El A, B, C, • Desde el molino hasta el usuario final de la...
40
• Desde el molino hasta el usuario final • Aprender de las situaciones adversas • Retos de las empresas familiares Revista Oficial Asociación de Corrugadores del Caribe, Centro y Sur América. Volumen II - Edición XX - Diciembre 2010 - Enero 2011 • www.corrugando.com III Fascículo Manual de Impresión Flexográfica sobre el Cartón Ondulado El A, B, C, de la calidad!
Transcript of El A, B, C, • Desde el molino hasta el usuario final de la...

• Desdeelmolinohastaelusuariofinal
• Aprenderdelassituacionesadversas
• Retosdelasempresasfamiliares
Revista Oficial Asociación de Corrugadores del Caribe, Centro y Sur América.
Volumen II - Edición XX - Diciembre 2010 - Enero 2011 • www.corrugando.com
III Fascículo Manual de Impresión Flexográfica sobre el Cartón Ondulado
ElA,B,C,delacalidad!

¡ Espero que hayan tenido una Feliz Navidad y les deseo un próspero año 2011 !
-4- Edición XX - Diciembre 2010 - Enero 2011
Editorial
Al cierre de año e inicio de otro, múltiples son los análisis que hacemos a lo interno como seres
humanos y en nuestra vida empre-sarial. Un cierre de año nos debe dejar siempre enseñanzas y apren-dizajes, nunca derrotas ni fracasos. Todo depende de la óptica en que visualicemos las cosas y el entorno que queramos se desprenda de ellas. Terminar el año debe significar un capítulo cerrado y otro que co-menzamos a escribir. En cada uno de nosotros está las palabras que queremos plasmar en este nuevo capítulo que se nos abre y que nos invita a crecer y cultivarnos personal, intelectual y profesionalmente.
La tinta con la que acompañemos este 2011 debe tener altas dosis de perseverancia, análisis y ante todo reto de seguir hacia adelan-te, sin mirar lo que dejamos atrás.
El 2010 significó para América La-tina un año en donde se realizaron diversos ajustes a nivel económi-co, político y social, sin embargo aún hace falta más.
De acuerdo con el último Informe de la CEPAL, el gran desafío de la región es reconstruir su capacidad para realizar acciones contracíclicas y crear las condiciones para un de-sarrollo productivo que no se base solo en la exportación de bienes bá-sicos. De ahí la importancia de que la región para aumentar su capaci-dad de crecer, invierta aún más.
No es para menos, luego de los diversos acontecimientos pro-ducto de la crisis, los países de la región están nuevamente acomo-dando sus cuentas públicas. Por eso es que la CEPAL señala un crecimiento que rondará el 4,2% (alrededor de 3% de aumento del PIB por habitante) en el 2011 en América Latina.
Desde la industria corrugadora esperamos que este nuevo año esté plagado de oportunidades y mejoras para nuestros negocios, el sector, y que podamos continuar adelante sabiendo que cada pel-daño alcanzado es una meta que construye, edifica y fortalece a la industria cartonera en la región.
¡Hacia adelante!
César Valencia, Presidente de la Junta Directiva de ACCCSA


-6- Edición XX - Diciembre 2010 - Enero 2011
Indice
Volumen II - Edición XX - Diceimbre 2010 - Enero 2011 • www.corrugando.com
Noticias 8•Contrarreste riesgos
ergonómicos en las labores administrativas
Convención 12
XXXI Exposición & Convención Anual ACCCSA 2011•Ecuador “La perla del
pacífico
Gerencia 16•Aprender de las
situaciones adversas
Consejo EditorialJuntaDirectivaACCCSAPresidente: César ValenciaVicepresidente: Eugenio ChateletTesorero: Augusto TejeiraSecretario: Eduardo NavarroFiscal: Américo HernándezVocal: Roberto Rumié
DirectorEjecutivoIng. Javier Rivera [email protected] DirectoradeOperacionesLicda. Paola Rímolo [email protected] OficinasCosta RicaTelf: 506+25 88 24 36 / 25 88 24 37Fax: 506+ 25 88 24 38Apdo Postal: 681-1250 Plaza Colonial, EscazúSan José, Costa Rica
CorrugandoeselórganooficialdelaAsociaciónde Corrugadores del Caribe, Centro y Surámerica (ACCCSA). Es editado por ACCCSA Revista y Publica-ciones S.A. Se prohíbe la reproducción total o parcial de la publicación sin la autorización expresa de sus editores. Todos los derechos reservados. Los artículo publicados son responsabilidad de sus autores, nonecesariamentereflejanlaopinióndeACCCSA.Corrugando es una marca registrada.
EditoraMa. Martha Mesén [email protected] PublicidadySuscripciónEjecutiva de PublicidadAdriana Bermú[email protected]
ExclusiveAgentforTaiwan/China/HongKongK. H. PuPro Media ServicesTel: 886-4-23016169Fax: 886-4-23019649Skype: image.mediaE-mail: [email protected]
DiseñoLínea, Arte y Diseño
ProducciónGeneralAltea Comunicació[email protected]
ColaboradoresLorenzo PreveUniversidad Austral IAEDr. German RetanaIng. Fernando Solera
Créditos
Negocios 14
Maximiceelpotencial
Capacitación 26
Factoresqueinfluencianlapérdidaderesistenciaenlacaja


Así lo señala Rodolfo Carrillo, presidente de la Cámara de Empresas Familiares de Cos-ta Rica, quien considera la importancia de tener un norte claro, políticas del negocio
para evitar entrar en conflicto, sobre la dirección que la empresa debe llevar. “Unos quieren innovar, otros desean mantener las tradiciones”, apunta.
Según su criterio, debe existir una estructura clara, porque la ausencia de roles y responsabilidades de-
finidos lleva a la falta de controles y luchas de poder entre familiares. De manera que es fundamental que exista planes de sucesión. “Lo mejor es contemplar los intereses de todos, quienes quieren participar, quienes pueden participar y bajo qué condiciones lo harán. Sobre las acciones, lo mejor es que queden en manos de accionistas responsables, para eso hay que educar a los hijos como accionistas responsa-bles”, menciona.
Constituyen cerca del 65 por ciento del PIB de los países. Son una fuente de empleo para la mayoría de las personas y se estima que solo 3 de cada 10 logra sobrevivir a la primera sucesión.
Noticias
-8- Edición XX - Diciembre 2010 - Enero 2011
Retos de las empresas familiares
Fortalezas empresas familiares:
• La unidad familiar y su compromi-so las hace muy sólidas.
• La flexibilidad para tomar decisio-nes y resolver situaciones de mer-cado.
• El capital paciente que permite reinvertir altos porcentajes de las utilidades para financiar el creci-miento.
• La comunicación cuando todos entienden su rol y objetivo (velar por el bien común) se convierte en una de sus más grandes fortale-zas, pues se deja de competir para colaborar.

Corrugando
Un estudio realizado por la Fundación para la Prevención de Riesgos Laborales en forma conjunta con la Asociación Española de Fabri-cantes de Cartón Ondulado (AFCO) señalaron los riesgos ergonómi-cos detectados en la realización de diversas labores administrativas.
¿Cómo contrarrestarriesgos
ergonómicos? La postura, la iluminación inadecuada, el disconfort podrían estarle generando a su equipo de trabajo no solo diversas lesiones en su organismo sino que podría estarle afectando también su productividad.
Labores administrativas
Líneas Flexibles de Producción de Corrugado deAltaEficienciayAhorrodeEnergía
Noticias
Fuente:RiesgosErgonómicosenelSectordeFabricantesdeCartónOnduladoyArtesGráficas,FundaciónparalaPrevencióndeRiesgosLabora-les y la Asociación Española de Fabricantes de Cartón Ondulado (AFCO).2003.
Se distingue LI SHENQ
Troqueladora Automática de Cama Plana• Operación amigable al usuario• Protección Integral de la Seguridad• Alta Precisión• Mínimos Inconvenientes
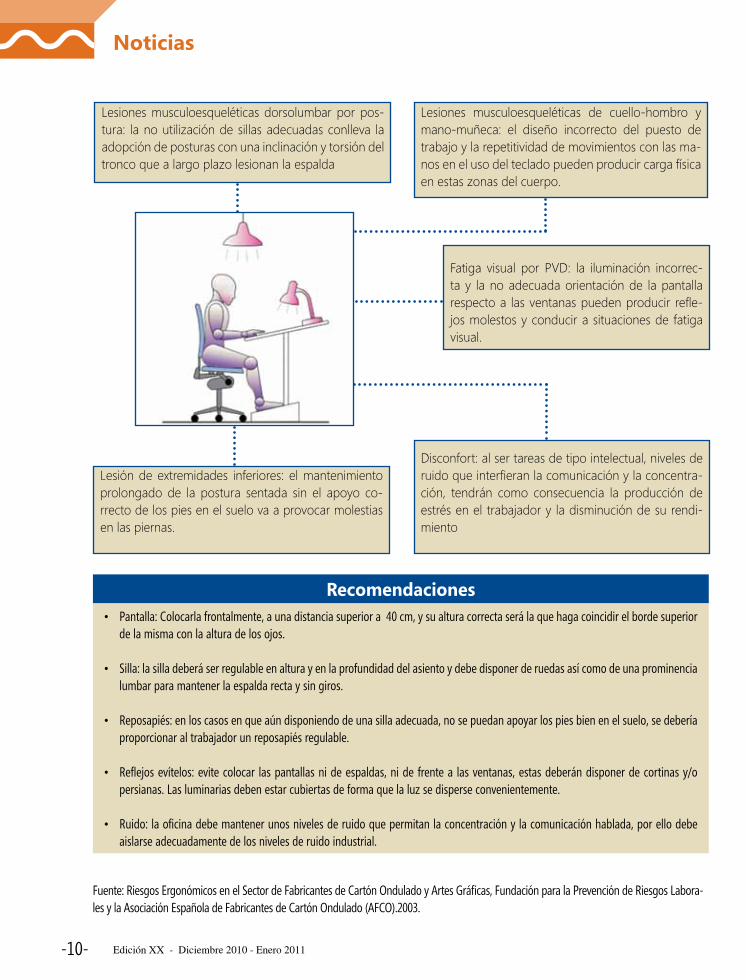
Lesión de extremidades inferiores: el mantenimiento prolongado de la postura sentada sin el apoyo co-rrecto de los pies en el suelo va a provocar molestias en las piernas.
-10- Edición XX - Diciembre 2010 - Enero 2011
Recomendaciones• Pantalla: Colocarla frontalmente, a una distancia superior a 40 cm, y su altura correcta será la que haga coincidir el borde superior
de la misma con la altura de los ojos.
• Silla: la silla deberá ser regulable en altura y en la profundidad del asiento y debe disponer de ruedas así como de una prominencia lumbar para mantener la espalda recta y sin giros.
• Reposapiés: en los casos en que aún disponiendo de una silla adecuada, no se puedan apoyar los pies bien en el suelo, se debería proporcionar al trabajador un reposapiés regulable.
• Reflejosevítelos:evitecolocar laspantallasnideespaldas,nidefrentea lasventanas,estasdeberándisponerdecortinasy/opersianas. Las luminarias deben estar cubiertas de forma que la luz se disperse convenientemente.
• Ruido:laoficinadebemantenerunosnivelesderuidoquepermitanlaconcentraciónylacomunicaciónhablada,porellodebeaislarse adecuadamente de los niveles de ruido industrial.
Lesiones musculoesqueléticas dorsolumbar por pos-tura: la no utilización de sillas adecuadas conlleva la adopción de posturas con una inclinación y torsión del tronco que a largo plazo lesionan la espalda
Lesiones musculoesqueléticas de cuello-hombro y mano-muñeca: el diseño incorrecto del puesto de trabajo y la repetitividad de movimientos con las ma-nos en el uso del teclado pueden producir carga física en estas zonas del cuerpo.
Fatiga visual por PVD: la iluminación incorrec-ta y la no adecuada orientación de la pantalla respecto a las ventanas pueden producir refle-jos molestos y conducir a situaciones de fatiga visual.
Disconfort: al ser tareas de tipo intelectual, niveles de ruido que interfieran la comunicación y la concentra-ción, tendrán como consecuencia la producción de estrés en el trabajador y la disminución de su rendi-miento

Se distingue LI SHENQ
Troqueladora Automática de Cama Plana• Operación amigable al usuario• Protección Integral de la Seguridad• Alta Precisión• Mínimos Inconvenientes

-12- Edición XX - Diciembre 2010 - Enero 2011
Con diversos atractivos, Santiago de Guaya-quil constituye la ciudad más grande y po-blada del Ecuador. Su clima tropical lo con-vierte en un destino bastante cálido para el
visitante. Guayaquil representa el puerto principal de ese país, por lo que se le considera como una ciudad de gran poder económico. De ahí que se le conoce como “La capital económica de Ecuador” debido a la gran cantidad de empresas, fábricas, y locales comer-ciales que existen en toda la ciudad.
El golfo de Guayaquil, los monumentos, los parques, museos, el río Guayas, su concepto cosmopolita for-man parte de los atractivos que ofrece esta ciudad al turista local e internacional. Sumado a que es el pun-to más cercano de partida hacia las Islas Galápagos.
XXXI Convención & Exposición Anual
La perla del pacífico
La XXXI Convención y Exposición Anual ACCCSA 2011 tendrá como escenario la ciudad de Guayaquil en Ecuador.
Ecuador
Guayaquil es la ciudad con mayor densidad de
población en el Ecuador, con un estimado de 2
366 902 de habitantes que ocupan un aproxi-
mado de 344,5 km² de superficie. El área me-
tropolitana de Guayaquil está compuesta de
316,42 km², que representa el 91,9 por cierto;
del área territorial de la ciudad (suelo); los se-
gundos un área de 28,08 km², equivalente al
8,1 porciento; para cuerpos de agua que com-
prende ríos y esteros.
Guayaquil

Corrugando
Lugares como el Malecón 2000, un parque en el muelle le permite encontrar desde entretenimien-to y diversión hasta sitios de gran belleza cultural y arquitectónica, por lo que su extensión de 2.5Km de longitud, es el mayor desarrollo arquitectónico en muchas décadas en la ciudad de Guayaquil.
El área urbana de Guayaquil se alinea entre las ciu-dades más grandes del mundo. Es además un im-portante centro de comercio con influencia a nivel regional en el ámbito comercial, de finanzas, cultu-ral, y de entretenimiento. La ciudad es la cabecera cantonal del cantón homónimo y la capital de la Pro-vincia del Guayas.
Datos de la Municipalidad de Guayaquil señala-dos en su sitio web indican que el proceso funda-cional, organizativo y de asentamiento definitivo de Guayaquil se inicia con su fundación el 15 de Agosto de 1534 y culmina en el Cerrito Verde, sitio actual, en 1537, el proceso fundacional y organi-zativo de Santiago de Guayaquil se complementa con su asentamiento definitivo en 1547.
A nivel de desarrollo económico y social, el puerto de Guayaquil es uno de los más importantes de la costa del pacífico oriental. El 70 por ciento; de las expor-taciones privadas del país sale por sus instalaciones, ingresando el 83 por ciento; de las importaciones.
Guayaquil le espera para participar de la XXXI Convención & Exposición Anual ACCCSA 2011, del 19 al 21 de Setiembre.
Ecuador está situado en la parte norte de América Latina, elOcéanoPacíficobañasuscostas.Guayaquilestáubicadaen la margen derecha del río Guayas y bordea al oeste con el estuario del Salado y los cerros Azul y Blanco. Por el sur con el estuario de la Puntilla de Guayaquil que llega hasta la isla Puná.
Ubicación
-13-Asociación de Corrugadores del Caribe, Centro y Sur América

-14- Edición XX - Diciembre 2010 - Enero 2011
En el transcurso de la vida, una persona o un equipo acumula aprendizajes y desarrolla talen-tos. Lo paradójico es que ello
no implica que dichas capacidades se-rán usadas para elevar paulatinamente el nivel del desempeño. Basados en el autor G. Hendricks, examinemos cuatro zonas en las que operamos según el uso de nuestras capacidades.
En la zona de la genialidad, ellos no se conformaron con ser mejores que otros, sino que se propusieron superarse con constancia a sí mismos, procurar plenitud en su capacidad y tener la disciplina de no bajar su nivel de desempeño.
Maximice el potencial
Por el Dr.GermanRetanaConsultor de negocios y profesor del INCAE [email protected]
Negocios

-15-Asociación de Corrugadores del Caribe, Centro y Sur América
• Zona de incompetencia
En la primera, llamada “zona de incompetencia,” operamos cuan-do insistimos en hacer algo para lo que no somos buenos. Otros lo hacen mucho mejor pero nos negamos a recurrir en su ayuda. Incluso, puede ser que ni siquie-ra necesitemos aprender deter-minada habilidad; no obstante, caemos en la terquedad de per-sistir, desperdiciando tiempo y recursos. Hay personas que por no tomarse cada día la píldora “Humidol,” atrasan el avance de su propio equipo al negarse a dar paso al talento de otros miembros más capaces.
• Zona de idoneidad
En esta zona hacemos bien las cosas, usamos capacidades pro-pias y tanto el desempeño como los resultados son similares a los de otras personas u organizacio-nes. Esto no está mal, el inconve-niente es que hay otros haciendo lo mismo y no se va más allá. El riesgo del conformismo se asoma en esta zona porque no hay pre-mura en elevar el nivel de vuelo; además, el temor al fracaso y al cambio, crea la sensación de “es mejor lo bueno conocido que lo misterioso por conocer.” El resul-tado obvio es el estancamiento, la rutina y la tolerancia a cierta mediocridad por concentrar la energía en hacer lo fácil y no lo extraordinario.
• Zona de excelencia
Aquellos que se percaten de la diferencia entre sus capacidades
reales y las que tienen en uso, podrían atreverse a cruzar hacia la “zona de excelencia.” A ella in-gresan quienes identifican y usan sus talentos superiores. El reto es mayor y la exigencia para la su-peración es recompensada con un mejor bienestar. La práctica de esas habilidades disponibles y la inmediatez de buenos incenti-vos pueden, contradictoriamente, atrapar en esa zona a personas que podrían desafiarse aún más, llegar todavía más lejos. ¿Quiénes dan ese último paso?
• Zona de la genialidad¡Bienvenidos a la “zona de la geniali-dad”! Aquí residen equipos e indivi-duos que dejaron atrás el miedo al éxito y el simple disfrute por hacer las cosas mejor que los demás. Éstos son los que atendieron al llamado a usar todo su potencial, a romper los límites anteriores, así hayan sido excelentes. No se conformaron con ser mejores que otros, sino que se propusieron superarse con constancia a sí mismos, procurar plenitud en su capacidad y tener la disciplina de no bajar su nivel de desempeño.
¿Está usted o su equipo desempeñándose al máximo de su potencial en los diversos ámbitos de su vida? ¿En qué zona está viviendo ahora y qué quiere hacer para encaminarse hacia la zona de la genialidad?
Corrugando

Por: LorenzoA.Preve, Director del Área Comportamiento Humano en la Organización UniversidadAustralIAE
Aprender de las situaciones adversasLo relevante de una situación adversa tiene que ver con la dinámica que genera en las personas y, por ende, en las organizaciones. La crisis genera mucha energía y conciencia, que no siempre son fáciles de manejar o encauzar.
-16- Edición XX - Diciembre 2010 - Enero 2011
Gerencia

Con una connotación que con solo citarla evoca di-rectamente una situación negativa, la palabra crisis
viene de la palabra griega krisis, que implica un punto de inflexión hacia un resultado que puede ser tanto positivo como negativo. Hay otros vocablos que poseen la misma raíz y con significados ricos como dis-cernir o discriminar (krei), criticar y criterio (krinein), o separar, decidir y juzgar (krinyo).
La crisis está vinculada con el cam-bio en un período corto, en el que hay que volver a conectar con aque-llos criterios que mejor nos permitan discernir y juzgar qué es lo mejor para poder, así, avanzar.
Me gusta pensar en este término como uno de los ingredientes del aprendizaje. En realidad, es exage-rado, pero todo aprendizaje –sobre todo, en los adultos–, necesita de dos ingredientes: desafío y apoyo. Las crisis nos acercan el primero a flor de piel. En el corazón de la crisis, existe un doloroso aprendizaje que espera por nosotros. En La última lección, el profesor Randy Pausch nos habla que los obstáculos que nos separan de aquello que desea-mos están allí para alejar a aquellos que no están tan interesados en ob-tenerlo.
Tres competencias para la responsabilidad
Hay muchas competencias que se-rían importantes para un momento de crisis. Todas estas competencias deberán apoyarse en una actitud de responsabilidad incondicional. Como dice Fredy Kofman, hacién-
donos la pregunta ¿Qué quiero ha-cer yo, a pesar de las limitaciones que enfrento?, es indispensable no caer en la actitud de victimismo. Voy a detenerme sólo en tres competen-cias que me parecen indispensables:
1. Hacer un buen diagnóstico de lo que está en juego.
2. Desarrollar un estómago que me permita aguantar las ten-siones propias y las ajenas
3. Reconectar más frecuentemen-te con el norte de nuestros va-lores.
¿Tensión productiva o presión destructiva?
Una vez enfocados los problemas más difíciles y tomado conciencia de lo que más nos cuesta soltar, estare-mos mejor preparados para abordar nuestro lado emocional.
La presión por solucionar los proble-mas nos impulsa a repetir nuestro repertorio de respuestas y actuamos de forma muy parecida, pero espe-ramos un resultado provechoso. Este tipo de presión suele llevar a la destrucción tanto de las competen-
cias como de la autoestima, pues no suele traer resultados de progreso y aprendizaje. Mas bien, lleva a un anquilosamiento repetitivo de viejos hábitos, útiles en el pasado, pero in-suficientes en el presente.
El manejo de la tensión requiere desarrollar un estómago que per-mita estar en el problema, para aprender de él. La tensión pro-ductiva es aquella que nos permite comprender los patrones que se dan durante la crisis, para apren-der de ella. Esto es difícil, ya que todo nos empuja a dar una res-puesta rápida y poco pensada, presionados por los acontecimien-tos. Una forma de desarrollar este estómago emocional comienza por entender nuestras emociones y dialogar con ellas. Por ejemplo, cuando sentimos miedo, pode-mos preguntarnos: ¿qué aspecto valioso para nosotros está siendo amenazado? De esta manera, po-dremos enfocarnos en el origen de la amenaza para abordarla, en se-parar las diversas amenazas ?si las hubiera?, en chequear hasta qué punto nuestra reacción emocional es la adecuada ante la amenaza o exagerada, debido a nuestros mo-delos mentales ultraexigentes.
Lo relevante de una crisis tiene que ver con la dinámica que genera en las personas y, por ende, en las organizaciones. La crisis genera mucha energía y conciencia, que no siempre son fáciles de manejar o encauzar. No podemos negar que durante una situación de crisis, las personas están más atentas. El verdadero desafío es canalizar dicha atención hacia los problemas adecuados para poder aprender y progresar.
-17-Asociación de Corrugadores del Caribe, Centro y Sur América
Corrugando

-18- Edición XX - Diciembre 2010 - Enero 2011
¿Cada cuánto mirar la brújula?
En medio de las crisis, es clave mantener tres contactos: con los problemas, con las personas y con nosotros mismos. Ya habla-mos antes de los dos primeros. Para estar conectados con no-sotros mismos, es indispensable acercar nuestro actuar y nuestro valorar. ¿Actuamos según nues-tros valores? Lo más probable es que la crisis nos haga una pre-gunta más difícil aún: ¿De qué manera vamos a mantenernos ali-neados con nuestros valores, pero cambiando de comportamiento? Esta es otra forma de cuestionar las pérdidas. Una empresa puede valorar la justicia en su forma de distribuir beneficios a sus emplea-dos, por ejemplo, en forma indivi-dual. La misma empresa, ante una crisis que requiere mayor unidad organizacional, podrá distribuir beneficios en forma grupal, y no por ello ir en contra del valor de la justicia. Lo más probable es que tanto la empresa como sus em-pleados piensen que ese cambio implica una falta contra la justicia, y será un juicio equivocado.
En situaciones adversas debemos tener los valores a flor de piel, pre-guntándonos cuál será la mejor manera de mantener aquellos más profundos. Cuestionándonos si las respuestas organizacionales que van surgiendo permiten el progreso de la empresa, a la vez que evitan actuar en contra de lo que se valora. Hace falta dedicarle más tiempo a esta tarea, recurriendo a diario (o, al menos, semanalmente) a reflexiones y diálogos sobre el grado de alinea-
La contracara de tanta aten-ción aparece con la incerti-dumbre. Una primer respuesta ante las crisis es la negación, que adopta diferentes modos. Generalmente, las personas se manejan cómodas en un en-torno estable, de status quo. La situación crítica viene a cues-tionar los fundamentos de di-cha estabilidad, forzándonos a una pregunta muy difícil: ¿qué deberé soltar para seguir ade-lante? Esta pregunta nos hace mirar al espejo de nuestras po-sibles pérdidas. Lo que hasta hace muy poco funcionaba y daba resultados, hoy está en tela de juicio. Por eso, las crisis nos enfrentan con las pérdidas que podremos sentir, y eso nos lleva a resistirnos y a evitarlas. No deseamos asumir algunas pérdidas y, por ello, negamos la situación crítica.
La negación adopta diversas caras, pero todas esconden el evitar las propias pérdidas. Pér-didas de competencias, de há-bitos, de recursos, de pedazos de la identidad profesional. Es frecuente que deseemos que sean otros quienes asuman pérdidas. Esto nos suele llevar a poner la responsabilidad le-jos de nuestro alcance. Es más fácil quejarme de mi jefe, del dueño de la organización, de los clientes o de quienes origi-naron este problema: son ellos quienes se deben hacer cargo, y no yo. Así adoptamos una
actitud de victimismo, funda-da en la realidad de las causas del problema, pero sin posibi-lidad de ser efectivos en post del cambio y de la mejora. Si no nos hacemos parte del pro-blema, no seremos parte de la solución.
Otras formas de negación tienen que ver con la queja improducti-va, con buscar un chivo expiato-rio, con permanecer pasivos. La queja improductiva suele reducir el nivel emocional, pero no nos asegura que la energía se cana-lice en forma correcta y produc-tiva. Buscar un chivo expiatorio suele esconder otras causas y responsabilidades distribuidas en el sistema organizacional o del entorno. Muchas veces, la actitud de permanecer pasivos esconde la idea de que algo pasará y, milagrosamente, vol-veremos a la situación anterior. Esta creencia no nos ayuda a ca-nalizar nuestra energía en forma positiva, sino más bien nos deja mirando a un pasado que ya no existe.
Todas estas son usuales respues-tas individuales unidas por el interés, a veces inconsciente, de no perder nada. Pero por defini-ción, la crisis es un punto inten-so de inflexión que nos obliga a atender bien a la situación para discernir qué es lo que debe-mos mantener y qué debemos desechar para seguir adelante y progresar.
Evitando las pérdidas
Gerencia

ción que estamos viviendo respecto a nuestros valores. Dos errores co-munes son:
(a) mantenernos rígidos en los va-lores pero, sobre todo, en la ma-nera histórica de defenderlos. Esto puede llevarnos a heroísmos llenos de emoción, pero con un pobre aprendizaje y nefastos resultados tanto individuales como para la organización;
(b) dejarnos guiar por la tentación de resolver los problemas de cual-quier modo y buscar soluciones má-
gicas, yendo en contra de nuestros valores, con la excusa de que será la única vez.
Es difícil mantener la tensión entre la necesidad de resolver proble-mas complejos a los que nuestros viejos hábitos no dan respuesta y también nuestros valores de fon-do. Pero es lo requerido. Para no caer en los usuales errores, inten-taremos aumentar la frecuencia de la reflexión.
Toda organización o grupo huma-no actúa alineado con lo que va-
lora. No siempre estos valores son compartidos y no siempre hay con-sistencia a lo largo del tiempo. Las situaciones críticas obligarán a que un sistema se consolide en torno a valores encarnados y compartidos. Afrontar las preguntas siguientes permitirá una mayor cohesión entre los miembros del sistema:
• ¿Cuál es la prioridad de valo-res que deseamos para nues-tra organización?
• ¿Cuáles son los que comparti-mos como centrales?
Para hacer un buen diagnóstico, es necesario poder identificar los problemas reales, aque-llos que más preocupan a la organización. Una de las respuestas usuales ante la crisis es negarla o evadirla. Por eso, será fundamental descubrir cómo evitar la negación o, mejor dicho, cómo enfocarnos sin evadir. Es proba-ble que ante las crisis intentemos aferrarnos a aquellos aspectos de nuestra identidad, de nuestros hábitos y de nuestros recursos que más valoramos. La lealtad hacia quienes tra-bajan con nosotros y hacia la forma de ha-cer las cosas en los tiempos previos a la crisis suelen constituir un acervo de potenciales pérdidas. Será necesario cuestionar nuestras pérdidas, ponerlas en tela de juicio y hasta comenzar el difícil proceso de soltarlas. Sino, éstas nos llevarán a hacer un diagnóstico po-niendo nuestras pérdidas en el centro, en lu-gar de enfocarnos en los principales proble-mas que enfrenta la organización u equipo en el que trabajamos.
¡Tómelo en cuenta!
-19-Asociación de Corrugadores del Caribe, Centro y Sur América
Corrugando

-20- Edición XX - Diciembre 2010 - Enero 2011
El ámbito de contención es clave para soportar las emociones. El aprendizaje se logra gracias a dos fac-tores: desafío y apoyo.
El ámbito de contención funcionará como un apoyo para que dentro del grupo pueda circular un mayor nivel de tensión. Esta tensión es la típica de los mo-mentos de crisis, donde estamos empujados a resol-ver los difíciles problemas que tenemos entre manos y, a la vez, a hacerlo en forma conjunta.
Hay algunos aspectos de un grupo social (equipo, departamento, organización, task force, etc.) que fa-cilitan un marco contenedor.
La historia de relaciones y vínculos entre los miem-bros de dicho sistema es fundamental. El nivel de confianza entre personas permite que se discutan con energía los problemas más difíciles.
Un segundo aspecto tiene que ver con las rutinas de trabajo y la organización de los roles; tener un es-quema jerárquico donde conocemos quién es la au-toridad, cuál es su alcance, cuáles son las normas de funcionamiento y la asignación de los distintos roles en un grupo, etc. Todos estos aspectos sirven para darle apoyo y contención, como también regulari-dad y estabilidad a los grupos humanos. Este conjun-to de hábitos y normas que conforman la entrama-da de relaciones humanas funcionan como una red interpersonal. Esta red será exigida por la situación crítica, verificando si la resiste y permite mantener las relaciones sociales. Pero hay un aspecto en los grupos humanos que favorece la cohesión de este entramado interpersonal: la consistencia con valores compartidos.
¿Hay emociones sociales?• ¿De qué modo seguiremos encarnando los
valores que compartimos?
Las situaciones críticas funcionan como crisol, per-miten descartar aquello innecesario de lo valioso. Atravesar este proceso de arduo aprendizaje, de tensiones y conflictos, de diálogos difíciles sosteni-dos en el tiempo, enfrentando las posibles pérdi-das como sintiéndonos vulnerables e impotentes, requerirá de sinceridad con nosotros mismos como con nuestros cercanos, intentando con frecuencia preguntarnos: ¿De qué modo los problemas actua-les implican soltar hábitos efectivos del pasado para mantener encarnados los valores compartidos, de cara a los desafíos presentes con un horizonte de progreso?
Gerencia

De la responsabilidad individual a una responsabilidad sistémica
Demosunpasomás,perounpasosignificativoparaelaprendizajesistémicodelascrisis.Hastaahora,mehereferidoalarespuestaqueunopuededar pensando en el impacto en uno mismo. Pero es necesario pensar: ¿qué necesita el sistema de mí? ¿Cómo soy útil para que el sistema avance y sobreviva? Estas preguntas son difíciles, debido a que nos obliga a mirar más allá de las propias fronteras, intentando una perspectiva sistémica y de mayor objetividad
.¿Cómo sería aplicar las tres competencias desde una perspectiva sistémica?
Paraello,seránecesarioampliarnuestramenteydescubrirelladopositivodelosconflictos.
¿Cuáles son los problemas reales con una mirada sistémica?
El enfoque es el mismo que en forma individual. Lo diferenciador de la mirada sistémica es que habrá distintas prioridades cuando hablamos de dis-tintas personas. No siempre hay tantas perspectivas como personas, pero seguramente podremos agrupar dos extremos que piensan distinto, y varias miradas intermedias. Las personas en un sistema se agrupan gracias a que miran un problema de la misma manera, o que priorizan los problemas de la misma manera. Esto lleva a mirar con lealtad a los que piensan similar, y con recelo a aquellos que piensan diferente. Para ello, al igual que con el enfoqueindividual,seránecesarioidentificarcuálessonlaspérdidasparaestosdistintossubgrupos:allíresidelaenergíadelaresistenciaacooperar.Poder exponer o explicitar las pérdidas no es una tarea fácil, ya que quien adopta este camino queda expuesto y vulnerable ante el sistema o grupo. Es indispensable que socialmente se genere un ámbito que permita aguantar las altas emociones de su gente.
Responsabilidad
TEL: +886-4-26153117 FAX: +886-4-26154017E-mail: [email protected]
No. 1 Qingquan Rd., Shalu Chen,Taichung Hsien, Taiwan
MING WEI PAPERWARE MACHINERY CO., LTD.
www.mingwei.com
TEL:+971 4 2270354 FAX: +971 4 2246572Mobile phone: +971 50 6457615E-mail: [email protected]
U.A.E. Dubai OfficeMH Packaging ProcessMobile phone: +33 (0)6 50 13 58 78E-mail:[email protected]
FRANCE OfficeTAIWAN HEADQUARTER
TEL: +34 937 904 963 FAX: +34 937 964 496Mobile phone: +34 629 57 5746E-mail: [email protected]
SPAIN / Portugal OfficeSimon Corrugated Machinery S.L.-Spain/Portugal
Soluciones completas en equipos deCorrugado & Conversión
Soluciones completas en equipos deCorrugado & Conversión
Flexo Impresora Computarizada, Ranuradora, Plegadora y Encoladora en línea (impresión arriba)
Impresora tipográfica, Hendedora, Troqueladora, Plegadora y Encoladora en línea
Equipo para la fabricación de Cartón Corrugado
Cosedora Automática Sodeme (OEM) Francia
Impresora Computarizada automática, Hendedora, Troqueladora, Plegadora, Encoladora y Cosedora en Línea (impresión abajo)
Corrugando

-22- Edición XX - Diciembre 2010 - Enero 2011
Competitividad
Llegar a su destino de una manera estética, económica y ecológica, forma parte fun-damental de todo embalaje
de cartón ondulado.
No es para menos, lo que se busca ante todo es satisfacer cada vez más las necesidades de cada uno de los clientes.
Proteger y contener el producto del cliente a traves de todo el ciclo de distribución hasta llegar a su destino final, es el objetivo de todo empaque de cartón corrugado. En esta edición algunas consideraciones de peso para el mejoramiento de su productividad.

El A, B, C de la calidad
En los últimos años, el desempeño de las cajas cuando están apiladas ha ad-quirido mayor importancia como la medida crítica para la protección de los productos y está estrechamente relacio-nada con la Prueba de compresión de la Caja (BCT por sus siglas en inglés).
Esta prueba es una medición diná-mica de la fuerza momentánea ne-
cesaria para hacer que una caja falle (las esquinas ceden y las paredes se abomban), o se aplaste. De acuerdo con la Association of Independent Corrugated Converters (AICC), está prueba se hace mejor en un labora-torio siguiendo las condiciones están-dar fijadas por la Asociación Técnica de la Industria de la Pasta y del Papel (TAPPI por sus siglas en inglés), o sea
MAXDURA INTERNATIONAL CO., LTD.No.7, Lane 43, Su Yuan Rd., Shinjuang City,Taipei, Taiwan.Tel: +886-2-29975376~8Fax: +886-2-29934000E-mail: [email protected]:// www.maxdura.com
Calidad confiableVida más largaEntrega a tiempoPrecio según presupuesto
COBERTORES PARA TROQUELADORAS
COBERTORES PARA RANURADORAS
Hules Ralladores
Ruedas No Crush
RUEDAS DE ALIMENTACIÓN
PERFIL PERFIL PERFIL PERFILENGRANAJE T MARTIN COLA DE
PALOMA

-24- Edición XX - Diciembre 2010 - Enero 2011
a una temperatura de 22o. C (73o F) y una humedad relativa del 50%. La prueba de compresión da los resul-tados en libras fuerza o newtons y la deflexión en pulgadas o milíme-tros, además de cuantificar la carga máxima que puede soportar la caja en su punto de falla inicial o a un va-lor de deflección fijado previamente.
Si bien indican especialistas de la AICC, aunque algunas cajas tal vez puedan soportar niveles de carga superiores a los de este punto de falla inicial, generalmente es en este punto que están claramente daña-das.
Resistencias
La resistencia a la compresión (BCT por sus siglas en inglés) es una prue-ba dinámica que determina la carga máxima inicial que una caja puede resistir de arriba a abajo. Durante su vida útil, la caja de hasta abajo tie-ne que poder resistir el peso que las demás ejercen (con la carga estática máxima de cajas, tarimas, etc., sobre ella), así como las inclemencias del tiempo, ciclos de humedad, hume-dad relativa cajas sobresaliendo de
las tarimas, etc. De acuerdo con el documento “Entendiendo los Re-quisitos de Desempeño de las Ca-jas de Cartón de sus Clientes” de Fibre Box Association en conjunto con la AICC, debido a los factores ambientales que afectan negativa-mente a la capacidad de desem-peño de la caja, la resistencia final al apilamiento (o sea, la capacidad para soportar una carga estática) de una caja determinada, con frecuen-cia es mucho menor que la indicada por los resultados de su BCT inicial, (óptima), obtenidos en pruebas de laboratorio.
No obstante, la resistencia definiti-va se puede calcular en función del valor de la BCT y la identificación y entendimiento de los factores am-bientales a los cuales se verá some-tida la caja.
El fabricante de cajas debe concentrar-se principalmente en los requisitos de desempeño del empaque que sean apropiados para el producto y el siste-ma de distribución del cliente. De ma-nera que se logre un cliente satisfecho y se mantenga a lo largo del tiempo.
Competitividad
Se emplean tres medidas, una indirecta importante, el Peso Base, y dos directas funda-mentales, o sea la Prueba de Resistencia al Aplastamiento en los Cantos (ECT por sus siglas en inglés) y la Prueba de Estallido o Reventamien-to (Mullen), que describen la resistencia de los materiales (cartón combinado) usados en las cajas de cartón corru-gado. Estas dos pruebas de medición directa, el ECT y la de Estallido y los valores re-sultantes de ellas, miden pro-piedades muy diferentes del cartón y están relacionadas con dos características dis-tintas del desempeño de las cajas: el ect para determinar la resistencia al apilamiento, y la resistencia al estallido para determinar la capacidad de proteger el producto y/o re-sistir manejo rudo el embalaje del producto.
De acuerdo con los especia-listas, aunque estas dos medi-das directas no están relacio-nadas entre sí, a determinado nivel, ambas se relacionan con la masa de la fibra (Peso Base). Por consiguiente, a medida que aumenta una de las medidas directas (aplas-tamiento o estallido), la otra generalmente también au-menta.
Medidas de desempeño críticas
Corrugando
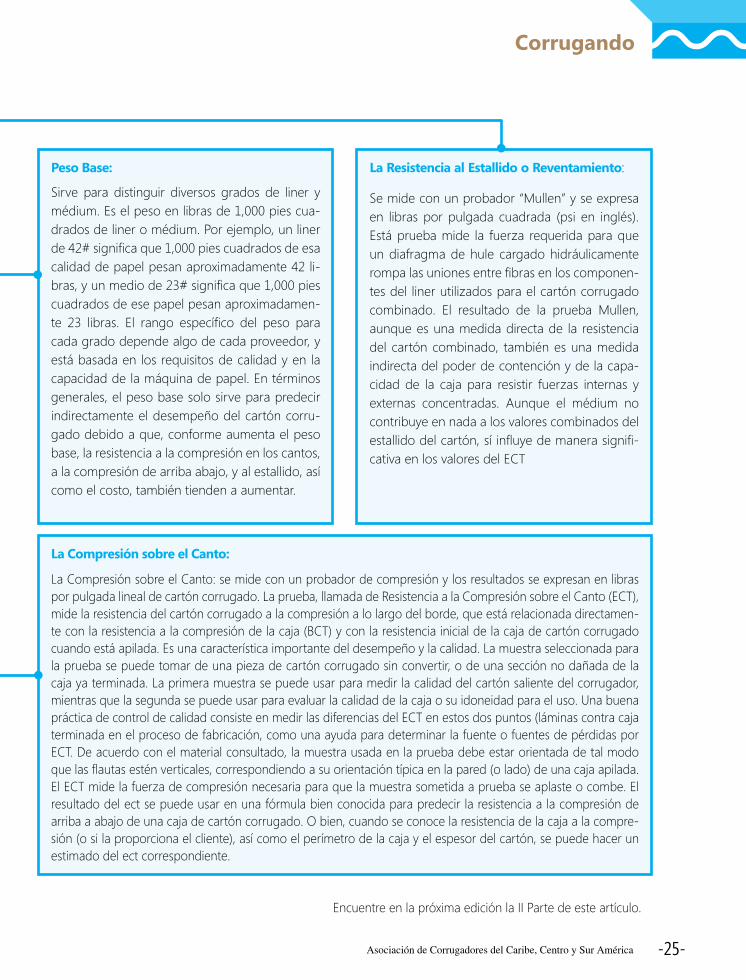
La Resistencia al Estallido o Reventamiento:
Se mide con un probador “Mullen” y se expresa en libras por pulgada cuadrada (psi en inglés). Está prueba mide la fuerza requerida para que un diafragma de hule cargado hidráulicamente rompa las uniones entre fibras en los componen-tes del liner utilizados para el cartón corrugado combinado. El resultado de la prueba Mullen, aunque es una medida directa de la resistencia del cartón combinado, también es una medida indirecta del poder de contención y de la capa-cidad de la caja para resistir fuerzas internas y externas concentradas. Aunque el médium no contribuye en nada a los valores combinados del estallido del cartón, sí influye de manera signifi-cativa en los valores del ECT
La Compresión sobre el Canto:
La Compresión sobre el Canto: se mide con un probador de compresión y los resultados se expresan en libras por pulgada lineal de cartón corrugado. La prueba, llamada de Resistencia a la Compresión sobre el Canto (ECT), mide la resistencia del cartón corrugado a la compresión a lo largo del borde, que está relacionada directamen-te con la resistencia a la compresión de la caja (BCT) y con la resistencia inicial de la caja de cartón corrugado cuando está apilada. Es una característica importante del desempeño y la calidad. La muestra seleccionada para la prueba se puede tomar de una pieza de cartón corrugado sin convertir, o de una sección no dañada de la caja ya terminada. La primera muestra se puede usar para medir la calidad del cartón saliente del corrugador, mientras que la segunda se puede usar para evaluar la calidad de la caja o su idoneidad para el uso. Una buena práctica de control de calidad consiste en medir las diferencias del ECT en estos dos puntos (láminas contra caja terminada en el proceso de fabricación, como una ayuda para determinar la fuente o fuentes de pérdidas por ECT. De acuerdo con el material consultado, la muestra usada en la prueba debe estar orientada de tal modo que las flautas estén verticales, correspondiendo a su orientación típica en la pared (o lado) de una caja apilada. El ECT mide la fuerza de compresión necesaria para que la muestra sometida a prueba se aplaste o combe. El resultado del ect se puede usar en una fórmula bien conocida para predecir la resistencia a la compresión de arriba a abajo de una caja de cartón corrugado. O bien, cuando se conoce la resistencia de la caja a la compre-sión (o si la proporciona el cliente), así como el perímetro de la caja y el espesor del cartón, se puede hacer un estimado del ect correspondiente.
Peso Base:
Sirve para distinguir diversos grados de liner y médium. Es el peso en libras de 1,000 pies cua-drados de liner o médium. Por ejemplo, un liner de 42# significa que 1,000 pies cuadrados de esa calidad de papel pesan aproximadamente 42 li-bras, y un medio de 23# significa que 1,000 pies cuadrados de ese papel pesan aproximadamen-te 23 libras. El rango específico del peso para cada grado depende algo de cada proveedor, y está basada en los requisitos de calidad y en la capacidad de la máquina de papel. En términos generales, el peso base solo sirve para predecir indirectamente el desempeño del cartón corru-gado debido a que, conforme aumenta el peso base, la resistencia a la compresión en los cantos, a la compresión de arriba abajo, y al estallido, así como el costo, también tienden a aumentar.
Encuentre en la próxima edición la II Parte de este artículo.
-25-Asociación de Corrugadores del Caribe, Centro y Sur América

Competitividad
Lo primero es definir el parámetro de resistencia de la caja, este se determina teóricamente por la fórmula simplificada de Mckee:
BCT= 5.875 x ECT
1. En el Molino:
Las variables de resistencia mecánica y absorción son muy importantes de evaluar, debemos tener claro las es-pecificaciones y entender cómo incide ese resultado en la resistencia final
2. En la fábrica de cartón
No basta el enfoque en las características del cartón, exis-ten otros factores que pueden marcar la diferencia entre ganar o perder, se viven día a día y muy pocas veces le damos importancia. Observe las siguientes fotografías.
F-1: Paquetes golpeados por el montacargas desestabi-lizan el pallet. Aquí juega un papel importante RRHH en la formación integral del operador sobre el buen uso del equipo y el cuidado del producto.
F-2: Los paquetes fuera del perímetro de la tarima se ven expuestos a golpes.
F-3: La dimensión de la tarima facilita el daño del cartón, hay que adecuar los insumos para evitar el desperdicio.
2.1. Proceso de Corrugado
Humedad: la humedad es un factor crítico, como re-gla empírica, un incremento del 1% en la humedad disminuye en 8% la resistencia a la compresión. Si el papel llega entre 6-8% de humedad, la lámina debe salir de la corrugadora a esa misma condición. Como medidas preventivas debemos conocer la humedad del papel, controlar la aplicación del adhesivo y man-tener en óptimas condiciones la máquina corrugado-ra, como paralelismo entre los diferentes rodillos, TIR
Cuando obtenemos un resultado por debajo de lo esperado en la prueba de resistencia a la compresión de la caja, denominada BCT, en ocasiones obviamos otras variables que inciden en el resultado. Por lo que vamos a conocer esas variables que “nacen” en el molino, se gestan en la corrugadora, se desempeñan con el cliente y se valoran con el usuario final.
Factores que influencian la pérdida de resistencia en la caja
-26- Edición XX - Diciembre 2010 - Enero 2011
Desde el molinohasta el usuario final
F1 F2 F3
-27-Asociación de Corrugadores del Caribe, Centro y Sur América
Corrugando
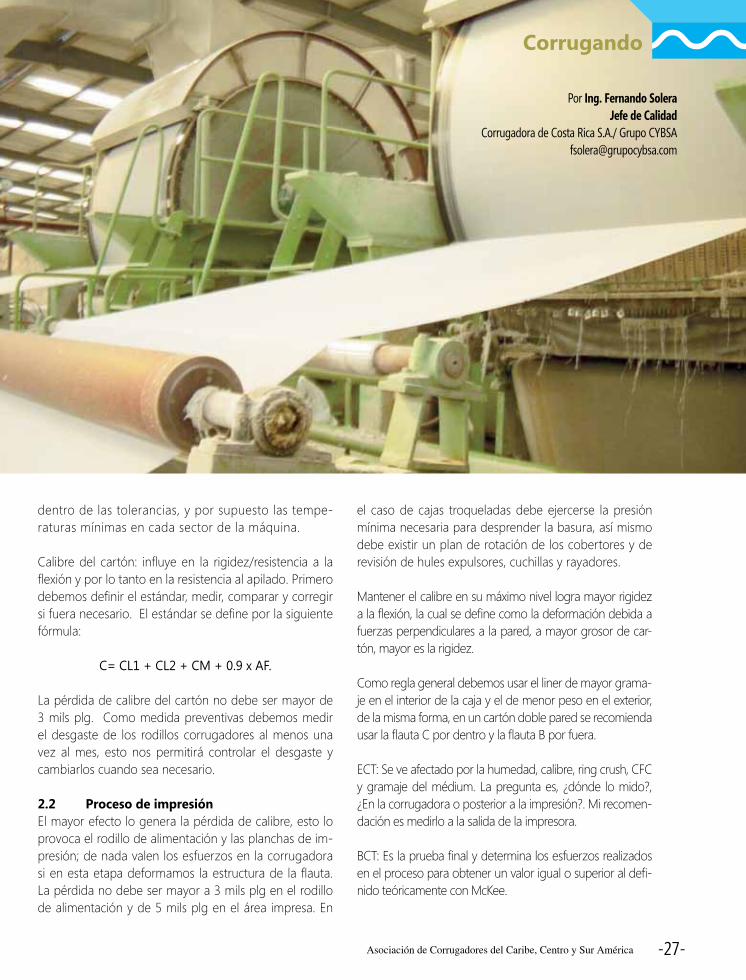
dentro de las tolerancias, y por supuesto las tempe-raturas mínimas en cada sector de la máquina.
Calibre del cartón: influye en la rigidez/resistencia a la flexión y por lo tanto en la resistencia al apilado. Primero debemos definir el estándar, medir, comparar y corregir si fuera necesario. El estándar se define por la siguiente fórmula:
C= CL1 + CL2 + CM + 0.9 x AF.
La pérdida de calibre del cartón no debe ser mayor de 3 mils plg. Como medida preventivas debemos medir el desgaste de los rodillos corrugadores al menos una vez al mes, esto nos permitirá controlar el desgaste y cambiarlos cuando sea necesario.
2.2 Proceso de impresiónEl mayor efecto lo genera la pérdida de calibre, esto lo provoca el rodillo de alimentación y las planchas de im-presión; de nada valen los esfuerzos en la corrugadora si en esta etapa deformamos la estructura de la flauta. La pérdida no debe ser mayor a 3 mils plg en el rodillo de alimentación y de 5 mils plg en el área impresa. En
el caso de cajas troqueladas debe ejercerse la presión mínima necesaria para desprender la basura, así mismo debe existir un plan de rotación de los cobertores y de revisión de hules expulsores, cuchillas y rayadores.
Mantener el calibre en su máximo nivel logra mayor rigidez a la flexión, la cual se define como la deformación debida a fuerzas perpendiculares a la pared, a mayor grosor de car-tón, mayor es la rigidez.
Como regla general debemos usar el liner de mayor grama-je en el interior de la caja y el de menor peso en el exterior, de la misma forma, en un cartón doble pared se recomienda usar la flauta C por dentro y la flauta B por fuera.
ECT: Se ve afectado por la humedad, calibre, ring crush, CFC y gramaje del médium. La pregunta es, ¿dónde lo mido?, ¿En la corrugadora o posterior a la impresión?. Mi recomen-dación es medirlo a la salida de la impresora.
BCT: Es la prueba final y determina los esfuerzos realizados en el proceso para obtener un valor igual o superior al defi-nido teóricamente con McKee.
Por Ing.FernandoSoleraJefedeCalidad
Corrugadora de Costa Rica S.A./ Grupo [email protected]

Competitividad
-28- Edición XX - Diciembre 2010 - Enero 2011
3. Donde el cliente
No siempre el cliente tendrá la razón cuan-do nos llame para decirnos “mire, SU caja está colapsando y el producto está daña-do”. La caja puede fallar por un mal manejo o por otras condiciones mientras es utiliza-da. Hay que ser muy críticos de las situa-ciones anómalas observadas en el manejo, desde la bodega de materia prima hasta el despacho; entre ellas:
Situaciones: observe lo siguienteManejo del fardo o pa-quetes de cajas:
La manipulación por los flejes provoca que estos tiendan a rasgar el cartón y dañar las flautas. Aconseje el uso de carretillas.
Bodega de Materia Prima y Producto Terminado:
Las cajas no deben estar expuestas a la humedad o el agua, los fardos deben estar sobre tarima de madera, nunca en el piso.
Primero en entrar, primero en salir, esa debe ser la práctica de administración de inventarios en el caso de las cajas.
Apilado de los fardos o paquetes:
Deben estar apilados de forma horizontal para asegurar estabilidad.
Personal de bodega: A veces se observa gente caminando sobre las cajas o tirando los paquetes desde grandes alturas. Aconseje al personal no caminar sobre los bultos y a usar el montacargas para mover las cajas.
Empaque del producto: Observe que las esquinas de las cajas no estén forzadas o dañadas. Analice la causa ya que deben estar bien cuadradas para mantener la resistencia vertical.
Observe que el método de empaque se realice consistentemente, la forma debe ser igual para todos los trabajadores. Observe que el producto tenga la altura de la caja, dejar espa-cios vacíos debilita la estructura.
Tarimas: Mida la separación de las reglas en la tarima, debe ser uniforme. Hay que evitar que las cajas queden en espacios vacíos entre reglas.
Paletizado: Verifique que las cajas se apilen de forma columnar, pues se ha demostrado que un patrón de apilado tipo entrelazado provoca una pérdida en la resistencia del 45%.
Verifique también que no existan salientes en el pallet, un saliente de 1 plg provoca una pérdida de 32% en estiba columnar y 53% en estiba trabada.
Las cajas no deben exceder la altura recomendada y deben estar colocadas con las flautas en dirección vertical.

4. Del cliente al usuario final
Esta etapa es crítica y en general carecemos de control alguno. A veces resulta complicado un estudio de este tipo pues implica verificar desde la carga del contenedor hasta que llegue al destino final, y muchas veces este no se encuentra en nuestro país. Los factores que inciden son:
4.1 El transporte y los canales de distribución: presentan grandes dificultades, entre ellas: el medio de transporte, homogeneidad o heterogeneidad de la car-ga transportada, condiciones climáticas, trasbordo total o parcial y días transporte.
4.2 Peligros durante el transporte: entre los pe-ligros asociados está la vibración, golpes por choques entre paletas y caídas. En el caso de la caída, podemos determinar la velocidad de impacto de la caja, está es: Vi=, donde g es la constante gravitacional y h es la altura desde la cual cae el objeto.
RESUMEN
Este artículo es una ayuda para analizar de manera inte-gral molino-corrugadora-cliente, las causas posibles de pérdida de resistencia en la caja, este análisis debe ser complementado con el uso de herramientas de calidad tales como diagrama causa-efecto, gráficos de control, análisis RyR y Pareto, que nos guiarán a concluir la causa principal.
Corrugando
Fuentesdeconsulta:• Fibre Box Handbook, 1999• Métodos e instrumento de prueba para cartón
corrugado, por Hakan Markstrom.• Manual de formación técnico-comercial, AFCO.• Fundamentals of packaging dynamics, por Bran-
derburg and Lee.
100%100%MADE IN TAIWAN
Email : [email protected] TEL : 886-4-22790732 FAX : 886-4-22776783No.10, Lane 99, Yung Cheng Rd., Taiping City, Taichung,Taiwan.
Ms.Sheri Ou
www.shanglung.com.tw

-30- Edición XX - Diciembre 2010 - Enero 2011-30- Edición XX - Diciembre 2010 - Enero 2011
III Fascículo Manual deImpresión
Flexográfica sobre el Cartón Corrugado
Colección Formación Profesional para el Sector del Cartón Corrugado
Proceso de impresión 3Por:AFCO,Asimag,UniónEuropeayelGobiernodeEspaña
3.3 Influencia del soporte en el proceso de impresión
Las características del soporte tienen una influencia directa sobre las condi-ciones de impresión. Si hay variaciones en los parámetros de la plancha den-tro de una tirada, estas nos obligan a reajustar y a corregir presiones para obtener el mismo resultado tanto en impresión como en troquelado.
Según la capa de tinta penetre más o menos en el papel, variarán los tonos, la forma de los puntos en las policro-mías y la impresión en los colores su-perpuestos (trapping) etc.
Capacitación

Además de la penetración de la capa de tinta, otro factor a tener en cuenta es el límite superior de humectación del so-porte. Este parámetro está directamente ligado a la tensión superficial de la tinta y cobra mayor importancia en los pa-peles estucados, debiéndose mantener, en las impresiones con estos papeles, los parámetros de la tinta más estables.
Son cilindros que presentan en su superficie una multitud de pequeños alvéolos que tienen como función transferir una cantidad de tinta determinada a los clichés. Es por este he-cho que los cilindros anilox pueden ser considerados como cilindros dadores de tinta.
Hay dos categorías de anilox, los grabados mecánicamente y cromados y los cilindros cerámicos grabados con láser.
Anilox Cromados
Los cilindros grabados mecánicamente están constituidos por una base de acero que puede estar recubierta de cobre. Estos cilindros son grabados mediante un diamante, resul-tando unos alvéolos piramidales o piramidales truncados. Después de grabarse, se recubren de una capa de cromo duro de unos 15 m.u. De grosor, con el fin de aumentar su resistencia al desgaste.
4.2. Anilox Cerámicos
Antes de la preparación de los cilindros cerámicos, la base de acero del mismo se reviste de un plasma de óxido de cromo que les confiere gran adherencia y du-rabilidad. Con el fin de obtener una perfecta rectitud y concentricidad en el cilindro, este se rectifica con la mue-la de diamante antes de ser grabado por el láser.
Los cilindros tramados o anilox4
Corrugando
-31-Asociación de Corrugadores del Caribe, Centro y Sur América

-32- Edición XX - Diciembre 2010 - Enero 2011
Gracias a la precisión de la talla electróni-ca, todas las celdi-llas obtenidas serán idénticas. La forma de los alvéolos de este tipo de anilox es hemisférica y regular (fig. 2), presentando la ventaja de no te-ner ninguna arista. El alvéolo puede trans-ferir totalmente toda la tinta que contiene, y tiene un rendimiento un 30-40% superior a los anilox mecánico. La última operación consiste en pulir el cilin-dro de forma que se eliminen las pequeñas irregularida-des de la superficie causadas por el grabado (fig.1)
Los cilindros cerá-micos aportan una solución a los incon-venientes que pre-sentan los cilindros cromados, como su fragilidad en la su-perficie o su corta vida.
La principal característica de los anilox cerámicos es una gran resistencia al uso. La cantidad de tinta de-positada en los clichés es constante durante mucho tiempo, permitiendo obtener impresiones de la mis-ma calidad. Hoy en día, la mayoría de impresoras fle-xo usan este tipo de cilindros.
Características de los cilindros
Los cilindros anilox están compuestos de alvéolos de for-ma regular y del mismo volumen en toda su superficie.
Hay tres parámetros que caracterizan los anilox:
El volumen de los alvéolos
El volumen de un anilox, denominado Volumen es-pecífico, es la cantidad de tinta que transporta y se expresa en cm3/m2.
La cantidad de tinta depositada por el cilindro tra-mado sobre el cliché condiciona en gran manera la calidad de la impresión. Por ejemplo, hace falta más tinta para reproducir una masa sólida que para una cuatricromía.
Lineatura de la trama
La lineatura de la trama del anilox se representa en forma de líneas o alvéolos por centímetro (o pulga-da) lineal (en la dirección del ángulo de trama), para los trabajos más normales, la lineatura de los anilox debe situarse entre 80 y 140, obteniendo buenos re-sultados como norma general. Para la impresión de policromías es más recomendable usar anilox de li-neatura cinco veces mayor que la lineatura del cliché
Angulatura de trama
Las inclinaciones de 45o. Y 60o son las más frecuen-tes dentro de los anilox convencionales. La inclinación de 60o (fig.3) está particularmente bien adaptada a la impresión de masas de color, permitiendo obtener una excelente cobertura y una densidad óptica superior a la inclinación de 45o.
El ángulo de trama de 45o. es más adecuado para evitar el Moaré.
Los anilox cromados sólo pueden grabarse a 45º. Los cilindros cerámicos se gravan a 60o. para aprovechar el buen resultado de la impresión de masas y por su uso en sistemas con rasqueta.
Capacitación
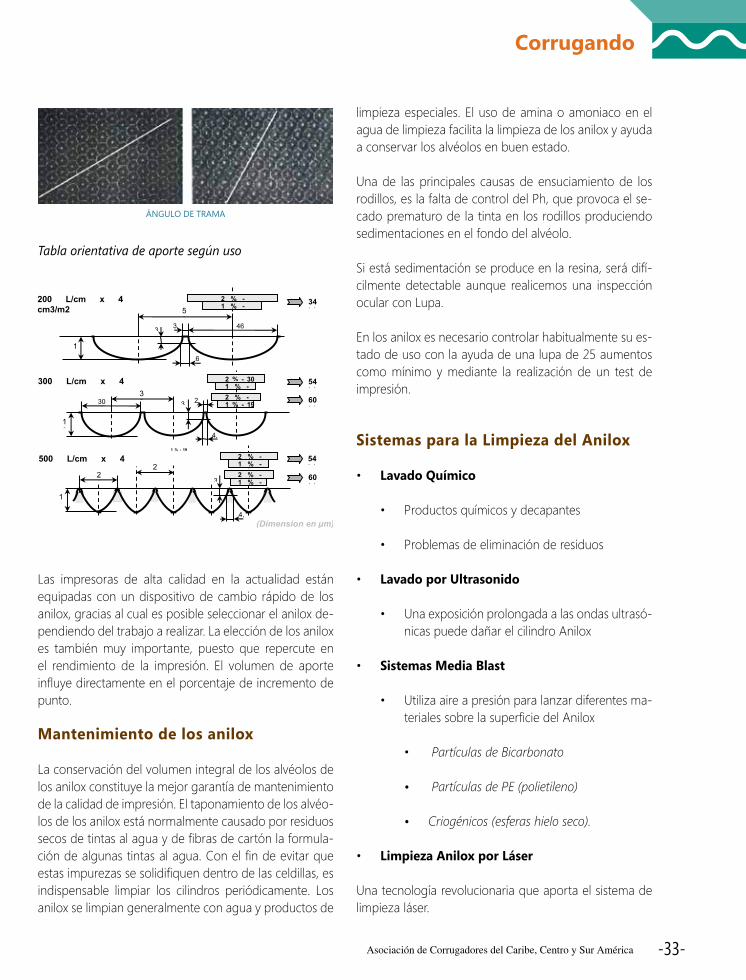
Tabla orientativa de aporte según uso
Las impresoras de alta calidad en la actualidad están equipadas con un dispositivo de cambio rápido de los anilox, gracias al cual es posible seleccionar el anilox de-pendiendo del trabajo a realizar. La elección de los anilox es también muy importante, puesto que repercute en el rendimiento de la impresión. El volumen de aporte influye directamente en el porcentaje de incremento de punto.
Mantenimiento de los anilox
La conservación del volumen integral de los alvéolos de los anilox constituye la mejor garantía de mantenimiento de la calidad de impresión. El taponamiento de los alvéo-los de los anilox está normalmente causado por residuos secos de tintas al agua y de fibras de cartón la formula-ción de algunas tintas al agua. Con el fin de evitar que estas impurezas se solidifiquen dentro de las celdillas, es indispensable limpiar los cilindros periódicamente. Los anilox se limpian generalmente con agua y productos de
limpieza especiales. El uso de amina o amoniaco en el agua de limpieza facilita la limpieza de los anilox y ayuda a conservar los alvéolos en buen estado.
Una de las principales causas de ensuciamiento de los rodillos, es la falta de control del Ph, que provoca el se-cado prematuro de la tinta en los rodillos produciendo sedimentaciones en el fondo del alvéolo.
Si está sedimentación se produce en la resina, será difí-cilmente detectable aunque realicemos una inspección ocular con Lupa.
En los anilox es necesario controlar habitualmente su es-tado de uso con la ayuda de una lupa de 25 aumentos como mínimo y mediante la realización de un test de impresión.
Sistemas para la Limpieza del Anilox
• Lavado Químico
• Productos químicos y decapantes
• Problemas de eliminación de residuos
• Lavado por Ultrasonido
• Una exposición prolongada a las ondas ultrasó-nicas puede dañar el cilindro Anilox
• Sistemas Media Blast
• Utiliza aire a presión para lanzar diferentes ma-teriales sobre la superficie del Anilox
• Partículas de Bicarbonato
• Partículas de PE (polietileno)
• Criogénicos (esferas hielo seco).
• Limpieza Anilox por Láser
Una tecnología revolucionaria que aporta el sistema de limpieza láser.
-33-Asociación de Corrugadores del Caribe, Centro y Sur América
Corrugando
-34- Edición XX - Diciembre 2010 - Enero 2011
• Limpieza en profundidad que garantiza una perfecta limpieza de toda la superficie del Ani-lox
• Gran precisión sin degradación
• No erosiona la superficie
• Recupera cilindros inservibles cegados por su-ciedad.
La misión de las rasquetas es regular la cantidad de tinta que distribuye el anilox en el cliché. El uso de las rasque-tas mejora netamente la calidad de la impresión. Las ras-quetas se presentan bajo la forma de resortes de acero o plástico de 40-50 mm de largo y de 0.15-0.2 mm de grosor.
5.1. Sistemas de rasquetas
Existen dos sistemas de entintado por rasquetas:
• Rasqueta simple
Sistema de entintado por rasqueta posi-tiva
La evolución de los sistemas de entintado hace que se aplique una cuchilla raspadora en el Anilox denomina-da rasqueta, éste sistema tiene 2 variantes, con rodillo fuente o sin el rodillo fuente y el Anilox sumergido en la bandeja de tinta.
Éste sistema tiene el inconveniente que según se aumen-ta la velocidad varía la tonalidad, los bares de presión de la rasqueta al ser constantes y la velocidad del Anilox variable, provocan diferencias tonales a diferentes velo-cidades, debido a la inclinación de la cuchilla respecto a la rotación del Anilox, créandose en la rasqueta una cuña o capa de tinta.
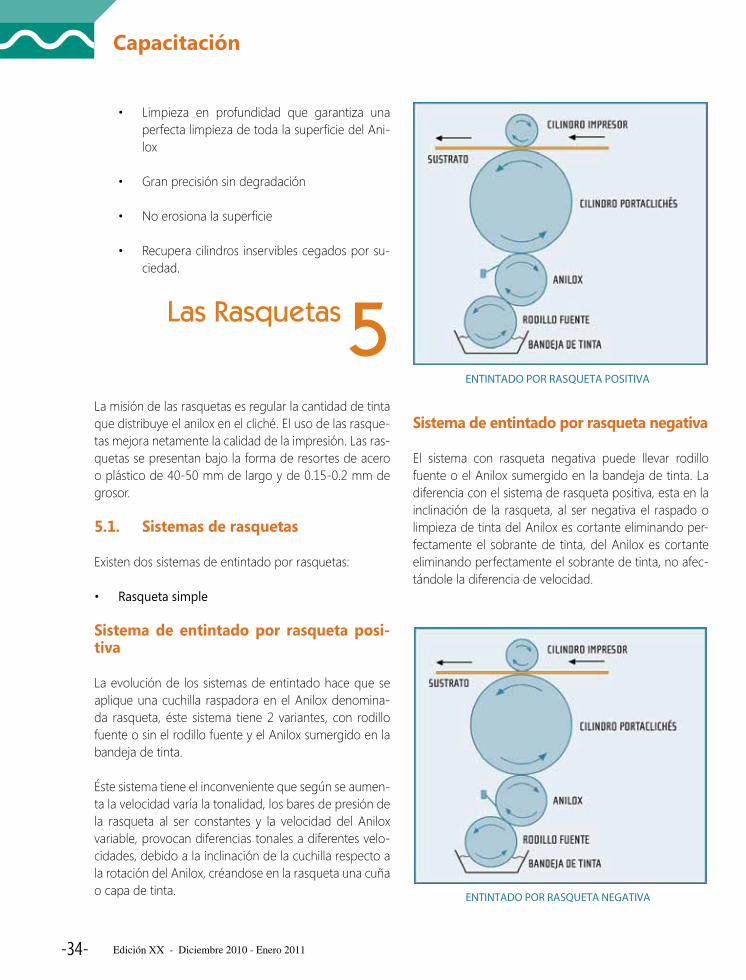
Sistema de entintado por rasqueta negativa
El sistema con rasqueta negativa puede llevar rodillo fuente o el Anilox sumergido en la bandeja de tinta. La diferencia con el sistema de rasqueta positiva, esta en la inclinación de la rasqueta, al ser negativa el raspado o limpieza de tinta del Anilox es cortante eliminando per-fectamente el sobrante de tinta, del Anilox es cortante eliminando perfectamente el sobrante de tinta, no afec-tándole la diferencia de velocidad.
Capacitación
Las Rasquetas5
ENTINTADO POR RASQUETA NEGATIVA

Corrugando
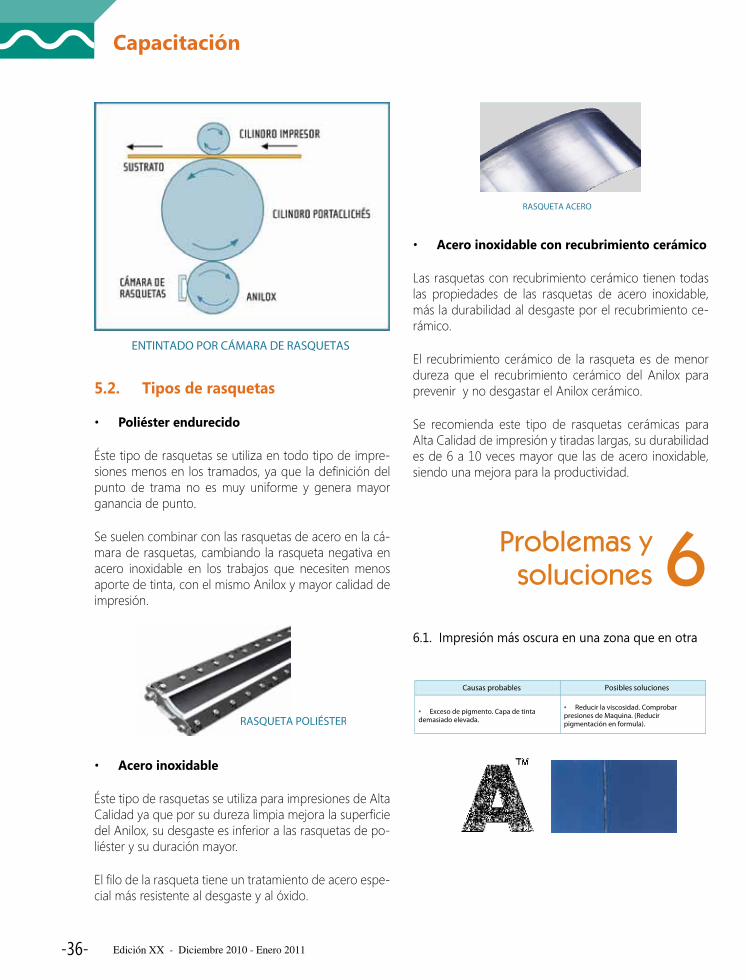
Sistema de entintado por cámara de rasque-tas
El sistema de cámara de rasquetas (Doctor Blade) es el más evolucionado que existe actualmente.
Consiste en la combinación de una rasqueta positiva y otra negativa, en una cámara con obturadores laterales que hacen que la cámara sea estanca.
El sistema funciona mediante una bom-ba que eleva la tinta hasta la cámara de raquetas, la tinta entra en la cámara por unos orificios de entrada y retor-na por los orificios de salida, mante-niendo una presión
constante en la cámara para facilitar el llenado de los alvéolos del anilox.
La rasqueta positiva en conjunto con los obturadores son los encargados de mantener llena y sin fugas la cá-mara de rasquetas y la rasqueta negativa la encargada de limpiar y dosificar los excesos de tinta.
Éste sistema tiene la ventaja de que la tinta esta en un circuito cerrado, teniendo menos problemas de evapo-ración de aditivos y reservándose de la polución am-biental.
La mejora del sistema de cámara de rasque-tas y la estabilidad que le aporta a la tinta, hace que las impresiones de policromía sean más estables y de mayor ca-lidad.
-36- Edición XX - Diciembre 2010 - Enero 2011
5.2. Tipos de rasquetas
• Poliéster endurecido
Éste tipo de rasquetas se utiliza en todo tipo de impre-siones menos en los tramados, ya que la definición del punto de trama no es muy uniforme y genera mayor ganancia de punto.
Se suelen combinar con las rasquetas de acero en la cá-mara de rasquetas, cambiando la rasqueta negativa en acero inoxidable en los trabajos que necesiten menos aporte de tinta, con el mismo Anilox y mayor calidad de impresión.
• Acero inoxidable
Éste tipo de rasquetas se utiliza para impresiones de Alta Calidad ya que por su dureza limpia mejora la superficie del Anilox, su desgaste es inferior a las rasquetas de po-liéster y su duración mayor.
El filo de la rasqueta tiene un tratamiento de acero espe-cial más resistente al desgaste y al óxido.
• Acero inoxidable con recubrimiento cerámico
Las rasquetas con recubrimiento cerámico tienen todas las propiedades de las rasquetas de acero inoxidable, más la durabilidad al desgaste por el recubrimiento ce-rámico.
El recubrimiento cerámico de la rasqueta es de menor dureza que el recubrimiento cerámico del Anilox para prevenir y no desgastar el Anilox cerámico.
Se recomienda este tipo de rasquetas cerámicas para Alta Calidad de impresión y tiradas largas, su durabilidad es de 6 a 10 veces mayor que las de acero inoxidable, siendo una mejora para la productividad.
Capacitación
6.1. Impresión más oscura en una zona que en otra
• •
Problemas y soluciones 6

Corrugando
6.2. Impresión demasiado clara
6.3. Impresión más oscura en una zona que en otra
6.4. Impresión variante durante el curso de la tirada
6.5. Impresión con marcas
• •
• •
• •
• •
• •
• •
• •
-37-Asociación de Corrugadores del Caribe, Centro y Sur América
-38- Edición XX - Diciembre 2010 - Enero 2011
• •
• •
• •
• •
• •
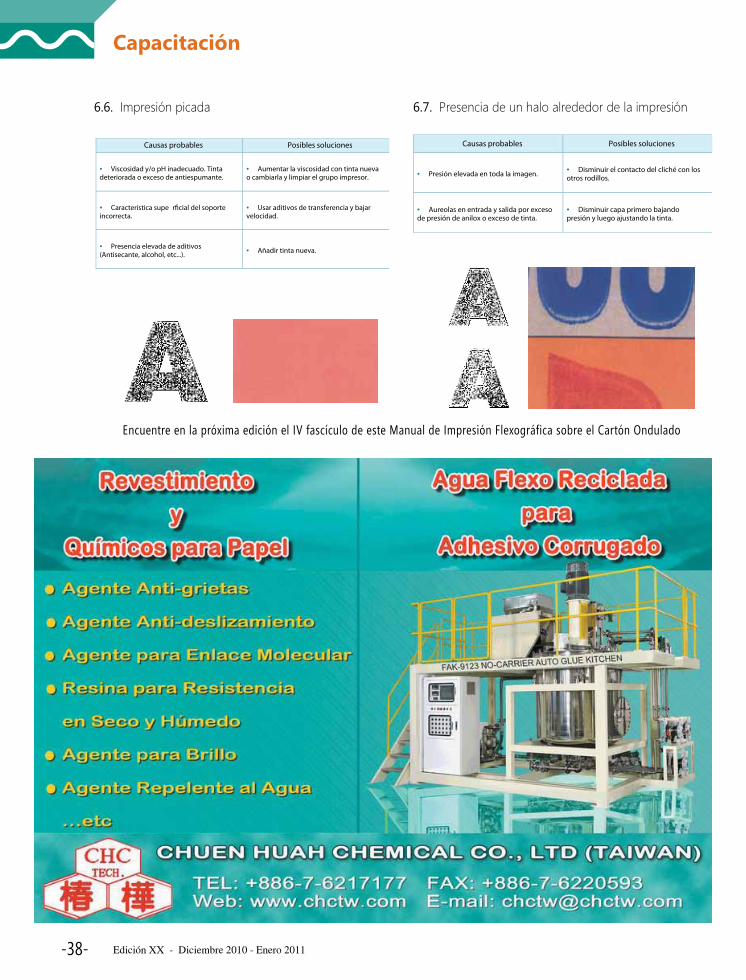
6.6. Impresión picada 6.7. Presencia de un halo alrededor de la impresión
Encuentre en la próxima edición el IV fascículo de este Manual de Impresión Flexográfica sobre el Cartón Ondulado
Capacitación