F - Capítulo V - Proceso
58
V PROCESO
Transcript of F - Capítulo V - Proceso

V PROCESO
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-1
Los métodos de extracción se pueden reunir en 3 grandes sistemas:
Percolación: es el más antiguo y consiste en separar el aceite de la masa por simple
escurrimiento siguiendo el efecto de la gravedad.
Presión: en este caso la pasta se carga sobre capachos circulares que se apilan en torno
a una aguja y al conjunto se le aplica una fuerza vertical que permite extraer el aceite de los
componentes sólidos.
Centrifugación: la pasta de aceituna es sometida a la acción de una fuerza centrífuga
que separa los distintos componentes por diferenciales de densidad.
El primer sistema casi no se emplea en Argentina, y en el resto del mundo está
prácticamente en desuso.
V.1.1.1. Sistema de extracción por presión. Método tradicional.
Es el método más empleado antiguamente para la extracción del aceite de la aceituna.
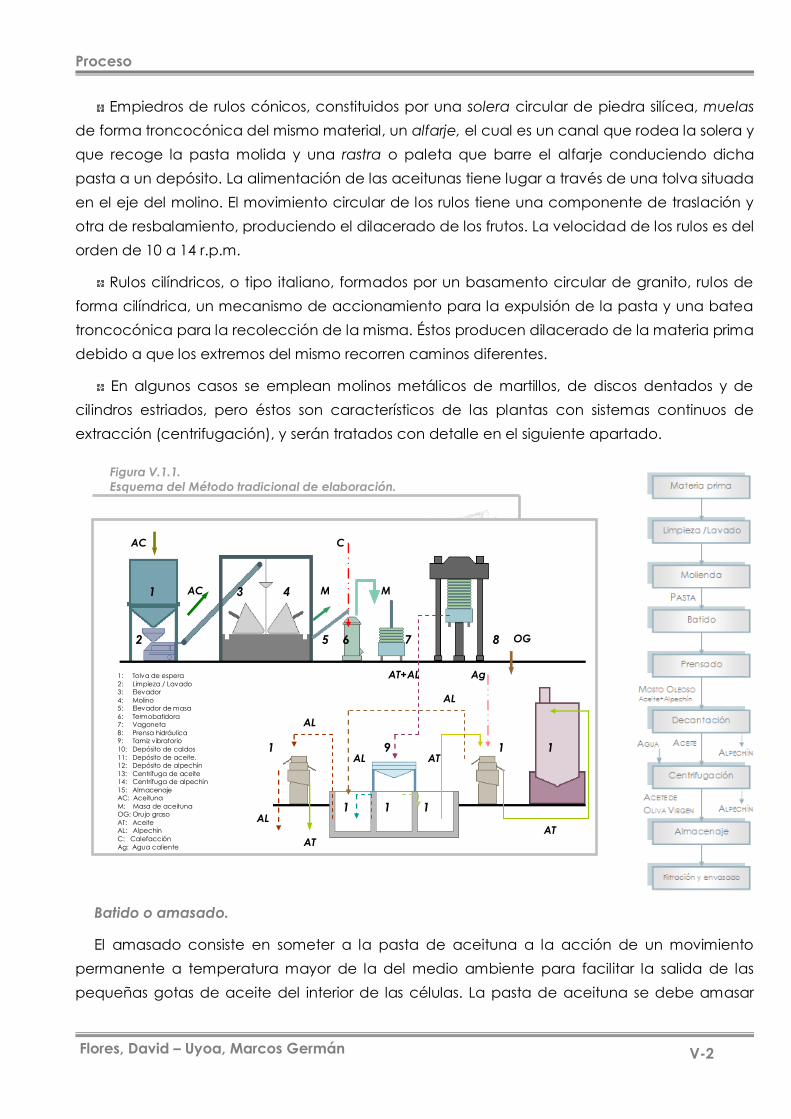
Comprende las operaciones esquematizadas en la Figura V.1.1.
Recepción de la materia prima. Lavado y limpieza.
Las operaciones de lavado y limpieza de la materia prima son muy similares, y en muchos
casos idénticas, independientemente del método de extracción aplicado, y serán tratadas
con más detalle en el próximo apartado.
Molienda.
La molienda tiene por objeto la rotura de los tejidos de la aceituna donde se aloja la
materia oleosa, y debe efectuarse con la mayor uniformidad posible. Para ello se somete la
materia prima a la acción de muelas, empiedros o molinos trituradores.
Los tipos molinos más utilizados son en éste tipo de plantas son:
PROCESO
V.1. INTRODUCCIÓN
V.1.1. Breve descripción de los sistemas de extracción.
V
Proceso
Flores, David – Uyoa, Marcos Germán V-2
Empiedros de rulos cónicos, constituidos por una solera circular de piedra silícea, muelas
de forma troncocónica del mismo material, un alfarje, el cual es un canal que rodea la solera y
que recoge la pasta molida y una rastra o paleta que barre el alfarje conduciendo dicha
pasta a un depósito. La alimentación de las aceitunas tiene lugar a través de una tolva situada
en el eje del molino. El movimiento circular de los rulos tiene una componente de traslación y
otra de resbalamiento, produciendo el dilacerado de los frutos. La velocidad de los rulos es del
orden de 10 a 14 r.p.m.
Rulos cilíndricos, o tipo italiano, formados por un basamento circular de granito, rulos de
forma cilíndrica, un mecanismo de accionamiento para la expulsión de la pasta y una batea
troncocónica para la recolección de la misma. Éstos producen dilacerado de la materia prima
debido a que los extremos del mismo recorren caminos diferentes.
En algunos casos se emplean molinos metálicos de martillos, de discos dentados y de
cilindros estriados, pero éstos son característicos de las plantas con sistemas continuos de
extracción (centrifugación), y serán tratados con detalle en el siguiente apartado.
Batido o amasado.
El amasado consiste en someter a la pasta de aceituna a la acción de un movimiento
permanente a temperatura mayor de la del medio ambiente para facilitar la salida de las
pequeñas gotas de aceite del interior de las células. La pasta de aceituna se debe amasar
1: Tolva de espera
2: Limpieza / Lavado 3: Elevador
4: Molino 5: Elevador de masa
6: Termobatidora 7: Vagoneta
8: Prensa hidráulica 9: Tamiz vibratorio
10: Depósito de caldos
11: Depósito de aceite. 12: Depósito de alpechín
13: Centrífuga de aceite 14: Centrífuga de alpechín
15: Almacenaje AC: Aceituna
M: Masa de aceituna OG: Orujo graso
AT: Aceite AL: Alpechín
C: Calefacción
Ag: Agua caliente
1
2
3 4
5 6 7 8
9
1
0 1
1 1
2
1
4 1
3
1
5
AC
AC M M
C
OG
AT+AL
AL
AT
Ag
AL
AL
AL
AT AT
Figura V.1.1.
Esquema del Método tradicional de elaboración.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-3
cuando el proceso de molturación se efectúa por la acción de molinos mecánicos y resulta
opcional en el caso del uso de muelas. Con el batido se pretende conseguir una buena
separación de las diferentes fases que constituyen la pasta. Esta operación completa el efecto
de cizallamiento de las partes insuficientemente tratadas en la molienda y reúne en una fase
oleosa continua las gotas de aceite dispersas en la pasta molida, aumentando de este modo
la proporción de mosto suelto a partir del mosto normal.
El batido debe llevarse a cabo de forma que permita el mayor contacto posible entre las
gotas de aceite, sin provocar emulsiones que luego dificulten el proceso de extracción. Con el
fin de facilitar la posterior separación de los aceites, se dota a las batidoras de un sistema de
calefacción de doble pared, tuberías internas o paletas huecas por las que circula el fluido
calefactor.
En los sistemas de extracción por presión la intensidad del batido necesaria es menor, ya
que la pasta proveniente de los empiedros se encuentra en mejores condiciones de
separación que la procedente de molinos de martillos (característicos de los sistemas
continuos de extracción por centrifugación). Cuando las aceitunas se trituran con rulos el
punto óptimo de liberación del aceite se consigue en 10 a 15 minutos de batido a
temperatura ambiente, por el contrario cuando las aceitunas se molturan con trituradores de
martillos, es necesario alargar el tiempo de batido, que se hace en dos o tres fases, durante
más de 60 minutos y recurriendo al calentamiento de la pasta. Generalmente se emplean
batidoras de eje vertical.
Prensado.
La extracción por presión es el procedimiento más antiguo, empleado para la obtención de
aceite de oliva. Para ello se recurre a la acción de prensas hidráulicas. La pasta preparada se
coloca en capas finas sobre discos de material filtrante denominados capachos,
manualmente o en forma mecanizada en formadores de cargos. Los capachos se disponen
unos sobre otros, en una vagoneta y van guiados por una aguja central. Este conjunto de
vagoneta, aguja y capachos con la carga de pasta, constituye el cargo que se somete a
cada operación de prensada. Es por tanto un sistema discontinuo con formación de cargo,
prensada y descapachado.
Los capachos son discos planos de diámetro variable, con un orificio central. Son usuales los
diámetros comprendidos entre 80 y 90 cm. Estos deben poseer resistencia, flexibilidad, buena
capacidad de filtrado, facilidad de limpieza y no deben aportar sabor y olor al aceite. En la
actualidad los más usados presentan una estructura resistente formada por bordes interiores y
exteriores y radios de una fibra dura, como puede ser el polietileno, mientras que el cuerpo
filtrante se confecciona con otra fibra más flexible y con buena capacidad de filtrado como
es el coco.
Proceso
Flores, David – Uyoa, Marcos Germán V-4
Debe asegurarse que la pasta se distribuya en forma de corona sobre cada uno de los
capachos. La cantidad de pasta a colocar por carga depende fundamentalmente del grado
de madurez de la aceituna al momento de molerse. La carga generalmente es manual,
aunque recientemente se incorporaron cargadores mecánicos que permiten reducir
sustancialmente la mano de obra necesaria.
Cuando la aceituna molida es verde, la pasta tiene un alto contenido de agua. Durante el
prensado esta tiende a desplazarse hacia los bordes del capacho, y puede caer y mezclarse
con los fluidos oleosos. Por esa razón, la carga debe ser menor. Este es un caso real de
contaminación cruzada, lo cual es lo que sucede cuando algún agente contaminante se
mezcla en el proceso y deteriora la calidad final del producto. Si el orujo ingresa en el mosto
oleoso puede llegar a deteriorar la calidad del aceite.
Para que la extracción sea eficiente, la cantidad de capachos debe ser de 90 a 100 y
totalizar una carga de 600 a 800 kg de pasta de aceituna. Cada 15 o 20 capachos se coloca
un disco de metal. Los discos cumplen la función de darle resistencia a la columna de
capachos y evitar su rotura por efectos de la presión.
La prensa hidráulica está compuesta por un puente bajo empotrado en el suelo y un
puente alto, unidas por columnas de acero. El pistón, situado en el interior de un cilindro unido
al puente bajo y empotrado en el suelo o sobre el puente alto, recibe la presión hidráulica
generada en una bomba y la transmite al cargo a través de la vagoneta, que es conducida
por las columnas a fin de mantener la verticalidad del mismo.
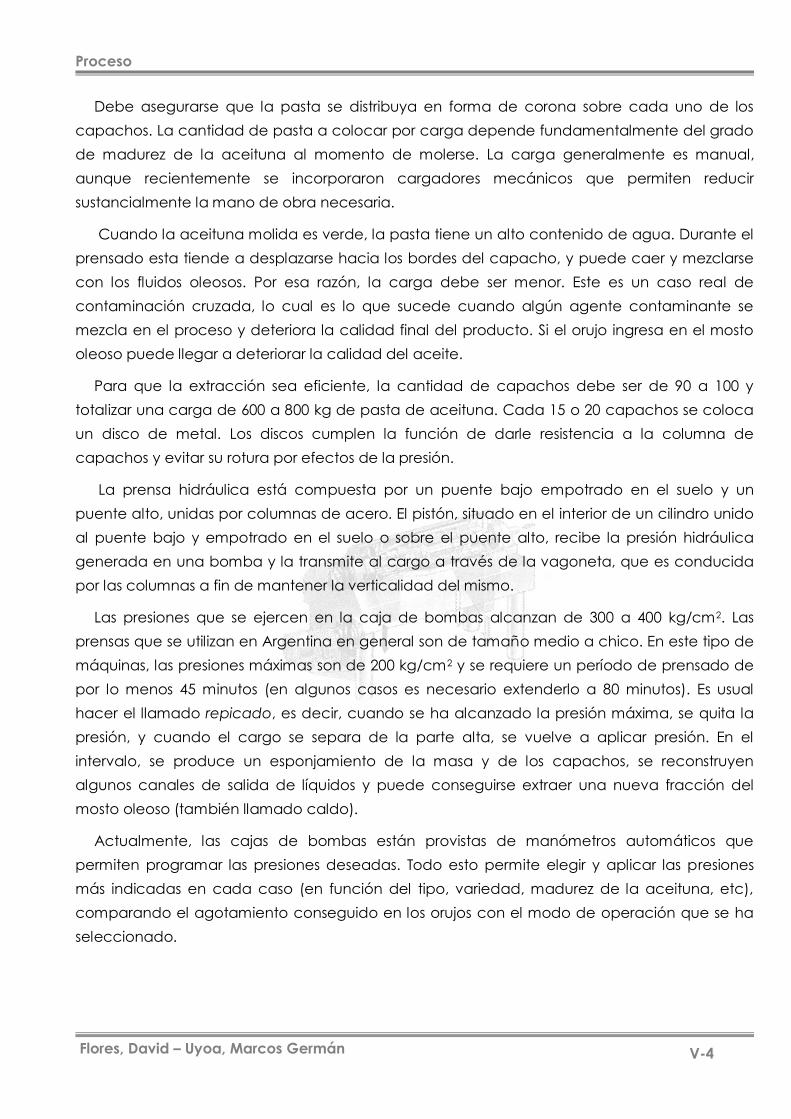
Las presiones que se ejercen en la caja de bombas alcanzan de 300 a 400 kg/cm2. Las
prensas que se utilizan en Argentina en general son de tamaño medio a chico. En este tipo de
máquinas, las presiones máximas son de 200 kg/cm2 y se requiere un período de prensado de
por lo menos 45 minutos (en algunos casos es necesario extenderlo a 80 minutos). Es usual
hacer el llamado repicado, es decir, cuando se ha alcanzado la presión máxima, se quita la
presión, y cuando el cargo se separa de la parte alta, se vuelve a aplicar presión. En el
intervalo, se produce un esponjamiento de la masa y de los capachos, se reconstruyen
algunos canales de salida de líquidos y puede conseguirse extraer una nueva fracción del
mosto oleoso (también llamado caldo).
Actualmente, las cajas de bombas están provistas de manómetros automáticos que
permiten programar las presiones deseadas. Todo esto permite elegir y aplicar las presiones
más indicadas en cada caso (en función del tipo, variedad, madurez de la aceituna, etc),
comparando el agotamiento conseguido en los orujos con el modo de operación que se ha
seleccionado.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-5
Después de la presión, el orujo queda retenido en el capacho, y debe de separarse en la
operación llamada descapachado que se hace manualmente o con máquinas
descapachadoras.
Los principales inconvenientes para la aplicación práctica de este sistema son los elevados
costos de mano de obra, la discontinuidad del proceso y los gastos inherentes al empleo de
materiales filtrantes en condiciones óptimas.
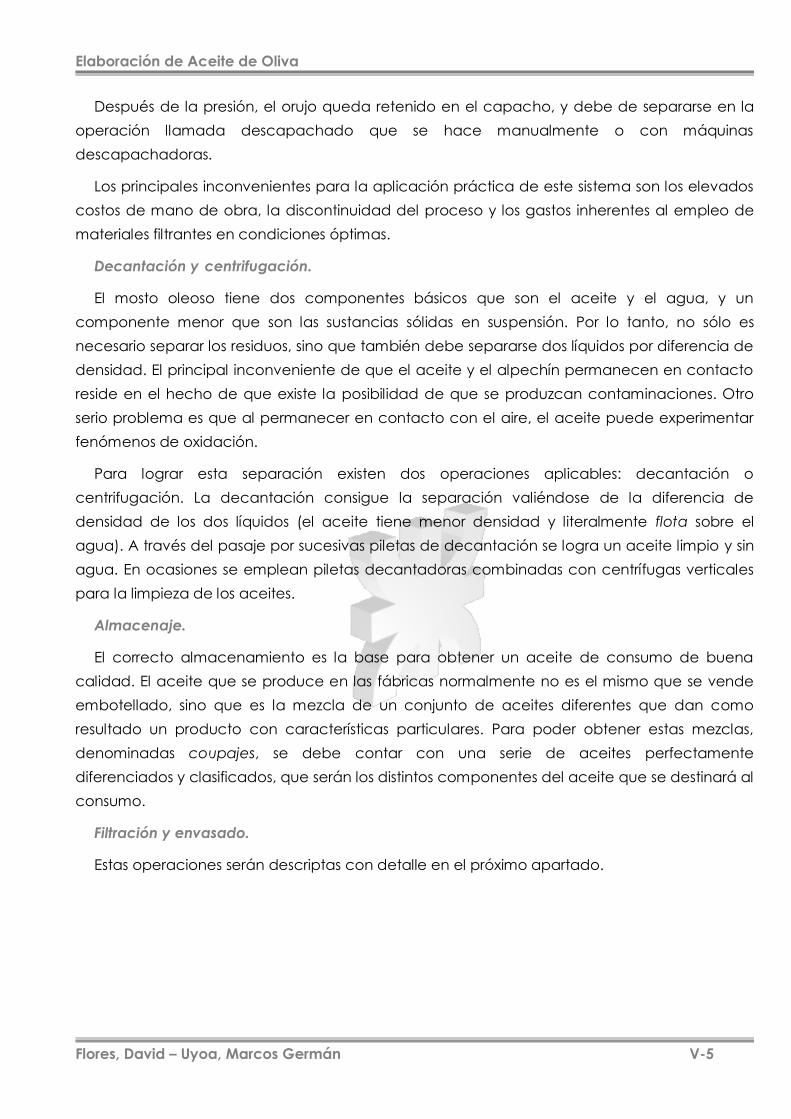
Decantación y centrifugación.
El mosto oleoso tiene dos componentes básicos que son el aceite y el agua, y un
componente menor que son las sustancias sólidas en suspensión. Por lo tanto, no sólo es
necesario separar los residuos, sino que también debe separarse dos líquidos por diferencia de
densidad. El principal inconveniente de que el aceite y el alpechín permanecen en contacto
reside en el hecho de que existe la posibilidad de que se produzcan contaminaciones. Otro
serio problema es que al permanecer en contacto con el aire, el aceite puede experimentar
fenómenos de oxidación.
Para lograr esta separación existen dos operaciones aplicables: decantación o
centrifugación. La decantación consigue la separación valiéndose de la diferencia de
densidad de los dos líquidos (el aceite tiene menor densidad y literalmente flota sobre el
agua). A través del pasaje por sucesivas piletas de decantación se logra un aceite limpio y sin
agua. En ocasiones se emplean piletas decantadoras combinadas con centrífugas verticales
para la limpieza de los aceites.
Almacenaje.
El correcto almacenamiento es la base para obtener un aceite de consumo de buena
calidad. El aceite que se produce en las fábricas normalmente no es el mismo que se vende
embotellado, sino que es la mezcla de un conjunto de aceites diferentes que dan como
resultado un producto con características particulares. Para poder obtener estas mezclas,
denominadas coupajes, se debe contar con una serie de aceites perfectamente
diferenciados y clasificados, que serán los distintos componentes del aceite que se destinará al
consumo.
Filtración y envasado.
Estas operaciones serán descriptas con detalle en el próximo apartado.
Proceso
Flores, David – Uyoa, Marcos Germán V-6
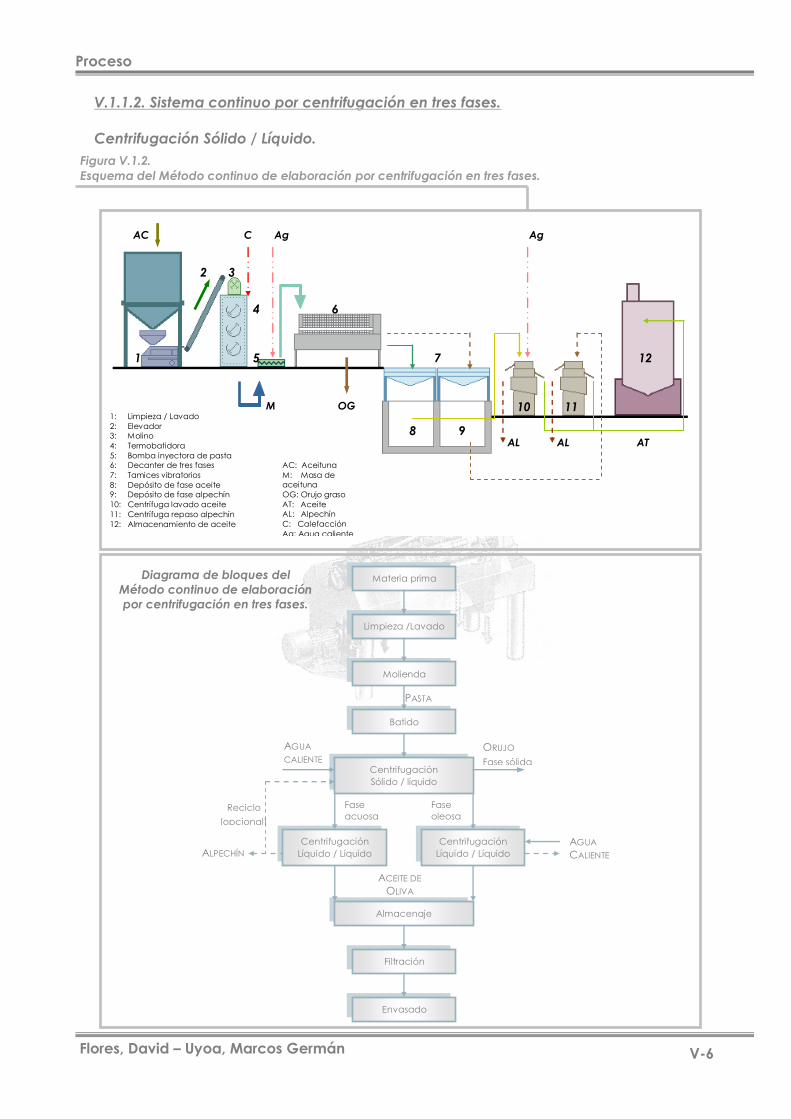
V.1.1.2. Sistema continuo por centrifugación en tres fases.
Centrifugación Sólido / Líquido.
1: Limpieza / Lavado
2: Elevador
3: Molino
4: Termobatidora
5: Bomba inyectora de pasta
6: Decanter de tres fases
7: Tamices vibratorios
8: Depósito de fase aceite
9: Depósito de fase alpechín
10: Centrífuga lavado aceite
11: Centrífuga repaso alpechín
12: Almacenamiento de aceite
AC: Aceituna
M: Masa de
aceituna
OG: Orujo graso
AT: Aceite
AL: Alpechín
C: Calefacción
Ag: Agua caliente
1
2 3
4
5
6
7
8
AC Ag
M
C
OG
9
10 11
12
Ag
AT AL AL
Figura V.1.2.
Esquema del Método continuo de elaboración por centrifugación en tres fases.
PASTA
nte
Materia prima
Limpieza /Lavado
Molienda
Batido
Centrifugación
Sólido / líquido
Centrifugación
Líquido / Líquido
Almacenaje
AGUA
CALIENTE
nte
Centrifugación
Líquido / Líquido
ORUJO
Fase sólida
Fase
acuosa
Fase
oleosa
AGUA
CALIENTE
ALPECHÍNACEITE DE
OLIVA
VIRGEN
ALPECHÍN
Reciclo
(opcional)
Filtración
Envasado
Diagrama de bloques del
Método continuo de elaboración
por centrifugación en tres fases.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-7
En la figura V.1.2, se puede observar un esquema general del proceso.
La centrífuga horizontal (decánter) que permite la separación sólido / líquido consiste en un
tambor cilindro-troncocónico que puede girar de 3000 a 4000 revoluciones por minuto y lleva
en su interior un cuerpo hueco, de forma similar, con resalto helicoidal. Debido a una pequeña
diferencia entre la velocidad de rotación del tambor y del tornillo sin fin (más rápido), el orujo
(fase sólida) sale por un extremo de la centrífuga y el aceite y el agua por el opuesto (fases
líquidas). Los mostos oleosos obtenidos (aceite con poca agua y agua con poco aceite) son
separados definitivamente en las centrífugas verticales de descarga automática.
La separación de la fase sólida de las líquidas por centrifugación se realiza mediante la
adición de agua (más o menos caliente) a la pasta de aceituna. Dada la posible incidencia
del volumen de agua añadida en el rendimiento en aceite, es necesario ajustar la proporción
pasta/agua al tipo de aparato pero, sobre todo, a las características reológicas de las
aceitunas. El exceso o la falta de agua entraña un descenso del rendimiento de extracción. La
proporción óptima se determina empíricamente observando las características del aceite y
del agua a la salida del decánter. A título orientativo se puede decir que varía de 1:0,6 a 1:1.
Se han introducido ciertas mejoras encaminadas a reducir el consumo de agua, así las
pruebas experimentales de reciclaje del alpechín en el decánter han demostrado la viabilidad
de esta técnica y sus efectos positivos en el rendimiento de extracción y en el contenido
fenólico del aceite mientras la viscosidad del alpechín no sea tan alta que dificulte la
circulación del agua.
Centrifugación Líquido / Líquido.
La separación de las fases líquidas procedentes del decánter se consigue en dos
centrífugas verticales. En una de ellas, se efectúa el lavado del aceite en la fase oleosa
mediante el agregado de agua, y en la otra la recuperación de la materia grasa contenida
en el alpechín. Dichas centrífugas constan de un tambor cónico, cuyo interior presenta una
serie de discos perforados contiguos, (de la misma forma) entre los cuales fluye el mosto
oleoso. Los discos, por su proximidad, reducen el recorrido de las partículas de aceite o
alpechín hasta encontrar su fase continua, y mejoran la separación
El mosto oleoso ingresa por la parte superior y, debido a la fuerza centrífuga, es obligado a
pasar a través de las perforaciones de los discos. La fase pesada (agua) desciende por la cara
superior del disco, acumulándose junto a la pared exterior del tambor, subiendo por ésta y
descargándose finalmente. Mientras tanto, Ia fase ligera (aceite) asciende a lo largo de la
cara inferior del disco y ocupa la zona de la cámara de la centrifuga más próxima al eje.
La presencia de sólidos en los mostos oleosos, en mayor proporción que en el sistema
tradicional de prensas, obliga a detener con cierta frecuencia la centrifugación para
proceder a la limpieza y separación de los sólidos acumulados.
Proceso
Flores, David – Uyoa, Marcos Germán V-8
Con objeto de evitar este inconveniente utilizan centrifugas verticales autolimpiables, que
descargan automáticamente las borras, mediante un dispositivo hidráulico que abre unos
orificios practicados en la parte superior del tambor, donde se acumulan los sólidos, para
permitir su salida.
Entre las ventajas del sistema continuo de extracción por centrifugación, cabe citar el
limitado volumen de las máquinas, ciclo continuo con operaciones automatizadas, reducidas
necesidades de mano de obra y la obtención de aceites con bajos niveles de acidez. Los
rendimientos en aceite se compararan en general a los obtenidos en las instalaciones
tradicionales. El sistema continuo garantiza la perfecta higiene del proceso.
V.1.1.3. Sistema continuo por centrifugación en dos fases.
Centrifugación Sólido / Líquido.
Los productos obtenidos de la acción de la centrífuga de dos fases sobre la pasta son:
Fase pesada: Orujo, muy húmedo, también llamado alperujo (55-60% de humedad), en
cantidad elevada, un 60% más que en el decánter de tres salidas, con una densidad de 0,9 -
1,0 g/cm3, consistencia similar a la de los Iodos a causa del mayor contenido de azúcares
reductores y de sólidos finos. En aceitunas con baja humedad se puede obtener un orujo con
riqueza grasa elevada, lo que requiere un control constante de este parámetro.
Fase liviana: Aceite sucio, con presencia de humedad. Requiere un lavado en centrífuga
vertical.
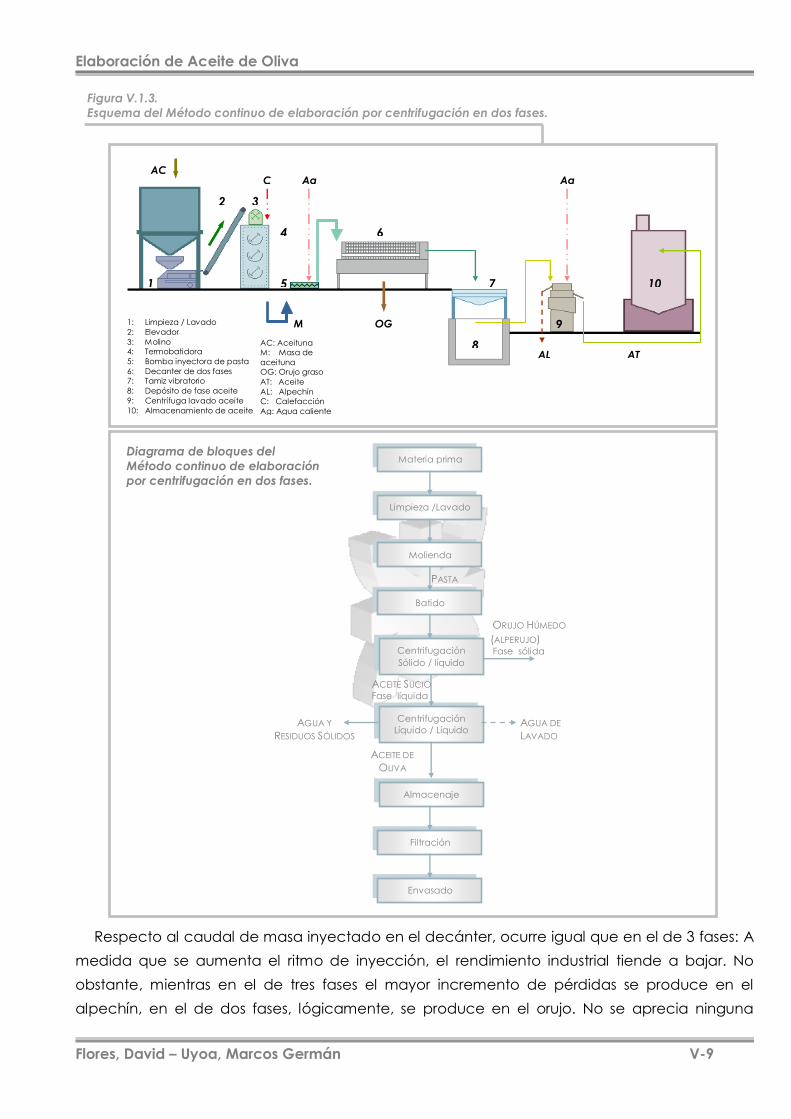
En la figura V.1.3, se puede observar un esquema del proceso completo, el cual permite la
comparación con el sistema de tres fases. En éste, la adición de agua caliente a las pastas,
trae como consecuencia la pérdida de determinadas sustancias contenidas en los alpechines,
entre las que se encuentran especialmente los antioxidantes naturales presentes en los aceites.
Sin embargo, el reciclado de los alpechines, en sustitución del agua, elimina este
inconveniente y, además, reduce el consumo de agua y el volumen de aguas residuales que
hay que evacuar.
Mediante este sistema de extracción ya no es necesario añadir agua a la pasta. En realidad
se reduce el agregado a cantidades mínimas, en el caso de aceitunas con bajo contenido de
humedad, con la ventaja suplementaria de eliminar la evacuación de alpechines. Como
contrapartida, se obtienen orujos todavía más húmedos. El decánter de dos fases trabaja bien
con aceitunas de principio de campaña o recién recolectada. La humedad de la aceituna es
mayor al principio de temporada y para frutos con poco tiempo de atrojado.
Cuando deba agregarse agua a la pasta, debe inyectarse directamente en la entrada al
decánter, en proporción no superior al 10 -15% del peso del fruto.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-9
Respecto al caudal de masa inyectado en el decánter, ocurre igual que en el de 3 fases: A
medida que se aumenta el ritmo de inyección, el rendimiento industrial tiende a bajar. No
obstante, mientras en el de tres fases el mayor incremento de pérdidas se produce en el
alpechín, en el de dos fases, lógicamente, se produce en el orujo. No se aprecia ninguna
PASTA
nte
Materia prima
Limpieza /Lavado
Molienda
Batido
Centrifugación
Sólido / líquido
Almacenaje
Centrifugación
Líquido / Líquido
ORUJO HÚMEDO
(ALPERUJO)
Fase sólida
AGUA DE
LAVADO
ACEITE DE
OLIVA
VIRGEN
ACEITE SUCIO
Fase líquida
AGUA Y
RESIDUOS SÓLIDOS
Filtración
Envasado
Diagrama de bloques del
Método continuo de elaboración
por centrifugación en dos fases.
Figura V.1.3.
Esquema del Método continuo de elaboración por centrifugación en dos fases.
1: Limpieza / Lavado
2: Elevador
3: Molino
4: Termobatidora
5: Bomba inyectora de pasta
6: Decanter de dos fases
7: Tamiz vibratorio
8: Depósito de fase aceite
9: Centrífuga lavado aceite
10: Almacenamiento de aceite
AC: Aceituna
M: Masa de
aceituna
OG: Orujo graso
AT: Aceite
AL: Alpechín
C: Calefacción
Ag: Agua caliente
1
2 3
4
5
6
7
8
AC Ag
M
C
OG 9
10
Ag
AT AL
Proceso
Flores, David – Uyoa, Marcos Germán V-10
diferencia respecto al proceso de limpieza del aceite entre dos y tres fases. El agua
procedente del lavado de los aceites tiene un nivel de grasa tan bajo que no merece la pena
volver a centrifugar.
Centrifugación Líquido / Líquido.
Como no hay salida de alpechín, sólo se centrifugan los aceites salidos del decánter para
lavarlos, quitándoles la mayor proporción de los sólidos que los acompañan. La operación es
muy similar a la expuesta anteriormente para el lavado de la fase oleosa en los sistemas de
centrifugación en tres fases. Es necesario añadir agua para que se puedan formar los anillos
con la centrifugación y la formación de fases.
La elección del método de extracción no resulta fácil porque todos presentan ventajas e
inconvenientes. Es preciso considerar dichas ventajas y limitaciones, no sólo porque resulta útil
para conocer mejor el sistema instalado en la almazara, sino también porque permite
conseguir el mayor provecho de él.
V.2.1.1. Cantidad de aceite. Ritmo de producción.
Las pérdidas de aceite en el proceso industrial se deben fundamentalmente a contenidos
grasos excesivos en los subproductos.
No son despreciables las que se ocasionan a veces en los patios de las almazaras durante la
recepción, limpieza, lavado y almacenamiento, en su caso, de las aceitunas, aunque estas
pérdidas son independientes del sistema de extracción elegido, sólo atribuibles a la propia
estructura, organización y manejo del patio.
Se parte de unas aceitunas tipo con la siguiente composición:
ACEITUNA (1TONELADA)
Agua 400 a 500 Kg
Aceite 200 a 280 Kg
Materia seca desgrasada 280 a 350 Kg
V.2. SELECCIÓN CRÍTICA DEL PROCESO.
V.2.1. Factores que influyen en la elección del método.
MATERIA SECA SIN GRASA
Hueso 140 a 200 Kg
Semillas 10 a 30 Kg
Otros sólidos 120 a 350Kg
Tabla V.2.1. Composición de la aceituna. Tabla V.2.2. Composición de la Mat. Seca.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-11
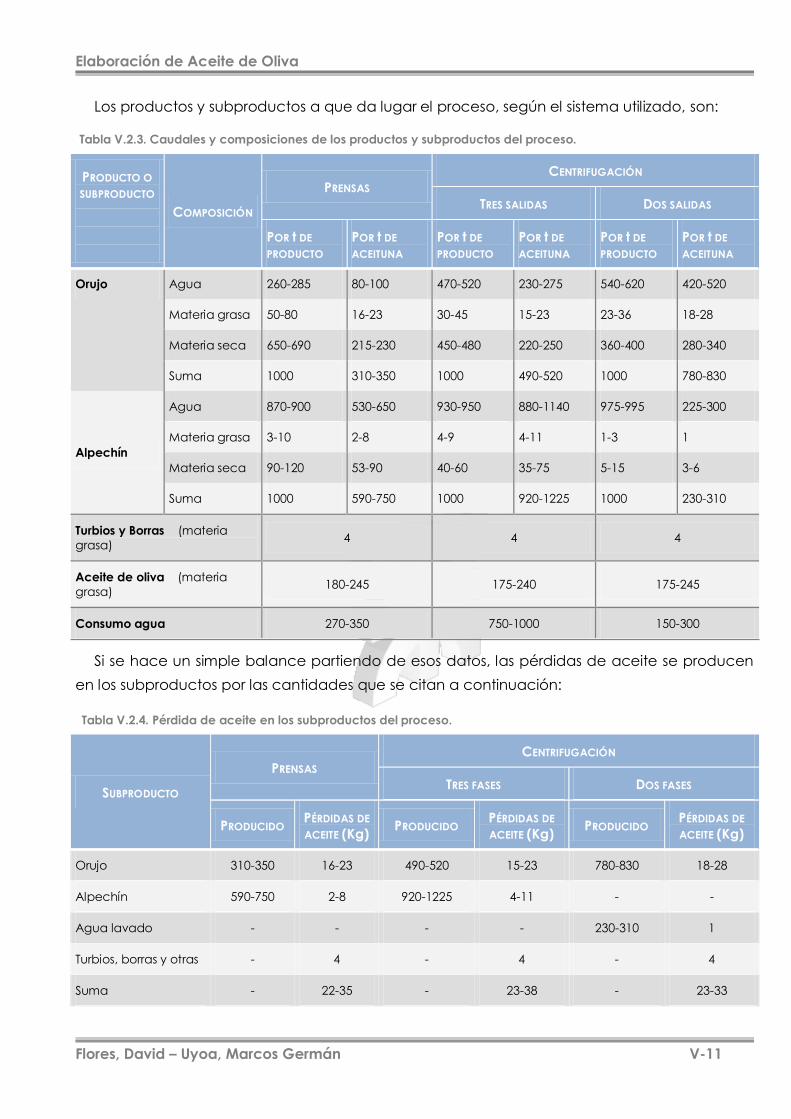
Tabla V.2.3. Caudales y composiciones de los productos y subproductos del proceso.
Tabla V.2.4. Pérdida de aceite en los subproductos del proceso.
Los productos y subproductos a que da lugar el proceso, según el sistema utilizado, son:
Si se hace un simple balance partiendo de esos datos, las pérdidas de aceite se producen
en los subproductos por las cantidades que se citan a continuación:
SUBPRODUCTO
PRENSAS
CENTRIFUGACIÓN
TRES FASES DOS FASES
PRODUCIDO PÉRDIDAS DE
ACEITE (Kg) PRODUCIDO
PÉRDIDAS DE
ACEITE (Kg) PRODUCIDO
PÉRDIDAS DE
ACEITE (Kg)
Orujo 310-350 16-23 490-520 15-23 780-830 18-28
Alpechín 590-750 2-8 920-1225 4-11 - -
Agua lavado - - - - 230-310 1
Turbios, borras y otras - 4 - 4 - 4
Suma - 22-35 - 23-38 - 23-33
PRODUCTO O
SUBPRODUCTO
COMPOSICIÓN
PRENSAS
CENTRIFUGACIÓN
TRES SALIDAS DOS SALIDAS
POR t DE
PRODUCTO
POR t DE
ACEITUNA
POR t DE
PRODUCTO
POR t DE
ACEITUNA
POR t DE
PRODUCTO
POR t DE
ACEITUNA
Orujo Agua 260-285 80-100 470-520 230-275 540-620 420-520
Materia grasa 50-80 16-23 30-45 15-23 23-36 18-28
Materia seca 650-690 215-230 450-480 220-250 360-400 280-340
Suma 1000 310-350 1000 490-520 1000 780-830
Alpechín
Agua 870-900 530-650 930-950 880-1140 975-995 225-300
Materia grasa 3-10 2-8 4-9 4-11 1-3 1
Materia seca 90-120 53-90 40-60 35-75 5-15 3-6
Suma 1000 590-750 1000 920-1225 1000 230-310
Turbios y Borras (materia
grasa) 4 4 4
Aceite de oliva (materia
grasa) 180-245 175-240 175-245
Consumo agua 270-350 750-1000 150-300
Proceso
Flores, David – Uyoa, Marcos Germán V-12
En todos los casos, las cifras que expresan las pérdidas son similares, aunque permiten
distinguir determinados puntos de riesgo en cada uno de los sistemas. En el de centrifugación
de tres fases las pérdidas en alpechín son importantes y cualquier falta de control puede
elevarlas más, teniendo en cuenta que el caudal de salida de este subproducto es alto,
superior al de los otros sistemas. En centrifugación de dos fases el mayor peligro está en el
orujo, pues produce una mayor cantidad que en otros sistemas y un agotamiento incorrecto
elevaría las pérdidas en el proceso.
En general, operando correctamente, se alcanzan rendimientos de extractibilidad del 86% -
87% del aceite contenido en las aceitunas.
V.2.1.2. Calidad del aceite obtenido.
Con cualquiera de los sistemas de elaboración se puede conseguir la calidad del aceite
contenido en el fruto, si se conduce correctamente todo el proceso y se cuenta con
instalaciones adecuadas. Sin embargo, las propias características de cada sistema
condicionan los resultados.
El agua de adición, necesaria en el decánter de tres fases, arrastra componentes
hidrosolubles del aceite en mayor proporción, resultando los aceites con menor contenido
fenólico, disminuyendo su capacidad antioxidante y su estabilidad. En el sistema tradicional de
prensas, los capachos ofrecen dificultades de limpieza. En éstos el contacto entre aceite y
alpechín se prolonga, por lo que la posibilidad de incremento de la acidez es mayor.
En los aceites obtenidos por centrifugación en decánter de dos y tres fases no se han
apreciado diferencias en la composición de ácidos grasos y en alcoholes alifáticos, siendo
mínimas en estigmasterol (más alta en tres fases) y en alcoholes triterpénicos (más alta en dos
fases). La valoración organoléptica de los aceites de centrifugación de dos y tres fases es
similar, con diferencias según campañas.
Cuando se trabaja con aceitunas deterioradas, los aceites obtenidos por centrifugación
arrojan menor acidez que los obtenidos por presión.
V.2.1.3. Factores económicos.
Además de la cantidad y de la calidad de los aceites obtenidos hay que considerar otros
factores no menos importantes en el momento de la elección del sistema de extracción.
Superficie ocupada
Los sistemas continuos requieren menos espacio para su instalación que el tradicional de
presión; esto se manifiesta sobre todo en los equipos de alto rendimiento. En el primer caso, la
maquinaria de extracción, incluidas centrífugas verticales, ocupa entre 50 y 100 m2 netos de
planta, con una altura de 5 m, para capacidades de trabajo que varían entre 1,0 t/h y 7,0 t/h
de aceituna.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-13
La almazara tradicional con prensas hidráulicas, para un módulo de cuatro prensas
conformado de cargos (2,6 t/h de aceituna), necesita una superficie de unos 50 m2, con altura
útil de 5,50 m, a los que hay que incrementar el sistema de decantación elegido.
Continuidad del proceso.
La extracción del aceite con prensas es una operación discontinua, aún en casos de
instalaciones racionalizadas y con buen grado de mecanización. La centrifugación de masa
es continua e incluye numerosos automatismos y controles del proceso.
Necesidades de mano de obra
Una instalación de prensas hidráulicas con formación manual de cargos exige una
importante cantidad de operarios (de 2 a 2,5 horas por tonelada de aceituna procesada),
con un costo que repercute notablemente en el procedimiento. Si la instalación cuenta con
cargador automático de capachos el requerimiento de mano de obra desciende (se necesita
entre 1,0 h/t y 1,25 h/t con descapachado manual y entre 0,75 h/t y 1,0 h/t con
descapachado mecánico).
En los sistemas continuos la atención al trabajo de los equipos de extracción puede variar
entre 1,0 h/t en plantas de bajo rendimiento y 0,3 h/t con capacidades de 75 t/24 h de
aceitunas procesadas. Ahora bien, el grado de especialización que se requiere es muy
superior al de las prensas.
Otro aspecto a tener en cuenta de la mano de obra de extracción es que, al ser la cuadrilla
numerosa, no se adapta a un trabajo con variación de las horas laborales por jornada, incluso
de días sin trabajo. Esto es cada vez más necesario, pues la obtención de aceites de calidad
obliga a adecuar el turno de trabajo a las entradas reales de aceituna. La capacidad de
elaboración de una almazara se aproxima a las entradas máximas previsibles para que la
aceituna se molture al día. Cuando la cantidad de fruto disminuye, la almazara reduce su
tiempo diario de trabajo. Este proceder no es factible con instalaciones de media o de gran
capacidad provistas de prensas, y es completamente practicable con sistemas continuos.
Potencia instalada.
La centrifugación de masas requiere una potencia considerable, mientras que con prensas
es menor. Por la misma razón el consumo eléctrico es más elevado en el primer caso que en el
segundo.
Para una capacidad de molienda de unas 3 t/h en sistema continuo, se instala en la
sección del decánter unos 45 CV, mientras que con prensas y formador de cargos es suficiente
con unos 30 CV en la sección correspondiente. El consumo de energía eléctrica se incrementa
en un 50% en los sistemas continuos.
Proceso
Flores, David – Uyoa, Marcos Germán V-14
Consumo de agua
Un factor importante a considerar en el proyecto de una almazara es la disponibilidad de
agua para el proceso.
En el sistema de prensas se necesitan entre 270 y 350 litros por t de aceituna. En el sistema
continuo de dos fases el volumen demandado es similar (250 a 330 l.). Sin embargo en el
sistema continuo de tres fases la cantidad de agua se eleva a 650 - 900 litros por tonelada de
aceituna. El volumen de agua necesario puede ser limitante en algún caso ante la escasez de
agua.
Balance energético
El agua que se adiciona al decánter debe calentase hasta una temperatura máxima de
35°C, y la que ingresa a las centrifugas verticales de aceite también se calienta entre 30°C y
35°C. En el caso del sistema continuo de tres fases el volumen de agua a calentar es mayor,
necesitando instalar una capacidad de calderas en concordancia con este consumo. Por
ésta razón también se incrementa el costo del combustible. Sin embargo el mismo puede ser
nulo, si se emplea una caldera quemadora de los orujos agotados provenientes de la
extracción por solvente
Inversión en la instalación
Generalizando, para igual capacidad de trabajo; el equipo de una almazara continua
cuesta más que el de una tradicional, y el periodo de amortización es más largo para esta
última. En conjunto, el costo de amortización, de financiación y de mantenimiento de las
instalaciones es más económico en el sistema continuo.
V.2.1.4. Factores medioambientales.
Características de los orujos
La humedad de los orujos tiene un carácter diferencial entre los sistemas de extracción. El
orujo de prensas tiene una humedad del 26% -29% y suponen un 31% - 35% del peso de las
aceitunas. En el sistema continuo de tres fases se produce un 49% - 52% de orujo con humedad
47% - 52%. El orujo del sistema continuo de dos fases representa el 78% - 83% de la aceituna y su
humedad es 54% -62%. Por cada 100 kg de orujo producidos en las prensas, habrá 150 kg de
orujo en una almazara con decánter de tres fases y 250 kg de orujo en una almazara con
decánter de dos fases. Para el aprovechamiento tradicional del orujo (extracción de la grasa
contenida) el mismo debe secarse, siendo más costosa la operación cuanto mayor es el
grado de humedad. Por último, el orujo de dos fases varía notablemente en su composición
porque contiene los componentes hidrosolubles de las aceitunas, que en los otros sistemas van
en el alpechín. Su manejo en general es más complicado, acentuándose por la capacidad
de almacenamiento necesaria y en las operaciones de extracción del aceite.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-15
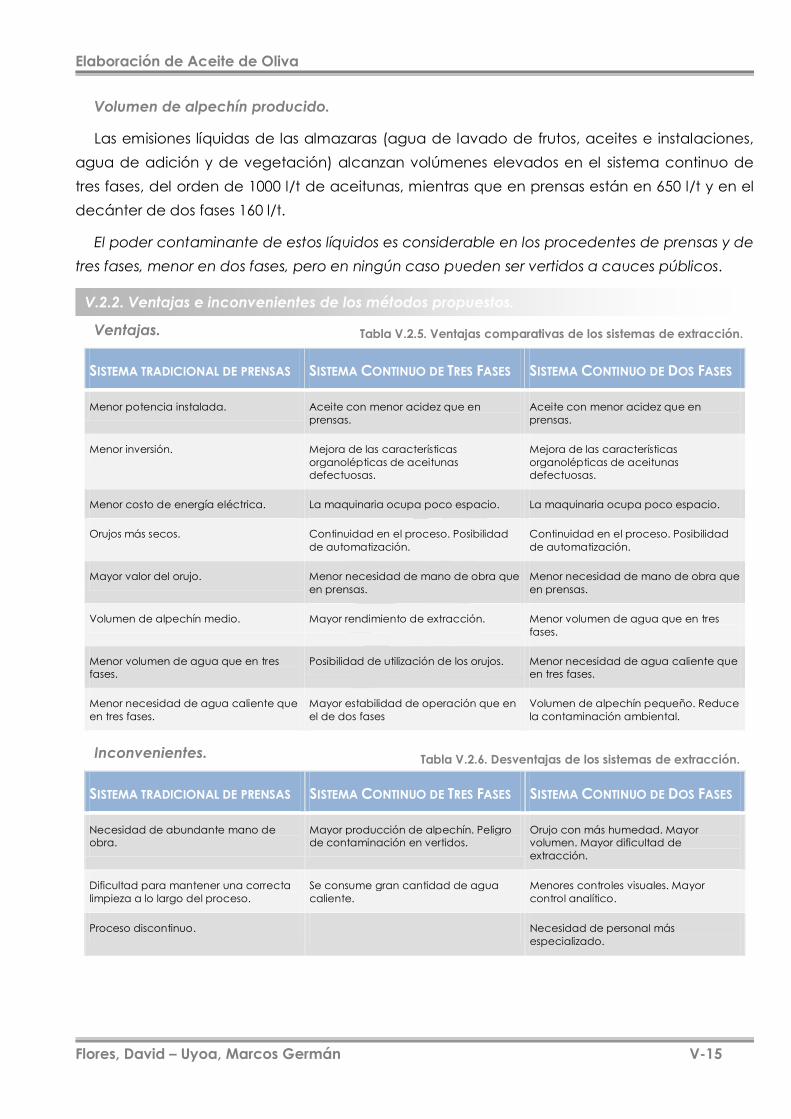
Tabla V.2.5. Ventajas comparativas de los sistemas de extracción.
Tabla V.2.6. Desventajas de los sistemas de extracción.
Volumen de alpechín producido.
Las emisiones líquidas de las almazaras (agua de lavado de frutos, aceites e instalaciones,
agua de adición y de vegetación) alcanzan volúmenes elevados en el sistema continuo de
tres fases, del orden de 1000 l/t de aceitunas, mientras que en prensas están en 650 l/t y en el
decánter de dos fases 160 l/t.
El poder contaminante de estos líquidos es considerable en los procedentes de prensas y de
tres fases, menor en dos fases, pero en ningún caso pueden ser vertidos a cauces públicos.
Ventajas.
SISTEMA TRADICIONAL DE PRENSAS SISTEMA CONTINUO DE TRES FASES SISTEMA CONTINUO DE DOS FASES
Menor potencia instalada. Aceite con menor acidez que en
prensas.
Aceite con menor acidez que en
prensas.
Menor inversión. Mejora de las características
organolépticas de aceitunas
defectuosas.
Mejora de las características
organolépticas de aceitunas
defectuosas.
Menor costo de energía eléctrica. La maquinaria ocupa poco espacio. La maquinaria ocupa poco espacio.
Orujos más secos. Continuidad en el proceso. Posibilidad
de automatización.
Continuidad en el proceso. Posibilidad
de automatización.
Mayor valor del orujo. Menor necesidad de mano de obra que
en prensas.
Menor necesidad de mano de obra que
en prensas.
Volumen de alpechín medio. Mayor rendimiento de extracción. Menor volumen de agua que en tres
fases.
Menor volumen de agua que en tres
fases.
Posibilidad de utilización de los orujos. Menor necesidad de agua caliente que
en tres fases.
Menor necesidad de agua caliente que
en tres fases.
Mayor estabilidad de operación que en
el de dos fases
Volumen de alpechín pequeño. Reduce
la contaminación ambiental.
Inconvenientes.
SISTEMA TRADICIONAL DE PRENSAS SISTEMA CONTINUO DE TRES FASES SISTEMA CONTINUO DE DOS FASES
Necesidad de abundante mano de
obra.
Mayor producción de alpechín. Peligro
de contaminación en vertidos.
Orujo con más humedad. Mayor
volumen. Mayor dificultad de
extracción.
Dificultad para mantener una correcta
limpieza a lo largo del proceso.
Se consume gran cantidad de agua
caliente.
Menores controles visuales. Mayor
control analítico.
Proceso discontinuo. Necesidad de personal más
especializado.
V.2.2. Ventajas e inconvenientes de los métodos propuestos.
Proceso
Flores, David – Uyoa, Marcos Germán V-16
Los métodos continuos presentan ventajas económicas y operativas sobre el método
tradicional, lo que explica que éste último se haya visto desplazado en los últimos años.
Dentro de los sistemas continuos, no existe evidencia concluyente en favor de la conveniencia
absoluta hacia la aplicación de alguno de ellos. El método de centrifugación en dos fases es
el más empleado en el medio, ya sea por el hecho de que se adapta mejor a las
características de la materia prima disponible, por la posibilidad de utilización de uno de sus
subproductos (orujo), sus mayores rendimientos de extractibilidad o por la valoración
organoléptica de sus productos en comparación con los obtenidos por el sistema
centrifugación en tres fases.
Además, los aceites obtenidos por el método de tres fases son más sensibles a la oxidación
debido a que los compuestos fenólicos se solubilizan en el agua añadida durante el proceso.
A partir de la década del noventa los sistemas de tres fases se han ido reemplazando por el
de dos fases o “ecológico” de modo de evitar la difícil tarea del agotamiento del alpechín.
Por lo tanto se resuelve adoptar el Método continuo por centrifugación en dos fases, para la
instalación de una planta elaboradora de Aceite de oliva virgen.
V.2.3. Método seleccionado.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-17
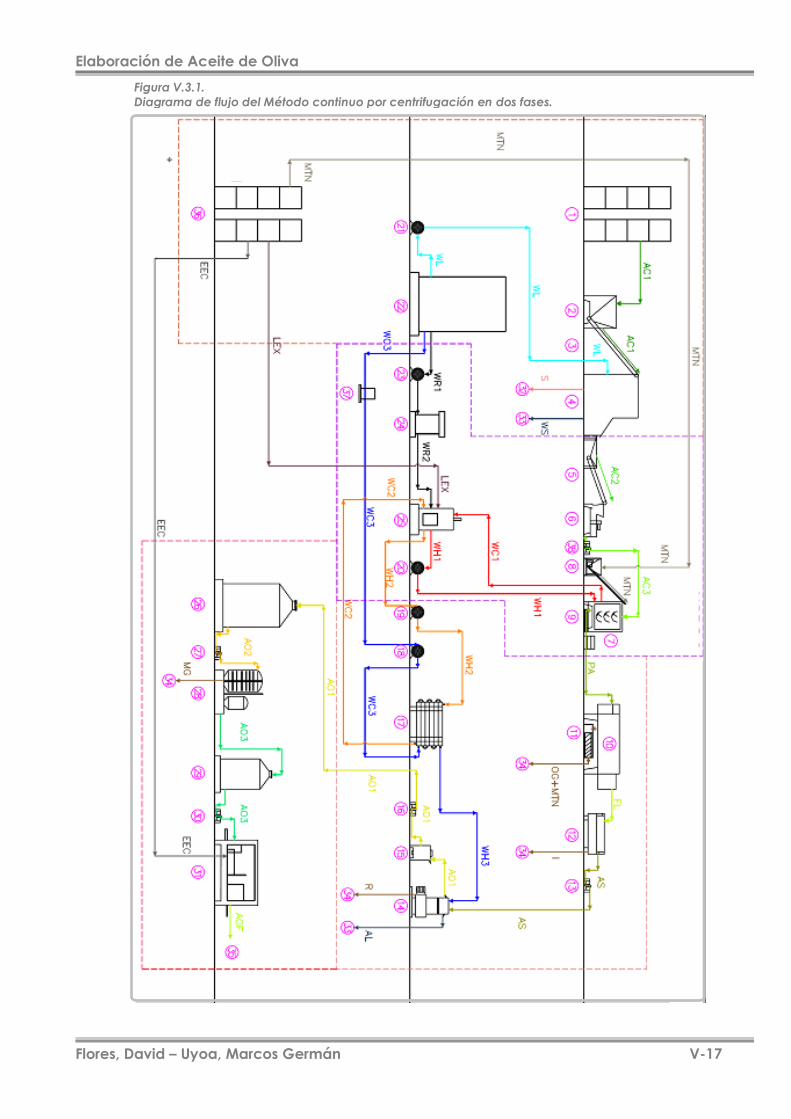
Figura V.3.1.
Diagrama de flujo del Método continuo por centrifugación en dos fases.
Proceso
Flores, David – Uyoa, Marcos Germán V-18
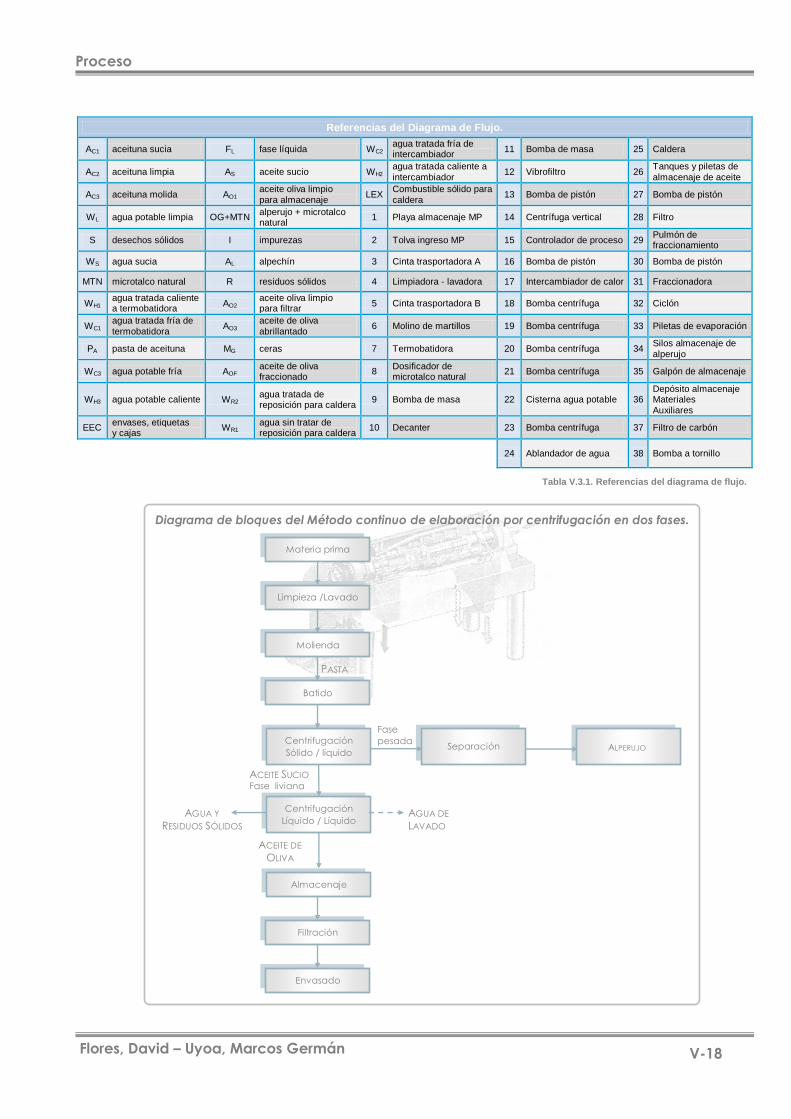
Referencias del Diagrama de Flujo.
AC1 aceituna sucia FL fase líquida WC2 agua tratada fría de intercambiador
11 Bomba de masa 25 Caldera
AC2 aceituna limpia AS aceite sucio WH2 agua tratada caliente a
intercambiador 12 Vibrofiltro 26
Tanques y piletas de
almacenaje de aceite
AC3 aceituna molida AO1 aceite oliva limpio para almacenaje
LEX Combustible sólido para caldera
13 Bomba de pistón 27 Bomba de pistón
WL agua potable limpia OG+MTN alperujo + microtalco natural
1 Playa almacenaje MP 14 Centrífuga vertical 28 Filtro
S desechos sólidos I impurezas 2 Tolva ingreso MP 15 Controlador de proceso 29 Pulmón de fraccionamiento
WS agua sucia AL alpechín 3 Cinta trasportadora A 16 Bomba de pistón 30 Bomba de pistón
MTN microtalco natural R residuos sólidos 4 Limpiadora - lavadora 17 Intercambiador de calor 31 Fraccionadora
WH1 agua tratada caliente a termobatidora
AO2 aceite oliva limpio para filtrar
5 Cinta trasportadora B 18 Bomba centrífuga 32 Ciclón
WC1 agua tratada fría de termobatidora
AO3 aceite de oliva abrillantado
6 Molino de martillos 19 Bomba centrífuga 33 Piletas de evaporación
PA pasta de aceituna MG ceras 7 Termobatidora 20 Bomba centrífuga 34 Silos almacenaje de alperujo
WC3 agua potable fría AOF aceite de oliva fraccionado
8 Dosificador de microtalco natural
21 Bomba centrífuga 35 Galpón de almacenaje
WH3 agua potable caliente WR2 agua tratada de reposición para caldera
9 Bomba de masa 22 Cisterna agua potable 36 Depósito almacenaje Materiales
Auxiliares
EEC envases, etiquetas y cajas
WR1 agua sin tratar de reposición para caldera
10 Decanter 23 Bomba centrífuga 37 Filtro de carbón
24 Ablandador de agua 38 Bomba a tornillo
Tabla V.3.1. Referencias del diagrama de flujo.
Diagrama de bloques del Método continuo de elaboración por centrifugación en dos fases.
Separación
ALPERUJO
PASTA
nte
Materia prima
Limpieza /Lavado
Molienda
Batido
Centrifugación
Sólido / líquido
Almacenaje
Centrifugación
Líquido / Líquido
Fase
pesada
AGUA DE
LAVADO
ACEITE DE
OLIVA
VIRGEN
ACEITE SUCIO
Fase liviana
AGUA Y
RESIDUOS SÓLIDOS
Filtración
Envasado
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-19
En la figura V.3.1 se puede observar un esquema general del proceso designado.
Bajo la denominación de sistema continuo de extracción de aceite de oliva se agrupan las
instalaciones que realizan este proceso con una doble característica:
Utilización de la fuerza centrífuga como elemento fundamental para la separación de las
diferentes fases que se distinguen en la pasta, y posteriormente para la separación de fases
líquidas.
El proceso de extracción se lleva acabo de forma continua, sin necesidad de detener la
maquinaria.
A continuación se describen cada una de las etapas del proceso.
V.3.2.1. Preparación y transporte de la aceituna.
El agricultor debe de tener en cuenta las siguientes consideraciones y actuar como se
indica:
La aceituna que está en el árbol es de mejor calidad que la caída al suelo. En el
momento de la recolección deben de mantenerse separadas ambas clases y transportarlas
hasta la almazara de forma diferenciada. Como se recogen por distintos métodos, no supone
una dificultad operativa actuar de acuerdo con esta recomendación.
La aceituna, una vez recogida, debe de llevarse lo antes posible a la almazara. No debe
almacenarse en la finca pues cualquier espera actúa en contra de la calidad del aceite.
La aceituna que cae al suelo y se embarra, caso que se presenta con facilidad en la
estación en que se recolecta él fruto; o que, por el sistema de recogida lleve gran cantidad
de tierra o piedras, debe de lavarse cuidadosamente lo antes posible. Como el lavado
requiere un equipo complejo que no siempre está al alcance del olivarero, pero que está
instalado en gran cantidad de almazaras, esta operación se efectúa en la recepción. Se debe
procurar que entregue la materia prima el mismo día de la recolección.
Durante el transporte no deben de comprimirse las aceitunas. Son aconsejables la
utilización de cajas de material plástico, resistentes y lavables; o la carga a granel sobre
remolque de tractor o camión basculantes, sin que el fruto alcance gran altura en el vehículo.
Ambos sistemas permiten el transporte de aceituna del árbol y del suelo de forma separada.
En el caso de transporte a granel bastaría con un tabique móvil de separación. También
puede emplearse un sistema mixto de aceitunas del árbol a granel, y las del suelo en cajas en
la parte posterior del remolque
V.3.2. Recepción de la materia prima.
V.3. MÉTODO CONTINUO DE EXTRACCIÓN POR CENTRIFUGACIÓN EN DOS FASES.
V.3.1. Generalidades.
Proceso
Flores, David – Uyoa, Marcos Germán V-20
V.3.2.2. La recepción de los frutos en la almazara.
De acuerdo con la SAGyP, referente a un estudio efectuado en diferentes almazaras
argentinas se puede afirmar: En las aceitunas del árbol, la acidez media y la valoración
organoléptica media de los aceites resulta ser 0,4º y 7º (calidad extra) respectivamente. Las
mismas aceitunas a la entrada (ya mezcladas las del vuelo con las del suelo), más los efectos
negativos del transporte dan 1° de acidez y 5,3 de puntuación organoléptica (calidad
corriente). Cuando las aceitunas ingresan a la línea de extracción (sufridas las manipulaciones
de descarga, lavado, limpieza, amontonado y en algunos casos el atrojado) la acidez media
es 1,10° y la valoración organoléptica media de 4,5 (calidad corriente).
Estos resultados evidencian que para obtener aceite de calidad en una almazara hay que
actuar previamente a la elaboración propiamente dicha. Si no se tienen en cuenta estos
aspectos previos, es posible que al llegar el fruto tan deteriorado a la línea de producción, no
se justifique esmerarse dentro de la fábrica.
V.3.2.3. Clasificación de los frutos a la entrada.
Las almazaras deben contar con una amplia zona, para que la recepción de las aceitunas
se efectúe sin dificultades durante el corto tiempo en que se concentran la mayor parte de las
entradas.
El ingreso de las aceitunas puede efectuarse en cajas de 20 kg, o en camiones provistos de
carpas. Las primeras son las más deseables, debido a que al ser cosechadas directamente del
árbol presentan mejores condiciones sanitarias. El pesaje de vehículos se real iza en básculas
de plataforma, lo requiere una cierta superficie para la espera.
Una vez pesada la carga, la misma es depositada en un playón de ingreso, donde se
efectúa una inspección visual, evaluando su condición fitosanitaria. Posteriormente, se extrae
una muestra representativa para el respectivo análisis de laboratorio. Este incluye: Contenido
graso, % de humedad, temperatura de campo y acidez.
Además, en el momento de la entrada, las aceitunas deben de ser clasificadas en función
de los primeros tratamientos a que son sometidas, es decir limpieza y lavado.
La planta debe constar de, al menos, dos puntos de descarga diferenciados.
Punto a: Aceitunas sucias, es decir, las que llegan embarradas, con tierra o piedras.
Deben de pasar por la limpiadora y por la lavadora.
Punto b: Aceitunas poco sucias, es decir, las que no reúnen las condiciones citadas en el
Punto a. Basta con someterlas a limpieza.
A continuación, las aceitunas deben de ser tratadas de forma diferente según la calidad
que se espere de sus aceites, por lo que se deben separar en tres grupos:
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-21
1. Aceitunas que potencialmente deben de dar calidad: las procedentes del árbol, sanas y
maduras.
2. Aceitunas con defectos iniciales no graves:
Aceitunas del árbol picadas de mosca.
Aceitunas de principios de campaña recogidas del suelo, sanas y maduras.
Aceitunas magulladas pero sanas.
3. Aceitunas con defectos iniciales graves:
Con ataques de Gloeosporium (aceitunas jabonosas).
Con ataque de mosca caídas al suelo.
Aceitunas del suelo recogidas con gran cantidad de tierra o piedras que han requerido
un lavado enérgico.
Aceitunas caídas al suelo de mediados o finales de la campaña de recolección.
Aceitunas con ataques de otras plagas o enfermedades.
Aceitunas muy heridas.
Las aceitunas de los grupos 1 y 2 proceden de la descarga del Punto b, que no ha
requerido lavado. Se deben de separar las procedentes de diferentes variedades, en caso de
que existan en la zona partidas importantes de distinto origen varietal. A principios de
campaña se podrán separar también las que entran en diferentes estados de maduración.
La instalación de equipos de limpieza y lavado de aceituna es imprescindible en un sistema
continuo de extracción. La eliminación de elementos extraños impedirá obtener aceites con
malos olores y/o sabores que no corresponden a su naturaleza. La presencia de elementos
extraños dificulta el proceso de extracción porque reduce la vida de las pastillas del molino,
ocasiona fracturas y desgastes rápidos en las cribas, produce atranques y sobreesfuerzos en el
motor del molino, y ocasiona desgastes y roturas en el decánter.
El lavado tiene también sus aspectos negativos, tales como pérdida de aceite en aceitunas
muy maduras y en frutos magullados y rotos, que pueden llegar al 1% del aceite. El agua
depositada sobre las aceitunas durante el lavado puede favorecer la formación de
emulsiones, con una mayor dificultad en la extracción y la generación de pastas difíciles.
Efectuada la primera clasificación (sucias / limpias), la aceituna se conduce al punto de
descarga que le corresponde para su acceso al equipo de limpieza.
V.3.3. Limpieza y lavado.
Proceso
Flores, David – Uyoa, Marcos Germán V-22
Un equipo de limpieza generalmente consta de:
Una o dos tolvas de entrada empotradas bajo rasante sobre las que se basculan las
aceitunas. Dos tolvas, o una partida, facilitan la descarga, lo que beneficia el buen
funcionamiento en las horas pico de entrada. El diseño de la tolva debe facilitar un transito del
fruto poco traumático para su integridad (pendientes, tamaño de la boca de descarga).
Cintas transportadoras entre tolvas y máquinas. Las caídas desde gran altura producen
roturas de fruto.
Máquina limpiadora. Despalilladora.
Máquina lavadora.
Cintas transportadoras para llevar las aceitunas hasta el punto de espera o de
fabricación.
Es recomendable simplificar al máximo el transporte de frutos debido a que el movimiento y
las caídas magullan las aceitunas de forma muy apreciable. Las tolvas deben vaciarse
íntegramente antes de volver a llenarlas para evitar almacenamientos de frutos no deseados.
V.3.3.1. Limpiadoras de aceitunas.
Es necesario deshojar y lavar la aceituna. El objetivo fundamental de los procesos es el de
eliminar la mayor cantidad posible de impurezas.
La presencia de tierra, arena o piedras produce desgaste, e incluso roturas, de las piezas
metálicas de las maquinas y también puede transmitirle sabores y aromas al aceite.
La molienda conjunta de la aceituna con la hoja genera sabores y aromas no deseables en
el aceite elaborado. El sabor amargo de la hoja es diferente de los sabores frutados de
algunas variedades.
En primer lugar, la carga pasa a través de una venteadora que separa las hojas y pequeñas
ramas de la fruta por una corriente de aire. Se instalan para quitar parte de las impurezas que
acompañan a la aceituna en la recolección, principalmente hojas y ramillas, que pueden
representar entre el 5% y el 10% del peso del fruto en el momento de entrar en la almazara.
Eliminan piedras y terrones pequeños (de menor tamaño que el fruto), aceitunas defectuosas
de escaso tamaño, huesos, etc.
Posteriormente, la aceituna se lava utilizando agua potable que arrastra las partículas
sólidas adheridas a la fruta.
Para algunos tipos especiales de aceite no se elimina la totalidad de la hoja. Los productos
resultantes presentan coloraciones verdes y de sabores picantes, y se los emplea en la
elaboración de aceites de ciertas marcas cuyas características sensoriales se consiguen con
este efecto.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-23
La aceituna, elevada por una cinta transportadora, cae en cascada sobre una tolva o
placa oscilante que facilita la exposición de aceitunas, hojas y ramas a una fuerte
contracorriente de aire generada por un ventilador. Las materias más pesadas, principalmente
aceitunas, caen sobre una criba, zaranda, rodillos giratorios o cualquier otro sistema que
facilite la separación y el deslizamiento. Los materiales de menor dimensión que la separación
entre barras se dirigen a la parte inferior y se eliminan. Un segundo ventilador completa, en
muchos casos, la separación de elementos livianos.
Hay limpiadoras con muy diferente capacidad de trabajo, entre 5 t/h y 40 t/h. Las
capacidades están referidas a aceituna sucia a la entrada de la línea de limpieza con
funcionamiento continuo. Las limpiadoras incorporan, en ocasiones, un sistema de despalillado
para eliminar ramas de gran tamaño y poco peso. Todas las partidas que entren en la
almazara deben pasar por el equipo de limpieza.
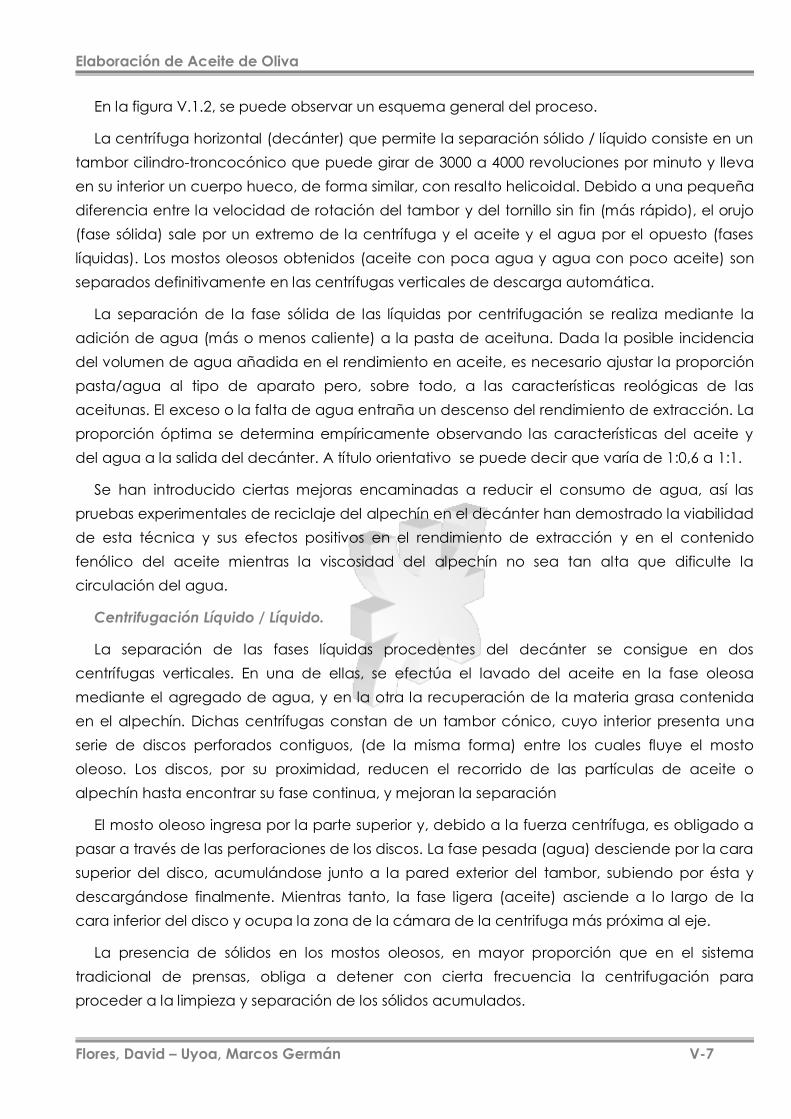
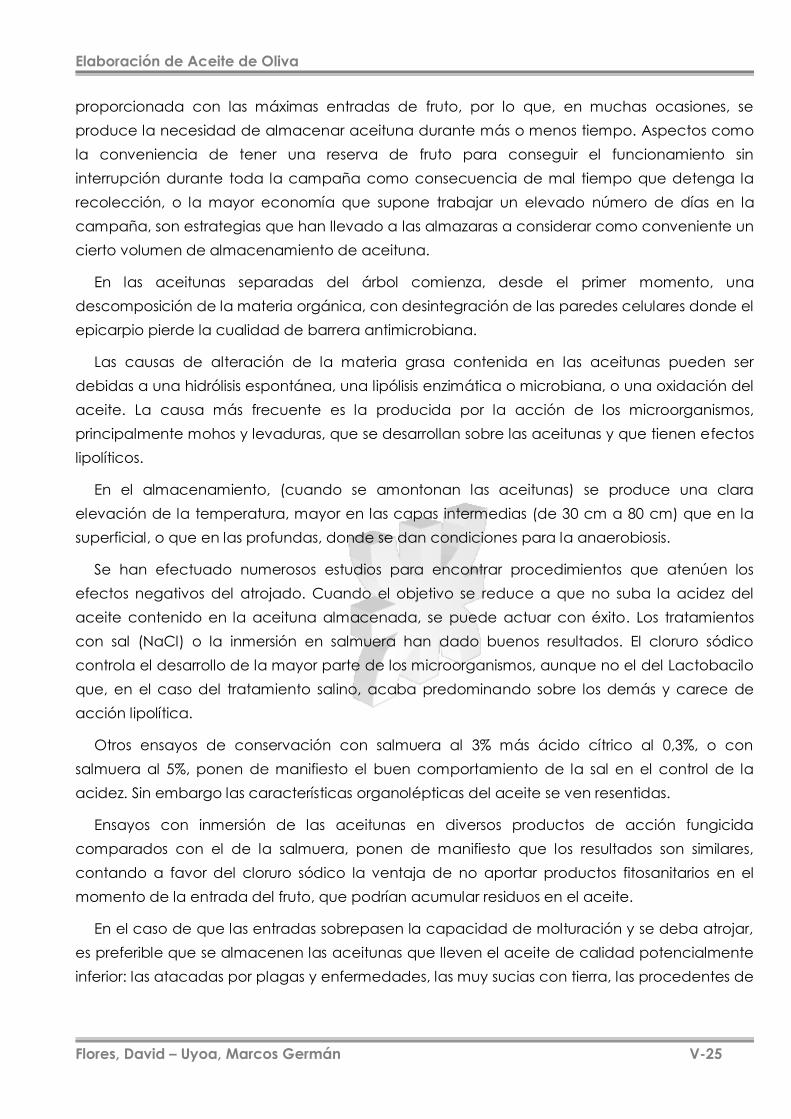
V.3.3.2. Lavadoras de aceitunas.
Responden a muy diversas concepciones, pero todas tienen en común que las aceitunas se
ponen en contacto con un caudal de agua que las arrastra y en el que flotan gracias a sal
disuelta, aire insuflado, etc. Los elementos más pesados, como es el caso de las piedras de
cualquier tamaño o trozos de metal, se dirigen al fondo a través del líquido desde donde son
extraídos por tornillos helicoidales o cintas metálicas con resaltes. Parte de la tierra queda en el
agua, aunque como el contacto entre aceituna y el agua es muy breve, una cantidad
considerable de barro adherido no se elimina del todo. A la salida de la máquina se halla un
dispositivo para facilitar el escurrido o el secado, aunque parcial, de las aceitunas (cribas
perforadas o de barras, ventiladores, etc).
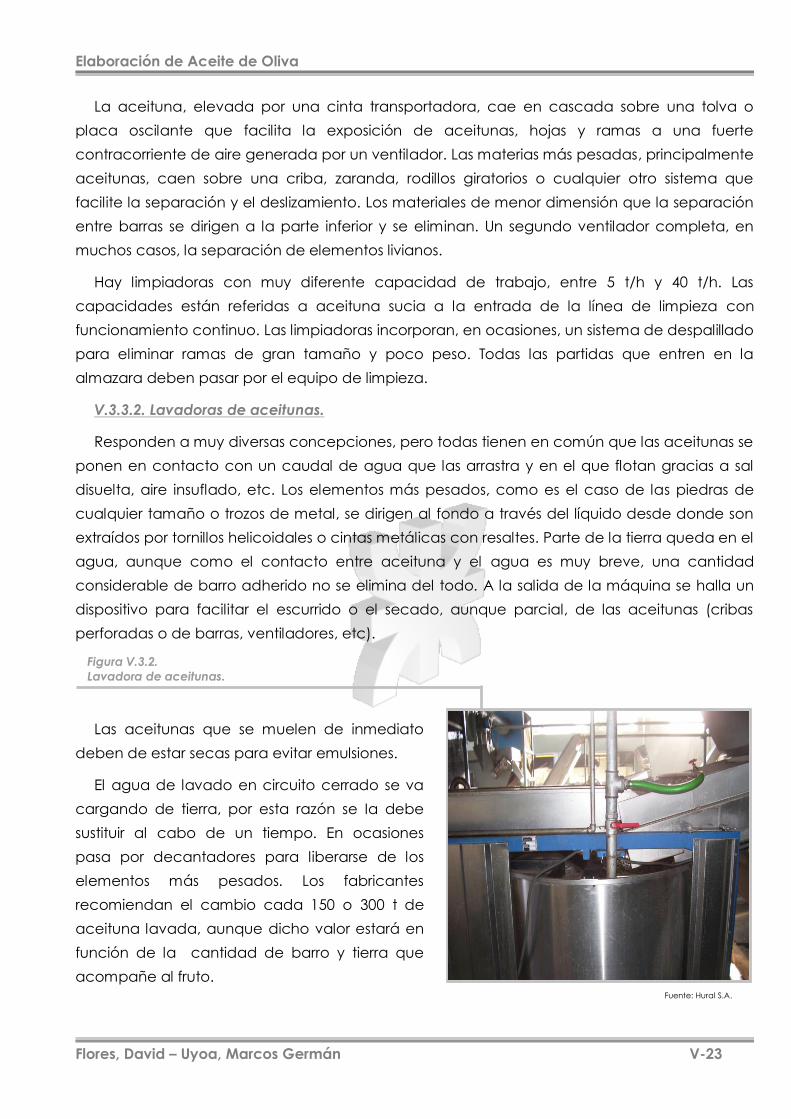
Las aceitunas que se muelen de inmediato
deben de estar secas para evitar emulsiones.
El agua de lavado en circuito cerrado se va
cargando de tierra, por esta razón se Ia debe
sustituir al cabo de un tiempo. En ocasiones
pasa por decantadores para liberarse de los
elementos más pesados. Los fabricantes
recomiendan el cambio cada 150 o 300 t de
aceituna lavada, aunque dicho valor estará en
función de la cantidad de barro y tierra que
acompañe al fruto.
Figura V.3.2.
Lavadora de aceitunas.
Fuente: Hural S.A.
Proceso
Flores, David – Uyoa, Marcos Germán V-24
Las aceitunas deben de estar secas para evitar emulsiones.
El agua de lavado en circuito cerrado se va cargando de tierra, por esta razón se Ia debe
sustituir al cabo de un tiempo. En ocasiones pasa por decantadores para liberarse de los
elementos más pesados. Los fabricantes recomiendan el cambio cada 150 o 300 t de
aceituna lavada, aunque dicho valor estará en función de la cantidad de barro y tierra que
acompañe al fruto.
Las aguas de vertido procedentes de lavadoras contienen un cierto porcentaje grasa de
entre uno y cinco por mil, y algo de alpechín, resultando de una capacidad contaminante
(DQO comprendida entre 1000 y 10000 mg/l). Este hecho debe ser tenido en cuenta, junto con
la presencia de sedimentos, en el momento de hacer el vertido.
Las máquinas lavadoras deben tratar aceitunas con un grado de suciedad similar,
especializando líneas para frutos muy sucios y otras diferentes para frutos más limpios. Esta es la
forma de evitar que las partidas con poca tierra puedan salir del lavado con más suciedad de
la que poseían al entrar. Las aceitunas limpias no deben entrar nunca en lavadoras que traten
frutos sucios por esta razón. Los consumos de agua son del orden de 6% para aceitunas poco
sucias y el 12% para las más sucias, referidos a peso de fruto.
El lavado de las aceitunas limpias es de dudoso interés porque el agua residual interfiere en
las operaciones de extracción causando disminuciones de la extractibilidad de alrededor del
0,3% con incremento de la riqueza grasa del orujo, y pérdidas en la estabilidad y menor
intensidad en los atributos organolépticos de los aceites, sobre todo en el frutado. Sin
embargo, se debe buscar una solución de compromiso, ya que el lavado actúa como
medida correctora para evitar contaminaciones procedentes de residuos de productos
depositados en los frutos durante las operaciones de cultivo. Un lavado ligero seguido de
secado u oreo de la humedad, puede ser esta solución.
La capacidad de las lavadoras existentes en el mercado es muy variable. Las más eficaces
van desde las 20 t/h a las 30 t/h, pesadas a la entrada de la línea (aceituna sucia) y en
funcionamiento continuo, por la que la capacidad efectiva depende de los porcentajes de
impurezas que las acompañan.
Las lavadoras pueden ser el cuello de botella de la recepción, por lo que es muy importante
proyectar con holgura esta sección, y tener en cuenta que las entradas se concentran en
pocas horas.
V.3.3.3. Almacenamiento de las aceitunas.
Una fracción importante de las aceitunas que se procesan en una almazara ingresa en un
periodo relativamente corto. Las producciones de las distintas campañas difieren mucho entre
sí con variaciones que pueden estar entre el doble o la mitad del valor de una cosecha
media. Es difícil, por todo ello, que la capacidad de elaboración de una almazara esté
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-25
proporcionada con las máximas entradas de fruto, por lo que, en muchas ocasiones, se
produce la necesidad de almacenar aceituna durante más o menos tiempo. Aspectos como
la conveniencia de tener una reserva de fruto para conseguir el funcionamiento sin
interrupción durante toda la campaña como consecuencia de mal tiempo que detenga la
recolección, o la mayor economía que supone trabajar un elevado número de días en la
campaña, son estrategias que han llevado a las almazaras a considerar como conveniente un
cierto volumen de almacenamiento de aceituna.
En las aceitunas separadas del árbol comienza, desde el primer momento, una
descomposición de la materia orgánica, con desintegración de las paredes celulares donde el
epicarpio pierde la cualidad de barrera antimicrobiana.
Las causas de alteración de la materia grasa contenida en las aceitunas pueden ser
debidas a una hidrólisis espontánea, una lipólisis enzimática o microbiana, o una oxidación del
aceite. La causa más frecuente es la producida por la acción de los microorganismos,
principalmente mohos y levaduras, que se desarrollan sobre las aceitunas y que tienen efectos
lipolíticos.
En el almacenamiento, (cuando se amontonan las aceitunas) se produce una clara
elevación de la temperatura, mayor en las capas intermedias (de 30 cm a 80 cm) que en la
superficial, o que en las profundas, donde se dan condiciones para la anaerobiosis.
Se han efectuado numerosos estudios para encontrar procedimientos que atenúen los
efectos negativos del atrojado. Cuando el objetivo se reduce a que no suba la acidez del
aceite contenido en la aceituna almacenada, se puede actuar con éxito. Los tratamientos
con sal (NaCl) o la inmersión en salmuera han dado buenos resultados. El cloruro sódico
controla el desarrollo de la mayor parte de los microorganismos, aunque no el del Lactobacilo
que, en el caso del tratamiento salino, acaba predominando sobre los demás y carece de
acción lipolítica.
Otros ensayos de conservación con salmuera al 3% más ácido cítrico al 0,3%, o con
salmuera al 5%, ponen de manifiesto el buen comportamiento de la sal en el control de la
acidez. Sin embargo las características organolépticas del aceite se ven resentidas.
Ensayos con inmersión de las aceitunas en diversos productos de acción fungicida
comparados con el de la salmuera, ponen de manifiesto que los resultados son similares,
contando a favor del cloruro sódico la ventaja de no aportar productos fitosanitarios en el
momento de la entrada del fruto, que podrían acumular residuos en el aceite.
En el caso de que las entradas sobrepasen la capacidad de molturación y se deba atrojar,
es preferible que se almacenen las aceitunas que lleven el aceite de calidad potencialmente
inferior: las atacadas por plagas y enfermedades, las muy sucias con tierra, las procedentes de
Proceso
Flores, David – Uyoa, Marcos Germán V-26
los suelos en general. Se debe dar preferencia en la molturación a los mejores frutos, los que se
elaboran en primer lugar.
La molienda tiene por objeto la rotura de los tejidos de la aceituna donde se aloja la
materia oleosa y debe de realizarse con la mayor uniformidad. Para ello se someten las
aceitunas a la acción de molinos trituradores.
Los aspectos fundamentales a considerar en la molienda son:
Uniformidad: De esta forma se consigue una máxima eficacia en el batido y mayor
agotamiento de la pasta.
Grado de molienda: Indica el tamaño medio en el que quedan las partes más duras de la
pasta. Es regulable en los molinos de martillos en función del diámetro de los orificios de las
cribas. Debe de ser más fino para aceitunas de principio de campaña y mayor conforme
avanza ésta o en caso de frutos helados; los efectos son:
-Molienda gruesa: Débil rotura de tejidos y desigual distribución de presiones en el capacho.
Orujos con alto contenido graso.
-Molienda fina: Pasta poco filtrante. Papillas en los tamices y finos en los alpechines. La
molienda fina favorece la formación de emulsiones y la formación de matrices reticulares. La
existencia de finos se detecta visualmente a la salida del alpechín en el decánter de tres fases.
Aireación: Se debe limitar, en lo posible, mediante la reducción de la superficie y del
tiempo de contacto de la pasta con el aire, ya que ésta provoca la iniciación de la oxidación
que enrancia el aceite. También es conveniente reducir la superficie de contacto con el aire
para evitar pérdida de aromas.
Impurezas: Debe evitarse la incorporación de cualquier tipo de materias extrañas,
incluyendo trazas metálicas, debido a que éstas afectan a los caracteres organolépticos
(color, sabor) y actúan como catalizadores de la oxidación del aceite.
Velocidad: Debe de estar bajo control. Velocidades altas producen calentamiento de la
masa y facilitan las reacciones bioquímicas en la pasta en detrimento de la calidad del aceite.
Una buena molienda es el punto de partida para obtener un aceite de calidad. Si se
descuidan los factores expuestos en los párrafos anteriores se favorece la formación de pastas
difíciles o las alteraciones oxidativas.
V.3.4.1 Molinos metálicos.
Ejecutan la molienda por impacto, cizallamiento o rozamiento. Cuando el interior no es de
acero inoxidable, se produce una incorporación de trazas metálicas a la pasta.
V.3.4. Molienda.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-27
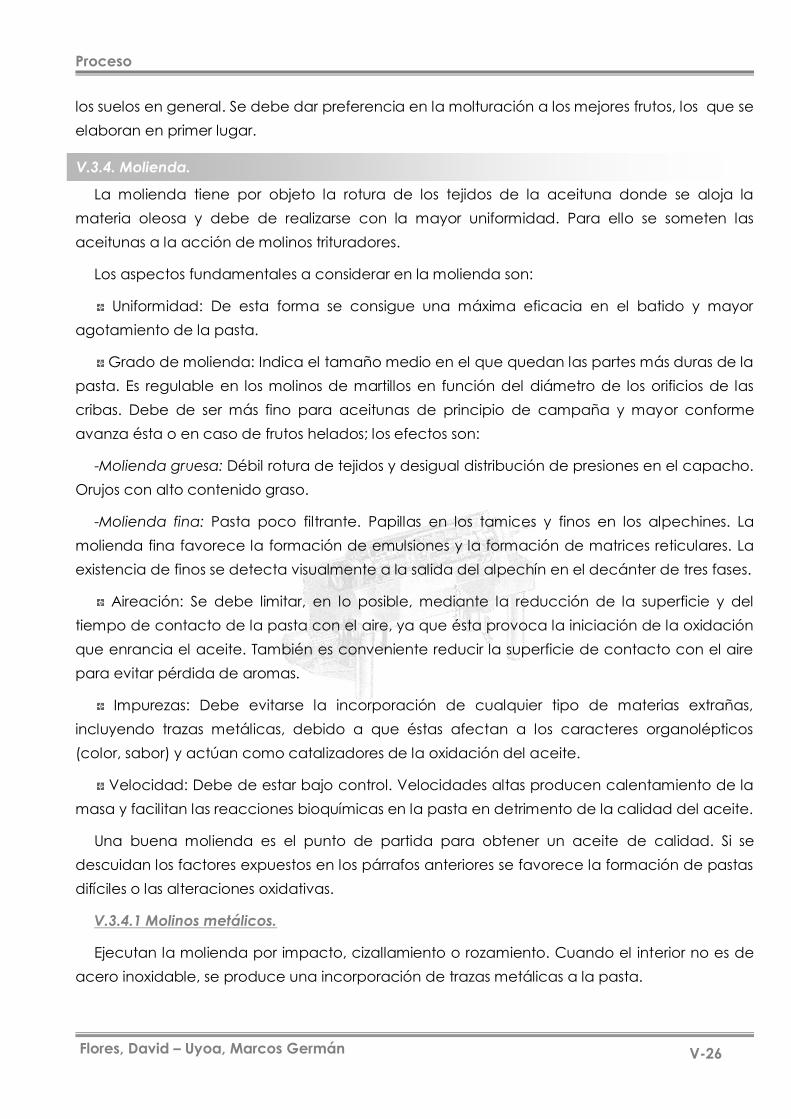
Molinos de martillos.
Están formados por un eje de rotación que arrastra en su movimiento a los martillos (que son
órganos moledores) y una criba que permite modificar el grado de molienda.
La velocidad de los martillos es superior a la de caída libre
de las aceitunas que penetran por la tolva superior, por lo
tanto, los frutos son golpeados repetidamente y lanzados
contra la criba, sufriendo sucesivas fracturas hasta que el
tamaño es el suficiente para pasar a través de los orificios.El
molino está provisto de un alimentador con motovariador
de velocidad para graduar el caudal de entrada de fruto.
Las aceitunas deben llegar limpias, sin cuerpos extraños, para evitar posibles roturas.
Éstos son los más empleados en el sistema que se describe.
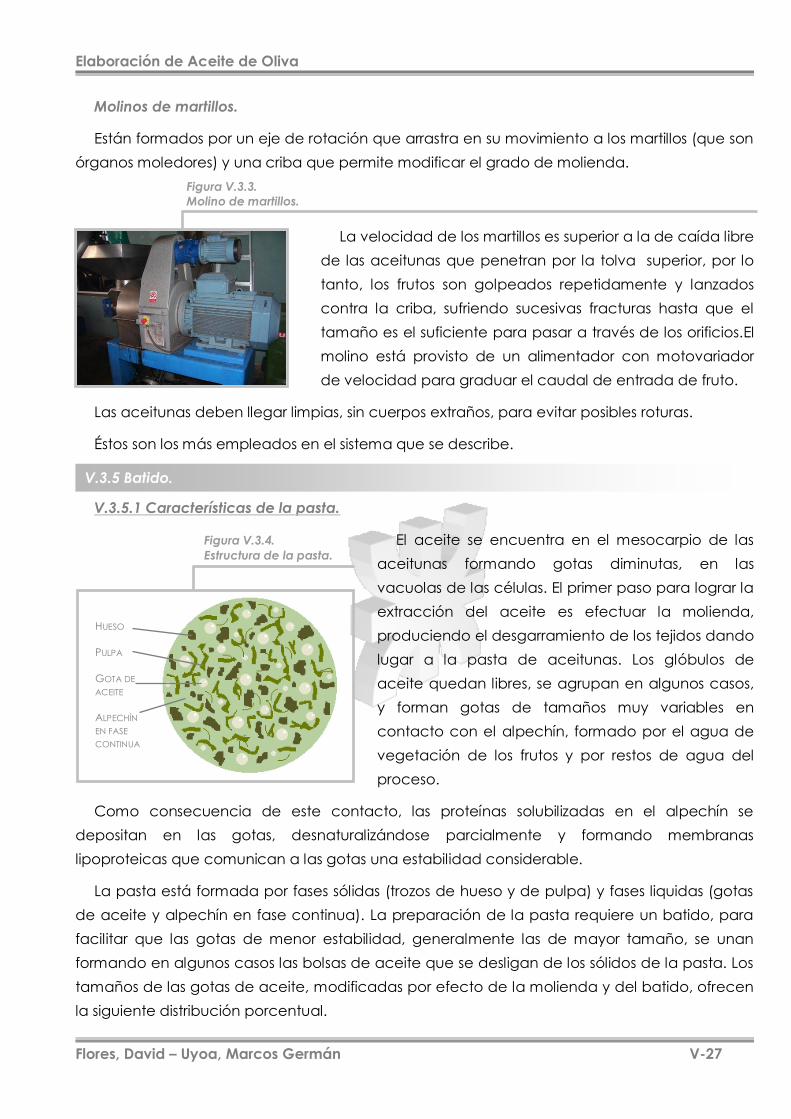
V.3.5.1 Características de la pasta.
El aceite se encuentra en el mesocarpio de las
aceitunas formando gotas diminutas, en las
vacuolas de las células. El primer paso para lograr la
extracción del aceite es efectuar la molienda,
produciendo el desgarramiento de los tejidos dando
lugar a la pasta de aceitunas. Los glóbulos de
aceite quedan libres, se agrupan en algunos casos,
y forman gotas de tamaños muy variables en
contacto con el alpechín, formado por el agua de
vegetación de los frutos y por restos de agua del
proceso.
Como consecuencia de este contacto, las proteínas solubilizadas en el alpechín se
depositan en las gotas, desnaturalizándose parcialmente y formando membranas
lipoproteicas que comunican a las gotas una estabilidad considerable.
La pasta está formada por fases sólidas (trozos de hueso y de pulpa) y fases liquidas (gotas
de aceite y alpechín en fase continua). La preparación de la pasta requiere un batido, para
facilitar que las gotas de menor estabilidad, generalmente las de mayor tamaño, se unan
formando en algunos casos las bolsas de aceite que se desligan de los sólidos de la pasta. Los
tamaños de las gotas de aceite, modificadas por efecto de la molienda y del batido, ofrecen
la siguiente distribución porcentual.
V.3.5 Batido.
Figura V.3.3.
Molino de martillos.
Figura V.3.4.
Estructura de la pasta.
HUESO
PULPA
GOTA DE
ACEITE
ALPECHÍN
EN FASE
CONTINUA
Proceso
Flores, David – Uyoa, Marcos Germán V-28
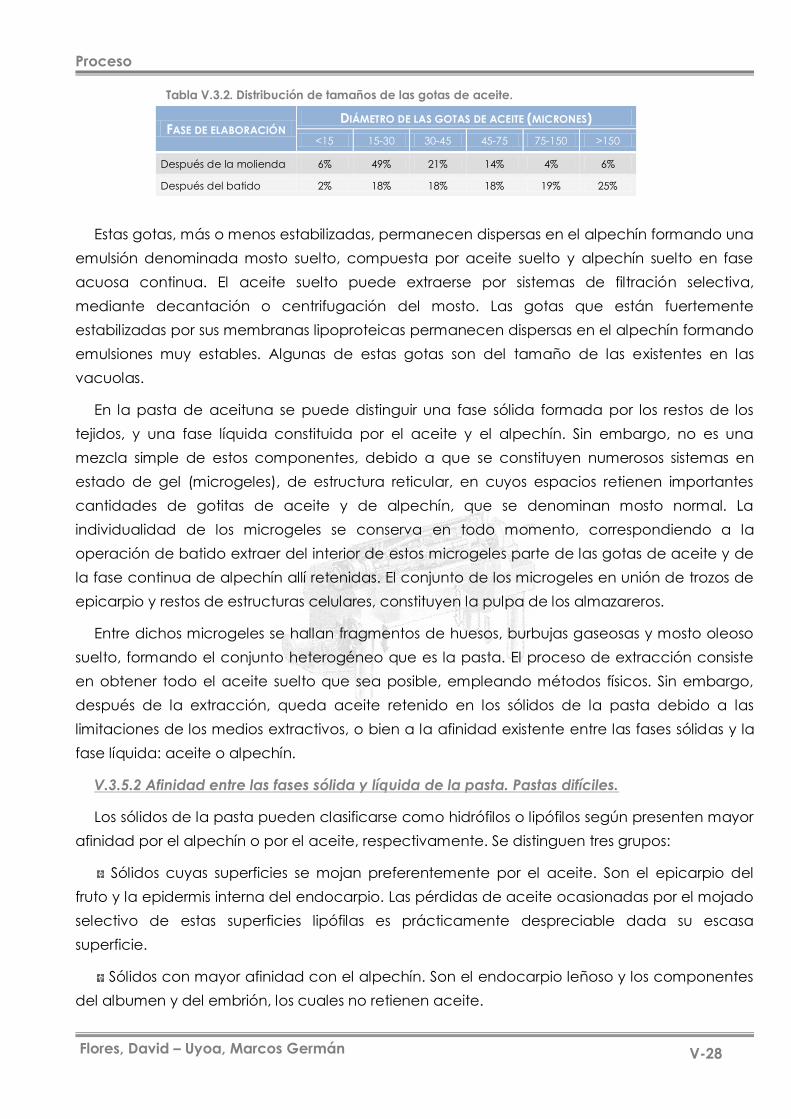
Tabla V.3.2. Distribución de tamaños de las gotas de aceite.
Estas gotas, más o menos estabilizadas, permanecen dispersas en el alpechín formando una
emulsión denominada mosto suelto, compuesta por aceite suelto y alpechín suelto en fase
acuosa continua. El aceite suelto puede extraerse por sistemas de filtración selectiva,
mediante decantación o centrifugación del mosto. Las gotas que están fuertemente
estabilizadas por sus membranas lipoproteicas permanecen dispersas en el alpechín formando
emulsiones muy estables. Algunas de estas gotas son del tamaño de las existentes en las
vacuolas.
En la pasta de aceituna se puede distinguir una fase sólida formada por los restos de los
tejidos, y una fase líquida constituida por el aceite y el alpechín. Sin embargo, no es una
mezcla simple de estos componentes, debido a que se constituyen numerosos sistemas en
estado de gel (microgeles), de estructura reticular, en cuyos espacios retienen importantes
cantidades de gotitas de aceite y de alpechín, que se denominan mosto normal. La
individualidad de los microgeles se conserva en todo momento, correspondiendo a la
operación de batido extraer del interior de estos microgeles parte de las gotas de aceite y de
la fase continua de alpechín allí retenidas. El conjunto de los microgeles en unión de trozos de
epicarpio y restos de estructuras celulares, constituyen la pulpa de los almazareros.
Entre dichos microgeles se hallan fragmentos de huesos, burbujas gaseosas y mosto oleoso
suelto, formando el conjunto heterogéneo que es la pasta. El proceso de extracción consiste
en obtener todo el aceite suelto que sea posible, empleando métodos físicos. Sin embargo,
después de la extracción, queda aceite retenido en los sólidos de la pasta debido a las
limitaciones de los medios extractivos, o bien a la afinidad existente entre las fases sólidas y la
fase líquida: aceite o alpechín.
V.3.5.2 Afinidad entre las fases sólida y líquida de la pasta. Pastas difíciles.
Los sólidos de la pasta pueden clasificarse como hidrófilos o lipófilos según presenten mayor
afinidad por el alpechín o por el aceite, respectivamente. Se distinguen tres grupos:
Sólidos cuyas superficies se mojan preferentemente por el aceite. Son el epicarpio del
fruto y la epidermis interna del endocarpio. Las pérdidas de aceite ocasionadas por el mojado
selectivo de estas superficies lipófilas es prácticamente despreciable dada su escasa
superficie.
Sólidos con mayor afinidad con el alpechín. Son el endocarpio leñoso y los componentes
del albumen y del embrión, los cuales no retienen aceite.
FASE DE ELABORACIÓN DIÁMETRO DE LAS GOTAS DE ACEITE (MICRONES)
<15 15-30 30-45 45-75 75-150 >150
Después de la molienda 6% 49% 21% 14% 4% 6%
Después del batido 2% 18% 18% 18% 19% 25%
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-29
Sólidos que presentan un comportamiento variable, fundamentalmente el mesocarpio. Es
la porción del fruto más pesada y la que se encuentra en mayor contacto con el aceite, y se
comporta preferentemente como hidrófilo; sin embargo, en algunos tipos de aceitunas, hay
zonas lipófilas en las que pueden quedar retenidas cantidades apreciables de aceite, como
ocurre en frutos que no han alcanzado una madurez completa.
Se denominan pastas difíciles aquellas en las que se dificulta la extracción del aceite
debido a una pérdida total o parcial de su estructura. Pueden originarse por:
Aceitunas que, presentan un mesocarpio afín al alpechín, (que en condiciones normales
daría lugar a una pasta normal) y sin embargo el mismo retiene aceite. Esto puede ocurrir bien
por oclusión mecánica motivada por molienda o batido incorrectos, o bien porque la relación
entre fase acuosa y superficie sólida no sea suficiente, como es el caso de aceitunas secas en
las que los sólidos hidrófilos retienen aceite por insuficiencia de alpechín, bastando la adición
de agua para que liberen el aceite.
Frutos que presentan un mesocarpio con zonas lipófilas, atribuibles a diferencias
producidas por los procesos químicos y enzimáticos que naturalmente ocurren en las
aceitunas. Esto explica el hecho de que una pasta procedente de las mismas aceitunas
pueda pasar de difícil a normal sólo con el transcurso del tiempo, cuando el fruto ha
alcanzado su madurez completa.
La pérdida de estructura de este tipo de pastas es debido a que los microgeles se
encuentran asociados formando matrices reticulares en cuyo interior quedan retenidas por
imbibición las fases líquidas de la pasta, no existiendo prácticamente mosto oleoso suelto, y
presentando aspecto de papilla. Estas matrices están estabilizadas por enlaces de agua entre
las macromoléculas, formando pastas untuosas y gelatinosas en las que los líquidos quedan
retenidos, de color morado y consistencia fluida con trozos de huesos muy sueltos.
Se forman pastas difíciles en la molienda y batido de frutos de principio de campaña o
cuando se demora mucho la recolección, produciendo la disgregación de las matrices
reticulares al aumentar el grado de madurez, o cuando las aceitunas permanecen atrojadas
durante algún tiempo. Es frecuente la aparición de pastas difíciles en ciertas variedades
(Hojiblanca, Picual). Estas pastas dan lugar a:
Formación de papillas. En los decanters de tres fases se retiene papilla fina en los tamices
tanto en la salida del aceite como en la del alpechín.
Dificultades en la decantación y en la centrifugación de los aceites. Las centrífugas
verticales de lavado del aceite se cargan de sólidos finos.
Elevado porcentaje de materia grasa en orujos y alpechines
Los problemas pueden resolverse mediante:
Proceso
Flores, David – Uyoa, Marcos Germán V-30
Reducción del periodo de atrojado. 4 ó 5 días es perjudicial.
Grado de molienda y tiempo de batido adecuados, evitando la molienda demasiado
fina, el batido a alta velocidad y la elevación de la temperatura.
Disminución del ritmo de trabajo en la decánter.
Adición de productos que son capaces de disgregar las matrices reticulares, facilitando la
extracción de los líquidos de la pasta. Son los llamados coadyuvantes tecnológicos legalmente
autorizados para ello: microtalco natural y enzimas pectolíticas.
Microtalco natural (MTN)
El silicato de magnesio hidratado mejora considerablemente la textura de las pastas difíciles
y aumenta el rendimiento de la extracción, todo ello sin afectar a las propiedades intrínsecas
de la pasta ni modificar las características físico-químicas y organolépticas de los aceites. Con
su uso se obtienen aceites más limpios, se disminuye la proporción de sólidos finos y se mejora
el agotamiento de los subproductos.
La adición del MTN a pastas difíciles se efectúa al inicio del batido en dosis comprendidas
entre 1% y el 3%. Dosis demasiado altas conducen a pérdidas de aceite en los orujos. El
empleo del microtalco se facilita con la instalación de dosificadores mecánicos, con tolva
para este material pulverulento, tomillo transportador y dispositivo de regulación electrónica
de la dosificación.
En los sistemas de centrifugación de masas el MTN se elimina completamente en el orujo. El
uso indiscriminado del MTN en aceitunas normales puede ser causa de un menor grado de
extractibilidad. Aunque conlleve alpechines más limpios en sólidos y grasas, debe restringirse el
empleo sólo en pastas difíciles.
Enzimas.
El empleo de enzimas es una técnica cada vez más utilizada en la industria alimentaria. La
formulación enzimática empleada en la elaboración del aceite de oliva procedente de
pastas difíciles, está basada principalmente en la actividad de pectinasas, teniendo en
cuenta la correlación existente entre contenido de materias pécticas y dificultad de
separación del aceite. Se emplean dosis del orden de 0,200 kg/t añadidas al inicio del batido.
Las pastas tratadas no presentan modificación en la textura y fluidez durante el batido,
obteniéndose aceites de mejor aspecto y limpieza que en las pastas no tratadas, sin cambio
en las características físico-químicas y organolépticas de los aceites. Se mejora el rendimiento
industrial de las pastas, resultando orujos más secos y más agotados, y alpechines con menor
porcentaje de sólidos en suspensión y mejores agotamientos grasos.
Como en el caso del MTN, con pastas normales no es recomendable la utilización de
enzimas.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-31
V.3.5.3. La operación de batido.
El batido pretende conseguir una buena separación de las diferentes fases que constituyen
la pasta. Esta operación completa el efecto de cizallamiento de las partes insuficientemente
tratadas en la molienda y reúne en una fase oleosa continua las gotas de aceite dispersas en
la pasta molida, aumentando de este modo la proporción de mosto suelto a partir del mosto
normal.
Este proceso debe llevarse a cabo de forma que permita el mayor contacto posible entre
las gotas de aceite, sin provocar emulsiones (papillas) que luego dificulten el proceso de
extracción. Con el fin de facilitar la posterior separación de los aceites, se dota a las batidoras
de un sistema de calefacción situado en una doble pared de la termobatidora, tuberías
internas o paletas huecas por las que circula el fluido calefactor.
Durante el amasado las pequeñas gotitas de aceite se van uniendo y forman gotas que se
separan de la masa hasta formar una fase continua que sobrenada sobre el resto de la masa.
Es fundamental procurar condiciones ideales de tiempo y temperatura de amasado para
asegurar una buena separación. Para la pasta procedente de molinos metálicos resulta
indispensable un amasado de una hora a temperatura mayor que la del ambiente.
El primer punto a tener en cuenta es la temperatura ambiente, que es la temperatura a la
cual se encuentra la aceituna al ingresar a la almazara.
Cuando la pasta se está batiendo aumenta lentamente su temperatura, por lo cual resulta
indispensable realizar un monitoreo permanente. Las mediciones se deben realizar con un
sensor térmico en la masa: si se lee la temperatura en el agua de inyección o en la camisa, lo
más probable es que se induzca a errores. En el amasado la pasta puede llegar a tener mayor
temperatura que la del agua de inyección.
Este último comportamiento se debe al movimiento permanente y al rozamiento contra las
estructuras metálicas (la temperatura puede llegar a subir 2ºC por encima de la del agua de
inyección) por lo cual también es muy importante que la velocidad de rotación de las aletas,
o el sinfín, no sobrepasen las 20 revoluciones por minuto.
Por otro lado, las aceitunas difíciles son las que durante el proceso de extracción forman
emulsiones que dificultan la separación del aceite. Una de las formas más utilizadas para
romper estas emulsiones es calentar la masa por la circulación forzada de agua caliente.
Muchas veces para que el proceso resulte eficiente la temperatura se debe elevar por encima
de los 35-37ºC y consecuentemente se altera la calidad del aceite que se produce. Por este
motivo, el mejor modo de solucionar este problema es la aplicación de coadyuvantes
enzimáticos que se mezclan en con la pasta y rompen las emulsiones. Sin embargo, debe
considerarse que para que actúen eficazmente es necesario elevar la temperatura.
Proceso
Flores, David – Uyoa, Marcos Germán V-32
Cuando una aceituna es difícil, la separación del aceite se torna complicada para
cualquier sistema de molienda y separación.
En la operación de batido se debe poner especial atención a las siguientes variables:
Velocidad de las paletas móviles. Si ésta es excesiva se favorece la formación de
emulsiones. La regulación se hace mediante un motovariador. La velocidad recomendada
oscila entre 15 -20 r.p.m. Debe reducirse en pastas difíciles, a la vez que se reduce el caudal de
entrada.
Tiempo de batido. Si es excesivo disminuye el contenido de polifenoles y la estabilidad del
aceite. Al ser el batido un complemento del dilacerado, el tiempo debe de ser mayor para la
pasta proveniente de molinos metálicos (50 -60 minutos, sin sobrepasar los 75 en las pastas
difíciles), que de empiedros (20 -30 minutos).
Temperatura de la pasta. La viscosidad del aceite es función inversa de la temperatura; al
aumentar ésta la viscosidad se reduce y se facilita la separación del aceite. La temperatura
adecuada es de 30°C -32°C en la pasta. Si se sobrepasa éstos valores, se provoca alteraciones
en la calidad del aceite: pérdida de aromas, elevación del índice de peróxidos como medida
de la oxidación inicial, y pérdida de la estabilidad. Si la temperatura se eleva por encima de
los 32ºC se deterioran las características organolépticas y puede alterarse la capacidad de
almacenamiento: el aceite se torna más inestable por pérdida de fenoles y antioxidantes. Se
ha comprobado que los procesos oxidativos duplican su velocidad porcada 12°C de aumento
de temperatura. Debe cuidarse la uniformidad de la temperatura de la pasta debido a que
esta es buena conductora del calor, y puede ser su temperatura más elevada en aquellas
zonas más cercanas a las superficies calientes. En las almazaras lo más frecuente es usar agua
caliente para la calefacción de las termobatidoras.
La adición de microtalco natural y/o de enzimas es necesaria en muchos casos para el
tratamiento de pastas difíciles.
Durante el batido no es conveniente adicionar agua.
El reconocimiento de un correcto batido puede hacerse mediante comprobación visual. En
la abertura de salida de la termobatidora, la pasta deberá responder a las siguientes
características:
No adherirse a las paletas, al emerger éstas de la pasta deben estar limpias.
Masa oscura, con aspecto granuloso.
Capas de aceite sobrenadante.
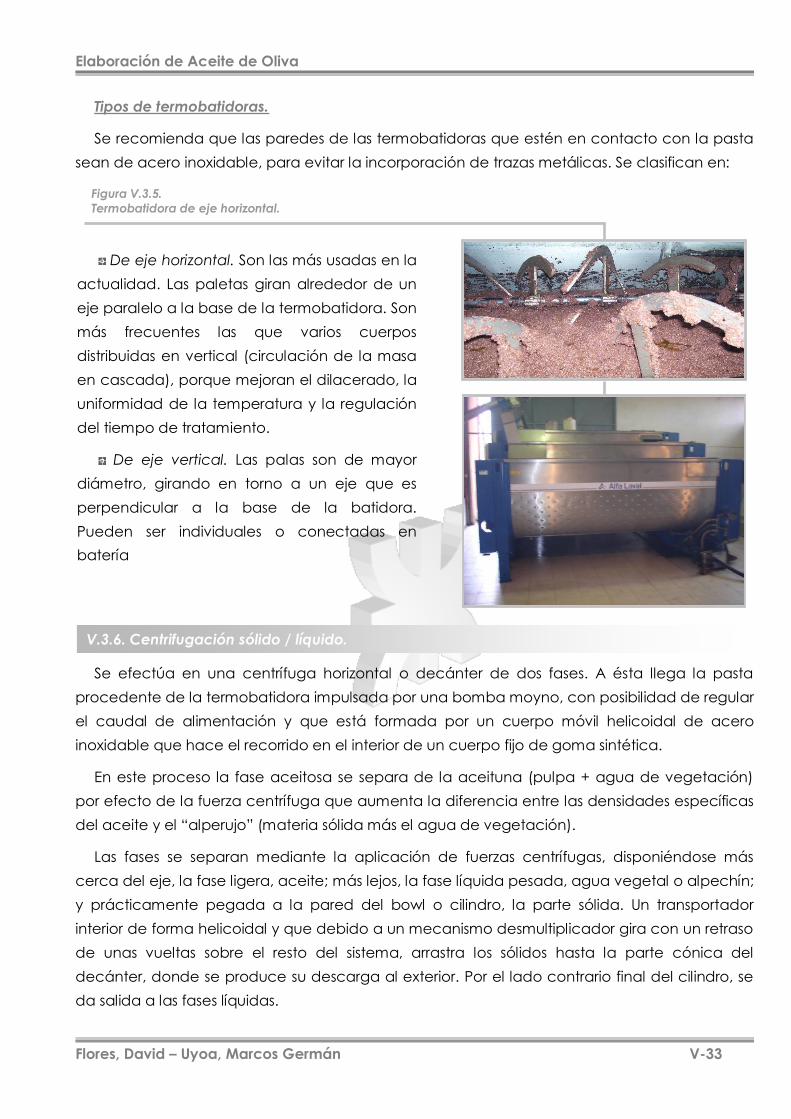
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-33
Tipos de termobatidoras.
Se recomienda que las paredes de las termobatidoras que estén en contacto con la pasta
sean de acero inoxidable, para evitar la incorporación de trazas metálicas. Se clasifican en:
Se efectúa en una centrífuga horizontal o decánter de dos fases. A ésta llega la pasta
procedente de la termobatidora impulsada por una bomba moyno, con posibilidad de regular
el caudal de alimentación y que está formada por un cuerpo móvil helicoidal de acero
inoxidable que hace el recorrido en el interior de un cuerpo fijo de goma sintética.
En este proceso la fase aceitosa se separa de la aceituna (pulpa + agua de vegetación)
por efecto de la fuerza centrífuga que aumenta la diferencia entre las densidades específicas
del aceite y el “alperujo” (materia sólida más el agua de vegetación).
Las fases se separan mediante la aplicación de fuerzas centrífugas, disponiéndose más
cerca del eje, la fase ligera, aceite; más lejos, la fase líquida pesada, agua vegetal o alpechín;
y prácticamente pegada a la pared del bowl o cilindro, la parte sólida. Un transportador
interior de forma helicoidal y que debido a un mecanismo desmultiplicador gira con un retraso
de unas vueltas sobre el resto del sistema, arrastra los sólidos hasta la parte cónica del
decánter, donde se produce su descarga al exterior. Por el lado contrario final del cilindro, se
da salida a las fases líquidas.
V.3.6. Centrifugación sólido / líquido.
De eje horizontal. Son las más usadas en la
actualidad. Las paletas giran alrededor de un
eje paralelo a la base de la termobatidora. Son
más frecuentes las que varios cuerpos
distribuidas en vertical (circulación de la masa
en cascada), porque mejoran el dilacerado, la
uniformidad de la temperatura y la regulación
del tiempo de tratamiento.
De eje vertical. Las palas son de mayor
diámetro, girando en torno a un eje que es
perpendicular a la base de la batidora.
Pueden ser individuales o conectadas en
batería
Figura V.3.5.
Termobatidora de eje horizontal.
Proceso
Flores, David – Uyoa, Marcos Germán V-34
En los decantadores de dos fases se obtienen orujos con mayor contenido de humedad
que en los de tres fases, obteniendo aceites más ricos en polifenoles y difenoles confiriéndoles
mayor estabilidad.
Por lo tanto en la centrifugación en dos fases se obtienen:
Fase externa: Orujo + Alpechín (Fase sólida con un 60-70% humedad).
Fase interna: Aceite.
La única desventaja que presenta el decantador de dos fases reside en la obtención de
alperujos con un contenido mayor de humedad respecto de otros métodos.
Respecto del caudal de alimentación, se puede señalar que para cada modelo de
centrífuga horizontal existen recomendaciones del fabricante en cuanto al flujo de pasta que
debe ingresar para lograr una extracción adecuada. Debe tenerse en cuenta que cuando la
pasta proviene de aceitunas verdes se debe disminuir la capacidad de trabajo. Al reducir el
flujo de pasta se extiende el período durante el cual actúa la fuerza centrífuga y se reduce la
pérdida de aceite en los subproductos.
Además debe considerarse el hecho de que a medida que el flujo aumenta, y se acerca al
máximo recomendado por el fabricante, el tiempo de exposición se reduce y el sistema se
torna más ineficiente.
El aceite obtenido se recoge en un vibro filtro, que elimina los sólidos que pueda llevar en
suspensión y desde el cual se transporta por medio de bombas no emulsionables a la
centrífuga vertical. El líquido es filtrado en el tamiz vibratorio, de forma que las impurezas se
depositen en el tamiz y el líquido caiga en el depósito. Por la parte inferior se encuentra la
boca de salida, conectada mediante manguera a una bomba de trasiego del líquido, que lo
extrae del vibro filtro (Figura V.15) para luego enviarlo a la centrifuga vertical.
V.3.6.1 Descripción de la centrífuga horizontal o decánter.
Consiste en un rotor de forma troncocónica cilíndrica, en cuyo interior, adaptado a esta
forma y dejando una pequeña holgura, se encuentra un sinfín.
Todas las piezas en contacto con el aceite son de acero inoxidable, tratamiento adecuado
para un producto alimentario. El sinfín gira a un número de vueltas diferente, generalmente
menor que el rotor, pero en el mismo sentido. Ésta diferencia en el número de revoluciones
permite a los sólidos desplazarse en sentido inverso al del avance del paso de hélice. Los
líquidos son empujados por el sinfín en sentido contrario.
La pasta de aceituna fluidificada, se inyecta en el interior del tornillo sinfín, por medio de un
conducto o caña que puede ser regulado, obligando a acortar o alargar los recorridos
respectivos de las fases.
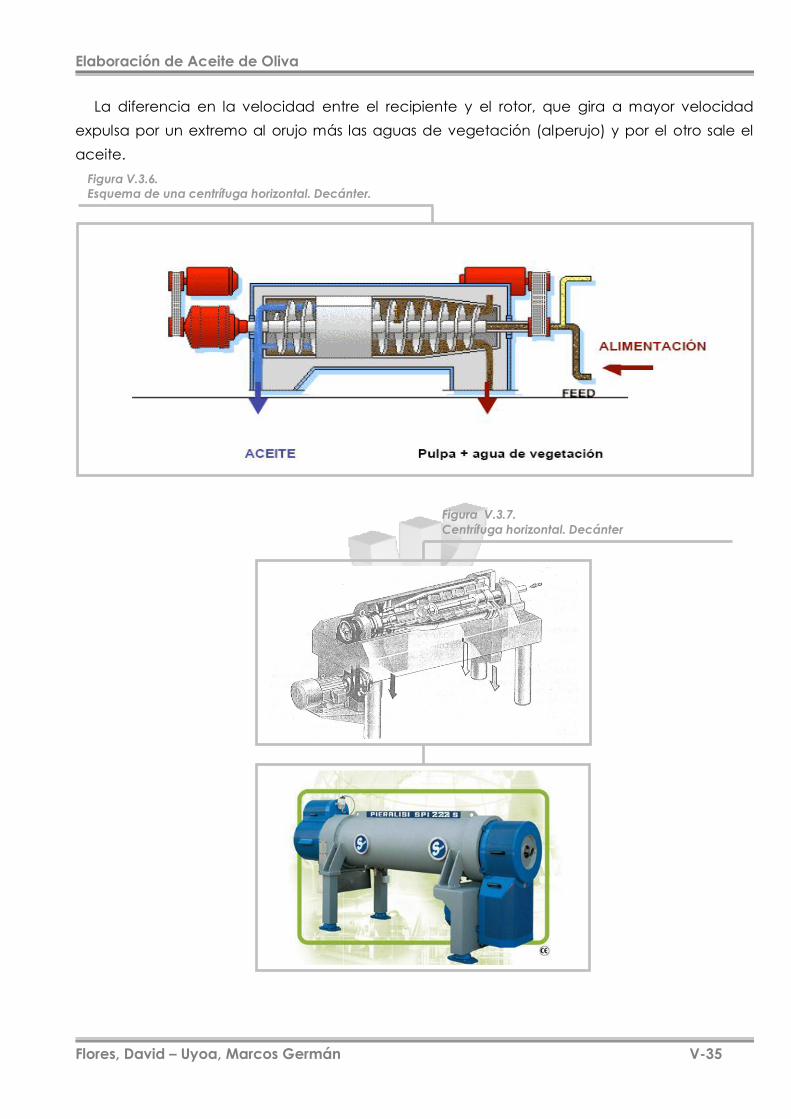
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-35
La diferencia en la velocidad entre el recipiente y el rotor, que gira a mayor velocidad
expulsa por un extremo al orujo más las aguas de vegetación (alperujo) y por el otro sale el
aceite.
Figura V.3.7.
Centrífuga horizontal. Decánter
Figura V.3.6.
Esquema de una centrífuga horizontal. Decánter.
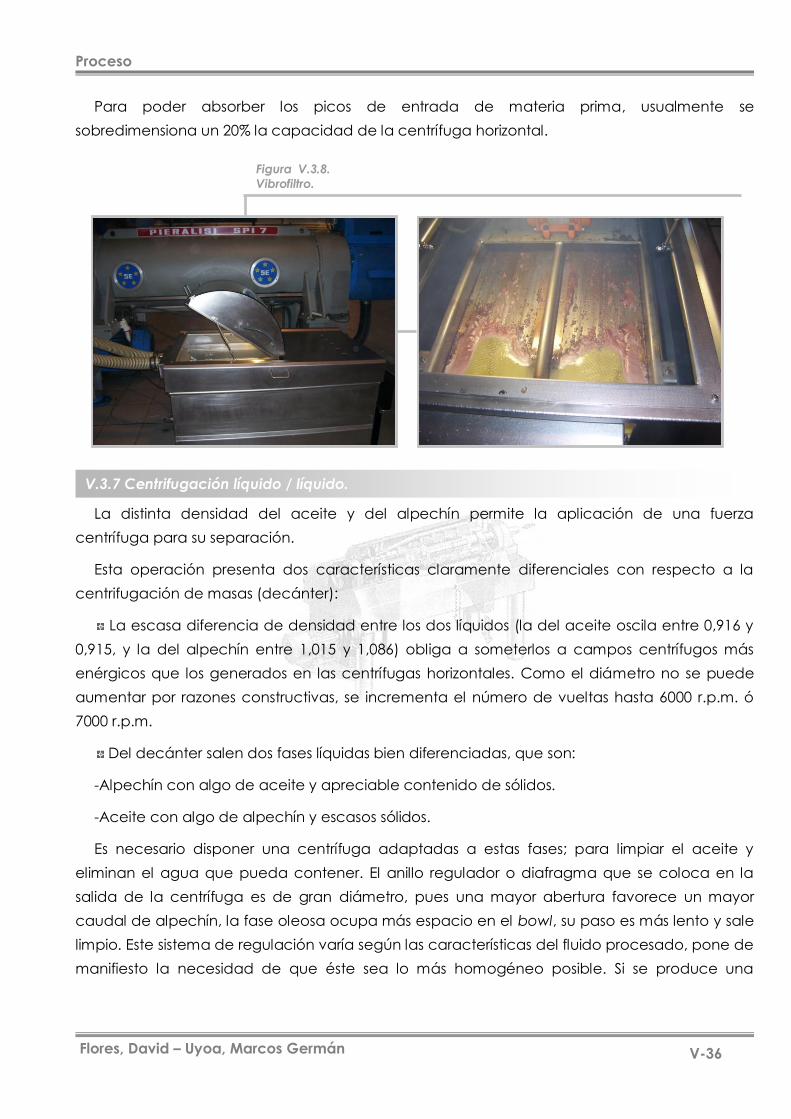
Proceso
Flores, David – Uyoa, Marcos Germán V-36
Para poder absorber los picos de entrada de materia prima, usualmente se
sobredimensiona un 20% la capacidad de la centrífuga horizontal.
La distinta densidad del aceite y del alpechín permite la aplicación de una fuerza
centrífuga para su separación.
Esta operación presenta dos características claramente diferenciales con respecto a la
centrifugación de masas (decánter):
La escasa diferencia de densidad entre los dos líquidos (la del aceite oscila entre 0,916 y
0,915, y la del alpechín entre 1,015 y 1,086) obliga a someterlos a campos centrífugos más
enérgicos que los generados en las centrífugas horizontales. Como el diámetro no se puede
aumentar por razones constructivas, se incrementa el número de vueltas hasta 6000 r.p.m. ó
7000 r.p.m.
Del decánter salen dos fases líquidas bien diferenciadas, que son:
-Alpechín con algo de aceite y apreciable contenido de sólidos.
-Aceite con algo de alpechín y escasos sólidos.
Es necesario disponer una centrífuga adaptadas a estas fases; para limpiar el aceite y
eliminan el agua que pueda contener. El anillo regulador o diafragma que se coloca en la
salida de la centrífuga es de gran diámetro, pues una mayor abertura favorece un mayor
caudal de alpechín, la fase oleosa ocupa más espacio en el bowl, su paso es más lento y sale
limpio. Este sistema de regulación varía según las características del fluido procesado, pone de
manifiesto la necesidad de que éste sea lo más homogéneo posible. Si se produce una
V.3.7 Centrifugación líquido / líquido.
Figura V.3.8.
Vibrofiltro.
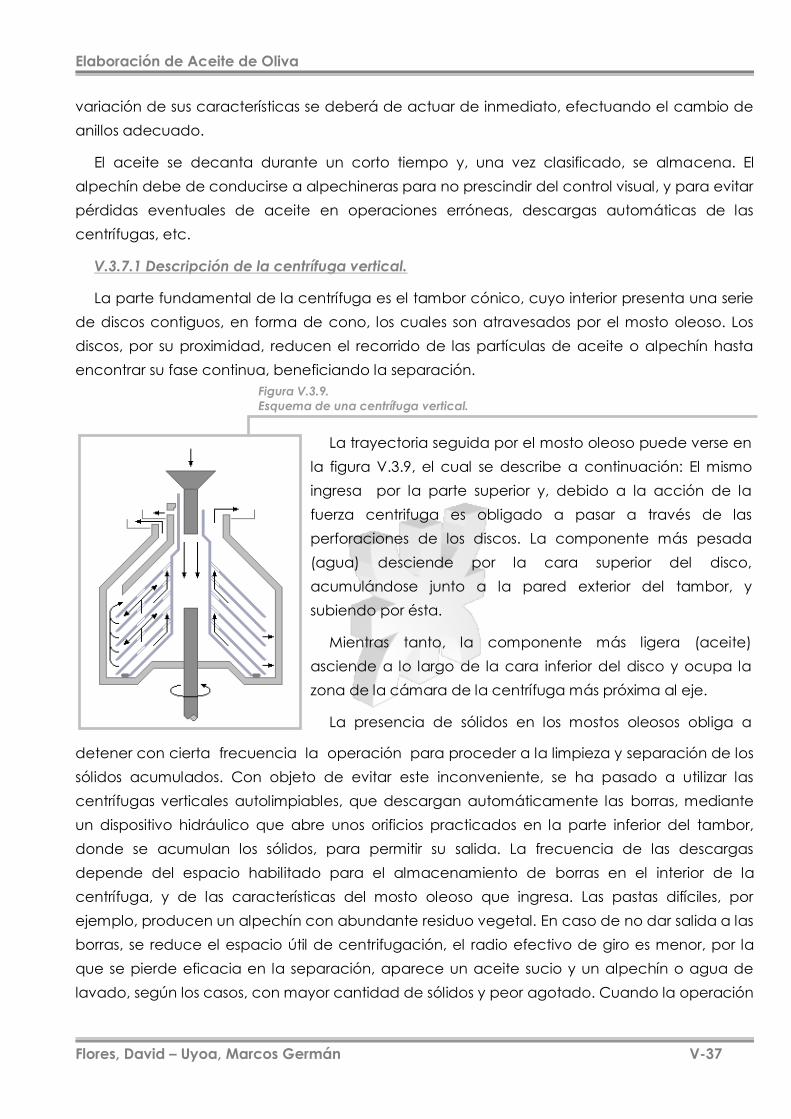
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-37
variación de sus características se deberá de actuar de inmediato, efectuando el cambio de
anillos adecuado.
El aceite se decanta durante un corto tiempo y, una vez clasificado, se almacena. El
alpechín debe de conducirse a alpechineras para no prescindir del control visual, y para evitar
pérdidas eventuales de aceite en operaciones erróneas, descargas automáticas de las
centrífugas, etc.
V.3.7.1 Descripción de la centrífuga vertical.
La parte fundamental de la centrífuga es el tambor cónico, cuyo interior presenta una serie
de discos contiguos, en forma de cono, los cuales son atravesados por el mosto oleoso. Los
discos, por su proximidad, reducen el recorrido de las partículas de aceite o alpechín hasta
encontrar su fase continua, beneficiando la separación.
detener con cierta frecuencia la operación para proceder a la limpieza y separación de los
sólidos acumulados. Con objeto de evitar este inconveniente, se ha pasado a utilizar las
centrífugas verticales autolimpiables, que descargan automáticamente las borras, mediante
un dispositivo hidráulico que abre unos orificios practicados en la parte inferior del tambor,
donde se acumulan los sólidos, para permitir su salida. La frecuencia de las descargas
depende del espacio habilitado para el almacenamiento de borras en el interior de la
centrífuga, y de las características del mosto oleoso que ingresa. Las pastas difíciles, por
ejemplo, producen un alpechín con abundante residuo vegetal. En caso de no dar salida a las
borras, se reduce el espacio útil de centrifugación, el radio efectivo de giro es menor, por la
que se pierde eficacia en la separación, aparece un aceite sucio y un alpechín o agua de
lavado, según los casos, con mayor cantidad de sólidos y peor agotado. Cuando la operación
Figura V.3.9.
Esquema de una centrífuga vertical.
La trayectoria seguida por el mosto oleoso puede verse en
la figura V.3.9, el cual se describe a continuación: El mismo
ingresa por la parte superior y, debido a la acción de la
fuerza centrifuga es obligado a pasar a través de las
perforaciones de los discos. La componente más pesada
(agua) desciende por la cara superior del disco,
acumulándose junto a la pared exterior del tambor, y
subiendo por ésta.
Mientras tanto, la componente más ligera (aceite)
asciende a lo largo de la cara inferior del disco y ocupa la
zona de la cámara de la centrífuga más próxima al eje.
La presencia de sólidos en los mostos oleosos obliga a
detener
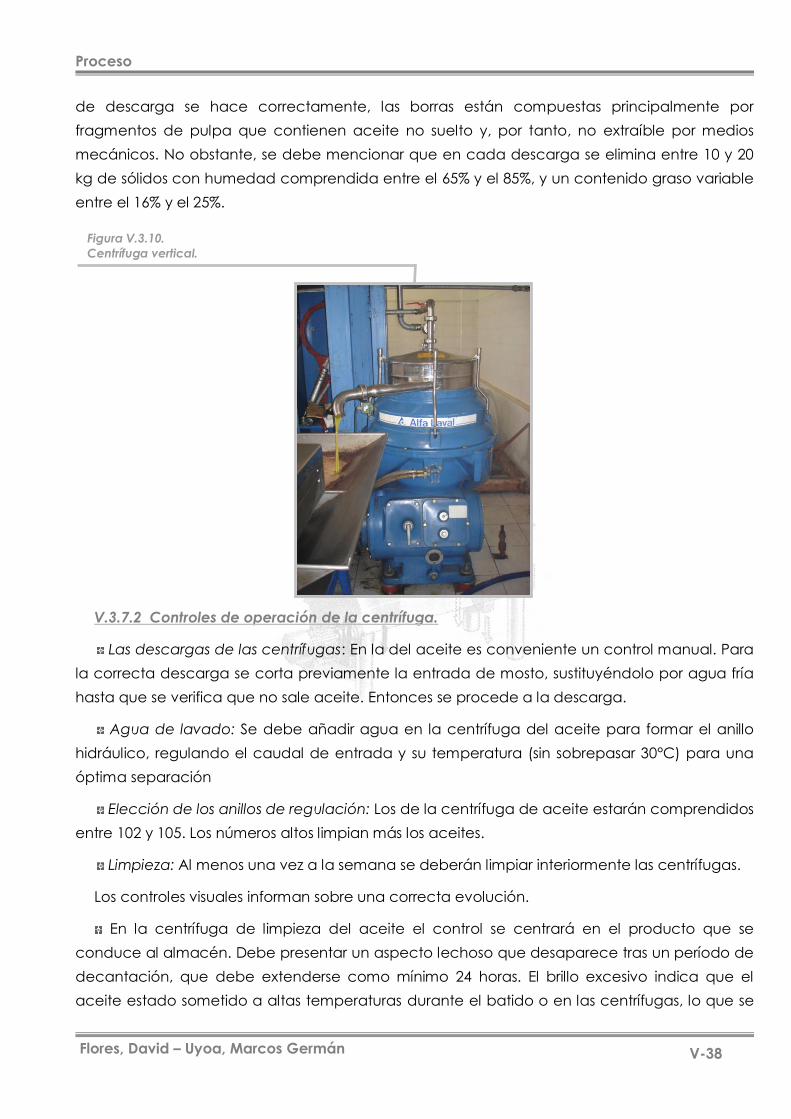
Proceso
Flores, David – Uyoa, Marcos Germán V-38
de descarga se hace correctamente, las borras están compuestas principalmente por
fragmentos de pulpa que contienen aceite no suelto y, por tanto, no extraíble por medios
mecánicos. No obstante, se debe mencionar que en cada descarga se elimina entre 10 y 20
kg de sólidos con humedad comprendida entre el 65% y el 85%, y un contenido graso variable
entre el 16% y el 25%.
V.3.7.2 Controles de operación de la centrífuga.
Las descargas de las centrífugas: En la del aceite es conveniente un control manual. Para
la correcta descarga se corta previamente la entrada de mosto, sustituyéndolo por agua fría
hasta que se verifica que no sale aceite. Entonces se procede a la descarga.
Agua de lavado: Se debe añadir agua en la centrífuga del aceite para formar el anillo
hidráulico, regulando el caudal de entrada y su temperatura (sin sobrepasar 30°C) para una
óptima separación
Elección de los anillos de regulación: Los de la centrífuga de aceite estarán comprendidos
entre 102 y 105. Los números altos limpian más los aceites.
Limpieza: Al menos una vez a la semana se deberán limpiar interiormente las centrífugas.
Los controles visuales informan sobre una correcta evolución.
En la centrífuga de limpieza del aceite el control se centrará en el producto que se
conduce al almacén. Debe presentar un aspecto lechoso que desaparece tras un período de
decantación, que debe extenderse como mínimo 24 horas. El brillo excesivo indica que el
aceite estado sometido a altas temperaturas durante el batido o en las centrífugas, lo que se
Figura V.3.10.
Centrífuga vertical.
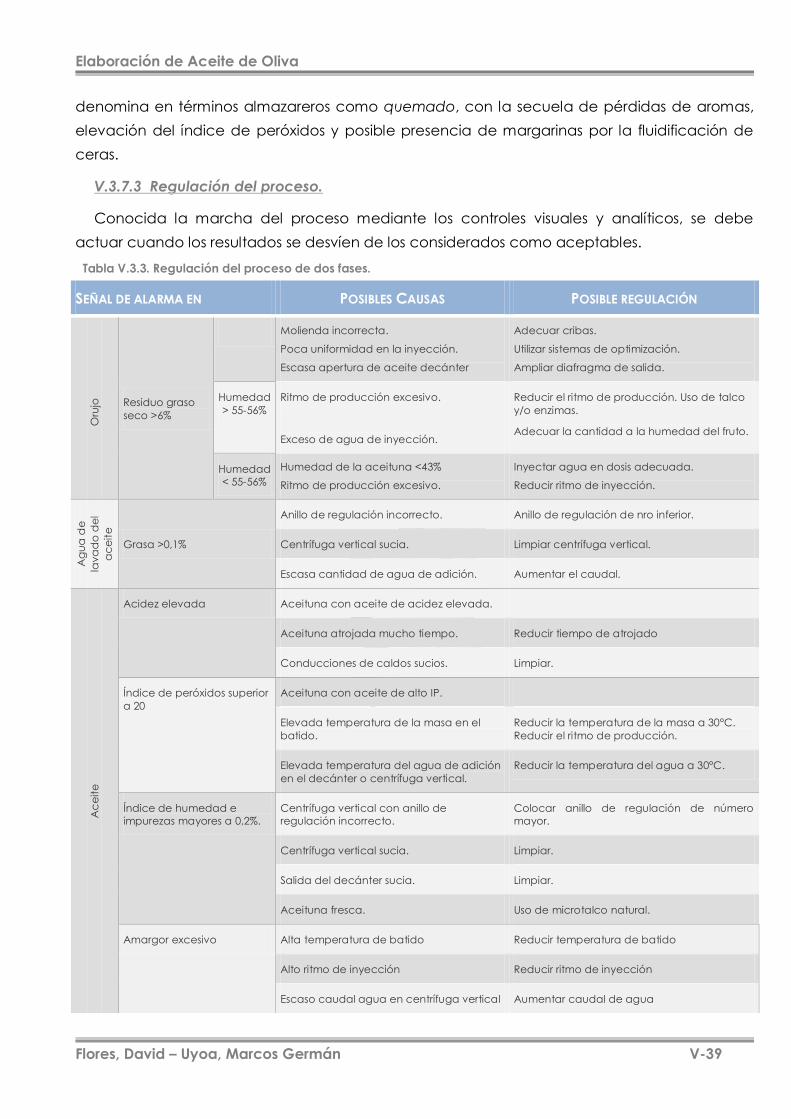
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-39
Tabla V.3.3. Regulación del proceso de dos fases.
denomina en términos almazareros como quemado, con la secuela de pérdidas de aromas,
elevación del índice de peróxidos y posible presencia de margarinas por la fluidificación de
ceras.
V.3.7.3 Regulación del proceso.
Conocida la marcha del proceso mediante los controles visuales y analíticos, se debe
actuar cuando los resultados se desvíen de los considerados como aceptables.
SEÑAL DE ALARMA EN POSIBLES CAUSAS POSIBLE REGULACIÓN
Oru
jo
Residuo graso
seco >6%
Molienda incorrecta.
Poca uniformidad en la inyección.
Escasa apertura de aceite decánter
Adecuar cribas.
Utilizar sistemas de optimización.
Ampliar diafragma de salida.
Humedad
> 55-56%
Ritmo de producción excesivo.
Exceso de agua de inyección.
Reducir el ritmo de producción. Uso de talco
y/o enzimas.
Adecuar la cantidad a la humedad del fruto.
Humedad
< 55-56%
Humedad de la aceituna <43%
Ritmo de producción excesivo.
Inyectar agua en dosis adecuada.
Reducir ritmo de inyección.
Ag
ua
de
lava
do
de
l
ac
eit
e
Grasa >0,1%
Anillo de regulación incorrecto. Anillo de regulación de nro inferior.
Centrífuga vertical sucia. Limpiar centrífuga vertical.
Escasa cantidad de agua de adición. Aumentar el caudal.
Ac
eit
e
Acidez elevada Aceituna con aceite de acidez elevada.
Aceituna atrojada mucho tiempo. Reducir tiempo de atrojado
Conducciones de caldos sucios. Limpiar.
Índice de peróxidos superior
a 20
Aceituna con aceite de alto IP.
Elevada temperatura de la masa en el
batido.
Reducir la temperatura de la masa a 30°C.
Reducir el ritmo de producción.
Elevada temperatura del agua de adición
en el decánter o centrífuga vertical.
Reducir la temperatura del agua a 30°C.
Índice de humedad e
impurezas mayores a 0,2%.
Centrífuga vertical con anillo de
regulación incorrecto.
Colocar anillo de regulación de número
mayor.
Centrífuga vertical sucia. Limpiar.
Salida del decánter sucia. Limpiar.
Aceituna fresca. Uso de microtalco natural.
Amargor excesivo Alta temperatura de batido Reducir temperatura de batido
Alto ritmo de inyección Reducir ritmo de inyección
Escaso caudal agua en centrífuga vertical Aumentar caudal de agua
Proceso
Flores, David – Uyoa, Marcos Germán V-40
V.3.8.1 Introducción.
El aceite de oliva es un producto cuya elaboración se efectúa en un período del año
determinado y se consume durante todo el mismo, Por este motivo necesita ser almacenado.
Las características del aceite llevan a definir esta parte del proceso como fase de
conservación más que como fase de almacenamiento.
Las características particulares del aceite de oliva almacenado, que primero en el cultivo y
después con la separación del resto de componentes del fruto, han tenido como objetivo la
obtención de un producto de calidad, son las siguientes:
La conservación se efectúa sin adición de conservantes ni coadyuvantes. Se trata por lo
tanto de un producto absolutamente natural.
Este verdadero zumo de fruta se obtiene exclusivamente por medios físicos, como la
presión y/o centrifugación y la filtración, a temperaturas bajas. Este método de elaboración
presenta características que lo diferencian del de cualquier otro aceite o grasa. Los caracteres
del aceite deben de mantenerse durante el periodo de conservación teniendo siempre
presente que un tratamiento inadecuado en esta fase, puede originar aceites que para ser
comestibles tengan que someterse a un proceso de refinación, perdiendo la conceptuación
de aceite de oliva virgen de calidad.
El aceite de oliva presenta componentes en su fracción no saponificable que, sin superar
el 1,5% en peso, lo convierten en un producto diferente y asimilable. Los más destacables son:
los carotenos, muy oxidables, responsables de la tonalidad dorada y fuente de vitamina A; las
clorofilas, responsables del color verde del aceite, que se oxidan fácilmente en presencia de la
luz, pero que son antioxidantes en la oscuridad; los tocoferoles, antioxidantes, fuente de
vitamina E, los compuestos fenólicos, principales inhibidores de la autooxidación del aceite y
los compuestos volátiles, responsables de sus aromas característicos.
El industrial que lleve un aceite al mercado debe asegurarse de mantener sus cualidades
estables en el año y de poder repetirlas en el tiempo. Para esto se necesita una buena
dotación de aceites base y un excelente sistema de almacenamiento.
Todo fabricante de aceite de oliva que desee elaborar un producto de calidad debe
contar con instalaciones adecuadas, dimensionadas de tal manera que posibiliten separar los
distintos aceites.
El correcto almacenamiento es la base para obtener un aceite de consumo de buena
calidad. El aceite que se produce en las fábricas normalmente no es el mismo que se vende
embotellado, sino que es la mezcla de un conjunto de aceites diferentes que dan como
resultado un producto con características particulares. Para poder obtener estas mezclas,
V.3.8 Almacenaje.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-41
denominadas coupajes, se debe contar con una serie de aceites perfectamente
diferenciados y clasificados, que serán los distintos componentes del aceite que se destinará al
consumo.
V.3.8.2 La oxidación del aceite.
El principal peligro del almacenamiento del aceite proviene de la tendencia a la reacción
de sus ácidos grasos con el oxigeno atmosférico. Esta reacción de autooxidación origina
productos denominados peróxidos. El índice de peróxidos indica el estado de oxidación y, por
tanto, de la conservación del aceite. Posteriormente los peróxidos se degradan dando
productos cetónicos o aldehídicos, responsables de un característico olor y sabor a rancio. Los
aceites que presentan este defecto en una determinada intensidad, no son aptos para el
consumo directo.
El proceso oxidativo del aceite de oliva presenta dos características fundamentales:
Se inicia desde la separación de las aceitunas del árbol, favorecido por enzimas presentes
en el fruto. Este proceso continúa después de la extracción del aceite, debido al oxígeno
disuelto en el mismo o con el que está en contacto. La actuación responsable durante la
conservación se dirige a limitar la velocidad del proceso, controlando los factores que lo
aceleran.
La autooxidación del aceite de oliva, y por tanto el riesgo de enranciamiento, es menor y
más lento que el de otros aceites y grasas, por su carácter de monoinsaturado y por la
presencia de antioxidantes. Las grasas animales se enrancian con facilidad por carecer de
antioxidantes naturales.
Los factores que favorecen el proceso de oxidación son los siguientes:
El contacto con el aire: Si el oxígeno es la causa de la oxidación, cuanto más contacto
tenga el aceite con él, más se favorece el proceso. La agitación, los trasiegos, el vertido en el
depósito y la superficie de contacto, son aspectos considerar. Al principio el proceso es lento
por la actuación de los antioxidantes naturales, pero alcanzado cierta concentración de
peróxidos, el mismo se acelera y se origina sabor a rancio.
El efecto del calor: El calor excesivo acelera la autooxidación. La velocidad de oxidación
se multiplica por 2,5 al aumentar la temperatura entre 10°C y 40°C. El calor favorece la
formación de peróxidos y la destrucción de estos originando productos aldehídicos y
cetónicos, responsables del sabor a rancio. Se debe recalcar que los peróxidos no huelen, por
lo que se pueden encontrar aceites con alto nivel de peróxidos que no tienen los atributos de
rancios, mientras otros con índice más bajo huelen claramente.
El efecto de la luz: La luz, como el calor, favorece las reacciones del aceite con el
oxígeno.
Proceso
Flores, David – Uyoa, Marcos Germán V-42
El efecto de las trazas metálicas: La presencia de metales en cantidades muy pequeñas,
produce también una aceleración de la autooxidación y por tanto del enranciamiento,
comunicando al aceite asimismo un sabor metálico. Además disminuyen su estabilidad. Son
especialmente activos el cobre y el hierro, utilizados desde antiguo en los depósitos para el
aceite.
V.3.8.3 Características del almacén.
En la construcción e instalación de estas dependencias se deben de respetar ciertas pautas
que favorecen la buena conservación de los aceites almacenados.
Las paredes, cubierta y/o techos deben poseer aislamiento térmico para mantener una
temperatura adecuada y uniforme a lo largo del tiempo con el menor costo posible.
El almacén debe estar dotado de un sistema de calefacción que mantenga durante el
invierno una temperatura uniforme de entre 15°C y 18°C, que permita una adecuada
maduración sin favorecer la oxidación. La calefacción debe estar situada suficientemente
separada del local de almacenamiento como para no provocar la generación de malos
olores que puedan repercutir en la calidad del aceite.
Es conveniente utilizar materiales antideslizantes en el suelo, y paredes que permitan una
fácil limpieza. La luminosidad debe de ser moderada.
Es aconsejable que el almacén este separado de cualquier foco capaz de trasmitir al
aceite olores extraños, tales como el material auxiliar de la almazara (bombas de trasiego y
limpieza, latas, envases, repuestos, coadyuvantes, etc.), y aún más si estos olores son
desagradables, como es el caso de las alpechineras o del laboratorio.
La necesidad de clasificar los aceites según criterios de calidad obliga a disponer de un
número de depósitos que permita la separación.
La planta debe contar con dos, y de ser posible tres cañerías diferentes en paralelo e
inconexas. En éste sistema las cañerías principales tienen salidas secundarias que conducen a
cada uno de los tanques de depósito. A su vez, las distintas secundarias convergen hacia una
única terciaria que conduce el aceite al interior del depósito. Una serie de llaves de apertura y
cierre habilita el ingreso o la salida de los aceites. Los caños, uniones y llaves deben ser de
acero inoxidable. De nada vale tener una buena cañería si el resto de los componentes
pueden sufrir alteraciones por el efecto corrosivo del aceite.
La ventaja de este sistema de cañerías y llaves es que permite evitar cualquier tipo de
contaminación durante la conducción del aceite a los depósitos. Para realizar un manejo
sencillo es conveniente pintar las cañerías y sus respectivas llaves con colores diferentes, de
manera de poder identificarlos fácilmente.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-43
En caso de contar con sólo dos cañerías, una se emplea para los aceites realmente buenos
y la otra para los demás. En caso de contar con tres, se las utilizará para conducir en forma
separada los aceites buenos, los lampantes y los refinados.
V.3.8.4 Características de los depósitos.
Para la elección de las características de las unidades de almacenamiento e instalaciones
complementarias, pueden servir de guía los siguientes principios:
Tamaño: Se debe procurar el tamaño adecuado para separar las distintas calidades que
se vayan obteniendo. Cada unidad de almacenamiento no debe de sobrepasar el 10% de la
producción media de aceite ni más de 55 a 65 m3. Únicamente pueden plantearse mayores
capacidades para los aceites de peor calidad (procedentes de aceituna del suelo, con
plagas y enfermedades, o atrojadas). La cantidad de tanques define la cantidad de aceites
diferentes que se pueden almacenar. Es preferible disponer de varios tanques chicos en vez de
pocos de gran capacidad. Los tanques chicos son más convenientes en cuanto a su facilidad
de limpieza. Además es más factible mantenerlos llenos. Cuanta menor sea la cantidad de
aire que quede en el interior de los tanques existe menor probabilidad de que el aceite se
oxide. Una buena sala de depósitos debe contar con tanques de capacidad entre 20 y 60
toneladas. En los primeros se almacenan los aceites varietales y de buena calidad, y en los
otros los que se empleen como cuerpo de los productos de consumo. Se debe manipular por
separado los aceites varietales de buena calidad (aceites que se elaboran con aceituna de
una única variedad. En líneas generales la primera separación debe ser por variedad de
aceituna, luego por el grado de acidez y finalmente clasificación por evaluación sensorial. De
esta manera se presentan tres grandes grupos: los varietales sin defecto, los aceites mezclas sin
defectos provenientes de aceitunas no identificadas pero de buena calidad que dan buenos
aceites y sin defectos, y los aceites mezclas, sin importar el tipo de aceituna, que tienen
defectos más o menos marcados
Forma: La más apropiada es la cilíndrica por razones constructivas de economía y debido
a que facilita la limpieza. Deben ser más altos que anchos para reducir la superficie en
contacto con el aire y la exposición a la luz. Se aconsejan depósitos de fondo cónico o
inclinado para favorecer la decantación, acumulación de humedad e impurezas y posterior
sangrado. Las paredes deben de ser impermeables al aceite, para evitar impregnaciones que
dificulten la limpieza posterior. La cubierta de los depósitos debe impedir la caída de objetos
extraños y el efecto perjudicial de la luz, y limitar el volumen de aire en contacto con el aceite.
Materiales: Si bien existe una gran cantidad de materiales para la construcción de
depósitos aéreos, lo más recomendable es el acero inoxidable por ser totalmente inerte. En
cualquier otro caso, los depósitos deben estar recubiertos por una capa de pintura especial
para evitar el contacto entre el aceite y el metal.
Proceso
Flores, David – Uyoa, Marcos Germán V-44
El aceite tiene la particularidad de corroer los metales y las sustancias liberadas le transmiten
un característico sabor metálico. Este mismo defecto se produce cuando por causas fortuitas
se rompe el recubrimiento aislante. De todas las alternativas, los tanques menos
recomendados son los de fibra de vidrio, ya que son translúcidos y se deterioran con facilidad.
Los depósitos deben de estar construidos o recubiertos interiormente con materiales inertes
que no aporten substancias extrañas. Los aceites almacenados en los clásicos depósitos de
acero al carbono o aleación de cobre provocan a la incorporación de panículas metálicas
que aceleran el enranciamiento y comunican al aceite el sabor defectuoso denominado
metálico. Los materiales más adecuados son:
-Losetas vitrificadas (azulejos) para el recubrimiento de piletas. Presentan elevada garantía
de resistencia y son inertes. Hay que cuidar las uniones utilizando materiales de agarre que no
sean atacados por el aceite.
-El acero inoxidable es el material que se está imponiendo en toda la industria alimentaria.
Junto a sus características mecánicas, destaca la resistencia a la corrosión, y el hecho de que
prácticamente no cede partículas, su facilidad de lavado y la posibilidad de
descontaminaciones enérgicas. La resistencia a la corrosión está garantizada por la capa
protectora que lo recubre. La misma posee, además, la capacidad de autorrepararse
espontáneamente si sufre algún daño. Esta propiedad lo distingue de otros materiales, los
cuales precisan de revestimientos protectores, como pinturas, barnices, esmaltes, etc. En el
mercado, siguiendo la norma AISI, se ofrecen dos tipos de acero inoxidable, el 304 y el 316,
según la distinta composición en cromo y níquel de la capa, siendo el segundo el de precio
superior debido al mayor porcentaje de níquel que posee, aunque la protección del tipo más
económico es suficiente para el aceite.
-El poliéster reforzado con fibra de vidrio (PRFV) es otro material adecuado para el uso en el
almacenamiento del aceite de oliva. Presenta buena resistencia mecánica al choque ya la
deformación, proporcionada por la fibra de vidrio, cuyo porcentaje no debe ser inferior al 55%,
aunque varía según las distintas capas que constituyen la pared del depósito. Tiene buena
estabilidad frente a las agresiones del ambiente, y ofrece una prolongada duración. La resina
de poliéster asegura la resistencia a la agresión del aceite y evita la contaminación por
metales pesados. La limpieza, tanto interior como exterior, es sencilla. En depósitos exteriores y
cisternas, se debe recurrir a la aplicación exterior de pinturas que eviten el paso de la luz, en el
caso de que no sean opacos.
-El recubrimiento de depósitos existentes de acero al carbono puede considerarse una
solución aceptable, más económica que su sustitución, aunque presenta algunas limitaciones.
El recubrimiento con resina epoxídica, salvada su fragilidad, tendrá éxito dependiendo de la
calidad del trabajo de preparación de la superficie a tratar y de su aplicación. Se deben
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-45
emplear materiales de calidad alimentaria, con espesor, viscosidad y adherencia a la chapa
adecuadas, así como una correcta curación y eliminación de residuos no polimerizados.
-La grifería, válvulas y conducciones deben ser de acero inoxidable, y estas últimas estar
separadas para las diferentes líneas de fabricación. Los depósitos deben contar con
accesorios tales como niveles, dispositivos de toma de muestras a diferentes alturas, llenado
por la parte inferior para evitar la aireación del aceite en la caída, etc.
-La atmósfera inerte comienza a utilizarse, tal como el llenado del espacio de cabeza del
depósito con nitrógeno, aunque se pone en duda la rentabilidad de la operación, frente a
una conservación en condiciones normales pero adecuada y durante un plazo no
excesivamente largo. El aceite bien procesado de numerosas variedades presenta una
elevada estabilidad.
V.3.8.5 Tipos de depósitos. Utilización.
En las almazaras se encuentran principalmente tres tipos de depósitos:
Depósitos metálicos a la intemperie: que se reservan para los aceites de peor calidad
procedentes de aceituna del suelo o en mal estado. En estos depósitos los aceites no
decantan bien a causa de la temperaturas baja de la estación en la que se elaboran. Los
sólidos en suspensión incorporan olores y sabores desagradables. A partir del mes de octubre
la temperatura del aceite se eleva, favoreciendo con ello las oxidaciones y la pérdida de
aromas. El acondicionamiento externo mediante revestimiento con material aislante evita
estos inconvenientes, por lo menos en parte.
Piletas subterráneas: construidas de obra de fábrica, hormigón armado generalmente,
recubiertos con losetas vidriadas (azulejos). Son los más adecuados para la conservación del
aceite, siempre que su revestimiento sea el correcto y se conserve en buen estado de
estanqueidad. Presentan las desventajas de mayor costo de construcción y por dificultades de
sangrado que hace necesario recurrir al trasiego rara eliminar las impurezas. La ventaja de este
tipo de depósitos reside en el hecho de que mantienen la temperatura estable alrededor de
los 15ºC, valor ideal para la conservación del aceite. Los tanques subterráneos generalmente
son de cerámica vitrificada o de azulejos debido a que éstos materiales resultan inertes al
aceite.
Depósitos metálicos bajo cubierta en bodega: presentan características intermedias entre
los citados en los anteriormente.
Independientemente del sistema empleado, los depósitos deben ser aislados y constituidos
por un material que transmita sabores u olores al aceite. Siempre deben ser opacos y
herméticos para evitar oxidaciones.
Proceso
Flores, David – Uyoa, Marcos Germán V-46
V.3.8.6 Manejo del almacén.
Junto con el adecuado equipamiento en almacenes y depósitos, se imponen una serie de
normas de manejo para la correcta conservación del producto:
Se debe procurar que los aceites pasen a la bodega limpios, lo que se cuida durante el
proceso de elaboración.
Debe efectuarse una escrupulosa limpieza de los depósitos antes de su llenado y cuidar
siempre que no se produzca la captación de humos, gases, olores u otro tipo de sustancias
volátiles.
Antes de iniciar el almacenamiento de una partida de aceites son necesarios el control
de acidez, otros parámetros de calidad y el análisis organoléptico. Esta clasificación preliminar
es fundamental para agrupar partidas de igual calidad.
Los aceites de oliva vírgenes, particularmente los de menor acidez, decantan los restos de
humedad e impurezas con relativa lentitud. Cuando éstas se acumulan en los fondos deben
de ser eliminadas, ya que junto a partículas de tierra y polvo se encuentran sustancias
proteicas y azucaradas que fermentan y comunican al aceite sabores a moho-humedad,
avinagrado, alpechín, tierra, etc, Por este motivo se debe efectuar el purgado de los
depósitos, aprovechando la acumulación en los fondos cónicos o inclinados de los depósitos,
y la disposición de conducciones y válvulas para esta operación. Incluso, si es preciso, se
trasiega el aceite limpio a otro depósito, cuidando que se ocasione el menor grado de
aireación y la formación de emulsiones, para lo que se emplean bombas adecuadas. El
purgado siempre es preferible al trasiego.
Se debe evitar el derrame de aceite sobre el suelo o las paredes. Si esto se produjera, se
debe de proceder inmediatamente a la recogida y escrupulosa limpieza, pues en caso de
dejarlo se forman focos de enranciamiento y al poco tiempo el olor se extenderá a todo el
almacén y llegará hasta el aceite almacenado, incorporándose a éste.
La almazara debe disponer de sistemas de evacuación de las aguas residuales de
elaboración, para que sus olores desagradables no sean adquiridos por los aceites. Las borras
obtenidas no se manipulan ni se almacenan con los otros aceites, sino que deben aislarse y
destinarse cuanto antes a la refinación o a la utilización industrial. Por la misma razón, las balsas
de evaporación no deben situarse en las proximidades de la almazara, ni en el sentido de los
vientos dominantes.
V.3.8.7 Trasegado.
El trasegado tiene como objeto, eliminar el agua de vegetación.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-47
Aún cuando se haya efectuado una correcta separación, siempre quedan restos de agua
de vegetación en el aceite. La misma se descompone durante el proceso de
almacenamiento y afecta la calidad del producto final.
El agua de vegetación es suspensión de sustancias sólidas y enzimas que a través de
procesos biológicos y/o enzimáticos producen metabolitos que confieren defectos al aceite.
Los más comunes son gusto a borras, olor a alpechín pútrido por fermentación anaeróbica de
los fondos de pila, o aumento de acidez por acción de enzimas en la fase acuosa.
En los depósitos, debido a la diferencia de densidad, el aceite se ubica en la parte superior
y los residuos líquidos y sólidos en la parte inferior; por esta razón, la separación puede hacerse
por succión del aceite o por extracción del depósito inferior.
El trasvasado consiste en succionar el aceite de un tanque y pasarlo a otro tanque limpio.
La succión se corta cuando comienzan a pasar sustancias en suspensión. Este método de
limpieza es aplicable a cualquier sistema de almacenamiento. El principal inconveniente es la
lentitud del proceso. La única precaución a observar es de no dejar burbujear el aceite
trasegado a fin de evitar una oxidación excesiva. El trasvase es el único sistema aplicable a los
depósitos subterráneos.
La extracción de los residuos de la base de los depósitos es un sistema más rápido, debido a
la menor cantidad de material a extraer. El total de los residuos es generalmente menor al 1%
del peso de la mezcla.
La extracción de los residuos sólo es aplicable a los tanques aéreos que cuentan con una
estructura tronco cónica de la parte inferior, y una llave de apertura y cierre que permite
realizar el drenado. La llave se debe mantener abierta hasta que comience a salir aceite.
V.3.9.1 Introducción.
Los aceites se deben filtrar siempre, pero sólo en el momento de ser embotellados, nunca
antes.
La operación de filtrado pretende separar los pequeños residuos sólidos que están en
suspensión en el aceite y obtener un producto totalmente límpido. Esta limpieza se puede
efectuar por medio de filtros de algodón hidrófilo o por filtros de tierra. El primer sistema es lento
y tiende a preservar las cualidades organolépticas del aceite. Como contrapartida, existe
peligro de oxidación, y debe tenerse la precaución de que el aceite sea conducido por
cañerías herméticas y almacenado en depósitos intermedios totalmente cerrados con la
menor cantidad posible de aire. Los filtros de tierra de diatomea, o tierra filtrante, son más
rápidos pero en algunos casos pueden producirse pérdidas de sustancias volátiles y
antioxidantes.
V.3.9 Filtración.
Proceso
Flores, David – Uyoa, Marcos Germán V-48
La filtración consiste en hacer pasar el aceite a través de tejidos (lonas de material textil,
fibras, papel, celulosas) o materiales porosos (tierras filtrantes, perlitas, diatomeas) donde
queden retenidas las impurezas que se desean eliminar. Para conseguir este objetivo, se
pueden hacer tres tipos de filtraciones:
En aceites con elevado contenido de sólidos se debe efectuar una separación grosera
denominada desbastado, que generalmente se debe insuficiente tiempo de decantación.
La impecable presentación comercial de un producto de calidad exige, además, la
eliminación de toda traza de humedad. Esta operación recibe el nombre de abrillantado.
Si bien no es frecuente en el aceite de oliva virgen comestible, el abrillantado puede
verse precedido de una filtración a baja temperatura sobre papel, o winterización. Esta
operación elimina las margarinas presentes en el aceite que le quitan la limpidez cuando
desciende la temperatura ambiente. La winterización es obligatoria en los aceites de orujo de
aceituna refinados.
La correcta filtración del aceite permite una adecuada presentación comercial, si embargo
la misma presenta otras derivaciones no menos importantes:
La valoración del producto por parte del consumidor. La eliminación de sólidos disueltos
en el aceite y de la humedad, evita que en la fritura se produzca la combustión de aquellos y,
por tanto la formación de humos y de olores desagradables. La humedad da lugar al
chisporroteo en la sartén; eliminada el agua, desaparece este mal efecto.
Optimización de las condiciones de conservación. Las precipitaciones en el fondo de los
depósitos son ricas en glúcidos y sustancias proteicas que sufren fermentación anaerobia.
También están presentes enzimas lipolíticas que destruyen las moléculas de grasa.
En la operación de filtrado hay que observar dos principios básicos:
La filtración se efectúa inmediatamente antes del envasado. En su ejecución se produce
siempre una exposición prolongada del aceite al aire con un enriquecimiento en oxígeno que
acelera los procesos de autooxidación y, por tanto, su enranciamiento.
El aceite no debe tratarse de forma enérgica, ni superar las presiones de 4 ó 5 kg/cm2. Las
bombas de impulsión más adecuadas son las rotativas con bajo régimen de giro, entre 40 y 60
r.p.m. de modo de no favorecer la formación de emulsiones.
V.3.9.2 Filtro de desbastado y abrillantamiento.
Filtros de material filtrante pulverulento: Se han utilizado históricamente para la filtración de
todo tipo de aceites, fundamentalmente en tareas de desbastado. Su característica
fundamental es el uso de sustancias tales como el polvo de celulosa y las sílices fósiles de
diatomeas, que presentan un elevado poder hidrófilo y una porosidad que las hace muy
adecuadas como material filtrante. El bloque responsable del filtrado está constituido por un

Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-49
número variable de placas rígidas, generalmente de polipropileno, que sirven de soporte a
otras tantas bolsas, que pueden ser del mismo material, y que actúan de tejido retentivo del
material filtrante.
La filtración exige previamente la formación de una pre-capa. Para ello, en un depósito que
suele acompañar al filtro se mezcla una dosis prefijada de polvo filtrante y aceite muy limpio.
Esta mezcla se hace pasar por el filtro hasta que el aceite mezclado recobra su limpidez
original al haber sido retenido el material filtrante en la bolsa de polipropileno, formando sobre
la misma una capa de pocos milímetros que será la responsable de la filtración. Conseguida la
formación de la pre-capa, se alimenta el aceite a filtrar. En algunos casos pueden hacerse
adiciones periódicas de material filtrante de porosidad superior al utilizado en la formación de
la pre-capa, con lo que se consigue una filtración con porosidad de diámetro decreciente,
que alarga la duración de la capa filtrante antes de proceder a la sustitución. Esta adición no
será necesaria en aceites que no presenten altos contenidos de impurezas.
Estos filtros son versátiles porque permiten, mediante el uso de tierras filtrantes de distinta
porosidad, o el cambio de bolsas retentivas, su utilización en desbastado, y también en
abrillantado.
Tras un adecuado proceso de extracción y conservación, la preparación para el consumo
exige al envasador nuevos cuidados que impidan la ruptura de la cadena de la calidad. En
ocasiones, el envasador es el mismo elaborador. En otras muchas, tal como está estructurado
el sector en los principales países comercializadores del aceite de oliva, es una persona física o
jurídica diferente, especializada en este trabajo.
V.3.10 Envasado.
Figura V.3.11.
Filtro de material filtrante pulverulento.
Figura V.3.12.
Sección de capa filtrante.
Tejido retentivo
Pre-capa
Torta filtrante
Proceso
Flores, David – Uyoa, Marcos Germán V-50
V.3.10.1 Tipificación del aceite.
En primer lugar es necesario disponer de depósitos nodrizas en la zona de la fraccionadora,
a los que se conduce el aceite que va a ser objeto de envasado. En la mayor parte de los
casos, sobre todo en las industrias especializadas y, en general, en aquellas que desean
ofrecer un producto característico de la marca (color, sabor) se procede a formar un
compuesto de diversos aceites que responda al tipo propuesto. Conseguido éste y
comprobada la analítica, se procede a filtrarlo, para luego envasarlo.
V.3.10.2 El envase y las alteraciones del aceite.
Material de fabricación de envases.
En la elección del envase adecuado para hacer llegar el aceite de oliva al consumidor
deben plantearse consideraciones previas sobre el material que lo constituya y sobre el propio
envase:
Debe emplearse un material inerte que no reaccione con el aceite ni le comunique olores
o sabores extraños.
El mismo debe de ser Io más impermeable posible a la humedad y al oxígeno atmosférico,
y proteger al aceite de la luz y de los cambios de temperatura.
No debe ser poroso para no retener ni transpirar el aceite.
Los envases deben poseer paredes lisas y fácilmente lavables, que no retengan el aceite.
Deben favorecer la buena presentación del aceite, y ser de fácil apertura, cierre y
manejo por parte del consumidor.
Una vez formado el envase, es conveniente que éste ofrezca resistencia a la presión y a los
golpes, y de fácil manejo. Debe poseer un espacio de cabeza pequeño para minimizar el
contacto con el aire, y permitir un cierre hermético que evite entrada de oxígeno.
Los envases más utilizados en la actualidad para el aceite de oliva son los fabricados de:
Plástico: PET (polietilen tereftalato),PVC (policloruro de vinilo) amorfo o bioorientado, HDPE
polietileno de alta densidad), LDPE (polietileno de baja densidad).
Vidrio.
Hojalata.
Cartón revestido.
Las alteraciones del aceite.
El principal riesgo del producto envasado es la autooxidación. La degradación puede
generarse por la presencia de oxígeno en el espacio de cabeza del envase, sumado al que
queda disuelto en el aceite. Este oxígeno da lugar a la formación de peróxidos y a la
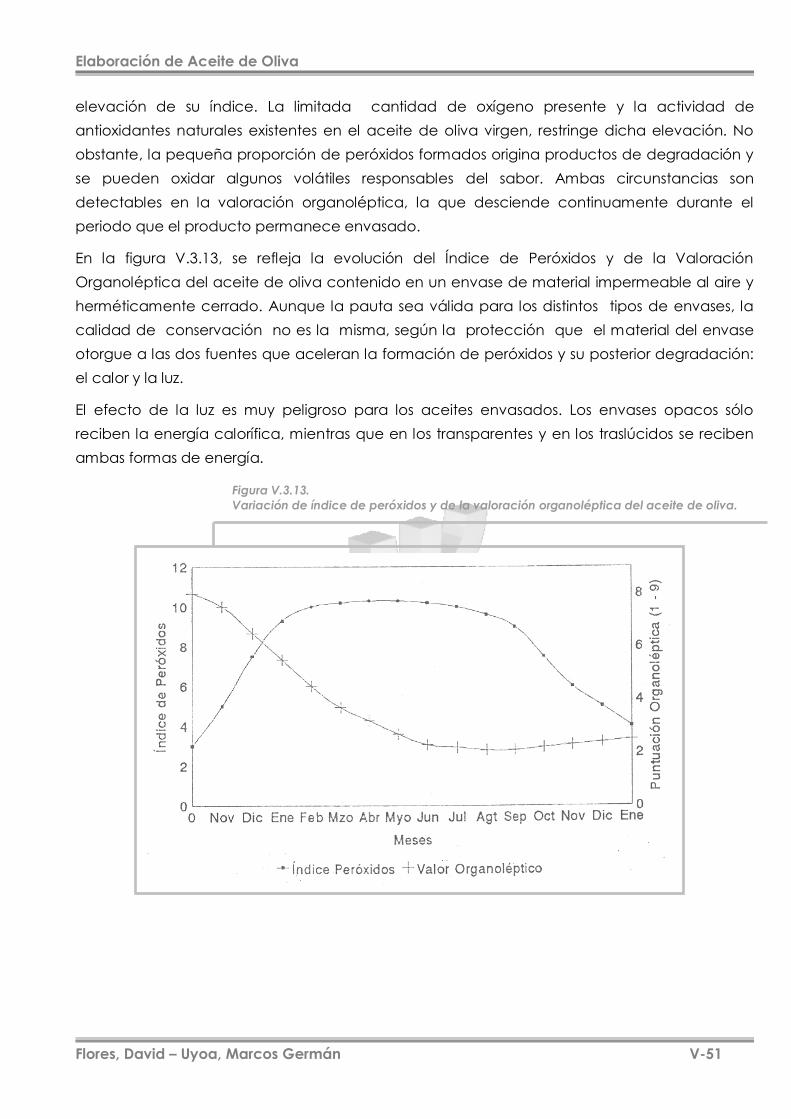
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-51
elevación de su índice. La limitada cantidad de oxígeno presente y la actividad de
antioxidantes naturales existentes en el aceite de oliva virgen, restringe dicha elevación. No
obstante, la pequeña proporción de peróxidos formados origina productos de degradación y
se pueden oxidar algunos volátiles responsables del sabor. Ambas circunstancias son
detectables en la valoración organoléptica, la que desciende continuamente durante el
periodo que el producto permanece envasado.
En la figura V.3.13, se refleja la evolución del Índice de Peróxidos y de la Valoración
Organoléptica del aceite de oliva contenido en un envase de material impermeable al aire y
herméticamente cerrado. Aunque la pauta sea válida para los distintos tipos de envases, la
calidad de conservación no es la misma, según la protección que el material del envase
otorgue a las dos fuentes que aceleran la formación de peróxidos y su posterior degradación:
el calor y la luz.
El efecto de la luz es muy peligroso para los aceites envasados. Los envases opacos sólo
reciben la energía calorífica, mientras que en los transparentes y en los traslúcidos se reciben
ambas formas de energía.
Figura V.3.13.
Variación de índice de peróxidos y de la valoración organoléptica del aceite de oliva.
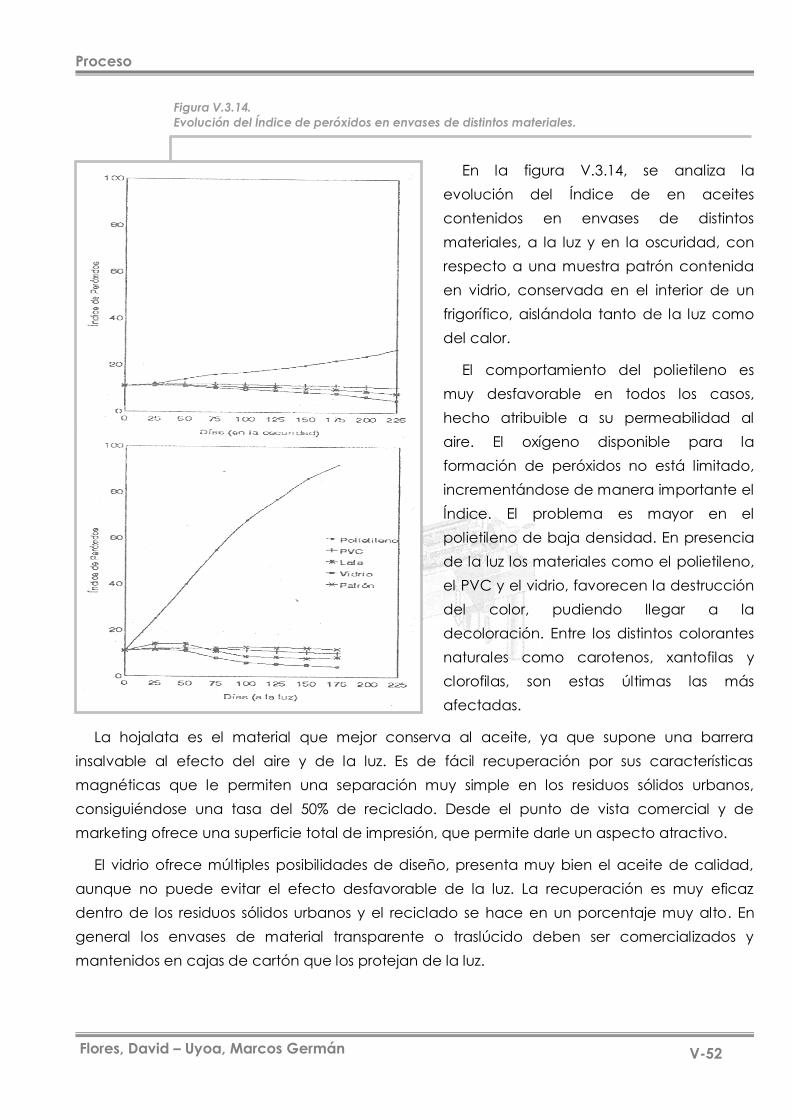
Proceso
Flores, David – Uyoa, Marcos Germán V-52
En la figura V.3.14, se analiza la
evolución del Índice de en aceites
contenidos en envases de distintos
materiales, a la luz y en la oscuridad, con
respecto a una muestra patrón contenida
en vidrio, conservada en el interior de un
frigorífico, aislándola tanto de la luz como
del calor.
El comportamiento del polietileno es
muy desfavorable en todos los casos,
hecho atribuible a su permeabilidad al
aire. El oxígeno disponible para la
formación de peróxidos no está limitado,
incrementándose de manera importante el
Índice. El problema es mayor en el
polietileno de baja densidad. En presencia
de la luz los materiales como el polietileno,
el PVC y el vidrio, favorecen la destrucción
del color, pudiendo llegar a la
decoloración. Entre los distintos colorantes
naturales como carotenos, xantofilas y
clorofilas, son estas últimas las más
afectadas.
La hojalata es el material que mejor conserva al aceite, ya que supone una barrera
insalvable al efecto del aire y de la luz. Es de fácil recuperación por sus características
magnéticas que le permiten una separación muy simple en los residuos sólidos urbanos,
consiguiéndose una tasa del 50% de reciclado. Desde el punto de vista comercial y de
marketing ofrece una superficie total de impresión, que permite darle un aspecto atractivo.
El vidrio ofrece múltiples posibilidades de diseño, presenta muy bien el aceite de calidad,
aunque no puede evitar el efecto desfavorable de la luz. La recuperación es muy eficaz
dentro de los residuos sólidos urbanos y el reciclado se hace en un porcentaje muy alto. En
general los envases de material transparente o traslúcido deben ser comercializados y
mantenidos en cajas de cartón que los protejan de la luz.
Figura V.3.14.
Evolución del Índice de peróxidos en envases de distintos materiales.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-53
El tiempo comprendido entre el envasado y el consumo debe de ser lo más reducido
posible, considerados sus efectos negativos. La estabilidad del aceite, ligada a la variedad (en
función de los antioxidantes naturales que entran en su composición), influyen mucho en el
tiempo durante el cual el aceite se mantiene en estado de conservación adecuada.
V.3.10.3 La operación de envasado.
En el envasado hay dos operaciones básicas que se desarrollan simultáneamente: el
llenado y el dosificado de envases. Las mismas deben efectuarse con una maquinaria que
garantice precisión y limpieza. El resto de las fases (cerrado de envases y etiquetado) pueden
llevarse acabo de forma simple y elemental. Sin embargo, hasta en las instalaciones más
sencillas se cuenta con un conjunto de máquinas que trabajan en cadena, de forma más o
menos automatizada. En general una línea de envasado consta de los siguientes elementos:
Posicionador de envases. Los envases se descargan en una tolva, procedentes de la línea
de fabricación, o de los pallets o contenedores en que se reciben. El posicionador los sitúa
sobre la cadena transportadora de envases.
Soplador. Este elemento limpia los envases de las impurezas con aire a presión. Este
elemento y el anterior no existen en las líneas más elementales.
Llenadora-dosificadora. En primer lugar, una estrella posicionadora recoge los envases del
transportador y los sitúa sobre una plataforma móvil que facilita la entrada del elemento de
llenado. El dosificado puede ser volumétrico, por peso, o por nivel fijado por medios
electrónicos. En muchos casos cuentan con un pequeño ordenador que permite fijar las dosis
con comodidad. Las fraccionadoras pueden ser en línea o rotativas, para envases de
hojalata, cristal, plástico, etc. Cuentan con un depósito central para el aceite y con
alimentador, construido en acero inoxidable como todos los elementos en contacto con el
aceite.
Cerradora. Los envases continúan por la cadena transportadora hasta la máquina
cerradora preparada para tapones o cápsulas a presión, o con cierre a rosca mediante
cabezales roscadores regulables para tapones tipo pilferproof. Las instalaciones más sencillas
carecen de este elemento y el taponado se hace de forma manual. En otras instalaciones
más complejas la maquina llenadora y la cerradora forman un conjunto.
Etiquetadora. Existe una gama de mayor o menor complejidad, incluso en las
envasadoras más simples las etiquetas autoadhesivas se colocan manualmente en el envase.
Las máquinas más sencillas constan de un dispensador de etiquetas autoadhesivas, las que
separa del papel soporte y sitúa sobre el envase. Otras están preparadas para encolar la
etiqueta. Los cabezales pueden ir montados a dos caras, para colocar etiqueta y
contraetiqueta, con elementos posicionadores. También pueden estar provistas de cabezales
etiquetadores automáticos que permiten imprimir datos complementarios sobre la etiqueta. El
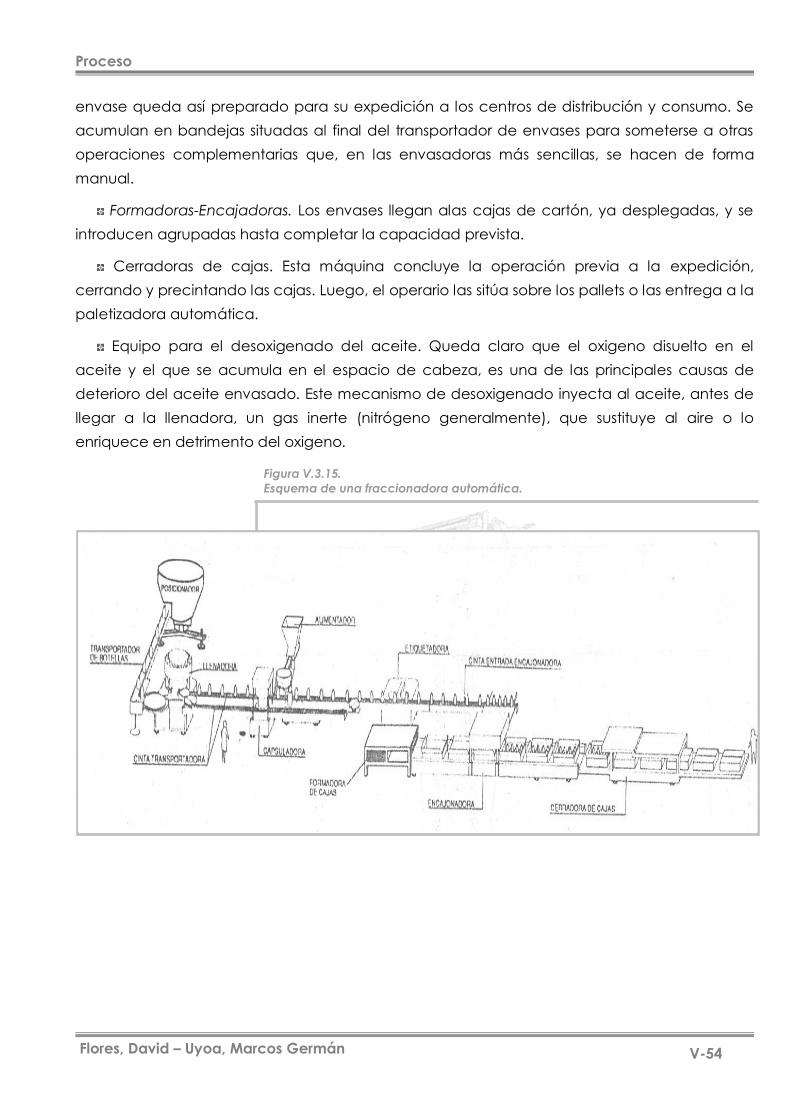
Proceso
Flores, David – Uyoa, Marcos Germán V-54
envase queda así preparado para su expedición a los centros de distribución y consumo. Se
acumulan en bandejas situadas al final del transportador de envases para someterse a otras
operaciones complementarias que, en las envasadoras más sencillas, se hacen de forma
manual.
Formadoras-Encajadoras. Los envases llegan alas cajas de cartón, ya desplegadas, y se
introducen agrupadas hasta completar la capacidad prevista.
Cerradoras de cajas. Esta máquina concluye la operación previa a la expedición,
cerrando y precintando las cajas. Luego, el operario las sitúa sobre los pallets o las entrega a la
paletizadora automática.
Equipo para el desoxigenado del aceite. Queda claro que el oxigeno disuelto en el
aceite y el que se acumula en el espacio de cabeza, es una de las principales causas de
deterioro del aceite envasado. Este mecanismo de desoxigenado inyecta al aceite, antes de
llegar a la llenadora, un gas inerte (nitrógeno generalmente), que sustituye al aire o lo
enriquece en detrimento del oxigeno.
Figura V.3.15.
Esquema de una fraccionadora automática.
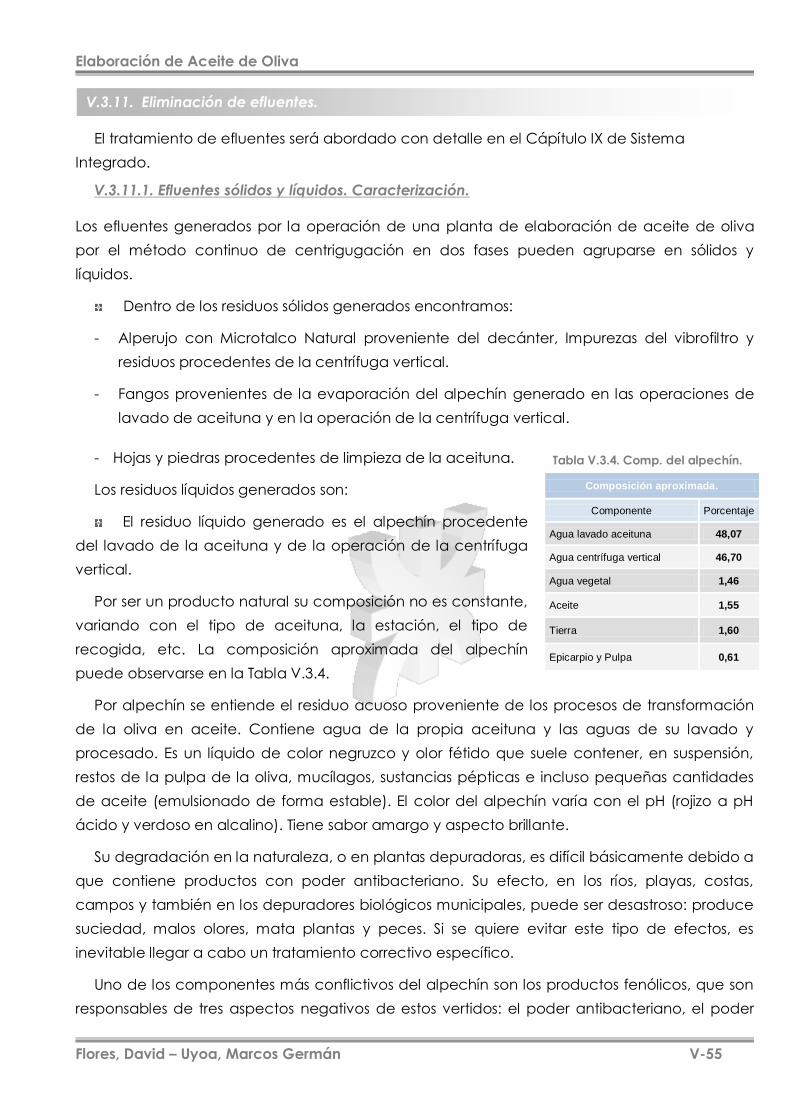
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-55
Tabla V.3.4. Comp. del alpechín.
El tratamiento de efluentes será abordado con detalle en el Cápítulo IX de Sistema
Integrado.
V.3.11.1. Efluentes sólidos y líquidos. Caracterización.
Los efluentes generados por la operación de una planta de elaboración de aceite de oliva
por el método continuo de centrigugación en dos fases pueden agruparse en sólidos y
líquidos.
Dentro de los residuos sólidos generados encontramos:
- Alperujo con Microtalco Natural proveniente del decánter, Impurezas del vibrofiltro y
residuos procedentes de la centrífuga vertical.
- Fangos provenientes de la evaporación del alpechín generado en las operaciones de
lavado de aceituna y en la operación de la centrífuga vertical.
- Hojas y piedras procedentes de limpieza de la aceituna.
Los residuos líquidos generados son:
El residuo líquido generado es el alpechín procedente
del lavado de la aceituna y de la operación de la centrífuga
vertical.
Por ser un producto natural su composición no es constante,
variando con el tipo de aceituna, la estación, el tipo de
recogida, etc. La composición aproximada del alpechín
puede observarse en la Tabla V.3.4.
Por alpechín se entiende el residuo acuoso proveniente de los procesos de transformación
de la oliva en aceite. Contiene agua de la propia aceituna y las aguas de su lavado y
procesado. Es un líquido de color negruzco y olor fétido que suele contener, en suspensión,
restos de la pulpa de la oliva, mucílagos, sustancias pépticas e incluso pequeñas cantidades
de aceite (emulsionado de forma estable). El color del alpechín varía con el pH (rojizo a pH
ácido y verdoso en alcalino). Tiene sabor amargo y aspecto brillante.
Su degradación en la naturaleza, o en plantas depuradoras, es difícil básicamente debido a
que contiene productos con poder antibacteriano. Su efecto, en los ríos, playas, costas,
campos y también en los depuradores biológicos municipales, puede ser desastroso: produce
suciedad, malos olores, mata plantas y peces. Si se quiere evitar este tipo de efectos, es
inevitable llegar a cabo un tratamiento correctivo específico.
Uno de los componentes más conflictivos del alpechín son los productos fenólicos, que son
responsables de tres aspectos negativos de estos vertidos: el poder antibacteriano, el poder
Composición aproximada.
Componente Porcentaje
Agua lavado aceituna 48,07
Agua centrífuga vertical 46,70
Agua vegetal 1,46
Aceite 1,55
Tierra 1,60
Epicarpio y Pulpa 0,61
V.3.11. Eliminación de efluentes.
Proceso
Flores, David – Uyoa, Marcos Germán V-56
fitotóxico y el color negruzco. Estos factores no hacen si no complicar aún más el de por sí ya
complicado impacto ambiental en ríos, costas, campos y plantas depuradores municipales.
El alpechín causa graves problemas cuando es vertido a los ríos y suelos. Representa una
aporte de materia orgánica enorme (D.Q.O. entre 45.000 y 130.000 ppm y D.B.O. entre 10.000 y
100.000 ppm y CE 8-22 dS m-1) (1). Genera un film superficial en aguas y suelos debido al aceite
presente y su toxicidad para la flora es notable. Otros de los problemas ambientales que
produce el alpechín son sus efectos fitotóxicos, en especial para la germinación de las plantas,
la caída prematura de los frutos y la senescencia de los vegetales. Un problema añadido en la
depuración de los alpechines es la estacionalidad de su producción. Sólo se genera durante
un período de tres meses al año que es el tiempo que dura la recogida y molturación de la
aceituna. Por otro lado, la producción del vertido no es ni constante ni homogénea, siendo
necesario asimilar fuertes puntas de vertido de hasta 1,2 veces la producción media del
período de actividad de la almazara.
V.3.11.2. Tratamiento de los efluentes generados en el proceso.
El Alperujo, es enviado usualmente a plantas elaboradoras de aceite de oliva mediante
extracción por solvente. Las mismas lo emplean como materia prima, obteniendo lex
como subproducto.
El Alpechín es tratado en balsas de evaporación especialmente diseñadas para
eliminar el agua de su composición en el transcurso de una campaña.
Los lodos de las balsas de evaporación son generalmente empleados como materia
prima en la fabricación de ladrillos de construcción.
El resto de los sólidos generados (hojas, piedras, ramas, etc.) son dispuestos como
residuos comunes municipales en el departamento de asentamiento de la almazara.
(1) F. CABRERA Instituto de Recursos Naturales y Agrobiología de Sevilla, CSIC. Apartado 1052, 41080 Sevilla.
Elaboración de Aceite de Oliva
Flores, David – Uyoa, Marcos Germán V-57
MANUAL DEL INGENIERO QUÍMICO. PERRY 6TA EDICIÓN.
CIVANTOS, LUIS. “OBTENCIÓN DEL ACEITE DE OLIVA VIRGEN”. 1999. EDITORIAL AGRÍCOLA MADRID.
CABRERA, FRANCISCO. “TRATADO DE AGROBIOLOGÍA”. 1996. EDITORIAL AGRÍCOLA DE SEVILLA.
PROYECTOS ANTERIORES DE INGENIERÍA QUÍMICA. UTN FACULTAD REGIONAL MENDOZA.
OLIVAE, REVISTA DEL COI (CONSEJO OLEÍCOLA INTENACIONAL) N°112, NOVIEMBRE 2008. EDICIÓN
ESPAÑOLA.
Páginas de Internet Internacionales:
www.internationaloliveoil.org
www.infolivo.com
www.aceitedeoliva.net.
Consulta a Industrias de la zona:
Ing. Rearte, Laur S.A., Fábrica de Aceite 3 fases, Maipú, Mendoza.
Livanti, Alejandro, Livanti S.A., Fábrica de Aceite 2 fases, Carril Corvalán s/n, La Colonia,
Junín, Mendoza.
Olivi, Marcos, Olivi S.A., Refinería de Orujo, Los Tilos 148, Palmira, San Martín, Mendoza.
Gabutti S.A., Fabrica de Aceite 2 fases, Carril Chimbas s/n, Palmira, San Martín,
Mendoza.
Nucete, Fábrica de Aceite 2 fases, La Purísima 1345, Villa Nueva, Guaymallén, Mendoza.
Centrifugción y Desarrollo S.A., 9 de Julio 2175, Jesús Nazareno, Guaymallén, Mendoza.
V.4. BIBLIOGRAFÍA.