantes que nos puedan afectar los resultados o incrementar el número de variables al momento de caracterizar los componentes de la microestructura del material al ya ser tratado térmicamente. Es importante conocer las temperaturas intercríticas para lograr los cambios de fase del material y así mismo definir la curva del tratamiento térmico para las probetas. Antes de calcular las temperaturas intercríticas debemos conocer la composición química del material, para ello consultamos la norma técnica ASTM A29/A29M-15, esta nos indica los rangos de la composición química del SAE 1020 con la que se fabrica, indicándose en la tabla 6. Tabla 6 - Composición química del SAE 1020 (ASTM A29)
SAE 1020 ASTM A29
Componente Porcentaje %
C 0.18-0.23
Mn 0.3-0.6
P 0.04 Max
S 0.05 Max
Fuente: ASTM A29/A29M – 15 (2015). Standard Specification for General Requirements for Steel Bars, Carbon and Alloy, Hot-Wrought. USA a. Diseño de la curva del tratamiento intercrítico. Para que el material alcance la microestructura DP (dual-phase), debemos llevarlo al rango α + γ del diagrama hierro carbono (Fe-C), el cual se encuentra dentro de las temperaturas intercríticas Ac1 y Ac3, posteriormente enfriar rápidamente para convertir la austenita presente en martensita, para obtener dos fases a temperatura ambiente (Ferrita + Martensita). Conociendo la composición química del material podemos calcular las temperaturas intercríticas, para luego diseñar la secuencia del tratamiento térmico aplicable a las probetas. A continuación, se describen las ecuaciones aplicadas.

42
Temperatura Ac1 para el SAE 1020 teórico [5] 𝑨𝑪𝟏(°𝑪) = 723 − 7.08𝑀𝑛 + 37.7𝑆𝑖 + 18.1 𝐶𝑟 + 44.2𝑀𝑜 + 8.95𝑁𝑖 + 50.1𝑉 + 21.7𝐴𝑙 +3.18𝑊 + 297𝑆 − 830𝑁 − 11.5𝐶𝑆𝑖 − 14.0𝑀𝑛𝑆𝑖 − 3.10𝑆𝑖𝐶𝑟 − 57.9𝐶𝑀𝑜 − 15.5𝑀𝑛𝑀𝑜 −5.28𝐶𝑁𝑖 − 6.0𝑀𝑛𝑁𝑖 + 6.77𝑆𝑖𝑁𝑖 − 0.80𝐶𝑟𝑁𝑖 − 27.4𝐶𝑉 + 𝑀𝑜𝑉 − 0.84𝐶𝑟2 − 3.46𝑀𝑜2 −0.46𝑁𝑖2 − 28𝑉2 (38)
𝑨𝑪𝟏(°𝑪) = 734,6 Temperatura Ac3 [5] 𝑨𝒄𝟑(°𝑪) = 912 − 370𝐶 − 27.4𝑀𝑛 + 27.3𝑆𝑖 − 6.35𝐶𝑟 − 37.2𝑁𝑖 + 95.2𝑉 + 190𝑇𝑖 + 72.0𝐴𝑙 +64.5𝑁𝑏 + 5.57𝑊 + 332𝑆 + 276𝑃 + 485𝑁 − 900𝐵 + 16.2𝐶𝑀𝑛 + 32.3𝐶𝑆𝑖 + 15.4𝐶𝐶𝑟 +48.0𝐶𝑁𝑖 + 4.32𝑆𝑖𝐶𝑟 − 17.3𝑆𝑖𝑀𝑜 − 18.6𝑆𝑖𝑁𝑖 + 4.80𝑀𝑛𝑁𝑖 + 40.5𝑀𝑜𝑉 + 174𝐶2 + 2.46𝑀𝑛2 −6.86𝑆𝑖2 + 0.322𝐶𝑟2 + 9.90𝑀𝑜2 + 1.24𝑁𝑖2 + 60.2𝑉2 (39)
𝑨𝑪𝟑(°𝑪) = 862.3 Obteniendo las temperaturas AC1 y AC3 se diseña la curva del tratamiento térmico para llevar las probetas dentro del campo α + γ del diagrama Fe-C y también los tiempos de incremento de temperatura, sostenimiento y enfriamiento en la pieza. A continuación, se describe la información de la curva del tratamiento térmico. Tabla 7 - Datos curva del tratamiento térmico intercrítico
Tiempo (Minutos) Temperatura (°C)
0 20
35 750
40 750
41 765
66 765
71 30
90 20

43
Figura 18 - Curva tratamiento térmico con la composición química del SAE 1020
Se debe tener presente que las temperaturas AC1 y AC3 están calculadas de acuerdo con la composición química dada por la norma ASTM A29/A29M-15 y estas pueden verse afectadas por la composición química real del material comprado. b. Diseño del protocolo de pruebas metalográficas. Para el diseño del protocolo de pruebas metalográficas se definieron las actividades a desarrollar para obtener las fotografías de la microestructura del SAE 1020 tratado térmicamente, pasando desde su compra, fabricación, tratamiento térmico y toma de la fotografía, describiéndose así:
• Compra del material a tratar y posteriormente realizar las pruebas metalográficas.
• Caracterizar los componentes del material comprado.
• Medir y registrar la dureza del material.
• Fabricación de las probetas de acuerdo con el plano (Anexo 01).
• Tratar térmicamente las probetas de acuerdo con la curva del tratamiento.
• Identificar las probetas
• Medir y registrar la dureza de cada una de las probetas.
• Pulir las probetas con lijas de agua en las calidades 150 – 300 – 600 – 1200.
• Pulir las probetas hasta acabado espejo (Ra 0.05µm).
• Atacar las probetas con Nital (97% Etanol y 3% Ácido Nítrico HNO3), durante 3~4 segundos.
• Lavar inmediatamente con agua la probeta atacada con nital y posteriormente secar con aire seco.
20
765
765
3020
734,6 734,6
862,3 862,3
0
100
200
300
400
500
600
700
800
900
1000
0 20 40 60 80 100
TEM
PER
ATU
RA
(°C
)
TIEMPO (MINUTOS)
Curva Tratamiento Térmico
Temperatura °C Ac1 Ac3
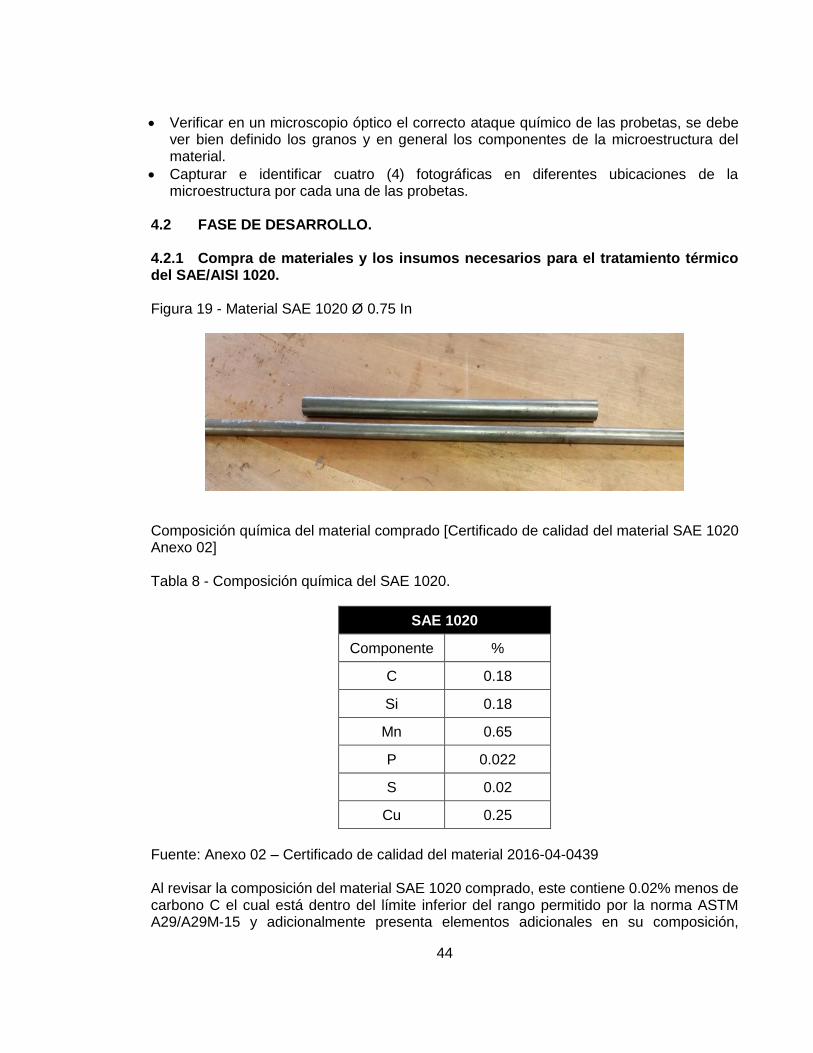
44
• Verificar en un microscopio óptico el correcto ataque químico de las probetas, se debe ver bien definido los granos y en general los componentes de la microestructura del material.
• Capturar e identificar cuatro (4) fotográficas en diferentes ubicaciones de la microestructura por cada una de las probetas.
4.2 FASE DE DESARROLLO. 4.2.1 Compra de materiales y los insumos necesarios para el tratamiento térmico del SAE/AISI 1020. Figura 19 - Material SAE 1020 Ø 0.75 In
Composición química del material comprado [Certificado de calidad del material SAE 1020 Anexo 02] Tabla 8 - Composición química del SAE 1020.
SAE 1020
Componente %
C 0.18
Si 0.18
Mn 0.65
P 0.022
S 0.02
Cu 0.25
Fuente: Anexo 02 – Certificado de calidad del material 2016-04-0439 Al revisar la composición del material SAE 1020 comprado, este contiene 0.02% menos de carbono C el cual está dentro del límite inferior del rango permitido por la norma ASTM A29/A29M-15 y adicionalmente presenta elementos adicionales en su composición,
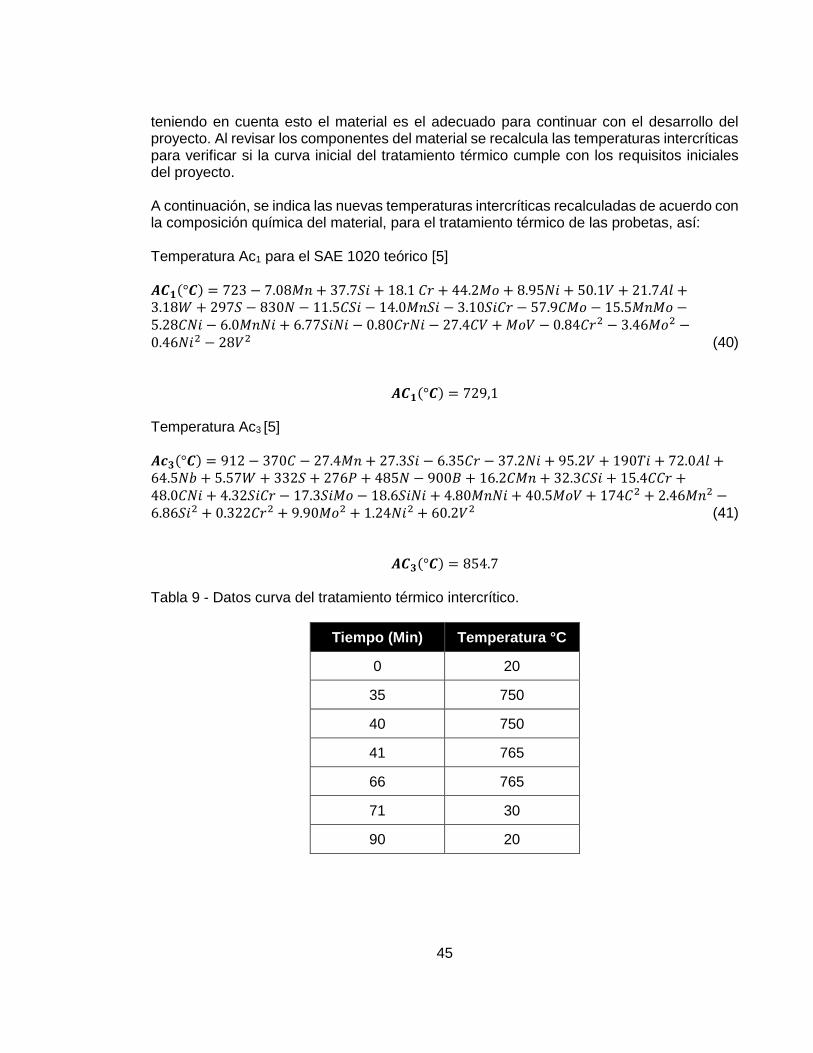
45
teniendo en cuenta esto el material es el adecuado para continuar con el desarrollo del proyecto. Al revisar los componentes del material se recalcula las temperaturas intercríticas para verificar si la curva inicial del tratamiento térmico cumple con los requisitos iniciales del proyecto. A continuación, se indica las nuevas temperaturas intercríticas recalculadas de acuerdo con la composición química del material, para el tratamiento térmico de las probetas, así: Temperatura Ac1 para el SAE 1020 teórico [5] 𝑨𝑪𝟏(°𝑪) = 723 − 7.08𝑀𝑛 + 37.7𝑆𝑖 + 18.1 𝐶𝑟 + 44.2𝑀𝑜 + 8.95𝑁𝑖 + 50.1𝑉 + 21.7𝐴𝑙 +3.18𝑊 + 297𝑆 − 830𝑁 − 11.5𝐶𝑆𝑖 − 14.0𝑀𝑛𝑆𝑖 − 3.10𝑆𝑖𝐶𝑟 − 57.9𝐶𝑀𝑜 − 15.5𝑀𝑛𝑀𝑜 −5.28𝐶𝑁𝑖 − 6.0𝑀𝑛𝑁𝑖 + 6.77𝑆𝑖𝑁𝑖 − 0.80𝐶𝑟𝑁𝑖 − 27.4𝐶𝑉 + 𝑀𝑜𝑉 − 0.84𝐶𝑟2 − 3.46𝑀𝑜2 −0.46𝑁𝑖2 − 28𝑉2 (40)
𝑨𝑪𝟏(°𝑪) = 729,1 Temperatura Ac3 [5] 𝑨𝒄𝟑(°𝑪) = 912 − 370𝐶 − 27.4𝑀𝑛 + 27.3𝑆𝑖 − 6.35𝐶𝑟 − 37.2𝑁𝑖 + 95.2𝑉 + 190𝑇𝑖 + 72.0𝐴𝑙 +64.5𝑁𝑏 + 5.57𝑊 + 332𝑆 + 276𝑃 + 485𝑁 − 900𝐵 + 16.2𝐶𝑀𝑛 + 32.3𝐶𝑆𝑖 + 15.4𝐶𝐶𝑟 +48.0𝐶𝑁𝑖 + 4.32𝑆𝑖𝐶𝑟 − 17.3𝑆𝑖𝑀𝑜 − 18.6𝑆𝑖𝑁𝑖 + 4.80𝑀𝑛𝑁𝑖 + 40.5𝑀𝑜𝑉 + 174𝐶2 + 2.46𝑀𝑛2 −6.86𝑆𝑖2 + 0.322𝐶𝑟2 + 9.90𝑀𝑜2 + 1.24𝑁𝑖2 + 60.2𝑉2 (41)
𝑨𝑪𝟑(°𝑪) = 854.7 Tabla 9 - Datos curva del tratamiento térmico intercrítico.
Tiempo (Min) Temperatura °C
0 20
35 750
40 750
41 765
66 765
71 30
90 20
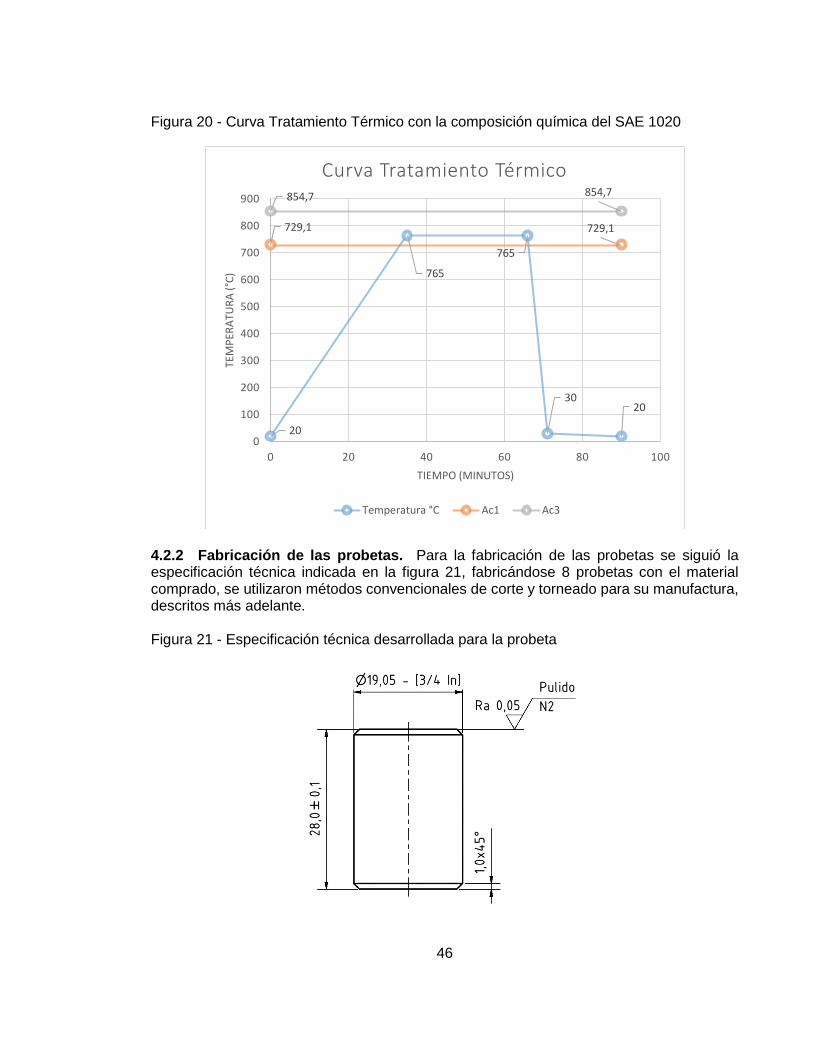
46
Figura 20 - Curva Tratamiento Térmico con la composición química del SAE 1020
4.2.2 Fabricación de las probetas. Para la fabricación de las probetas se siguió la especificación técnica indicada en la figura 21, fabricándose 8 probetas con el material comprado, se utilizaron métodos convencionales de corte y torneado para su manufactura, descritos más adelante. Figura 21 - Especificación técnica desarrollada para la probeta
20
765
765
3020
729,1 729,1
854,7 854,7
0
100
200
300
400
500
600
700
800
900
0 20 40 60 80 100
TEM
PER
ATU
RA
(°C
)
TIEMPO (MINUTOS)
Curva Tratamiento Térmico
Temperatura °C Ac1 Ac3
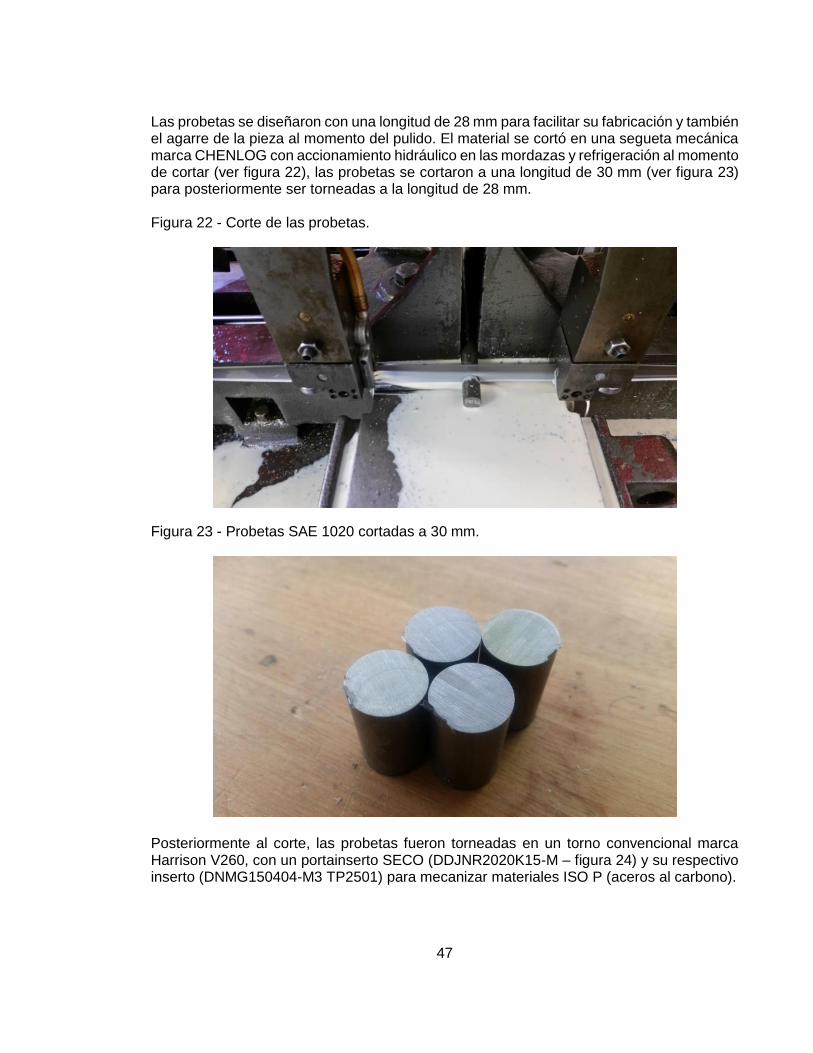
47
Las probetas se diseñaron con una longitud de 28 mm para facilitar su fabricación y también el agarre de la pieza al momento del pulido. El material se cortó en una segueta mecánica marca CHENLOG con accionamiento hidráulico en las mordazas y refrigeración al momento de cortar (ver figura 22), las probetas se cortaron a una longitud de 30 mm (ver figura 23) para posteriormente ser torneadas a la longitud de 28 mm. Figura 22 - Corte de las probetas.
Figura 23 - Probetas SAE 1020 cortadas a 30 mm.
Posteriormente al corte, las probetas fueron torneadas en un torno convencional marca Harrison V260, con un portainserto SECO (DDJNR2020K15-M – figura 24) y su respectivo inserto (DNMG150404-M3 TP2501) para mecanizar materiales ISO P (aceros al carbono).

48
Figura 24 - Herramienta de corte utilizada para el torneado de las probetas.
Se midió la dureza de las probetas, la cual fue de 161 HB / 82,5 HRb en promedio, la que coincide con el certificado de calidad del material (Ver anexo 2).
Figura 25 - Probetas SAE 1020 torneadas a 28 mm.
4.2.3 Tratamiento térmico de las probetas. El servicio del tratamiento térmico se contrató con la empresa “Tratar S.A.S.”, siguiendo la curva del tratamiento térmico diseñado (ver figura 20); La empresa programo el horno de acuerdo con la línea Set_Point (ver figura 26) y posteriormente retiro las probetas del horno de acuerdo con el tiempo definido y las sumergió inmediatamente en agua.

49
Figura 26 - Rampa térmica del horno HAC-1 (Anexo 3)
Se identificaron las 8 probetas y se tomó dureza a cada una de ellas (ver tabla 10); posterior al tratamiento térmico se obtuvo una dureza promedio de 24,9 ± 3 HRc, viéndose afectadas las probetas si comparamos la dureza del material antes de ser tratado. Tabla 10 - Durezas de las probetas SAE 1020 tratadas térmicamente.
TOMA PROBETA - Dureza HRc
1 2 3 4 5 6 7 8
1 19.0 20.0 17.5 14.0 16.5 25.5 25.5 23.0
2 23.0 27.0 22.0 10.5 11.5 27.0 17.0 25.5
3 23.5 20.0 18.5 13.0 13.5 28.0 24.0 16.0
4 21.0 24.0 27.0 19.0 26.0 27.0 27.5 28.0
4.2.4 Pruebas metalográficas y captura de las fotografías. Después del tratamiento térmico se continuó con la preparación de las probetas para la metalografía esto de acuerdo con la norma ASTM E3-11 [18]. Para el proceso de pulido grueso de una de las caras de los cilindros, este se realizó con lijas en diferentes calidades (150 – 300 – 600 – 1200), aplicando pocas cantidades de agua y haciendo el lijado en una sola dirección para minimizar la generación de multi-planos en la superficie de ensayo.

50
Figura 27 - Probetas SAE 1020 con acabado espejo.
El primer pulido fino se realizó en una máquina de pulido con paño de acabado medio aplicando alúmina con una granulometría de 0,3 µm y agua, antes de iniciar el pulido final o de acabado, las probetas se lavaron con agua, alcohol y aire seco, esto con el fin de eliminar la alúmina de granulometría gruesa de la probeta y no contaminar el paño de pulido fino. Posteriormente las probetas se pulieron en un paño de acabado fino aplicando alúmina con una granulometría de 0,05 µm para lograr el acabado espejo y cumplir con lo indicado en el plano (ver figura 27), las probetas se les realiza el mismo proceso de limpieza con agua, alcohol y aire seco para que no presenten machas por la alúmina, y no se oxiden rápidamente. Las probetas se inspeccionan en un microscopio metalográfico (ver figura 28) con el fin de revisar la calidad del pulido y el detalle del grano. Figura 28 - Microscopio metalográfico
Fuente: www.equiposylaboratorio.com – Productos – Microscopios – MOTIC BA310

51
Luego del proceso del pulido fino, las probetas son atacadas con nital el cual es una solución de alcohol etanol 97% y ácido nítrico 3% durante aproximadamente 4 o 5 segundos, esto con el fin de revelar la microestructura del material. Posteriormente se hace la toma de las fotografías en un microscopio metalográfico con cámara digital (Ver figura 29). Figura 29 - Microscopio metalográfico con cámara digital.
Fuente: www.directindustry.es – Productos – Microscopio de medidas – Olympus BXiS Figura 30 - Metalografía SAE 1020 tratado térmicamente.

52
4.2.5 Caracterización de los componentes de la microestructura del material. Analizando los componentes de la microestructura y comparando con la información del atlas de microestructuras del Metal Handbook Volumen 9 Metalografía y Microestructura de la ASM [19], se determinó que está compuesta por ferrita (85 ± 5%) y martensita (15 ± 5%), los porcentajes obtenidos de los componentes se determinaron por medio del conteo de pixeles de tono claro (ferrita) y oscuro (martensita), esta información se logra obtener al convertir la imagen original en monocromo (blanco y negro), ver figura 31, posteriormente con el programa de edición de imágenes (Photoshop), este proporciona información de la imagen como es la cantidad total de pixeles que está compuesta esta; después de realizar la conversión a monocromo de la imagen, el programa permite identificar y seleccionar los pixeles similares de tonalidad proporciona información de estos; el porcentaje de martensita no fue mayor debido a que la temperatura de sostenimiento en el tratamiento térmico de 765°C está muy cerca a la temperatura que empieza a formarse austenita AC1= 729,1°C y con el posterior enfriamiento rápido (temple) de las probetas. Figura 31 - Metalografía SAE 1020 monocromo.
4.2.6 Vectorización y digitalización de las fotografías. Esta etapa del proyecto es la más importante ya que da a cumplir el objetivo principal; y para que sea útil para otros proyectos, se describe este tipo de técnica de vectorización y digitalización de las imágenes obtenidas de la microestructura del SAE 1020, así:
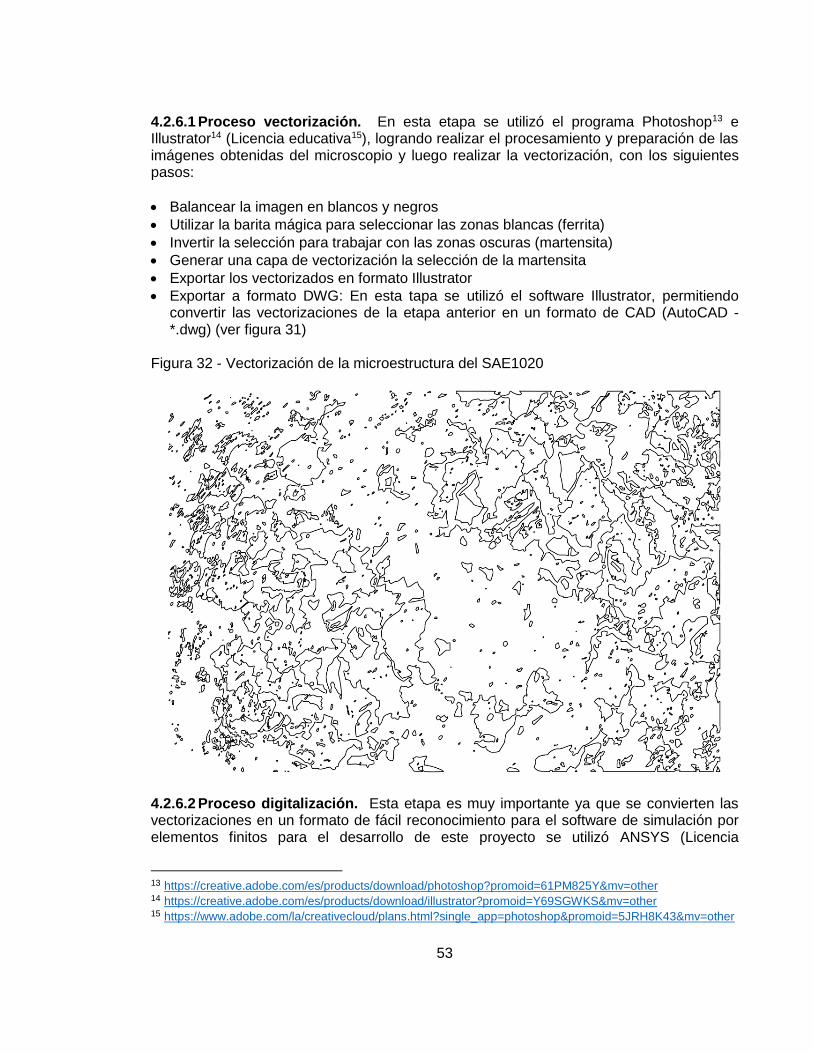
53
4.2.6.1 Proceso vectorización. En esta etapa se utilizó el programa Photoshop13 e Illustrator14 (Licencia educativa15), logrando realizar el procesamiento y preparación de las imágenes obtenidas del microscopio y luego realizar la vectorización, con los siguientes pasos:
• Balancear la imagen en blancos y negros
• Utilizar la barita mágica para seleccionar las zonas blancas (ferrita)
• Invertir la selección para trabajar con las zonas oscuras (martensita)
• Generar una capa de vectorización la selección de la martensita
• Exportar los vectorizados en formato Illustrator
• Exportar a formato DWG: En esta tapa se utilizó el software Illustrator, permitiendo convertir las vectorizaciones de la etapa anterior en un formato de CAD (AutoCAD - *.dwg) (ver figura 31)
Figura 32 - Vectorización de la microestructura del SAE1020
4.2.6.2 Proceso digitalización. Esta etapa es muy importante ya que se convierten las vectorizaciones en un formato de fácil reconocimiento para el software de simulación por elementos finitos para el desarrollo de este proyecto se utilizó ANSYS (Licencia
13 https://creative.adobe.com/es/products/download/photoshop?promoid=61PM825Y&mv=other 14 https://creative.adobe.com/es/products/download/illustrator?promoid=Y69SGWKS&mv=other 15 https://www.adobe.com/la/creativecloud/plans.html?single_app=photoshop&promoid=5JRH8K43&mv=other

54
académica16) por medio del software AutoCAD 2017 (Licencia educativa17), esto se logró por medio de la generación de superficies de los contornos cerrados de las áreas de la martensita y de la matriz de ferrita para su posterior exportación a formato IGES (Initial Graphics Exchange Specification); este tipo de formato es catalogado como un formato neutro de CAD y de fácil reconocimiento para diferentes software de CAD y CAE; con los siguientes pasos:
• Generar superficies de los contornos cerrados
• Realizar la diferencia de las superficies de la martensita con respecto a la ferrita
• Volver a generar las superficies de la martensita
• Exportar en formato *. iges Posteriormente se utiliza el programa Ansys 17.1, con este tipo de programa CAE, se puede someter las microestructuras digitalizadas a esfuerzos de tensión por medio de un análisis de elementos finitos, con los siguientes pasos.
• Cargar el módulo de static structural en Workbench de Ansys 17.1
• Importar el archivo IGES generado en el paso anterior: Al realizar la importación del archivo IGES se le realizó un análisis de verificación para determinar que la superficie generada no presentara defectos típicos como, problemas de interferencia de superficies o fallas en la calidad de la superficie por espacios, separaciones, resolución, detalle, etc.
Figura 33 - Archivo IGES de la microestructura digitalizada en ANSYS.
• Cargar las propiedades de los materiales de cada una de las fases:
Ferrita18 Módulo de Young = 220 GPa [20] y [21] Esfuerzo a la fluencia = 300 MPa Coeficiente de endurecimiento = 1541 MPa Coeficiente Ludwik = 0.39
16 http://www.ansys.com/academic/free-student-products 17 https://www.autodesk.com/education/free-software/autocad 18 M.A.J.H.J. Schellekens (2010). Master Thesis – Microstructural modelling of dual.

55
Martensita19 Módulo de Young = 195 GPa [20] y [21] Esfuerzo a la fluencia = 1500 MPa Coeficiente de endurecimiento = 28750 MPa Coeficiente Ludwik = 0.95 Figura 34 - Propiedades de los materiales cargadas en la microestructura digital.
• Configurar el programa para análisis estático no lineal.
• Generar los atributos de la malla con respecto a las propiedades de los materiales.
• Generar la malla.
Figura 35 - Enmallado de la microestructura digitalizada en ANSYS
19 M.A.J.H.J. Schellekens (2010). Master Thesis – Microstructural modelling of dual.
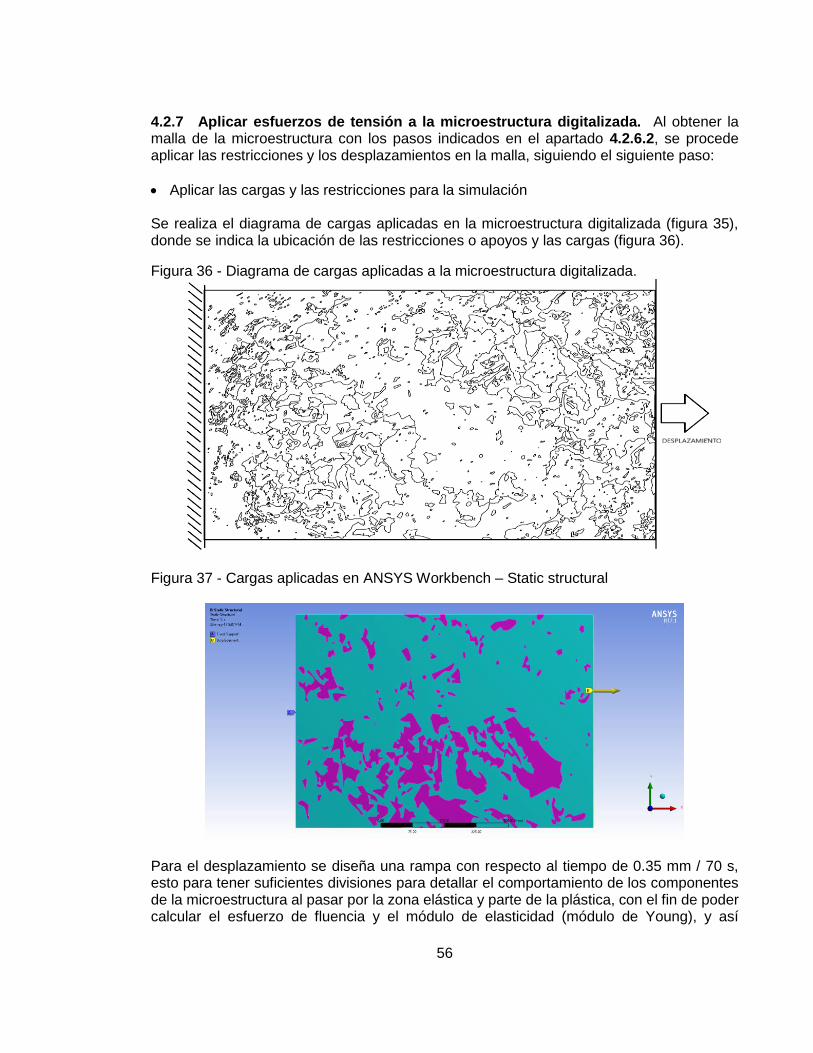
56
4.2.7 Aplicar esfuerzos de tensión a la microestructura digitalizada. Al obtener la malla de la microestructura con los pasos indicados en el apartado 4.2.6.2, se procede aplicar las restricciones y los desplazamientos en la malla, siguiendo el siguiente paso:
• Aplicar las cargas y las restricciones para la simulación Se realiza el diagrama de cargas aplicadas en la microestructura digitalizada (figura 35), donde se indica la ubicación de las restricciones o apoyos y las cargas (figura 36).
Figura 36 - Diagrama de cargas aplicadas a la microestructura digitalizada.
Figura 37 - Cargas aplicadas en ANSYS Workbench – Static structural
Para el desplazamiento se diseña una rampa con respecto al tiempo de 0.35 mm / 70 s, esto para tener suficientes divisiones para detallar el comportamiento de los componentes de la microestructura al pasar por la zona elástica y parte de la plástica, con el fin de poder calcular el esfuerzo de fluencia y el módulo de elasticidad (módulo de Young), y así

57
comparar las gráficas de esfuerzo vs deformación unitaria de la microestructura digitalizada y del SAE 1020 sin tratamiento térmico, Figura 38 - Grafica tiempos vs desplazamiento aplicado a las simulaciones
• Resolver el problema
• Mostrar y analizar los resultados de la simulación. Los resultados obtenidos de la simulación en ANSYS WorkBench de interés fueron deformación total (ver figura 39), esfuerzo equivalente (Von-mises) (ver figura 40). Figura 39 - Análisis de deformación de la microestructura
Las imágenes presentadas de los resultados de las simulaciones están escaladas para apreciar los desplazamientos o deformaciones de la malla.
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0 10 20 30 40 50 60 70
Des
plz
amie
nto
(m
m)
Tiempo (s)
Tiempo Vs Desplazamiento
Tiempo Vs Desplazamiento
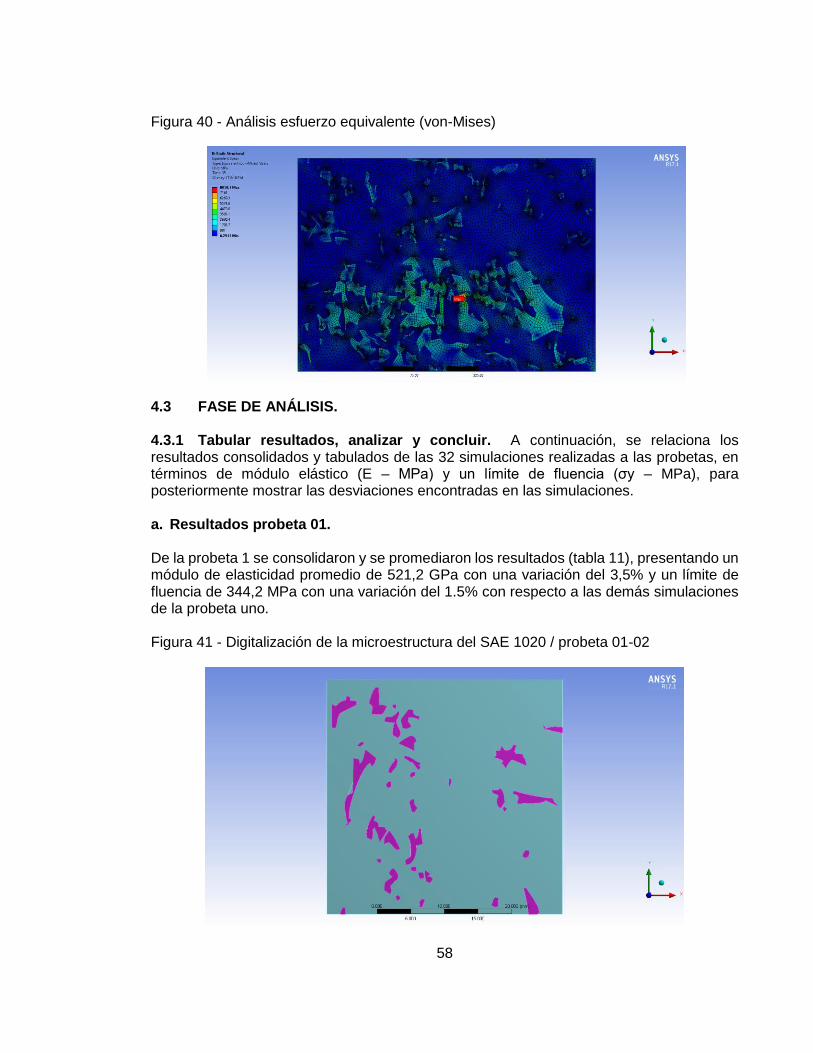
58
Figura 40 - Análisis esfuerzo equivalente (von-Mises)
4.3 FASE DE ANÁLISIS. 4.3.1 Tabular resultados, analizar y concluir. A continuación, se relaciona los resultados consolidados y tabulados de las 32 simulaciones realizadas a las probetas, en términos de módulo elástico (E – MPa) y un límite de fluencia (σy – MPa), para posteriormente mostrar las desviaciones encontradas en las simulaciones. a. Resultados probeta 01. De la probeta 1 se consolidaron y se promediaron los resultados (tabla 11), presentando un módulo de elasticidad promedio de 521,2 GPa con una variación del 3,5% y un límite de fluencia de 344,2 MPa con una variación del 1.5% con respecto a las demás simulaciones de la probeta uno. Figura 41 - Digitalización de la microestructura del SAE 1020 / probeta 01-02

59
Figura 42 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 01-02
Tabla 11 - Datos estadísticos de los resultados de la probeta 01.
PROBETA 1 CONSOLIDADO PROMEDIO
PROBETA E (GPa) σy (MPa) σ MAX (MPa)
Probeta 01-01 546,2 343,3 1443,7
Probeta 01-02 503,2 338,0 580,3
Probeta 01-03 514,2 345,2 669,9
Probeta 01-04 521,4 350,1 658,5
Promedio 521,2 344,2 838,1
Des. Estándar 18,2 5,0 405,7
% Desviación 3,5% 1,5% 48,4%

60
Figura 43 – Diagrama esfuerzo vs deformación consolidado de la probeta 01.
Comparando los resultados promedios de la probeta 1 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb), se evidencia que el módulo de elasticidad es mayor esto debido a que la probeta 1 presenta una dureza mayor, que en promedio es de 21 HRc ± 2 dado por la presencia de martensita en la microestructura, pero revisando los límites de fluencia de las dos gráficas son muy similares 344 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predomina en la simulación y afecta en el límite de fluencia. b. Resultados probeta 02. De la probeta 2 se consolidaron y se promediaron los resultados (tabla 12), presentando un módulo elástico promedio de 565,8 GPa con una variación del 17,0% y un esfuerzo de fluencia de 347 MPa con una variación del 0.8% con respecto a las demás simulaciones de la probeta dos.
0
100
200
300
400
500
600
700
800
900
0,000 0,002 0,004 0,006 0,008 0,010Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Promedio Probeta 01Esfuerzo Vs Deformación
Promedio Probeta 01 SAE 1020 HR (120HV)

61
Figura 44 - Digitalización de la microestructura del SAE 1020 / probeta 02-03
Figura 45 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 02-03
Tabla 12 - Datos estadísticos de los resultados de la probeta 02.
PROBETA 2 CONSOLIDADO PROMEDIO
PROBETA E (GPa) σy (MPa) σ MAX (MPa)
Probeta 02-01 476,4 345,1 871,4
Probeta 02-02 696,0 345,4 1301,4
Probeta 02-03 577,3 346,4 845,0
Probeta 02-04 513,6 351,2 1148,3
Promedio 565,8 347,0 1041,5
Des. Estándar 96,3 2,8 221,0
% Desviación 17,0% 0,8% 21,2%

62
Analizando los resultados promedios de la probeta 2 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb) (figura 37), se evidencia que el módulo de elasticidad es mayor, esto a su mayor dureza que en promedio es de 24 HRc ± 3, dado por la presencia de martensita en la microestructura, al revisar los límites de fluencia de las dos gráficas son muy similares 347 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predomina en la simulación. Figura 46 – Diagrama esfuerzo vs deformación consolidado de la probeta 02.
Analizando los resultados promedios de la probeta 2 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb), se evidencia que el módulo de elasticidad es mayor, esto a su mayor dureza que en promedio es de 24 HRc ± 3, dado por la presencia de martensita en la microestructura, al revisar los límites de fluencia de las dos gráficas son muy similares 347 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predominan en la simulación. c. Resultados probeta 03. De la probeta 3 se consolidaron y se promediaron los resultados (tabla 13), presentando un módulo elástico promedio de 593,2 GPa con una variación del 27,5% y un esfuerzo de fluencia de 340,2 MPa con una variación del 4,6% con respecto a las demás simulaciones de la probeta tres.
0
200
400
600
800
1000
1200
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Promedio Probeta 02Esfuerzo Vs Deformación
Promedio Probeta 02 SAE 1020 HR (120 HV)
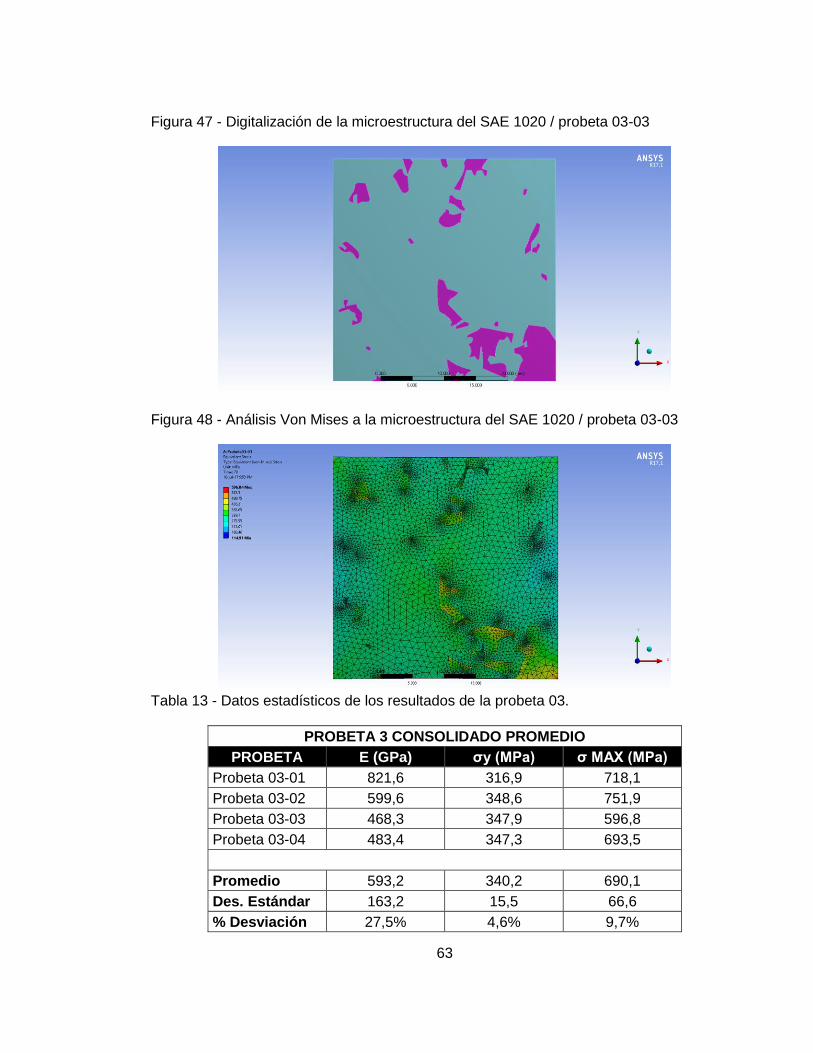
63
Figura 47 - Digitalización de la microestructura del SAE 1020 / probeta 03-03
Figura 48 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 03-03
Tabla 13 - Datos estadísticos de los resultados de la probeta 03.
PROBETA 3 CONSOLIDADO PROMEDIO
PROBETA E (GPa) σy (MPa) σ MAX (MPa)
Probeta 03-01 821,6 316,9 718,1
Probeta 03-02 599,6 348,6 751,9
Probeta 03-03 468,3 347,9 596,8
Probeta 03-04 483,4 347,3 693,5
Promedio 593,2 340,2 690,1
Des. Estándar 163,2 15,5 66,6
% Desviación 27,5% 4,6% 9,7%
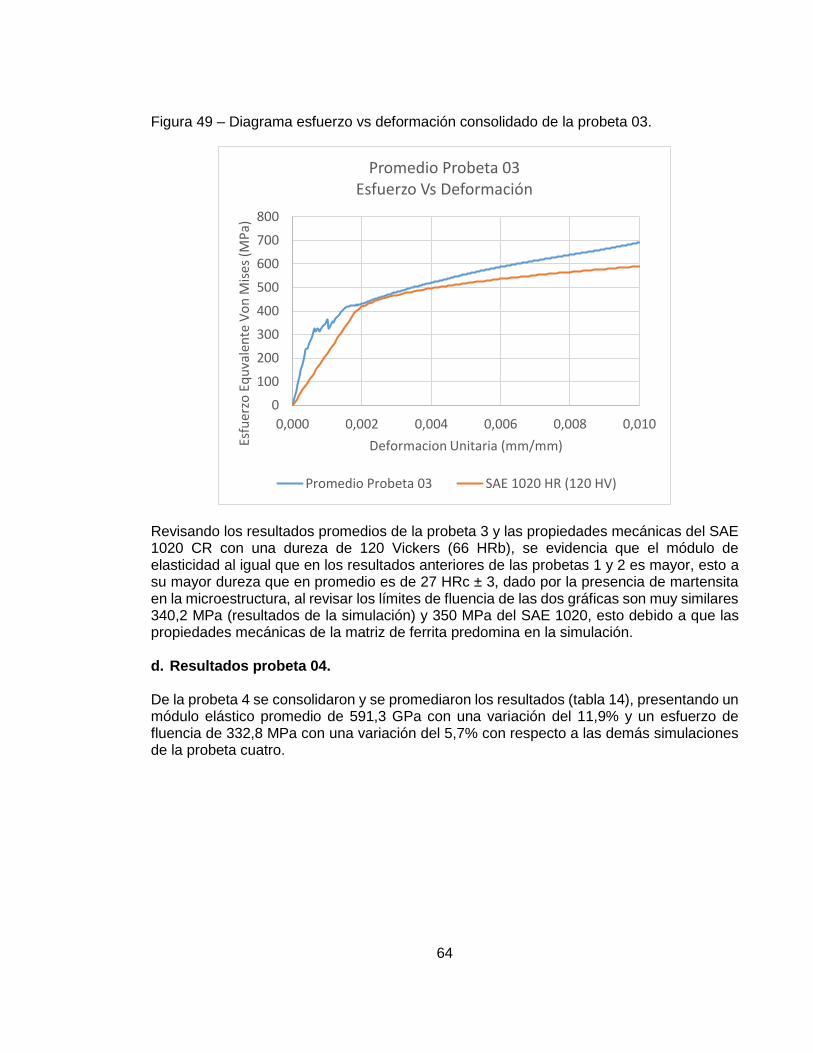
64
Figura 49 – Diagrama esfuerzo vs deformación consolidado de la probeta 03.
Revisando los resultados promedios de la probeta 3 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb), se evidencia que el módulo de elasticidad al igual que en los resultados anteriores de las probetas 1 y 2 es mayor, esto a su mayor dureza que en promedio es de 27 HRc ± 3, dado por la presencia de martensita en la microestructura, al revisar los límites de fluencia de las dos gráficas son muy similares 340,2 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predomina en la simulación. d. Resultados probeta 04. De la probeta 4 se consolidaron y se promediaron los resultados (tabla 14), presentando un módulo elástico promedio de 591,3 GPa con una variación del 11,9% y un esfuerzo de fluencia de 332,8 MPa con una variación del 5,7% con respecto a las demás simulaciones de la probeta cuatro.
0
100
200
300
400
500
600
700
800
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Promedio Probeta 03Esfuerzo Vs Deformación
Promedio Probeta 03 SAE 1020 HR (120 HV)

65
Figura 50 - Digitalización de la microestructura del SAE 1020 / probeta 04-03
Figura 51 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 04-03
Tabla 14 - Datos estadísticos de los resultados de la probeta 04.
PROBETA 4 CONSOLIDADO PROMEDIO
PROBETA E (GPa) σy (MPa) σ MAX (MPa)
Probeta 04-01 623,6 329,6 1499,8
Probeta 04-02 672,4 307,4 1731,5
Probeta 04-03 514,2 345,2 669,9
Probeta 04-04 555,0 348,8 1794,5
Promedio 591,3 332,8 1423,9
Des. Estándar 70,4 18,9 518,4
% Desviación 11,9% 5,7% 36,4%
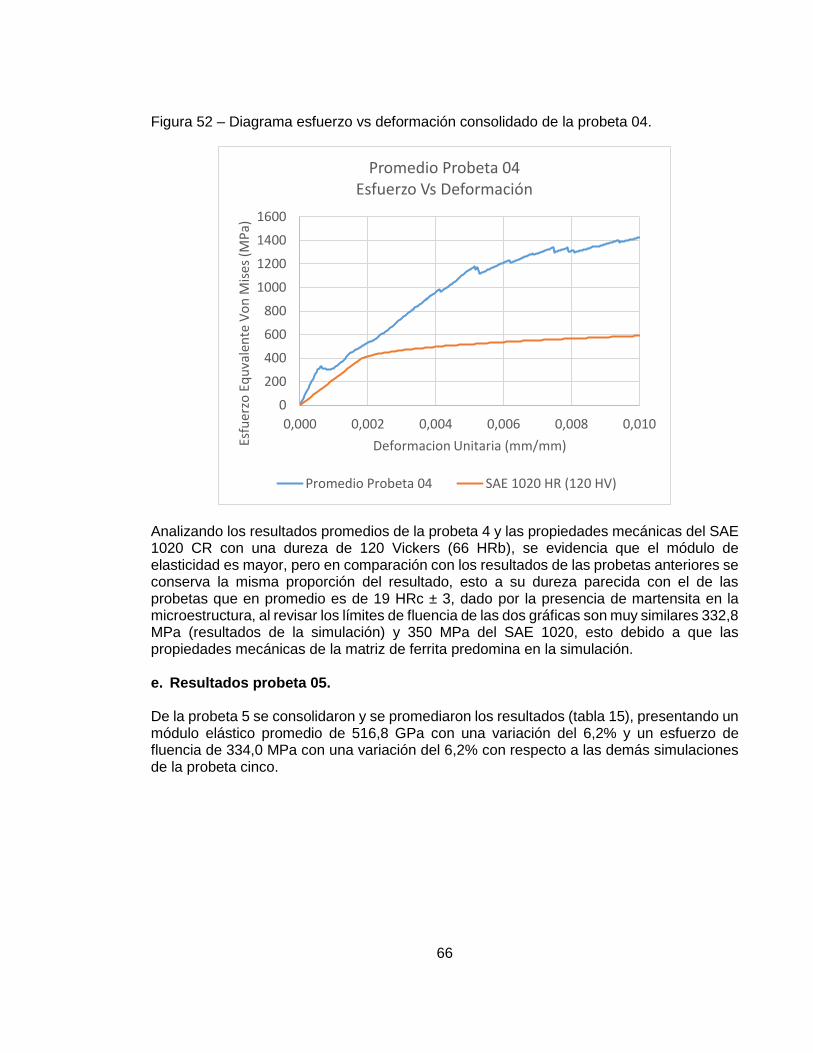
66
Figura 52 – Diagrama esfuerzo vs deformación consolidado de la probeta 04.
Analizando los resultados promedios de la probeta 4 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb), se evidencia que el módulo de elasticidad es mayor, pero en comparación con los resultados de las probetas anteriores se conserva la misma proporción del resultado, esto a su dureza parecida con el de las probetas que en promedio es de 19 HRc ± 3, dado por la presencia de martensita en la microestructura, al revisar los límites de fluencia de las dos gráficas son muy similares 332,8 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predomina en la simulación. e. Resultados probeta 05. De la probeta 5 se consolidaron y se promediaron los resultados (tabla 15), presentando un módulo elástico promedio de 516,8 GPa con una variación del 6,2% y un esfuerzo de fluencia de 334,0 MPa con una variación del 6,2% con respecto a las demás simulaciones de la probeta cinco.
0
200
400
600
800
1000
1200
1400
1600
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Promedio Probeta 04Esfuerzo Vs Deformación
Promedio Probeta 04 SAE 1020 HR (120 HV)

67
Figura 53 - Digitalización de la microestructura del SAE 1020 / probeta 05-01
Figura 54 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 05-01
Tabla 15 - Datos estadísticos de los resultados de la probeta 05.
PROBETA 5 CONSOLIDADO PROMEDIO
PROBETA E (GPa) σy (MPa) σ MAX (MPa)
Probeta 05-01 476,4 345,1 871,4
Probeta 05-02 539,2 338,9 1591,5
Probeta 05-03 545,6 348,4 1585,6
Probeta 05-04 506,2 303,7 1399,0
Promedio 516,8 334,0 1361,9
Des. Estándar 32,0 20,6 339,0
% Desviación 6,2% 6,2% 24,9%

68
Figura 55 – Diagrama esfuerzo vs deformación consolidado de la probeta 05.
Comparando los resultados promedios de la probeta 5 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb), se evidencia que el módulo de elasticidad es mayor siendo de 516,8 GPa, en comparación con los resultados de las probetas anteriores se conserva la misma proporción del resultado, esto a su dureza parecida con el de las probetas que en promedio es de 26 HRc ± 3, dado por la presencia de martensita en la microestructura, al revisar los límites de fluencia de las dos gráficas son muy similares 334,0 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predomina en la simulación. f. Resultados probeta 06. De la probeta 6 se consolidaron y se promediaron los resultados (tabla 16), presentando un módulo elástico promedio de 541,8 GPa con una variación del 5,8% y un esfuerzo de fluencia de 326,1 MPa con una variación del 5,2% con respecto a las demás simulaciones de la probeta seis.
0
200
400
600
800
1000
1200
1400
1600
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Promedio Probeta 05Esfuerzo Vs Deformación
Promedio Probeta 05 SAE 1020 HR (120 HV)
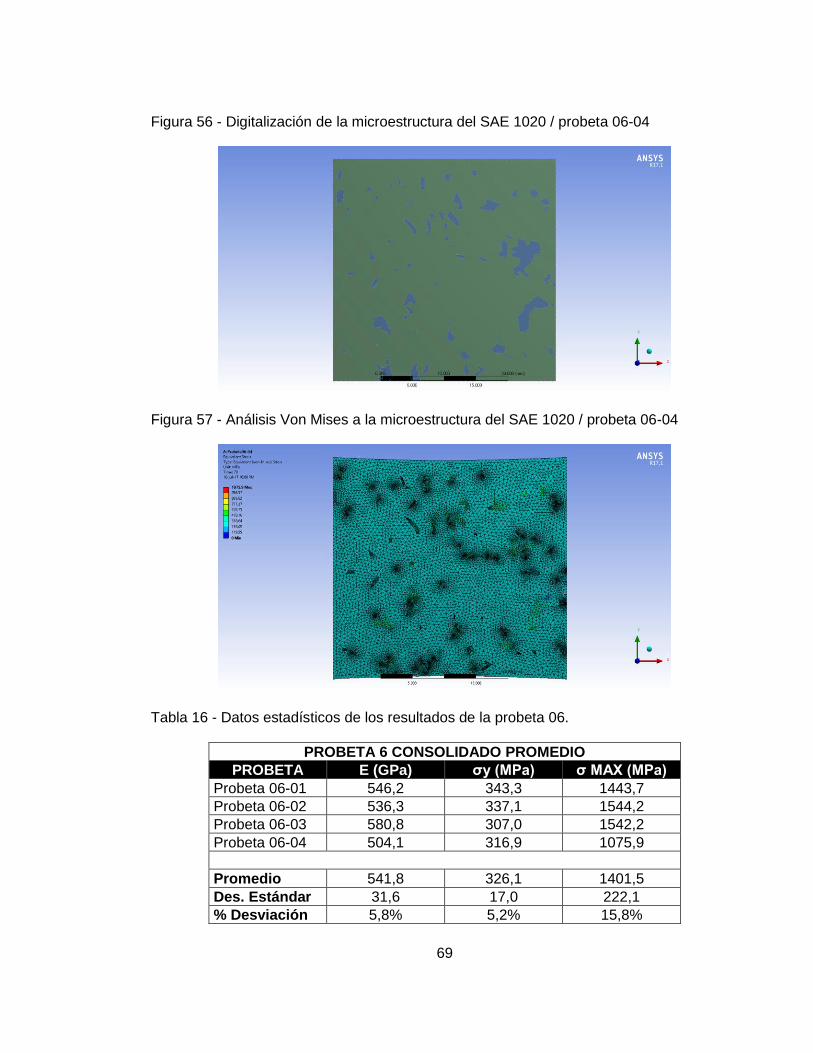
69
Figura 56 - Digitalización de la microestructura del SAE 1020 / probeta 06-04
Figura 57 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 06-04
Tabla 16 - Datos estadísticos de los resultados de la probeta 06.
PROBETA 6 CONSOLIDADO PROMEDIO
PROBETA E (GPa) σy (MPa) σ MAX (MPa)
Probeta 06-01 546,2 343,3 1443,7
Probeta 06-02 536,3 337,1 1544,2
Probeta 06-03 580,8 307,0 1542,2
Probeta 06-04 504,1 316,9 1075,9
Promedio 541,8 326,1 1401,5
Des. Estándar 31,6 17,0 222,1
% Desviación 5,8% 5,2% 15,8%

70
Figura 58 – Diagrama esfuerzo vs deformación consolidado de la probeta 06.
Revisando los resultados promedios de la probeta 6 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb), se evidencia que el módulo de elasticidad es mayor siendo de 541,8 GPa, en comparación con los resultados de las probetas anteriores se conserva la misma proporción del resultado, esto a su dureza parecida con el de las probetas que en promedio es de 27 HRc ± 3, dado por la presencia de martensita en la microestructura, al revisar los límites de fluencia de las dos gráficas son muy similares 326,1 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predomina en la simulación. g. Resultados probeta 07. De la probeta 7 se consolidaron y se promediaron los resultados (tabla 17), presentando un módulo elástico promedio de 539,9 GPa con una variación del 1,6% y un esfuerzo de fluencia de 344,0 MPa con una variación del 1,5% con respecto a las demás simulaciones de la probeta siete.
0
200
400
600
800
1000
1200
1400
1600
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Promedio Probeta 06Esfuerzo Vs Deformación
Promedio Probeta 06 SAE 1020 HR (120 HV)

71
Figura 59 - Digitalización de la microestructura del SAE 1020 / probeta 07-04
Figura 60 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 07-04
Tabla 17 - Datos estadísticos de los resultados de la probeta 07.
PROBETA 7 CONSOLIDADO PROMEDIO
PROBETA E (GPa) σy (MPa) σ MAX (MPa)
Probeta 07-01 547,2 343,9 1516,8
Probeta 07-02 536,5 350,4 1729,6
Probeta 07-03 546,7 343,7 1589,1
Probeta 07-04 529,2 337,9 1118,8
Promedio 539,9 344,0 1488,6
Des. Estándar 8,6 5,1 261,9
% Desviación 1,6% 1,5% 17,6%
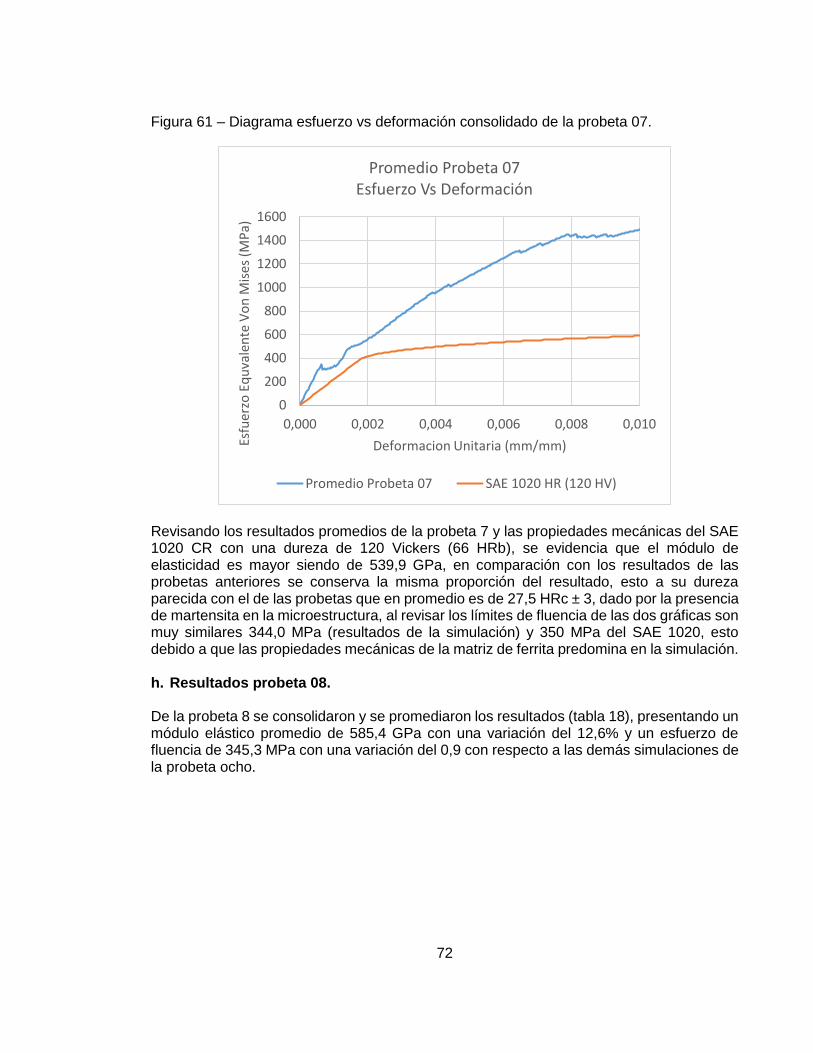
72
Figura 61 – Diagrama esfuerzo vs deformación consolidado de la probeta 07.
Revisando los resultados promedios de la probeta 7 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb), se evidencia que el módulo de elasticidad es mayor siendo de 539,9 GPa, en comparación con los resultados de las probetas anteriores se conserva la misma proporción del resultado, esto a su dureza parecida con el de las probetas que en promedio es de 27,5 HRc ± 3, dado por la presencia de martensita en la microestructura, al revisar los límites de fluencia de las dos gráficas son muy similares 344,0 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predomina en la simulación. h. Resultados probeta 08. De la probeta 8 se consolidaron y se promediaron los resultados (tabla 18), presentando un módulo elástico promedio de 585,4 GPa con una variación del 12,6% y un esfuerzo de fluencia de 345,3 MPa con una variación del 0,9 con respecto a las demás simulaciones de la probeta ocho.
0
200
400
600
800
1000
1200
1400
1600
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Promedio Probeta 07Esfuerzo Vs Deformación
Promedio Probeta 07 SAE 1020 HR (120 HV)

73
Figura 62 - Digitalización de la microestructura del SAE 1020 / probeta 08-02
Figura 63 - Análisis Von Mises a la microestructura del SAE 1020 / probeta 08-02
Tabla 18 - Datos estadísticos de los resultados de la probeta 08.
PROBETA 8 CONSOLIDADO PROMEDIO
PROBETA E (GPa) σy (MPa) σ MAX (MPa)
Probeta 08-01 548,5 340,8 1607,3
Probeta 08-02 696,0 345,4 1301,4
Probeta 08-03 545,5 348,4 1585,6
Probeta 08-04 551,6 346,7 1723,8
Promedio 585,4 345,3 1554,5
Des. Estándar 73,8 3,3 179,3
% Desviación 12,6% 0,9% 11,5%
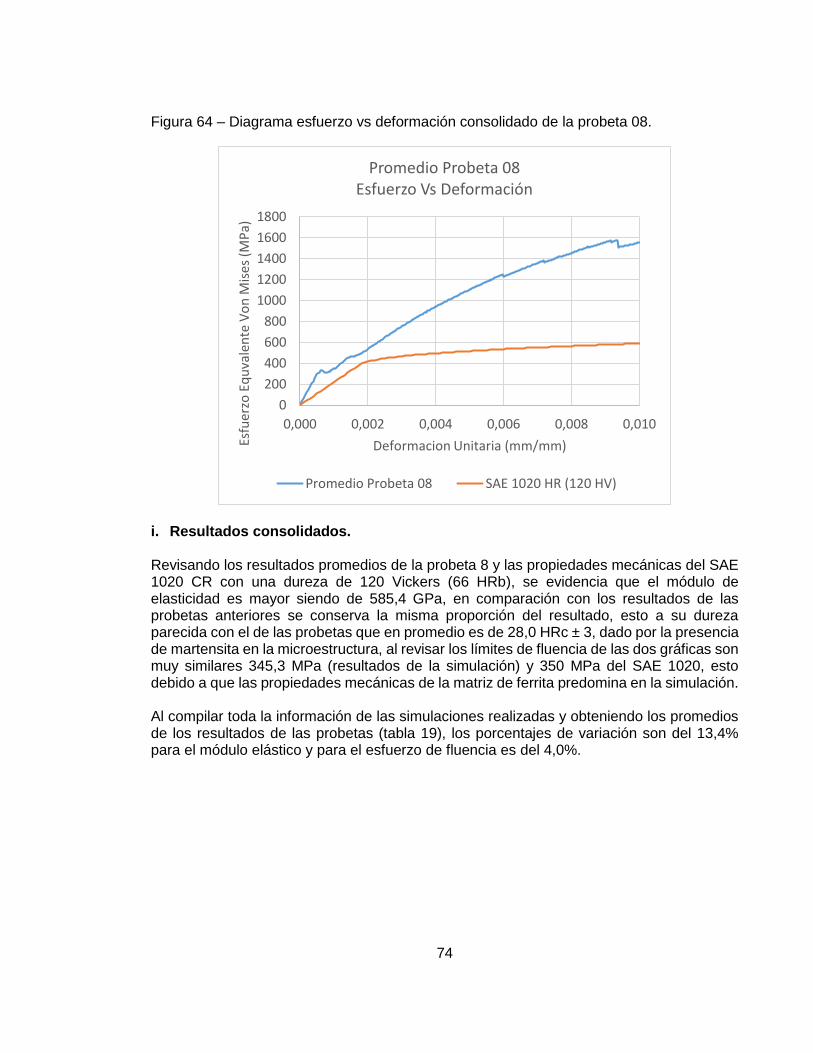
74
Figura 64 – Diagrama esfuerzo vs deformación consolidado de la probeta 08.
i. Resultados consolidados. Revisando los resultados promedios de la probeta 8 y las propiedades mecánicas del SAE 1020 CR con una dureza de 120 Vickers (66 HRb), se evidencia que el módulo de elasticidad es mayor siendo de 585,4 GPa, en comparación con los resultados de las probetas anteriores se conserva la misma proporción del resultado, esto a su dureza parecida con el de las probetas que en promedio es de 28,0 HRc ± 3, dado por la presencia de martensita en la microestructura, al revisar los límites de fluencia de las dos gráficas son muy similares 345,3 MPa (resultados de la simulación) y 350 MPa del SAE 1020, esto debido a que las propiedades mecánicas de la matriz de ferrita predomina en la simulación. Al compilar toda la información de las simulaciones realizadas y obteniendo los promedios de los resultados de las probetas (tabla 19), los porcentajes de variación son del 13,4% para el módulo elástico y para el esfuerzo de fluencia es del 4,0%.
0
200
400
600
800
1000
1200
1400
1600
1800
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Promedio Probeta 08Esfuerzo Vs Deformación
Promedio Probeta 08 SAE 1020 HR (120 HV)
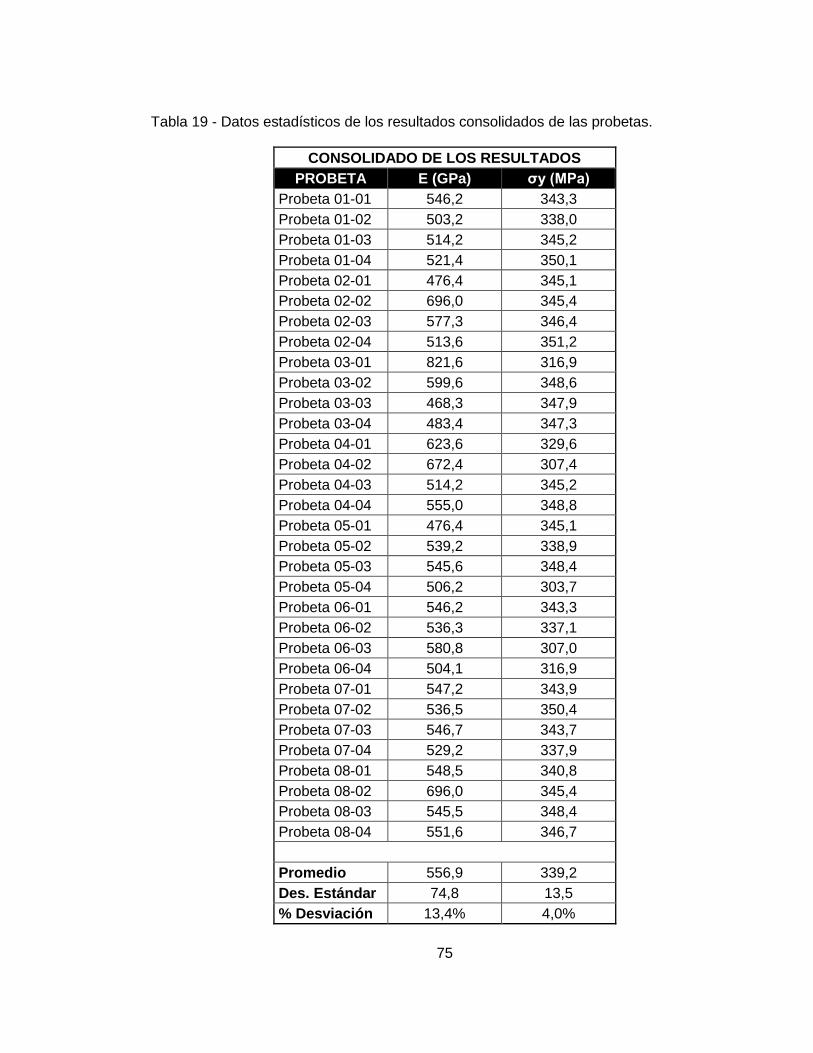
75
Tabla 19 - Datos estadísticos de los resultados consolidados de las probetas.
CONSOLIDADO DE LOS RESULTADOS
PROBETA E (GPa) σy (MPa)
Probeta 01-01 546,2 343,3
Probeta 01-02 503,2 338,0
Probeta 01-03 514,2 345,2
Probeta 01-04 521,4 350,1
Probeta 02-01 476,4 345,1
Probeta 02-02 696,0 345,4
Probeta 02-03 577,3 346,4
Probeta 02-04 513,6 351,2
Probeta 03-01 821,6 316,9
Probeta 03-02 599,6 348,6
Probeta 03-03 468,3 347,9
Probeta 03-04 483,4 347,3
Probeta 04-01 623,6 329,6
Probeta 04-02 672,4 307,4
Probeta 04-03 514,2 345,2
Probeta 04-04 555,0 348,8
Probeta 05-01 476,4 345,1
Probeta 05-02 539,2 338,9
Probeta 05-03 545,6 348,4
Probeta 05-04 506,2 303,7
Probeta 06-01 546,2 343,3
Probeta 06-02 536,3 337,1
Probeta 06-03 580,8 307,0
Probeta 06-04 504,1 316,9
Probeta 07-01 547,2 343,9
Probeta 07-02 536,5 350,4
Probeta 07-03 546,7 343,7
Probeta 07-04 529,2 337,9
Probeta 08-01 548,5 340,8
Probeta 08-02 696,0 345,4
Probeta 08-03 545,5 348,4
Probeta 08-04 551,6 346,7
Promedio 556,9 339,2
Des. Estándar 74,8 13,5
% Desviación 13,4% 4,0%

76
Figura 65 – Diagrama esfuerzo vs deformación consolidado del SAE1020.
j. Convergencia de los resultados del esfuerzo de fluencia (σy) Figura 66 - Curva de convergencia esfuerzo de fluencia (Datos Tabla19)
0
200
400
600
800
1000
1200
1400
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Eq
uva
len
te V
on
Mis
es (
MP
a)
Deformacion Unitaria (mm/mm)
Consolidado SAE 1020 + TTEsfuerzo Vs Deformación
Consolidado SAE 1020 +TT SAE 1020 HR (120 HV)
0,0
50,0
100,0
150,0
200,0
250,0
300,0
350,0
400,0
Esfu
erzo
de
Flu
enci
a σy
(MP
a)
Probeta
CONVERGENCIA DE RESULTADOS DEL ESFUERZO DE FLUENCIA
Convergencia de resultados Línea de tendencia

77
Haciendo el análisis de la gráfica de convergencia (figura 65) y del diagrama de esfuerzo vs deformación de los datos consolidados e independientes, para a cada una de las probetas se obtiene que el valor promedio del esfuerzo a la fluencia es de 3396.2 MPa con un porcentaje de desviación del 4% y este se ve reflejado en las diferentes graficas obtenidas de esfuerzo vs deformación de los probetas (ver anexo 4); se puede concluir que los datos obtenidos de todas las simulaciones convergen en el valor promedio dado anteriormente, siendo resultados repetibles y reproducibles. k. Convergencia del número de elementos VS el esfuerzo Von mises Se realizaron 6 refinamientos a la malla, para verificar la convergencia de la cantidad de elementos en la malla VS el esfuerzo máximo Von mises, dando los siguientes resultados: Figura 67 – Primer refinamiento (Default) / Segundo refinamiento (0,5mm)
Figura 68 – Tercer refinamiento (0,4mm) / Cuarto refinamiento (0,3mm)

78
Figura 69 – Quinto refinamiento (0,2mm) / Sexto refinamiento (0,1mm)
Figura 70 - Curva número de elementos vs Von Mises (Anexo 5)
0
100
200
300
400
500
600
700
800
0 11027 11764 13182 16525 25333 58210
Esfu
erzo
Vo
n M
ises
Max
(M
Pa)
Número de elementos
Número de elementos vs Esfuerzo Von mises
Refinamientos

79
Tabla 20 - Datos de refinamientos, número de elementos y resultados Von Mises
No. Refinamientos No. Elementos Von Mises (MPa)
0 0 0
1 11027 590,86
2 11764 605,59
3 13182 622,51
4 16525 643,57
5 25333 672,18
6 58210 711
En la figura 69, la curva de convergencia presenta un porcentaje de error del 6,9% en la dispersión de los resultados de cada refinamiento realizado a la malla, con un esfuerzo promedio máximo Von mises de 640.9 MPa. Al revisar los diagramas de deformación unitaria vs esfuerzo Von mises el esfuerzo de fluencia (Figuras 70 a la 75) en promedio es de 340.16 MPa con una desviación estándar de 14.45 MPa, con un error en la dispersión de los datos de 4% máximo (Tabla 21); donde los datos son confiables al aumentar la cantidad de elementos en la malla. Figura 71 – Diagrama deformación unitaria vs Von mises (Refinamiento 1)
0
100
200
300
400
500
600
700
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Vo
n m
ises
(M
Pa)
Deformación unitaria (mm/mm)
Deformación Unitaria Vs Esfuerzo Von MisesRefinamiento 1 - (11027 elementos)

80
Figura 72 – Diagrama deformación unitaria vs Von mises (Refinamiento 2)
Figura 73 – Diagrama deformación unitaria vs Von mises (Refinamiento 3)
0
100
200
300
400
500
600
700
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Vo
n m
ises
(M
Pa)
Deformación unitaria (mm/mm)
Deformación Unitaria Vs Esfuerzo Von MisesRefinamiento 2 - (11764 elementos)
0
100
200
300
400
500
600
700
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Vo
n m
ises
(M
Pa)
Deformación unitaria (mm/mm)
Deformación Unitaria Vs Esfuerzo Von MisesRefinamiento 3 - (13182 elementos)
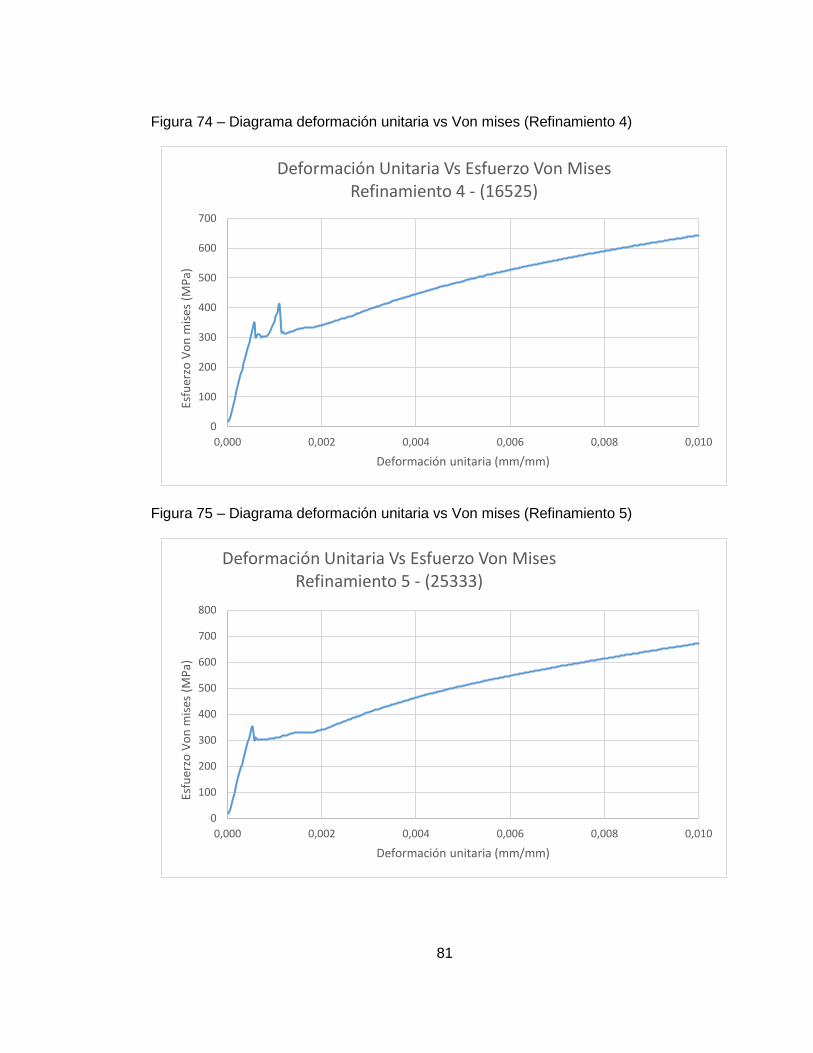
81
Figura 74 – Diagrama deformación unitaria vs Von mises (Refinamiento 4)
Figura 75 – Diagrama deformación unitaria vs Von mises (Refinamiento 5)
0
100
200
300
400
500
600
700
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Vo
n m
ises
(M
Pa)
Deformación unitaria (mm/mm)
Deformación Unitaria Vs Esfuerzo Von MisesRefinamiento 4 - (16525)
0
100
200
300
400
500
600
700
800
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Vo
n m
ises
(M
Pa)
Deformación unitaria (mm/mm)
Deformación Unitaria Vs Esfuerzo Von MisesRefinamiento 5 - (25333)

82
Figura 76 – Diagrama deformación unitaria vs Von mises (Refinamiento 6)
Tabla 21 - Datos de los refinamientos y esfuerzo de fluencia.
No. Refinamientos Esfuerzo Fluencia
(MPa)
0 0
1 312.5
2 339.2
3 343.4
4 351.8
5 351.3
6 342.8
Promedio (MPa) 340,2
Des. Estándar (MPa) 14,5
% Error 4%
0
100
200
300
400
500
600
700
800
0,000 0,002 0,004 0,006 0,008 0,010
Esfu
erzo
Vo
n m
ises
(M
Pa)
Deformación unitaria (mm/mm)
Deformación Unitaria Vs Esfuerzo Von MisesRefinamiento 6 - (58210 elementos)

83
5. CONCLUSIONES 5.1 Se desarrolló una técnica para la digitalización de las fotografías de la microestructura
del acero SAE 1020 tratado térmicamente dentro de la zona intercrítica Ac1 y Ac3, con el fin de someterla a esfuerzos por medio de un software de análisis por elementos finitos (ANSYS).
5.2 Se evidencia en el análisis metalográfico que el material tratado presenta
dos componentes, ferrita y martensita; lo que confirma que el material alcanzo las dos fases de ferrita y austenita.
5.3 Se demuestra que se puede vectorizar y obtener los mallados en 2D de la
microestructura del material para ser sometidos a simulaciones por elementos finitos. 5.4 De los resultados obtenidos de las simulaciones realizadas a las 8 probetas del
material tratado, resulto un valor promedio en el esfuerzo de fluencia de 339.2 MPa y un porcentaje de desviación del 4%, concluyéndose que el proceso desarrollado de digitalización y las simulaciones son repetibles.
5.5 Al realizar los diferentes refinamientos a la malla, los resultados de las simulaciones
no superan el 5% en la dispersión de los mismos, siendo valores confiables. 5.6 Finalmente se pueden generar otros proyectos similares para lograr digitalizar la
microestructura de otros aceros ya sea en 2 ó 3 dimensiones.

6. BIBLIOGRAFÍA [1]. Mikell P. Groover (2007). Fundamentos de Manufactura Moderna – Tercera Edición. México:
McGraw-Hill [2]. S. Kalpakjian & S.R. Schmid (2008). Manufactura, ingeniería y tecnología - Quinta Edición.
México: Pearson Educación. [3]. María E. Muñoz A (1997). Efecto del tratamiento térmico intercrítico sobre las propiedades
mecánicas del acero comercial AISI/SAE 8615 (Trabajo de Grado). Colombia: Universidad Nacional de Colombia.
[4]. O. E. A. Kasatkin (1984), Metal science and heat treatment “Calculation models for determining the critical points of steel”, USA: Springer US
[5]. O. E. A. Kasatkin (1984), Calculation models for determining the critical points of steel, Metal science and heat treatment, vol. 26, Nº 1-2, pp. 27-31, 1984.
[6]. O. C. Zienkiewicz & R. L. Taylor (1994), El Método de los Elementos Finitos – Vol. 1. España: McGraw-Hill
[7]. O. C. Zienkiewicz & R. L. Taylor (1994), El Método de los Elementos Finitos – Vol. 2. España: McGraw-Hill
[8]. Willian D. Callister (1998). Ciencia e Ingeniería de los Materiales. España: Editorial Reverte [9]. James F. Shackelford (2005). Introducción a la Ciencia de Materiales para Ingenieros. España:
Pearson Educación. [10]. James M. Gere & Barry J. Goodno (2009). Mecánica de materiales - Séptima edición. México:
Cengage Learning [11]. Ferdinand P. Beer, E. Russell Johnston, JR., John T. Dewolf & David F. Mazurek (2009).
Mecánica de materiales – Quinta edición. México: McGraw-Hill. [12]. Robert L. Mott (2009). Resistencia de materiales – Quinta edición. México: Pearson Educación. [13]. Ficha técnica SAE/AISI 1020 – Compañía General de Aceros – Colombia. [14]. www.matweb.com – AISI 1020 [15]. https://es.wikipedia.org/wiki/M%C3%A9todo_de_los_elementos_finitos [16]. ASM International (1995). Heat Treater's Guide: Practices and Procedures for Irons and
Steels, 2nd Edition. EE. UU.: ASM International. [17]. ASTM A29/A29M – 15 (2015). Standard Specification for General Requirements for Steel Bars,
Carbon and Alloy, Hot-Wrought. USA [18]. ASTM E3 – 11 (2011). Standard Guide for Preparation of Metallographic Specimens. USA [19]. ASM International (1985). ASM Handbook Vol. 9 Metallography and Microstructures. USA [20]. CIENCIA E INGENIERÍA DE MATERIALES. Estructura, transformaciones, propiedades y
selección. José Antonio, Pero-Sanz Elorz. Editorial CIE Dossat 2006. [21]. CIENCIA DE MATERIALES. Javier Fernández Carrasquilla. José María Lasheras Esteban.
Editorial Donostiarra 1992. [22]. http://help.solidworks.com/2017/spanish/SolidWorks/cworks/c_Plasticity_von_Mises_Model.ht
m?format=P&value [23]. http://inside.mines.edu/~apetrell/ENME442/Labs/1301_ENME442_lab7.pdf [24]. Robert Basan (2016). Constitutive modeling and material behavior, University of Rijeka -
Faculty of engineering, Rijeka – Croatia [25]. University of Alabama at Birmingham (2007). Microestructura basada en elementos finitos
modelado de partículas reforzado compuestos de matriz metálica – USA
[26]. M.A.J.H.J. Schellekens (2010). Microstructural modelling of dual phase steel. [27]. ANSYS Mechanical APDL and Mechanical Applications Theory Reference, Release 13.0,
USA, SAS IP, Inc., 2010. [28]. ANSYS Elements Reference, Release 11.0, USA, SAS IP, Inc., 2007 [29]. ANSYS Structural Analysis Guide, Release 12.1, USA, SAS IP, Inc., 2009. [30]. Imaoka, S.: Isotropic and kinematic hardening, Memo No. STI:01/11, December 2001.

[31]. Halama, R.; Sedlák, J., Šofer, M.: Phenomenological Modelling of Cyclic Plasticity, Numerical Modelling, Dr. Peep Miidla (Ed.), ISBN: 978-953-51-0219-9, InTech, 2012.
[32]. Akhmediev, N. N.: Model of a microheterogeneous elastoplastic medium describing the fatigue behavior of a hardening material at unsteady alternating stress amplitudes, Strenght of Materials, July 1971, Volume 3, Issue 7, pp 776-768
[33]. Imaoka, S.: Chaboche nonlinear kinematic hardening model, Memo No. STI0805A, ANSYS Release 12.0.1, May 2008.
[34]. Chaboche, J.L.: A review of some plasticity and viscoplasticity constitutive theories, International Journal of Plasticity 24 (2008) 1642-1693