
i MuRlLLO - 148.206.53.84148.206.53.84/tesiuami/UAM6713.pdf · RESUMEN IKTF.ODU!'CCI~N 1. REVISIÓN...
85
Casa abierta al tiempo UNIVERSIDAD AUTÓNOMA METROPOLITANA UNIDAD IZTAPALAPA DIVISIÓN DE CIENCIAS BÁSICAS E INGEMERÍA TESIS presentada en la Universidad Autónoma Metropolitana para obtener el grado de Maestro en Ingeniería Química MODELO DINÁMICO PARA LA FERMENTACIÓN EN MEDIO SÓLIDO PARA UN BIORREAGTOR DE LECHO EMPACADO Misael'MURII,LO MuRlLLO i TUTOR: Dr. Felipe López Isunza ASESOR: Dr. Mariano Gutiérrez Rojas
Transcript of i MuRlLLO - 148.206.53.84148.206.53.84/tesiuami/UAM6713.pdf · RESUMEN IKTF.ODU!'CCI~N 1. REVISIÓN...
Casa abierta al tiempo
UNIVERSIDAD AUTÓNOMA METROPOLITANA
UNIDAD IZTAPALAPA
DIVISIÓN DE CIENCIAS BÁSICAS E INGEMERÍA
TESIS
presentada en la Universidad Autónoma Metropolitana para obtener el grado de Maestro en Ingeniería Química
MODELO DINÁMICO PARA LA FERMENTACIÓN EN MEDIO SÓLIDO PARA UN BIORREAGTOR DE LECHO EMPACADO
Misael'MURII,LO MuRlLLO i TUTOR: Dr. Felipe López Isunza
ASESOR: Dr. Mariano Gutiérrez Rojas
MODELO DINAMICO PARA LA FERMENTACION EN MEDIO
SÓLIDO PARA UN BIORREACTOR DE LECHO EMPACADO 1
Tesis que presenta:
Misael Murillo Murillo
Dentro de las fermentaciones en medio sólido (FMS), existen casos en los que el soporte es degradable y es de forma y tamaño irregular. Un caso de este tipo es el composteo, en el que la materia orgánica, caracterizada por la variabiliáaá en su composición, es degradada parcialmente, bajo ciertas condiciones de humedad, temperatura y aireación.
En este trabajo se desarrolló y resolvió un modelo matemático, que describe la dinámica de una fermentación en medio sólido (composteo) en un reactor de lecho empacado usando bagazo de caña. como sustrato y soporte.
Para formular el modelo se hicieron las consideraciones físicas y biológicas pertinentes para poder desarrollar las ecuaciones del modelo, tomando en cuenta un sustrato complejo irregular (bagazo de caña), un sustrato simple (sacarosa) disuelto en agua, absorbido (en el complejo, y dos tipos dominantes de microorganismos, uno asumido como bacteria y otro como hongo.
Se desarrolló un modelo para describir la dinámica de siete variables: los dos sustratos, las dos biomasas, oxígeno y (dióxido de carbono en las fases sólida y gaseosa y temperatura local en la seudofase formada por el sustrato sólido y la fase gaseosa continua. El modelo quedó constituido por nueve ecuaciones diferenciales acopladas por medio de la producción de biomasa y 44 parámetros obtenidos, que incluyen constantes fisicas, biológicas y condiciones de operación empleadas experimentalmente.
Se propuso un modelo de prueba que consideró solamente un tipo de sustrato y un tipo de microorganismo, sin limitación de oxígeno. También se propuso un modelo más complejo con dos microorganismos, dos sustratos y variación en la concentración de oxígeno. Ambos modelos, en coordenadas cilíndricas, fueron adimensionalizados y resueltos utilizando colocación ortogonal para discretizar los términos con dependencia espacial en las ecuaciones diferenciales y aplicando el método de Runge-Kutta-Fehlberg para resolver el sistema resultante. Se compararon las predicciones con resultados experimentales obtenidos por medio de una fermentación realizada en un reactor de lecho empacado. Las comparaciones mostraron que las predicciones de producción de dióxido de carbono fueron cuantitativamente buerias con los dos modelos.
I
En cuanto a las dinámicas de temperatura, las mejores predicciones se observaron con el modelo más connplejo v en las primeras horas de fermentación. Los perfiles radiales de temperatura, a diferentes tiempos de fermentación, coincidieron en magnitud con los experimentales y con los reportados en la literatura. Para los dos niodeios el comportamiento de la producción de biomasa y el consumo de sustrato estuvieron de acuerdo a los resultados esperados.
El análisis de sensibilidad mostró que el coeficiente volumétrico de transferencia de oxígeno, tuvo efecto sobre la concentración de este elemento pero no se reflejó sobre el comportamiento de las demás variables. La variación de la velocidad del aire de alimentacióri si mostró un efecto pronunciado sobre los términos convectivos del modelo, modificando las cinéticas de todas las variables. Con la modificación de la velocidad del aire, las predicciones de temperatura y los perfiles de temperatura mejoraron acercándose más a los resultados experimentales. Esto sugiere: que algunos parámetros tomados como constantes a lo largo de la fermentación son en realidad funciones de otras variables como tiempo, temperatura y área interfacial, entre otros.
ÍNDICE
RESUMEN IKTF.ODU!'CCI~N 1. REVISIÓN BIBLIOGRÁFICA 2. CONSIDERACIONES T E ~ R I C A S
2.1 Fermentaciones en estado sólido (FMS) 2.2 Transferencia de masa en FMS 2.3 Transferencia de masa interpdcula 2.4 Transferencia de calor en sistemas de FMS 2.5 Transferencia de masa en reactores de lecho empacado 2.6 Disipación de calor en biorreactores para FMS 2.7 Composteo 2.8 Técnicas de composteo 2.9 Modelos matemáticos en microbiología 2.1 O Comparación con resultados experimentales
3. OBJETIVOS 4. MÉTODOS EXPERIMENTALES
4.1 Descripción del sistema de composteo de lodos 4.2 Cámara d o y sistema externo de calefacción 4.3 Equipos pexiféricos 4.4 Equipos de medición 4.5 Material para el lecho empacado 4.6 Preparación del sustrato 4.7 Empacado de los reactores 4.8 Condiciones de operación del composteo de lodos 4.9 Variables a cuantificar 4.10 Técnicas de cuantificación
5.1 Consideraciones físicas 5.2 Consideraciones biológicas 5.3 Modelo propuesto
5.3.1 Balances de materia
5, MODELAMIENTO DE UN REACTOR DE L,ECHO EMPACADO
5.3.1.1 Balance de oGgeno 5.3.1.2 Balance de CO1 5.3.1.3 Ecuaciones cinéticas
5.3.2 Balances de energía 5.3.3 Variables adimensionales 5.3.4 Balance adimensional de oxígeno 5.3.5 Balance adimensional de dióxido de carbono (COZ) 5.3.6 Ecuaciones cinéticas adimensionales de consumo de O2 y sustratos
y de producción de COZ 5.3.7 Balance adimensional de energía 5.3.8 Factores adimensionales
empacado 5.4.1 Balance adimensional de Cot 5.4.2 Ecuaciones cinéticas adiinensionailes de consuino de sustrato y de
5.4 Un modelo de prueba para el composteo de lodos en reactores de lecho
produccióii de C02
1
5 10 10 11 12 12 13 14 14 14 15 17 18 19 19 20 21 22 22 23 23 24 24 24 25 25 25 26 26 26 27 27 29 30 30 31
1 -
31 32 33
35 35
35
5.4.3 Balance adimensionai de energía 5 5 Parámetroc utilizafin4
6.1 Modelo para un solo microorganismo y un solo sustrato, sin limitation
6.2 Modelo para dos microorganismos y dos sustratos, considerando limitación
6.3 Sensibilidad paramétrica
6. RESULTADOS
de oxígeno
de la concentración de oxígeno
6.3.1 Sensibilidad paramétrica a la variación del coeficiente volmétrico de transferencia de oxígeno (k,a) 6.3.1.1 Efecto sobre la temperatura del lecho empacado 6.3.1.2 Efecto sobre las concentraciones de biomasa y sustrato 6.3.1.3 Efecto sobre la concentración de oxígeno
6.3.2 Sensibilidad paramétrica a la variación de la velocidad promedio del aire de alimentación (U,) 6.3.2.1 Efecto sobre la temperatura del centro del reactor empacado 6.3.2.2 Efecto sobre la producción de biomasa 6.3.2.3 Efecto sobre el consumo de sustratos 6.3.2.4 Efecto sobre el consumo de oxígeno
7. CONCLUSIONES GENERALES 8. COMENTARIOS Y RECOMENDACIONES 9. NOMENCLATURA
APÉNDICE: MÉTODO DE COLOCACIÓN ORTOGONAL io. BIBLIOGRAFÍA
36 2 7 39
39
45 52
53 53 54 5 5
58 58 60 60 61 63 64 67 70 74
Los procesos de fermentación en medio sólido (FMS) se han utilizado ampliamente para la obtención de una g?an variedad de productos útiles usando principalmente hongos, aunque se comienza a prestar mayor atención a procesos en los que intervienen levaduras y bacterias. Estos procesos se definen como toda fermentación en la que el sirstrato no se encuentra en forma líquida y han sido utilizados desde la antigüedad principalmente en la elaboración de alimentos tradicionales. Las ventajas principales de la FMS son: la baja cantidad de energía requerida, la simplicidad del equipo empleado y los altos rendimientos obtenidos de producto. Entre las desventajas se ]puede citar: la acumulación de calor metabólico, el dificil control del proceso y la falta de criterios bien defuiidos para el escalamiento (Gowthaman y col., 1993, Rajagopalan, 1994).
Un caso particular dentro de los procesos de fermentación en medio sólido es el composteo, que se define como la degradación parcial de la materia orgánica por medio de una microflora heterolgénea, bajo condiciones de aireación, humedad y temperatura adecuadas. El composteo se caracteriza por el pobre control que se tiene de estas variables cuyo comportamiento resulta muchas veces impredecible, dada la variabilidad de la materia orgánica utilizada.
El modelamiento de los procesos dLe FMS llevados a cabo en reactores empacados resulta de interés, puesto que puede obtenerse capacidad de predicción en el sistema bajo estudio y después extrapolar los resultados a sistemas reales y contribuir a hacer estos procesos más predecibles y controlables, El objetivo de este trabajo es precisamente contribuir a su modelamiento y obtener información útil para el manejo de parámetros fundamentales de este tipo de procesos.
Dentro de la literatura especializada se encuentran muchas referencias acerca del composteo, pero con respecto a su modelamiento la información disponible es insuficiente. Los resultados reportados en relación al modelamiento de reactores empacados para composteo, usando materiales orgánicos como soportes son escasos, aunque son un buen punto de partida.
En la primera parte de este trabajo se hace una revisión bibliográfica en la que se pone en perspectiva el modelamiento matemático y los trabajos sobre FMS realizados empleando sistemas experimentales. Asimismo, se presentan una
3
introducción teórica acerca de la FMS, i:1 composteo y modelos matemáticos en microbiología para fundamentar las consideraciones hechas posteriormente para proponer un modelo para FMS en reactores de lecho empacado.
Posteriormente, se describe la metodología usada para llevar a cabo una fermentación en lecho empacado (composteo de lodos residuales) con el fin de obtener resultados experimentales para hacer comparaciones con los obtenidos por medio del modelo. Además, esta descripción proporciona un marco para adentrarse en el sistema que se pretende modelar.
En la sección correspondiente al model.amiento, se presenta la forma en que se desarrollaron dos modelos matemáticos a partir de los balances de materia y energía, haciendo una serie de consideraciones físicas y biológicas. Uno de los modelos toma en cuenta un microorganismo y un sustrato solamente, mientras que el segundo considera dos microorganismos y dos sustratos. En esta parte se adimensionalizó el modelo y se def-inieron los parámeíros a usar en las simulaciones. En la sección correspondiente a resultados se discuten las simulaciones realizadas con los dos modelos y se comparan con los resultados experhentales de la fermentación en lecho empacado. También se discute el análisis de sensibilidad paramétrica reallizado en esta misma parte.
El presente trabajo tiene varias motivaciones: 1)Estudiar el fenómeno bajo condiciones controladas en un sistema modelo,
que consiste en un reactor de lecho empacado con aireación forzada. 2) Proponer un modelo que describa los procesos que tienen lugar dentro de un
reactor empacado con un soporte irregular como el bagazo de caña. 3)Obtener un modelo que pueda hacer buenas predicciones para el sistema
bajo estudio, las cuales eventualmimte puedan extrapoIarse al composteo real.
4) Explorar la respuesta del modelo ante la variabilidad de los parámetros que intervienen en las fermentaciones en medio sólido.
5) Hacer una aportación al conocimiento que se tiene del modelamiento de este tipo de procesos.
4
1. REVISIÓN BIBLIOGRÁFICA
El composteo controlado de lodos es un caso particular de la fermentación en medio sólido (FMS) y es la biodegradación parcial de la matena orgánica por medio de una microflora mixta en un medio h h e d o , aerobio y a una temperatura adecuada (en el rango de 25 a 60°C) (Gray y col., 1971). Los primeros intentos de modelamiento de la FMS son de la década pasada. Uno de los antecedente en este tipo de estudios es la optimización de la fermentación realizada por Abdullah y colaboradores (1 983, usando como sustrato la paja de trigo inoculada con el hongo Chaetomium cellulolyticum. Los autores estudiaron el efecto de variables como el pretratamiento del sustrato, la forma y tamaño del inóculo y parámetros físicos como la humedad, la temperatura y la aireación, midiendo como variable de respuesta la producción de proteína y la eficiencia de la utilización del sustrato. Se obtuvieron valores óptimos en estas variables al usar 80% de contenido de humedad, temperatbra de incubación de 37°C y una aireación de 12 L/(h g). Saucedo-Castañeda y colzboradores ( 1990), desarrollan un modelo matemático que incorpora la generación y la transferencia de calor en FMS. Los resultados de las simulaciones se compararon con datos experimentales usando un reactor de lecho empacado con harina de yuca húmeda e inoculada con Aspergillus niger. Para el balance de energía, los autores consideraron un modelo dinámico, seudohomogéneo y unidimensional. Uno de los resultados obtenidos es que la principal resistencia a la transferencia de la calor, en el lecho empacado, es la conductiva. Mitchell (1991), plantea un modelo para el crecimiento de Rhizopus oligosporus sobre almidón impregnado en gel. Se proponen ecuaciones para la liberación de enzimas hidrolíticas y su difusión, para la hidrólisis de almidón, la generación y difusión de glucosa y la conversión a biomasa. El modelo propuesto tuvo una buena capacidad de predicción de los resultados experimentales, sobre todo de los perfiles de concentración de los diferentes componentes dentro del sustrato. Sargantanis y colaboradores (1993) retornan el trabajo de Abdullah (1985), modelando un sistema que tiene como sustrato residuos de maíz fermentado por Rhizopus oligosporus. Estudiaron el efecto de la velocidad, humedad relativa y temperatura del aire de alimentación y el coeficiente de transferencia de calor entre la pared del fermentador y el ambiente externo, para lo que usaron un modelo dinámico que permitió la estimación de la temperatura del sustrato, contenido de biomasa y materia seca total. El modelo tuvo una buena predicción de los datos experimentales y las conclusiones mas importantes fueron que el mecanismo que más contribuye a la remoción de calor es el
5
evaporativo y que el coeficiente de transferencia y la velocidad del aire afectan la morfología de la biomasa y no son fácilmente controlables. Hamelers (1993) propone un modelo cinetico de particula para el composieo en donde la superficie se considera aerobia y el interior anaerobio, con el agua depxitada alrededor de la superficie :le la pwtícu!u en foma de pelicilla. El modelo considera variaciones en dos tipos de sustratos (monomérico y polimérico), en la concentración del oxígeno y en el volumen de la partícula. Este modelo establece un puente entre las constantes microscópicas derivadas de las cinéticas microbianas y las constantes macroscópicas del composteo. Manigg y colaboradores (1993), plantean el modelamiento del composteo de desechos vegetales en reactores de lecho empacado a nivel piloto aislados para evitar pérdidas de calor. Modelan el consumo de la masa de composta, la evolución de la temperatura y el consumo de oxígeno. Las reacciones se consideran de primer orden. Este modelo junto con los balances de materia y energía resulta útil para el buen diseño) de sistemas que reúnan las condiciones de proceso adecuadas. Rajagopalan y Modak (1994), proporten un modelo para la simulación de la transferencia de calor y masa en FMS en una sistema constituido por fibra de trigo y usando al hongo dspergi22z.u niger. El objetivo fue la evaluación de los mecanismos de transferencia btkico:; en un f a e n t a d o r de charola, para obtener un mejor diseño de reactores para FMS. Se modela el consumo de oxígeno en el sólido y la cantidad de COZ en el aire fuera del sustrato. Se concluyó que los procesos de transporte dominan la producción de biornasa, en este tipo de reactor. Gutiérrez-Rojas y colaboradores (1995), proponen un modelo para en crecimiento de Asprgi2h.s niger sobre amberlita, que es un soporte inerte compuesto por partículas aproximadamente esféricas, empacada en columnas de vidrio, tomando en cuenta un volumen elemental representativo. El modelo considera la variación de biornasa, azúcar, agua, C 0 2 y temperatura del sustrato, todo esto Se deriva de los balances de materia. y energía. Además describe el crecimiento superficial del micelio del hongo. El modelo proporciona m a buena predicción para diferentes medios de cultivo con inhibición por sustrato. Puede sefvif para desanoíla estrategias de operación adecuadas para otros tipos de cultivo en FMS. Mitchell y Sangsurasak (1995), contribuyen al modelamiento de sistemas de FMS con un modelo dinámico y bidimensional para la transferencia de calor, incorporando además una tasa de muerte a la cingtica de biomasa. Utilizaron un reactor empacado con un sustrato que contenía 50% de almidón y se consideró una fase seudohornogenea. El modelo propuesto describe el crecimiento y la muerte de Rk-opus ohgmporus como función de la
6
acumulación de calor por generación nietabólica además predice que la mayor contribución a la eliminación de calor es por mecanismo convectivo. También se obtiene una tasa de muerte signiíicativa a aitas temperanmi.s aentro ael iechu. Smgsurasak y colaboradores ( 1990), cmtribriyen c m una revisión de diversos trabajos sobre modelamiento del crecimiento de hongos filamentosos en FMS. Analizan modelos para el crecimiento de los hongos a escalas micro y macroscópica. En el primer caso se enfocan a los procesos de ramificación micelial y difusión intrapartícula. En el segundo, a los modelos que describen el comportamiento dinámico de los biorreactores usados en FMS y los factores que afectan la cinética del crecimientlo microbiano, como la temperatura y la transferencia de oxígeno. Dentro de este último grupo distinguen dos enfoques diferentes: los autores que consideran homogeneidad dentro del reactor y sólo ponen atención a los cambios totales en las variables; y los que consideran que es necesario describirlas como funciones del tiempo y del espacio dentro del reactor, es decir, que existe heterogeneidad. El-Fade1 y colaboradores (1996), proponen un modelo para investigar, por medio de simulaciones, el efecto de la temperatura sobre las constantes cinéticas medidas en los procesos de lbiodegradación en rellenos sanitarios. Se gnalizan las técnicas de modelamiento aplicadas a la generación de gas asociada al crecimiento microbiano, comparando datos producidos por el modelo con los obtenidos experimentalmente. Los resultados obtenidos indican que las velocidades de hidrólisis de los componentes de los desechos fueron el paso limitante para el proceso de metanogénesis. Asimismo, ia temperatura tuvo un mayor efecto sobre el sistema modelado en las primeras etapas de la simulación. En las etapas posteriores se alcanza un estado estacionario y el efecto de la temperatura fue mínimo. VanderGheynst y colaboradores (1 997), han desarrollado un modelo matemático para describir las variaciones temporales y espaciales en la temperatura, usando aireación forzada, en un proceso de degradación de una mezcla de alimento animal y virutas de maple. El modelo desarrollado toma en cuenta la generación metabólica de caior, la remoción de &te por convección forzada y la energía acumulada en el lecho empacado. Se realizó la validación del modelo comparando las cin6ticas de temperatura simuladas con las expenmentales usando un reactor cilíndrico fabricado en polietileno de alta densidad y aislado gata minimizar la pérdida excesiva de calor por las paredes. Estos autores obtuvieron que las cinéticas producidas por el modelo se ajustaban bien a las experimentales en las primeras etapas del proceso, pero a medida que la temperatura aumentaha y el tiempo transcurría las desviaciones se hacían evidentes. €ancluyeron que tales desviaciones se debieran al
7
componente empírico de generación de calor incluido en el modelo, representado por la tasa de agotamiento de oxígeno.
Monee y colaboradores (í998), ciesarroiiaron un modeio dinámico para e¡ composteo rrerobio de materiales celulbsicos. El modelo se bas8 en los principios de transferencia de calor y masa y de cinética de reacciones biológicas. El modelo se validó comparando las cinéticas de temperatura, distribución de oxígeno y degradación tie masa, producidas por el modelo, con las experimentales, obtenidas del composteo del bagazo de caña, empleando reactores de PVC dotados de aireaciim forzada. Los resultados observados mostraron que las predicciones de temperatura y masa degradada coincidieron muy bien con los datos experimentales durante los primeros 10 días de composteo. Del día 10 al 14 se observaron ligeras desviaciones, no mayores ai 2.6%. En cuanto a las cinéticas experimentales de oxígeno, en los gases de salida del reactor, mostraron estar de acuerdo con las predicciones del modelo. Las simulaciones hechas con el modelo, variando las velocidades de flujo del aire, mostraron que la máxima tasa de descomposición de materia ocurrió a velocidades de flujo de 0.12 krg aire s e w k g composts sec;i*h, mien- se mantenga la temperatura por debajo de los 5OoC, mediante su control adecuada
A continuación se discuten algunos antecedentes para fundamentar el estudio de fos reactores de €echo empacado para el composteo y el interés que tiene su modelamiento. Se han empleado recipientes de acero inoxidable dentro de un bario de temperatura constante para evitar pérdidas de calor, haciendo cuantificación del C02 y medición de la temperatura (Mote y Griffis ,1979). Existen otros trabajos como el de Ashbolt y Line (1982) en el cual se ha simulado el efecto del calor producido por los rnicroorganismos, elevando la temperatura de una serie de reactores de PVC agitados, a razón de 5°C diarios hasta 62°C para simulár la llegada a la fase temofílica del proceso. En este caso se usaron dos relaciones carbotio/nitrógeno disfintas, observándose que para valores de 45 las pérdidas de nitrógeno por generación de amoníaco son mayores y la degradación del material a compostear es minima, en comparación con relaciones C/N mas altas.
Otro sistema es e1 propuesto por Sikorei y colaboradores( 1983), que está basado en el autocaientamiento, en ei que ka temperatura de la masa a compostear se mantiene solamente 0.1 a 02°C por arriba del medio aislante en el que se encuentra inmerso el reactor de acero inoxidable. Una aportación importante de
8
este trabajo es que el aire alimentado al reactor se humidifica y calienta previamente. Se cuantificaron tanto el C02 como el amoníaco en la corriente de saiida del aire, observándose una correiacion de estos con los picos áe temperatura eri el Inaterial. Tanibikri st: wicluye que t.1 arrioriíaco se produce cuando el CO2 disminuye.
En el sistema a nivel laboratorio propuesto por Bach y col. (1984) los materiales composteados son iodos provenientes de las plantas de tratamiento de aguas residuales. Estos se agitan a una velocidad constante de 1 r.p.m., la temperatura del medio estuvo gobernada por una temperatura predeterminada y el aire usado dentro del reactor se calentó y se humidificó previamente, por medio de un calentador y de un filtro de algodón húmedo. En este trabajo se obtuvo que la temperatura Óptima para el composteo de lodos es de 60°C. En cuanto a la humedad inicial, el contenido óptimo fluctúa entre 40 y 60%.
En otro trabajo de Bach y colaboradores (1985), concluyeron que para obtener resultados consistentes debe usarse una cantidad grande de agente de volumen para facilitar la agitación, para evitar la aireación forzada. Como consecuencia de esto los autores decidieron usar un reactor mas grande que el empleado en el trabajo de 1984, aislado con espuma de estireno. Una variante interesante que se menciona en este trabajo es el uso dos gastos de aire: uno para la etapa mesofilica de 0.4 Vmin y otro para la termofilica de 4 Vmin. Los autores también midieron la degradación de la materia orgánica en fiinción del C02 cuantificado a la salida del reactor. Las conclusiones de este trabajo fueron: es mejor un agente de volumen con mayor área superficial y la temperatura óptima del proceso de composteo es de alrededor de 60°C.
En un trabajo posterior de Bach y col. (1987), a nivel laboratorio, en el que se usaron lodos activados y composta madura, con el sistema descrito anteriormente, se investigaron los mecanismos de transferencia de calor presentes en el composteo. Aunque no se obtuvo la contribución de cada uno de los fenómenos que participan, este trabajo mostró que la mayor cantidad de calor se pierde por evaporación, cuarido se usan mayores gastos de aire para mantener la temperatura de control.
En el sistema de Hogan y col. (1989) se trata de mantener las mejores condiciones de aerobiosis y al mismo) tiempo remover el exceso de calor, por medio de aireación forzada, para mantener la temperatura a 50°C. Igualmente, se controló la transferencia conductiva del calor variando la temperatura del aire, usado como medio aislante en el incubador. Para evitar problemas de secado, el aire alimentado al reactor se saturó previamente. El reactor contaba
9
con un piso falso para alimentar el aire, provisto de un deflector para evitar que este tomara caminos preferenciales afectando la aireación uniforme. El reactor se aisló con espuma de poliuretano. Se ohvieron graaienres de temperatura, ieniocióii de agua y la evolución del COZ usüd err el composieo.
Todos los trabajos mencionados con anterioridad tienen un común denominador: se pretende la reducción del tiempo de proceso controlando algunas variables físicas tales como la temperatura, la aireación y la humedad. También tienen en común que solamente existe interés en los aspectos experimentales, descuidando los teóricos y desde luego el modelamiento.
2.CONSIDERACIONES TEÓRICAS
2.1 Fermentación en estado sólido (FMS)
La FMS implica el'crecimiento de microorganismos sobre un sustrato sólido y húmedo en ausencia de agua libre. El agua necesaria en este tipo de fermentaciones está presente de manera absorbida o formando complejos dentro de la matriz sólida. Esto puede representar una ventaja debido a un posible aumento en la eficiencia de transferencia de oxígeno. En la FMS el contenido de agua es muy bajo y los inicroorganismos están casi en contacto con el oxígeno gaseoso, que es contrario a lo que sucede en las fermentaciones en medio líquido (FML). La principal diferencia entre los dos tipos de fermentaciones es que en la FMS el sustrato es un sólido húmedo, insoluble en agua, que actúa como fuente de carbono, nitrógeno y minerales. La FMS simula los procesos que ocurren en la naturaleza como la degradación de la madera, el composteo y la invasion de alimentos por hongos. En este tipo de fermentaciones las bacterias y las levaduras crecen adheridas a la superticie de las partículas de sustrato, mientras que los hongos fílamentosos son capaces de penetrarlas para tomar los nutnientes necesarios. A medida que los microorganismos en la FMS crecen en condiciones más cercanas a las de sus hábitats naturales son capaces de protiucir ciertas enzimas y metabolitos que normalmente no se producen en FML. La FMS involucra a las fases sólida, líquida y gaseosa; puesto que el crecimiento y metabolismo de los microorganismos dependen del oxígeno del medio gaseoso y del que se encuentra disuelto en el agua que a su vez está asociada con el sólido. Otra diferencia entre la FMS y la FML es que en la segunda el sustrato se encuentra disponible de manera inme!diata, debido a que está disuelto en el
10
medio, mientras que en la FMS la mayor parte del sustrato no está disponible desde el principio, sino que a medida que la fermentación avanza puede aumentar, disminuir o inclusive man tenerse constante, dependiendo de las diferentes fases de crecimiento de íos microorganismo presentes. Se ha e:r?contrado que las ve!ocidades de trznsferefick de gas son rniccho mayores en la FMS que las obtenidas en medio líquido con medios gaseosos similares. Esto se atribuye a las relaciones entre área interfacial y el volumen del líquido de sustratos semisólidos comparadas con las obtenidas para aireación por medio burbujeo de aire en FML.
2.2 Transferencia de masa en FMS
Para que una reacción bioquímica se lleve a cabo eficientemente en un biorreactor, tanto los nutrientes conlo otros materiales esenciales que se requieren para el crecimiento y el mantenimiento del microorganismo deben estar disponibles. Esto implica su transporte fisico a través del medio. En FML se burbujea oxígeno dentro del medio del cultivo y se aplica agitación para distribuir el oxígeno dentro del sistema. La concentración de oxígeno disuelto es uniforme dentro del medio, mientras que existen gradientes de concentración en la película que rodea a las burbujas de gas y a las células. Como resultado de las actividades metabólicas de los organismos, aumenta la viscosidad del medio y disminuye la solubilidad del oxígeno, dificultándose su transferencia. En FMS el sistema es heterogéneo y la transferencia de oxígeno está limitada por la película de oxígeno sobre la superficie del sustrato. Debido a que no hay agua libre no puede aplicarse mezclaclo a la fase líquida y en consecuencia el área interfacial y la presión parcial del oxígeno adquieren gran importancia en la transferencia efectiva de este elemento. Adicionalmente, la película líquida sobre la superficie del sustrato está relativamente estancada. En la región de crecimiento, las concentraciones de oxígeno disminuyen debido a que los microorganismos lo consumen y su transferencia a través de la película se debe principalmente a mecanismos de disolución y difusión. Cualquiera que sea la forma en que se transporta el oxígeno, se ha observado que las tasas de transferencia son más altas en el caso de FMS comparadas con la FML. En algunos casos como el composteo, la concentración externa de oxígeno tiene una gran importancia. Se ha observado que a medida que la concentración externa de oxígeno aumenta la velocidad de descomposición de sustrato también se incrementa.
1 1
2.3 Transferencia de masa interpartícula
La transferencia de oxigeno desde la fracción vacia dentro de la fase soiida nacia ei microorganismo en crecirniento es la transferencia ae masa interparticula. E! vc!iimen ocupado por el aire dentro del sustrato es la kaccich vacía y depende de las características del sustrato y del contenido de humedad, que debe ser óptimo, ya que si es demasiado alto los espacios vacíos se llenan y el aire es desplazado, creándose zonas de anaerobiosis. Por el contrario, un contenido bajo de agua libre (actividad de agua baja), no colabora para el crecimiento de los microorganismos. El mezclado y la aireación son buenos medios para lograr una adecuada transferencia de oxígeno, bajo condiciones dadas de fracción vacía y contenido de humedad. El crecimiento aerobio requiere que haya oxígeno para la fosforilación oxidativa celular. Este oxígeno viene de la atmósfera circundante y se difunde en los poros del lecho formado por el sustrato. Esto se observa en el caso del composteo, en el que aun cuando el tamaño del poro se incremente se sigue manifestando un pobre intercambio de gases y se observan gradientes de concentración grandes. De esta forma, se sugiere que, aunque la pila de composteo esté poco compactada, es necesario el mezclado y la aireación, pues la difusión del oxígeno es un factor importante en el proceso. Con estas operaciones se favorece la liberación dle dióxido de carbono y la renovación del aire fresco de los espacios vacíos. Se cree que debido a los efectos del mezclado se proporciona mayor área de transferencia, aunque en ocasiones la agitación puede causar efectos adversos como interrumpir el crecimiento de microorganismos filamentosos.
2.4 Transferencia de calor en sistemas de FMS
Generalmente, durante la FMS se produce una gran cantidad de calor que es proporcional a las actividades metabólicas de los microorganismos. En las etapas iniciales del proceso tanto las temperaturas como las concentraciones de oxígeno son las mismas en todos los puntos del lecho, pero a medida que la fermentación avanza, el oxígeno difunde y a causa de las biorreacciones, se libera calor que no se disipa fácilmente debido a la pobre conductividad del sustrato. El volumen del lecho se reduce al avanzar más la fermentación, reduciéndose su porosidad y en consecuencia se obstaculiza la transferencia de calor. Bajo estas circunstancias, se originan gradientes de temperatura en el lecho del biorreactor. En el caso del composteo en pilas, los gradientes son más grandes porque la transferencia de calor es más pobre y las temperaturas pueden alcanzar los 70°C.
12
Si bien la producción de calor está relacionada con las actividad metabólica. también depende de la aireación que se proporcione al sistema. La temperatura del sustrato es una variabie crítica en E,kíS. Si es aita, afecta la genninación de CSPUILIS, el crechii~iitu, ia jFo1-1iia¿ióii dc: prüducto y Ia espoiulacióii. Si es baja, r?o favorece el crecimiento celular. El bajo contenido de humedad y la baja conductividad del sustrato dificultan la buena transferencia de calor. Se han reportado gradientes importantes de calor, aun empleando pequeñas alturas de sustrato, de aquí la dificultad para controlar la temperatura en fermentadores en escala mayor a los empleados en laboratorio. De hecho, la disipación de calor es una de las mayores desventajas de la FMS frente a las FML. Es dificil el control de temperatura de las FMS y no es sencillo adaptar las técnicas y los conceptos de FML para este propósito. Sin embargo, puede lograrse aumentando la velocidad de aireación para producir el enfriamiento, cuidando que no sea tan alta que provoque el secado del sustrato. Esto puede compensarse adicionando aire saturado con agua a la temperatura del lecho. Por otro lado, si la temperatura es rnuy baja, disminuyendo esa velocidad permitirá que esta aumente por la acuniulación de calor metabólico.
2.5 Transferencia de masa en reactores de lecho empacado
Las FMS se llevan cabo principalmente en tres tipos de biorreactores: el de charolas, el de lecho empacado y el de tambor rotatorio. En el primer tipo el sustrato sólido se encuentra en charolas separadas y colocadas una sobre otra en un cuarto con atmósfera controladai. El largo y el ancho de las charolas es mucho mayor que la altura del lecho, que generalmente tiene cerca de 5 cm. La parte superior del sustrato está expuesta a la fase gaseosa y el fondo puede estar perforado o totalmente cerrado. Dentro del cuarto circula aire húmedo, aunque no existe la misma circulación del aire entre dos charolas sucesivas ni dentro del lecho de sustrato, por lo que el transporte de oxígeno se produce principalmente por difusión. De aquí, que el espacio entre charolas y la porosidad del lecho sean críticos. En reactores de lecho empacado el problema de transferencia de oxígeno puede minimizarse puesto que se fuerza el paso del aire a través del lecho de sustrato, lo cual reduce los gradientes de concentración de oxígeno. Se expulsa al dióxido de carbono del lecho y se reemplaza el aire de los poros. Sin embargo, la disminución en la porosidad del sustrato, conforme la fermentación avanza, sigue siendo un problema. En el reactor de tambor rotatorio se puede reducir mucho la heterogeneidad del material, en comparación con íos otros dos tipos de reactor, lo que favorece que los macrogradientes se reduzcan. Este tipo de rector está constituido por un
13
contenedor en forma de tambor montado sobre un par de rodillos que sirven de soporte y de transmisores del movimiento giratorio. Se ha reportado que el crecimiento microbiano es rapido y uniforme en este tipo de biorreactores \Takamine, 1914; Underfoiker y coi., 1939, Sciiuim, 19623.
2.6 Disipación de calor en biorreactores para FMS
En general se pueden emplear varias técnicas para lograr un balance entre el cambio de temperatura y la velocidad de aireación, dependiendo del diseño del biorreactor y del tipo de sustrato. Se pueden usar baiios de agua cuando los reactores son recipientes pequeños. Cuando son reactores de columna pueden ponerse dentro de un cuarto de temperatura controlada o rodeados de chaquetas de enfriamiento. Inclusive pueden usarse reactores de tambor rotatorio que, al girar, estén mojándose continuamente ]para enfriarse. En reactores de charolas el principal inecanismo de remoción de calor es por conducción a través de las paredes laterales y el fondo. Otro mecanismo es por vía del calor latente de vaporización y, en menor medida, la eliminación de calor por convección natural. Podría mejorar la eliminación de calor por aireación forzada entre charolas y dentro del lecho de sustrato. En reactores de lecho empacado se tiene la ventaja de contar con convección forzada del aire produciéndose una mayor remoción de calor (Ramana-Murthy y colaboradores, 1993).
2.7 Composteo
El composteo es un caso particular de la FMS y se define la biodegradación parcial de la materia orgánica por una microflora mixta en un medio húmedo, aerobio y a una temperatura adecuada para el desarrollo microbiano. Se ha practicado por largo tiempo como método para convertir los materiales sólidos orgánicos a formas mas estables, para usarse como acondicionadores de suelos y fertilizantes (Gray, 1971; Parr, 1972’).
2.8 Técnicas de composteo Algunas de estas técnicas se retornan de la introducción hecha para FMS. Aquí se mencionan algunos detalles importantes aplicados al composteo específicamente.
Composteo en cordones. En este sistema la materia orgánica se apila en cordones paralelos, cuya sección transversal puede variar desde forma triangular hasta la cuadrada o rectangular. La manera de airear el material en
14
esta técnica, es por medio de volteos periódicos con los que se proporciona oxígeno a los microorganismos encargados de la degradación (Haug, 1979).
Compclsteo ei.2 pilu estdticcr. En C S ~ G caso, ei material m se viollea sino que el aire se fuerza a pasar a través de !a pilq pcr media de un ducto perforado y un ventilador. También se agrega un agente de volumen para proporcionar porosidad al material que compone a la pila, así como para absorber el exceso de humedad.
Sistemas mecánicos. Este es uni término general para designar sistemas que incluyen unidades cerradas diseñadas para tener un mejor control de las condiciones ambientales mas importantes. Algunos sistemas usan paletas para la agitación del material, por lo que se necesitan los agentes de volumen para darle friabilidad y que el mezclado sea eficiente. Otros sistemas usan tambores rotatorios usando aireación forzada a través de la pared del reactor. También suelen utilizarse reactores de lecho empacado pasando aire acondicionado a través del empaque. En todos estos sistemas se necesita que el material tenga ciertas propiedades fisicas que colaboren a reducir los problemas de transferencia de masa y de calor que se presentan en este tipo de procesos (Haug, 1979). El composteo aplicado a lodos residuales tiene como principal fmalidad la eliminación de los microorganismos patógenos, por medio del aumento de temperatura como producto de la actividad microbiana. También, como consecuencia de este aumento de temperatura, las poblaciones microbianas se suceden unas a otras. Durante el proceso de composteo se producen gases como el bióxido de carbono (COZ) y el amoníaco ("3). Las contribuciones más importantes a la transferencia de calor pueden ser convectiva y conductiva, y por calor latente de vaporización (Parr y col., 1972; Finstein, 1993).
2.9 Modelos matemáticos en microbiología
Un modelo matemático de un proceso o fenómeno es un conjunto de ecuaciones, las cuales, dado un conjunto de datos de entrada, posibilitan la predicción del comportamiento del prcceso. Los modelos matemáticos se han clasificado de muchas maneras. Una de ellas los divide en estructurados y no estructurados. Los primeros toman en cuenta detalles finos de la estructura de los microorganismos y los segundos son modelos agrupados que describen las variables mas importantes bióticas y abióticas (Blanch, 198 1), visualizándose a la célula como una parte integral de la fase biológica. En otra palabras se asume que las condiciones externas a la célula (concentración, pH) son las mismas que en su interior. Los modelos segregados distinguen a las células individuales y los componentes celulares defmen la estructura de cada una de ellas de acuerdo a
15
como estén distribuidos. Un modelo estructurado incluye detalles de los compuestos químicos y los organelos, que comprenden la maquinaria celular (Biarícii, 198 I). Existe Una segunda clasificación de 10:; nodelos .;i,atem&,ic~s de acuerdG a sus objetivos: pueden aumentar la comprensión de un sistema ímodelos heurísticos) o simplemente proveer de ima descripción precisa y cuantitativa de ciertos aspectos del sistema (descriptivos). Pueden incorporar hipótesis cuantitativas considerando los mecanismos controlantes del sistema (mecanísticos). También pueden desarrollarse modelos para describir un sistema en términos de un grupo de ecuaciones, sus condiciones iniciales y de frontera (determinísticos), o modelos en los que se toman en cuenta las probabilidades de variabilidad de las condiciones en un sistema (estocásticos). Todos los modelos se construyen a partir de relaciones constitutivas y de los balances de materia y energía o ecuaciones de conservación. Dentro de las ecuaciones del modelo deben identificarse las variables que ahí aparecen con cantidades medbles durante el proceso, como por ejemplo: temperatura, humedad o concentración de sustrato (Denn, 1986).
La mayoría de los primeros modelos en microbiología fueron determinísticos, agregados y no estructurados como el de Monod, que es uno de los más antiguos. Después se le han hecho varias modificaciones adicionando términos que incluyen mantenimiento, sustratos múltiples y efectos inhibitorios, entre otros. Se cuenta con varios tipos de modelos matemáticos simples que describen la cinética de crecimiento microbiano. Una de las ecuaciones más conocidas es la ecuación logística que es empleada en modelos determinísticos y empíricos, asumiendo que la velocidad específica de crecimiento disminuye como una función lineal del tanaño de la población. La velocidad de cambio de la concentración de biomasa (X) en el tiempo se representa por la ecuación
donde pm representa la tasa máxima de crecimiento y X, la concentración máxima de biomasa. Esta ecuación se ha empleado para modelar la cinética fundamental de crecimiento dentro de modelos mas complejos en FMS. Sin embargo, esta ecuación es incapaz ÚV describir lo que sucede en la fase de muerte de una cinética de biomasa en cultivos por lote.
16
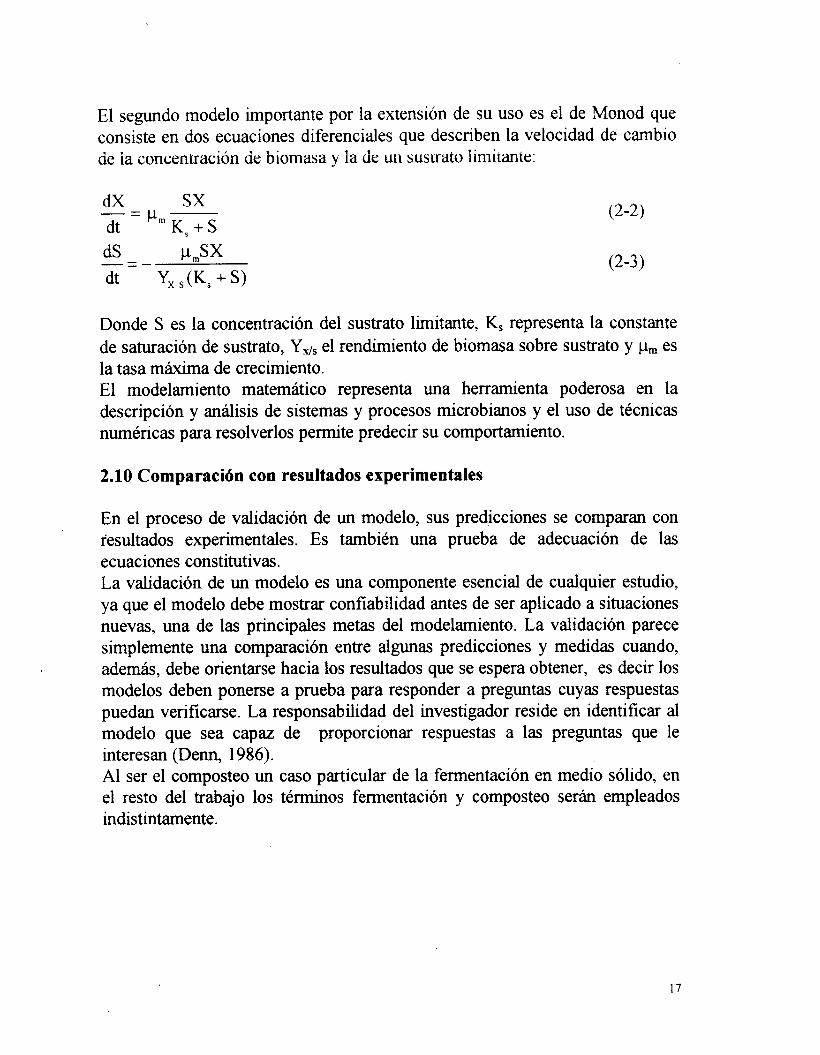
El segundo modelo importante por la extensión de su uso es el de Monod que consiste en dos ecuaciones diferenciales que describen la velocidad de cambio de ia concentración út: biomasa y la de un susirato iimiiante.
dX SX - P m dt
-- Ks + S
dt Yx,,(Ks + S)
Donde S es la concentración del sustrato limitante, K, representa la constante de saturación de sustrato, Yd, el rendirniento de biomasa sobre sustrato y pm es la tasa máxima de crecimiento. El modelamiento matemático representa una herramienta poderosa en la descripción y análisis de sistemas y procesos microbianos y el uso de técnicas numéricas para resolverlos permite predecir su comportamiento.
2.10 Comparación con resultados experimentales
En el proceso de validación de un modelo, sus predicciones se comparan con resultados experimentales. Es también una prueba de adecuación de las ecuacimes constitutivas. La validación de un modelo es una componente esencial de cualquier estudio, ya que el modelo debe mostrar confiabilidad antes de ser aplicado a situaciones nuevas, una de las principales metas del modelamiento. La validación parece simplemente una comparación entre stlgunas predicciones y medidas cuando, además, debe orientarse hacia los resultados que se espera obtener, es decir los modelos deben ponerse a prueba para responder a preguntas cuyas respuestas puedan verificarse. La responsabilidad del investigador reside en identificar al modelo que sea capaz de proporcionar respuestas a las preguntas que le interesan (Denn, 1986). Al ser el composteo un caso particular de la fermentación en medio sólido, en el resto del trabajo los términos fermentación y composteo serán empleados indistintamente.
17
3. OBJETIVOS
General:
Desarrollar un modelo dinámico que simule el comportamiento observado en un reactor biológico de lecho empacado, con base en los principios de los balances de materia y energía para las fases sólida y gaseosa, respectivamente.
Particulares:
Desarrollar un modelo que considere dos microorganismos, dos sustratos y balances de dióxido de carbono, oxigeno y energía, en las fases sólida y gaseosa.
Proponer un modelo alternativo en el que se tome en cuenta, para el balance de energía, la existencia de un sustrato y un microorganismo, sin limitaciones de oxígeno.
Comparar la respuesta predictiva dí: ambos modelos con respecto a los resultados experimentales obtenidos a partir de un bioproceso similar al modelado.
Estudiar el comportamiento dinámico del sistema cuando se le aplican variaciones en parámetros cinéticos y cle transporte para analizar la importancia de los diferentes grupos de parámetros en las respuestas del modelo.
18
4. MÉTODOS EXPERIMENTALES
3.1 Descripción del sistema de compcosteo be lodos
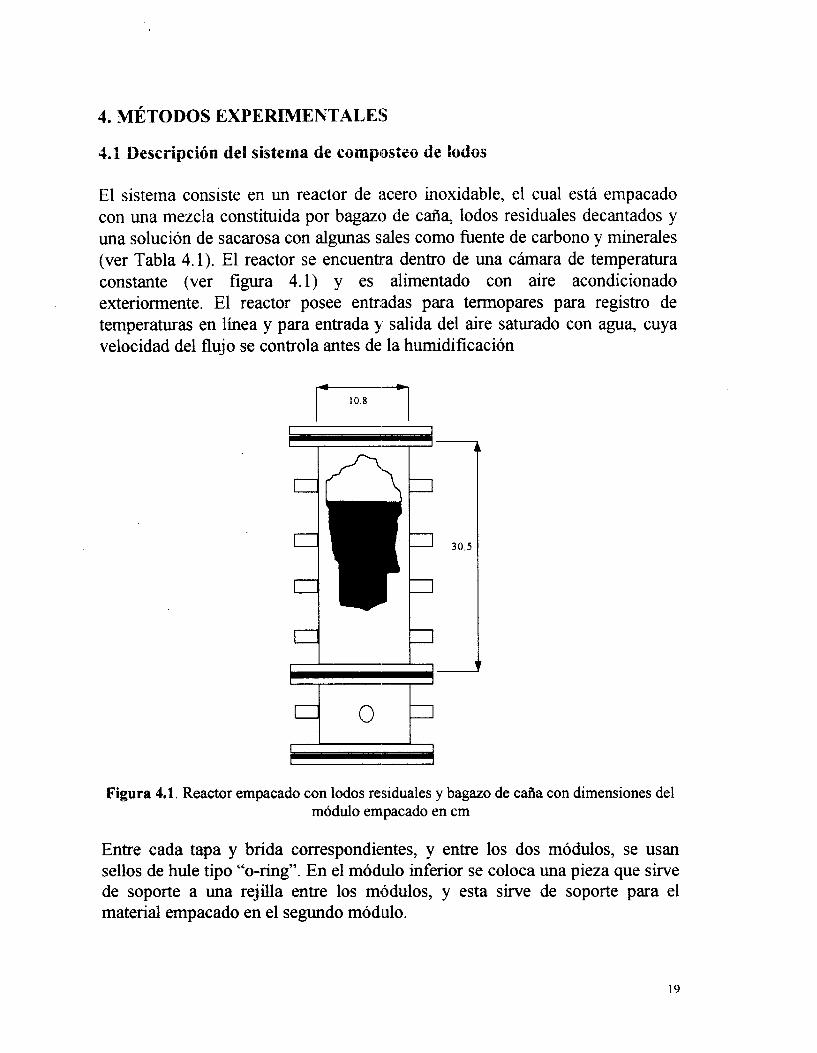
El sistema consiste en un reactor de acero inoxidable, el cual está empacado con una mezcla constituida por bagazo de caña, lodos residuales decantados y una solución de sacarosa con algunas sales como fuente de carbono y minerales (ver Tabla 4.1). El reactor se encuentra dentro de una cámara de temperatura constante (ver figura 4.1) y es alimentado con aire acondicionado exteriormente. El reactor posee entradas para termopares para registro de temperaturas en línea y para entrada y salida del aire saturado con agua, cuya velocidad del flujo se controla antes de la humidificación
30 5 3r: Figura 4.1. Reactor empacado con lodos residuales y bagazo de caña con dimensiones del
módulo empacado en cm
Entre cada tapa y brida correspondientes, y entre los dos módulos, se usan sellos de hule tipo “O-ring”. En el módulo inferior se coloca una pieza que sirve de soporte a una rejilla entre los mbdulos, y esta sirve de soporte para el material empacado en el segundo módulo.
19
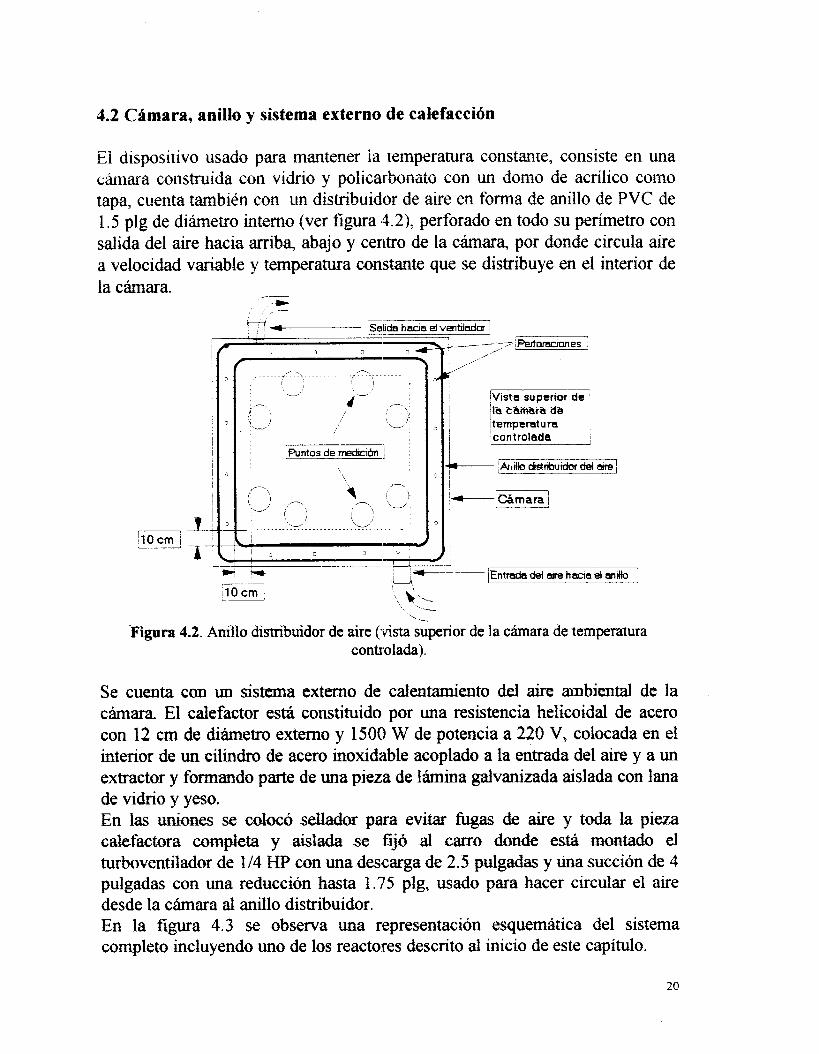
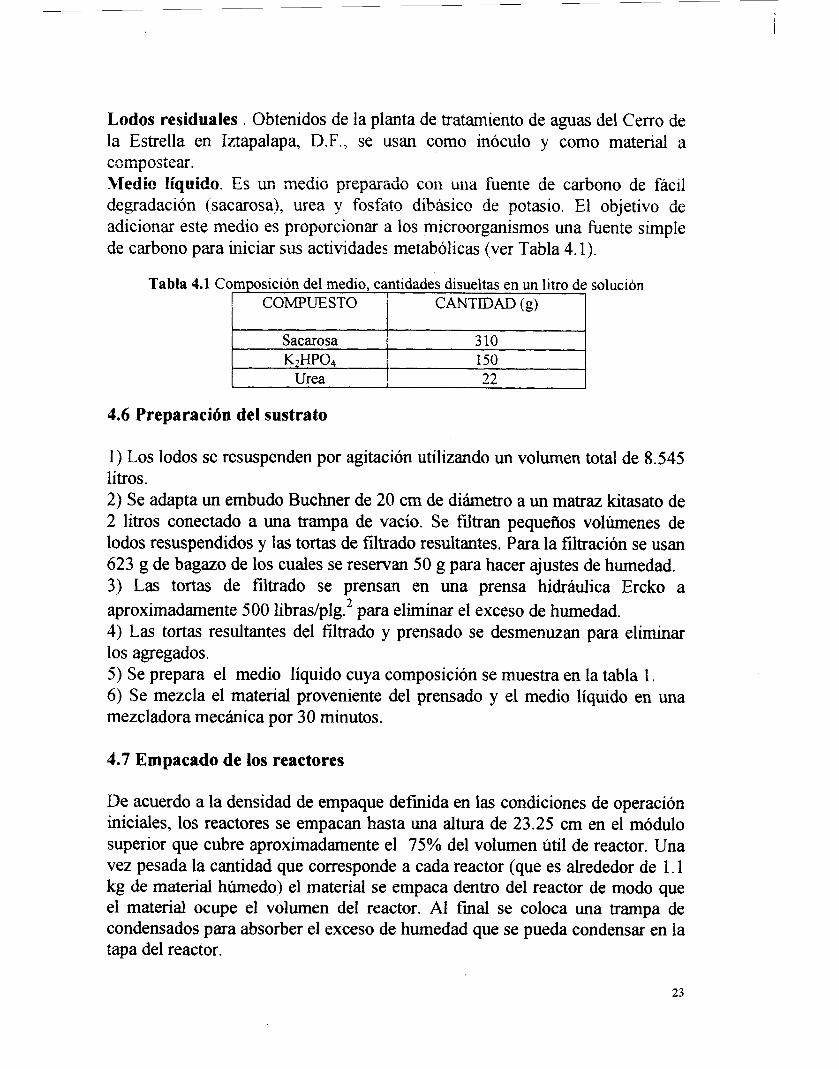
4.2 Cámara, anillo y sistema externo de calefacción
El dispositivo usado para mantener la temperatura constanre, consiste en una ~&hrliara miistniida con viílrio y policarbonato con uíi d ~ m a de acrilico coino tapa, cuenta también con un distribuidor de aire en forma de anillo de PVC de 1.5 plg de diámetro interno (ver figura 42), perforado en todo su perímetro con salida del aire hacia arriba, abajo y centro de la &ara, por donde circula aire a velocidad variable y temperatura constante que se distribuye en el interior de
/-
la cámara. -1, -
- rr'- - Salida haaa el ventdador ' n 13
'Puntos de mdimón 1
, /Vista suptrto~ da I lla cám¿ira de
~
I tempsmt u m
I ,controlada i
y Ai1HO*htdordeleirej
- I Y l-~Entmdadeiaireheclae+aniHo 1- ,
10 cm i \i -2
'\ \ ._
Figura 4.2. Anillo distnbuidor de aire (.vista superior de la cámara de temperatura controlada).
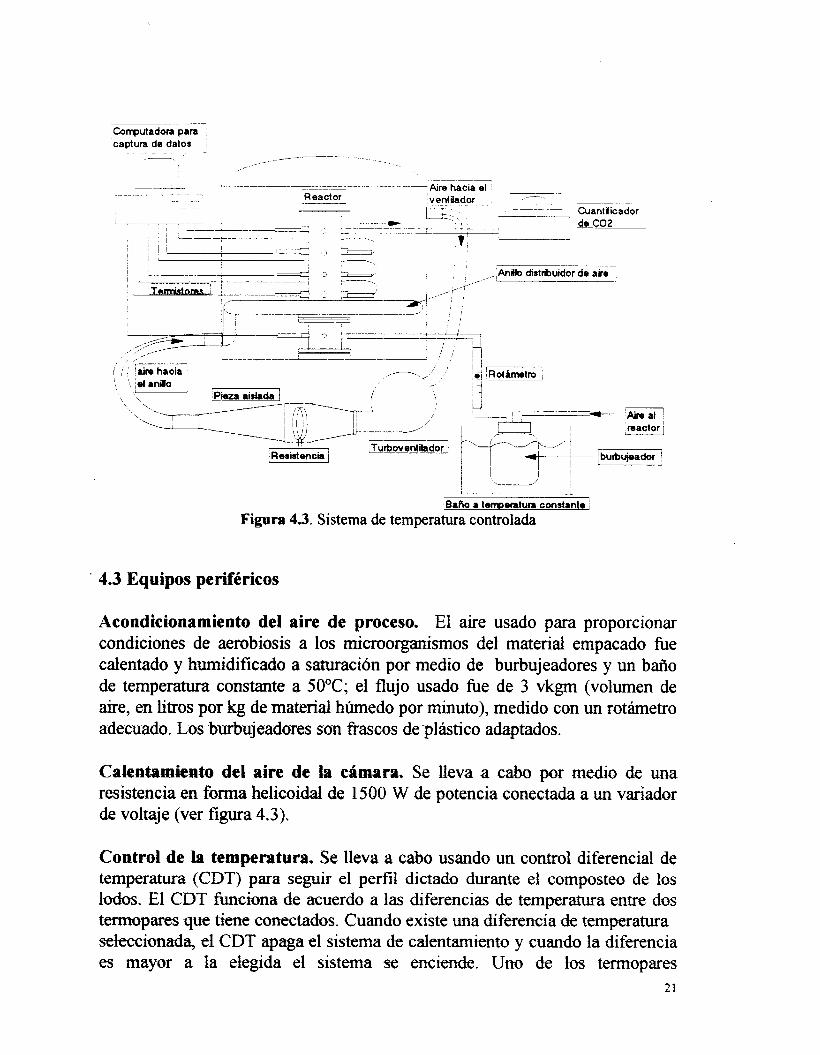
- . . . . . . . Se cuenta c m un sstema externo de caiatamiato del me arntriatal de la cámara. El calefactor esíá constituido por una resistencia helicoidal de acero con 12 cm de diámetro externo y 1500 W de potencia a 220 V, colocada en el interior de un cilindro de acero inoxiddAe acoplado a la entrada del aire y a un extractor y formando parte de una pieza de lámina galvanizada aislada con lana de vidrio y yeso. €31 las unkmes se calm6 sellador para evitar mas de aire y toda la pieza calefactora completa y aislada se fijó al carro donde está montado d turboventilador de 1/4 Mp con una descarga de 2.5 pulgadas y una succión de 4 pulgadas con una reducción hasta 1.75 plg, usado para hacer circular el aire desde la cámara al anillo distribuidor. En la figura 4.3 se observa una representación esquemática del sistema completo incluyendo uno de los reactores descrito al inicio de este capítulo.
20
I-
¡ -' :o/ 'Rotámtro
1 j x-1
,Baño a temmratura constante, Figura 4.3. Sistema de temperatura controlada
' 4.3 Equipos periféricos
Acondicionamiento del aire de proceso. El aire usado para proporcionar condiciones de aerobiosis a los mimiorganismos del material empacado fue calentado y humidificado a saturación por medio de burbujeadores y un bailo de temperatura constante a 50°C; el flujo usado fue de 3 vkgm (volumen de aire, en litros por kg de materid húmedo por minuto), medido con un rotámetro adecuado. Los burbujeadores son ~ ~ ~ S C Q S de plástico adaptados.
Calentamiento del aire de la cámara, Se lleva a cabo por medio de una resistencia en forma helicoidal de I500 W de potencia conectada a un variador de voltaje (ver fisura 4.3).
Control de la temperatura. Se lleva a cabo usando un control diferencial de temperatura (CDT) para seguir el perfil dictado durante el composteo de los lodos. El CDT funciona de acuerdo a las diferencias de temperatura entre dos tempares que tiene conectados. Cuando existe una diferencia de temperatura seleccionada, el CDT apaga el sistema de calentamiento y cuando la diferencia es mayor a la elegida el sistema se enciende. Urn de los tennopares
21
corresponde a la temperatura que controla y el otro es el del aire que rodea al reactor, es decir, el primero va en centro del rector y el segundo en el centro de la c&nara. La difcrcncia de temperatura dzseada se sslzccivria en el CGT con ei botón correspondiente. Se seleccionu ma diferencia mhxima be 2 "C.
La calibración del CDT se realiza de la manera siguiente: 1 ) Se usa un bario a temperatura constante iniciando con 40°C 2) Se conectan los termopares debidamente calibrados al CDT en las salidas correspondientes al control y el medio , hecho esto se ubican en el baño y en el interior de la cámara respectivamente. 3) Una vez preparado el sistema de control se enciende el sistema de calentamiento del aire hasta que la cámara llega a temperatura dos grados abajo de la del baiio, en ese momento se enciende el CDT y se busca el valor correspondiente a una diferencia de 2"C, de tal manera que la temperatura de la cámara siempre quede por debajo de la del reactor y asegurar que no hay un calentamiento externo del reactor.
4) Al encontrar la diferencia buscada se baja gradualmente la temperatura del baño para verificar si el control la sigue. 5 ) Después se eleva poco a poco la temperatura y se observa que la diferencia
de 2°C entre el bailo y la cámara se mantenga.
4.4 Equipos de medición
C02 . Se utiliza un cuantificador de COZ que mide en un rango de 0-5%v/v. Previo a este dispositivo de medición se usa una trampa de humedad.
Temperatura . Se emplean dos multiplexores para conectar los termopares tipo K, que se utilizan para monitorear los valores de temperatura en los diferentes puntos dentro de los reactores. También se usa una computadora con un programa de captura de datos de temperatura adaptado a los termistores conectados en uno de los reactores.
4.5 Material para el lecho empacada
Bagazo de caña. Proveniente del ingenio Emiliano Zapata (Morelos) secado al sol y tamizado por malla # 4 , sin lavar. Se usa como soporte y como fuente de carbono de dificil degradación
22
Lodos residuales . Obtenidos de la planta de tratamiento de aguas del Cerro de la Estrella en Iztapalapa, D.F., se usan como inóculo y como material a compostear. Medio líquido. Es un medio piepaiido con uiia fuente de carbono de fácil degradación (sacarosa), urea y fosfato dibásico de potasio. El objetivo de adicionar este medio es proporcionar a los microorganismos una fuente simple de carbono para iniciar sus actividades metabólicas (ver Tabla 4.1).
Tabla 4.1 Com sición del medio, cantidades disueltas en un litro de solución COMPUESTO
~
3 10 150
4.6 Preparación del sustrato
I ) Los Iodos se resuspenden por agitación utilizando un volumen total de 8.545 litros. 2) Se adapta un embudo Buchner de 20 cm de diámetro a un matraz lutasato de 2 litros conectado a una trampa de vacío. Se filtran pequeños volúmenes de lodos resuspendidos y las tortas de filtrado resultantes. Para la fiitración se usan 623 g de bagazo de los cuales se reservan 50 g para hacer ajustes de humedad. 3) Las tortas de filtrado se prensan en una prensa hidráulica Ercko a aproximadamente 500 libras/plg.2 para eliminar el exceso de humedad. 4) Las tortas resultantes del filtrado y prensado se desmenuzan para eliminar los agregados. 5 ) Se prepara el medio líquido cuya clomposición se muestra en la tabla 1. 6) Se mezcla el material proveniente del prensado y el medio líquido en una mezcladora mecánica por 30 minutos.
4.7 Empacado de los reactores
De acuerdo a la densidad de empaque definida en las condiciones de operación iniciales, los reactores se empacan hasta una altura de 23.25 cm en el módulo superior que cubre aproximadamente el 75% del volumen útil de reactor. Una vez pesada la cantidad que corresponde a cada reactor (que es alrededor de 1.1 kg de material húmedo) el material se empaca dentro del reactor de modo que el material ocupe el volumen del reactor. Al final se coloca una trampa de condensados para absorber el exceso de humedad que se pueda condensar en la tapa del reactor.
23
4.8 Condiciones de operación para el composteo de Iodos
Temperatura de la chmara: variable, de la ambiental a 50°C Densidad de empaque. SO0 k g h 3 Humedad inicial del material: 6794 Potencia usada en la resistencia de calentamiento: 1200 W (80%) pH inicial del sustrato: 8.45 Aire de proceso:
Flujo: 3 vkgm Temperatura:variable de 25 a 50°C Humedad relativa: 95%
Tiempo total de fermentación: 288 Ih Tiempos de muestreo: O, 48,96 y li!O h
4.9 Variables a cuantificar
Se cuantificarán el pH, el COZ, contenido de carbono y nitrógeno totales y la temperatura.
4.10 Técnicas de cuantificación
PH 1) A un gramo de muestra húmeda se le agregan 9 ml de agua destilada 2) Se agita por 10 min y se dejar reposar por 20 min 3) Se toma la lectura directamente en un potenciómetro
Contenido de humedad
1 ) Se tara una charola de aluminio previamente secada a peso constante 2) Depositar 5 g de material húmedo en cada charola 3) Secar en la estufa a 60°C por 24 h 4) Pesar la charola con el material seco y determinar por diferencia el contenido de humedad.
Contenido de carbono, hidrógeno y nitrógeno
1) Se toma una muestra de material composteado y seco 2) Se tamiza por malla 30 moliendo previamente el material con un mortero 3) Dejar la cantidad que llene un tubo vial en la estufa a 60°C por 2 h 4) Se utilizó la técnica de análisis en el CHN Analyzer de Perkin-Elmer
24
5. MODELAMIENTO DE UN REACTOR DE LECHO EMPACADO Para proponer cualquier modelo matemático es necesario defuiir las consideraciones hechas para las ecuaciones que lo constituyen. A continuación se eniistan Ias consideraciones hechas en el desarroilo dei presente modelo agrupadas en fisicas y biológicas.
5.1 Consideraciones físicas : Se consideran dos fases
1 . Una fase sólida inmóvil que contiene a los sustratos, a la biomasa y el agua. 2. Una fase gaseosa móvil compuesta por aire y vapor de agua.
Se considera que la composición del sustrato, la distribución del agua y de la biomasa, son homogéneas en todo el volumen del reactor. Hay dispersión radial y axial de masa. No se considera convección radial ni angular de la fase gaseosa. Hay dispersión radial y axial de calor. Existe transferencia de masa a través de las interfases. La temperatura local de la fase gaseosa y sólida es la misma en un punto específico del reactor. La velocidad promedio de la fase gaseosa a través del reactor es constante. No hay disminución de volumen en el material empacado. El aire dentro del reactor permanece saturado durante el composteo
5.2 Consideraciones biológicas: Sólo dos tipos de microorganismos se consideran dominantes en este bioproceso: bacterias y hongos (en lo sucesivo simbolizados como X1 y X,). Solamente se toman en cuenta dos tipos de sustrato (en lo sucesivo representados como Si y Sa). Uno es la sacarosa agregada en solución y el segundo es el constituido por el bagazo de caña (ver capítulo anterior). Un tipo de microorganismo degrada sólo un tipo de sustrato (XI degrada a Si y X2 a Sa), es decir no hay degradación cruzada. En el consumo de oxígeno y de: sustratos se consideran las tasas de mantenimiento. La tasa global de producción de biomasa se considera que depende, simultáneamente, del consumo del sustrato y del oxígeno, además se considera una tasa de muerte. El producto principal es el COZ Los microorganismos solamente crecen en la superficie del soporte. El soporte no es inerte, es susceptible de ser degradado parcialmente. Esta degradación no es significativa.
25
5.3 Modelo propuesto Las ecuaciones que se proponen parten de los balances de materia y energía en ambas fases, tomando en cuenta los diferentes mecanismos de transporte. 5.3.1 Balances de materia. Se desmolla tin balance para cada uno de los constituyentes de las fases involucradas en la transferencia de masa, considerando que el oxígeno se absorbe en la superficie acuosa de las partículas sólidas para después ser tornado por los microorganismos en forma soluble.
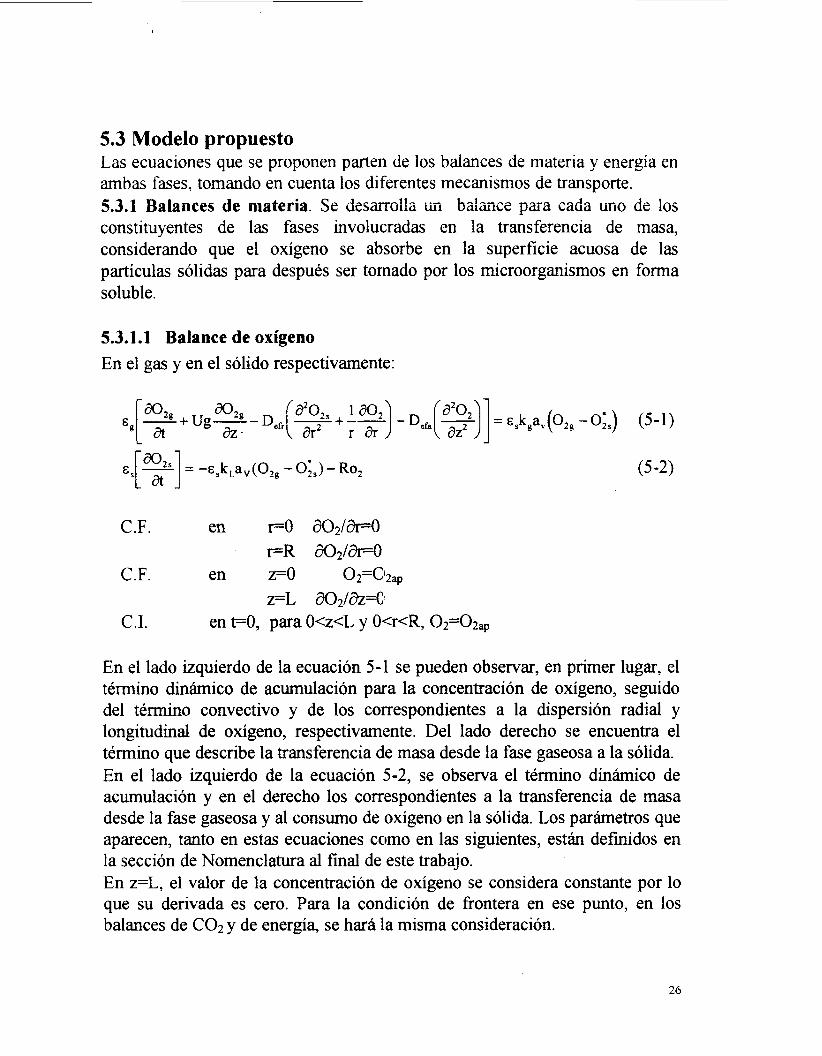
5.3.1.1 Balance de oxígeno En el gas y en el sólido respectivamente:
[m2g + U g - - D e f r ( s + - L - ) 1 8 0 - D e h ( ~ ) ] = azo, ~,k,a,(O,, -O;,) (5-1) dz. dr2 r dr E8
E,[%] = -~,k,a,(O,, - O;,) - Ro, (5-2)
C.F. en F O do2/dr-O FR ¿302/C)r=O
C.F. en z=o 0 2 = 0 2 a p
z=L a02/&=01 C.I. en PO, para O<z<L y O-<r<R, 0 2 = 0 2 a p
En el lado izquierdo de la ecuación 5-1 se pueden observar, en primer lugar, el término dinámico de acumulación para la concentración de oxígeno, seguido del término convectivo y de los coirespondientes a la dispersión radial y longitudinal de oxígeno, respectivamente. Del lado derecho se encuentra el término que describe la transferencia de masa desde la fase gaseosa a la sólida. En el lado izquierdo de la ecuación 5-2, se observa el término dinámico de acumulación y en el derecho los correspondientes a la transferencia de masa desde la fase gaseosa y al consumo de oxígeno en la sólida. Los parámetros que aparecen, tanto en estas ecuaciones como en las siguientes, están defmidos en la sección de Nomenclatura al final de este trabajo. En z=L, el valor de la concentración tie oxígeno se considera constante por lo que su derivada es cero. Para la condición de frontera en ese punto, en los balances de COZ y de energía, se hará la misma consideración.
26
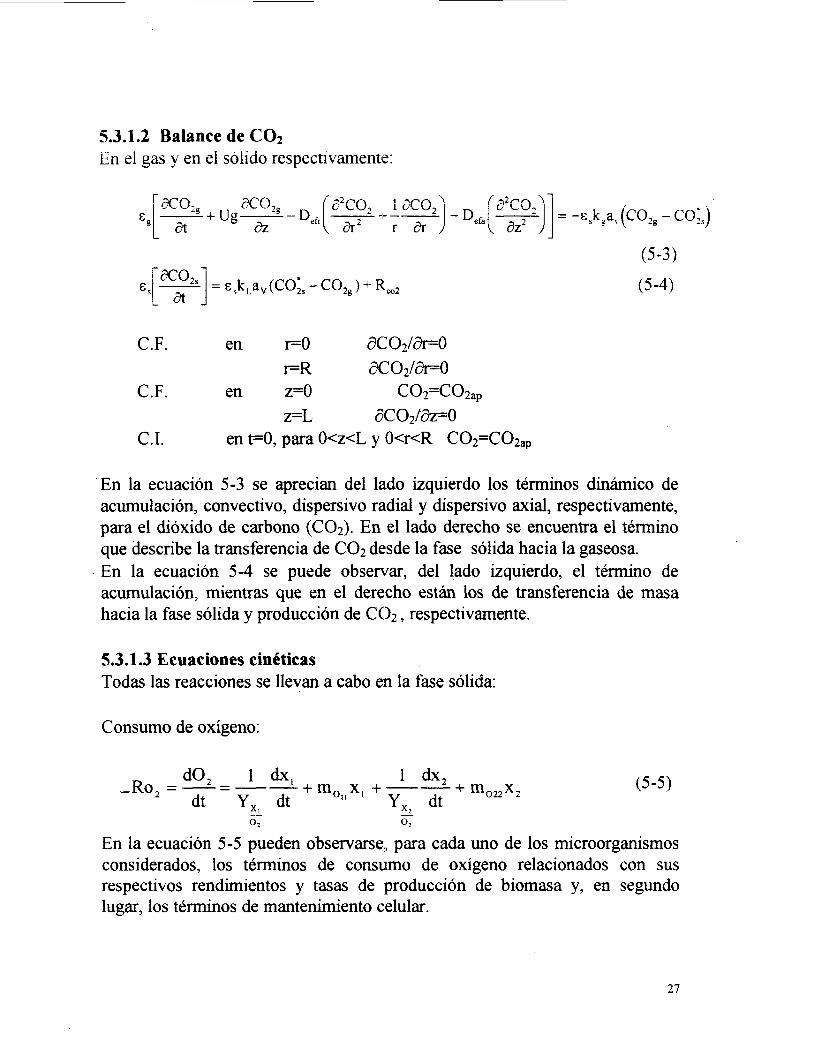
5.3.1.2 Balance de COZ íin el gas y en el soiicio respectivamente:
= &,kLav(CO;, - CO,,) + Rm2 4 1 (5-3)
(5-4)
C.F. en i-O dC:02/aFO F R a:02/&=0
C.F. en z=o c02=c0zap z=L dCO2/dz=O
C.I. en t=O, para O<z<L y O<r<R C02=C02,p
En la ecuación 5-3 se aprecian del lado izquierdo los términos dinámico de acumulación, convectivo, dispersivo radial y dispersivo axial, respectivamente, para el dióxido de carbono (COZ). En el lado derecho se encuentra el término que describe la transferencia de COZ desde la fase sólida hacia la gaseosa.
. En la ecuación 5-4 se puede observar, del lado izquierdo, el término de acumulación, mientras que en el derecho están los de transferencia de masa hacia la fase sólida y producción de C02, respectivamente.
5.3.1.3 Ecuaciones cinéticas Todas las reacciones se llevan a cabo en la fase sólida:
Consumo de oxígeno:
1 dx, 1 dx, + mozzxz + mol, x , + -- do2 -
dt Y, - dt y- dt -Ro2 = -- -- (5 -5)
o2 o2
En la ecuación 5-5 pueden observarse., para cada uno de los microorganismos considerados, los términos de consumo de oxígeno relacionados con sus respectivos rendimientos y tasas de ]producción de biomasa y, en segundo lugar, los términos de mantenimiento celular.
21
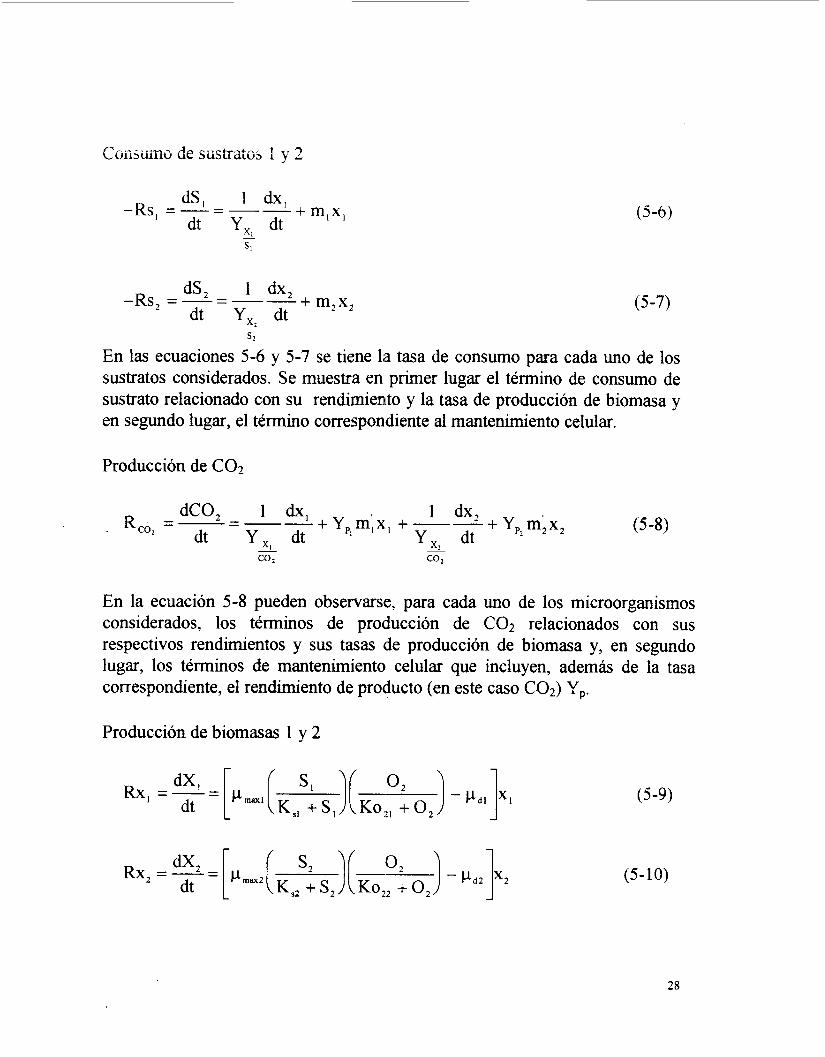
(5-7)
SZ
En las ecuaciones 5-6 y 5-7 se tiene la tasa de consumo para cada uno de los sustratos considerados. Se muestra en primer lugar el término de consumo de sustrato relacionado con su rendimiento y la tasa de producción de biomasa y en segundo lugar, el término correspondiente al mantenimiento celular.
Producción de CO;!
En la ecuación 5-8 pueden observarse, para cada uno de los microorganismos considerados, los términos de producción de C02 relacionados con sus respectivos rendimientos y sus tasas de producción de biomasa y, en segundo lugar, los términos de mantenimiento celular que incluyen, además de la tasa correspondiente, el rendimiento de producto (en este caso C02) Yp.
Producción de biomasas 1 y 2
(5-10)
28

En las ecuaciones 5-9 y 5-10 se observa la tasa de producción de biomasa, para cada microorganismo. En cada caso, se aprecia que ia tasa de crecimiento ceiuiai depende tarito del sustrato wit t'spoiidieiite como de la coiicentraciúri cie oxígeno, &si como de una tasa de muerte pa.
5.3.2 Balance de energía . Se considera que las contribuciones principales al aumento de temperatura en la seudofase se deben al calor generado en las reacciones de consumo de sustrato y producción de biomasa.
(5-1 1) C.F. en F O d?'ldr=O
C.F. en z=o T=T,
C.I.
FR -b( dTl&)=h( Tm-T)
z=L dTl&=O en t-O, para O<z<L y O<r<R, T=T,I,
En la ecuación 5-1 1 se tiene en primer lugar el téimino convectivo. El segundo es la sumatoria de todas las reacciones de producción de calor presentes dentro del reactor. Los términos tercero y cuarto corresponden a la dispersión radial y axial del calor, respectivamente.
29
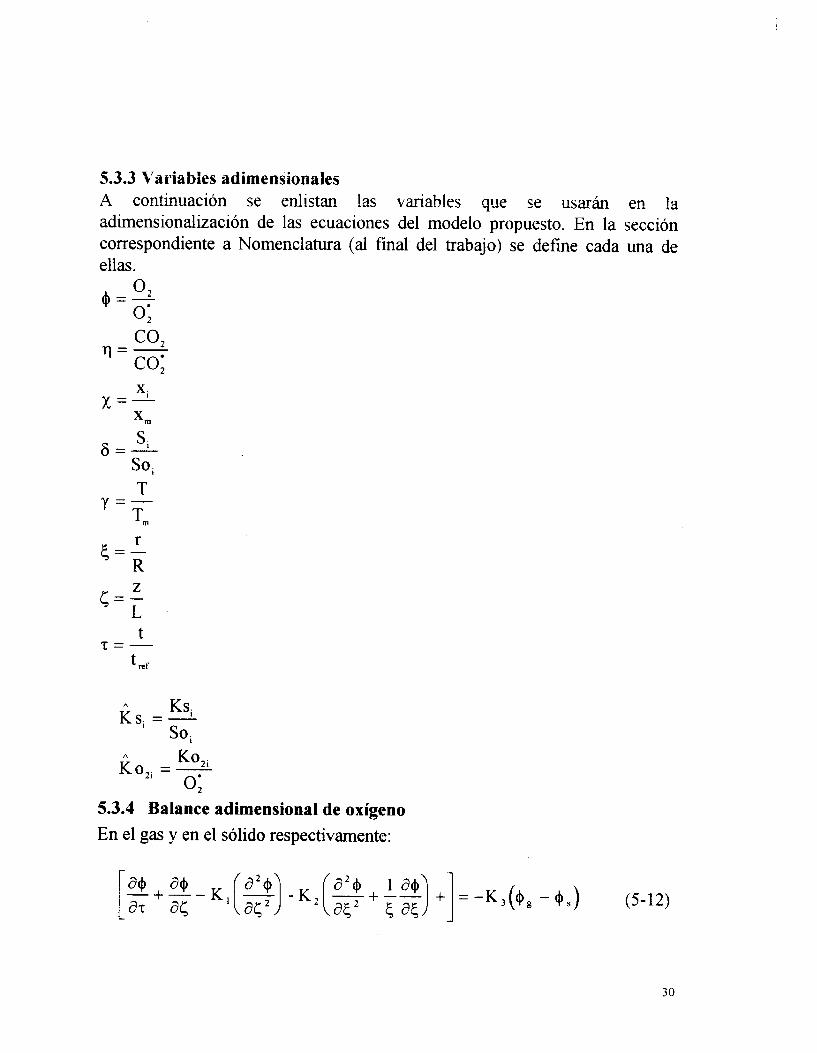
53.3 Variables adimensionales ,4 continuacibn se enlistan !as variables que se usarán en la adimensionalización de las ecuaciones del modelo propuesto. En la sección correspondiente a Nomenclatura (al final del trabajo) se defme cada una de ellas.
O,
T y = - T m
A Ksi Ksi =- so
A
' 0 2 ,
o: KO,; =-
5.3.4 Balance adimensional de oxígeno
En el gas y en el sólido respectivamente:
30
(5-13)
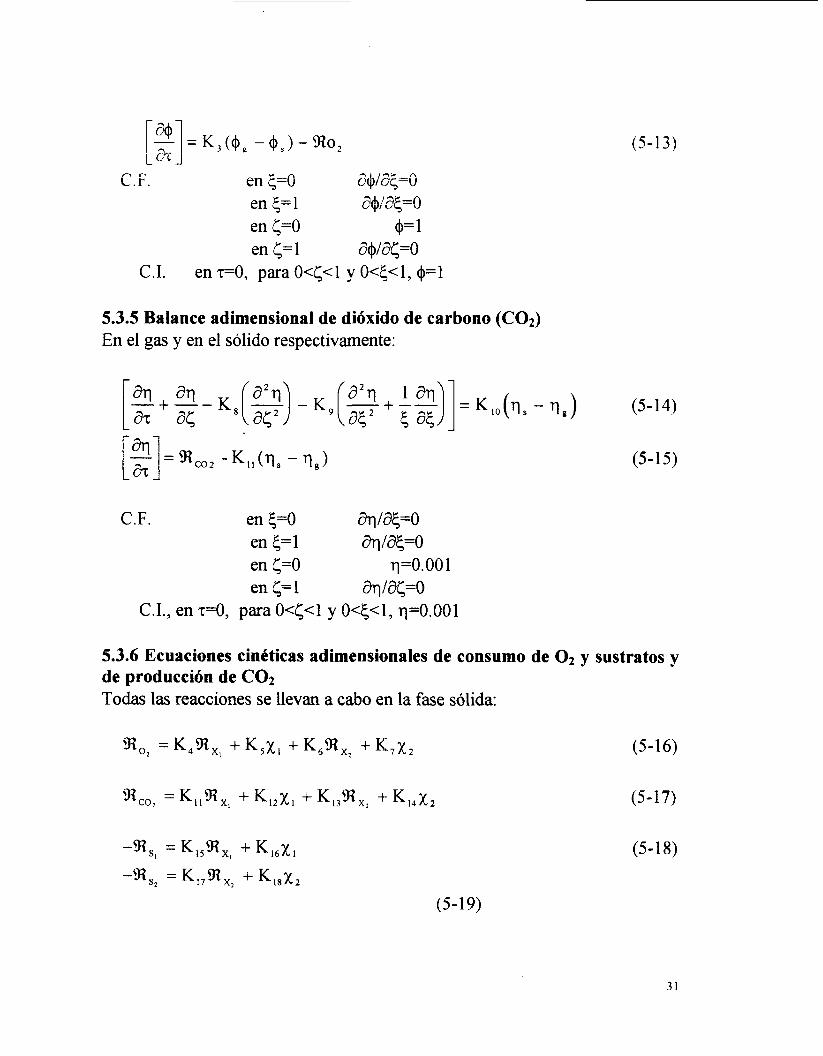
5.3.5 Balance adimensionai de dióxido de carbono (C02) En el gas y en el sólido respectivamente:
(5-15)
C.F. en c=O &l/ac=0 en &=l f?tlI’¿?c=0 en <=O q=O.OOl en c=l ¿%ll@<=O
C.I., en T=O, para O<<<l y 0<5<S, q=O.OOl
5.3.6 Ecuaciones cinéticas adimensionaies de consumo de O2 y sustratos y de producción de COL Todas las reacciones se llevan a cabo en la fase sólida:
(5-16)
(5-17)
(5- 18)
3 1
(5-21)
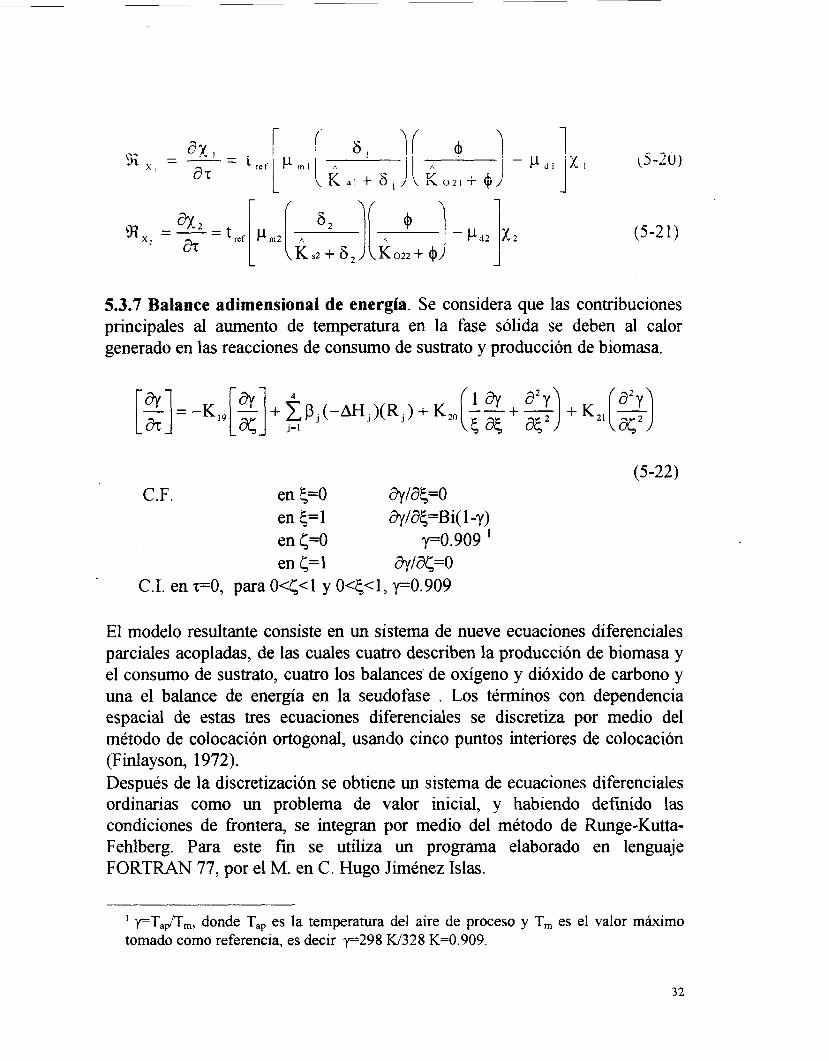
5.3.7 Balance adimensional de energía. Se considera que las contribuciones principales al aumento de temperatura en la fase sólida se deben al calor generado en las reacciones de consumo de sustrato y producción de biomasa.
(5-22) C.F. en k=O */ag=0
en c=l */aC=Bi( 1 -y) en <=O ~ 0 . 9 0 9 ' en c=l */a<=0
C.I. en T=O, para O<<<l y O<&l, ~ 0 . 9 0 9
El modelo resultante consiste en un sistema de nueve ecuaciones diferenciales parciales acopladas, de las cuales cuatro describen la producción de biomasa y el consumo de sustrato, cuatro los balances de oxígeno y dióxido de carbono y una el balance de energía en la seuclofase . Los términos con dependencia espacial de estas tres ecuaciones diferenciales se discretiza por medio del método de colocación ortogonal, usando cinco puntos interiores de colocación (Finlayson, 1972). Después de la discretización se obtiene un sistema de ecuaciones diferenciales ordinarias como un problema de valor inicial, y habiendo defmido las condiciones de frontera, se integran por medio del método de Runge-Kutta- Fehlberg. Para este fm se utiliza un programa elaborado en lenguaje FORTRAN 77, por el M. en C. Hugo Jirnénez Islas.
y=T,dT,, donde Tap es la temperatura del aire de proceso y T, es el valor máximo tomado como referencia, es decir y2298 W328 K=0.909.
32
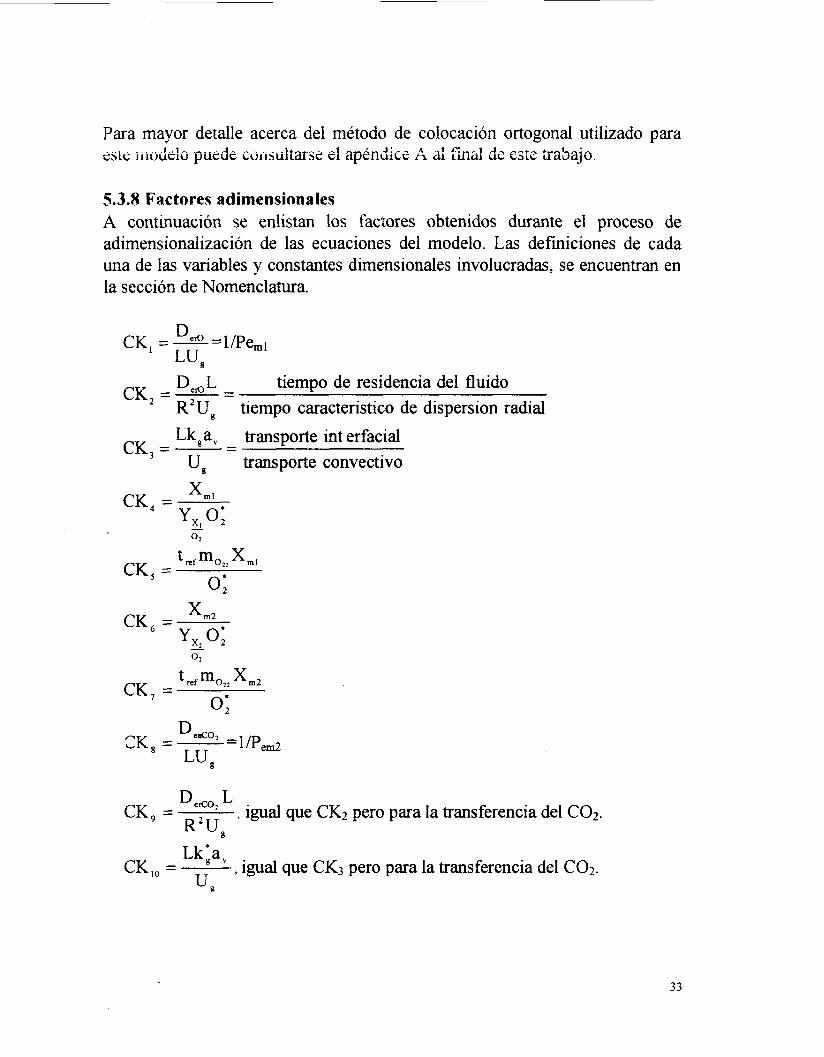
Para mayor detalle acerca del método de colocación ortogonal utilizado para este iiidelo pi~ede wnsdtarsz el apiindic A a: &id dc eatc trabajo.
5.3,8 Facto res ad imension ales A continuación se enlistan los factores obtenidos durante el proceso de adimensionalización de las ecuaciones del modelo. Las defmiciones de cada una de las variables y constantes dimensionales involucradas, se encuentran en la sección de Nomenclatura.
D,,L - R2Ug L k p v transporte int erfacial CIS,=-- - u, transporte convectivo
tiempo de residencia del fluido tiempo caracteristico de dispersion radial
CK, =--
-
* m l CK, =
, igual que CK2 pero para la transferencia del COZ. L o 2 L ‘Kg = R2U,
Lkia, CK,, = , igual que CK3 pero para la transferencia del COZ.
U%
33
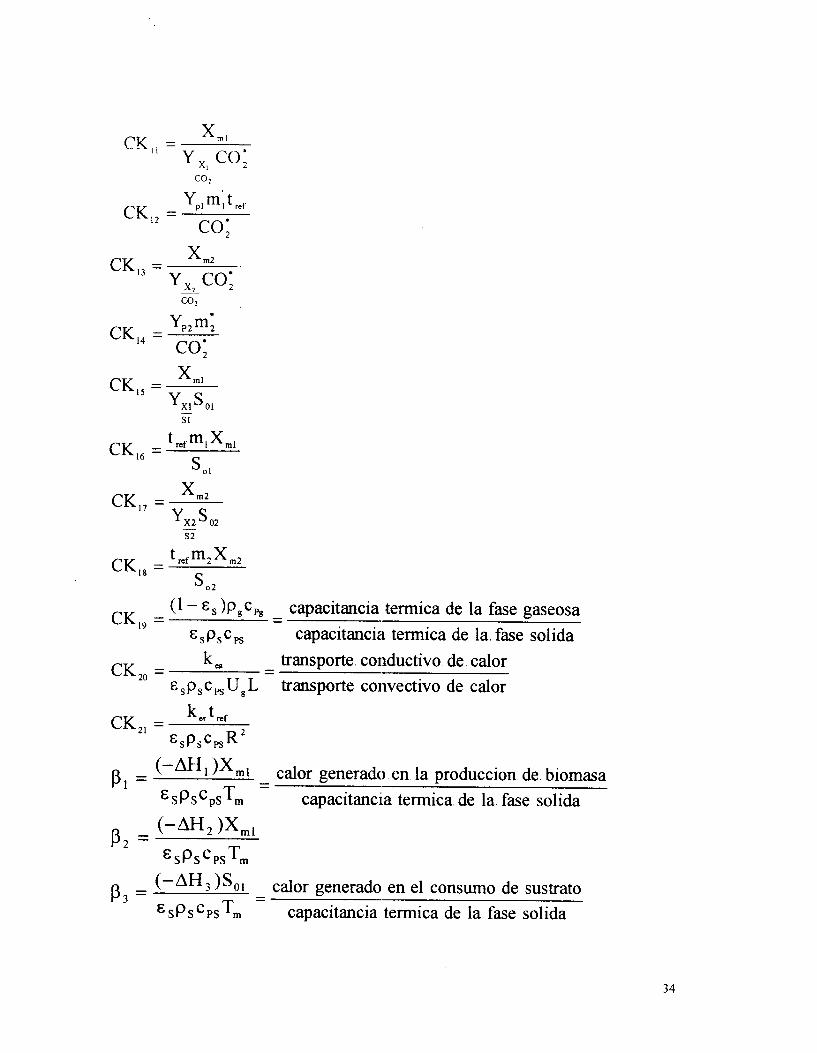
C K , , = X m l
’ Y, co; co,
‘pi mi t ref
co; CIS,, =
x, Yx, co; CK,, =
CK,, = Y,2m;
co;
s2
(1 - E s )pgcpg
&sPsC,
E p c ps Ug L
capacitancia termica de la fase gaseosa capacitancia tennica de la. fase solida
- CK,, = -
transporte conductivo de calor transporte corivectivo de calor
- CK,, = kea -
(-AH 1 )xml
EsPsCpsTrn calor generado en la produccion de biomasa
capacitancia termica de la fase solida - P1 = -
(-AH 3 )so* calor generado en el consumo de sustrato capacitancia termica de la fase solida
- - c T I 3 3 =
‘SPS PS m
34

5.4 Un modelo de prueba para el composteo de Iodos en reactores de lecho empacado Antes de resolver el modelo bidimensional con dos sustratos y dos microorganismos, dependiente del oxígeno en la fase sólida, se propone un primer modelo, que solamente toma en cuenta el crecimiento de un microorganismo consumidor de un solo sustrato (sacarosa) y que no depende de la cantidad de oxígeno en el sólido. El fm de esto es comparar los resultados producidos por los dos modelos y determinar si uno más sencillo resuelve el problema satisfactoriamente. Es también un primer acercamiento a la comprensión del proceso y a los mecanismos que lo controlan. Para este modelo previo, se conserva la ecuaci6n de balance de COL, tanto en el sólido como en el gas, y la ecuación de balance de calor. Se presenta a continuación el modelo de prueba, adimensionalizado.
5.4.1 Balance adimensional de COZ En el gas y en el sólido respectivamente:
C.F. en {=O */8{=0 en {=l */ag=o en <=O q=O.OOl en <=l &llat;=O
C.I. en z-O, para O<&<l y 0<&1, q=O.OOl
(5-23)
(5 -24)
5.4.2 Ecuaciones cinéticas adimensionales de consumo de sustrato y de producción de COL Todas las reacciones se llevan a cabo en la fase sólida:
35
(5 -25)
(5-26)
(5-27)
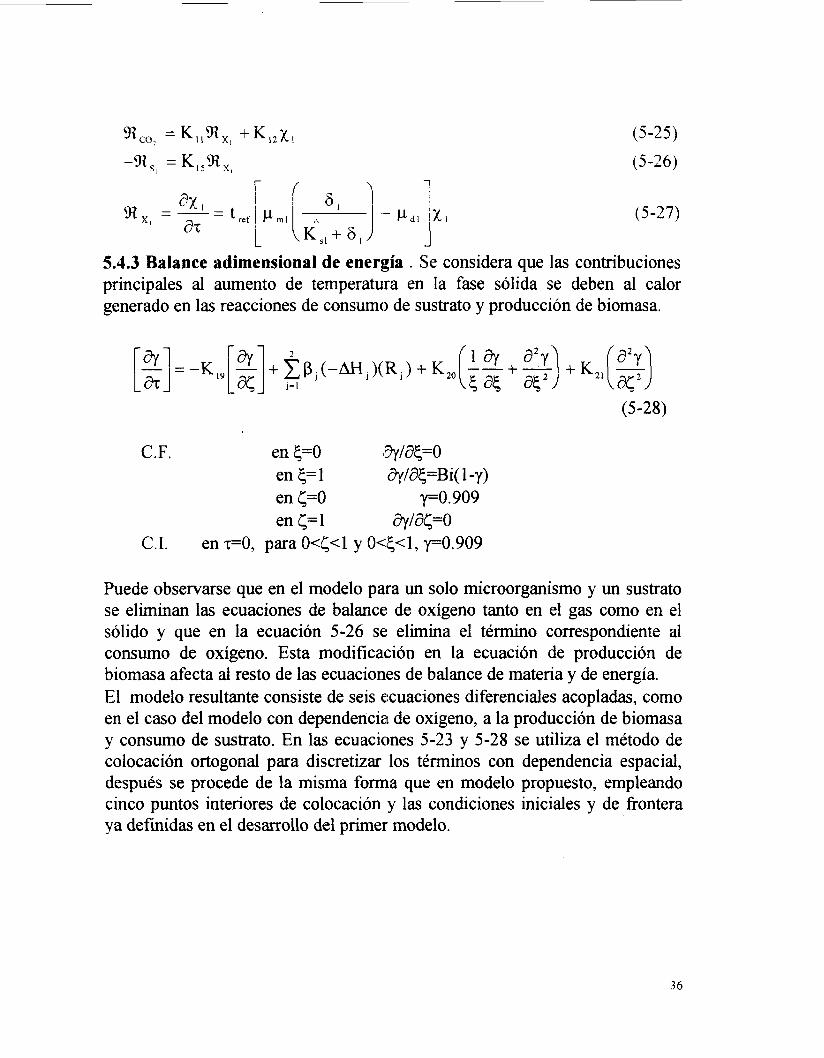
5.4.3 Balance adimensional de energía . Se considera que las contribuciones principales al aumento de temperatura en la fase sólida se deben al calor generado en las reacciones de consumo de sustrato y producción de biomasa.
(5-28)
C.F. en c=O 13y/ag=o en c=i @&=Si( 1 -y) en c=O ~ 0 . 9 0 9
en z=O, para O<c<l y 0-+1, ~ 0 . 9 0 9 en <=i @/ac=O
C.I.
Puede observarse que en el modelo para un solo microorganismo y un sustrato se eliminan las ecuaciones de balance: de oxígeno tanto en el gas como en el sólido y que en la ecuación 5-26 se: elimina el término correspondiente al consumo de oxígeno. Esta modificación en la ecuación de producción de biomasa afecta ai resto de las ecuaciones de balance de materia y de energía. El modelo resultante consiste de seis ecuaciones diferenciales acopladas, como en el caso del modelo con dependencia de oxígeno, a la producción de biomasa y consumo de sustrato. En las ecuaciones 5-23 y 5-28 se utiliza el método de colocación ortogonal para discretizar los términos con dependencia espacial, después se procede de la misma forma que en modelo propuesto, empleando cinco puntos interiores de colocación y las condiciones iniciales y de frontera ya definidas en el desarrollo del primer modelo.
36
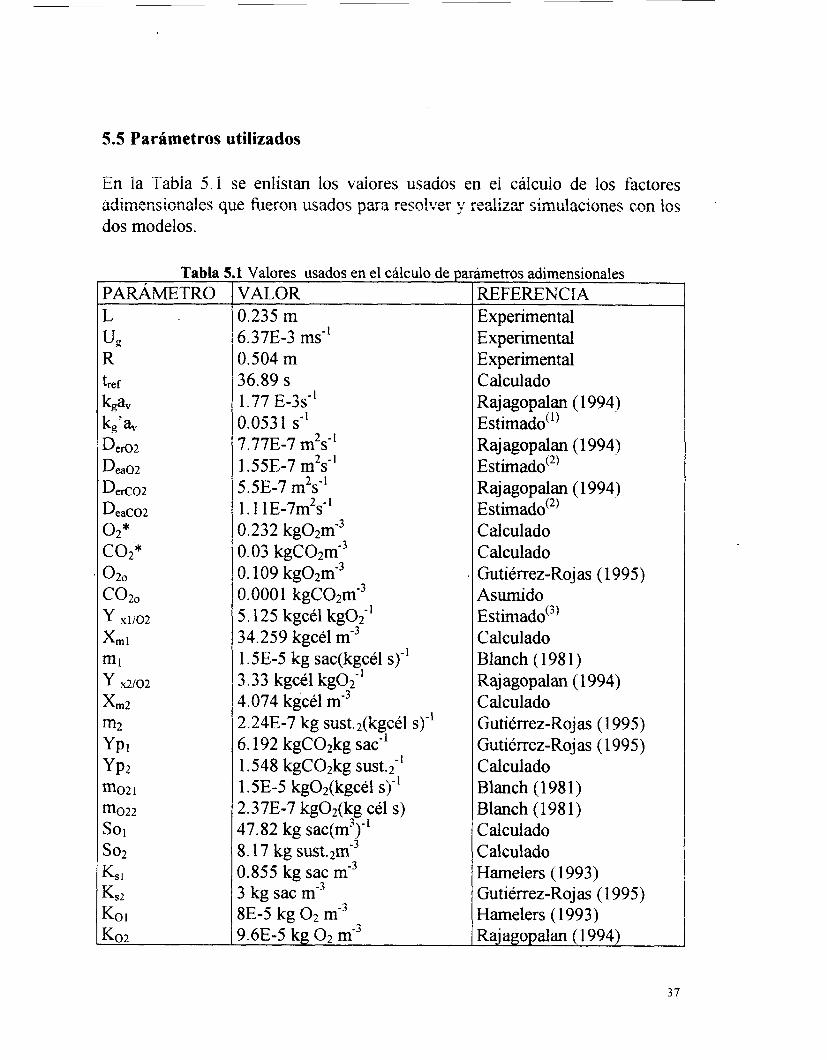
5.5 Parámetros utilizados
En ia rabia 5.1 se enlistan los vaiores usaaos en e¡ cálculo de los factores iidlmensionales que heron usados para resobier y redizar simulaciones C Q ~ IGS dos modelos.
Tabla ! PARÁMETRO
1 Valores usados en el cálculo de pi VALOR 0.235 m 6.37E-3 ms-' 0.504 m 36.89 s 1.77 E-3s" 0.0531 s.' 7.7713-7 m2s" 1 S5E-7 m 2 d 5.5E-7 m2s-l 1.1 1E-7m2s-' 0.232 kg02m'3 0.03 kgC02m'3 O. 109 kg02m" 0.0001 kgC02m-3 5.125 kgcél kg0;' 34.259 kgcél m-3 1.5E-5 kg sac(kgcé1 s)-l
3.3 3 kgcél kg0;' 4.074 kgcél m-3
6.192 kgC02kg sac-' 2.24E-7 kg sust.2(kgcél s)-'
1.548 kgCO2kg sust.2 1.5E-5 kgOi(kgcé1 S;T' 2.37E-7 kg02(kg cél S)
- 1
47.82 kg sac(m3)-' 8.1 7 kg ~ u s t . ~ m - ~ 0.855 kg sac mm3 3 kg sac m'3 8E-5 kg O2 m-3 9.6E-5 kg 0 2 m-3
tmetros adimensionales REFERENCIA
~~
Experimental Experimental Experimental Calculado Rajagopalan (1 994) Es timado(') Raj agopalan (1 994) Est imado'2' Raj agopalan ( 1 994) Es timado(2) Calculado Calculado Gutiérrez-Rojas (1995) Asumido E ~timado(~) Calculado Blanch (198 1) Raj agopalan ( 1994) Calculado Gutiérrez-Rojas (1 995) Gutiérrez-Rojas (1995) Calculado Blanch (1 98 1) Blanch (1 98 1) Calculado Calculado Hamelers ( 1993) Gutiérrez-Roj as ( 1995) Hamelers ( 1993) Rajagopalan (1 994)
37
1
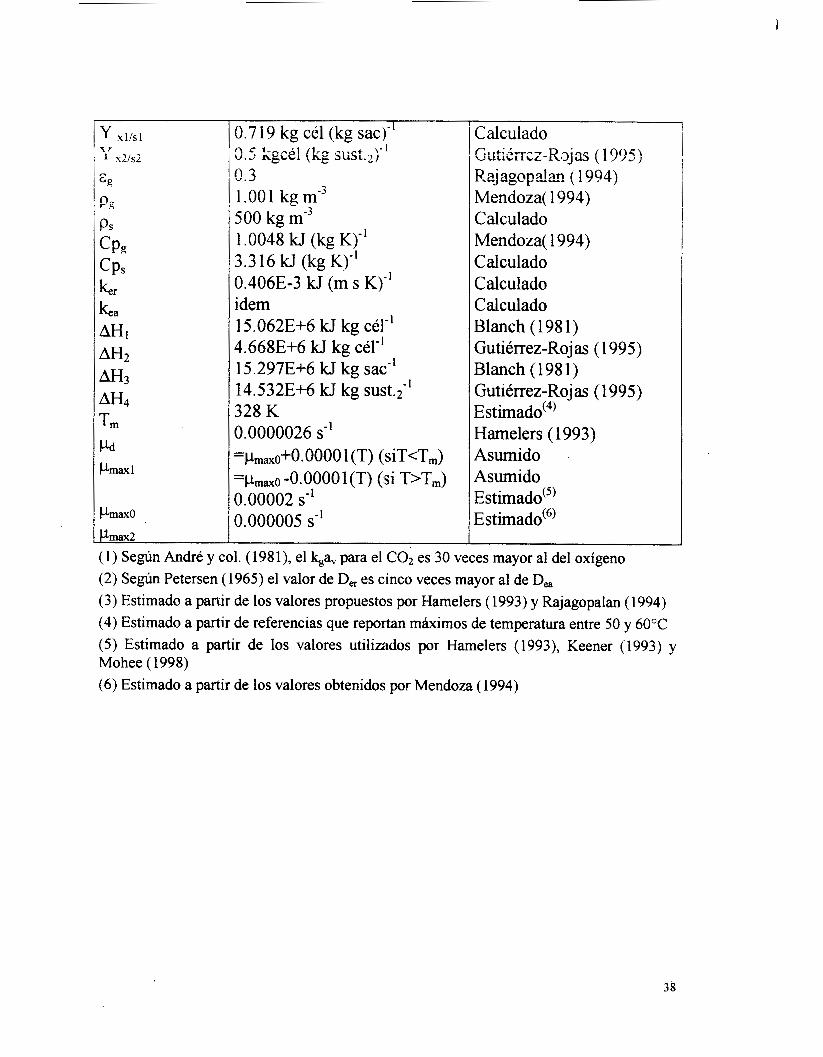
O. 7 19 kg cél (kg sac)-'
n.3 1.001 kg m-3 500 kg m-3 1.0048 kJ (kg K)-' 3.3 16 W (kg K)-' 0.406E-3 kJ (m s K)-' idem 15.062E+6 W kg cél-' 4.668E+6 kJ kg cél-' 15.297E+6 kJ kg sac-' 14.532E+6 W kg sust.;' 328 K 0.0000026 sml
3.5 kgzél (kg SUSt.J'
= ~ ~ ~ o + O . O O O O 1 (T) (siT<T,) - - p m a o -O.OOOOl(T) (si T>T,) 0.00002 s-I 0.000005 s-'
(1) Según André y col. (1981), el k,& para el COZ es 30 vc
Calculado Guti&-rzz-Rt3jas ( 13%) Raj agoplan ( 1994) Mendoza( 1994) Calculado Mendoza( 1994) Calculado Calculado Calculado Blanch (1981) Gutiérrez-Roj as ( 1 995) Blanch (1 98 1) Gutiérrez-Rojas (1 995) estimad^'^' Hamelers ( 1993) Asumido Asumido Estimado(') Estimadot6)
es mayor al del oxígeno (2) Según Petersen (1965) el valor de D, es cinco veces mayor al de D, (3) Estimado a partir de los valores propuestos por Hamelers (1993) y Rajagopalan ( 1 994) (4) Estimado a partir de referencias que reportan máximos de temperatura entre 50 y 60°C (5) Estimado a partir de los valores utilizados por Hamelers (1993), Keener (1993) y Mohee (1998) (6) Estimado a partir de los valores obtenidos por Mendoza (1994)
38
6.RESULTADOS
XI S1
co2 T
6.1 Itlodelo para un solo microorganismo y un solo sustrato, sin limitación de oxigsno
iniciales @ e 0 :<o I 6.85 kg/m3 so1 46.82 kg/m3
co20 0.0001 kg/m3 'To 25°C (298 K)
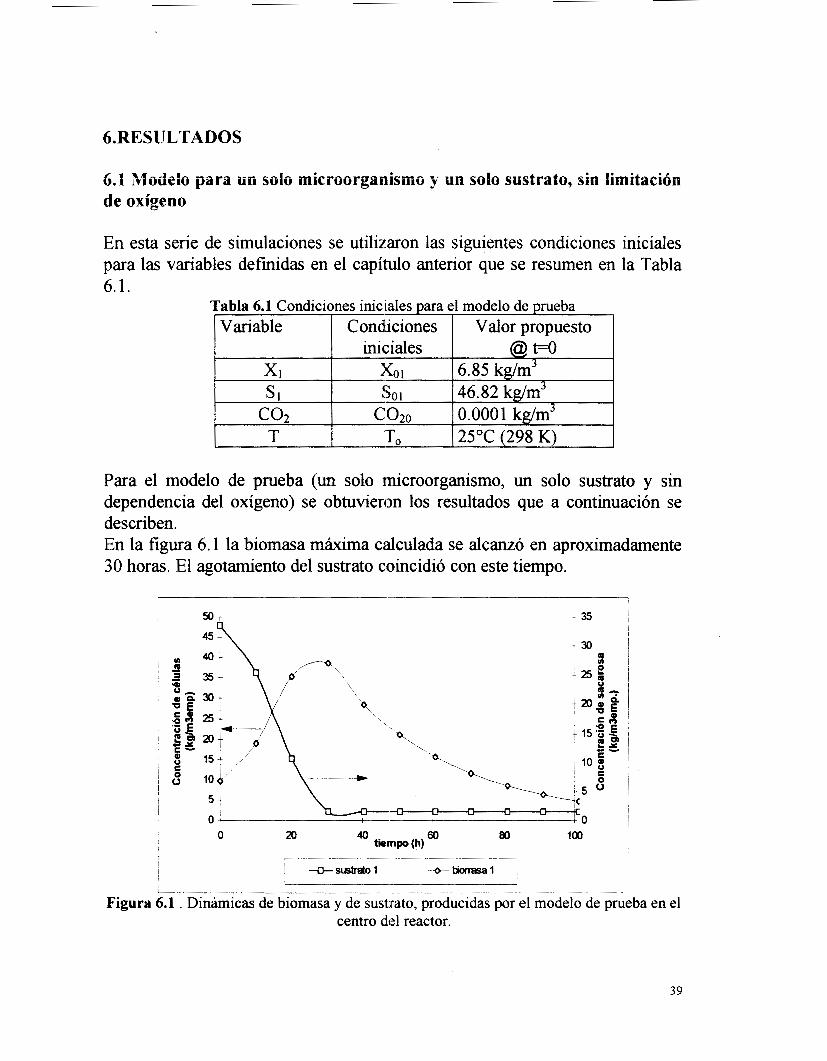
En esta serie de simulaciones se utilizaron las siguientes condiciones iniciales para las variables definidas en el capítulo anterior que se resumen en la Tabla 6.1.
Tabla 6.1 Condiciones iniciales para el modelo de prueba I Variable 1 ConcBiciones I Valor propuesto I
Para el modelo de prueba (un solo microorganismo, un solo sustrato y sin dependencia del oxígeno) se obtuvieron los resultados que a continuación se describen. En la figura 6.1 la biomasa máxima calculada se alcanzó en aproximadamente 30 horas. El agotamiento del sustrato coincidió con este tiempo.
-35
1 i z i204 E - 1 5 % I E
22 + 10 c 8
___) '\ I C
1 e 8 %\,
C I \ '*,
I 5 4 I n Y " u "
Y Y Y y: n
t o I
O 20 40 60 80 100 üempo (h) I I I 1 -c-suStratol + ~ 1 ' I I
Figura 6.1 . Dinámicas de biomasa y de sustrato, producidas por el modelo de prueba en el centro del reactor.
39
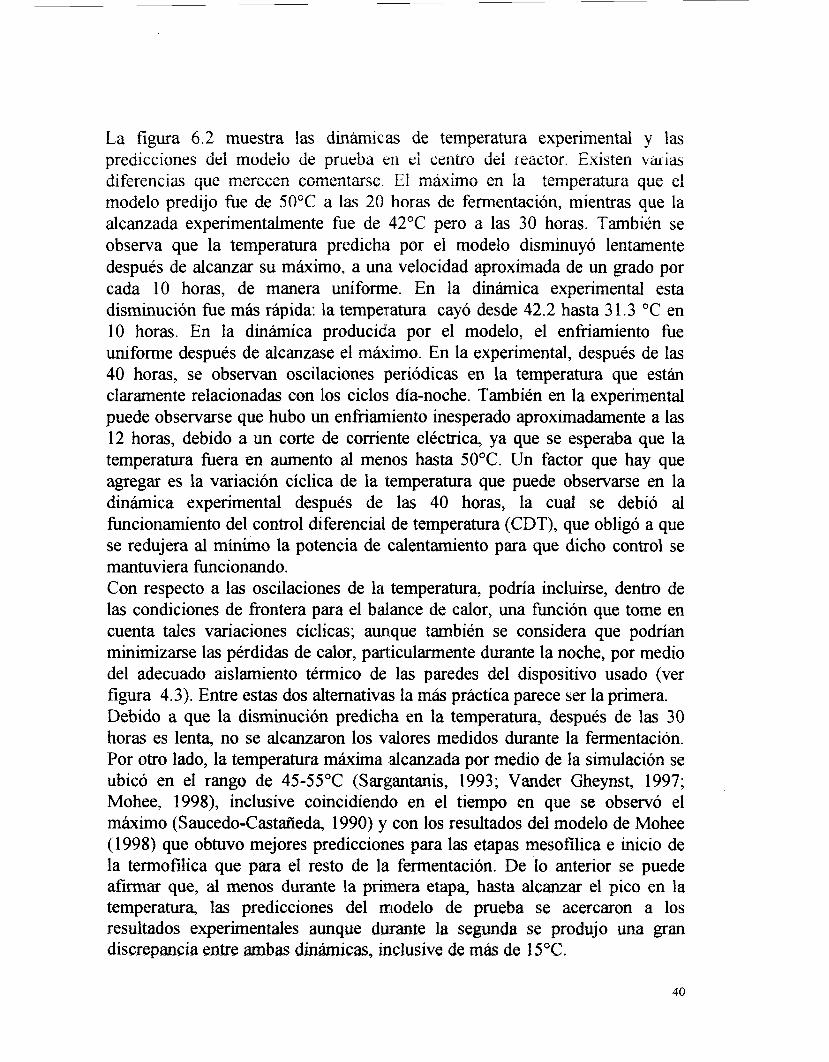
La figura 6.2 muestra las dinámicas de temperatura experimental y las predicciones del modelo de prueba en el ceiltro d d factor. Existen v&&, diferencias que mcrcccn comentarsc. El máximo en la temperatura que el modelo predijo fue de 50°C: a las 20 horas de fermentación, mientras que la alcanzada experimentalmente fue de 42°C pero a las 30 horas. También se observa que la temperatura predicha por el modelo disminuyó lentamente después de alcanzar su máximo, a una velocidad aproximada de un grado por cada 10 horas, de manera unifornie. En la dinámica experimental esta disminución fue más rápida: la temperatura cayó desde 42.2 hasta 31.3 "C en 10 horas. En la dinámica producida por el modelo, el enffiamiento fue uniforme después de alcanzase el máximo. En la experimental, después de las 40 horas, se observan oscilaciones periódicas en la temperatura que están claramente relacionadas con los ciclos día-noche. También en la experimental puede observarse que hubo un enfriamiento inesperado aproximadamente a las 12 horas, debido a un corte de corriente eléctrica, ya que se esperaba que la temperatura fuera en aumento al menos hasta 50°C. Un factor que hay que agregar es la variación cíclica de la temperatura que puede observarse en la dinámica experimental después de las 40 horas, la cual se debió al funcionamiento del control diferencial de temperatura (CDT), que obligó a que se redujera al mínimo la potencia de calentamiento para que dicho control se mantuviera funcionando. Con respecto a las oscilaciones de la temperatura, podría incluirse, dentro de las condiciones de frontera para el balance de calor, una función que tome en cuenta tales variaciones cíclicas; aunque también se considera que podrían minimizarse las pérdidas de calor, particularmente durante la noche, por medio del adecuado aislamiento térmico de las paredes del dispositivo usado (ver figura 4.3). Entre estas dos alternativas la más práctica parece ser la primera. Debido a que la disminución predicha en la temperatura, después de las 30 horas es lenta, no se alcanzaron los valores medidos durante la fermentación. Por otro lado, la temperatura máxima dcanzada por medio de la simulación se ubicó en el rango de 4555°C (Sargantanis, 1993; Vander Gheynst, 1997; Mohee, 1998), inclusive coincidiendo en el tiempo en que se observó el máximo (Saucedo-Castafíeda, 1990) y con los resultados del modelo de Mohee (1998) que obtuvo mejores predicciones para las etapas mesofilica e inicio de la termofilica que para el resto de la fermentación. De lo anterior se puede afirmar que, al menos durante la primera etapa, hasta alcanzar el pico en la temperatura, las predicciones del modelo de prueba se acercaron a los resultados experimentales aunque durante la segunda se produjo una gran discrepancia en@e ambas dinámicas, inclusive de rnb de 15°C.
40
55 -
50
e 40 a U
E 35 % 30 + 25
20 i- O 20 40 60 80 100 ~
1 +tenp. ped. +tenp. real j ! I I
tiempo (h) I
Figura 6.2 Dinámicas de temperatura experimental y la predicción del modelo en el centro del reactor
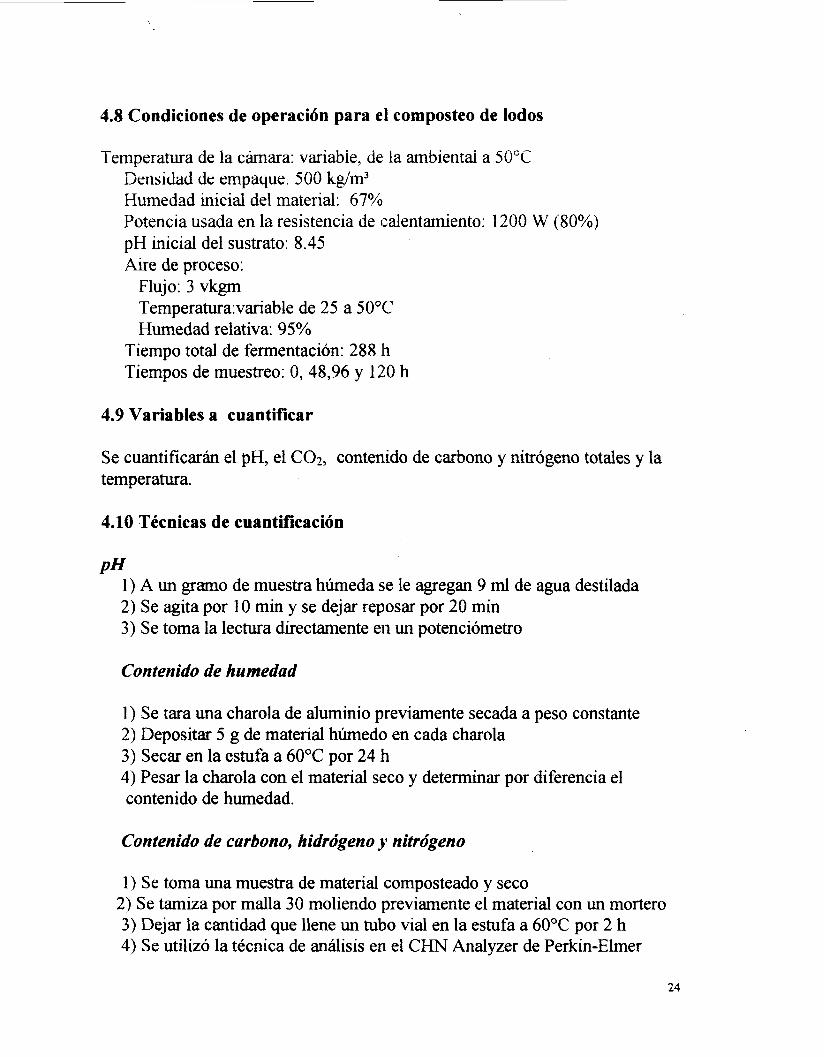
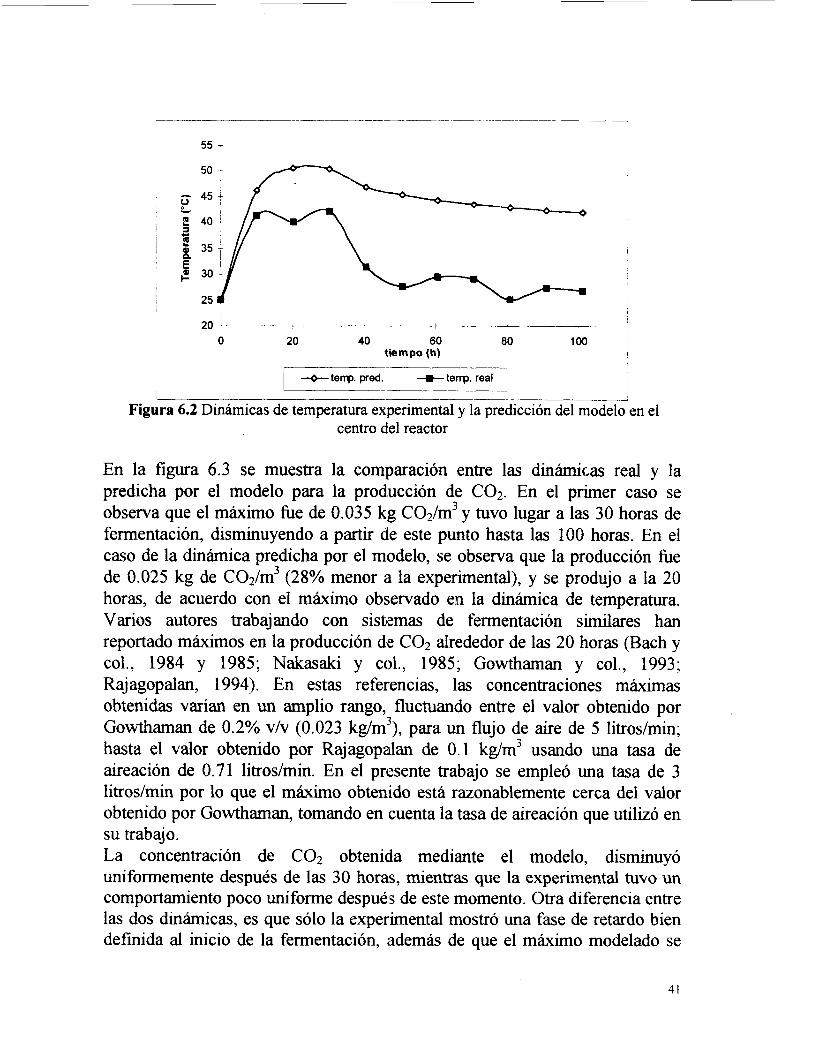
En la figura 6.3 se muestra la comparación entre las dinámicas real y la predicha por el modelo para la producción de COZ. En el primer caso se observa que el máximo fue de 0.035 kg C02/m3 y tuvo lugar a las 30 horas de fermentación, disminuyendo a partir de este punto hasta las 100 horas. En el caso de la dinámica predicha por el modelo, se observa que la producción fue de 0.025 kg de C02/m3 (28% menor a la experimental), y se produjo a la 20 horas, de acuerdo con el máximo observado en la dinámica de temperatura. Varios autores trabajando con sistemas de fermentación similares han reportado máximos en la producción de COZ alrededor de las 20 horas (Bach y col., 1984 y 1985; Nakasaki y col., 1985; Gowthaman y col., 1993; Rajagopalan, 1994). En estas referencias, las concentraciones máximas obtenidas varían en un amplio rango, fluctuando entre el valor obtenido por Gowthaman de 0.2% vlv (0.023 kg/m.’), para un flujo de aire de 5 litros/min; hasta el valor obtenido por Rajagopalan de 0.1 kg/m3 usando una tasa de aireación de 0.71 litros/min. En el presente trabajo se empleó una tasa de 3 litros/min por lo que el máximo obtenido está razonablemente cerca del valor obtenido por Gowthaman, tomando en cuenta la tasa de aireación que utilizó en su trabajo. La concentración de C 0 2 obtenida mediante el modelo, disminuyó uniformemente después de las 30 horas, mientras que la experimental tuvo un comportamiento poco uniforme después de este momento. Otra diferencia entre las dos dinámicas, es que sólo la experimental mostró una fase de retardo bien definida al inicio de la fermentación, además de que el máximo modelado se
41
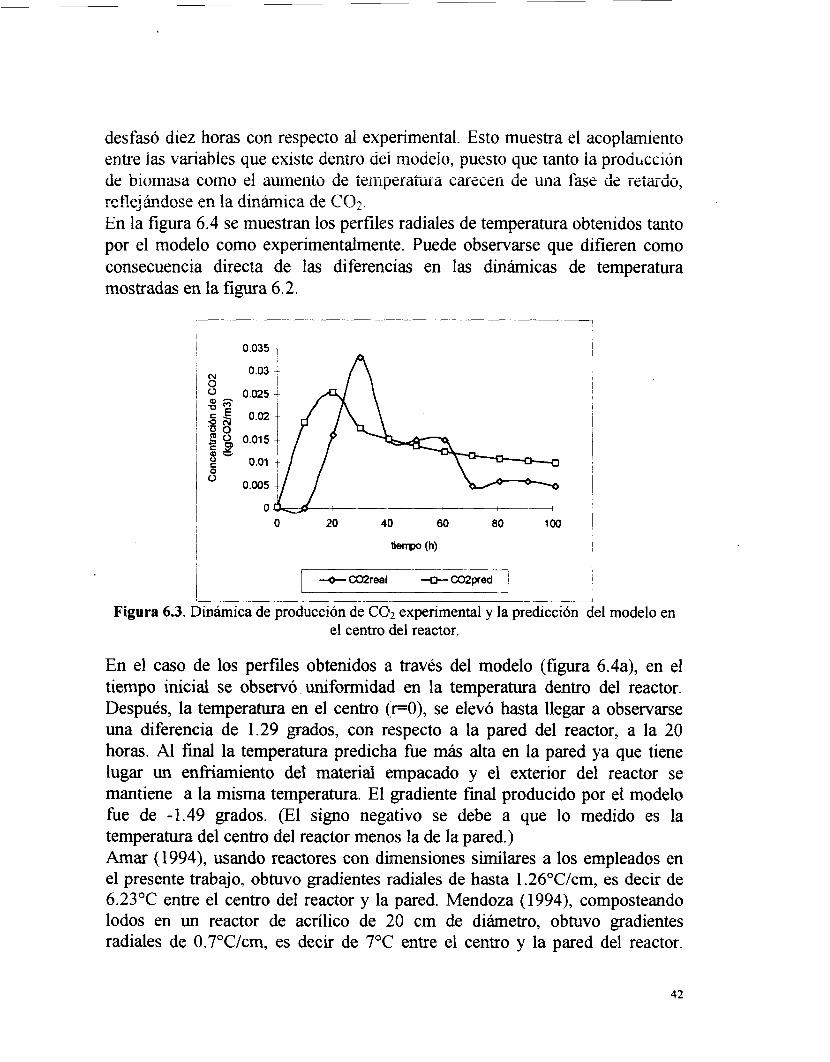
desfasó diez horas con respecto al experimental. Esto muestra el acoplamiento entre las variables que existe dentro áei modelo, puesto que tanto ¡a proailcción de bioniasa corno el aumento de isiiipwitüia carecen de una fase de reíado, refi,ejbAdose en la dinámica de Coi. En la figura 6.4 se muestran los perfiles radiales de temperatura obtenidos tanto por el modelo como experimentaimerite. Puede observarse que difieren como consecuencia directa de las diferencias en las dinámicas de temperatura mostradas en la figura 6.2.
0.035
0.03
0 0.025 o 4 g + a 0.02
52 s
5 0 2 0 0.015
0.01
0.005
O
a ,
O 20 40 60 80 100
bnpo (h)
Figura 6.3. uinámica de producción de Col1 experimental y la predicción I
el centro del reactor. le1 modelo en
En el caso de los perfiles obtenidos SL través del modelo (figura 6.4a), en el tiempo inicial se observó uniformidad en la temperatura dentro del reactor. Después, la temperatura en el centro @=O)? se elevó hasta llegar a observarse una diferencia de 1.29 grados, con respecto a la pared del reactor, a la 20 horas. AI final la temperatura predicha fue más alta en la pared ya que tiene lugar un enfr-iamiento del material empacado y el exterior del reactor se mantiene a la misma temperatura. El gradiente fmal producido por el modelo fue de -1.49 grados. (El signo negativo se debe a que lo medido es la temperatura del centro del reactor menos la de la pared.) Amar (1 994), usando reactores con dimensiones similares a los empleados en el presente trabajo, obtuvo gradientes radiales de hasta 1.26"C/cm, es decir de 6.23"C entre el centro del reactor y la pared. Mendoza (1994), composteando lodos en un reactor de acrílico de 20 cm de diámetro, obtuvo gradientes radiales de 0.7"C/cm, es decir de 7°C entre el centro y la pared del reactor.
42
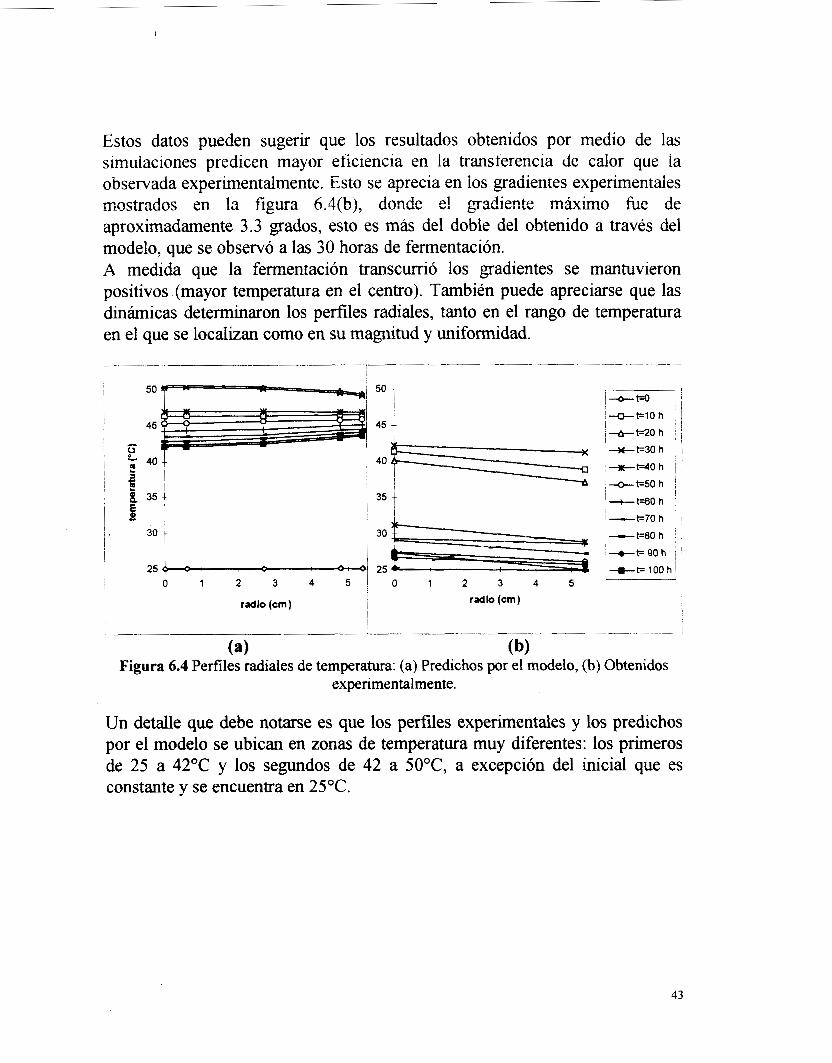
Estos datos pueden sugerir que los resultados obtenidos por medio de las simulaciones predicen mayor eiíciencia en la transterencia tie calor que la observada experimentalmente. Esto se aprecia en los graciientes experimentaies mostrados en la figura 6.4(1?), donde e! gadiei,te máximo fix de aproximadamente 3.3 grados, esto es más del doble del obtenido a través del modelo, que se observó a las 30 horas de fermentación. A medida que la fermentación transcurrió los gradientes se mantuvieron positivos (mayor temperatura en el centro). También puede apreciarse que las dinámicas determinaron los perfdes radiales, tanto en el rango de temperatura en el que se localizan corno en su magnitud y uniformidad.
fi 351 E l
A C . 25b 2 , . , O 1 2 3 4 5
radio (cm)
o 1 2 3 4 5 --I
radio (cm) i
Figura 6.4 Perfiles radiales de temperatura: (a) Predichos por el modelo, (b) Obtenidos experimentalmente.
Un detalle que debe notase es que los perfiles experimentales y los predichos por el modelo se ubican en zonas de temperatura muy diferentes: los primeros de 25 a 42°C y los segundos de 42 ;a 5OoC, a excepción del inicial que es constante y se encuentra en 25°C.
43
Conclusiones parciales
Ci riiodeio predice temperaturas iej mas a las expzrimentales, prácticamente después de las primeras horas de fermentación. Esto podría deberse al efecto de la concentración de oxígeno dentro del modelo y que en este caso no ha sido considerado. En el caso de la producción de COL se puede observar que las predicción hecha por el modelo de prueba se acerca a la experimental y tiene una tendencia muy parecida aunque no se alcance el máximo tanto en magmtud como en tiempo. Los perfiles radiales de temperatura predichos por el modelo son distintos a los experimentales. Los gradientes radiales obtenidos por medio del modelo no son similares a los experimentales, debido a que reflejan la evolución de la temperatura en ambos casos.
En el siguiente capítulo se analizarán los resultados de la simulación realizada con el modelo que toma en cuenta las variables propuestas en los objetivos, es decir, dos sustratos, dos tipos de microorganismos, oxígeno y COZ en fase gaseosa y sólida y la temperatura en ésta última.
44
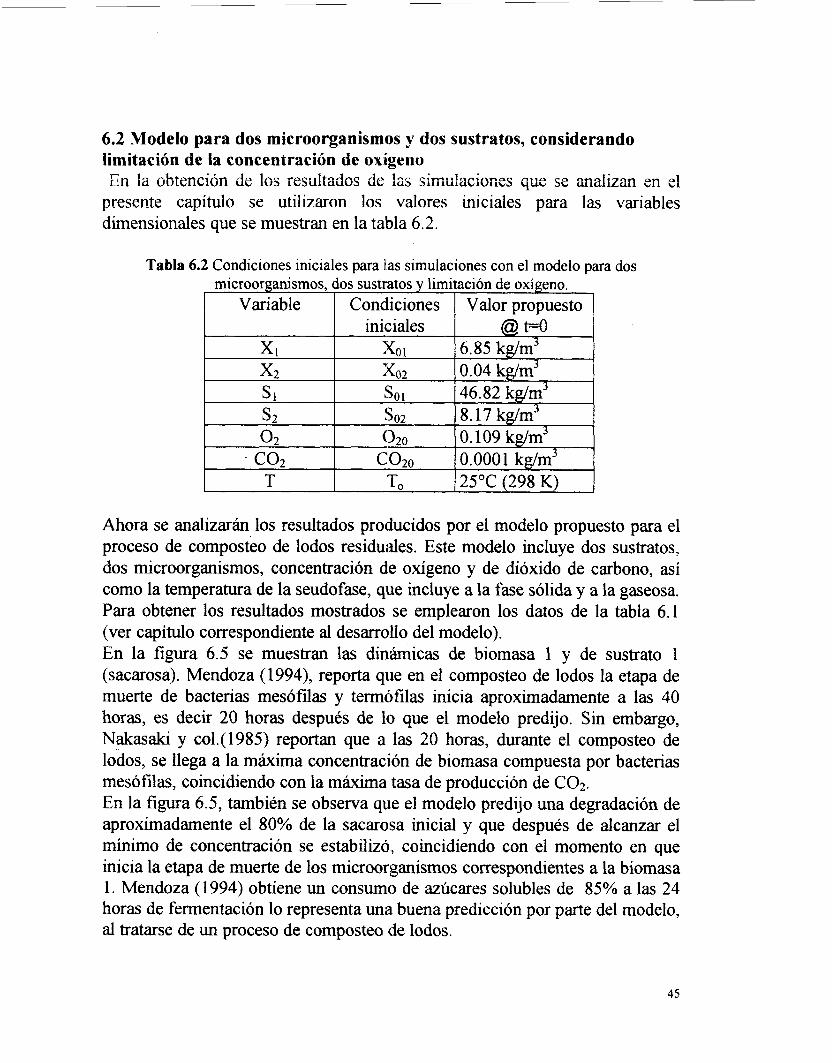
6.2 Modelo para dos microorganismos y dos sustratos, considerando limitación de la concentración de oxigenu En la obtenciGn de 10s resultados dc !us siiidaciofies que se malizan en el
presente capítulo se utilizaron los valores iniciales para las variables dimensionales que se muestran en la tabla 6.2.
Tabla 6.2 Condiciones iniciales para las simulaciones con el modelo para dos
iniciales
1 9 oto 1 8 . 1 7 k g y 3 1 0.109k m 1 . C F I C,:o ~0.000: kg/m3 1 25°C 298K)
Ahora se analizarán los resultados producidos por el modelo propuesto para el proceso de composteo de lodos residudes. Este modelo incluye dos sustratos, dos microorganismos, concentración de oxígeno y de dióxido de carbono, así como la temperatura de la seudofase, que incluye a la fase sólida y a la gaseosa. Para obtener los resultados mostrados se emplearon los datos de la tabla 6.1 (ver capítulo correspondiente al desarrollo del modelo). En la figura 6.5 se muestran las dinámicas de biomasa 1 y de sustrato 1 (sacarosa). Mendoza (1994), reporta que en el composteo de lodos la etapa de muerte de bacterias mesófilas y termcbfilas inicia aproximadamente a las 40 horas, es decir 20 horas después de lo que el modelo predijo. Sin embargo, Nakasaki y co1.(1985) reportan que a las 20 horas, durante el composteo de lodos, se llega a la máxima concentración de biomasa compuesta por bacterias mesófilas, coincidiendo con la máxima tasa de producción de COZ. En la figura 6.5, también se observa que el modelo predijo una degradación de aproximadamente el 80% de la sacarosa inicial y que después de alcanzar el mínimo de concentración se estabilizó, coincidiendo con el momento en que inicia la etapa de muerte de los microorganismos correspondientes a la biomasa 1 . Mendoza ( 1 994) obtiene un consumo de azúcares solubles de 85% a las 24 horas de fermentación lo representa una buena predicción por parte del modelo, al tratarse de un proceso de compostea de lodos.
45
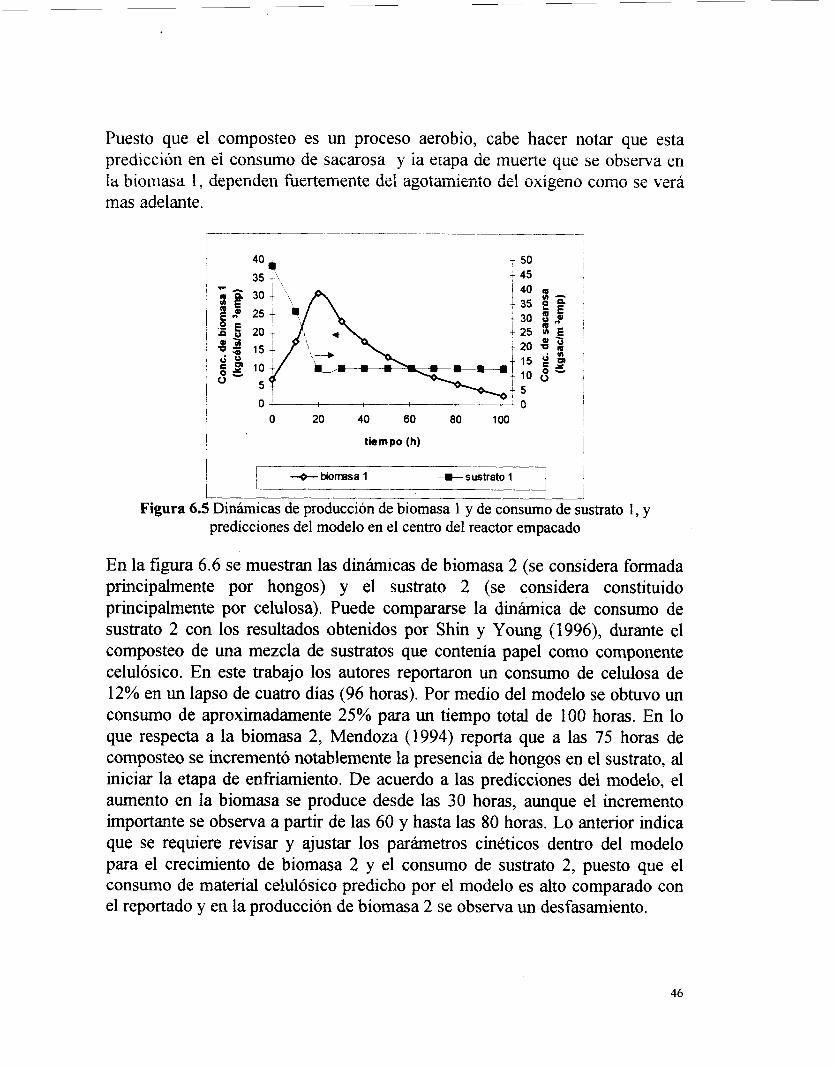
Puesto que el composteo es un proceso aerobio, cabe hacer notar que esta predicción en ei consumo de sacarosa y ia ecapa de muerte que se observa en la biornasa 1, dependen fuertemente d d agotaiiiierito del onigeno como se verá mas adelante.
* 40
35 t\
- 50 7 45
1 t
,t t 5 O
En la figura 6.6 se muestran las dinámicas de biomasa 2 (se considera formada principalmente por hongos) y el sustrato 2 (se considera constituido principalmente por celulosa). Puede compararse la dinámica de consumo de sustrato 2 con los resultados obtenidos por Shin y Young (1996), durante el composteo de una mezcla de sustratos que contenía papel como componente celulósico. En este trabajo los autores reportaron un consumo de celulosa de 12% en un lapso de cuatro días (96 horas). Por medio del modelo se obtuvo un consumo de aproximadamente 25% para un tiempo total de 100 horas. En lo que respecta a la biomasa 2, Mendoza (1994) reporta que a las 75 horas de composteo se incrementó notablemente la presencia de hongos en el sustrato, al iniciar la etapa de enfriamiento. De acuerdo a las predicciones del modelo, el aumento en la biomasa se produce desde las 30 horas, aunque el incremento importante se observa a partir de las 60 y hasta las 80 horas. Lo anterior indica que se requiere revisar y ajustar los parámetros cinéticos dentro del modelo para el crecimiento de biomasa 2 y el consumo de sustrato 2, puesto que el consumo de material celulósico predicho por el modelo es alto comparado con el reportado y en la producción de biomasa 2 se observa un desfasamiento.
46
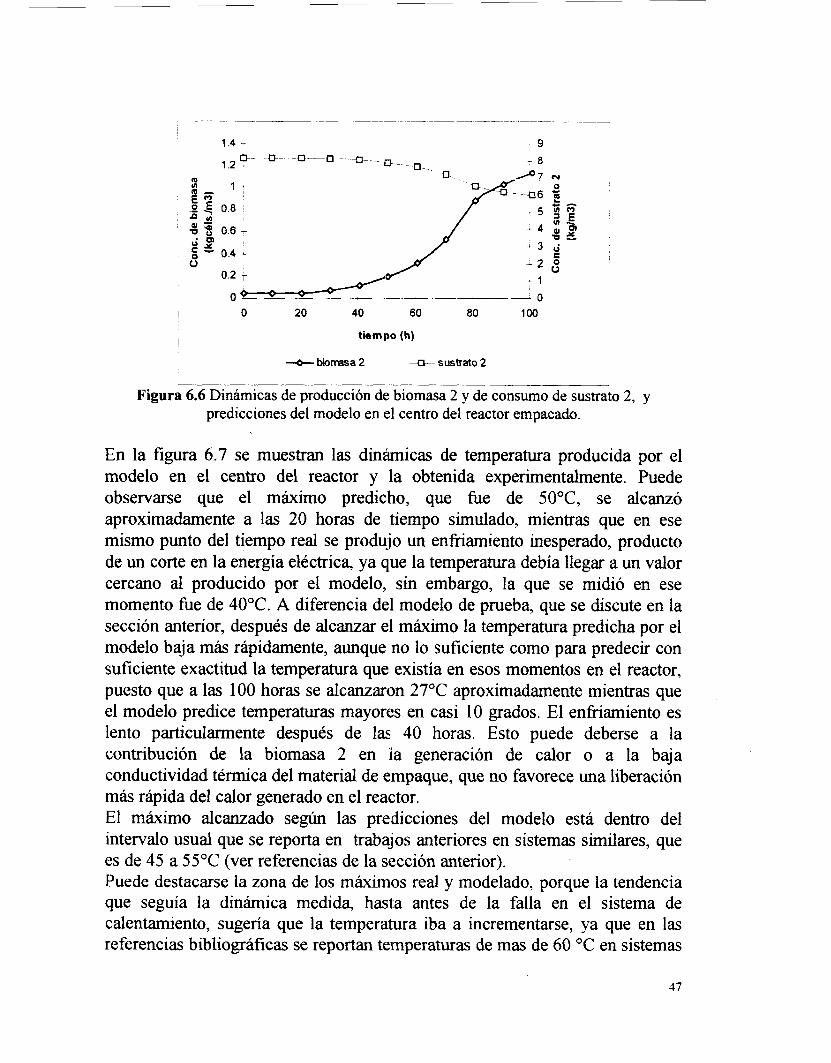
1.4 - - 9
1.2
0.2
O
/ - A
- 3 - 2
t
I - 1 O $ + // P O
hl
ri E O o
I O 20 40 60 80 100 ,
I tiempo (h)
+bioniasa2 & sustrato 2
I
I
, Figura 6.6 Dinámicas de producción de biomasa 2 y de consumo de sustrato 2, y
predicciones del modelo en el centro del reactor empacado.
En la figura 6.7 se muestran las dinámicas de temperatura producida por el modelo en el centro del reactor y la obtenida experimentalmente. Puede observarse que el máximo predicho, que fue de 5OoC, se alcanzó aproximadamente a las 20 horas de tiempo simulado, mientras que en ese mismo punto del tiempo real se produ-io un enfriamiento inesperado, producto de un corte en la energía eléctrica, ya que la temperatura debía llegar a un valor cercano al producido por el modelo, sin embargo, la que se midió en ese momento fue de 40°C. A diferencia del modelo de prueba, que se discute en la sección anterior, después de alcanzar el máximo la temperatura predicha por el modelo baja más rápidamente, aunque no lo suficiente como para predecir con suficiente exactitud la temperatura que existía en esos momentos en el reactor, puesto que a las 100 horas se alcanzaron 27°C aproximadamente mientras que el modelo predice temperaturas mayores en casi 10 grados. El enfriamiento es lento particularmente después de las, 40 horas. Esto puede deberse a la contribución de la biomasa 2 en la generación de calor o a la baja conductividad térmica del material de empaque, que no favorece una liberación más rápida del calor generado en el reactor. El máximo alcanzado según las predicciones del modelo está dentro del intervalo usual que se reporta en trabajos anteriores en sistemas similares, que es de 45 a 55°C (ver referencias de la sección anterior). Puede destacarse la zona de los máximos real y modelado, porque la tendencia que seguía la dinámica medida, hasta antes de la falla en el sistema de calentamiento, sugería que la temperatura iba a incrementarse, ya que en las referencias bibliográficas se reportan temperaturas de mas de 60 "C en sistemas
47
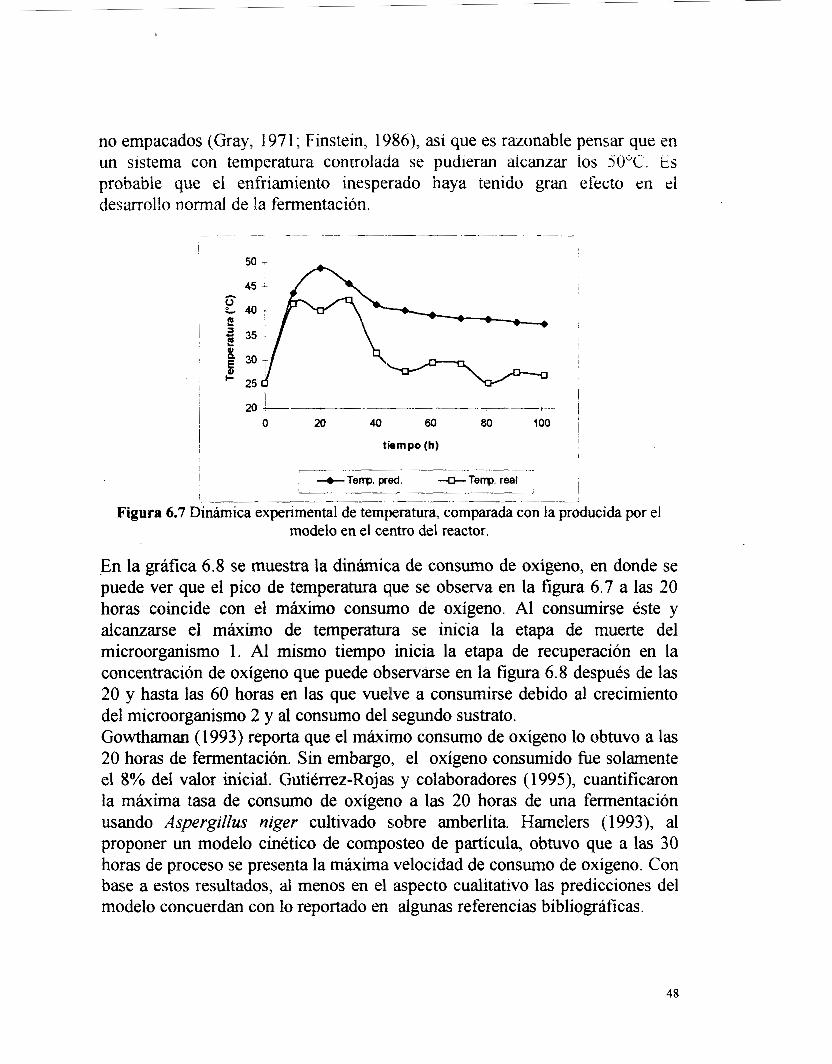
no empacados (Gray, 1971; Finstein, 1986), así que es razonable pensar que en un sistema con temperatura controlada se pudieran alilcatuar íos 50'0. k s probable que ei enfriamiento inesperado haya mido gran eí'eGto en ei d e s m d o normal de !a fermentación.
50
45
5 40 - 35 e ; b o f
25 I-
T
I
O m 40 60 80 I O0
tiempo (h)
2 0 1
1 +Tenp.pred. +Temp real ' I I
Figura 6.7 Dinámica experimental de temperatura, comparada con la producida por el modelo en el centro del reactor.
En la gráfica 6.8 se muestra la dinámica de consumo de oxígeno, en donde se puede ver que el pico de temperatura que se observa en la figura 6.7 a las 20 horas coincide con el máximo consumo de oxígeno. Al consumirse éste y alcanzarse el máximo de temperatura se inicia la etapa de muerte del microorganismo 1. Al mismo tiempo inicia la etapa de recuperación en la concentración de oxígeno que puede observarse en la figura 6.8 después de las 20 y hasta las 60 horas en las que vuelve a consumirse debido al crecimiento del microorganismo 2 y al consumo del segundo sustrato. Gowthaman (1 993) reporta que el máximo consumo de oxígeno lo obtuvo a las 20 horas de fermentación. Sin embargo, el oxígeno consumido fue solamente el 8% del valor inicial. Gutiérrez-Rojas y colaboradores (1999, cuantificaron la máxima tasa de consumo de oxígeno a las 20 horas de una fermentación usando Aspergillus niger cultivado sobre amberlita. Hamelers ( 1993), al proponer un modelo cinético de composteo de partícula, obtuvo que a las 30 horas de proceso se presenta la máxima velocidad de consumo de oxígeno. Con base a estos resultados, al menos en el aspecto cualitativo las predicciones del modelo concuerdan con lo reportado en algunas referencias bibliográficas.
48
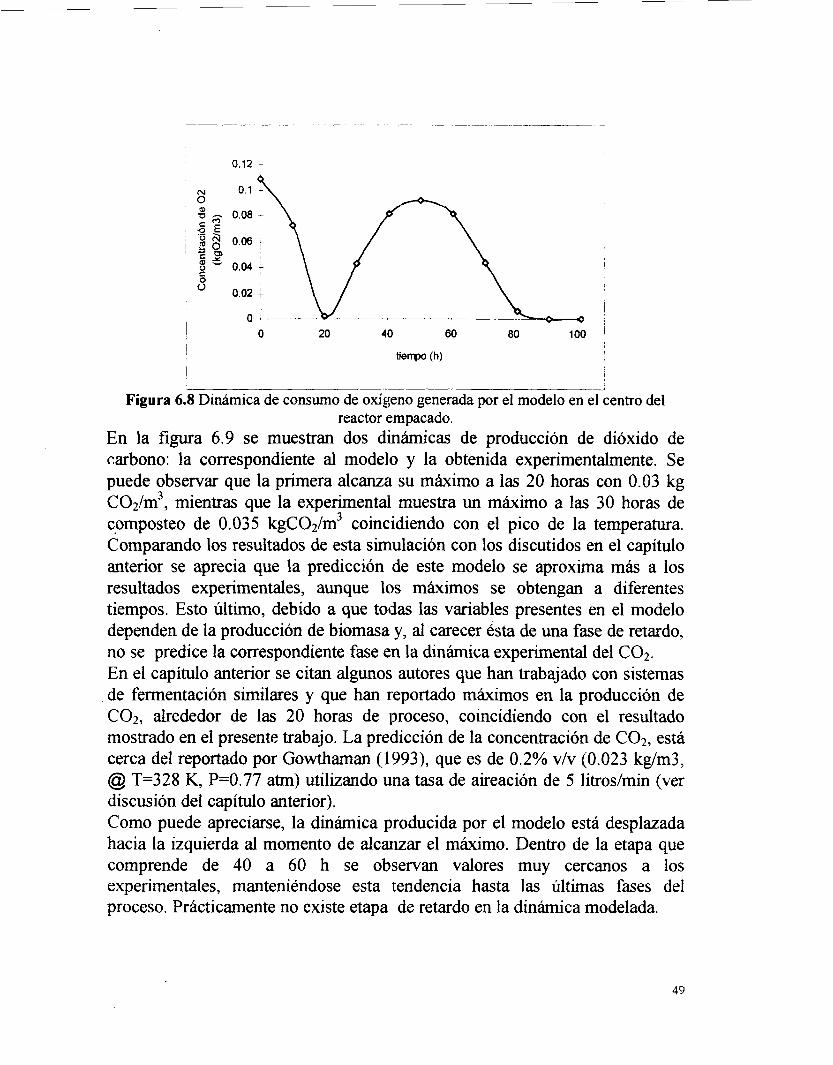
0.12 -
o. 1 o"
I 1 O ~
4
d
Figura 6.8 Dinámica de consumo de oxígeno generada por el modelo en el centro del reactor empacado.
En la figura 6.9 se muestran dos dinámicas de producción de dióxido de carbono: la correspondiente al modelo y la obtenida experimentalmente. Se puede observar que la primera alcanza su máximo a las 20 horas con 0.03 kg C02/m3, mientras que la experimental muestra un máximo a las 30 horas de composteo de 0.035 kgC02/m3 coincidiendo con el pico de la temperatura. Comparando los resultados de esta simulación con los discutidos en el capítulo anterior se aprecia que la predicción de este modelo se aproxima más a los resultados experimentales, aunque los máximos se obtengan a diferentes tiempos. Esto último, debido a que todas las variables presentes en el modelo dependen de la producción de biomasa y, al carecer ésta de una fase de retardo, no se predice la correspondiente fase en la dinámica experimental del COZ. En el capítulo anterior se citan algunos autores que han trabajado con sistemas de fermentación similares y que han reportado máximos en la producción de COZ, alrededor de las 20 horas de proceso, coincidiendo con el resultado mostrado en el presente trabajo. La predicción de la concentración de C02, está cerca del reportado por Gowthaman (1993), que es de 0.2% v/v (0.023 kg/m3, @ T=328 K, P=0.77 atm) utilizando una tasa de aireación de 5 litrodmin (ver discusión del capítulo anterior). Como puede apreciarse, la dinámica producida por el modelo está desplazada hacia la izquierda al momento de alcanzar el máximo. Dentro de la etapa que comprende de 40 a 60 h se observan valores muy cercanos a los experimentales, manteniéndose esta tendencia hasta las últimas fases del proceso. Prácticamente no existe etapa de retardo en la dinámica modelada.
49
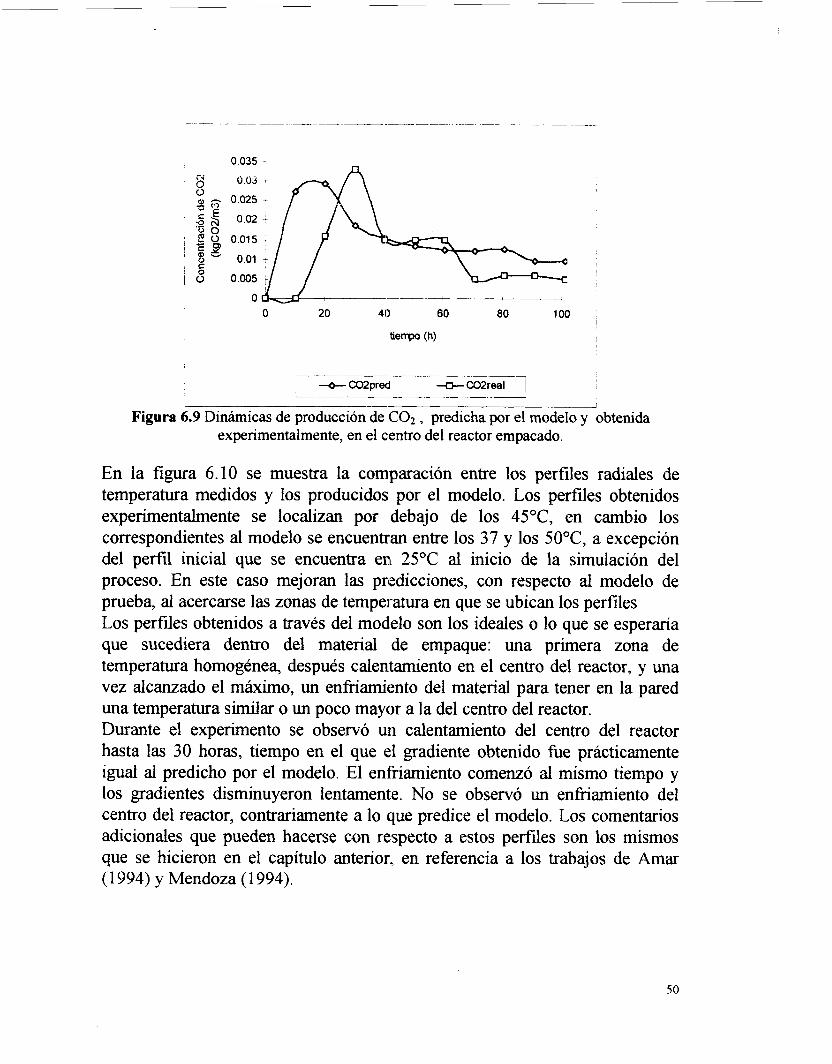
l l 0.035 -
I
0 . w
O .O25 0.02
0.01 5
0.01 0.005
O 20 40 60 ao 1 O0
t i e w (h) I 1
- I +co2pred + a r e a l j
I I
Figura 6.9 Dinámicas de producción de COZ , predicha por el modelo y obtenida experimentalmente, en el centro del reactor empacado.
En la figura 6.10 se muestra la comparación entre los perfiles radiales de temperatura medidos y los producidos por el modelo. Los perfiles obtenidos experimentalmente se localizan por debajo de los 45OC, en cambio los correspondientes al modelo se encuentran entre los 37 y los 5OoC, a excepción del perfil inicial que se encuentra en 25°C al inicio de la simulación del proceso. En este caso mejoran las predicciones, con respecto al modelo de prueba, al acercarse las zonas de temperatura en que se ubican los perfiles Los perfdes obtenidos a través del modelo son los ideales o lo que se esperaría que sucediera dentro del material de empaque: una primera zona de temperatura homogénea, después calentamiento en el centro del reactor, y una vez alcanzado el máximo, un enfriamiento del material para tener en la pared una temperatura similar o un poco mayor a la del centro del reactor. Durante el experimento se observó un calentamiento del centro del reactor hasta las 30 horas, tiempo en el que el gradiente obtenido fue prácticamente igual al predicho por el modelo. El enfriamiento comenzó al mismo tiempo y los gradientes disminuyeron lentamente. No se observó un enfriamiento del centro del reactor, contrariamente a lo que predice el modelo. Los comentarios adicionales que pueden hacerse con respecto a estos perfiles son los mismos que se hicieron en el capítulo anterior. en referencia a los trabajos de Amar (1 994) y Mendoza (1 994).
50
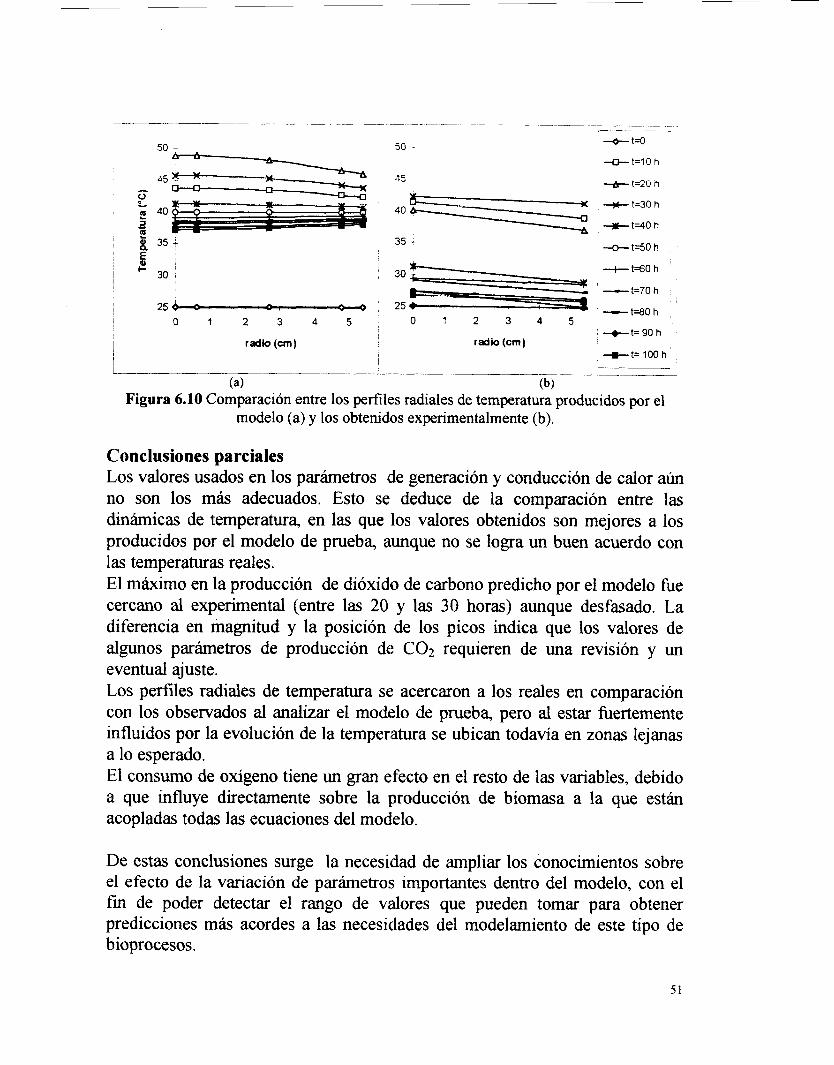
50 - 50 -
45 15 - E
p: 35t 35 - E
40 a 2 c
c 30 +
A A 25b - , 25 0 1 2 3 4 5 o 1 2 3 4 5
radio (an) radio (cm)
~ - _ _ + t=O
+t=10 h
-&- r=Zü n
+ t=30 h
+E-- t=40 h
u t=50 h
+t=6Oh - t=70 h - t=80 h
- t t = 9 0 h
+t=100h I
(4 (b) Figura 6.10 Comparación entre los perfiles radiales de temperatura producidos por el
modelo (a) y los obtenidos experimentalmente (b).
Conclusiones parciales Los valores usados en los parámetros de generación y conducción de calor aún no son los más adecuados. Esto se deduce de la comparación entre las dinámicas de temperatura, en las que los valores obtenidos son mejores a los producidos por el modelo de prueba, aunque no se logra un buen acuerdo con las temperaturas reales. El n.iáximo en la producción de dióxido de carbono predicho por el modelo fue cercano al experimental (entre las 20 y las 30 horas) aunque desfasado. La diferencia en magnitud y la posición de los picos indica que los valores de algunos parámetros de producción de COZ requieren de una revisión y un eventual ajuste. Los perfdes radiales de temperatura se acercaron a los reales en comparación con los observados al analizar el modelo de prueba, pero al estar fuertemente influidos por la evolución de la temperatura se ubican todavía en zonas lejanas a lo esperado. El consumo de oxígeno tiene un gran efecto en el resto de las variables, debido a que influye directamente sobre la producción de biomasa a la que están acopladas todas las ecuaciones del modelo.
De estas conclusiones surge la necesidad de ampliar los conocimientos sobre el efecto de la variación de parámetros importantes dentro del modelo, con el fin de poder detectar el rango de valores que pueden tomar para obtener predicciones más acordes a las necesidades del modelamiento de este tipo de bioprocesos.
51
6.3 SENSIBILIDAD PARAMETRICA
Parámetro, unidades
k,a,, s-l
u,, m/s
Para evaluar la importancia individual de ius vsllo~es de los paráilietros que intervienen en el modelo es necesario redizar un andisis de sensibilidad. Cuando muchos de los valores usados en el modelamiento no se conocen con exactitud, este análisis se hace indispensable, debido a que proporciona información que permite detectar el paso limitante en el proceso bajo estudio. Lo ideal sería que si la velocidad global de la fermentación es afectada por alguna reacción o mecanismo, éste fuera revelado por medio del análisis de sensibilidad paramétrica. En la siguiente serie de simulaciones se analizará la respuesta del modelo a la variación de los parámetros indicados en Tabla 6.3.
Valor Variables de respuesta
O. O0 1 77 O. O0 1236 O. 00205 0.00137
O. 000068 idem O. 0002 74
T, x, s, o2
Tabla 6.3 Resumen de parámetros utilizados para el análisis de sensibilidad
La elección mostrada en el cuadro anterior se ha hecho para comparar la importancia relativa dentro del modelo de un parámetro fisico y otro que propiamente es una condición de operación. Ambos parámetros son importantes puesto que la aireación puede influir en la disponibilidad de oxígeno y en consecuencia en la tasa de crecimiento de los microorganismos presentes en el sustrato. Un segundo aspecto que conviene analizar es el efecto que pueda tener sobre los términos de transferencia de calor en la ecuación correspondiente en el modelo. El aumento en la velocidad superficial del aire es muy importante dentro del término que cuantifica la remoción convectiva de calor.
52
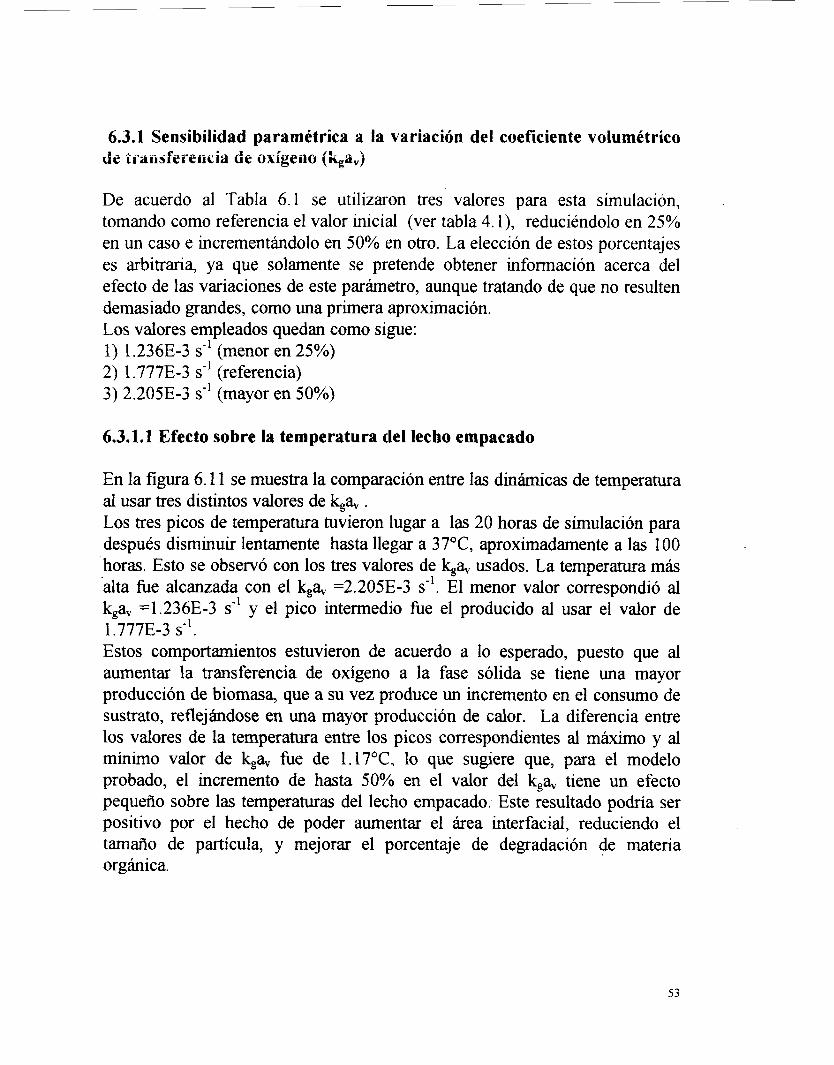
6.3.1 Sensibilidad paramétrica a la variación del coeficiente volumétrico 912 ~i'iLikdeiTiilk3 d& CBríigeiiG ($av)
De acuerdo al Tabla 6.1 se utilizaron tres valores para esta simulación, tomando como referencia el valor inicial (ver tabla 4.1), reduciéndolo en 25% en un caso e incrementándolo en 50% en otro. La elección de estos porcentajes es arbitraria, ya que solamente se pretende obtener información acerca del efecto de las variaciones de este parámetro, aunque tratando de que no resulten demasiado grandes, como una primera aproximación. Los valores empleados quedan como sigue: 1) 1.236E-3 sql (menor en 25%) 2) 1.777E-3 s-l (referencia) 3) 2.205E-3 s-l (mayor en 50%)
6.3.1.1 Efecto sobre la temperatura del lecho empacado
En la figura 6.11 se muestra la comparación entre las dinámicas de temperatura al usar tres distintos valores de kg& . Los tres picos de temperatura tuvieron lugar a las 20 horas de simulación para después disminuir lentamente hasta llegar a 37OC, aproximadamente a las 100 horas. Esto se observó con los tres valores de kgav usados. La temperatura más 'alta fue alcanzada con el kgav =2.205E-3 s-'. El menor valor correspondió al k,av =1.236E3-3 s-' y el pico intermedio fue el producido al usar el valor de 1.777E-3 s-'. Estos comportamientos estuvieron de acuerdo a lo esperado, puesto que al aumentar la transferencia de oxígeno a la fase sólida se tiene una mayor producción de biomasa, que a su vez produce un incremento en el consumo de sustrato, reflejándose en una mayor producción de calor. La diferencia entre los valores de la temperatura entre los picos correspondientes al máximo y al mínimo valor de kgav fue de 1.17"C., lo que sugiere que, para el modelo probado, el incremento de hasta 50% en el valor del kgav tiene un efecto pequeño sobre las temperaturas del lecho empacado. Este resultado podría ser positivo por el hecho de poder aumentar el área interfacial, reduciendo el tamaño de partícula, y mejorar el porcentaje de degradación de materia orgánica.
53
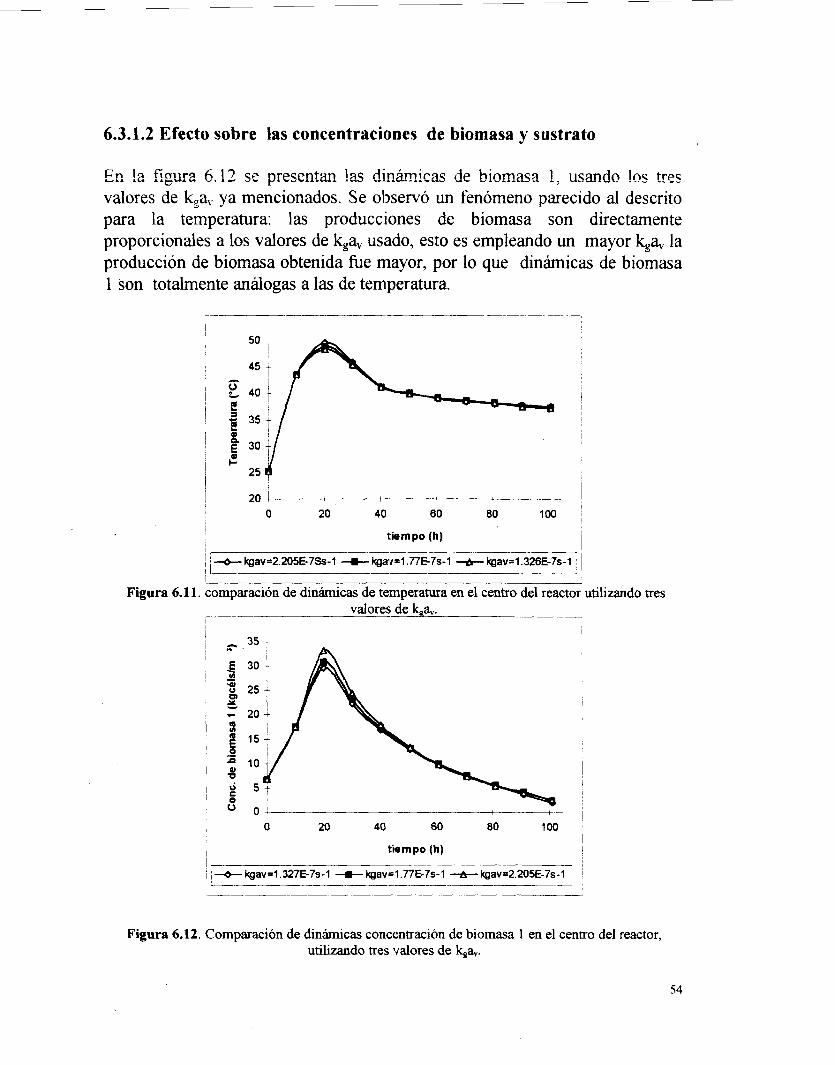
6.3.1.2 Efecto sobre las concentraciones de biomasa y sustrato
FR !?I figura O . 13 se presentan las dhih icas de hionasa 1, usando 10s tres valores de k,a, ya mencionados. Se observó un fenómeno parecido al descrito para la temperatura: las producciones de biomasa son directamente proporcionales a los valores de k,a, uslado, esto es empleando un mayor k,a, la producción de biomasa obtenida fue mayor, por lo que dinámicas de biomasa 1 son totalmente análogas a las de temperatura.
50
45
40 - 35
30
25
- :
io!
I 20 L- v
O 20 40 60 80 100
tiempo (h)
' ' + kgav32.205E-7%-1 + kgav=l .nE-7s-1 + kgav=1.326E-7s-l ~
j 1
Figura 6.1 1. comparación de dinámicas de temperatura en el centro del reactor utilizando tres valores de kE&.
I i
<o 5 15
10 O
P, '0
6 5 E
6 0 O 20 40 60 80 100
I I tiempo (h) 1
- ~
' ' + kgav=i .327E-7s-1 -m- kgav=1.77E-7s-l * kgav=2.205E-7s-l , L _____
Figura 6.12. Comparación de dinámicas concentración de biomasa 1 en el centro del reactor, utilizando tres valores de kay.
54
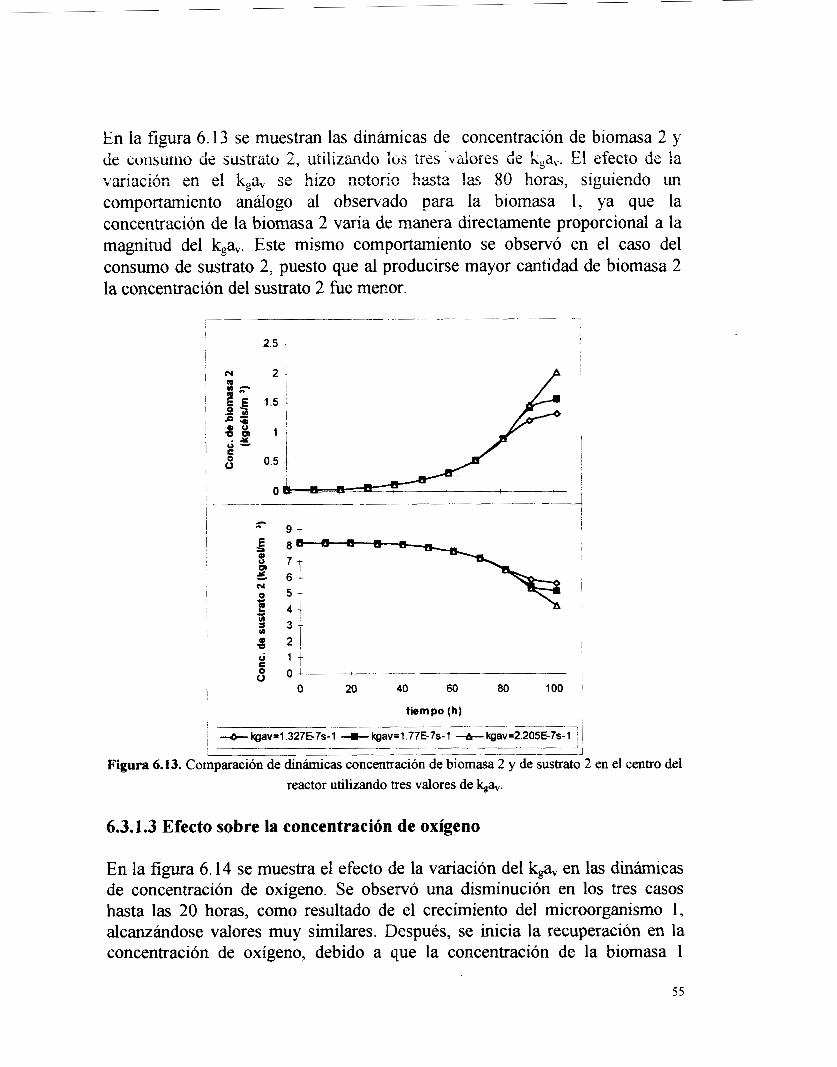
En la figura 6.13 se muestran las dinámicas de concentración de biomasa 2 y de wiisunio de sliatrato 2, utilizaido 10s trzs ~áloics Cc k3ak. El efecto dc la variaci6n en e! kpav se hizo notorio hasta !us U0 h o r ~ , siguiendo un comportamiento análogo al observado para la biomasa 1, ya que la concentración de la biomasa 2 varía de manera directamente proporcional a la magnitud del kgav. Este mismo comportamiento se observó en el caso del consumo de sustrato 2, puesto que al producirse mayor cantidad de biomasa 2 la concentración del sustrato 2 fue menor.
2.5 -
2
1.5
1
0.5
O
N i i 5 1
4 t
l I O 20 40 60 80 1 O0 I tiempo (h)
;-o- kgaW 327E-7s-1 + kgav=l 77E-7s-1 +kgav=2.205E-7s-i 1 Figura 6.13. Comparación de dinámicas concentración de biomasa 2 y de sustrato 2 en el centro del
reactor utilizando tres valores de kav.
J
6.3.1.3 Efecto sobre la concentración de oxígeno
En la figura 6.14 se muestra el efecto de la variación del kgav en las dinámicas de concentración de oxígeno. Se observó una disminución en los tres casos hasta las 20 horas, como resultado de el crecimiento del microorganismo 1, alcanzándose valores muy similares. Después, se inicia la recuperación en la concentración de oxígeno, debido a que la concentración de la biomasa 1
55
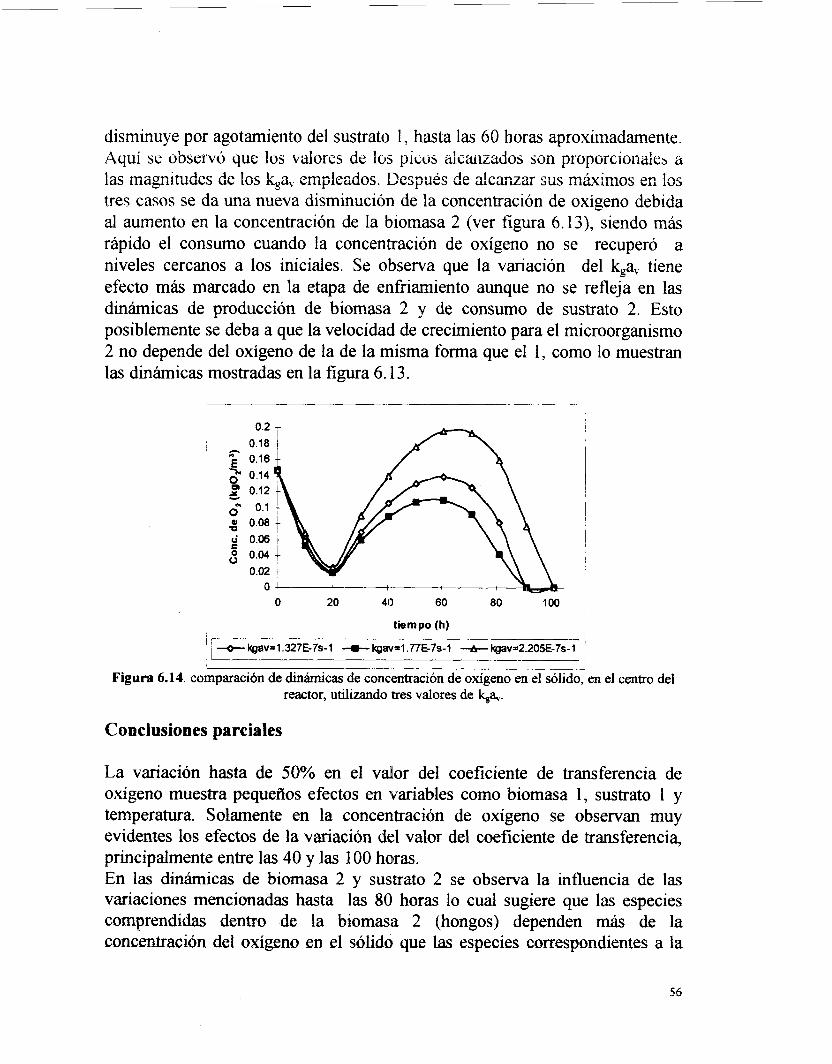
disminuye por agotamiento del sustrato 1, hasta las 60 horas aproximadamente. Aquí st: ubsexvó que los vaalores dt: las piws alcanzados son proporcimale5 a las magiitudcs de los kgal empleados. Después de d c w a s’rls máximos en los trec casos se da una nueva disminución de la concentración de oxígeno debida ai aumento en la concentración de la biomasa 2 (ver figura 6.13), siendo más rápido el consumo cuando la concentración de oxígeno no se recuperó a niveles cercanos a los iniciales. Se observa que la variación del kgav tiene efecto más marcado en la etapa de enffiamiento aunque no se refleja en las dinámicas de producción de biomasa 2 y de consumo de sustrato 2. Esto posiblemente se deba a que la velocidad de crecimiento para el microorganismo 2 no depende del oxígeno de la de la misma forma que el 1, como lo muestran las dinámicas mostradas en la figura 6.13.
0.2 0.18 - % 0.16
2 0.14 0.12 0.1
0.08 U o 0.06
0.02 O
C 5 0.04
O 20 40 60 80 100
tiempo (h) ~
I
i 1 ++ kgav4.327E-7s-1 -e- kgav=l .TI&7s-1 kgavn2.205E-7s-1 1 I Figura 6.14. comparación de dinámicas de concentración de oxígeno en el sólido, en el centro del
reactor, utilizando tres valores de ha,,.
Conclusiones parciales
La variación hasta de 50% en el valor del coeficiente de transferencia de oxígeno muestra pequeños efectos en variables como biomasa 1, sustrato 1 y temperatura. Solamente en la concentración de oxígeno se observan muy evidentes los efectos de la variación del valor del coeficiente de transferencia, principalmente entre las 40 y las 100 horas. En las dinámicas de biornasa 2 y sustrato 2 se observa la influencia de las variaciones mencionadas hasta las 80 horas lo cual sugiere que las especies comprendidas dentro de la biomasa 2 (hongos) dependen más de la concintración de1 oxígeno en el sólido que as especies correspondientes a la
biomasa 1 (consideradas bacterias). Sin embargo, estos resultados pueden depender en gran medida de la expresión t i inhica utilizada para describir ei creciinienio de la biurmsa 2, que utiliza u16 tasa ill-iít;itlltt wnstarite la cual no contempla el efecto ée la temperatura, como en e1 caso de la expresión usada para la biomasa 1.
Una vez que se ha anaiizado el efecto de la variación dei coeficiente volumétrico de transferencia de oxígeno, se continuará con el análisis de la respuesta del modelo a ia variación de la velocidad de aireación que puede complementar ei estudio del papel de la cantidad de oxígeno en la fase gaseosa y se e€&o &e €as V i I F i W de r s w t a .
57
6.3.2 Sensibilidad paramétrica a la variación de la velocidad promedio del aire cie alimentación $;&
Para este análisis se utilizó el coeficiente de transferencia de masa inicial y se emplearon tres velocidades de aire de alimentación expresadas por medio del número de Reynolds: 1 ) Re=0.543 (con U, inicial, de acuerdo a la Tabla 5.1) 2) Re=0.272 (con U,/2) 3) Re=l .O87 (con 2U,). La expresión que se utilizó para el cálculo del número de Reynolds es
Re = d, PUB (Gutiérrez-Rojas, 1995) ECL alre
donde: U, es la velocidad del aire, dp es el diámetro promedio de partícula, p es la densidad del aire, E es la fracción ocupada por aire del lecho y pwe es la viscosidad del aire.
6.3.2.1 Efecto sobre la temperatura del centro del reactor empacado
En la figura 6.15 se muestra la comparación entre las diferentes dinámicas de temperatura cuando se varía el número de Reynolds. Al valor más alto de Re corresponde también un pico de temperatura menor, lo que indica que el aumento de la velocidad de aire está teniendo efecto principalmente sobre los términos convectivos del modelo. A medida que disminuyó el Re hubo un incremento hasta de 5 grados en la temperatura correspondiente al máximo. En la figura 6.16 se muestra una comparación entre dos perfiles radiales obtenidos a las 20 horas de simulación del proceso, en el centro del reactor. Se observa que con un Re dos veces más grande que el usado como referencia, la remoción de calor es mayor, por lo que se produce un enfr'iamiento en el centro del reactor. También es notable que ambos perfiles no coinciden en la misma temperatura de pared, lo cual podría indicar que la remoción conductiva de calor tiene una contribución pequeña. Sin embargo, para los valores tan bajos de Re que se manejan en esta sección se observan efectos inusuales. En primer lugar los valores menor e intermedio, producen dinámicas de temperatura muy parecidas durante las primeras treinta horas, después de este punto muestra diferencias de hasta cuatro grados. En segundo lugar la dinámica correspondiente al valor más alto de Re siempre
58
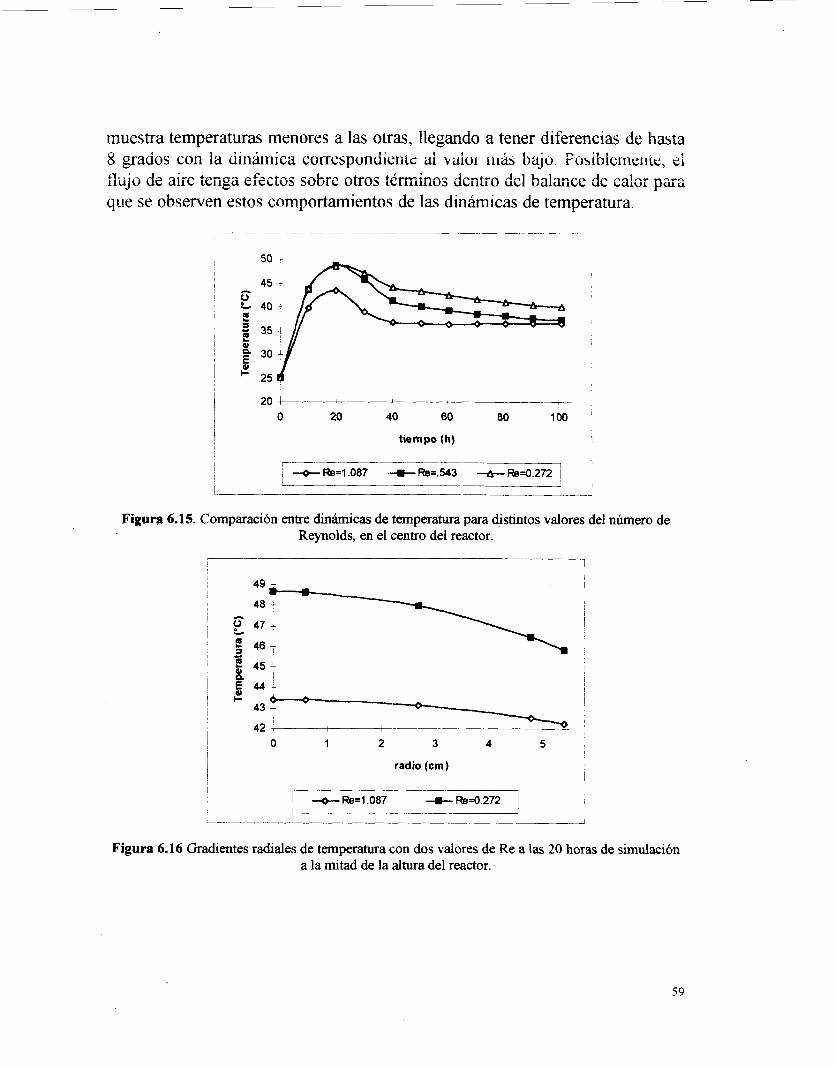
muestra temperaturas menores a las otras, llegando a tener diferencias de hasta 8 graaos con la dinámica correspondierik ai viiior r i i b bajo. Fosible~ticiiic:, ci flujo de aire teiiga efcztos sobre citros temLios dcntro dcl Salaixe dc calor para que se observen estos comportamientos de lac dinámicas de temperatura.
50
45
5 40
35
30
\ --I
2 5 4 I
20 i O 20 40 60 80 100
tiempo (h)
1
Figura 6.15. Comparación entre dinámicas de temperatura para distintos valores del número de Reynolds, en el centro del reactor.
____
O 1 2 3 4 5
radio (cm)
I i -0-Re=1.087 +Re=0.272 ~
Figura 6.16 Gradientes radiales de temperatura con dos valores de Re a las 20 horas de simdación a la mitad de la altura del reactor.
59
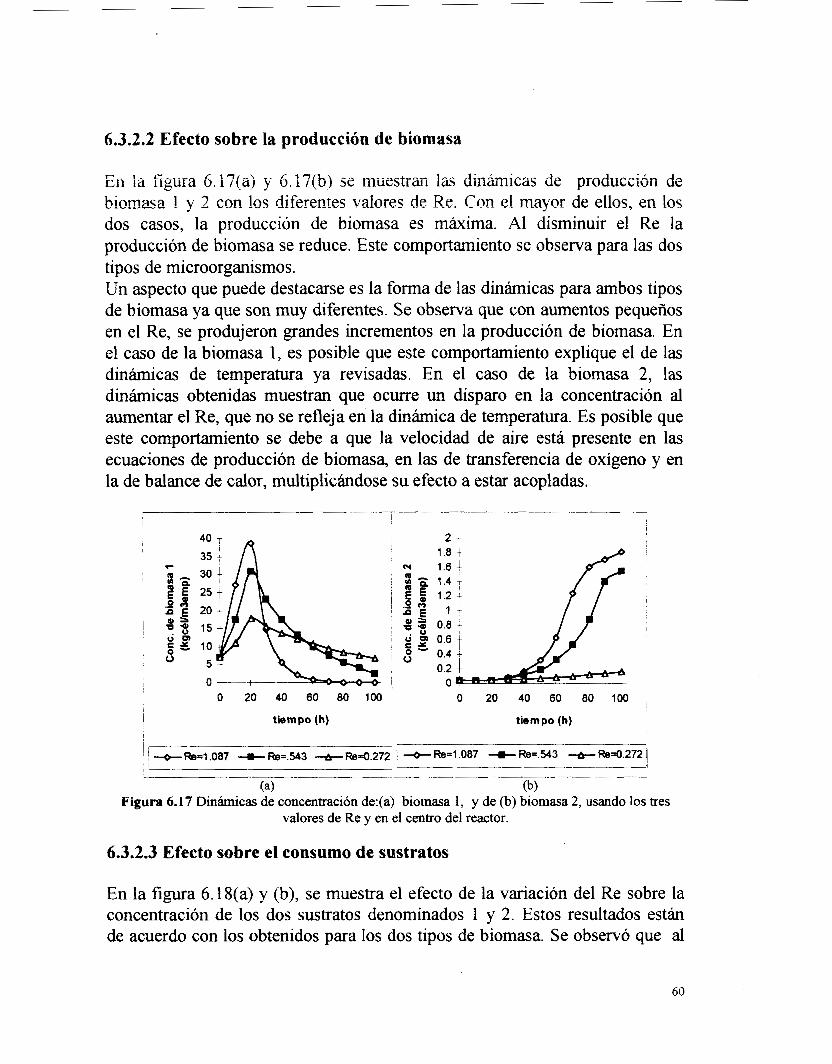
6.3.2.2 Efecto sobre la producción de biomasa
Eli ia figura 6.1'7(a) y 6.1'7(bj se imiestria las din&íicas de produccijn de biomasa 1 y 2 con los diferentes valores de Re. C m e1 mayor de ellos, en lor dos casos, la producción de biomasa es máxima. Al disminuir el Re la producción de biomasa se reduce. Este comportamiento se observa para las dos tipos de microorganismos. Un aspecto que puede destacarse es la forma de las dinámicas para ambos tipos de biomasa ya que son muy diferentes. Se observa que con aumentos pequeños en el Re, se produjeron grandes incrementos en la producción de biomasa. En el caso de la biomasa 1, es posible que este comportamiento explique el de las dinámicas de temperatura ya revisadas. En el caso de la biomasa 2, las dinámicas obtenidas muestran que ocurre un disparo en la concentración ai aumentar el Re, que no se refleja en la dinámica de temperatura. Es posible que este comportamiento se debe a que la velocidad de aire está presente en las ecuaciones de producción de biomasa, en las de transferencia de oxígeno y en la de balance de calor, multiplicándose su efecto a estar acopladas.
I I
2 - I
1.8 +
O 20 40 60 80 100 1 O 20 40 60 80 100 ~
1 tiempo (h) tiempo (h) I
' T-o-F)e-l.087 + Res.543 Reo0 272 ' + Re-1 .O87 -#--Re= 543 + Re=Q0.272 1 1
(4 (b) Figura 6.17 Dinámicas de concentración de:(a) biomasa 1, y de (b) biomasa 2, usando los tres
valores de Re y en el centro del reactor.
6.3.2.3 Efecto sobre el consumo de sustratos
En la figura 6.18(a) y (b), se muestra el efecto de la variación del Re sobre la concentración de los dos sustratos denominados 1 y 2. Estos resultados están de acuerdo con los obtenidos para los dos tipos de biomasa. Se observó que ai
60
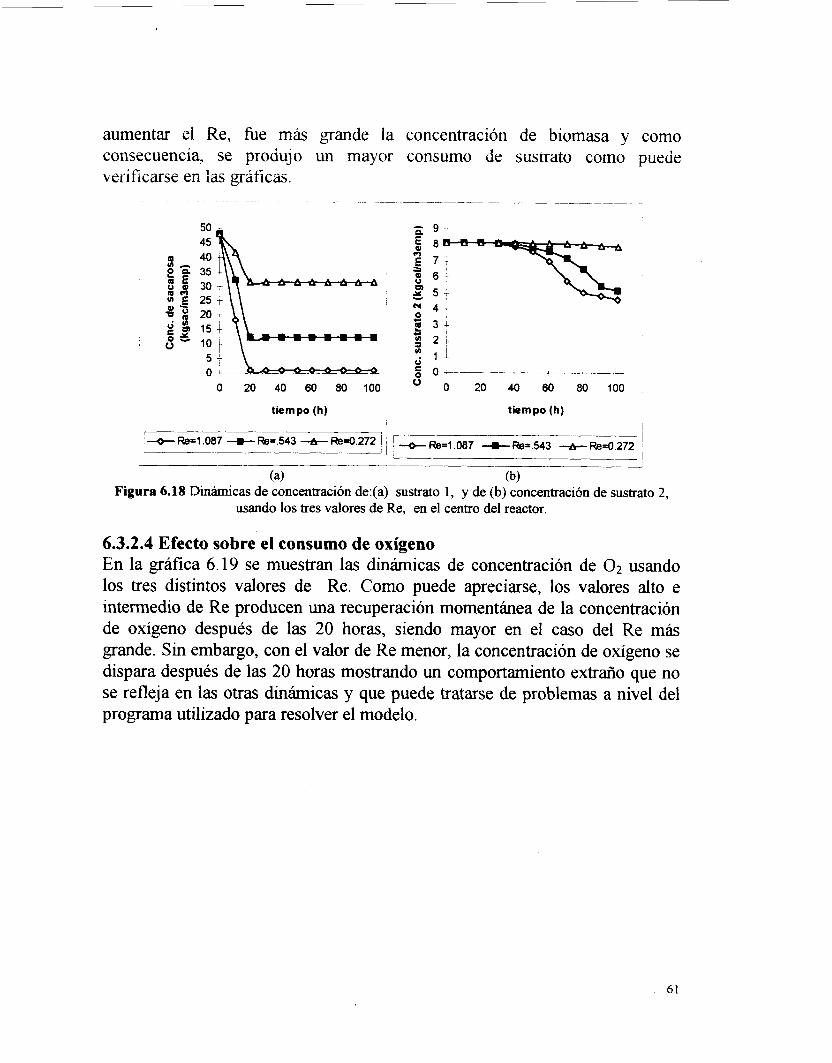
aumentar el Re, fue más grande la consecuencia, se produjo un mayor verificarse en las gráficas.
concentración de biomasa y como Consumo Ut: sustrato como puede
5 ; 04
O 20 40 60 80 100
tiempo (h)
E o - u O 20 40 60 80 100
tiempo (h) I
I
(a) (b) Figura 6.18 Dinámicas de concentración de:(a) sustrato 1, y de (b) concentración de sustrato 2,
usando los tres vaiores de Re, en el centro del reactor.
6.3.2.4 Efecto sobre el consumo de oxígeno En la gráfica 6.19 se muestran las dinámicas de concentración de 0 2 usando los tres distintos valores de Re. Como puede apreciarse, los valores alto e intermedio de Re producen una recuperación momentánea de la concentración de oxígeno después de las 20 horas, siendo mayor en el caso del Re más grande. Sin embargo, con el valor de Re menor, la concentración de oxígeno se dispara después de las 20 horas mostrando un comportamiento extraño que no se refleja en las otras dinámicas y que puede tratarse de problemas a nivel del programa utilizado para resolver el modelo.
61
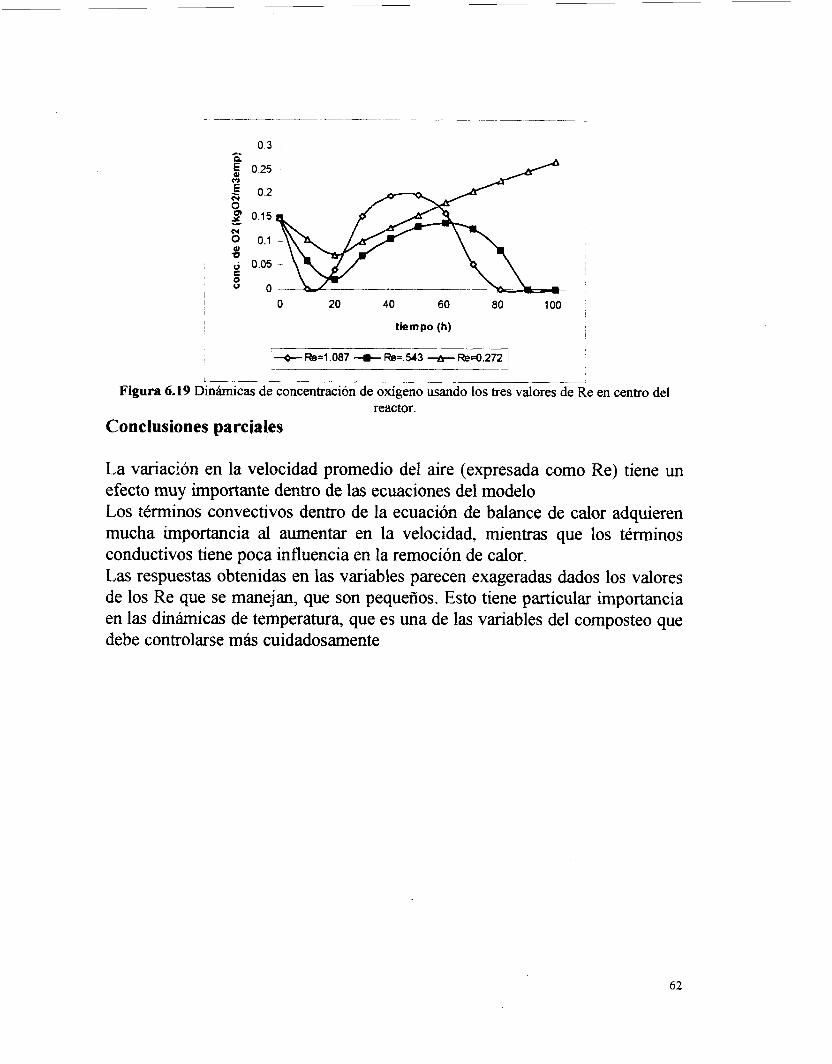
*- a 5 0.25 cr> E 0.2 8 3 0.15 - cy
o, U
5:
0 0.1
j O05
0 0 I O 20 40 60 80 1 O0 1 I tiempo (h)
~ -0- Re-1 .O87 + F!e=.543 + Re4272 1
Figura 6.19 dinámicas de concentración de oxígeno usando los tres valores de Re en centro del reactor.
Conclusiones parciales
La variación en la velocidad promedio del aire (expresada como Re) tiene un efecto muy importante dentro de las ecuaciones del modelo Los términos convectivos dentro de la ecuación de balance de calor adquieren mucha importancia al aumentar en la velocidad, mientras que los términos conductivos tiene poca influencia en la remoción de calor. Las respuestas obtenidas en las variables parecen exageradas dados los valores de los Re que se manejan, que son pequeños. Esto tiene particular importancia en las dinámicas de temperatura, que es una de las variables del composteo que debe controlarse más cuidadosamente
62
7. CONCLUSIONES GENERALES
E! mcdek de pruebu (un solo ri,icroorgmisrnc y un sclc sustrato) no es c u p de predecir satisfactoriamente la evolución de la temperatura, aunque la de COL dentro del reactor empacado es aceptable en términos generales en cuanto al máximo obtenido.
El modelo para dos sustratos y dos xnicroorganismos, produce dinámicas de temperatura más aproximadas a las experimentales, aunque las predicciones de producción de C02 mejoran poco con respecto a las obtenidas con el primer modelo. Las mejores predicciones del modelo se obtuvieron en las etapas mesofilica y termofilica (desde en inicio hasta las 40 horas de fermentación). Después de ese punto el modelo no es capaz de predecir adecuadamente la evolución de la temperatura en el reactor.
El efecto del oxígeno es importante para aproximarse a la obtención de buenas predicciones, puesto que al incluirse el balance de oxígeno dentro del modelo para dos microorganismos se observó una aproximación de las dinámicas del modelo a las experimentales.
La variación del coeficiente volumétrico de transferencia de masa para el oxígeno tuvo la influencia que se esperaba en las dinámicas de concentración de oxígeno, pero esto no se reflejó en el resto de las variables tal vez debido a que los rangos de variación no fueron muy amplios o a que el modelo amortigua las variaciones de este parámetro cuando éstas se manejan dentro de esos rangos.
El modelo tiene gran sensibilidad a las variaciones de velocidad del aire de alimentación, ya que tuvieron un efecto muy notable sobre todas las variables. La velocidad del aire determina la forma de las dinámicas al tener múltiples efectos sobre parámetros adimensionales clave del modelo como el convectivo, los de transferencia de oxígeno y los de crecimiento celular.
63
8. COMENTARIOS Y RECOMENDACIONES
!AS mediciones son extremadarzlente importantes pars obtener !a mayor cantidad, y calidad, de información Útil para hacer deducciones, orientar estrategias y diseñar experimentos, que permitan obtener conclusiones relevantes para la solución de un problema. En el presente caso la información obtenida no fue suficiente para poder concluir más acertadamente sobre ciertos aspectos del proceso como puede ser la concentración de 0 2 en el gas, la biomasa producida y el sustrato consumido. Se recomienda que, por medio de cuantificaciones con precisión aceptable se podría concluir acerca de la degradación del sustrato 2 (bagazo de c&a) por microorganismos presentes en el inóculo, la cantidad de biomasa producida, la cantidad de oxígeno transferida a la fase sólida en la etapa de mayor consumo. etc. De los resultados obtenidos puede suponerse que la eleccm de la expresión de la velocidad máxima de crecimiento tal vez no es la más adecuada, tanto en valor numérico como en el tipo de expresión, debido a que los cambios en la temperatura producen cambios fisiológicos que afectan el crecimiento y el consumo de los microorganismos, lo que debería tener efecto sobre la velocidad de crecimiento. Deberá investigarse más sobre este parámetro cinético, por ejemplo, encontrar expresiones en laboratorio que asocien pmax con la temperatura del lecho y que predigan la fase de retardo observada normalmente dentro de las cinéticas de crecimiento microbian0 y que se reflejó en las dinámicas de producción de COZ. experimentales en las primeras diez horas de fermentación.
El aumento en la velocidad del aire como factor de enfriamiento deberá llevarse a cabo después de alcanzar el pico de temperatura con lo que se garantiza la eliminación de microorganismos indeseables que se encuentran dentro del material a compostear, de aquí que la información obtenida podría servir de guía para diseño de estrategias de enfriamiento en reactores empacados, puesto que las entalpías mencionadas no se pueden modificar sino cambiando los sustratos empleados o usando un inóculo que tenga otras características fisiológicas. Se puede concluir que la aireación es uno de los factores más importantes para el control de la temperatura en lechos empacados con material biológico.
Un detalle importante es que el modelo puede predecir cercanamente el comportamiento de la dinámica experimental cuando se trata de la zona termofilica del composteo como se muestra en las figuras 9.1 y 9.5. Esto resalta
64
la importancia de los microorganismos correspondientes a la biomasa 1 en la getieración de caicji y sefidaií la pubiblt: iiilcYft:ics;ncid que hail tenido la considciación de la presencia de ilri ~egufido pip de micrcorgmismos, que tal vez no tenga la suficiente importancia en el modelamiento del comportamiento de las principales variables, como puede ser la producción de calor y la producción de COZ y, en cambio, puede generar complicaciones en el modelamiento de procesos biológicos como el composteo.
Fue también importante la variación cíclica de la temperatura durante la etapa de enfi-iamiento que comienza después de las 20 horas de fermentación. Será conveniente en trabajos posteriores sobre este tipo de fermentaciones incluir condiciones de frontera que describan variaciones cíclicas de la temperatura, sobre todo en casos en los que no pueda lograrse un buen aislamiento térmico del sistema experimental bajo estudio.
Con respecto al posible efecto del malleo (elección del número de puntos de colocación para el método de colocación ortogonal) en los perfdes producidos por el modelo, se observó que empleando siete y cinco puntos de colocación, la diferencia en los máximos obtenidos, es prácticamente inexistente y en los puntos correspondientes al la fase de enfriamiento, la diferencia no es mayor al 5%, por lo que se consideró que cinco puntos eran suficientes para describir satisfactoriamente el comportamiento de las variables del modelo.
El problema particular de modelamiento de reactores biológicos en lecho empacado es sumamente complejo por varias razones:
1) El uso de soportes irregulares y heterogéneos en la etapa experimental complica la validación de los modelos propuestos.
2) El material biológico utilizado corno inóculo, es decir los lodos residuales, constituye un ecosistema de una gran complejidad debido a su composición variable y a las interacciones entre las especies que lo conforman. Es por esto que el intento de reducir ai problema a un agrupamiento de todos esos microorganismos en solamente dos tipos representativos puede contribuir a explicar de manera macróscopica algunas variables pero no otras como la cantidad de biomasa producida y el consumo de sustrato las cuales son difíciles de medir. Inclusive la expresión de las velocidades máximas específicas de crecimiento tendrán que revisarse y adecuarse más a la realidad de un sistema de multiorganismos utilizando varios sustratos.
65
3) Las dinánriicas de pioúucción de Úiorima producidas por el i~ic)Cft;ic)
reprssentm LUI comportamiento idcal q i c u p p a u m gran cantidad de fenbmenos metabólicos y macroscópicos qiie no pueden ser explicados satisfactoriamente a partir de expresiones como la usada (Monod), que solamente es una aproximación.
4) En general los perfiles radiales de temperatura medidos fueron distintos a los que produjo el modelo por ser estos últimos un comportamiento teórico que no toma en cuenta la diversidad de fenómenos que pueden ocurrir dentro del sistema. Estos pueden ir desde un complejo comportamientos del aire dentro del empaque que modifique las contribuciones de los diferentes mecanismos de remoción de calor, hasta el comportamiento del aire externo al reactor y la influencia del medio ambiente sobre este, las pérdidas de calor evaporativas, la heterogeneidad del material de soporte (bagazo de caña), porosidad variable, ctc.
66
9. NOMENCLATURA
p = viscosidad de¡ aire, kg(m s)" pd, = tasa de máxima de muerte del microorgmisino i, 5-l
cg = ti-acción de gas en el lecho empacado, m3 gas m-3 totales AHi = entalpía de la reacción i, kT kg-' i p, = densidad del componente i, kg m-3 pmo = tasa de máxima inicial de crecimiento del microorganismo 1, sml p~m2 = tasa de máxima de crecimiento del microorganismo 2, s-' l-zg = fracción de sólido en el lecho empacado, m3 sól m-3 totales a, = área volumétrica del constituyente i, m2 i totales Bi= Número de Biot radial de calor, h r k , adimensional C02,*= concentración de COZ de equilibrio en el sólido, kg COZ m-3 C,, = calor específico del componente i, kJ kgi-' K-' D',fa= coeficiente de dispersión de masa axial para el COZ, m 2 s -1
D',fi= coeficiente de dispersión radial de masa para el COZ, m 2 s -1
Defa= coeficiente de dispersión de masa axial para el oxígeno, m 2 s -1
D,fi= coeficiente de dispersión de masa radial para el oxígeno, m 2 s - 1
&=diámetro promedio de partícula, m h = coeficiente de transferencia de calor en la película gas sólido,
b f a z coeficiente de dispersión de calor axial, kJ m-' h-' K-'
kg a, = coeficiente volumétrico de transferencia de masa, h-'
KOz, = constante de saturación para el oxígeno para el microorganismo i, kg02 m-3 Ks, = constante de saturación para el sustrato i, kgSi m-3 L = Longitud total del reactor, m m', = tasa de mantenimiento de COZ con respecto ai microorganismo i, kg CO, kg-' bi0m.i h-l m, = tasa de mantenimiento de sustrato i con respecto al microorganismo i, kg Si kg-' bi0m.i h-' 1110~ = tasa de mantenimiento de O2 con respecto al microorganismo i, kg 02kg1 bi0rn.i h-' Ozs*= concentración de oxígeno de equilibrio en e¡ sólido, kg 0 2 m-3 Peml= Número de Pedet de masa para la difusión de oxígeno. Ped= Número de Pedet de masa para la difusión de COL .
conductividad térmica efectiva dd material empacado, kJ m-' h" K-'
he= coeficiente de dispersión de calor radial , kJ m- 1 h -1 K'
h-' K''
67
R= radio total del reactor, m So,= sustrato inicial i, icg dei sustrato i rn ' Tap= temperatura dei aire de proceso. T,= temperatura mexima permisible en el lecho empacado, K t,,c LRJ, tiempo de referencia, s U, = velocidad del aire, m h" X,= concentración máxima de biomasa i, kgcél m-3 Y x,,c02 = rendimiento de biomasa i con respecto a la producción de COZ, kg bi0m.i kg" COZ Ypi = rendimiento de Si Yxj/oz = rendimienta bi0m.i kg" O2
kgbiom.1 kg-' Si Y m i = rendimiento
Variabks
COZ = concentración
C 0 2 con respecto a consumo de sustrato i, kg COZ kg-'
de biomasa i con respecto a consmo de oxígeno, kg
de biomasa i can respecto a consumo del sustrato i,
de dióxido de kg ms3 0 2 = concentración de oxígeno kg rnm3 r.= radio del reactor, m s, = concentración cid sustrato i, kg dd sustrato i me3 T = temperatura, K t= tiempo, h Xi = concentración de biomasa i, kg m-' z = longitud de reactor, m
Variables adimensionaies
0 2
o; ' $ = - conceíttracióri de oxígeno
, concentración de dióxido de carbono q = - coz coi
68
m 1
y = - , temperatura '111
e I < = - , dimensión radial R Z 6 = - , dimensión axid L t
z = -, tiempo adimensional. t ref
A K s, = -, Ks, constante adimensional inicial de saturación para el sustrato i. so,
KO,, = % , constante adimensionaí inicial de saturación del oxígeno para el 0 2
organismo i.
69
IO. B I B L I O G R A F ~
Abdu!luh, AL., Teilgerdy, R.P. md h4urphy, V.G.(1985) Qptimization of solid substrate fermentation of wheat straw. Biotechnology and Bioengineering. 27: 20-27.
André, G., Moo-Young, M. and Robinson, C.W. (1981) improved method for the dinamic measurement of mass transfer coefficient for aplication to solid- substrate fermentation. Biotechnology and Bioengineering.23: 16 1 1-1622.
Amar Aboul Hosn, S. (1994) Determinación de parámetros fisicos de sistemas de fementación sólida sobre soportes inertes. Reporte de Servicio Social. Universidad Autónoma Metropolitana-Jztapalapa. México D. F.
Ashbolt, N.J and M . A . L k (1982) A bench scale system to study the cornposting of organic wastes. Journal of Environmental Quality. 12: 405-408.
Bach, P.D., M. Shoda and H. Kubota (1984) Rate of composting of dewatered sewage sludge in continuosly mixed isothermal reactor. Journal of Fermentation Technology. 62: 285-292.
Bach, P.D., M. Shoda and H. Kubota (1985) Composting reaction rate of sewage sludge in an autothermal packed bed reactor. Journal of Fermentation Technology. 63: 27 1-278.
Bach, P.D.,K. Nakasaki, M. Shoda and H. Kubota (1987) Thermal balance in cornposting operations. Journal of Fermentation Technology 65 : 199-209.
Blanch, Harvey W.(1981) Microbial grow kinetics, a invited review.Chem. Eng. Commun. 8: 18 1-2 1 1.
Chaniasak , V. and H. Kubota (198 1) Carbod organic ratio in water extract as mesure of composting degradation. Jo~unal of Fermentation Technology. 59: 2 15-2 19.
Denn, Morton M.( 1986) Process modeling, Longman Scientific & Technical.
El-Fadel, M., A. N. Findikakis and J.O. Leckie (1996) Temperature effects in modeling solid waste biodegradation. Environmental Technology 17:9 15-935.
70
Finiayson, B.A.( 19’72) The method oí’ the weighted residuals and variational principlzs. Academic Prcss, Ne% York.
Finstein M.S, F.C. Miller and P.F. Strom (1986) Monitoring and evaluating composting process performance Journal WPCF 58:272-278
Finstein M.S. and J.A. Hogan (1993) Integration of composting process microbiology, facility structure and decision-malung En: Science and Engineering of Composting The Ohio State University. pp 1-24
Gowthaman, M.K, Ghildyal, N.P. and Raghava Rao, K.S.M.S.(1993) Interactions of transport resistances in packed bed solid state fermenters: the effects of gaseous concentration gradientsJourna1 of Chemical Technology and Biotechnology, 5 6: 23 3 -23 9.
Gray K.R and A.J. Biddiestone (1974) Decomposition of urban wastes En: “Biology of plant litter decomposition” 2: 743-745.
Gray K.R., K. Sherman and A.J. Biddlestone.(l971) A review of composting part 1. Process Biochemistry. June, pp. 32-36.
Gutiérrez-Rojas , M, Auria, R. Benet, J.C. and Revah, S.(1995) A mathematical model for solid state fermentation of mycelial fungi on inert support. The Chemical Engineering Journal. 60: 189- 198
Gutiérrez-Roj as, M.( 1995). Contribucih al estudio del modelado matemático de la fermentación sólida de hongos filamentosos en soportes inertes. Tesis de Doctorado. Universidad Autónoma Metropolitana Unidad Iztapalapa. División de Ciencias Básicas e Ingeniería. México, D.F.
Hamelers, H.V.M.( 1993) A Theoretical model for composting kinetics. En Composting, Science and Engineering. Universidad Estatal de Ohio.
Haug, Roger T.( 1979) Engineering principles of sludge composting. Journal WPCF. 5 1: 2 189-2206
71
Hogan, J.A., Miller, F.C. and Finstein M.S.(1989) Physical modeling of the cornposting ecosystem. Applied and E u v ~ ~ G / L v E ; L ~ ~ ~ ; I I llficro5iology. 55: 1 082- 1092.
Keener, H. M., Marugg, C., Hansen R. C. and Hoitnik, H. A. J.(1993) Optimizing the Efficiency of the Composting Process. En: Composting, Science and Engineering. Universidad Estatal de Ohio.
Marugg, C., Grebus, M., Hansen R.C., Keener, H.M. and Hoitnrk, H.A.J.(1993) A kinetic model of the yard waste composting process. In: Composting, Science and Engineering. State University of Ohio.
Mendoza-Weisskopf, J.M. (1994). Balances de calor en un proceso de biodegradación de lodos activados por fermentación sólida. Tesis de Maestría. Universidad Autónorha Metropolitana-Iztapalapa México D.F.
Mitchell, D.A., Duong D.D and Greenfield P.F.( 1991) A semimechanistic Mathematical Model for Growth of Rhizopus oligosporus in a Model Solid State Fermentation System, Biotechnology and Bioengineering. 3 8:3 5 3-362.
Mohee, R., White, R.T. and Das, K.C.(1998) Simulation model for cornposting cellulosic (bagasse) substrates Compost Science and Utilization 6:82-92.
Morisaki N., Ch. G. Phae, K. Nakasaki, K, M. Shoda and H. Kubota (1989) Nitrogen transformation during thermophilic composting. Journal of Fermentation and Bioengineering 67: 57-61.
Mote C.R y C.L. Griffis (1979) A system for studying the composting process. Agricultural Wastes 1 : 19 1-203
Nakasaki, K, M. Shoda and H. Kubota. (1985) Effect of temperature on composting of sewage sludge. Applied and Environmental Microbiology 49: 724-726.
Parr, J.F., E, Epstein and G.B.Wilson (1978) Composting of sewage sludge for utilization as a fertilizer FA0 Soil Bt..,etin
Petersen, E. E. (1965) Chemical Reaction Analysis. Prentice-Hall. London
72
Rajagopalan, S. and Modak, J.M.( 1994) Heat and mass transfer simulations shidjec for wiid st-2te ferrnentati!~ ~:acccscs. CJítílil~c'd Ctiyrneel-ing Sczence.49(23):2187-2 I93
Ramana Murthy, M.V., Karanth, N.G. and Raghava Rao, K.S.M.S. (1993) Biochemical engineering aspects of solid-state fermentation. Advances in Applied Microbiology. 38:99- 147.
Sangsurasak, P. and Mitchell, D.A.( 1995) Incorporation of Death Kinetics into a 2-Dimensional Dynamic Heat Transfer Model for Solid Substrate Fermentation. Journal of Chemical Technology and Biotechnology. 64:253- 260.
Sargantanis, J., Karlln.M.N., Murphy V.G. and Ryoo, D.(1993)Effect of Operating Conditions on Solid Substrate Fermentation. Biotechnology and Bioengineering. 42: 149-158.
Saucedo-CastaÍíeda, G. ,Gutiérrez-Rojas, Bacquet, G., Raimbault, M. and Viniegra-González, G. ( 1990) Heat transfer simulation in solid substrate fermentation. Biotechnology and Bioengineering. 35:802-808.
Schulza, K.L. (1962) Applied Microbiology. 10: 108-122.
Sikora, L.J., .M.A. Ramirez and T.A. Troeschel (1983) Laboratory composter for simulation studies. Journal of Environmental Quality 12: 2 19-223.
Shin, H. and Jeong, Y.(1996) The degradation of cellulosic fraction in composting of source separated food waste and paper mixture with change of C/N ratio. Environmental Technology. 17433438.
Takamine, J. (1914) Industrial Engineering Chemistry. 6:834-828.
Underkofler, L.A., Fulkmer, E.S. and Schoene, L. (1939) Industrial Engineering Chemistry. 3 1 :734-738.
VanderGheynst, J.S., Walker, L.P. and Parlange, J.Y. (1997) Energy transport in a high-solids aerobic degradation process: mathematical modeling and analysis. Biotechnology Progress. 13 :238-248
73
MÉTODO DE WSLDCTOS PONDERADOS: COLOCACIÓN ORTOGONAL
Consideremos el problema de la conducción de calor unidimensional en una placa, en estado estacionario. La ecuación que describe el cambio en la temperatura es:
AI
En x=O T(O)=T, En x=d T( d)=T 1
k = + a(T-T0)
Se desea calcular las distribuciones de flujo de calor y temperatura a través de la placa en la dirección x. Introduciendo las variables adimensionales
e = (T-TJ(T,-T~), x’ = xíd
y sustituyendo en la ecuación diferencial y en las condiciones de frontera, se obtiene
A2
e (o) = o e (1) = 1
a = a(Tl-To)/k,
La solución a este sistema será la función e(x): el perfil de temperatura adimensional. Si a=l la solución analítica es:
8 = -1 + ( 1 + 3 ~ ) ’ ’ ~
74
También es posible hallar soluciones aproximadas a este problema por medio de 10s métodos de residuos ponderados (n/í’*K) (Finlayson, 1972). En su aplicaciuii hay tres pasos importantes: 1) Aplicar una hnción aproximante, 2) Elegir un criterio, 3) Calcular aproximaciones sucesivas. La elección de la función aproximante es lo más importante. La solución es expandida en una serie de funciones conocidas llamadas funciones de prueba, con coeficientes a, desconocidos, que deben ser determinados de tal forma que satisfagan la ecuación diferencial en algún sentido. El criterio para elegir ese sentido determina al método de residuos ponderados. Por su simplicidad a menudo se eligen funciones aproximantes que consisten en polinomios, aunque pueden escogerse también funciones trigonométricas, aunque el trabajo para determinar sus coeficientes es mayor. La función aproximante puede representarse
N+I
8, = x + -&Z,(xJ+‘ - x) A3 J = l
Es un requisito que la función aproximante satisfaga las condiciones de frontera de la ecuación diferencial adimensional. El siguiente pasa es sustituir la función en la ecuación diferencial para formar una el residuo
Si al función aproximante fuera la solución exacta este residuo sería igual a cero. En los MWR las constantes aj son elegidas de forma tal que el residuo es forzado a ser cero en los puntos seleccionados de manera promediada en un dominio que va del O al 1, es decir
A5
en donde wk es una función ponderada (también llamada “de peso”) que puede ser elegida de muchas maneras y cada una de ellas corresponde a un método diferente de residuos ponderados. Aquí se revisará solamente el de colocación y su variante ortogonal.
75
Si las condiciones de frontera son de segunda y tercera clase, es conveniente combinar !a ecuación diferencial y los xsi&xx dc frontera, en lugar de h x z í yrre cslda término satisfaga las coridiciones de frmtera. En colocación ortogonal se emplea esta aproximación y es útil para condiciones de frontera de primera, segunda y tercera clase. Tiene varias ventajas sobre el método de colocación simple: los puntos de colocación son fijados automáticamente evitándose su elección arbitraria y el error decrece más rápido conforme el número de términos aumenta. Además, existen tres diferencias importantes: 1) La función aproximante es elegida como una serie de polinomios ortogonales, 2) Los puntos de colocación son las raíces (ceros) de uno de esos polinomios, 3) Las variables dependientes son los valores de la solución en los puntos de colocación, en lugar de los coeficientes de la serie. Primeramente se revisará el punto 3. La solución del sistema puede expresarse así :
A6
Donde (y,(’) } son fwiciones de posición conocidas Evaluando y(x) en cada uno de los puntos de colocación del conjunto {x,):
Y(-r,)= Ca,v , (x , ) A7
Es necesario recordar que los valores Y,(x,) son conocidos. Entonces, conociendo los coeficientes a, se pueden evaluar los y(x,). Poniendo la ec. A7 en forma matricial
V
r = l
y = M a ó a = M-’y
AS A9
Es decir que si el valor de la solución es conocido en N puntos, entonces los coeficientes ai serán determinados y podrá encontrarse la solución en cualquier otro punto. Evaluando las derivadas de la solución en los puntos x,
A10
76
O en toma matriciaí: y’ = ill’ a A l 1
A12
O en forma matricial: y” = M”a A13
Como los coeficientes a, pueden ser expresados en términos de los valores de la solución en los puntos de colocación b(’J las derivadas también pueden ser expresadas en términos de dichos valores. Sustituyendo a en A 1 1 y A I3
A14 A15
Esto permitirá transformar una ecuación diferencial ordinaria en un sistema de ecuaciones algebraicas lineales (o no lineales), cuyas incógnitas serán las soluciones en cada punto de colocación.
En este método se eligen polinomios ortogonales como funciones de prueba que son los términos en la sumatoria de la función aproximante. Tales polinomios son de la siguiente forma:
m
P,,, (x) = aJxJ , el polinomio tiene grado m /=o
A16
Los Coeficientes son defmidos requiriendo que P, sea ortogonal a Pk con krm- 1 . La función de ortogonalidad puede incluir una función de peso w(x)20, es decir
A17
con k=O,1,2 ... m-1 Este procedimiento especifica los polinomios que se determinan requiriendo que el primer coeficiente sea uno.
77
Si el polinomio tiene un grado m, entonces tiene m raíces en el intervalo de intern-ación: - es decir desde í! hasta k. E C ~ S m í c z 5 r - v - m LGI~IÜ cltsciurics convenientes de los puntos de colocacirín. Existen dos tipos de problemas dependiendo del sistema ecuaciones en cuestión. El primer tipo es el conocido como sistema simétrico en donde la solución es simétrica con respecto al valor x=O, es decir, los perfiles de concentración y temperatura cambian con respecto a un eje que divide en dos partes al sistema en cuestión. En este caso la fiinción de prueba tiene la forma
.v y ( x 2 ) s y N ( x 2 ) = b + (1 - x 2 ) Z a , P - , ( x 2 )
r = l A18
El segundo tipo de problema es de naturaleza asimétrica, es decir, perfiles auiales de concentración o de temperatura. Para este caso se tienen funciones de prueba de la forma
N
,=I y(x) z (x) = b + Cx + x(1- x) C a,P,-, (x) A19
En donde Pi-1 son polinomios ortogonales. Se analizará en primer lugar este Último caso. La ecuación A 19 también puede escribirse
A20 r = l
o, por simplicidad en la obtención de las matrices de las derivadas A20 puede escribirse también
.v + 2
y = Cd,xj ' - l 1=1
A2 1
Se obtiene la primera y segunda derivada de y, y se evalúan en cada punto de colocación. Estas son las N raíces de PN(x)=O que están entre cero y uno. Es decir que x1=0, x2, x3, ..., XN son raíces interiores y X N + , = ~ .
Ahora bien si .v+2
Y(x,) = dixj'-' I = I
A22
.v+2 d i - 2 - y ( x , ) = dx /=I
di (i - l)x, A23
78

A24
y también Cj1= (i-l)xJ'-2 y DJl = (i- l)(i-2)~~'-~; se tendrá que
y = Q d, dyídx = C d, d2y/dx2 = D d ; en donde Q j I = x,''~,
d = Q-' y dy/dx = C D-' y = A y d2y/dx2 = D Q" y = B y
A25 A26 A27
Los puntos de colocación también permiten evaluar los pesos wi de las "fórmulas de cuadratura", que sirven a. su vez para evaluar numéricamente la siguiente integral
I
j f ( x ) h = " W J f (Xi) O J = 1
Para determinar Wj se evalúa para t:l= xi-', es decir
Y, en forma matricial QTw=f w = (QT)-l f
A28
A29
A30 A3 1
Así, las derivadas en cualquier punto G: colocac jn son expresadas, en términos de los valores de la función en dichos puntos. De esta forma para evaluar las matrices se deben efectuar los siguientes pasos: a) Construir los polinomios ortogonales y hallar las raíces del último de ellos para usarlas como puntos de colocación. Se pueden usar tanto la condición de ortogonalidad como la fórmula de recurrencia. b) Calcular las matrices Q y QT
c) Invertir las anteriores matrices d)Calcular las matrices A, B y el vector w.
79
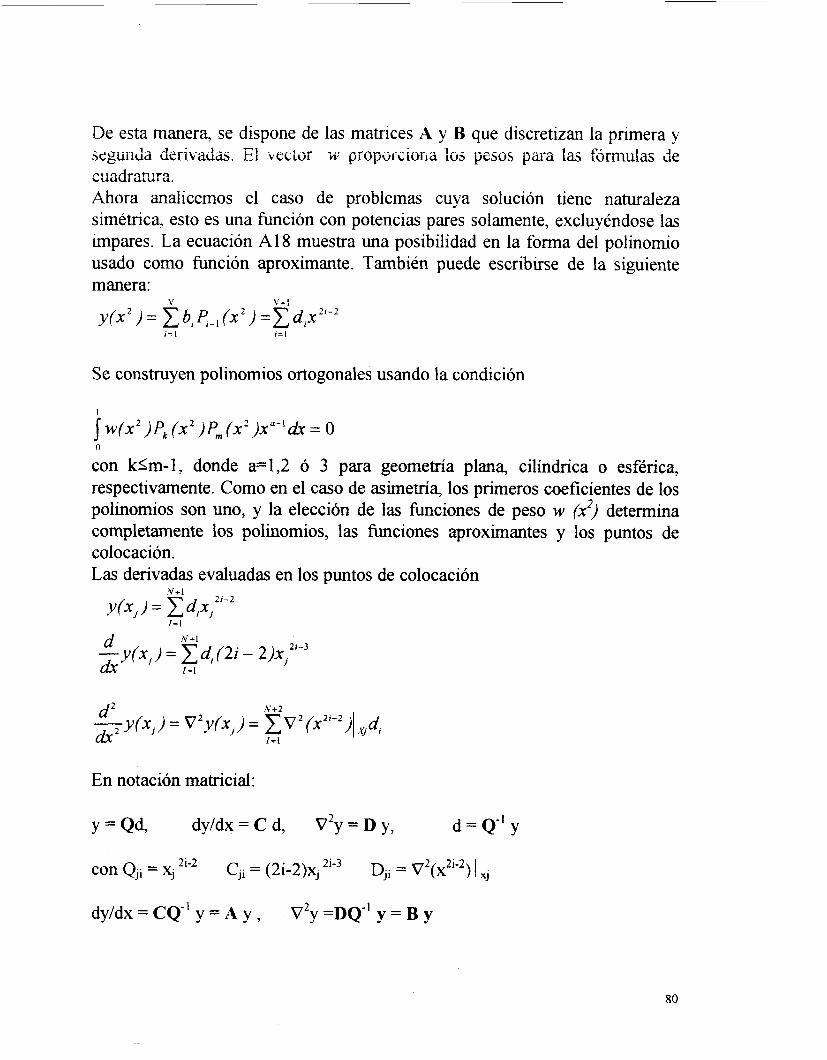
De esta manera, se dispone de las matrices A y B que discretizan la primera y segun& íierivad;w. E vcctvr i.i; prupfirciuiía 10s p o s piza las f6mulas de cüadraturu. Ahora analicemos el caso de problemas cuya solución tiene naturaleza simétrica, esto es una función con potencias pares solamente, excluyéndose las impares. La ecuación A18 muestra una posibilidad en la forma del polinomio usado como función aproximante. También puede escribirse de la siguiente manera:
v \ ‘ + I
y ( x 2 ) = C b I c - , ( x 2 ) =CdIX2‘-’ ; = I i= I
Se construyen polinomios ortogonales usando la condición
1
J w ( x 2 ) Pk ( x ‘ ) Pm (x2)xa-1dx = o o
con klm-1, donde a=1,2 ó 3 para geometría plana, cilíndrica o esférica, respectivamente. Como en el caso de asimetría, los primeros coeficientes de los polinomios son uno, y la elección de las funciones de peso w (x2) determina completamente los polinomios, las funciones aproximantes y los puntos de colocación. Las derivadas evaluadas en los puntos de colocación
.V+l 21-2
Y (x, ) = C dixj I=I
N+1 d - y(x,) = (25 I=I
dj (2i -
,v+2 d’ ~ Y ( x , ) = V’Y(X,) = C V’ (x’~-~)I .di
I=1
En notación matricial:
Y = Qd, dy/dx = C d, V2y = D y, d = Q “ y
dyídx = CQ” y = A y , V2y =DQ-’ y = B y
80
Los puntos de colocación también se usarán para evaluar los pesos w, en las fórrtiulas dc cuadiatura, las crrulzs s i ~ - c n parü m1cuIar intcgr& numéricamente. En este caso
I .v+1 If (x2 )xa - ldx= c w , f (x,) O , = I
QTw = f w = (QT)-’ f
La integración es exacta para las funciones f que son polinomios de grado 2N en x2, proporcionando los puntos interiores de colocación, es decir las raíces de PN(x2) defmidos por w = 1- x2. Si w = 1, entonces la integración es exacta para polinomios de grado 2N-1. Para la resolución de los problemas descritos existen tabuladas las matrices A y B y las funciones de peso w para N=l y 2. Para una cantidad mayor de puntos de colocación se puede emplear el procedimiento descrito para las fiinciones de tipo simétrico.
81






![Clase 3 Fermentaciones [Autoguardado]](https://static.fdocumento.com/doc/165x107/577cc2f31a28aba71194d6f1/clase-3-fermentaciones-autoguardado.jpg)










