
Familia TEXTIL, CONFECCIÓN Y PIEL - camaras.org · procesos de producción de hilatura, telas no...
44
1 Familia TEXTIL, CONFECCIÓN Y PIEL Grado Medio PRODUCCIÓN DE HILATURA Y TEJEDURÍA DE CALADA
Transcript of Familia TEXTIL, CONFECCIÓN Y PIEL - camaras.org · procesos de producción de hilatura, telas no...

1
Familia
TEXTIL, CONFECCIÓN Y PIEL
Grado
Medio PRODUCCIÓN DE HILATURA Y TEJEDURÍA DE CALADA

2
LA FINALIDAD DEL CICLO FORMATIVO
A través de esta formación profesional se pretende formar al estudiante para que sea capaz de:
• Preparar, regular, programar, mantener en primer nivel y controlar las máquinas para la producción de todo tipo de hilos, tejidos de calada y telas no tejidas, en cantidad, calidad, plazos y en las condiciones de seguridad establecidas.
Al finalizar, el alumno deberá haber adquirido los conocimientos, las habilidades y las técnicas necesarias para:
• Interpretar la información técnica de producto y de fabricación utilizada en los procesos de producción de hilatura, telas no tejidas y tejeduría de calada, a fin de organizar y realizar su trabajo de manera autónoma y con las técnicas propias de su profesión.
• Preparar y poner a punto las máquinas, equipos y materiales que intervienen en la fase o subfase del proceso en el que opera: prehilatura, hilatura, acabados de hilo, telas no tejidas por vía seca o húmeda, urdido o tejeduría de calada, a fin de disponerlos en las condiciones previstas de operación.
• Controlar y realizar el desarrollo de las fases de producción asignadas, a fin de asegurar el óptimo rendimiento de los medios y recursos de producción y de producir la cantidad fijada con la calidad prevista.
• Realizar el mantenimiento de primer nivel de los elementos de producción de las máquinas y equipos que intervienen en los procesos de hilatura, telas no tejidas y tejeduría de calada para evitar paros o reestablecer la producción.
• Proponer posibles mejoras en el proceso productivo y principalmente en los procedimientos y modos operativos que emplea en el desarrollo de su trabajo.
• Poseer una visión de conjunto y coordinada de las fases de los procesos textiles y de los productos resultantes, valorando adecuada-mente la función y misión de cada uno de ellos.
• Adaptarse a las diferentes situaciones o puestos de trabajo existentes en el ámbito de su competencia general y a los cambios tecnológicos y organizativos que inciden en su actividad profesional.
• Integrarse en un equipo de trabajo productivo, corresponsabilizándose de las tareas asignadas y desarrollando su actividad con seguridad personal, colectiva y medioambiental a fin de contribuir eficazmente a la consecución de los objetivos establecidos. • Comunicarse verbalmente o por escrito con los responsables de los departamentos de mantenimiento y control de calidad, con los que mantiene una relación de dependencia funcional.
• Mantener relaciones fluidas con los miembros del grupo funcional en el que está integrado, colaborando en la consecución de los objetivos asignados al grupo, respetando el trabajo de los demás, participando activamente en la organización y desarrollo de tareas colectivas y cooperando en la supervisión de las dificultades que se presenten, con una actitud tolerante hacia las ideas de los compañeros y subordinados.
• Responder a las contingencias técnico-productivas que puedan presentarse en la recepción y manipulación de materias primas y productos auxiliares, en el flujo de materiales, en el funcionamiento de los medios de producción y en la calidad de los productos intermedios y finales obtenidos, a fin de asegurar el desarrollo previsto de la producción.
• Ordenar y dirigir el trabajo de los operarios que forman parte de su equipo, supervisando los controles de calidad realizados por aquellos.

3
Esta preparación le permitirá ejercer su actividad laboral en:
Empresas grandes, medianas y pequeñas dedicadas a: • Fabricación hilos mediante procesos algodonero o fibra corta, lanero o fibras
largas y de recuperación o carda. • Producción de telas no tejidas por vía seca y húmeda. • Producción de tejidos de calada. • Diseño y programación de muestras textiles.
Los puestos de trabajo a los que podrá acceder son los tipos siguientes:
• Técnico de preparación y control de la producción de las máquinas de preparación de fibras.
• Técnico de preparación y control de la producción de las máquinas de hilatura. • Técnico de preparación y control de la producción de las máquinas de acabados
de hilatura. • Técnico en preparación y control de trenes de producción de telas no tejidas. • Técnico en preparación y control de máquinas de preparación al tisaje. • Técnico en preparación y control de telares de calada. • Preparador de muestras textiles de calada.

4
LA ESTRUCTURA DEL CICLO FORMATIVO Los contenidos se agrupan en los siguient es módulos profesionales:
• Producción de hilatura y telas no tejidas • Producción de tejeduría de calada • Materias textiles • Elementos, sistemas e instalaciones textiles • Seguridad en la industria textil, confección y piel • Relaciones en el equipo de trabajo • Formación y orientación laboral • Formación en centros de trabajo
Duración del ciclo formativo
• 1.400 horas, repartidas en un curso académico completo más un trimestre
Titulación obtenida
• Técnico en Producción de Hilatura y Tejeduría de Calada
Organización del ciclo formativo

5
PROGRAMA FORMATIVO
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA CORTA O ALGODONERA
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas
y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de preparación de fibras del proceso de hilatura de fibra corta.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Verificando la adecuación de
la materia y lote. • Determinando la dosis de
productos auxiliares. • Preparando las máquinas y
equipos de apertura, mezcla, homogeneización y limpieza de acuerdo con ficha técnica y estado real de las fibras.
• Realizando la primera prueba
y verificándola. • Participando en el reajuste de
los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
los productos. • Siguiendo los procedimientos
establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Maquinas de limpieza, de apertura, de mezcla de lubricación. Orden de fabricación Equipo de ajuste y montaje Manual de procedimientos Manual de seguridad
60 horas (para toda la ficha).
En grupo.
• Preparar, ajustar y reajustar equipos y máquinas de obtención de velos y napas de fibra corta.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Ajustando elementos de
alimentación (masa, volumen), regulando velocidades de cilindros, ejes y tambores y galgando elementos de cardado y peinado.
• Comprobando el estado de
las guarniciones y, si es necesario, esmerilándolas.
Cardas, peinadoras. Orden de producción. Ficha técnica. Manual de regulación y programación. Galgas Equipo de montaje y ajuste Manual de procedimientos Manual de Seguridad
60 horas (para toda la ficha).
En grupo.
FICHA 1

6
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA CORTA O ALGODONERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas
y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo • Regulando elementos de
estiraje, plegado y tensiones. • Realizando la primera prueba
y verificándola. • Participando en el reajuste de
los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de la
napa. • Siguiendo los procedimientos
establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
• Preparar, ajustar y reajustar equipos y máquinas de obtención de cintas en el proceso de hilatura de fibra corta.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Determinando el número de
doblajes. • Ajustando las tensiones y
regulando los estirajes. • Determinando la densidad de
los peines. • Regulando el peso de salida,
la velocidad de producción y el plegado y número de espiras.
• Aplicando y dosificando los
ensimajes. • Seleccionando los
"ecartamientos" y regulando las torsiones, la presión de los cilindros y brazos de estiraje.
• Realizando la primera prueba
y verificándola.
Manuales, gills, mecheras Orden de producción. Ficha técnica. Equipo de montaje y ajustes Manual de seguridad. Manual de procedimientos.
60 horas (para toda la ficha).
En grupo.
FICHA 1
7
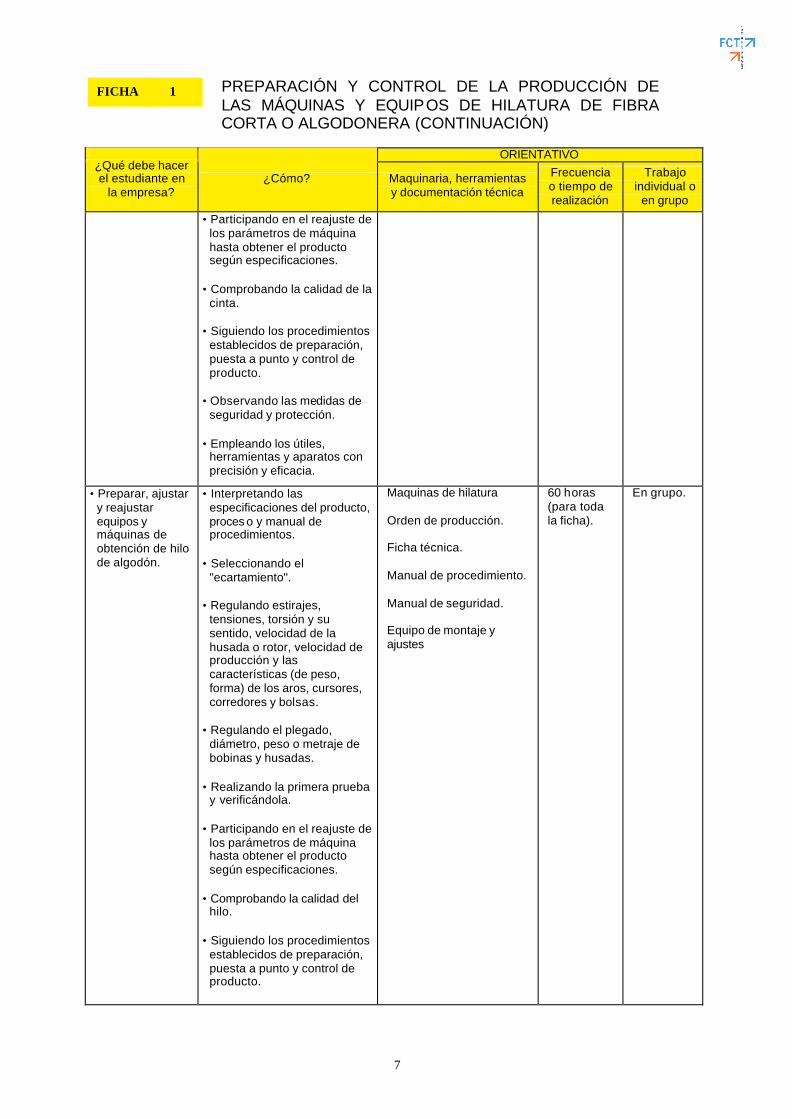
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA CORTA O ALGODONERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas
y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo • Participando en el reajuste de
los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de la
cinta. • Siguiendo los procedimientos
establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
• Preparar, ajustar y reajustar equipos y máquinas de obtención de hilo de algodón.
• Interpretando las especificaciones del producto, proces o y manual de procedimientos.
• Seleccionando el
"ecartamiento". • Regulando estirajes,
tensiones, torsión y su sentido, velocidad de la husada o rotor, velocidad de producción y las características (de peso, forma) de los aros, cursores, corredores y bolsas.
• Regulando el plegado,
diámetro, peso o metraje de bobinas y husadas.
• Realizando la primera prueba
y verificándola. • Participando en el reajuste de
los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad del
hilo. • Siguiendo los procedimientos
establecidos de preparación, puesta a punto y control de producto.
Maquinas de hilatura Orden de producción. Ficha técnica. Manual de procedimiento. Manual de seguridad. Equipo de montaje y ajustes
60 horas (para toda la ficha).
En grupo.
FICHA 1

8
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA CORTA O ALGODONERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas
y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo • Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
• Preparar, ajustar y reajustar equipos y máquinas de acabados de hilo de algodón.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Identificando el estado real de
la materia y condiciones ambientales.
• Regulando la velocidad de
producción, el ángulo de cruzado de las bobinas.
• Regulando el grado de
purgado y dosificando los productos auxiliares.
• Estableciendo el tipo de
nudos o empalme y los parámetros de anudado.
• Ajustando las tensiones del
hilo y regulando la torsión y su sentido, el número de metros, peso o diámetro de bobina y el grado de vaporización y de humedad.
• Realizando la primera prueba
y verificándola. • Participando en el reajuste de
los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad del
hilo acabado. • Siguiendo los procedimientos
establecidos de preparación, puesta a punto y control de producto.
• Observa las medidas de
seguridad y protección.
Ficha técnica. Ficha de producto. Enconadoras, bobinadoras, purgadores, reunidores, retorcedoras. Equipo de montaje y ajustes. Manual de seguridad. Manual de proceso . Manual de procedimiento.
60 horas (para toda la ficha).
En grupo.
FICHA 1
9
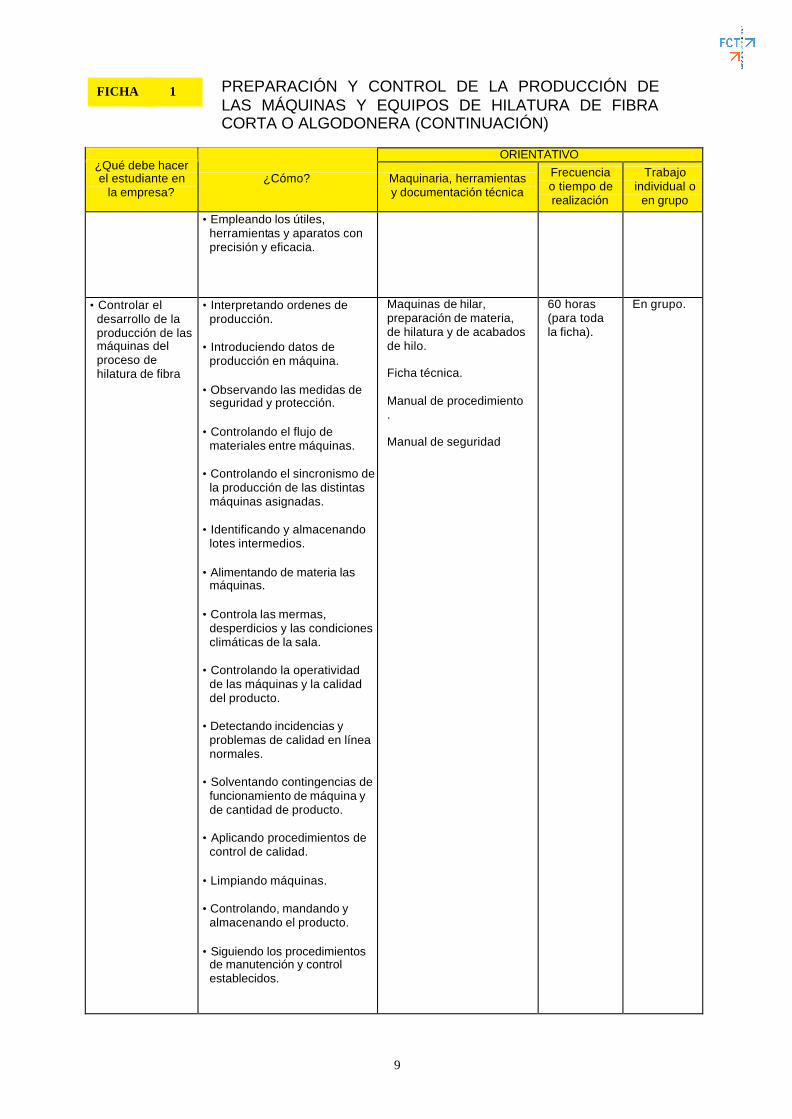
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA CORTA O ALGODONERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas
y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
• Controlar el desarrollo de la producción de las máquinas del proceso de hilatura de fibra
• Interpretando ordenes de producción.
• Introduciendo datos de
producción en máquina. • Observando las medidas de
seguridad y protección. • Controlando el flujo de
materiales entre máquinas. • Controlando el sincronismo de
la producción de las distintas máquinas asignadas.
• Identificando y almacenando
lotes intermedios. • Alimentando de materia las
máquinas. • Controla las mermas,
desperdicios y las condiciones climáticas de la sala.
• Controlando la operatividad
de las máquinas y la calidad del producto.
• Detectando incidencias y
problemas de calidad en línea normales.
• Solventando contingencias de
funcionamiento de máquina y de cantidad de producto.
• Aplicando procedimientos de
control de calidad. • Limpiando máquinas. • Controlando, mandando y
almacenando el producto. • Siguiendo los procedimientos
de manutención y control establecidos.
Maquinas de hilar, preparación de materia, de hilatura y de acabados de hilo. Ficha técnica. Manual de procedimiento . Manual de seguridad
60 horas (para toda la ficha).
En grupo.
FICHA 1

10
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA LARGA O LANERA
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de preparación de fibras del proceso de fibra larga.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Verificando la adecuación
de la materia y lote. • Determinando la dosis de
productos auxiliares. • Preparando las máquinas y
equipos de apertura, mezcla, homogeneización y limpieza de acuerdo con ficha técnica y estado real de las fibras.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
los productos. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Maquinas de limpieza, de apertura, de mezcla de lubricación. Orden de fabricación Equipo de ajuste y montaje Manual de procedimientos Manual de seguridad
60 horas (para toda la ficha).
En grupo.
FICHA 2

11
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA LARGA O LANERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de obtención de velos y napas de fibra larga.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Ajustando elementos de
alimentación (masa, volumen), regulando velocidades de cilindros, ejes y tambores y galgando elementos de cardado y peinado.
• Comprobando el estado de
las guarniciones y, si es necesario, esmerilarlas.
• Regulando elementos de
estiraje, plegado y tensiones.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
la napa. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Cardas, peinadoras. Orden de producción. Ficha técnica. Manual de regulación y programación. Galgas Equipo de montaje y ajuste Manual de procedimientos Manual de Seguridad
60 horas (para toda la ficha).
En grupo.
FICHA 2
12
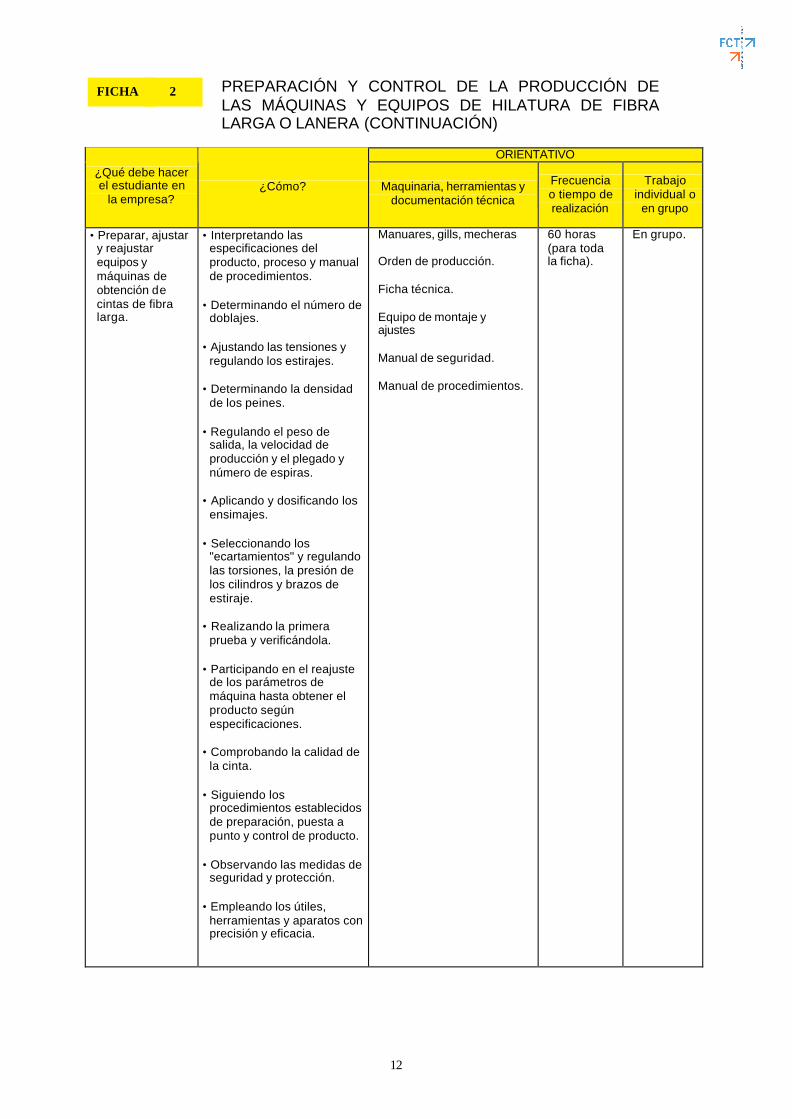
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA LARGA O LANERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de obtención de cintas de fibra larga.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Determinando el número de
doblajes. • Ajustando las tensiones y
regulando los estirajes. • Determinando la densidad
de los peines. • Regulando el peso de
salida, la velocidad de producción y el plegado y número de espiras.
• Aplicando y dosificando los
ensimajes. • Seleccionando los
"ecartamientos" y regulando las torsiones, la presión de los cilindros y brazos de estiraje.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
la cinta. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Manuares, gills, mecheras Orden de producción. Ficha técnica. Equipo de montaje y ajustes Manual de seguridad. Manual de procedimientos.
60 horas (para toda la ficha).
En grupo.
FICHA 2
13
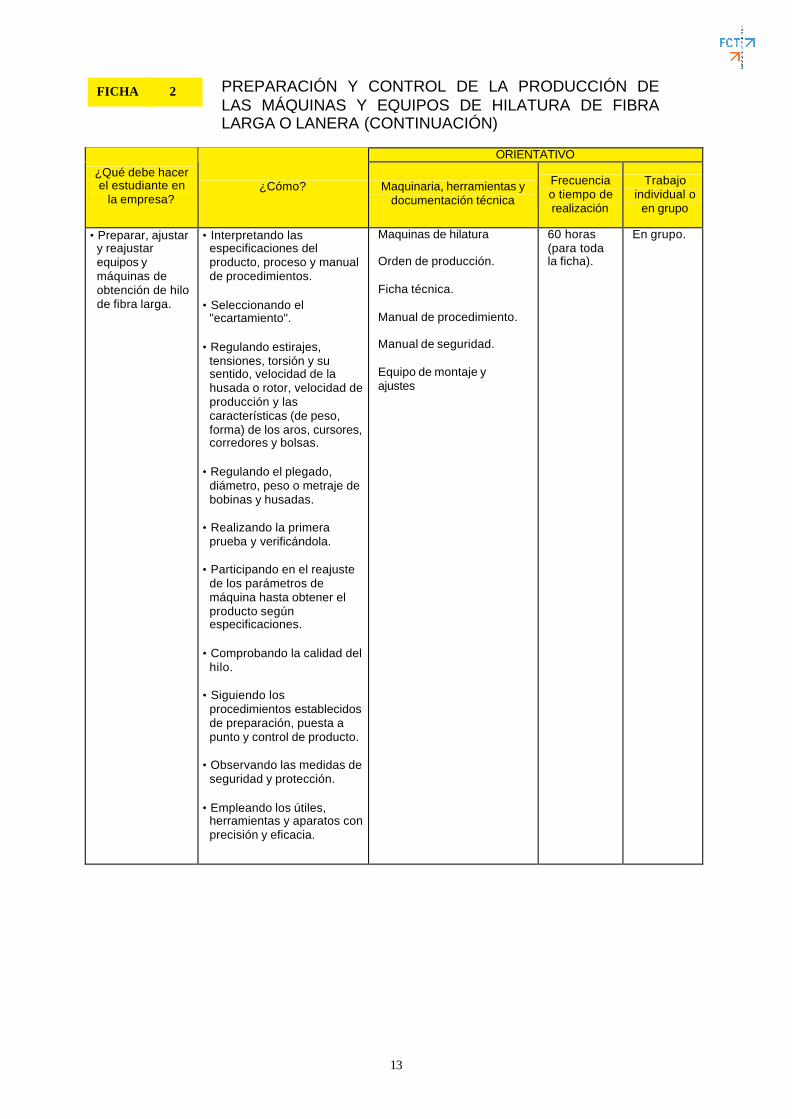
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA LARGA O LANERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de obtención de hilo de fibra larga.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Seleccionando el
"ecartamiento". • Regulando estirajes,
tensiones, torsión y su sentido, velocidad de la husada o rotor, velocidad de producción y las características (de peso, forma) de los aros, cursores, corredores y bolsas.
• Regulando el plegado,
diámetro, peso o metraje de bobinas y husadas.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad del
hilo. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Maquinas de hilatura Orden de producción. Ficha técnica. Manual de procedimiento. Manual de seguridad. Equipo de montaje y ajustes
60 horas (para toda la ficha).
En grupo.
FICHA 2

14
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA LARGA O LANERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de acabados de hilo de fibra larga.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Identificando el estado real
de la materia y condiciones ambientales.
• Regulando la velocidad de
producción, el ángulo de cruzado de las bobinas.
• Regulando el grado de
purgado y dosificando los productos auxiliares.
• Estableciendo el tipo de
nudos o empalme y los parámetros de anudado.
• Ajustando las tensiones del
hilo y regulando la torsión y su sentido, el número de metros, peso o diámetro de bobina y el grado de vaporización y de humedad.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad del
hilo acabado. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Ficha técnica. Ficha de producto. Enconadoras, bobinadoras, purgadores, reunidores, retorcedoras. Equipo de montaje y ajustes. Manual de seguridad. Manual de proceso . Manual de procedimiento.
60 horas (para toda la ficha).
Individual.
FICHA 2

15
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE FIBRA LARGA O LANERA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Controlar el desarrollo de la producción de las máquinas del proceso de hilatura de fibra larga o lanera.
• Interpretando ordenes de producción.
• Introducir datos de
producción en máquina. • Observando las medidas de
seguridad y protección. • Controlando el flujo de
materiales entre máquinas. • Controlando el sincronismo
de la producción de las distintas máquinas asignadas.
• Identificando y almacenando
lotes intermedios. • Alimentando de materia las
máquinas. • Controlando las mermas,
desperdicios y las condiciones climáticas de la sala.
• Controlando la operatividad
de las máquinas y la calidad del producto.
• Detectando incidencias y
problemas de calidad en línea normales.
• Solventando contingencias
de funcionamiento de máquina y de cantidad de producto.
• Aplicando procedimientos
de control de calidad. • Limpiando máquinas. • Controlando, marcando y
almacenando el producto. • Siguiendo los
procedimientos de manutención y control establecidos.
Maquinas de hilar, preparación de materia, de hilatura y de acabados de hilo. Ficha técnica. Manual de procedimiento . Manual de seguridad
60 horas (para toda la ficha).
Individual.
FICHA 2

16
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE REPROCESADO
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de preparación de fibras del proceso reprocesado.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Verificando la adecuación
de la materia y lote. • Determinando la dosis de
productos auxiliares. • Preparando las máquinas y
equipos de apertura, mezcla, homogeneización y limpieza de acuerdo con ficha técnica y estado real de las fibras.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
los productos. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Maquinas trituradoras y de desgarrado de tejidos. Mezcladoras. Ficha técnica. Ficha de producto. Equipos de montaje y ajuste. Manual de procedimientos. Manual de seguridad.
50 horas (para toda la ficha).
En grupo.
FICHA 3
17
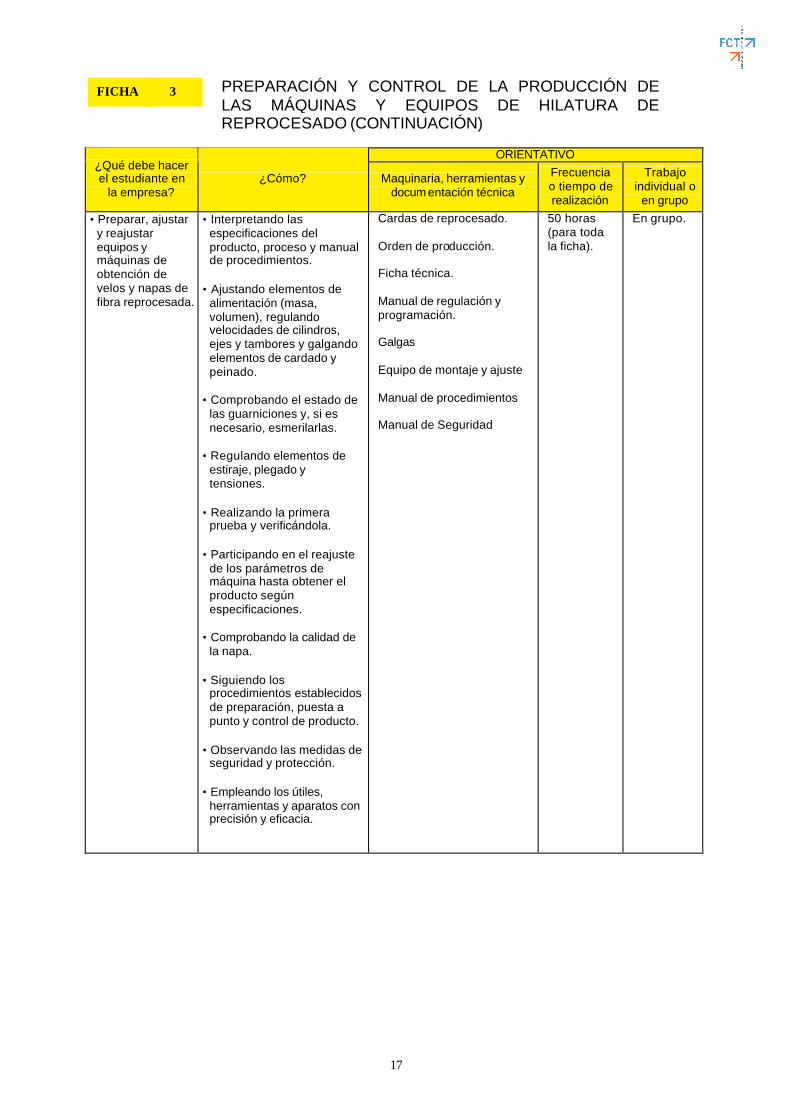
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE REPROCESADO (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
docum entación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de obtención de velos y napas de fibra reprocesada.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Ajustando elementos de
alimentación (masa, volumen), regulando velocidades de cilindros, ejes y tambores y galgando elementos de cardado y peinado.
• Comprobando el estado de
las guarniciones y, si es necesario, esmerilarlas.
• Regulando elementos de
estiraje, plegado y tensiones.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
la napa. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Cardas de reprocesado. Orden de producción. Ficha técnica. Manual de regulación y programación. Galgas Equipo de montaje y ajuste Manual de procedimientos Manual de Seguridad
50 horas (para toda la ficha).
En grupo.
FICHA 3
18
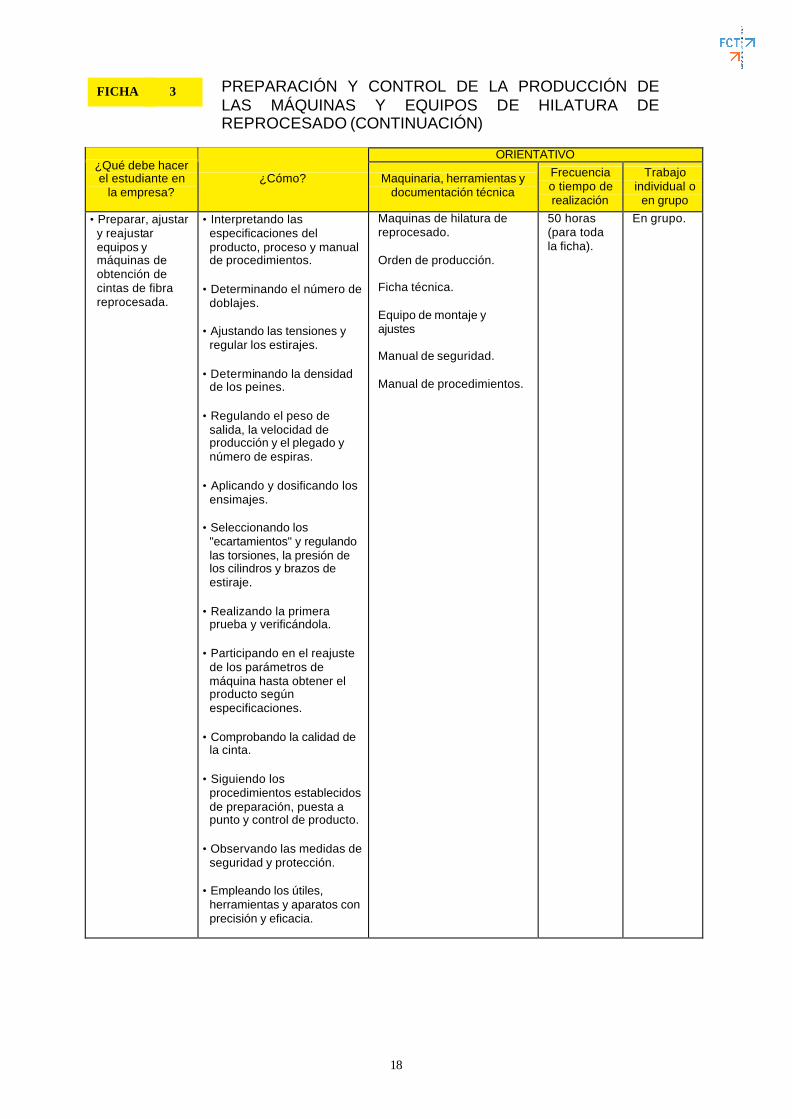
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE REPROCESADO (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de obtención de cintas de fibra reprocesada.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Determinando el número de
doblajes. • Ajustando las tensiones y
regular los estirajes. • Determinando la densidad
de los peines. • Regulando el peso de
salida, la velocidad de producción y el plegado y número de espiras.
• Aplicando y dosificando los
ensimajes. • Seleccionando los
"ecartamientos" y regulando las torsiones, la presión de los cilindros y brazos de estiraje.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
la cinta. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Maquinas de hilatura de reprocesado. Orden de producción. Ficha técnica. Equipo de montaje y ajustes Manual de seguridad. Manual de procedimientos.
50 horas (para toda la ficha).
En grupo.
FICHA 3

19
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE REPROCESADO (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de obtención de hilo en el proceso de hilatura de reprocesado.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Seleccionando el
"ecartamiento". • Regulando estirajes,
tensiones, torsión y su sentido, velocidad de la husada o rotor, velocidad de producción y las características (de peso, forma) de los aros, cursores, corredores y bolsas.
• Regulando el plegado,
diámetro, peso o metraje de bobinas y husadas.
• Realizando la primera
prueba y verificarla. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad del
hilo. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Maquinas de hilatura de reprocesado Orden de producción. Ficha técnica. Manual de procedimiento. Manual de seguridad. Equipo de montaje y ajustes
50 horas (para toda la ficha).
En grupo.
FICHA 3

20
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE REPROCESADO (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de acabados de hilo en hilaturas de reprocesado.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Identificando el estado real
de la materia y condiciones ambientales.
• Regulando la velocidad de
producción, el ángulo de cruzado de las bobinas.
• Regulando el grado de
purgado y dosificar los productos auxiliares.
• Estableciendo el tipo de
nudos o empalme y los parámetros de anudado.
• Ajustando las tensiones del
hilo y regular la torsión y su sentido, el número de metros, peso o diámetro de bobina y el grado de vaporización y de humedad.
• Realizando la primera
prueba y verificarla. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad del
hilo acabado. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Ficha técnica. Ficha de producto. Máquinas de acabados de hilo de reprocesado. Equipo de montaje y ajustes. Manual de seguridad. Manual de proceso . Manual de procedimiento.
50 horas (para toda la ficha).
Individual.
FICHA 3

21
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE HILATURA DE REPROCESADO (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Controlar el desarrollo de la producción de las máquinas del proceso de hilatura de reprocesado.
• Interpretando ordenes de producción.
• Reasignando y
sincronizando cargas de trabajo.
• Observando las medidas de
seguridad y protección. • Controlando el flujo de
materiales entre máquinas. • Controlando el sincronismo
de la producción de las distintas máquinas asignadas.
• Identificando y almacenando
lotes intermedios. • Alimentando de materia las
máquinas. • Controlando las mermas,
desperdicios y las condiciones climáticas de la sala.
• Controlando la operatividad
de las máquinas y la calidad del producto.
• Detectando incidencias y
problemas de calidad en línea normales.
• Solventando contingencias
de funcionamiento de máquina y de cantidad de producto.
• Aplicando procedimientos
de control de calidad. • Limpiando máquinas. • Controlando, marcando y
almacenando el producto. • Siguiendo los
procedimientos de manutención y control establecidos.
Maquinas de hilatura de reprocesado. Ficha técnica. Ficha de producto. Hoja de ruta. Manual de procedimiento . Manual de seguridad
50 horas (para toda la ficha).
Individual.
FICHA 3

22
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE CONSOLIDACIÓN DE TELAS NO TEJIDAS POR VÍA SECA
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de acabados de hilo en hilaturas de reprocesado.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Verificando la adecuación
de la materia y lote. • Seleccionando, colocando y
ajustando los punzones. • Regulando la penetración
del punzonado, el paralelismo de los cilindros de consolidación, la presión de los cilindros de compactación y la temperatura y tiempo de termofijación.
• Realizando la primera
prueba y verificándola. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
la tela. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Máquinas de acabados de hilo de reprocesado. Ficha técnica. Ficha de producto Manual de proceso. Equipo de ajuste y montaje. Manual de procedimientos. Manual de seguridad.
25 horas (para toda la ficha).
En grupo.
FICHA 4

23
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE CONSOLIDACIÓN DE TELAS NO TEJIDAS POR VÍA SECA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Controlar el desarrollo de la producción de las máquinas del proceso de consolidación de telas no tejidas por vía seca.
• Interpretando ordenes de producción.
• Introduciendo datos de
producción en máquina. • Observando las medidas de
seguridad y protección. • Controlando el flujo de
materiales y productos auxiliares.
• Controlando la
concentración y densidad de los productos auxiliares.
• Alimentando de materia y
productos auxiliares las máquinas.
• Controlando la operatividad
de las máquinas y la calidad del producto.
• Controlando las mermas,
pérdidas de materia y las condiciones climáticas de la sala.
• Detectando incidencias y
problemas de calidad en línea normales.
• Solventando contingencias
de funcionamiento en máquina y de cantidad de producto.
• Aplicando procedimientos
de control de calidad. • Siguiendo los procedimientos
de manutención y control establecidos.
Máquinas de punzonado. Máquina "Tufting". Ficha Técnica Ficha de producto Normas de calidad Manual de procedimientos Manual de seguridad
25 horas (para toda la ficha).
Individual.
FICHA 4

24
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE CONSOLIDACIÓN DE TELAS NO TEJIDAS POR VÍA HÚMEDA
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar, ajustar y reajustar equipos y máquinas de consolidación de telas no tejidas por vía húmeda.
• Interpretando las especificaciones del producto, proceso y manual de procedimientos.
• Verificando la adecuación
de la materia y lote. • Regulando la presión de los
cilindros de homogeneización e hidroextracción.
• Regulando la dosificación
de productos auxiliares. • Verificando la concentración
y homogeneización de los productos ligantes y espumantes.
• Cargando los productos
ligantes y espumantes. • Regulando la temperatura y
tiempo de secado o polimerizado.
• Realizando la primera
prueba y verificarla. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad de
la tela. • Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
• Observando las medidas de
seguridad y protección. • Empleando los útiles,
herramientas y aparatos con precisión y eficacia.
Túneles de polimerización. Túneles de secado. Orden de fabricación Ficha técnica Ficha de producto Equipo de montaje y ajuste Manual de procedimientos Manual de seguridad
25 horas (para toda la ficha).
En grupo.
FICHA 5

25
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS Y EQUIPOS DE CONSOLIDACIÓN DE TELAS NO TEJIDAS POR VÍA HÚMEDA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Controlar el desarrollo de la producción de las máquinas del proceso de consolidación de telas no tejidas por vía húmeda.
• Interpretando ordenes de producción.
• Introduciendo datos de
producción en máquina. • Observando las medidas de
seguridad y protección. • Controlando el flujo de
materiales y productos auxiliares.
• Controlando la
concentración y densidad de los productos auxiliares.
• Alimentando de materia y
productos auxiliares las máquinas.
• Controlando la operatividad
de las máquinas y la calidad del producto.
• Controlando las mermas,
pérdidas de materia y las condiciones climáticas de la sala.
• Detectando incidencias y
problemas de calidad en línea normales.
• Solventando contingencias
de funcionamiento en máquina y de cantidad de producto.
• Aplicando procedimientos
de control de calidad. • Siguiendo los procedimientos
de manutención y control establecidos.
Túneles de polimerización. Túneles de secado. Filetas , cosedores y cortadores. Ordenes de producción Fichas técnicas Manual de procedimientos Equipo de montaje y ajuste Manual de seguridad
25 horas (para toda la ficha).
En grupo.
FICHA 5

26
PREPARACIÓN DEL HILO PARA LA TEJEDURÍA DE CALADA
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Urdimbre del hilo para el tisaje.
• Interpretando ficha técnica y ordenes de producción.
• Identificando el tipo de
materia y título. • Enhebrando y montando
fileta, si hay color, con centrado de muestra según disposición.
• Regulando la tensión de los
hilos, detectores, velocidad, sentido de cilindros de ensimaje, encintado, número de vueltas y metraje.
• Observando las medidas de
seguridad y protección personal y sobre las herramientas, útiles y máquina.
• Controlando la urdimbre, la
parada del urdidor directo y las fajas del urdidor seccional.
• Corrigiendo las incidencias
habituales. • Referenciando, verificando y
encintando o poniendo cruces en los plegadores.
• Siguiendo los
procedimientos establecidos de preparación, puesta a punto y control de producto.
Urdidor Ficha técnica Orden de producción Manual de procedimientos Manual de seguridad
20 horas (para toda la ficha).
En grupo.
FICHA 6

27
PREPARACIÓN DEL HILO PARA LA TEJEDURÍA DE CALADA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Encolado del hilo.
• Interpretando ficha técnica y ordenes de producción.
• Identificando el tipo de
materia, plegador y título. • Preparando baños de
encolante. • Regulando velocidades de
proces o, presión de los cilindros de homogeneización y extracción y temperatura de secado.
• Controlando el encolado de
la parada de plegadores y corregir incidencias habituales.
• Referenciando, verificando y
encintando plegadores, si hay color, pasar las cruces.
• Regulando la presión de la
prensa y la anchura del plegador.
• Observando las medidas de
seguridad y protección personal y sobre las herramientas, útiles y máquina.
• Siguiendo los procedimientos
establecidos de preparación, puesta a punto y control del proceso.
Encoladora Ficha técnica Orden de producción Manual de procedimientos Manual de seguridad
20 horas (para toda la ficha).
Individual.
FICHA 6

28
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS DE TEJEDURÍA DE CALADA
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Realizar pasados por sistema manual, semiautomático o automático.
• Interpretando las especificaciones del producto, del proceso y del manual de procedimientos.
• Realizando el pasado de los
hilos del plegador de urdimbre.
• Pasando hilos por la púa en
cantidad asignada. • Pasando hilos por las
planchetas del paraurdimbre.
• Realizando el pasado en la
sala de pasados o en el telar.
• Referenciando, marcando y
almacenando pasados. • Siguiendo los procedimientos
establecidos. • Observando las medidas de
seguridad y protección.
Anudadora Ficha técnica Manual de procedimientos Manual de seguridad
150 horas (para toda la ficha).
En grupo.
• Preparar picados por sistemas mecánicos o informáticos.
• Interpretando la ficha técnica. Identifica el tipo de ligamento.
• Transcribiendo el lenguaje
técnico a los códigos de máquina.
• Operando con sistemas de
picado y obtener los picados.
• Obteniendo pruebas reales
o simuladas de los tejidos. • Referencia, marcando y
almacenando los picados o ponerlos en los telares.
• Siguiendo los
procedimientos establecidos.
• Observando las medidas de
seguridad y protección.
Equipo de programación Ficha técnica Manual de procedimiento Manual de seguridad
150 horas (para toda la ficha).
En grupo.
FICHA 7
29
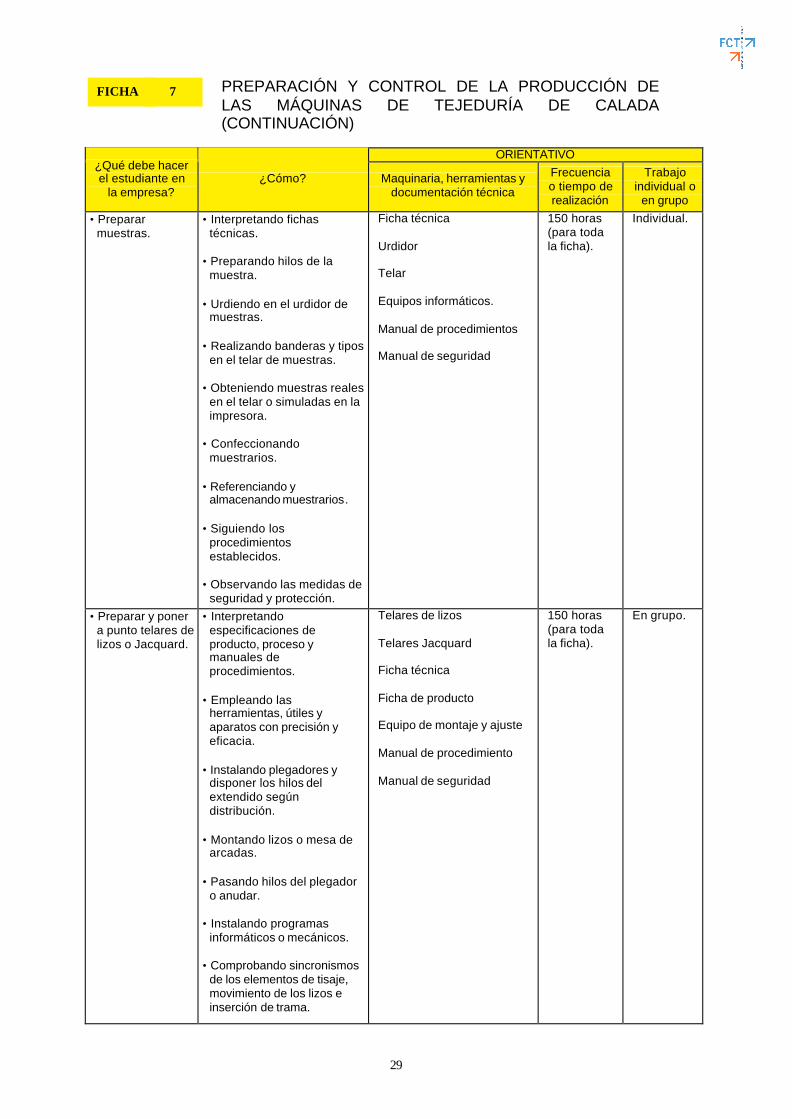
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS DE TEJEDURÍA DE CALADA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Preparar muestras.
• Interpretando fichas técnicas.
• Preparando hilos de la
muestra. • Urdiendo en el urdidor de
muestras. • Realizando banderas y tipos
en el telar de muestras. • Obteniendo muestras reales
en el telar o simuladas en la impresora.
• Confeccionando
muestrarios. • Referenciando y
almacenando muestrarios. • Siguiendo los
procedimientos establecidos.
• Observando las medidas de
seguridad y protección.
Ficha técnica Urdidor Telar Equipos informáticos. Manual de procedimientos Manual de seguridad
150 horas (para toda la ficha).
Individual.
• Preparar y poner a punto telares de lizos o Jacquard.
• Interpretando especificaciones de producto, proceso y manuales de procedimientos.
• Empleando las
herramientas, útiles y aparatos con precisión y eficacia.
• Instalando plegadores y
disponer los hilos del extendido según distribución.
• Montando lizos o mesa de
arcadas. • Pasando hilos del plegador
o anudar. • Instalando programas
informáticos o mecánicos. • Comprobando sincronismos
de los elementos de tisaje, movimiento de los lizos e inserción de trama.
Telares de lizos Telares Jacquard Ficha técnica Ficha de producto Equipo de montaje y ajuste Manual de procedimiento Manual de seguridad
150 horas (para toda la ficha).
En grupo.
FICHA 7

30
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS DE TEJEDURÍA DE CALADA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Ajustando el ángulo de calada, la horizontalidad de los hilos y la tensión de todos los hilos de urdimbre.
• Realizando la primera
muestra y verificarla. • Participando en el reajuste
de los parámetros de máquina hasta obtener el producto según especificaciones.
• Comprobando la calidad del
producto. • Siguiendo los
procedimientos establecidos.
• Observando las medidas de
seguridad y protección.
• Controlar el desarrollo de la producción de los telares.
• Interpretando ordenes de producción.
• Introduciendo datos de
producción en máquina. • Observando las medidas de
seguridad y protección. • Alimentando máquinas. • Controlando la operatividad
de las máquinas y la calidad del producto, y resolver incidencias normales.
• Realizando la evacuación
del tejido de la máquina. • Limpiando máquinas y
prepararlas para nuevos productos.
• Controlando, marcando y
almacenando el producto. • Siguiendo los procedimientos
de manutención y control establecidos.
Orden de producción. Ficha técnica. Telares. Manual de procedimientos. Manual de seguridad.
150 horas (para toda la ficha).
Individual.
FICHA 7

31
PREPARACIÓN Y CONTROL DE LA PRODUCCIÓN DE LAS MÁQUINAS DE TEJEDURÍA DE CALADA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Controlar la calidad de los tejidos.
• Interpretando criterios de evaluación y especificaciones del tejido.
• Controlando parámetros
estructurales y estéticos e identificar posibles defectos o anomalías de los tejidos.
• Determinando las causas de
los defectos o anomalías y proponiendo correcciones de máquina, programa o materia pertinentes.
• Siguiendo los métodos de
control de calidad establecidos.
Fichas técnicas Normas de calidad Manual de procedimientos
150 horas (para toda la ficha).
Individual.
FICHA 7

32
MANTENIMIENTO EN PRIMER NIVEL DE LAS MÁQUINAS DE HILATURA, TELAS NO TEJIDAS Y TEJEDURÍAS DE CALADA
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Detectar averías y disfunciones y sustituir componentes de la parte operativa y de mando de las máquinas de los procesos de hilatura, telas no tejidas y tejeduría de calada.
• Identificando defectos y síntomas habituales.
• Observando las medidas de
seguridad y protección. • Inspeccionando visualmente
o revisando las máquinas. • Controlando parámetros y
detectando y diagnosticando disfunciones habituales.
• Determinando elementos a
sustituyendo o reparar. • Aprovisionándose de
recambios. • Desmontando, sustituyendo
y montando elementos fungibles o que no requieren técnicas o equipos complejos.
• Ajustando y regulando. • Siguiendo los procedimientos
de mantenimiento.
Manuales de despiece de las maquinas Plano de mantenimiento Manual de procedimientos Manual de seguridad Equipo de montaje y ajuste
20 horas (para toda la ficha).
Individual.
• Realizar el mantenimiento sistemático de las máquinas de hilatura, telas no tejidas y tejeduría de calada.
• Interpretando planes de mantenimiento.
• Inspeccionando visualmente
o revisar las máquinas. • Observando las medidas de
seguridad y protección. • Controlando parámetros y
detectando y diagnosticando disfunciones habituales.
• Utilizando las herramientas,
equipos y materiales adecuados.
• Limpiando, lubricando y
ajustando los elementos de máquina.
• Siguiendo los procedimientos
de mantenimiento.
Manual de despiece de las maquinas Plano de mantenimiento Manual de procedimiento Manual de seguridad Equipo de montaje y ajuste
20 horas (para toda la ficha).
Individual.
FICHA 8

33
REALIZAR ENSAYOS DE CALIDAD DE MATERIAS, TELAS Y TEJIDOS EN LABORATORIO
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Realizar ensayos físicos de materias y productos de los procesos de hilatura, telas no tejidas y tejeduría de calada.
• Interpretando especificaciones de ensayos y valores representativos a obtener.
• Interpretando normas y
metódicas. • Extrayendo y preparando
probetas y muestras. • Realizando ensayos y,
obteniendo y comprobando datos.
• Tratando y presentando
resultados.
Balanzas de precisión Aspi Dinamómetro Instrumental de laboratorio. Normas de Calidad Ficha técnica Programas estadísticos.
30 horas (para toda la ficha).
Individual.
FICHA 9

34
ACTUAR DE FORMA RESPONSABLE Y RESPETUOSA EN EL ENTORNO DE TRABAJO
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Adaptarse a las funciones propias en empresas de fabricación de hilos, telas no tejidas y tejidos de calada de manera participativa y responsable.
• Identificando el entorno de trabajo, las relaciones laborales y el marco organizativo y de funcionamiento de la empresa.
• Adaptándose a las
características organizativas y a las situaciones propias del centro de trabajo.
• Actuando responsablemente
en el entorno productivo del centro de trabajo, teniendo en cuenta la normativa legal y las condiciones de seguridad.
• Adoptando una actitud
participativa, un interés por aprender y una iniciativa en relación con las tareas encomendadas.
• Teniendo una visión de
conjunto y coordinada de las funciones, fases, procesos o productos de la empresa.
Directrices de la empresa. Documentación de características generales de la empresa: dimensiones, tecnologías, productos, manual de calidad, etc. Convenio del sector. Ordenanza laboral.
Transversalmente a lo largo de todo el período de prácticas en la empresa.
Individual.
• Organizarse las actividades encomendadas y, coordinarse y relacionarse con los miembros del equipo funcional del entorno de trabajo.
• Organizándose las actividades encomendadas con progresiva autonomía y de acuerdo a las características organizativas del ámbito de trabajo y a criterios de productividad, seguridad y calidad.
• Ejecutando las tareas
encomendadas ajustándose progresivamente a los niveles particulares de la empresa y de acuerdo con las instrucciones recibidas y los procedimientos establecidos
• Manteniendo una
comunicación fluida con los miembros del equipo funcional, respecto del desarrollo de su actividad en la organización, la preparación y el control de los procesos de producción.
Directrices de la empresa. Documentación de características generales de la empresa: dimensiones, tecnologías, productos, manual de calidad, etc. Convenio del sector. Ordenanza laboral.
Transversalmente a lo largo de todo el período de prácticas en la empresa.
Individual.
FICHA 10

35
ACTUAR DE FORMA RESPONSABLE Y RESPETUOSA EN EL ENTORNO DE TRABAJO (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Trabajando, cuando se le requiere, en equipo corresponsabilizándose, cooperando y valorando el trabajo de los demás.
• Obteniendo la información y
los medios necesarios para realizar las actividades encomendadas, utilizando los canales existentes.
• Gestionando los recursos
que utiliza con eficacia y eficiencia.
FICHA 10
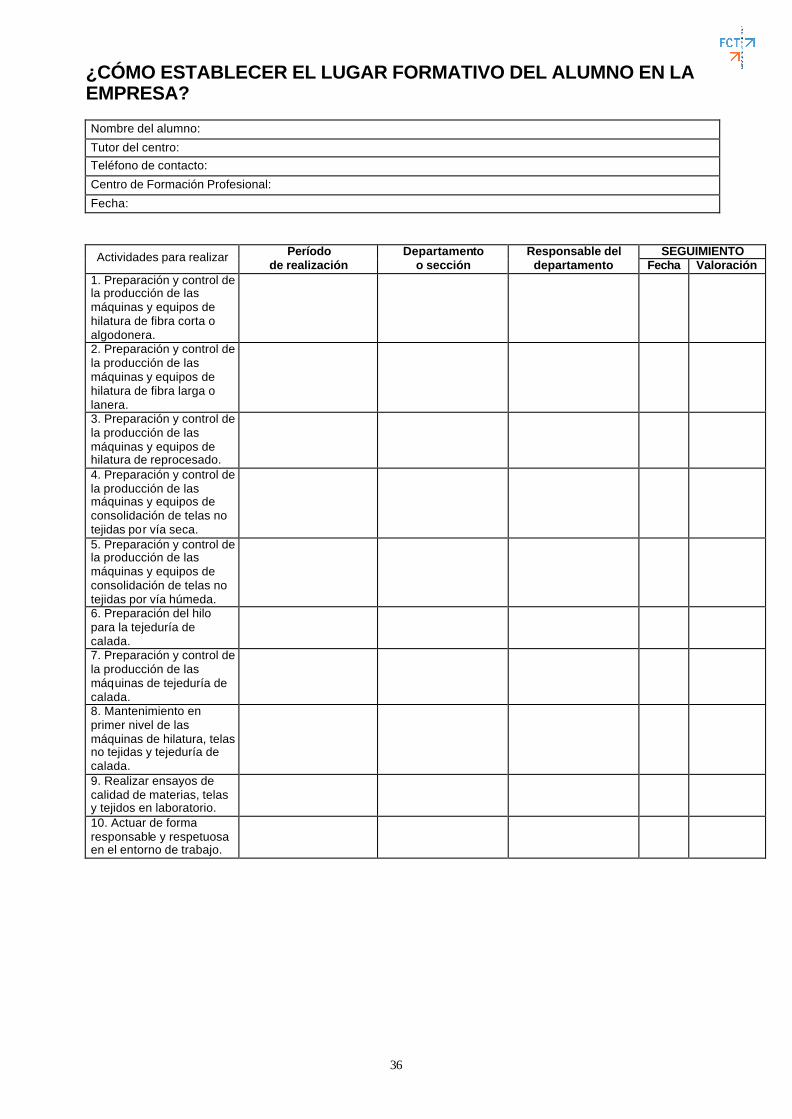
36
¿CÓMO ESTABLECER EL LUGAR FORMATIVO DEL ALUMNO EN LA EMPRESA? Nombre del alumno:
Tutor del centro: Teléfono de contacto:
Centro de Formación Profesional:
Fecha:
SEGUIMIENTO Actividades para realizar Período de realización
Departamento o sección
Responsable del departamento Fecha Valoración
1. Preparación y control de la producción de las máquinas y equipos de hilatura de fibra corta o algodonera.
2. Preparación y control de la producción de las máquinas y equipos de hilatura de fibra larga o lanera.
3. Preparación y control de la producción de las máquinas y equipos de hilatura de reprocesado.
4. Preparación y control de la producción de las máquinas y equipos de consolidación de telas no tejidas por vía seca.
5. Preparación y control de la producción de las máquinas y equipos de consolidación de telas no tejidas por vía húmeda.
6. Preparación del hilo para la tejeduría de calada.
7. Preparación y control de la producción de las máquinas de tejeduría de calada.
8. Mantenimiento en primer nivel de las máquinas de hilatura, telas no tejidas y tejeduría de calada.
9. Realizar ensayos de calidad de materias, telas y tejidos en laboratorio.
10. Actuar de forma responsable y respetuosa en el entorno de trabajo.
37
VALORACIÓN DEL MÓDULO DE FORMACIÓN EN EL CENTRO DE TRABAJO Escala de valoración:
A: Realizadas a plena satisfacción
B: Realizadas correctamente
C: Tiene dificultades
D: Realizadas incorrectamente
Actividades para realizar Alumno: Período:
Alumno: Período:
Alumno: Período:
1. Preparación y control de la producción de las máquinas y equipos de hilatura de fibra corta o algodonera.
2. Preparación y control de la producción de las máquinas y equipos de hilatura de fibra larga o lanera.
3. Preparación y control de la producción de las máquinas y equipos de hilatura de reprocesado.
4. Preparación y control de la producción de las máquinas y equipos de consolidación de telas no tejidas por vía seca.
5. Preparación y control de la producción de las máquinas y equipos de consolidación de telas no tejidas por vía húmeda.
6. Preparación del hilo para la tejeduría de calada.
7. Preparación y control de la producción de las máquinas de tejeduría de calada.
8. Mantenimiento en primer nivel de las máquinas de hilatura, telas no tejidas y tejeduría de calada.
9. Realizar ensayos de calidad de materias, telas y tejidos en laboratorio.
10. Actuar de forma responsable y respetuosa en el entorno de trabajo.

38
EVALUACIÓN DE LA FCT. ACTITUDES Escala de valoración:
A: Muy adecuada
B: Adecuada
C: Pasiva
D: Negativa
Actividades para realizar Alumno: Período:
Alumno: Período:
Alumno: Período:
1. Asistencia (indicar número de faltas).
2. Puntualidad.
3. Responsabilidad en la realización de las tareas asignadas.
4. Realización adecuada de las operaciones, siguiendo un orden lógico.
5. Orden, limpieza y conservación de útiles y herramientas.
6. Integración y participación en las actividades en grupo.
7. Estrategias e iniciativas en la resolución de problemas.
8. Control de calidad de los trabajos realizados.
9. Ejecución de las tareas en los tiempos previstos.
10. Cumplimiento de las normas de seguridad e higiene.
11. Asunción de las tareas encomendadas.
12. Cumplimiento de las normas establecidas.
13. Interpretación y expresión de la información con la terminología específica.
14. Predisposición favorable a trabajar bajo normas.

39
EVALUACIÓN INDIVIDUAL DE CARÁCTER SINTÉTICO1 En lo que se refiere al contenido de la evaluación individual con un alcance más completo, que sintetice aspectos adicionales de la profesionalidad, tanto de carácter teórico como actitudinal, se plantean tres grandes áreas o dimensiones: v Capacidad cognoscitiva o de asimilación.
v Habilidad para el trabajo. v Actitud frente a los retos que se le puedan plantear al alumno.
El concepto de capacidad La capacidad tiene, a su vez, varias dimensiones, cuyos valores contribuyen, en mayor o menor medida, a la configuración de una visión objetiva del potencial profesional del alumno en su vertiente más técnica. Dicho potencial incluye: v El nivel de conocimientos teóricos.
v La capacidad para asimilar y seguir instrucciones:
♦ Verbales. ♦ Escritas. ♦ Simbólicas.
Así pues, la capacidad abarca desde el bagaje teórico adquirido en el centro formativo, o a lo largo de la vida académica previa, hasta el carácter despierto o receptivo que posea o pueda ir desarrollando el alumno a lo largo del periodo de prácticas. Para valorar cada una de las dimensiones señaladas de capacidad, es preciso introducir indicadores de conocimiento, así como de interpretación, asimilación y seguimiento de las instrucciones o mandatos que formule el tutor. De alguna manera, el seguimiento correcto de las instrucciones denota un nivel adecuado de conocimientos, que se traduce en el dominio de la terminología -verbal o escrita- y en la interpretación de símbolos que simplifican la transmisión, como fórmulas matemáticas o químicas, planos, programas informáticos, etc. En el cuadro 1 se resumen los indicadores o factores de valoración, junto con una propuesta numérica de sus distintos grados, que se comentará más adelante.
1 Para la redacción de este epígrafe, se ha partido de trabajos recientes sobre manejo de habilidades, uno de ellos elaborado por
Siemens AG en colaboración con el Ministerio de Educación alemán en 1993 y conocido por las siglas de “PETRA”
40
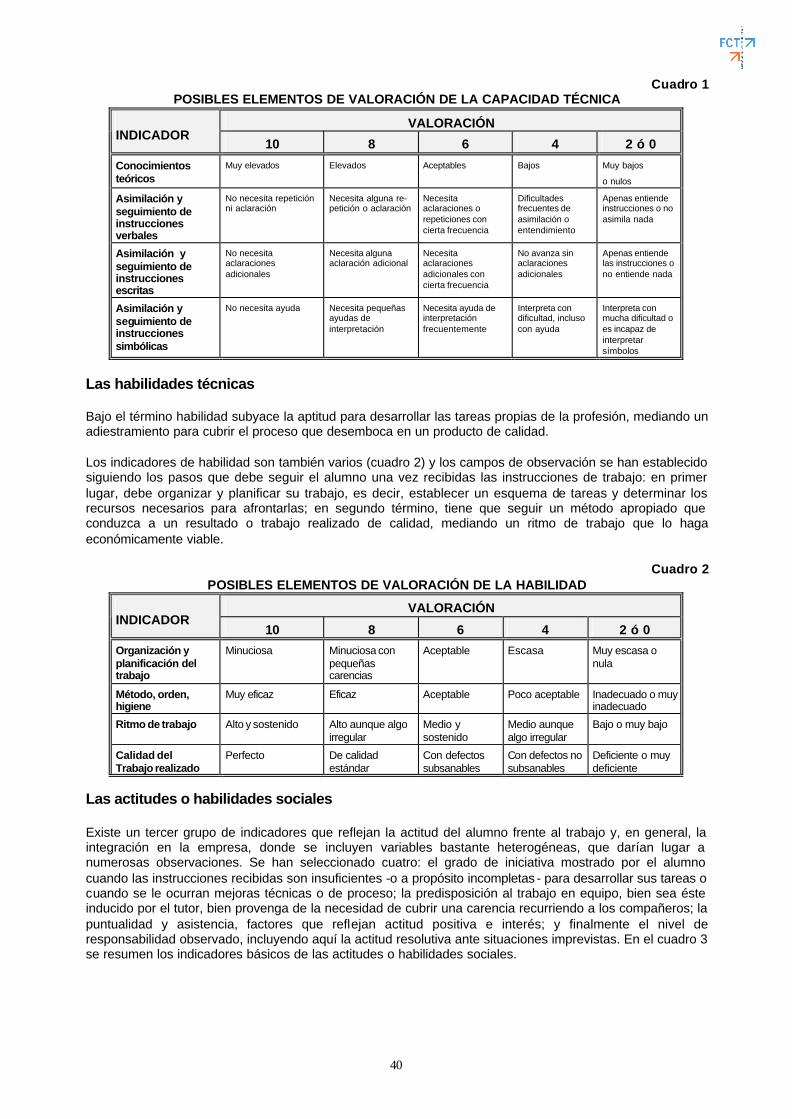
Cuadro 1
POSIBLES ELEMENTOS DE VALORACIÓN DE LA CAPACIDAD TÉCNICA
VALORACIÓN INDICADOR
10 8 6 4 2 ó 0
Conocimientos teóricos
Muy elevados Elevados Aceptables Bajos Muy bajos
o nulos
Asimilación y seguimiento de instrucciones verbales
No necesita repetición ni aclaración
Necesita alguna re-petición o aclaración
Necesita aclaraciones o repeticiones con cierta frecuencia
Dificultades frecuentes de asimilación o entendimiento
Apenas entiende instrucciones o no asimila nada
Asimilación y seguimiento de instrucciones escritas
No necesita aclaraciones adicionales
Necesita alguna aclaración adicional
Necesita aclaraciones adicionales con cierta frecuencia
No avanza sin aclaraciones adicionales
Apenas entiende las instrucciones o no entiende nada
Asimilación y seguimiento de instrucciones simbólicas
No necesita ayuda Necesita pequeñas ayudas de interpretación
Necesita ayuda de interpretación frecuentemente
Interpreta con dificultad, incluso con ayuda
Interpreta con mucha dificultad o es incapaz de interpretar símbolos
Las habilidades técnicas Bajo el término habilidad subyace la aptitud para desarrollar las tareas propias de la profesión, mediando un adiestramiento para cubrir el proceso que desemboca en un producto de calidad. Los indicadores de habilidad son también varios (cuadro 2) y los campos de observación se han establecido siguiendo los pasos que debe seguir el alumno una vez recibidas las instrucciones de trabajo: en primer lugar, debe organizar y planificar su trabajo, es decir, establecer un esquema de tareas y determinar los recursos necesarios para afrontarlas; en segundo término, tiene que seguir un método apropiado que conduzca a un resultado o trabajo realizado de calidad, mediando un ritmo de trabajo que lo haga económicamente viable.
Cuadro 2
POSIBLES ELEMENTOS DE VALORACIÓN DE LA HABILIDAD
VALORACIÓN INDICADOR
10 8 6 4 2 ó 0
Organización y planificación del trabajo
Minuciosa Minuciosa con pequeñas carencias
Aceptable Escasa Muy escasa o nula
Método, orden, higiene
Muy eficaz Eficaz Aceptable Poco aceptable Inadecuado o muy inadecuado
Ritmo de trabajo Alto y sostenido Alto aunque algo irregular
Medio y sostenido
Medio aunque algo irregular
Bajo o muy bajo
Calidad del Trabajo realizado
Perfecto De calidad estándar
Con defectos subsanables
Con defectos no subsanables
Deficiente o muy deficiente
Las actitudes o habilidades sociales Existe un tercer grupo de indicadores que reflejan la actitud del alumno frente al trabajo y, en general, la integración en la empresa, donde se incluyen variables bastante heterogéneas, que darían lugar a numerosas observaciones. Se han seleccionado cuatro: el grado de iniciativa mostrado por el alumno cuando las instrucciones recibidas son insuficientes -o a propósito incompletas - para desarrollar sus tareas o cuando se le ocurran mejoras técnicas o de proceso; la predisposición al trabajo en equipo, bien sea éste inducido por el tutor, bien provenga de la necesidad de cubrir una carencia recurriendo a los compañeros; la puntualidad y asistencia, factores que reflejan actitud positiva e interés; y finalmente el nivel de responsabilidad observado, incluyendo aquí la actitud resolutiva ante situaciones imprevistas. En el cuadro 3 se resumen los indicadores básicos de las actitudes o habilidades sociales.

41
Cuadro 3 POSIBLES ELEMENTOS DE VALORACIÓN DE LAS ACTITUDES
VALORACIÓN INDICADOR
10 8 6 4 2 ó 0
Iniciativa
Tiene numerosas y fructíferas iniciativas
Toma iniciativas con frecuencia y con buenos resultados
Sólo a veces toma o tiene iniciativas
En muy escasa ocasiones toma iniciativas
Rara vez o nunca tiene iniciativas
Espíritu de colaboración y trabajo en equipo
Gran disposición y éxito
Disposición elevada y éxito en la mayor parte de los casos
Bastante disposición y éxito relativo
Disposición escasa
Disposición muy escasa o nula
Asistencia y
Puntualidad
Ninguna incidencia
1 ó 2 incidencias leves al mes
3 ó 4 incidencias leves al mes
1 ó 2 incidencias graves al mes
3 ó más incidencias graves al mes
Responsabilidad e interés por el trabajo
Muy elevada Elevada Aceptable Baja Muy baja o nula
Bajo el epígrafe "actitud" se pretenden reflejar algunas de las llamadas "cualificaciones clave" que, más o menos, conforman el bagaje personal de todos los activos no técnicos, muchos de ellos adquiridos a lo largo del proceso formativo y que tienen una importancia creciente. La profesionalidad del alumno Aparecen así un docena de áreas o campos de evaluación, cuya mezcla expresaría el grado de profesionalidad mostrado por el alumno. El sistema de evaluación pretende ser lo más ordenado posible; pero debe tener un carácter abierto y flexible para canalizar, así, cualquier información que pueda ser útil, aunque no pueda ser cuantificada. Todo ello significa que el tutor debe valorar varios tipos de actuaciones o conductas, aunque no todas ellas tengan el mismo significado a la hora de establecer la evaluación final. A todo esto nos referimos más adelante, al hablar de los instrumentos de evaluación y del perfil profesional resultante de la misma. La ficha de seguimiento y evaluación Para reducir al mínimo el tiempo requerido por las tareas valorativas de carácter sintético, se ha diseñado una ficha en la que, también semanalmente, queden registrados los indicadores más relevantes del éxito -o del fracaso- de las prácticas. El modelo de la página siguiente cumple con los requisitos mínimos de una evaluación fiable, con validez para cualquier situación. La ficha (cuadro 4) recoge los indicadores de la evaluación individual de carácter sintético aludidos en los cuadros 1, 2 y 3. Evidentemente, ni los tres bloques señalados ni las áreas contenidas en cada uno de ellos tienen la misma importancia a la hora de valorar la profesionalidad del alumno. Ello aconsejaría, por tanto, ponderar con criterios diferentes cada área y, subsiguientemente, cada bloque; no obstante, existen al menos dos razones para otorgar la misma escala de valoración a todas las áreas: v La facilidad (ponderaciones diferentes implican mayor dificultad de evaluación y más riesgo de errores). v La importancia creciente de las cualidades no estrictamente técnicas para llevar adelante
responsabilidades profesionales. Por ello, se propone una valoración homogénea con escala de 0 a 10, con la particularidad de que sólo se utilicen los números pares en las anotaciones de cada área, para evitar el riesgo de concentrar en el valor central de la escala la mayor parte de los resultados, es decir, para evitar la tentación de poner un 5 en todos los casos dudosos.

42
La ficha propuesta permite el cálculo automático del valor alcanzado en las distintas dimensiones de la profesionalidad y los promedios, tanto de las áreas como de las dimensiones. A partir de la nota promedio de cada una de las áreas, el tutor tiene una referencia para establecer la nota final con mayor objetividad, en el supuesto de que ésta se aleje de la última evaluación parcial. Por otra parte, los gráficos 1 y 2 que acompañan a la ficha permiten una apreciación rápida de la trayectoria del alumno a lo largo del periodo de prácticas, con la posibilidad de incluir, aparte de la evolución agregada, la correspondiente a cada una de las dimensiones de la profesionalidad que se han establecido (capacidad, habilidad y actitud frente al trabajo) o resumidos en forma de observaciones a los datos de una ficha, tal como ocurre en el ejemplo del cuadro 4.
AREA/SEMANA 1ª 2ª 3ª 4ª 5ª 6ª 7ª 8ª 9ª 10ª 11ª 12ª PROMEDIOFINAL
Conocimientos teóricos ................... 6 8 6 6 6 6 6 8 6 8 6 8 6,7 7,0Asimilación y seguimiento de instrucciones verbales .................... 6 6 6 6 6 8 6 6 6 6 6 8 6,3 6,0Asimilación y seguimiento de instrucciones escritas ..................... 6 6 8 6 8 10 8 8 8 8 10 8 7,8 8,0Asimilación y seguimiento de instrucciones simbólicas ................. 6 6 8 10 8 8 8 10 10 8 8 8 8,2 9,0
SUBTOTAL CAPACIDAD 6,0 6,5 7,0 7,0 7,0 8,0 7,0 8,0 7,5 7,5 7,5 8,0 7,3 7,5
Organización y planificación del trabajo 2 4 6 6 6 4 4 6 6 6 6 6 5,2 5,5
Método ............................................ 4 4 6 6 6 6 4 8 8 8 6 8 6,2 6,5
Ritmo de trabajo .............................. 4 4 6 6 6 6 8 4 6 6 6 8 5,8 6,0
Trabajo realizado ............................. 6 8 8 8 6 6 8 6 6 6 6 6 6,7 7,0
SUBTOTAL HABILIDAD 4,0 5,0 6,5 6,5 6,0 5,5 6,0 6,0 6,5 6,5 6,0 7,0 6,0 6,3
Iniciativa ........................................... 2 4 2 2 4 4 4 4 2 4 4 4 3,3 3,5
Trabajo en equipo ............................ 4 4 6 6 6 4 4 8 6 6 6 6 5,5 6,0
Puntualidad y asistencia .................. 10 10 10 10 10 10 10 10 8 10 10 8 9,7 9,7Responsabilidad .............................. 6 4 6 6 8 6 8 6 6 4 6 8 6,2 6,0
SUBTOTAL ACTITUD 5,5 5,5 6,0 6,0 7,0 6,0 6,5 7,0 5,5 6,0 6,5 6,5 6,2 6,3
TOTAL 5,2 5,7 6,5 6,5 6,7 6,5 6,5 7,0 6,5 6,7 6,7 7,2 6,5 6,7
Cuadro 4
O B S E R V A C I O N E S
FICHA DE SEGUIMIENTO Y EVALUACIÓN. EJEMPLO
APELLIDOS Y NOMBRE NÚMERO
CURSO

43
Gráfico 1 E V O L U C I Ó N S E M A N A L (PARCIAL)
Gráfico 2
E V O L U C I Ó N S E M A N A L (AGREGADA)
Los informes Los llamados informes no son sino comentarios explicativos de las anotaciones sintéticas que se formulan en las hojas del alumno o en las fichas de seguimiento. Pueden estar incluso incorporados como anexos a los documentos anteriores. Brindan la oportunidad de razonar sus propuestas valorativas y de acotar el alcance de un listado de afirmaciones o negaciones (en el caso de las hojas semanales que integran el cuaderno de prácticas) o de número (en el caso de la ficha de seguimiento y evaluación).
0
1
2
3
4
5
6
7
8
9
1 2 3 4 5 6 7 8 9 10 11 12
Capacidad
Habilidad
Actitud
0
1
2
3
4
5
6
7
8
1 2 3 4 5 6 7 8 9 1 0 1 1 1 2

44
El perfil profesional resultante de la evaluación Los indicadores numéricos contenidos en la ficha individual no sólo permiten un conocimiento aproximado del grado de profesionalidad que presenta el alumno, sino también de algunas característica relevantes de la misma. Son los valores de las distintas dimensiones los que definirían lo que pudiéramos llamar el perfil profesional del alumno, además de la caracterización global del mismo. Caracterización de los perfiles profesionales Resultados similares en las tres dimensiones analizadas indicarían la existencia de un perfil equilibrado u homogéneo. Convencionalmente, puede aceptarse que un perfil individual es equilibrado cuando los valores correspondientes a capacidad, habilidad y actitud no oscilan en más o en menos de 0,5 puntos con respecto al valor total. La caracterización global del perfil dependería del valor medio de los indicadores. Dicha caracterización sería entonces positiva, normal o negativa, en función de que la calificación media global se situara entre 7 y 10, entre 5 y 6,9 ó por debajo de 5, respectivamente. Por el contrario, valores bastante dispares de cada una de las dimensiones de la profesionalidad (distintos al valor promedio en + 0,5) arrojarían un perfil sesgado, con desviaciones específicas que merecen ser tenidas en cuenta. La presentación de tales desviaciones podría dar lugar a una tipología de estos perfiles, en función del mayor peso de una o dos dimensiones. Efectivamente, valores elevados de la capacidad apuntarían a un perfil sesgado de carácter "teórico-cognoscitivo", mientras que, en otros casos, la orientación del sesgo podría dar lugar a un perfil "práctico" (alto peso específico de las áreas de habilidad) o "actitudinal" (primacía de los valores de actitud). Igual que ocurre con los perfiles homogéneos, la caracterización global de los que presentan valores dispares entre los distintos indicadores puede ser también positiva, normal o negativa. Una posible tipología de los perfiles En el cuadro 5 queda sintetizada la tipología de los perfiles profesionales que se podrían obtener de las fichas de evaluación -una docena en total-, a la que podrían añadirse otros nueve de carácter sesgado mixto (cognoscitivo-práctico, cognoscitivo-actitudinal y práctico-actitudinal, con sus respectivas caracterizaciones globales).
Cuadro 5
TOPOLOGÍA DE LOS PERFILES PROFESIONALES
Composición Sesgo Caracterización global
Equilibrada u homogénea Sesgada
-- -- -- Cognoscitivo Práctico Actitudinal
Positiva Normal Negativa Positiva Normal Negativa Positiva Normal Negativa Positiva Normal Negativa


















