
Catálogo General RFID Comunicaciones Control AVL Control de Accesos RFID 2007.
1
Implementación de un Sistema RFID (radio frequency identification) para la
identificación de los productos y sus características, en el Proceso de Manufactura
Flexible en el Centro Tecnológico de Automatización Industrial (CTAI) de la Facultad
de Ingeniería Industrial en Pontificia Universidad Javeriana de Bogotá.
Presentado por: Alejandro Arango
Énfasis: Tecnología
Asesorado por: Ingeniero Manuel Moreno
Entregado a: Coordinación de proyectos de grado

2
Agradecimientos
Agradezco la realización de este trabajo de Grado al Ingeniero Manuel Moreno, de este trabajo de
grado.
De igual forma se agradece al ingeniero Sergio González por toda su dedicación tratando de
resolver las dudas sobre el procedimiento del proyecto y toda la información prestada para poder
llevar a cabo el desarrollo del proyecto.
Finalmente agradezco a todo el personal del Centro Tecnológico de Automatización Industrial de
la Pontificia Universidad Javeriana de Bogotá por su ayuda incondicional para la realización de este
trabajo de grado.
Gracias a Todos
3
Tabla de Contenido
1. Introducción ................................................................................................................................7
2. Objetivo General ........................................................................................................................9
2.1 Objetivos específicos ........................................................................................................9
3. Formulación y Justificación ................................................................................................... 10
3.1 Situación Actual y Simulaciones actuales .................................................................. 10
3.2 Formulación del problema ............................................................................................ 13
3.3 Justificación del sistema RFID .......................................................................................... 14
4. Marco Teórico ......................................................................................................................... 18
4.1 Historia .................................................................................................................................. 19
4.2 Tipos de etiquetas y frecuencias utilizadas ..................................................................... 19
4.2.1 Diferencias entre las frecuencias utilizadas ............................................................. 20
4.2.2 Costos de las Etiquetas comerciales ........................................................................ 21
4.2.3 Etiquetas RFID pasivas .............................................................................................. 21
4.4 Aplicaciones ......................................................................................................................... 24
4.5 Laboratorios universitarios utilizando RFID ..................................................................... 24
4.6 Estándares ISO para etiquetas ......................................................................................... 27
5. Selección de tipo de tecnología ........................................................................................... 28
6. Diseño del Sistema RFID ...................................................................................................... 29
6.1 Kit de evaluación TRF7970AEVM ............................................................................... 29
6.2 Diseño del panel de control del sistema RFID........................................................... 33
6.3 Revisión de inventario y tablas de convenciones ..................................................... 42
6.4 Escritura de inventario de piezas en AS/RS .............................................................. 47
6.5 Integración del sistema ................................................................................................. 50
6.6 Pruebas de distancia máxima de lectura ......................................................................... 51
6.5.1 Diseño de experimentos propuesto ..................................................................... 58
6.6 Pruebas, instalación y Simulación .................................................................................... 61
7. Resultados............................................................................................................................... 67
7.1 Resultados de las pruebas ........................................................................................... 67

4
7.2 Resultados de la simulación ......................................................................................... 74
7.3 Análisis estadístico ............................................................................................................. 76
7.4 Guía de laboratorio para prácticas.................................................................................... 79
8. Análisis Costo beneficio ........................................................................................................ 81
8.1 Análisis económico del proyecto.................................................................................. 82
8.2 Beneficios CTAI .............................................................................................................. 85
8.3 Beneficios estudiantes de Ingeniería Industrial .............................................................. 85
8.4 Beneficios Pontificia Universidad Javeriana .................................................................... 85
9. Recomendaciones ................................................................................................................. 86
9.1 Recomendaciones generales ....................................................................................... 86
9.2 Recomendaciones de continuidad .............................................................................. 87
9.3 Diseño propuesto para el CTAI ......................................................................................... 90
10. Conclusiones ....................................................................................................................... 94
11. Bibliografía........................................................................................................................... 96
12. Anexos ................................................................................................................................. 99
Tabla de ilustraciones
Ilustración 1. Proceso general de manufactura en el CTAI .................................................... 12
Ilustración 2. Proceso posible con tecnología RFID. ................................................................ 17
Ilustración 3. Enlace a corta distancia por inducción electromagnética. (Chawla et. Al.
2007) ................................................................................................................................................ 22
Ilustración 4. Tipos de etiquetas LF y HF. (Chawla et. Al. 2007) ........................................... 22
Ilustración 5. Enlace a larga distancia por diferencia de potencial. (Chawla et. Al. 2007) . 23
Ilustración 6. Etiquetas de conectividad a largo alcance. (Chawla et. Al. 2007) .................. 23
Ilustración 7. Laboratorios Universitarios en Norte América. (Fosso y Michael, 2010) ...... 25
Ilustración 8. Laboratorios Universitarios en Norte América 2. (Fosso y Michael, 2010) ... 26
Ilustración 9. Componentes del TRF7970AEVM (Plintec Ltda. Bloque2). ............................ 29
Ilustración 10. Etiquetas ISO 15693 ............................................................................................ 30
Ilustración 11. Ejecutable GUI de Texas Instruments. ............................................................. 31
Ilustración 12. Secciones de la Interface del software. (User´s guide TRF7960, ANEXO 1)
.......................................................................................................................................................... 32
Ilustración 13.Panel de control RFID, Modo Lectura ................................................................ 34

5
Ilustración 14. Diagrama de flujo, conexión y potencia. ........................................................... 35
Ilustración 15. Ejemplo modo lectura activado. ......................................................................... 36
Ilustración 16. Diagrama de flujo, modo lectura. ....................................................................... 37
Ilustración 17. Panel de control sistema RFID. Modo escritura. ............................................. 38
Ilustración 18. Diagrama de flujo, Modo escritura. .................................................................... 39
Ilustración 19. Panel de control sistema RFID. Instrucciones. ................................................ 40
Ilustración 20. Panel de control sistema RFID. Códigos. ........................................................ 41
Ilustración 21. Codificación UID ................................................................................................... 44
Ilustración 22. Escritura de datos en etiquetas. ........................................................................ 48
Ilustración 23. Panel de control sistema RFID, después de cada escritura de datos. ........ 48
Ilustración 24. Panel de control sistema RFID. Lectura de etiquetas .................................... 49
Ilustración 25. Base de datos generada en el panel de Control del sistema RFID ............. 49
Ilustración 26. Integración RFID y SAP. ..................................................................................... 50
Ilustración 27. Ajuste de lectura en metales .............................................................................. 54
Ilustración 28. Ejemplo Observaciones de distancia. ............................................................... 54
Ilustración 29. Gráfica de Pareto estandarizado. ...................................................................... 56
Ilustración 30. Pruebas Fase I. .................................................................................................... 61
Ilustración 31. Pruebas Fase II. ................................................................................................... 62
Ilustración 32. Montaje para simulación de proceso. ............................................................... 63
Ilustración 33. Sleeve (Tomado de Ing. Luisa Fernanda Muñoz, 2013). ............................... 64
Ilustración 34. Posición 28 del AS/RS. ....................................................................................... 64
Ilustración 35. Proceso de Sleeve en la simulación. ................................................................ 65
Ilustración 36. Lectura de datos en simulación de producción de SLEEVE-BR. ................. 66
Ilustración 37. Información en Panel de Control en la simulación. ......................................... 66
Ilustración 38. Histograma de frecuencias (Elaborada en SPSS). ......................................... 77
Ilustración 39. Prueba de ajuste para los datos de contador. ................................................. 78
Ilustración 40. Pregunta 1 de la encuesta .................................................................................. 79
Ilustración 41. Pregunta 2 de la encuesta. ................................................................................. 80
Ilustración 42. Manipulación de la tarjeta sin manilla con descarga a tierra......................... 86
Ilustración 43. Sistema de manufactura flexible, CTAI. ........................................................... 91
Ilustración 44. Estaciones banda transportadora. ..................................................................... 91
Ilustración 45. Diseño propuesto del sistema RFID. ................................................................ 92
Ilustración 46. Diseño propuesto sistema RFID horizontal...................................................... 92
Contenido de Tablas Tabla 1. Comparación de tecnologías ........................................................................................ 20
Tabla 2. Diferencia entre módulos de evaluación RFID. ......................................................... 28
Tabla 3. Características de los tags. ........................................................................................... 30
6
Tabla 4. Información en cada bloque de la memoria. .............................................................. 38
Tabla 5. Códigos CTAI. ................................................................................................................. 42
Tabla 6. Inventario actual en base de datos CTAI. ................................................................... 43
Tabla 7. Inventario Actual del AS/RS, con ejemplo de UID. ................................................... 45
Tabla 8. Convención de códigos para materiales ..................................................................... 45
Tabla 9. Convención de códigos para la forma de materiales. ............................................... 46
Tabla 10. Ejemplos de posición y sus códigos. ........................................................................ 46
Tabla 11. Tabla de información guardada en las etiquetas. ................................................... 47
Tabla 12. Factores y niveles del diseño 2^3. ..................................................................................... 51
Tabla 13. Diseño 2^3 para distancias. ........................................................................................ 53
Tabla 14. Réplicas del diseño, tomadas en centímetros. ........................................................ 55
Tabla 15. Tabla de contrastes ...................................................................................................... 55
Tabla 16. ANOVA del diseño ....................................................................................................... 55
Tabla 17. Mejores Tratamientos del diseño ............................................................................... 56
Tabla 18. Tratamientos y bloqueos del diseño en cuadrado latino. ....................................... 58
Tabla 19. Diseño en cuadrado latino. ......................................................................................... 59
Tabla 20. Diseño Factorial 3 x 2. ................................................................................................. 60
Tabla 21. Resultados pruebas FASE I........................................................................................ 70
Tabla 22. Resultados pruebas FASE II. ..................................................................................... 71
Tabla 23. Resultados FASE II en el panel de control. .............................................................. 73
Tabla 24. Resultados de simulación. .......................................................................................... 75
Tabla 25. Estadística Descriptiva del contador. ........................................................................ 76
Tabla 26. Costo del proyecto ....................................................................................................... 81
Tabla 27. Datos necesarios para el análisis. ............................................................................. 82
Tabla 28. Ingresos de los escenarios planteados. .................................................................... 82
Tabla 29. Costos de alquiler. ........................................................................................................ 83
Tabla 30. Ingresos y costos del escenario 1. ............................................................................ 83
Tabla 31. Flujo de caja para escenario 1. .................................................................................. 83
Tabla 32. Ingresos y costos para escenario 2. .......................................................................... 83
Tabla 33. Flujo de caja para escenario 2. .................................................................................. 84
Tabla 34. Flujo de caja para 20 horas de curso FMS. ............................................................. 84
Tabla 35. Flujo de caja para 20 horas de elaboración de piezas. .......................................... 84
Tabla 36. Propuestas de continuación. ...................................................................................... 90
Tabla 37. Costo de propuesta con equipos Plintec en dólares americanos. ........................ 93
Tabla 38.Costo propuesta con Equipos UHF Kimbaya y HF Plintec, en dólares
americanos. ..................................................................................................................................... 93
Tabla 39. Costo propuesta con equipos UHF de HTK y HF de Plintec en dólares
americanos. ..................................................................................................................................... 93
Tabla 40. Dimensiones sugeridas para material que separa la etiqueta. ............................. 95

7
1. Introducción
La tecnología es una herramienta de gran ayuda para todas las áreas de la ingeniería,
desde la educación hasta los procesos complejos dentro de diferentes compañías. El uso
apropiado de ella lleva a tener grandes resultados de eficiencia y productividad en
diferentes procesos, pero no siempre una innovación tecnológica lleva hacia algo bueno,
ya que al momento de tener una mala decisión en la selección de dicha tecnología puede
empeorar el problema o cuello de botella que se quiere solucionar. Uno de los principales
problemas que se encuentra en la vida industrial es la falta de información precisa sobre
diferentes procesos de manufactura, materiales o productos terminados, en los cuales es
importante tenerlos debidamente identificados, ya sea para control, análisis, etc.
Desde la aparición de la producción masiva de productos, se ha hecho necesario tener un
control sobre ellos con el fin de saber qué es, de dónde viene y para dónde va. Es aquí
donde aparece la identificación de materiales, productos, lotes de producto, maquinaria y
equipos dentro de la industria.
Uno de los sistemas más conocidos para solucionar este problema de identificación, es el
código de barras, donde un código almacena cierta información de lo que se está
etiquetando o marcando, y con la ayuda de un lector conectado a un PC accede a una
base de datos con información pertinente sobre el objeto o producto. A pesar de su bajo
costo de implementación tiene ciertos limitantes para implementar este sistema en otras
aplicaciones diferentes a las de realizar inventario, como que los lectores deben ser
activados en cierto ángulo y operado por una persona, las etiquetas se ensucian o rayan
fácilmente impidiendo su lectura, no pueden guardar otro tipo de información que un
código y no se pueden reescribir. Atacando las principales debilidades del código de
barras surge un sistema de identificación basado en ondas electromagnéticas RFID (por
sus siglas en inglés para Radio Frequency Identification), donde se pueden leer las
etiquetas de manera automática y a cierta distancia del lector. Otra característica principal
de este sistema es la memoria que traen las etiquetas donde se guarda la información, la
cual se puede reescribir las veces que se desee. Teniendo en cuenta estas características
y la gran variedad de aplicaciones que la tecnología RFID ofrece a las diferentes áreas de
la ingeniería y con base en la falta de visibilidad de productos en procesos de producción,
se elabora el trabajo de grado en el sistema de manufactura flexible ubicado en el Centro
tecnológico de Automatización Industrial de la Pontificia Universidad Javeriana en Bogotá,
Colombia. En este laboratorio universitario, también llamado CTAI, se cuenta con
diferentes salas destinadas al aprendizaje de los estudiantes en diferentes áreas de la
ingeniería industrial como: Neumática, Integración de procesos por computador, Diseño
del producto y Manufactura flexible. De igual forma se fomenta la investigación de
estudiantes y profesionales sobre diferentes tecnologías, de esta forma permitiendo una
mejora continua del centro y una actualización de equipos y tecnología. Por otro lado, se
cuenta con el mejor software para el diseño y las tecnologías de información, entre ellos
podemos encontrar software como SAP y Labview, programas con gran alcance dentro de

8
su área aportando un valor agregado a quienes realizan sus proyectos o prácticas en el
centro tecnológico.
Dentro del FMS (sistema de manufactura flexible) ubicado en éste laboratorio, no se
cuenta con un sistema de inventario adecuado ya que no se tienen marcadas las piezas y
durante el proceso no se puede ver lo que está pasando con los productos en el proceso,
al igual que muchos de los procesos de manufactura que se llevan a cabo en diferentes
organizaciones. Es importante obtener información de los productos o materiales mientras
se encuentran en el proceso de manufactura con el fin de analizar la información y
mejorar la eficiencia y aumentar la productividad. Otro aspecto importante es hacerle una
trazabilidad a los productos en proceso, con el fin de saber en qué estaciones de trabajo
se encuentran, el operador que está manipulando la estación, la fecha y hora en la que se
manipuló el material, entre otros datos. De esta forma, a través de este proyecto se busca
implementar un sistema RFID dentro del sistema de manufactura flexible ya mencionado
con el fin de obtener cierta información de los materiales con ayuda de unas etiquetas
RFID, realizando una interface hombre-máquina, para poder realizar diferentes lecturas o
escrituras de datos mientras el producto está en determinado proceso.
Ya que el conocimiento por parte de estudiantes de ingeniería de la Pontificia Universidad
Javeriana sobre la existencia y aplicaciones de la tecnología RFID es muy limitado, es
importante destacar las características, ventajas y desventajas, y aplicaciones de la
tecnología hasta el momento, con el fin de generar un conocimiento adicional de las
tecnologías existentes que se aplican en logística e inventarios, aunque se debe tener en
cuenta que la identificación por radio frecuencia tiene más aplicaciones como en acceso a
edificios, peajes o en procesos de producción Además se pretende dejar una base para
futuras investigaciones y diferentes aplicaciones que se puedan realizar con esta
tecnología.
Para poder implementar el sistema RFID en el sistema de manufactura flexible del CTAI,
se compró un módulo de evaluación de Texas Instruments (TRF7970AEVM), que cuenta
con un lector y un juego de etiquetas RFID. Este módulo se integró por medio del puerto
serial del computador, al programa LABVIEW, permitiendo realizar un panel de control
fácil de utilizar, que permite hacer lecturas y escrituras de las etiquetas, al igual que crear
bases de datos en Microsoft Access. Con la ayuda de unos códigos establecidos, se
diferenciaron las piezas por una identificación única, forma, material y la posición en el
AS/RS (sistema automatizado de almacén, siglas de Automated Storage and Retrieval
System) que ocupa la pieza. Por otro lado se realizó un diseño de experimentos para
determinar la mejor posición etiqueta-antena posible, y así poder hacer el montaje en la
banda transportadora del sistema de manufactura flexible, realizando pruebas de lectura.
Finalmente se deja claro un análisis costo-beneficio sobre esta implementación en el
CTAI, con algunas recomendaciones sobre que se debe hacer con base a lo que se logró
en este trabajo, fomentando así, la investigación de los alcances de esta nueva
tecnología.
9
2. Objetivo General
Implantar un sistema RFID en el sistema de manufactura flexible del CTAI, con el fin de identificar los productos y sus características, brindando un mayor alcance a las simulaciones de los procesos de manufactura.
2.1 Objetivos específicos
Analizar el tipo de materia prima con la que cuenta el almacén AS/RS actualizando el inventario, para así determinar las diferencias de las piezas que se van a etiquetar y actualizando el inventario existente en este sistema de almacenamiento.
Marcar las piezas de materia prima con las etiquetas de tecnología RFID (Radio frequency Identification), para guardar la información correspondiente a cada pieza, dándole una información única a cada una de estas, en la memoria de dicha etiqueta.
Realizar un diseño de experimentos, tomando como variable la distancia máxima de lectura entre la antena del lector y las etiquetas, para determinar la posición adecuada en la que se debe instalar el lector RFID.
Instalación del lector pasivo RFID en la línea de proceso de manufactura flexible, para realizar pruebas de lectura y escritura en las piezas etiquetadas a través del software diseñado para la adquisición de los datos del proceso.
Generar informe estadístico de las piezas que han sido procesadas en las pruebas, con el fin de determinar el número de veces que se ha procesado esa pieza desde la instalación del sistema, teniendo información en tiempo real.
Realizar un análisis costo beneficio con respecto a los aportes que tendría en el centro tecnológico de automatización industrial de la Pontificia Universidad Javeriana la implementación del sistema RFID.
Crear una guía de laboratorio detallada, la cual pueda ser utilizada para realizar una práctica de laboratorio dentro del CTAI usando la interfaz y el kit RFID, con el fin de motivar a los estudiantes a aprender e investigar sobre la identificación por radio frecuencia.

10
3. Formulación y Justificación
3.1 Situación Actual y Simulaciones actuales
El centro tecnológico de automatización industrial es un lugar dentro de la Pontificia Universidad Javeriana donde principalmente se brinda un servicio de apoyo a la educación de los estudiantes de diferentes carreras o programas académicos, en todas las áreas de automatización de procesos. Por otro lado, es un espacio que es utilizado para la investigación e innovación. Dentro de este laboratorio se tienen espacios para el diseño y fabricación del producto, simulaciones de procesos de manufactura, operaciones con máquinas de control numérico CNC, control de procesos de manufactura por computador, entre otros. El propósito principal de éste centro de automatización industrial a parte de lo mencionado anteriormente, es mejorar los procesos e intereses investigativos de la universidad, al igual que la prestación de servicios de asesoría en cuanto a temas de automatización de procesos de manufactura, de este modo el CTAI ayuda a contribuir en el desarrollo científico y tecnológico de Colombia.
En el año 1993 se creó dentro del departamento de Ingeniería Industrial una sección llamada laboratorios, dándole paso al comienzo del centro de automatización. Para este tiempo el centro solo contaba con equipos neumáticos y máquinas de uso didáctico para el manejo de procesos metalmecánicos, con los que se complementaban las materias de procesos industriales y taller de procesos respectivamente. Al pasar de los años se adquirieron paquetes de software para el diseño y manufactura asistidos por computador1. En la actualidad el CTAI cuenta con un sistema de manufactura flexible el cual explicaremos más adelante con detalle.
El centro tecnológico de automatización industrial cuenta con dos salas, en donde se lleva a cabo todo lo referente a tecnologías de información y diseño por computador llamadas salas CIM (computer integrated manufacturing) y CAD (computer aided design) / CAM (computer aided manufacturing). Por otro lado, cuenta con su sala fundadora, sala de neumática. Esta sala cuenta con todas las herramientas necesarias para el aprendizaje de la automatización basada en principios neumáticos, eléctricos y de control con PLC (controladores lógicos programables) en donde los estudiantes pueden simular procesos tanto en computador como con elementos neumáticos reales. Finalmente encontramos un espacio donde se ubica el sistema de manufactura flexible, en el cual se pueden hacer simulaciones de diferentes procesos totalmente automatizados.
Se deja la explicación detallada del sistema de manufactura flexible al final, ya que el proyecto se realizó en ésta área del CTAI. El FMS (por sus siglas en ingles que hacen referencia a flexible manufacturing system) cuenta con un almacén de materia prima y producto terminado AS/RS (automated storage and retrieval system), en donde se tienen piezas de diferentes materiales y tamaños simulando las materias primas y los productos terminados. Adicionalmente el mismo almacén tiene un sistema de transporte que se
1 Pontificia Universidad Javeriana. Centro Tecnológico de Automatización (CTAI). En: http://puj-
portal.javeriana.edu.co/portal/page/portal/Facultad%20de%20Ingenieria/dpto_indust_laboratorios_ctai
11
encarga de mover la pieza desde la posición de almacenamiento hacia la banda transportadora del sistema, y de manera contraria desde la banda transportadora hacia la posición que se desee almacenar la pieza dentro del almacén. Por otro lado, se tiene una banda transportadora con cuatro diferentes estaciones, equipadas con sensores, donde se puede simular por medio de un computador donde el objeto debe parar en el sistema de manufactura. Al ser una banda transportadora experimental, no es una banda transportadora tradicional, tiene unos pequeños carros que transportan la pieza por toda la longitud de la banda. Existe una estación de control de calidad, cuyo principio la visión artificial, es decir que, un sensor óptico revisa la pieza que se pone en el control de calidad. El sistema cuenta con un robot manipulador RV-2A Mitsubishi de 7 ejes, que se encarga de manipular cualquier objeto que se encuentre en la banda transportadora y llevarlo a una estación de mecanizado, es importante destacar que este robot tiene un eje de movimiento más que el brazo de un ser humano, lo cual hace que el robot pueda tener movimientos más eficientes que si se hace el trabajo por una persona. Finalmente el centro cuenta con una estación de mecanizado, que en este caso sería de torneado y fresado. Aquí es donde se simula que el objeto tiene una transformación física.
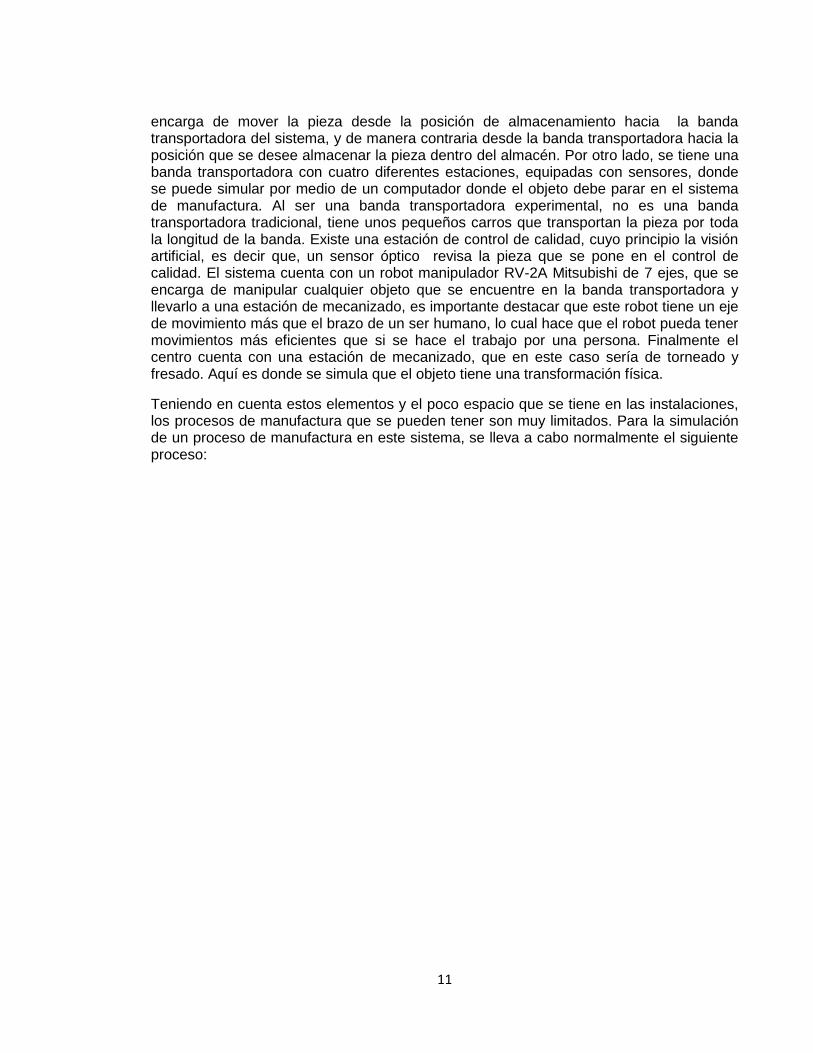
Teniendo en cuenta estos elementos y el poco espacio que se tiene en las instalaciones, los procesos de manufactura que se pueden tener son muy limitados. Para la simulación de un proceso de manufactura en este sistema, se lleva a cabo normalmente el siguiente proceso:
12
Ilustración 1. Proceso general de manufactura en el CTAI

13
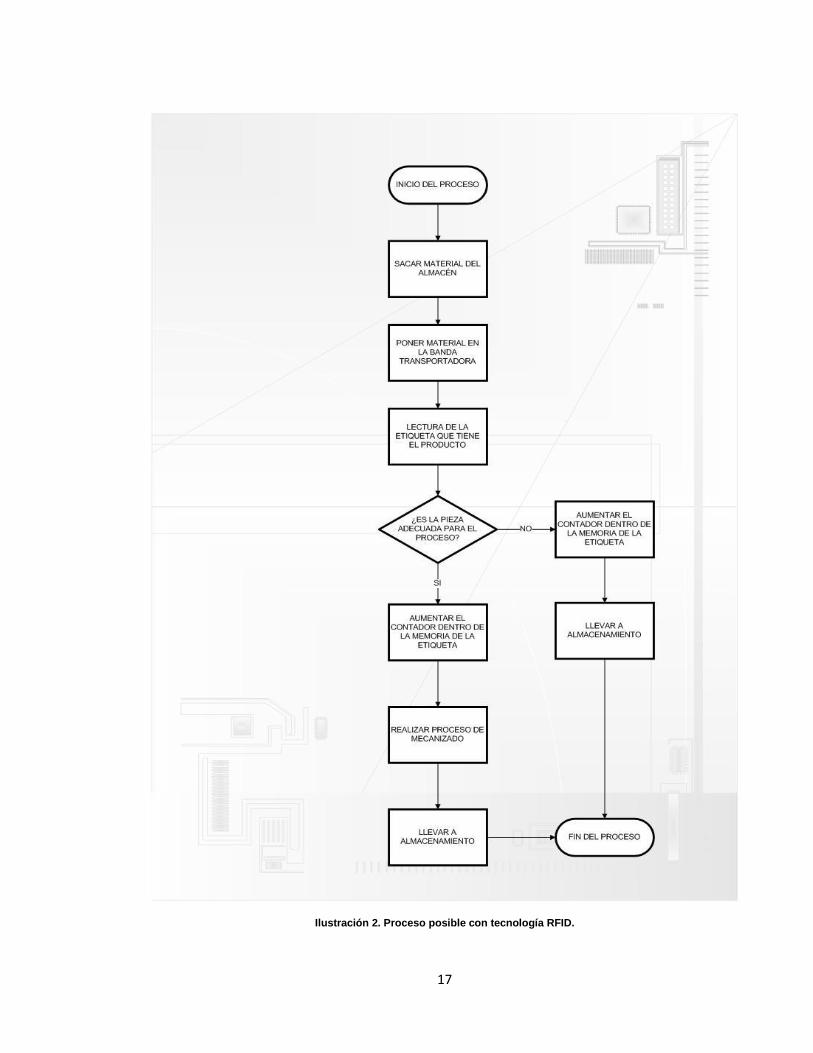
El proceso se empieza en el almacén donde éste mismo selecciona la pieza que va a ser procesada y lo pone en uno de los carros de la banda transportadora, posteriormente la banda transportadora mueve la pieza por todo el recorrido haciendo una parada en la zona de calidad. Es aquí donde se decide si la pieza tiene una calidad adecuada para el proceso, de no tener dichas características la pieza vuelve a ser almacenada. Si la pieza cumple con las características la banda sigue moviendo el carrito que contiene la pieza y lo lleva a ponerlo en posición, para que luego el robot manipulador tome la pieza y la ponga en la estación de mecanizado. Allí la pieza es transformada dentro de la máquina, al terminar el proceso el robot toma la pieza una vez más y la coloca en el carro de donde la tomo inicialmente. El carro lleva la pieza terminada al almacén y éste se encarga de su almacenamiento final. Es importante destacar que este proceso no es único y puede tener cualquier tipo de variaciones, ya que se utiliza el sistema de manufactura flexible para simular diferentes procesos que se quieren analizar.
3.2 Formulación del problema
No todos los procesos de manufactura se pueden simular en este sistema ya que no hay el suficiente espacio ni las suficientes estaciones, pero como medio de aprendizaje y de investigación es el adecuado para realizar éstos tipos de simulaciones. El conocimiento de la tecnología de identificación por radio frecuencia en nuestro país es muy limitado, ya que es utilizada comúnmente para acceso a instalaciones mediante tarjetas inteligentes (Near Field Comunication), a pesar de ser una tecnología de más de 10 años de recorrido, todavía se está desarrollando, dándole la posibilidad de tener muchas aplicaciones no solo en logística sino también en manufactura. Es importante dar a conocer el alcance de esta tecnología a los nuevos estudiantes y profesionales de la ingeniería, ya que cuando se habla de identificación, el primer sistema que se tiene en cuenta es el de códigos de barras o códigos QR (famosos por su aplicación en celulares inteligentes). Con prácticas sencillas como introducción a RFID (mostrando sus componentes y la forma básica de cómo funciona), realizar inventario por medio de RFID, y realizar ejercicios de lectura y escritura de datos; se podría aumentar el conocimiento de los estudiantes y profesionales sobre otro tipo de tecnología con una gran variedad de aplicaciones en la vida real y no solo a modo de simulación. Todo profesional de ingeniería desarrolla cualidades que le ayudan a enfrentar problemas en la vida real, con la ayuda de diferentes herramientas aprendidas, lo que nos lleva a pensar que teniendo presente esta herramienta tecnológica se pueden encontrar soluciones más productivas y eficientes. De igual forma al tener en cuenta que es una tecnología que aún está en desarrollo, se puede fomentar la investigación en los ámbitos de la ingeniería electrónica y de sistemas, creando nuevos dispositivos electrónicos que resuelvan algunas de las limitantes actuales, o creando diferentes tipos de software cuyas características sea su fácil utilización y que tengan una gran capacidad para integrarse con otros programas de cómputo utilizados en otras áreas de la ingeniería.
Por otro lado, las piezas de simulación son pocas pero tienen diferentes aspectos y características, como lo son el tamaño, la forma y el material. Con estas diferentes piezas se tienen diferentes procesos y diferentes programaciones de CNC deben hacerse para cada tipo de pieza, creando diferentes transformaciones y por ende, diferentes productos finales. De igual forma en este sistema de manufactura flexible no se sabe con exactitud la cantidad de piezas que se tienen en el inventario, esto se puede ver con el software del
14
AS/RS, pero se debe estar actualizando para ello. Por otro lado en cualquier momento una persona puede tomar alguna pieza, y el sistema no sabrá si está o no ubicada donde se había registrado inicialmente. Como se mencionó numerosas veces anteriormente; por esto se puede decir que el sistema está ciego, ya que no sabe que pieza se está transportando o está siendo manipulada por el sistema. El proceso se puede simular con cualquier pieza e inclusive sin ninguna pieza sin notar la diferencia. Esto puede limitar un poco el tipo de proceso que se está simulando, ya que como se mencionó anteriormente no se sabe qué tipo de pieza es ni qué cantidad de materia prima hay en el sistema de almacenamiento.
3.3 Justificación del sistema RFID
Con la diversidad de procesos de manufactura que existen alrededor del mundo, vienen
también ciertos tipos de restricciones para la mejora de estos procesos, en los cuales
muchas de las veces se encuentran soluciones por medio de diferentes tecnologías.
Existe una restricción o problema muy común en los procesos de manufactura y es lo que
se mencionó en el capítulo anterior de que el sistema estaba ciego. En muchos procesos
de manufactura se sabe lo que se pone a producir pero durante el proceso es muy difícil
saber con exactitud el flujo de material que hay en cada operación o que ha pasado por
cada operación, este problema se vuelve más contundente cuando varias de las
operaciones del proceso se hacen de forma simultánea y no se ve lo que se está
pasando. Este problema se presenta en el caso de estudio (Ngai et al 2012), en donde
una empresa manufacturera de indumentaria ubicada en China sufría de esta ceguera
mencionada anteriormente. En los procesos de esta empresa no se podía tener ningún
tipo de información del flujo de material de productos en proceso. Las operaciones de
estos procesos, se hacían con operarios que contaban con ayuda de cortadoras y
máquinas de coser, lo que se convertía en un gran inconveniente para la administración
del proceso. Estos operarios tenían un sistema de etiquetas que le ponían a las partes de
la tela que iban procesando y con esto se medía la productividad al final del día, lo que
llevaba a que la empresa tuviera análisis de la productividad poco precisos, lo que crea
también un problema al determinar la productividad del día. Por otro lado, no se podía
cuantificar los flujos de material a través de las operaciones, ya que no se contaba con
información al instante. Finalmente había una falta de información en tiempo real para la
detección de cuellos de botella y poder realizar balanceos de las líneas de producción de
la empresa.
Aquí es cuando se debe encontrar la solución a esta ceguera en la línea de producción de
diferentes procesos. La tecnología en estos tiempos es una herramienta muy importante
para mejorar procesos en ingeniería, pero no siempre puede solucionar los problemas, o
simplemente una mala decisión en la selección del tipo de tecnología puede ser
sencillamente contraproducente. En este caso se podrían llegar a utilizar dos tipos de
tecnologías. Una de ellas es el código de barras, que se conoce comúnmente en los

15
productos que adquirimos en los supermercados, que consiste en unas barras impresas
pegadas al producto y son leídas por un dispositivo conectado a un computador donde se
muestran ciertas características del producto. El otro tipo de tecnología es el sistema de
identificación por radiofrecuencia RFID (radio frequency identification), este sistema
cuenta con una etiqueta que se adhiere al producto, un lector y un software de
computador donde se muestra la información de lo que se ha guardado en la etiqueta. En
el estudio de la identificación de pacientes en un hospital utilizando un sistema RFID
(Aguilar 2007), se hace una comparación de estas dos tecnologías destacando algunas
ventajas y una desventaja a favor del sistema RFID. Los lectores de códigos de barras
solo pueden leer un código a la vez, mientras que un solo lector de etiquetas RFID puede
leer más de 100 etiquetas a la vez, dependiendo de la tecnología que se use. Por otro
lado, una vez el código de barras es impreso la información no se puede modificar,
mientras que las etiquetas de identificación por radio frecuencia pueden leer, escribir y
reescribir la información que esta posee. Cuando se habla de automatización se pretende
optimizar la mano de obra, lo cual no es posible con los lectores de código de barras,
mientras que los lectores RFID leen las etiquetas una vez éstas pasan cerca al campo
electromagnético del lector (en algunos casos es de 10cm hasta más de 10 metros, según
la frecuencia que maneje el lector). Finalmente se existe una desventaja de la tecnología
RFID con respecto a los códigos de barras, y es su precio. El costo de un sistema que
pueda leer códigos de barras es mucho más económico que el sistema RFID, tanto en los
equipos como en las etiquetas, ya que un código de barras puede costar 10 COP
mientras que una etiqueta puede costar alrededor de 1800 COP. Existen otras ventajas a
favor del sistema RFID, como lo es la rapidez de lectura de las etiquetas que puede llegar
a superar 20 veces el tiempo de lectura de un código de barras. Existen diferentes
condiciones laborales en las diferentes industrias, lo que crea interferencias en ambos
sistemas, cuando un código de barras está lleno de polvo el lector no puede leerlo
creando así la interferencia de lectura. En un sistema RFID se pueden tener interferencias
cuando se tiene muchos objetos metálicos o agua cerca, pues hacen interferencia en los
campos electromagnéticos, pero escogiendo la frecuencia adecuada de los lectores se
pueden superar estas interferencias.
Teniendo en cuenta que la única desventaja que tiene el sistema RFID frente a un
sistema de código de barras es el precio de los equipos, y que si dicho sistema que se
implante en un proceso de manufactura mejorará la eficiencia y la productividad, se
tendrán un mayor número de ingresos, lo que cubriría los gastos de la inversión, la
tecnología de identificación por radio frecuencia RFID es la adecuada para solucionar el
problema que se planteó en el capítulo anterior. En la fábrica de indumentaria en China
(Ngai et al 2012), se implementó un sistema RFID etiquetando los materiales y
adjuntándole un lector a cada una de las máquinas que usaban los operarios con el fin de
tener información en tiempo real de lo que estaba ocurriendo con la transformación de la
materia prima a lo largo de toda la línea de producción. La implementación de este
sistema se dividió en tres fases, en la primera se hizo una prueba con el sistema anterior
(código de barras) y el sistema RFID simultáneamente dándole validez a la información
16
obtenida por el nuevo sistema, comparándola con la información de los códigos de barras.
En la segunda fase se retiró el sistema de código de barras y se implantó completamente
el sistema RFID, dando reportes en tiempo real del proceso y calculando las horas
trabajadas por los operarios. Y finalmente en la fase tres se implementaron otro tipo de
herramientas para la mejora operacional del proceso, utilizando información histórica de
cada parte del proceso. Los resultados obtenidos por la implementación del sistema son
muy favorables para la empresa ya que ayudo a mejorar la eficiencia y eficacia de toda la
línea de producción, teniendo una mejor visibilidad de la línea de producción. El sistema
RFID de igual forma ayudo a reducir los tiempos muertos por parte de los trabajadores,
reducir frecuencia de defectos, retrasos en las entregas. Todo esto logro disminuir los
costos de los gastos operacionales generando un margen más alto de ganancias.
Finalmente se encontraron problemas que no se sabía que existían como la falta de
coordinación entre los departamentos, que aunque su solución no sea directamente
monetaria, genera un impulso de motivación entre los empleados.
Al implantar un sistema RFID en el sistema de manufactura flexible encontrado dentro del
CTAI, beneficiaría a todos los estudiantes de ingeniería industrial enfocados en el área de
tecnología y producción, al igual que los estudiantes de postgrados cuyos planes de
estudios involucren éste FMS. De igual forma fomenta la investigación ya que el sistema
experimental RFID puede tener diferentes usos dentro del CTAI.
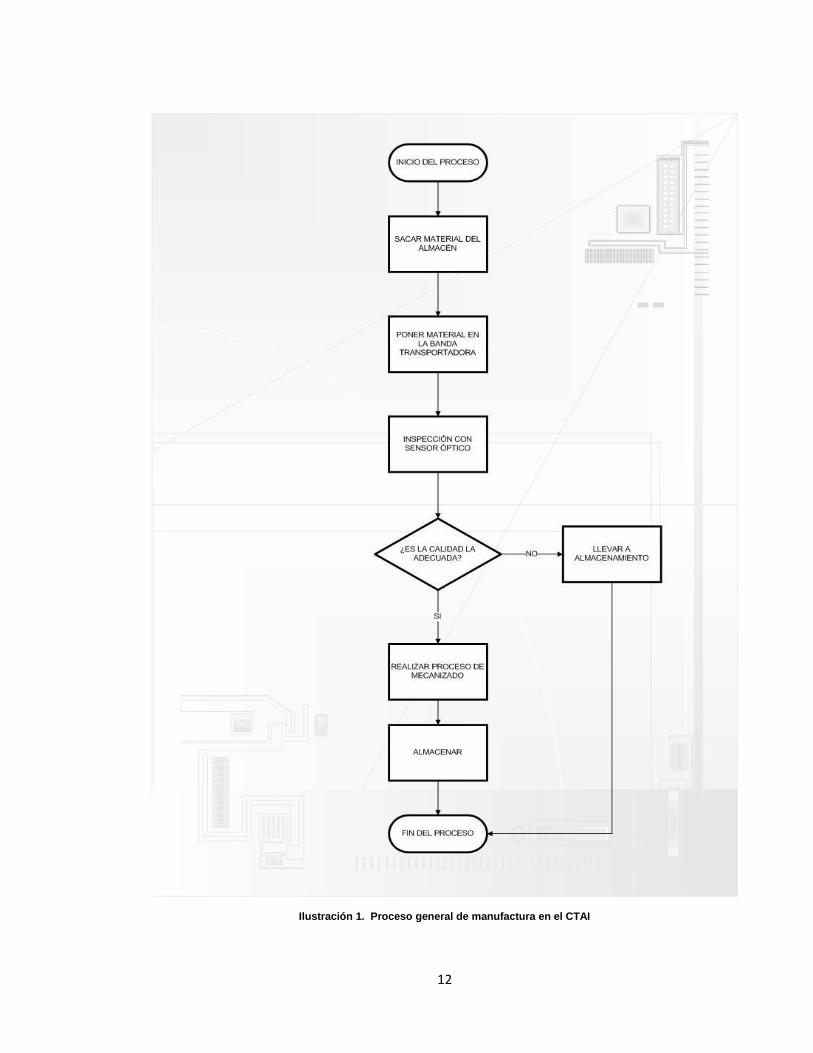
Es importante dar a conocer a los estudiantes de pregrado y postgrado este tipo de
tecnología ya que su crecimiento ha sido increíblemente alto en la última década y sus
aplicaciones se han limitado solo por la imaginación de quién la ha implantado. Teniendo
un sistema de identificación por radio frecuencia en el CTAI, se puede tener el registro de
las piezas que se tienen en el almacén, guardando en la etiqueta todo lo referente a ella.
En la etiqueta se puede guardar el tipo de material, la forma y el tamaño de la pieza,
adicionalmente se puede tener la cuenta de cuantas veces ha pasado la pieza por el
lector, sabiendo cuantas veces se ha procesado esa pieza. Teniendo diferentes
características en las piezas se pueden simular diferentes procesos, con este sistema
RFID es posible que el sistema reconozca el tipo de material y la forma de la pieza, para
así procesarla de una forma adecuada, dándole un mayor alcance a las simulaciones del
FMS. A continuación se muestra un diagrama sobre el proceso que se podría llevar a
cabo con la implantación de un lector RFID en la banda transportadora del sistema de
manufactura flexible.
17
Ilustración 2. Proceso posible con tecnología RFID.

18
4. Marco Teórico
RFID (radio frequency identification) es una tecnología muy utilizada en la administración de la cadena de suministros y en el control de inventarios. Su uso es de gran ayuda para los procesos logísticos ya que ayuda a identificar, monitorear y obtener información de productos en tiempo real. Con una buena colaboración entre las entidades de la cadena de suministros se puede tener información actualizada y precisa de los productos que se mueven a través de ella logrando un gran avance en la gestión de inventarios, y a cumplir con el objetivo principal de la logística. Gracias a ser una tecnología muy flexible se ha podido implementar en diferentes áreas desde la identificación animal hasta procesos de manufactura discreta.
Los sistemas comunes de RFID cuentan con unas etiquetas que se adhieren a los objetos que desean ser controlados. Ésta etiqueta está compuesta por una antena, un transceptor y un circuito integrado con memoria, el circuito es el encargado de guardar la información mientras que la antena es la que transmite y recibe la información. Por otro lado, el sistema necesita de un lector de estas etiquetas que es el encargado de transmitir y recoger la información de dichas etiquetas, rastreando el movimiento físico del objeto que contiene la etiqueta. Adicionalmente este lector está conectado a un computador en donde con la ayuda de un software se obtiene la información tal y como se necesita, es decir, ya no está codificada. Para poder identificar la diferencia entre cada una de estas etiquetas, cada una cuenta con un número de identificación almacenado en la memoria, lo que hace que el lector sepa con exactitud cuál es cada etiqueta y por ende su información almacenada. Normalmente los lectores son estacionarios, pero existen nuevos lectores que son móviles o portables, éstos últimos generan un mayor rango de aplicaciones para el sistema RFID. El sistema de identificación por radio frecuencia está muy bien definido como “Una tecnología automática de identificación en donde información digital encriptada dentro de la etiqueta es capturada por un lector utilizando ondas de radio” (Liu. et. Al. 2006).
Con la comparación entre un sistema de código de barras y el sistema RFID del capítulo anterior, se nombraron la mayoría de las características del sistema de identificación por radio frecuencia, como lo era la capacidad de leer la información de más de un objeto al mismo tiempo, poder leer etiquetas a distancia y la rapidez de flujo de información que se podía tener. Las etiquetas también pueden reutilizarse y así durar por lo menos 10 años, lo que hace que el sistema tenga una gran durabilidad desde el momento en que se compra y su actualización no requiere cambios cercanos. La memoria juega un rol importante dentro de este sistema ya que al ser un circuito, permite almacenar mayor cantidad de información que sea pertinente para analizar el sistema. Finalmente los sistemas RFID pueden penetrar materiales que no sean de metal dependiendo del tipo de etiqueta que se utilice, al igual que leer en condiciones complicadas, donde otros sistemas de identificación no pueden acceder o tienen interferencias.

19
4.1 Historia
Como muchas de las tecnologías, el comienzo temprano de RFID empezó en el desarrollo militar. En la segunda guerra mundial los británicos desarrollaron un sistema para detectar vehículos aliados, IFF (identification of friends or foe). Con la ayuda de unos reflectores de radar arreglados en la frecuencia de la base, los radares identificaban los vehículos aliados porque brillaban más que los demás vehículos enemigos. En los años 60´s y 70´s, se concentró la investigación en las comunicaciones por radio frecuencia, teniendo dos prototipos patentados, uno de ellos se conectaba y obtenía energía de la ayuda de un campo electromagnético (Richarson 1963) y el otro por inducción electromagnética (Vinding 1967).
Las primeras aplicaciones comerciales de estos sistemas basados en radio frecuencias se presentaron en las décadas de los 80´s y 90´s. Los enfoques de la utilización de esta tecnología fueron muy diferentes entre Estados Unidos y los países europeos. La utilización de esta tecnología para el acceso de personal y de vehículos se presentó más en Estados Unidos, mientras que en los países europeos se enfocaron en el rastreo animal, en la industria y principalmente en peajes electrónicos, dando paso al primer peaje automatizado en el año 1987 instalado en Noruega.
Con la cantidad de aplicaciones que se estaban empezando a tener de esta tecnología se empezaron a tener problemas de compatibilidad entre sistemas ya que no se tenían normas de estandarización para los fabricantes. Es aquí cuando se crean las actividades de estandarización por parte de la ISO y la IEC (international electrotechnical commission), dejando las primeras dos normas para el rastreo animal (ISO11784 y ISO 11787) y primera norma para la fabricación de tarjetas de identificación (ISO 14443).
Finalmente a finales de la década de los 90´s se empieza a tener la aplicación de esta tecnología en la cadena de suministros, donde se empezaron a mejorar todos los aspectos de la logística teniendo información en tiempo real de los productos que se movían por toda la cadena de suministros. Es aquí cuando se empezaron a producir etiquetas con diferentes materiales para disminuir su costo, y de esta manera poder rastrear mayor cantidad de productos a un menor costo. La primera empresa que utilizo esta tecnología en su cadena de suministros para el rastreo de productos y obtener información en tiempo real fue Wal-Mart Inc. En la actualidad EPC Global es el proveedor más importante de equipos para la utilización de la tecnología de identificación por radio frecuencia.
4.2 Tipos de etiquetas y frecuencias utilizadas
Existen dos tipos de etiquetas dentro de los sistemas de RFID que se diferencian entre sí principalmente por la fuente de energía que utilizan. Las etiquetas activas son las que tienen una batería interna que suple al circuito con la corriente necesaria para su funcionamiento, y de igual forma mandan la señal al lector. Por otro lado las etiquetas pasivas utilizan la señal de la antena para activar el circuito integrado. Una de las principales ventajas de las etiquetas activas sobre las pasivas, es que tienen una memoria

20
mucho más grande y su rango de operaciones es mucho mayor. La ventaja principal de las etiquetas pasivas sobre las activas es principalmente su costo, ya que son más económicas. Dentro de las etiquetas pasivas hay otra sub clasificación que se diferencian entre sí por la velocidad de onda que se maneja, es decir, la frecuencia utilizada. Existen UHF (ultra high frequency), HF (high frequency) y LF (low frequency); ultra alta frecuencia, alta frecuencia y baja frecuencia.
El uso de las etiquetas UHF normalmente se lleva a cabo en la administración de la cadena de suministros, las frecuencias que usan este tipo de etiquetas van desde los 860MHz hasta los 960MHz. Son las etiquetas más económicas del mercado. Otra ventaja que tienen sobre las etiquetas de alta y baja frecuencia es que su tiempo de lectura es mucho menor y su distancia de lectura es mucho mayor ya que se pueden leer las etiquetas a 10 metros de distancia a la que se encuentra el lector. Las etiquetas utilizadas por la tecnología NFC (near field communication) son etiquetas de alta frecuencia (HF) y su alcance de distancia con el lector es de poco menos de un metro. Este tipo de etiquetas tienen un mejor funcionamiento en los objetos metálicos. Finalmente las etiquetas que utilizan baja frecuencia son las que menos energía necesitan para su funcionamiento, y pueden penetrar en objetos que no sean metálicos, y adicionalmente pueden leer la información a través de agua, pero su distancia de lectura a la que debe estar la etiqueta del lector no supera los 30 centímetros.
4.2.1 Diferencias entre las frecuencias utilizadas
A continuación se muestra una tabla comparativa entre las cuatro frecuencias utilizadas
tanto en las etiquetas como en los lectores, de la tecnología de identificación por radio
frecuencia. En dicha tabla podemos ver los aspectos más importantes que se deben tener
en cuenta para escoger la tecnología que más se ajuste a lo que se está buscando.
Tipo Frecuencia Tipos de
etiqueta
Tamaño de
etiqueta
Tiempo de
lectura
Capacidad
de lectura
cerca de
metales
Alcance
de
lectura
Costos
Etiquetas
Baja
Frecuencia
(LF)
Menor a 135
KHz
Pasiva Grande Alto Muy bueno <10 cms >1,5USD
Alta
Frecuencia
(HF)
13,56 MHz Pasiva Mediana Medio Bueno 10cms -
100cms
0,5USD-
1,5USD
Ultra alta
Frecuencia
(UHF)
desde 860MHz
hasta 960MHz
Pasiva y
Activa
Pequeña Bajo Malo 4m-5m <0,5USD
Microonda 2,45GHz Pasiva y
Activa
Muy Pequeña Muy bajo Muy malo 5m-15m <0,5USD
Tabla 1. Comparación de tecnologías

21
4.2.2 Costos de las Etiquetas comerciales
El costo del sistema RFID no es una gran inversión ya que el lector y el servidor de computador sirven para muchas etiquetas diferentes. Entonces el problema sería la cantidad de etiquetas que se necesiten para la operación que se desea controlar con identificación por radio frecuencia. En el año 2000, fue cuando se desarrolló esta tecnología y el valor de cada etiqueta era de alrededor de 1 dólar, lo que no era posible si se quería hacer un uso extensivo de estas etiquetas, lo que exigía que el costo disminuyera drásticamente. Como se mencionó anteriormente las etiquetas más económicas del mercado son las de UHF, costando actualmente más o menos 10 centavos de dólar, mientras que el resto de etiquetas están cerca de los 13 centavos de dólar. Es importante destacar que se debe tener en cuenta el valor agregado del uso de ésta tecnología antes que pensar en el costo agregado. Si con el uso de esta tecnología se pueden cumplir con procesos de una forma más eficiente sin un costo adicional de operación, es decir, que no se debe invertir en mano de obra para su operación, se puede cuantificar este valor que se gana con la eficiencia del nuevo proceso. Al realizar esta cuantificación de la eficiencia del nuevo proceso, y es mayor al valor de las etiquetas, es una tecnología viable para la ayuda de los diferentes procesos de las empresas (Zhu et. Al. 2012).
4.2.3 Etiquetas RFID pasivas
Estas etiquetas son las etiquetas más utilizadas actualmente ya que son las más compactas y las de menor costo, ya que no requieren tantos componentes de alimentación de corriente para su funcionamiento. Las etiquetas pasivas son las que no necesitan una batería interna para su funcionamiento, aprovechan los campos electromagnéticos inducidos por el lector para generar la energía necesaria para activar el circuito interno dentro de ellas. Las etiquetas más utilizadas se clasifican según la frecuencia que utilizan en esta comunicación con el lector, y se clasifican en dos grupos, las de comunicación a corta distancia y las de comunicación a larga distancia con el lector. Para las primeras se tienen las etiquetas de baja y alta frecuencia (128KHz y 13.56MHz respectivamente).
22
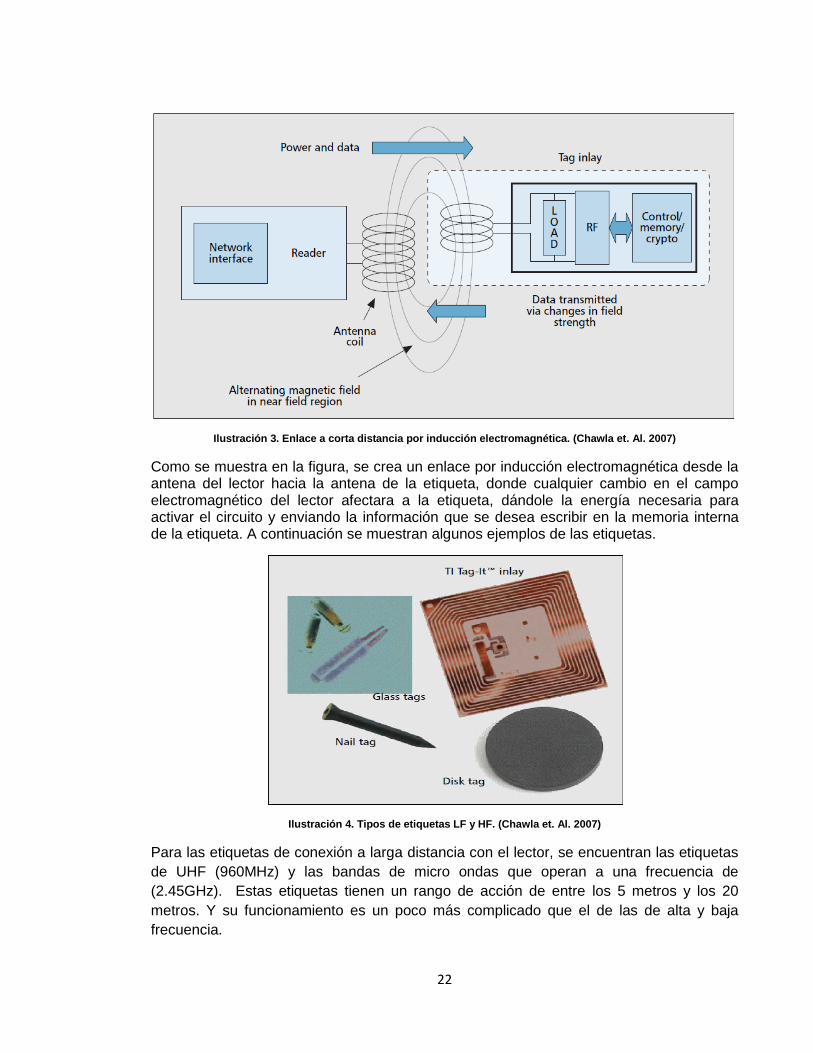
Ilustración 3. Enlace a corta distancia por inducción electromagnética. (Chawla et. Al. 2007)
Como se muestra en la figura, se crea un enlace por inducción electromagnética desde la antena del lector hacia la antena de la etiqueta, donde cualquier cambio en el campo electromagnético del lector afectara a la etiqueta, dándole la energía necesaria para activar el circuito y enviando la información que se desea escribir en la memoria interna de la etiqueta. A continuación se muestran algunos ejemplos de las etiquetas.
Ilustración 4. Tipos de etiquetas LF y HF. (Chawla et. Al. 2007)
Para las etiquetas de conexión a larga distancia con el lector, se encuentran las etiquetas
de UHF (960MHz) y las bandas de micro ondas que operan a una frecuencia de
(2.45GHz). Estas etiquetas tienen un rango de acción de entre los 5 metros y los 20
metros. Y su funcionamiento es un poco más complicado que el de las de alta y baja
frecuencia.

23
Ilustración 5. Enlace a larga distancia por diferencia de potencial. (Chawla et. Al. 2007)
Con la ayuda de dos antenas tanto en el lector como en la etiqueta, se crea una diferencia de potencial con los diferentes campos electromagnéticos de las antenas, cambiando así la cantidad de energía reflejada. El principio básico de este tipo de etiquetas es la Impedancia. A continuación se muestran los ejemplos de dichas etiquetas, que comúnmente son circuitos impresos.
Ilustración 6. Etiquetas de conectividad a largo alcance. (Chawla et. Al. 2007)
24
4.4 Aplicaciones
Algunas aplicaciones en las que se han implementado sistemas RFID nombradas (Zhu et. Al. 2012):
Stock de productos real, no basado en el sistema de información.
Dar seguimiento a productos por toda la cadena de suministros.
Minimizar inventarios con el rastreo de los productos.
Estanterías inteligentes.
Contar inventario, generar pronósticos, y probabilidades de venta en las tiendas de ropa.
Cuartos para cambiarse dentro de las tiendas de ropa.
Restaurante y el seguimiento a los pedidos de comida desde los proveedores.
En el sector de la salud se utiliza para marcar a los pacientes y para tener un control en los medicamentos inventariados.
Existen otros tipos de aplicaciones como lo son todas las que tienen que ver con la industria de manufactura y el acceso a diferentes zonas con tarjetas RFID. Pues no solo se tienen aplicaciones para esta tecnología en la industria; Guinness, la principal empresa cervecera de Irlanda y principal patrocinador del Rugby irlandés, está utilizando esta tecnología para tener información y en tiempo real de todo lo que pasa en el campo de juego durante los partidos. El sistema ayuda a tener informes más detallados de estadísticas sobre pases, tackles y metros recorridos por cada jugador, además de la velocidad de los pases instalando una etiqueta dentro de la pelota de juego.
4.5 Laboratorios universitarios utilizando RFID
Teniendo en cuenta toda la capacidad y alcance de la tecnología de identificación por
radio frecuencia, también se tienen muchos problemas que no permiten que se produzca
a gran escala y se implemente en más cantidad de procesos. Los problemas de
estandarización, rendimiento de las etiquetas y los lectores, la falta de retorno de la
inversión y los requerimientos de integración con otros sistemas, son algunos de los
graves problemas que tiene esta tecnología para su óptimo desarrollo. Teniendo en
cuenta estas limitantes se han venido implementando laboratorios universitarios, basados
en RFID. Muchos de estos laboratorios universitarios pertenecen a universidades de
Estados Unidos, donde la investigación en diferentes tecnologías es muy común.
Uno de los laboratorios universitarios más importante y más grande del mundo, es el
laboratorio de identificación automática (Auto-ID labs). Este laboratorio hace parte de una
asociación de investigación entre diferentes universidades como MIT (Estados Unidos),
Cambrige (Inglaterra), St. Gallen (Suiza), Kaist ( Korea del Sur), Fudan (China), Adelaide
(Australia) y Keio (Japón). Son laboratorios independientes que se encargan de investigar
y desarrollar nuevas tecnologías para revolucionar el comercio global, dándole beneficios

25
nunca antes dados a los clientes. A pesar de ser laboratorios independientes tienen el
mismo propósito y el mismo enfoque, por eso se habla de un solo laboratorio. Se
preocupan por crear redes usando RFID y redes de sensores inalámbricos. Intentan crear
un sistema de rastreo global de bienes usando un sistema sencillo de numeración llamado
código electrónico del producto (electronic product code).
Existen otros laboratorios universitarios importantes en Norte América, donde se estudian
aplicaciones diferentes de sistemas RFID, con mayor énfasis en la cadena de suministros,
trazabilidad de los productos y análisis de la información. A continuación se ilustra una
tabla que resume los propósitos de cada uno de éstos laboratorios.
Ilustración 7. Laboratorios Universitarios en Norte América. (Fosso y Michael, 2010)
26
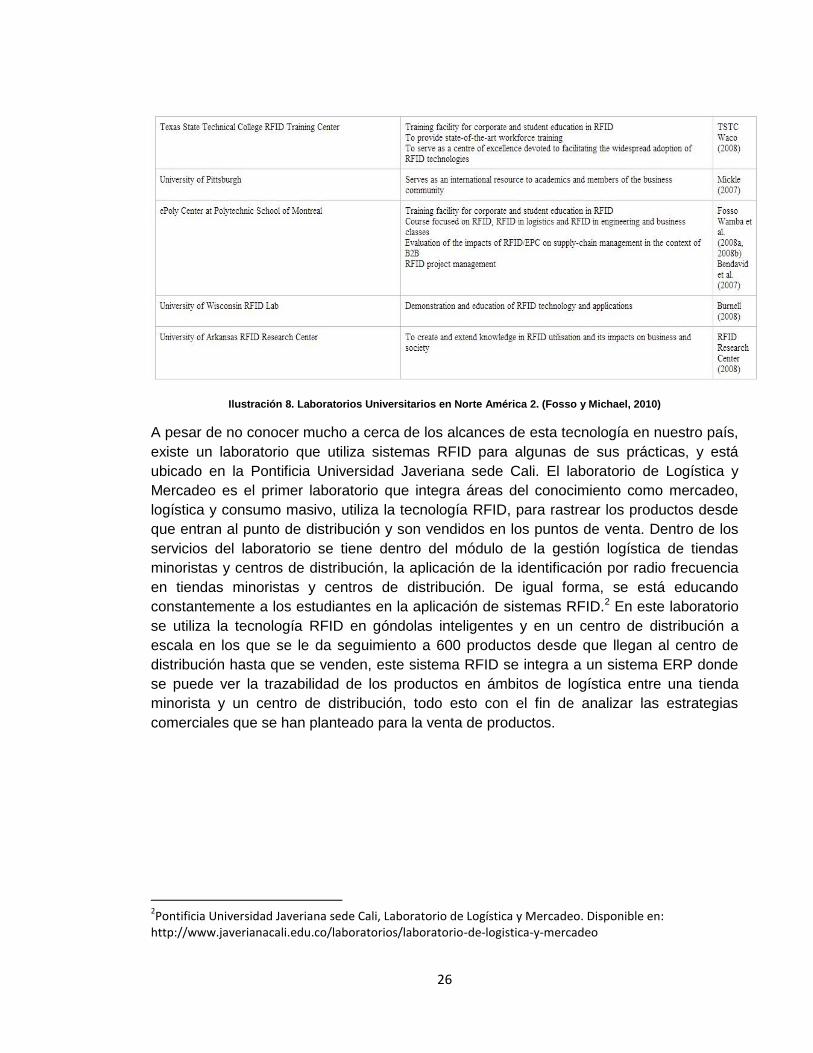
Ilustración 8. Laboratorios Universitarios en Norte América 2. (Fosso y Michael, 2010)
A pesar de no conocer mucho a cerca de los alcances de esta tecnología en nuestro país,
existe un laboratorio que utiliza sistemas RFID para algunas de sus prácticas, y está
ubicado en la Pontificia Universidad Javeriana sede Cali. El laboratorio de Logística y
Mercadeo es el primer laboratorio que integra áreas del conocimiento como mercadeo,
logística y consumo masivo, utiliza la tecnología RFID, para rastrear los productos desde
que entran al punto de distribución y son vendidos en los puntos de venta. Dentro de los
servicios del laboratorio se tiene dentro del módulo de la gestión logística de tiendas
minoristas y centros de distribución, la aplicación de la identificación por radio frecuencia
en tiendas minoristas y centros de distribución. De igual forma, se está educando
constantemente a los estudiantes en la aplicación de sistemas RFID.2 En este laboratorio
se utiliza la tecnología RFID en góndolas inteligentes y en un centro de distribución a
escala en los que se le da seguimiento a 600 productos desde que llegan al centro de
distribución hasta que se venden, este sistema RFID se integra a un sistema ERP donde
se puede ver la trazabilidad de los productos en ámbitos de logística entre una tienda
minorista y un centro de distribución, todo esto con el fin de analizar las estrategias
comerciales que se han planteado para la venta de productos.
2Pontificia Universidad Javeriana sede Cali, Laboratorio de Logística y Mercadeo. Disponible en:
http://www.javerianacali.edu.co/laboratorios/laboratorio-de-logistica-y-mercadeo
27
4.6 Estándares ISO para etiquetas
Al igual que muchos tipos de tecnología emergente los estándares no siempre son los
mismos o simplemente no existen, en el caso de la identificación por radio frecuencia no
es la excepción, ya que hay dos tipos de estándares que por el momento no son
compatibles entre ellos. Dichos estándares se utilizan principalmente para que los
protocolos de la tecnología sean los mismos, especificar de qué forma se deben
almacenar los datos y con qué semántica, realizar pruebas de compatibilidad con equipos
de diferentes desarrolladores, y para los usos de los sistemas RFID.
El primer tipo de estándares son los que se han desarrollado dentro el centro de
investigación más importante del mundo mencionado en el ítem anterior (Auto-ID Centre),
EPCglobal. También hace parte del GS1 que es la organización que se encarga del
desarrollo y aplicación de especificaciones mundiales dentro de la cadena de suministro.
Este tipo de estandarización tiene dos tipos de estándares, llamados clase 1 y clase 2,
donde no tienen compatibilidad entre ellos, y su característica principal es que la
información solo puede ser guardada una vez en la etiqueta y es inmodificable. A pesar
de estar desarrollando una nueva generación de estándares para que este tipo de
tecnología sea compatible con los estándares ISO, no se ha logrado con éxito. Para el
desarrollo de etiquetas RFID se tienen dos estándares ISO:
ISO 15693
ISO 14443
La ISO 15693 es una serie internacional que se encarga de estandarizar la tecnología de
cercanía RFID. Se utiliza para las etiquetas y lectores que operan a alta frecuencia. Y se
divide en tres partes, la primera son las características físicas que deben tener las
etiquetas (también denominadas tarjetas inalámbricas con circuito integrado), la segunda
tiene que ver con la potencia de radio frecuencia y la interface de la señal, y finalmente la
tercera parte es la que se encarga de definir los protocolos, comandos y otros parámetros
que deben tener las etiquetas para comunicarse con el lector, al igual que los métodos
que se deben utilizar para que las etiquetas se comuniquen entre ellas para prevenir la
interferencia, o colisión de datos.
Cuando se habla de estándares para tarjetas inalámbricas (tarjetas inteligentes) se habla
de la ISO 14443. Básicamente es el mismo estándar que la ISO 15693 pero para tarjetas
de acceso, varía en que está dividida en cuatro partes en vez de tres, donde las primeras
dos son los estándares de las características físicas y de la potencia de radio frecuencia y
la interface de la señal, respectivamente, la tercer parte dice cómo se deben inicializar y
los métodos de anticolisión que deben tener las tarjetas, y finalmente los protocolos que
deben tener para interactuar con los lectores de esta tecnología. Las tarjetas con este
estándar se dividen en dos tipos (A y B), donde solamente varía el modo de inicialización
y la potencia de radio frecuencia que utilizan.

28
5. Selección de tipo de tecnología
Teniendo claro los conceptos y tecnologías disponibles para los sistemas RFID, se
procede a encontrar la tecnología adecuada para realizar las pruebas propuestas,
enfocándose principalmente en su costo, ya que no se disponía de ayuda externa por ser
un proyecto de grado. Basándose en esta restricción, cualquier tipo de módulo (lector y
etiquetas) que utilice UHF y micro ondas fue descartado, ya que son las tecnologías más
costosas, ya que cada lector UHF es de aproximadamente 1.000 USD. Por otro lado, este
tipo de tecnologías no son buenas para transmitir datos alrededor de objetos metálicos, y
el proyecto va enfocado al sistema de manufactura flexible del CTAI que demasiados
objetos metálicos, lo que generaría interferencia en la comunicación entre el lector y las
etiquetas. De esta forma también son descartadas las etiquetas activas, mencionadas en
el marco teórico, ya que solo operan en estas dos frecuencias.
Lo que se llevó a analizar las tecnologías más utilizadas en empresas de manufactura,
que son las de alta frecuencia (HF) y baja frecuencia (LF). Existen dos módulos de
evaluación para realizar pruebas con tecnología RFID, de la marca Texas Instruments que
trabajan a estas frecuencias, que principalmente son para uso investigativo y educativo, y
son de menor costo que cualquier lector comercial, para implementar en una empresa
real. Para estas frecuencias existen ventajas y desventajas de cada una de ellas para ser
aplicadas en el proceso y se muestran a continuación.
Característica HF LF
Capacidad para trabajar cerca de
metales
Media Alta y cerca de agua
Distancia de lectura entre la etiqueta y
el lector
10cms
aproximadamente
2 cms
aproximadamente
Tamaño de las etiquetas
Pequeñas
Grandes
Tabla 2. Diferencia entre módulos de evaluación RFID.
Basándose en el tamaño de etiqueta y en la distancia de lectura, se escogió el módulo de
evaluación TRF7970A de Texas Instruments que trabaja a alta frecuencia, explicado en el
siguiente capítulo.

29
6. Diseño del Sistema RFID
6.1 Kit de evaluación TRF7970AEVM
Un kit de evaluación es un conjunto de equipos para realizar pruebas piloto, en este caso
es un sistema RFID de lector y etiquetas. Este tipo de equipos son menos costosos que
los lectores comerciales ya que están dedicados a personas que no conocen muy a fondo
este tipo de tecnología, que desean realizar pruebas o quieren desarrollar una
investigación sobre los alcances de dicha tecnología. En otras palabras los módulos de
evaluación son hechos para la educación, la exploración (de la tecnología) y la
investigación.
El TRF7970AEVM es un circuito acompañado de un micro controlador, un transreceptor y
una antena, además viene incorporada en la tarjeta una conexión USB para poder ser
utilizado en cualquier PC que tenga estos puertos disponibles. En algunos lectores RFID
la antena no viene incorporada en el mismo circuito dándole diferentes alcances de
lectura al proceso de identificación de la información de dichas etiquetas. Opera a una
frecuencia de 13,56 Mhz (alta frecuencia), y es compatible con los estándares más
importantes de las etiquetas de esta frecuencia (ISO 15693, 14443 tipo A y B). Permite
realizar operaciones sencillas de lectura y escritura con la ayuda de un ejecutable
(software) de Texas instruments y probar antenas o tags personalizadas.
Ilustración 9. Componentes del TRF7970AEVM (Plintec Ltda. Bloque2).

30
Este módulo contiene 6 etiquetas ISO 15693 de tres diferentes tamaños, con una
memoria disponible para el usuario de 32 Bytes dividida en 8 bloques, es decir, que cada
bloque dispone de 4 Bytes para su escritura. Es importante destacar que la información
está en sistema hexadecimal, lo que significa que permite mezclar números de 0 a 9 y
letras de la A hasta la F, en los códigos y comandos.
Ilustración 10. Etiquetas ISO 15693
Referencia RI-I11-112A RI-I11-112B RI-I02-112A
Dimensiones 48mm X 45 mm 48mm X 45 mm 45mm X 76 mm
Frecuencia 13,86MHZ 14,4MHZ 13,86MHZ
Aplicaciones Inventario de materiales
NO metálicos
Inventario de materiales
NO metálicos
Inventario de materiales
NO metálicos
Tabla 3. Características de los tags.
Existen otro tipo de etiquetas bajo esta misma norma ISO, que tienen diferentes aspectos
físicos y con memoria más amplia que la que traen estas etiquetas, pero sus comandos
son los mismos, gracias a la norma mencionada anteriormente.
Para poder conectar esta tarjeta al PC no solo basta con insertarla en un puerto USB, ya
que el computador no reconocerá el equipo. Se debe instalar un driver que permite
asignarle un puerto COM a la tarjeta dentro del computador. Este driver se puede
31
encontrar en internet bajo el nombre “USB to UART bridge VPC driver”, o también se
encuentra en los anexos de este trabajo de grado. Este componente es muy importante
para poder hacer uso del dispositivo, ya sea con el software de prueba o con el panel de
control diseñado para el proyecto (explicado en el siguiente ítem de este capítulo).
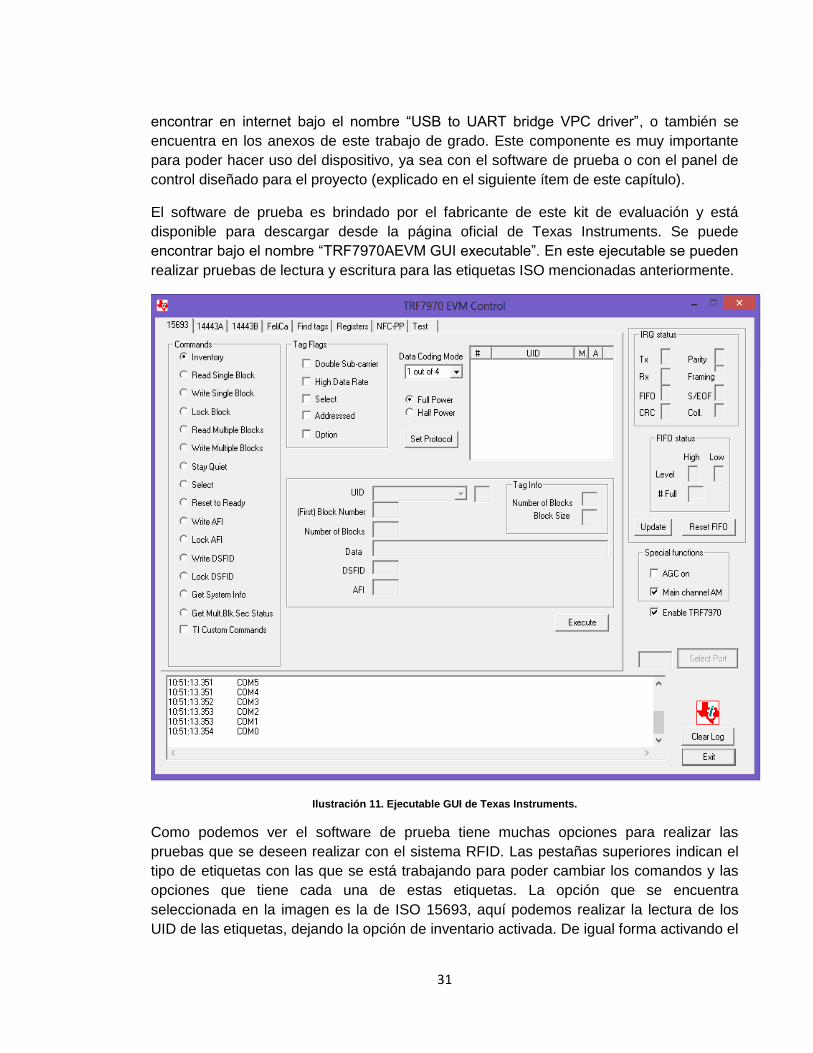
El software de prueba es brindado por el fabricante de este kit de evaluación y está
disponible para descargar desde la página oficial de Texas Instruments. Se puede
encontrar bajo el nombre “TRF7970AEVM GUI executable”. En este ejecutable se pueden
realizar pruebas de lectura y escritura para las etiquetas ISO mencionadas anteriormente.
Ilustración 11. Ejecutable GUI de Texas Instruments.
Como podemos ver el software de prueba tiene muchas opciones para realizar las
pruebas que se deseen realizar con el sistema RFID. Las pestañas superiores indican el
tipo de etiquetas con las que se está trabajando para poder cambiar los comandos y las
opciones que tiene cada una de estas etiquetas. La opción que se encuentra
seleccionada en la imagen es la de ISO 15693, aquí podemos realizar la lectura de los
UID de las etiquetas, dejando la opción de inventario activada. De igual forma activando el
32
comando adecuado se pueden leer o escribir los bloques de memoria dentro de las
etiquetas. Para revisar información detallada de este programa y su aplicación con la
tarjeta de identificación por radio frecuencia, revisar el ANEXO 1, que es la guía detallada
de este software.
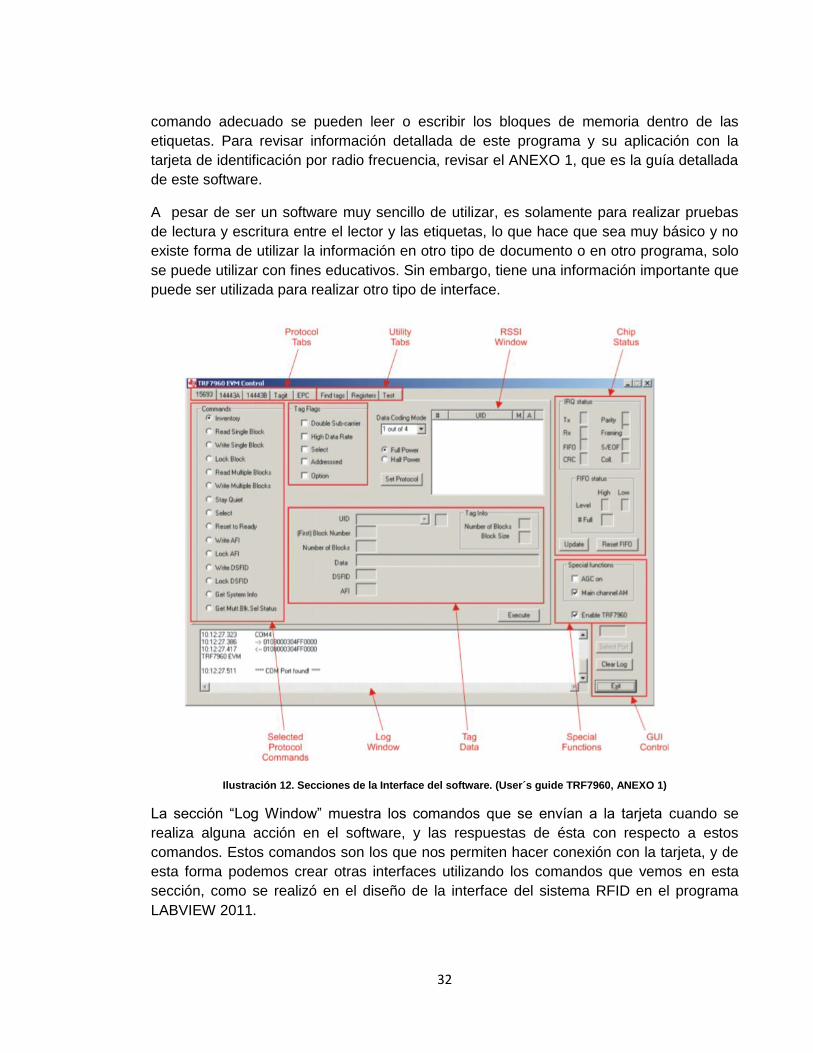
A pesar de ser un software muy sencillo de utilizar, es solamente para realizar pruebas
de lectura y escritura entre el lector y las etiquetas, lo que hace que sea muy básico y no
existe forma de utilizar la información en otro tipo de documento o en otro programa, solo
se puede utilizar con fines educativos. Sin embargo, tiene una información importante que
puede ser utilizada para realizar otro tipo de interface.
Ilustración 12. Secciones de la Interface del software. (User´s guide TRF7960, ANEXO 1)
La sección “Log Window” muestra los comandos que se envían a la tarjeta cuando se
realiza alguna acción en el software, y las respuestas de ésta con respecto a estos
comandos. Estos comandos son los que nos permiten hacer conexión con la tarjeta, y de
esta forma podemos crear otras interfaces utilizando los comandos que vemos en esta
sección, como se realizó en el diseño de la interface del sistema RFID en el programa
LABVIEW 2011.

33
6.2 Diseño del panel de control del sistema RFID
Teniendo en cuenta que el software de prueba con el que viene el kit de evaluación RFID
no tiene forma de conectarse con otros programas o de generar información en otros
archivos, se hizo necesario investigar la forma de utilizar este equipo en otros programas
más flexibles para integrarse con otros programas o equipos.
En el estudio de JEHNG et. Al. Se utiliza LABVIEW para integrar un sistema RFID, con
interface en LABVIEW para ver la trazabilidad de ciertos materiales hacia dos diferentes
bodegas, controlando de esta manera que vayan a la bodega correcta. Con la ayuda de
una base de datos tipo ACCDB (Access database) que contiene 5 tablas diferentes, con
datos de los productos, las bodegas y la trazabilidad correcta; y un sistema RFID con un
lector y 4 antenas; se realizaron la programación y la simulación del proceso.
Con base en este estudio podemos ver la flexibilidad del programa LABVIEW para
integrarse con otros programas de diferente función como lo son las bases de datos de
Access. Es por esto que se decidió la realización de un panel de control para nuestro
sistema RFID, en este programa.
LABVIEW es un sistema que se basa en una programación por bloques, que permite al
usuario diseñar y realizar pruebas desde sistemas muy simples hasta sistemas más
complejos. Este software ofrece una amplia integración con software existente y
hardware, para utilizar las últimas tecnologías. De igual manera son ayuda a resolver
problemas existentes e incentiva a los usuarios a la innovación, de forma rápida, fácil y
eficiente. Una de sus características principales es la gran variedad de aplicaciones que
se pueden crear en mucho menos tiempo que un lenguaje basado en C. A diferencia de
otros tipos de lenguajes de programación, la programación por bloques es gráfica, es
decir, que podemos ver los elementos utilizados en la misma programación y conectarlos
con una herramienta de cableado (wiring tool). Por otro lado, se tienen dos ventanas
donde una es donde se hace la programación por bloques, y la otra es donde se ven
todos los controles e indicadores del programa que está elaborando, haciendo posible la
edición de los comandos de la forma que el usuario quiera. Los programas realizados por
el usuario se guardan en formato .vi y también se les llama VI´s. LABVIEW también
permite con la ayuda de un driver “NI VISA” establecer comunicación con un micro
controlador mediante un puerto serial del PC. Iniciar una sesión VISA, es simplemente
configurar el puerto serial para que haya concordancia entre el micro controlador y el
computador, para luego poder escribir (mandar) y leer (recibir) comandos hacia el micro
controlador. Los elementos necesarios para realizar esta comunicación se encuentra en la
barra de funciones de LABVIEW, y luego entrar a Instrument I/O.
Teniendo en cuenta estas características principales de LABVIEW, y que se tiene acceso
a este programa en el centro de automatización industrial, se realiza la programación de
un panel de control amigable para el usuario, para poder realizar pruebas con el sistema

34
RFID. Como se mencionó anteriormente, la tarjeta (lector/antena) se conecta con la ayuda
de un driver a un puerto serial (COM) del pc, permitiéndonos de esta manera utilizar una
sesión VISA en LABVIEW para poder enviar y recibir comandos a nuestro micro
controlador, y de esta manera empezar a programar el panel de control de nuestro
sistema RFID.
Con la ayuda de unos VI´s y manuales realizados por trabajadores de Texas Instruments
para la versión anterior del módulo de evaluación TRF7960, al igual que la “log window”
del software GUI con el que venían nuestros equipos, se logró realizar la integración con
el lector RFID con labview, creando un panel de control con 5 secciones, conexión y
potencia, modo lectura, modo escritura, ventada de instrucciones y la ventana de códigos.
Ilustración 13.Panel de control RFID, Modo Lectura
En la ilustración 13 se pueden ver dos de las cuatro secciones de este panel de control
conexión y potencia, y modo lectura. En la sección conexión y potencia (pestaña con este
nombre), es donde se entabla conexión con la tarjeta seleccionando el puerto COM en el
que se encuentra la tarjeta y oprimiendo el botón de conectar, luego se establece el
protocolo, donde se le da la potencia máxima a la antena del lector RFID. A continuación
se explica con un diagrama de flujo el funcionamiento de esta parte del panel de control.
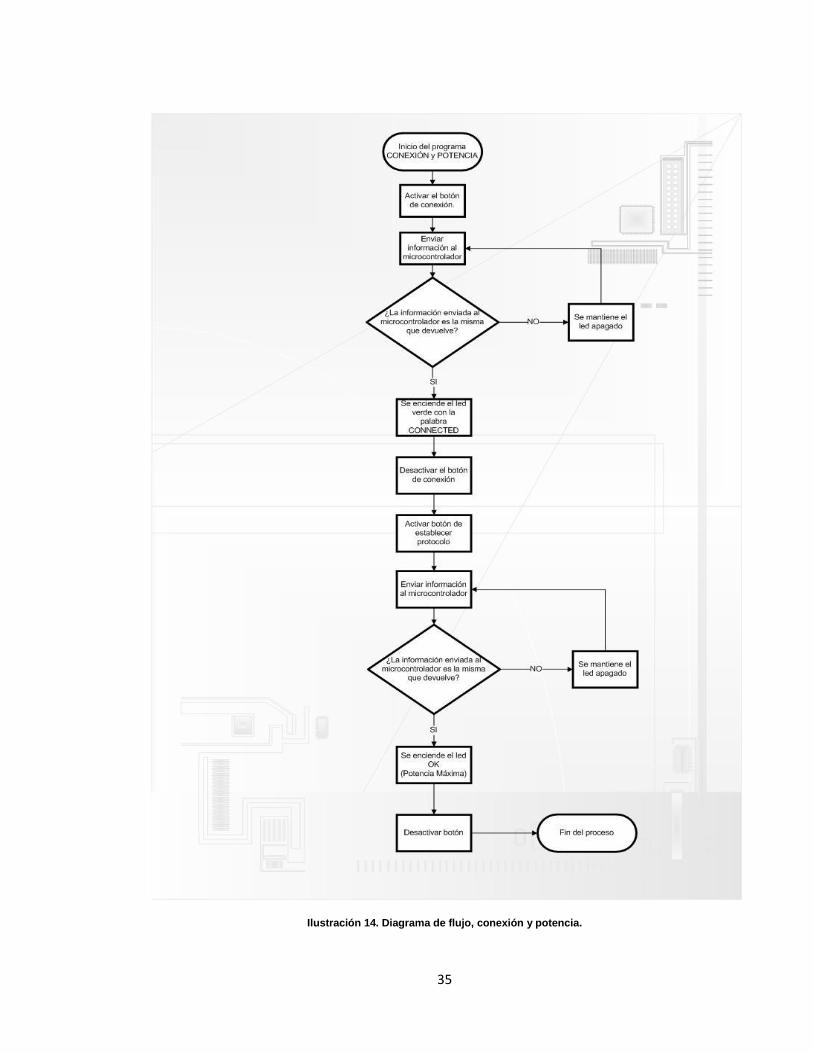
35
Ilustración 14. Diagrama de flujo, conexión y potencia.
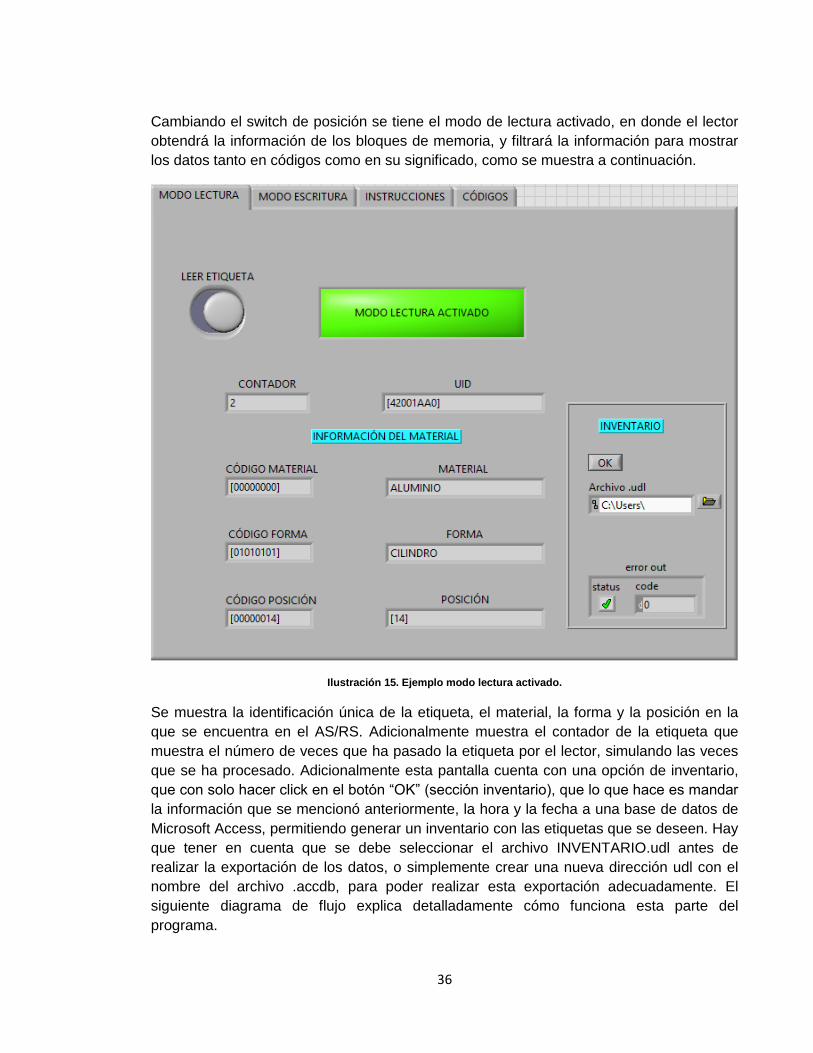
36
Cambiando el switch de posición se tiene el modo de lectura activado, en donde el lector
obtendrá la información de los bloques de memoria, y filtrará la información para mostrar
los datos tanto en códigos como en su significado, como se muestra a continuación.
Ilustración 15. Ejemplo modo lectura activado.
Se muestra la identificación única de la etiqueta, el material, la forma y la posición en la
que se encuentra en el AS/RS. Adicionalmente muestra el contador de la etiqueta que
muestra el número de veces que ha pasado la etiqueta por el lector, simulando las veces
que se ha procesado. Adicionalmente esta pantalla cuenta con una opción de inventario,
que con solo hacer click en el botón “OK” (sección inventario), que lo que hace es mandar
la información que se mencionó anteriormente, la hora y la fecha a una base de datos de
Microsoft Access, permitiendo generar un inventario con las etiquetas que se deseen. Hay
que tener en cuenta que se debe seleccionar el archivo INVENTARIO.udl antes de
realizar la exportación de los datos, o simplemente crear una nueva dirección udl con el
nombre del archivo .accdb, para poder realizar esta exportación adecuadamente. El
siguiente diagrama de flujo explica detalladamente cómo funciona esta parte del
programa.
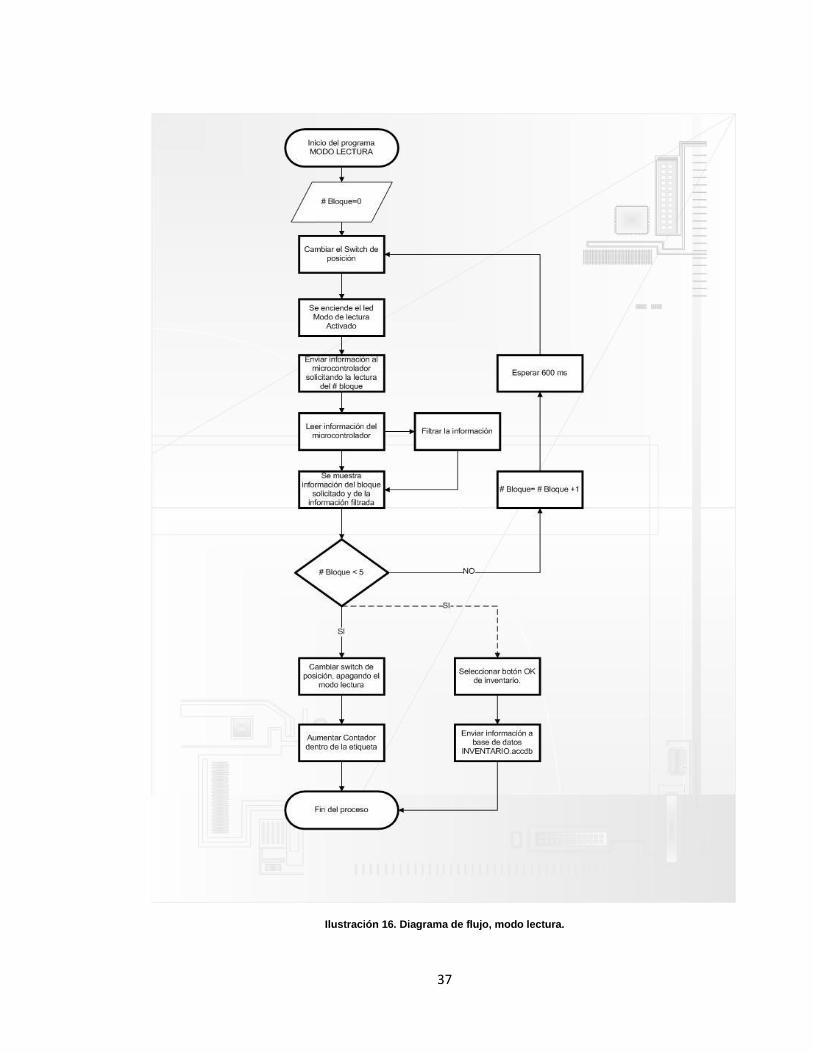
37
Ilustración 16. Diagrama de flujo, modo lectura.

38
Al seleccionar la pestaña de modo escritura se puede escribir en los bloques 0, 1, 2 y 3 de
la memoria de la etiqueta para modificar el UID, material, forma y la posición en la que se
encuentra la pieza en el AS/RS.
Ilustración 17. Panel de control sistema RFID. Modo escritura.
Solo con cambiar el switch de posición, seleccionando el bloque que se va a escribir y
escribiendo el código adecuado, se escribe la información en la memoria. Cada bloque de
memoria significa algo diferente.
Número de bloque Significado
0 UID: identificación única de la etiqueta
1 Material: tipo de material al que pertenece la etiqueta.
2 Tipo de forma: el tipo de forma de la pieza
3 Posición en el AS/RS
4 Veces procesado: contador
Tabla 4. Información en cada bloque de la memoria.
A continuación podemos ver lo que se hace internamente en el programa.
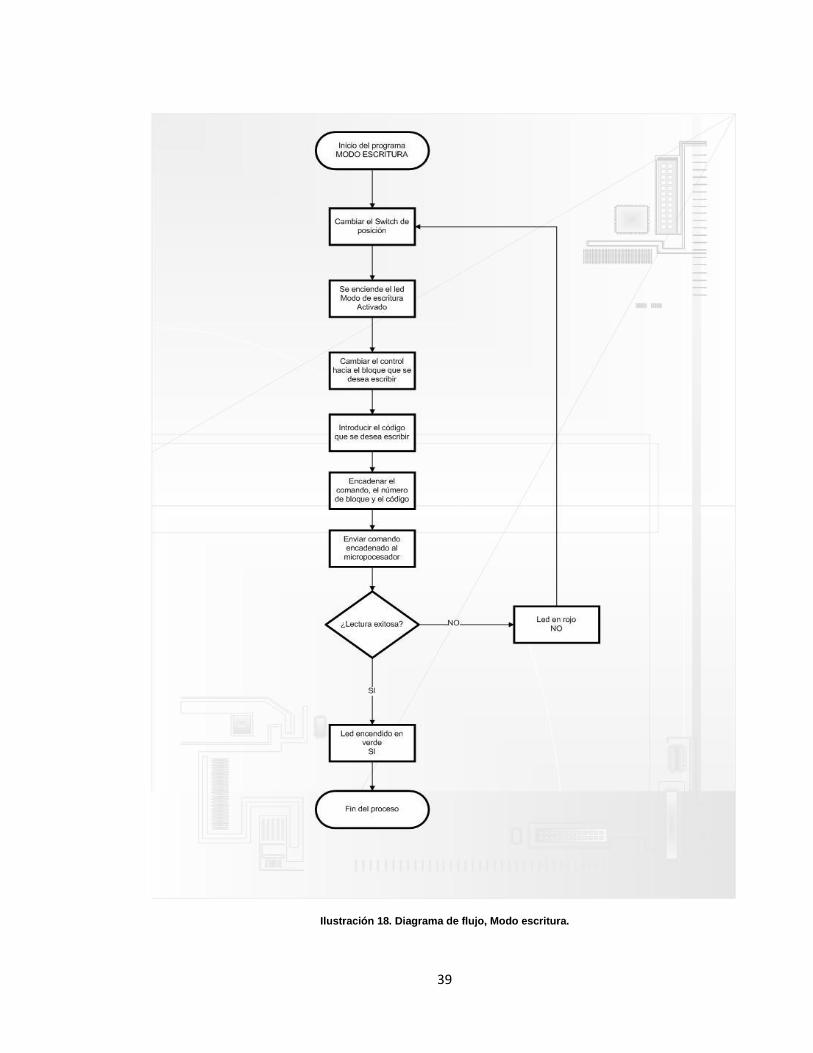
39
Ilustración 18. Diagrama de flujo, Modo escritura.

40
Finalmente se tienen las pestañas de instrucciones y de códigos. Siendo una interfaz
pensada para personas que no saben su funcionamiento, se crearon estas ventanas para
facilitar el uso del panel de control.
Ilustración 19. Panel de control sistema RFID. Instrucciones.
Esta pestaña está destinada a las personas que se están familiarizando con el sistema y
no conocen a fondo, cómo funciona este panel de control. A pesar de ser una interfaz muy
sencilla de utilizar, es posible que se requiera de información adicional para hacer uso
correcto del sistema RFID, ya que no fue realizada por un profesional en sistemas.

41
Ilustración 20. Panel de control sistema RFID. Códigos.
La ilustración 20 muestra la tabla de convenciones para utilizar adecuadamente los
códigos, y poder realizar operaciones de lectura y escritura adecuadamente. La
explicación de la codificación se encuentra en el siguiente capítulo.
NOTA: es importante destacar que no es posible utilizar el modo de lectura y escritura al mismo
tiempo, al igual que dejar los botones de conexión y establecer protocolo activados, ya que crearía
una interferencia en la sesión VISA ya que cada una de las secciones está realizada por sub
programas.

42
6.3 Revisión de inventario y tablas de convenciones
Una vez realizadas las pruebas de lectura y escritura necesarias para cerciorarse que la
interfaz o panel de control funcionara adecuadamente, se procedió a revisar el inventario
actual del AS/RS. En el CTAI se cuenta con una base de datos donde se tiene la
codificación de cada una de las piezas y estados de los materiales en una tabla, y en otra
tabla se encuentran las 40 posiciones del sistema con el código respectivo a la pieza que
ocupa esta posición.
Para poder revisar el inventario inicial que se tiene en el almacén se deben conocer los
códigos que se tienen estandarizados en el CTAI. La base de datos llamada
AS/RS.accdb, tiene diferentes tablas con información del almacén, pero solo se utilizó la
información de codificación de materiales e inventario actual. A continuación se muestran
las tablas necesarias para el desarrollo del trabajo.
Tabla 5. Códigos CTAI. Información suministrada por Sergio González ingeniero y profesor del CTAI.
Codificación CTAI Material Forma
32000 Bronce sleeve
32001 Aluminio sleeve
32002 Parafina sleeve
42000 Parafina Cilindro
42001 Bronce Cilindro
42002 Aluminio Cilindro
42010 Parafina Placa Rectangular
42100 Aluminio Penholder 1
42101 Aluminio Penholder 2
42102 Aluminio Penholder 3
42103 Aluminio Penholder 4
42104 Aluminio Penholder 5
42120 Bronce Penholder 1
42121 Bronce Penholder 2
42122 Bronce Penholder 3
42123 Bronce Penholder 4
42124 Bronce Penholder 5
42140 Aluminio Placa Base para Deskset 1
42141 Aluminio Placa Base para Deskset 2
42142 Aluminio Placa Base para Deskset 3
42143 Aluminio Placa Base para Deskset 4
42144 Aluminio Placa Base para Deskset 5
51999 - ERROR
52000 - Deskset 1
52001 - Deskset 2
52002 - Deskset 3
52003 - Deskset 4
52004 - Deskset 5
62200 Aluminio Pallet para cilindro
62201 Aluminio Pallet para base
63000 - Pieza patron para configuración de la aplicación
64000 - Pieza sin mecanizar que pasa la medición
64100 - Pieza mecanizada en fresadora que pasa la medición
64200 - Pieza mecanizada en torno que pasa la medición
65000 - Pieza sin mecanizar que NO pasa la medición
65100 - Pieza mecanizada en fresadora que NO pasa la medición
65200 - Pieza mecanizada en torno que NO pasa la medición
BASE DE DATOS CTAI (SEP-2013)

43
Tabla 6. Inventario actual en base de datos CTAI. (Sergio González ingeniero del CTAI)
Al ser muy común que el inventario dentro del centro tecnológico de automatización
industrial no este actualizado, puede que la información suministrada por el ingeniero
Sergio sobre el inventario del almacén este también desactualizada. Debido a esto se hizo
un inventario en base a la observación y teniendo en cuenta los códigos estándar, se
realizó el inventario a septiembre de 2013, la información se encuentra en la tabla 6.
Como cada etiqueta pasiva adquirida para el trabajo necesita una identificación única
(UID), se debe crear un ID para cada una de las piezas. Se tuvieron en cuenta los
siguientes aspectos:
Inventario actual en base de datos Ago-2013
Posición Código Posición Código
1 42120 21 62201
2 42001 22 62201
3 42001 23 62201
4 42001 24 62201
5 62200 25 62201
6 62200 26 62201
7 62200 27 62201
8 62200 28 62201
9 62200 29 62201
10 62200 30 62201
11 62200 31 62201
12 62200 32 62201
13 62200 33 62201
14 62200 34 62201
15 62200 35 62201
16 62200 36 62201
17 62200 37 62201
18 62200 38 62201
19 62200 39 62201
20 62200 40 62201

44
Códigos de CTAI.
Tamaño de cada bloque. 4 Bytes, es decir, ocho dígitos.
Lectura/escritura memoria: Sistema Hexadecimal.
Al tener en cuenta estos aspectos, se decide crear un sistema de codificación para las
piezas que ocupe los 4 Bytes de un bloque (Bloque 0), en la memoria de cada etiqueta,
de la siguiente manera.
Los primeros 5 dígitos del bloque, corresponden a los códigos que el CTAI utiliza para
cada uno de sus materiales o productos, y los siguientes tres números son el consecutivo
para marcar las piezas con el mismo código. Teniendo en cuenta que se usa para escribir
datos en la memoria un sistema hexadecimal, es decir, que se pueden utilizar
combinaciones de letras de la A hasta la F y números del 0 al 9, se utiliza una
combinación de dos dígitos con letras y uno con números para realizar la codificación del
UID (identificación única) de cada pieza.
Ilustración 21. Codificación UID
Esta combinación de tres dígitos está compuesta por dos dígitos con letras de la A hasta
la F y el tercer digito un número del 0 al 9, dándonos así un total de 360 posibles arreglos
ya que 6*6=36 (posibles arreglos de dos letras de la A hasta la F) y 36*10=360. Entonces
podríamos tener 360 productos de la misma referencia.
Siendo el CTAI un laboratorio que tiene procesos a escala, 360 unidades de la misma
referencia es más que suficiente para poder crear un UID adecuado, además nos permite
separar visualmente con facilidad los primero 5 dígitos del código de producto de los 3
dígitos del consecutivo. Con base en esta codificación del UID, se muestra cómo debería
ser la identificación única de los productos en el inventario actual del AS/RS.

45
INVENTARIO ACTUAL (SEP-2013)
Posición Código CTAI UID Posición Código CTAI UID
1 42000 42000AA0 21 62201 62201AA3
2 42000 42000AA1 22 VACÍO -
3 32002 32002AA0 23 VACÍO -
4 42000 42000AA2 24 VACÍO -
5 42002 42002AA0 25 62201 62201AA4
6 VACÍO - 26 62201 62201AA5
7 VACÍO - 27 62201 62201AA6
8 VACÍO - 28 42001 42001AA2
9 42000 42000AA3 29 62201 62201AA7
10 32002 32002AA1 30 VACÍO -
11 62200 62200AA0 31 VACÍO -
12 62200 62200AA1 32 VACÍO -
13 32002 32002AA2 33 42000 42000AA4
14 VACÍO - 34 62201 62201AA8
15 VACÍO - 35 62201 62201AA9
16 VACÍO - 36 62201 62201AB0
17 42001 42001AA0 37 62201 62201AB1
18 42001 42001AA1 38 62201 62201AB2
19 62201 62201AA0 39 62201 62201AB3
20 62201 62201AA1 40 62201 62201AB4 Tabla 7. Inventario Actual del AS/RS, con ejemplo de UID.
Al tener lista la codificación del UID, que pertenece al bloque 0 (revisar tabla 3) se
procedió a dar un código para cada uno de los materiales que se manejan en el CTAI. Los
aspectos que se tuvieron en cuenta para estos códigos fueron:
Tamaño del bloque 1: 4 bytes.
Cantidad de materiales utilizados en los productos.
Fácil recordación por parte del que utiliza el sistema.
A continuación se muestra la convención para los tres tipos de materiales utilizados en los
productos del AS/RS.
Materiales CÓDIGO
Aluminio 00000000
Bronce 11111111
Parafina 22222222
Tabla 8. Convención de códigos para materiales

46
De igual se procedió con los códigos de la forma de los materiales obteniendo la siguiente
tabla de convenciones para la forma.
FORMA CÓDIGO
CILINDRO 01010101
SLEEVE 02020202
PLACA RECTANGULAR 03030303
PALLET CILINDRO 04040404
PALLET BASE 05050505 Tabla 9. Convención de códigos para la forma de materiales.
Finalmente para el bloque 3 de la memoria, donde se guarda la información sobre la
posición en la que se encuentra la pieza dentro del almacén, se realiza un ajuste más que
una codificación, ya que solo se ponen 6 ceros seguidos antes de insertar los dos dígitos
de la posición, para los 4 Bytes de memoria. A continuación se muestran algunos
ejemplos.
POSICIÓN CÓDIGO
EJ: POSICIÓN 40 00000040
EJ: POSICIÓN 15 00000015
EJ: POSICIÓN 3 00000003 Tabla 10. Ejemplos de posición y sus códigos.

47
6.4 Escritura de inventario de piezas en AS/RS
Para esta parte del proyecto, se realizó una tabla para determinar los códigos que se
debían escribir en cada una de las etiquetas. En la tabla solo se tuvieron en cuenta el
50% de las posiciones del sistema de almacén, ya que 12 de las 40 posiciones estaban
vacías y 14 de 40 son pallets vacíos para base.
Tabla 11. Tabla de información guardada en las etiquetas.
Para la escritura de las etiquetas se utilizaron los códigos mencionados en el ítem
anterior, y los bloques 0, 1, 2 y 3 de la memoria. A cada uno de estos bloques le fue
asignado un código el cual representa información con respecto a su material, forma o
posición.
Para no tener problemas con esta parte de la escritura de datos, las etiquetas fueron
grabadas con la interfaz o panel de control creado para utilizar el lector RFID, dejándolas
sobre la antena. De esta manera no se tenían errores de escritura y de lectura, y de igual
forma se podían utilizar ambas manos, realizando la escritura sin ningún tipo de error.
# BLOQUE 00
ETIQUETA UID MATERIAL CÓDIGO MATERIAL FORMA CÓDIGO FORMA POSICIÓN CÓDIGO POSICIÓN
1 42000AA0 PARAFINA 22222222 CILINDRO 01010101 1 00000001
2 42000AA1 PARAFINA 22222222 CILINDRO 01010101 2 00000002
3 32002AA0 PARAFINA 22222222 SLEEVE 02020202 3 00000003
4 42000AA2 PARAFINA 22222222 CILINDRO 01010101 4 00000004
5 42002AA0 ALUMINIO 00000000 CILINDRO 01010101 5 00000005
6 42000AA3 PARAFINA 22222222 CILINDRO 01010101 9 00000009
7 32002AA1 PARAFINA 22222222 SLEEVE 02020202 10 00000010
8 62200AA0 ALUMINIO 00000000 PALLET CILINDRO 04040404 11 00000011
9 62200AA1 ALUMINIO 00000000 PALLET CILINDRO 04040404 12 00000012
10 32002AA2 PARAFINA 22222222 SLEEVE 02020202 13 00000013
11 42001AA0 BRONCE 11111111 CILINDRO 01010101 17 00000017
12 42001AA1 BRONCE 11111111 CILINDRO 01010101 18 00000018
13 62201AA0 ALUMINIO 00000000 PALLET BASE 05050505 19 00000019
14 62201AA1 ALUMINIO 00000000 PALLET BASE 05050505 20 00000020
15 62201AA2 ALUMINIO 00000000 PALLET BASE 05050505 21 00000021
16 62201AA3 ALUMINIO 00000000 PALLET BASE 05050505 25 00000025
17 62201AA4 ALUMINIO 00000000 PALLET BASE 05050505 26 00000026
18 62201AA5 ALUMINIO 00000000 PALLET BASE 05050505 27 00000027
19 42001AA2 BRONCE 11111111 CILINDRO 01010101 28 00000028
20 62201AA6 ALUMINIO 00000000 PALLET BASE 05050505 29 00000029
02 0301
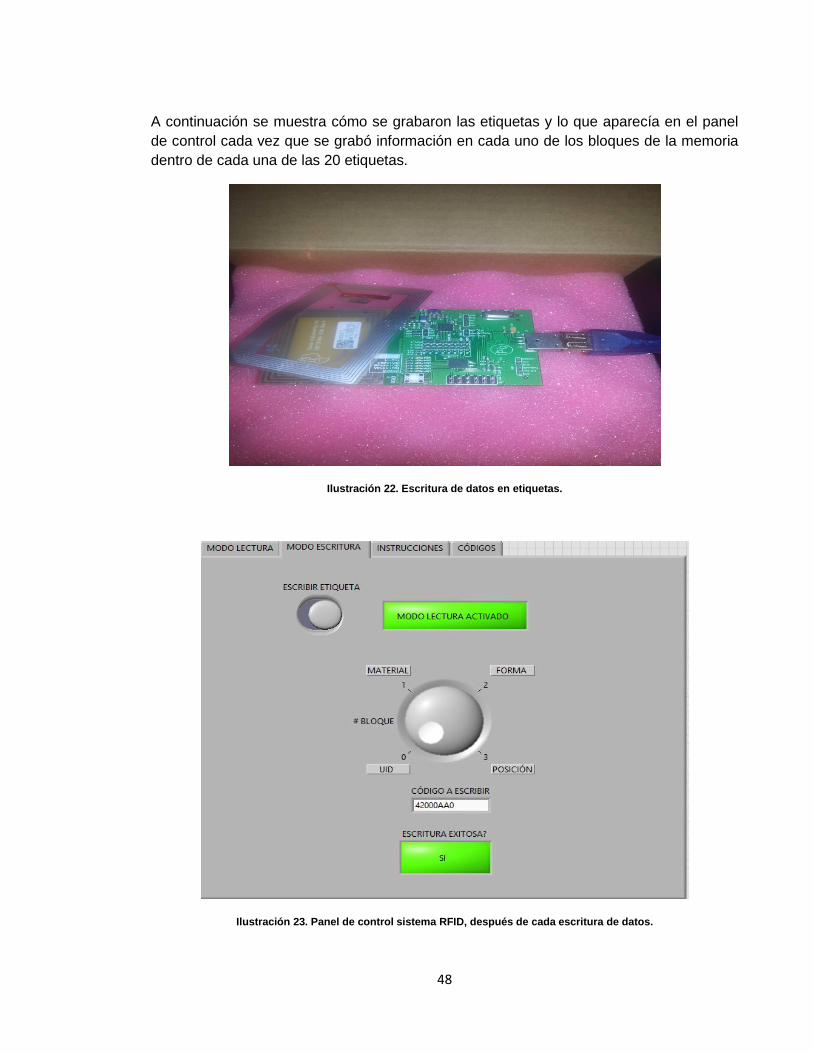
48
A continuación se muestra cómo se grabaron las etiquetas y lo que aparecía en el panel
de control cada vez que se grabó información en cada uno de los bloques de la memoria
dentro de cada una de las 20 etiquetas.
Ilustración 22. Escritura de datos en etiquetas.
Ilustración 23. Panel de control sistema RFID, después de cada escritura de datos.

49
Una vez realizada la escritura de los códigos de cada uno de los bloques de memoria, se
realizó una lectura de la etiqueta para asegurar que toda la información es la adecuada, y
se selecciona la opción de inventario para ir generando un ingreso a la base de datos,
actualizando el Inventario del AS/RS. De esta manera se procede con las otras 19
etiquetas.
Ilustración 24. Panel de control sistema RFID. Lectura de etiquetas
Ilustración 25. Base de datos generada en el panel de Control del sistema RFID

50
6.5 Integración del sistema
Al integrar la aplicación realizada para la utilización del sistema de identificación por radio
frecuencia con Microsoft Access se puede integrar con otros sistemas que lean este tipo
de archivos. Con la creación de la base de datos desde Labview se puede leer esta
información con sistemas como SAP. En este caso la integración se hace de la siguiente
forma:
PANEL DE CONTROL RFIDMySAP ERPACCESS DATABASE
Ilustración 26. Integración RFID y SAP.
Cuando se genera una base de datos en ACCESS se puede luego leer en SAP, para
revisar el inventario disponible y tener actualizado el inventario en la transacción de SAP.
La integración con SAP se deja abierta para otros proyectos dentro del CTAI cambiando
los datos necesarios de la base de datos realizada en el capítulo anterior, ya que las
referencias o códigos de productos en SAP son diferentes, y solo necesitaría de datos
como fecha, hora, posición y producto que se tiene en el almacén AS/RS, para luego
poder mandar ordenes de producción a otra base de datos de Access que es leída por
Cosimir Control.

51
6.6 Pruebas de distancia máxima de lectura
Como se mencionó en el marco teórico, una de las grandes desventajas que tiene esta
tecnología es el rango de distancia de lectura, es decir, la distancia que alcanza el lector
para leer las etiquetas. Existen diferentes posibilidades para aumentar este rango de
lectura, como crear una antena más potente que genere un campo electromagnético más
amplio o trabajar con etiquetas semi-activas o activas, que alcanzan mayores distancias al
no necesitar inducción electromagnética para activar su circuito interno. Teniendo en
cuenta que el sistema RFID que se adquirió para la realización de todas las pruebas es un
módulo de evaluación, no es posible aumentar su distancia de lectura, pero si se puede
optimizar esta distancia de lectura, generando las condiciones ideales para realizar las
pruebas de lectura y escritura deseadas.
Para poder determinar las condiciones ideales para la lectura y escritura de las etiquetas,
se realizó un diseño de experimentos, con el fin de determinar los factores que afectan la
distancia de lectura y determinar cuál de los tratamientos es el más adecuado para
realizar las pruebas. Se utilizó un modelo 2^3, es decir, se tuvieron en cuenta tres factores
y cada uno de ellos con dos niveles. Teniendo en cuenta que se espera poca variabilidad
en el experimento ya que se necesita la distancia en centímetros, de igual forma tener
más de cuatro tratamientos y además se desean encontrar grandes diferencias en cada
uno de los factores, el número de réplicas por tratamiento no tienen que ser más de 5, por
esto se decidió realizar tres réplicas por cada uno de los tratamientos.
FACTOR
FORMA DE LA
ETIQUETA
POSICIÓN DE LA
ANTENA CON
RESPECTO A LA
ETIQUETA
OBJETO
ETIQUETADO
NIVEL 1 RECTANGULAR PARALELA CONDUCTOR
ELECTRICO
NIVEL 2 CUADRADA PERPENDICULAR NO CONDUCTOR.
Tabla 12. Factores y niveles del diseño 2^3.
Para utilizar el método de Yates para realizar el respectivo análisis de varianza, se debe
denotar cada uno de los niveles de los factores con un -1 y un 1, y dándole a cada factor
una letra correspondiente. Para el diseño factorial 2 x 2 x 2 se denotaron los diferentes
factores por A, B y C; su nivel más bajo (nivel 1) por -1 y el nivel más alto (nivel 2) por 1
de la siguiente manera:
A= Forma de la etiqueta, niveles 1 y 2 denotados por -1 y 1 respectivamente.
B= Posición de la antena del lector, niveles 1 y 2 denotados por -1 y 1 respectivamente.

52
C=Objeto etiquetado, niveles 1 y 2 denotados por -1 y 1 respectivamente.
Número de réplicas por tratamiento=3
Número de tratamientos= 8-1=7.
Teniendo en cuenta el modelo del diseño se plantearon las siguientes pruebas de
hipótesis para determinar cuál tratamiento es significativo para la distancia máxima de
lectura que hay entre la antena y las etiquetas RFID.
Hipótesis para la forma de la etiqueta (A):
H0: La forma de la etiqueta no tiene efecto significativo sobre la distancia máxima
de lectura.
Ha: La forma de la etiqueta tiene efecto significativo sobre la distancia máxima de
lectura.
Hipótesis para la posición del lector (B):
H0: La posición del lector no tiene efecto significativo sobre la distancia máxima de
lectura.
Ha: La posición del lector tiene efecto significativo sobre la distancia máxima de
lectura.
Hipótesis para el material del objeto etiquetado (C):
H0: El material del objeto etiquetado no tiene efecto significativo sobre la distancia
máxima de lectura.
Ha: El material del objeto etiquetado tiene efecto significativo sobre la distancia
máxima de lectura.
Hipótesis para la interacción entre la forma de la etiqueta y la posición del lector
(AB):
H0: La interacción entre A y B no tiene efecto significativo sobre la distancia
máxima de lectura.
Ha: La interacción entre A y B tiene efecto significativo sobre la distancia máxima
de lectura.
Hipótesis para la interacción entre la forma de la etiqueta y el material del objeto
etiquetado (AC)

53
H0: La interacción entre A y C no tiene efecto significativo sobre la distancia
máxima de lectura.
Ha: La interacción entre A y C tiene efecto significativo sobre la distancia máxima
de lectura.
Hipótesis para la interacción entre la posición del lector y el material del objeto
etiquetado (BC):
H0: La interacción entre B y C no tiene efecto significativo sobre la distancia
máxima de lectura.
Ha: La interacción entre B y C tiene efecto significativo sobre la distancia máxima
de lectura.
Hipótesis para la interacción entre la forma de la etiqueta, la posición del lector y el
material del objeto a etiquetar (ABC):
H0: La interacción entre A, B y C no tiene efecto significativo sobre la distancia
máxima de lectura.
Ha: La interacción entre A, B y C tiene efecto significativo sobre la distancia
máxima de lectura.
Para realizar el análisis de varianza (ANOVA) para el modelo experimental 2^3, se utilizó
el método de Yates. En este método se haya los contrastes de cada uno de los
tratamientos, con base en una tabla de signos para cada uno de los factores y las
interacciones entre ellos. Encontrando la suma de cuadrados para cada uno de ellos y
poder realizar el respectivo análisis de varianza.
Material del objeto
Conductor No conductor
Forma
etiqueta
Posición de
la antena
Replica
1
Replica
2
Replica
3
Replica
1
Replica
2
Replica
3
Rectangular Paralela
Cuadrada Perpendicular
Rectangular Paralela
Cuadrada Perpendicular
Tabla 13. Diseño 2^3 para distancias.

54
Al realizar algunas pruebas, se encontró que las etiquetas no pueden ser leídas cuando
están en contacto directo con un material metálico y por este motivo, se debe realizar un
ajuste para la lectura, poniendo un material no conductor entre la etiqueta y la superficie
metálica, de la siguiente manera:
Ilustración 27. Ajuste de lectura en metales
Para tomar los datos de las observaciones se utilizaron los mismos materiales y montajes
para las dos formas de etiquetas. Se realizaron lecturas de la memoria de cada etiqueta
para comprobar que se estaba leyendo correctamente, aumentando cada vez la distancia
sobre una regla para determinar la distancia a la que ya no se leían los datos. A
continuación podemos ver un ejemplo de cómo se tomaban los datos.
Ilustración 28. Ejemplo Observaciones de distancia.

55
A continuación se muestran las tablas de los resultados del diseño 2^3, para determinar la
posición ideal entre el lector y las etiquetas, con base en la distancia máxima de lectura.
Diseño de experimentos para tres factores con dos niveles cada uno
Material del objeto
Conductor No conductor
Forma etiqueta Posición de la antena Replica
1 Replica
2 Replica
3 Replica
1 Replica
2 Replica
3
Rectangular Paralela 2,3 2,7 2,5 9,6 9,5 9,6
Rectangular Perpendicular 0,2 0,1 0,3 5,4 5,6 5,8
Cuadrada Paralela 1,7 1,6 1,7 6,9 7 6,7
Cuadrada Perpendicular 0,3 0,2 0,1 5,5 5,4 5,7 Tabla 14. Réplicas del diseño, tomadas en centímetros.
A B C AB AC BC ABC Yates V.R
-1 -1 -1 1 1 1 -1 1 7,5
-1 -1 1 1 -1 -1 1 a 28,7
-1 1 -1 -1 1 -1 1 b 0,6
-1 1 1 -1 -1 1 -1 ab 16,8
1 -1 -1 -1 -1 1 1 c 5
1 -1 1 -1 1 -1 -1 ac 20,6
1 1 -1 1 -1 -1 -1 bc 0,6
1 1 1 1 1 1 1 abc 16,6
-10,80 -27,20 69,00 10,40 -5,80 -4,60 5,40 Contrastes
-1,35 -3,40 8,63 1,30 -0,73 -0,58 0,68 Efectos
4,86 30,83 198,38 4,51 1,40 0,88 1,22 Sumas de C
242,37 Suma de C totales Tabla 15. Tabla de contrastes
Fuente de variabilidad
Suma de cuadrados
Grados de libertad
Cuadrado medio
Valor Fisher de la prueba
Valor Fisher crítico
A 4,86 1 4,86 126,78
5,32
B 30,83 1 30,83 804,17
C 198,38 1 198,38 5175,00
AB 4,51 1 4,51 117,57
AC 1,40 1 1,40 36,57
BC 0,88 1 0,88 23,00
ABC 1,22 1 1,22 31,70
ERROR 0,31 8 0,04
TOTAL 242,37 15 Tabla 16. ANOVA del diseño

56
Ilustración 29. Gráfica de Pareto estandarizado.
Luego de realizar el experimento con las diferentes réplicas, y realizando el análisis de
varianza con un valor alfa de 0,05; podemos ver que cada uno de los efectos es
significativo y afectan directamente la distancia máxima de lectura, rechazando de esta
manera todas las hipótesis nulas planteadas. Por otro lado con el Pareto estandarizado
podemos observar que los efectos que más afectan la distancia máxima de lectura son C
(tipo de material etiquetado) y B (posición del lector). Finalmente debido a que todos los
efectos e interacción de efectos fueron significativos para la distancia máxima de lectura
del sistema RFID, se establecieron los dos mejores tratamientos del diseño.
A B C V.R
-1 -1 -1 7,5
-1 -1 1 28,7
-1 1 -1 0,6
-1 1 1 16,8
1 -1 -1 5
1 -1 1 20,6
1 1 -1 0,6
1 1 1 16,6
Valor + 28,7 Valor - 0,6
Valor + 20,6 Media 12,05 Tabla 17. Mejores Tratamientos del diseño
0
10
20
30
40
50
60
70
80
90
100
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
A B C AB AC BC ABC
Efe
cto
s e
stan
dar
izad
os
Efectos
Pareto Estandarizado para Distancia Máxima
Efecto Estandarizado
valor crítico

57
Como se ve en la tabla anterior, los mejores tratamientos son los valores máximos
obtenidos de la suma de cada una de sus réplicas. Para este diseño los mejores
tratamientos que dieron la mayor distancia de lectura fueron:
Tipo de etiqueta rectangular ubicada paralelamente a la antena del lector y
adherida a un material no conductor.
Tipo de etiqueta cuadrada ubicada paralelamente a la antena del lector y
adherida a un material no conductor.
Mientras que los peores tratamientos fueron:
Tipo de etiqueta rectangular ubicada perpendicularmente a la antena del lector y
adherida a un material metálico.
Tipo de etiqueta cuadrada ubicada perpendicularmente a la antena del lector y
adherida a un material metálico.
Teniendo en cuenta los resultados obtenidos en la distancia máxima de lectura en el peor
de los dos mejores tratamientos, se decide no superar una distancia entre la etiqueta y el
lector de 6,5 centímetros. Ya que se debe acomodar la lectura a la distancia más corta de
estos dos tratamientos, que en este caso es la de la etiqueta cuadrada. De igual forma
viendo la lectura de datos desde la perspectiva teórica, la inducción electromagnética
entre las etiquetas y la antena del lector RFID, se ve afectada por la posición entre la
antena y la etiqueta, ya que al ponerlas de forma perpendicular solo se activan las espiras
de un solo lado dentro del circuito de la etiqueta, mientras que si se ponen de forma
paralela hay una inducción completa en todos los lados del cuadrado de la espira que se
encuentra dentro de la etiqueta. Las espiras cuadradas se pueden observar en la
ilustración número 10.

58
6.5.1 Diseño de experimentos propuesto
Teniendo en cuenta que el proyecto es muy limitado con respecto a los equipos que se
adquirieron y a la tecnología que se seleccionó se propone plantear un diseño de
experimentos para ser desarrollado en algún proyecto de continuidad de la identificación
por radio frecuencia, en el cual como primera medida, se comparen las dos tecnologías
destacadas de RFID, que son la baja frecuencia (LF), alta frecuencia (HF) y la ultra alta
frecuencia (UHF), con respecto a la capacidad de procesamiento de datos en el sistema.
Como segunda medida verificar que factores influyen en la asertividad de obtención de
datos por parte de la tecnología escogida en el primer diseño propuesto.
Para comparar los 3 tipos de RFID más destacados de esta tecnología se propone un
diseño en cuadro latino, con tres tratamientos, y tres niveles por cada bloqueo.
Notación 1 y A 2 y B 3 y C
Bloqueo 1
(renglones)
# Antenas =1 # Antenas =2 # Antenas = 3
Bloqueo 2
(columnas)
Etiqueta Blanda Etiqueta Dura para No
metales
Etiquetas Dura para
metales
Tratamiento (Letra) Frecuencia utilizada=
LF
Frecuencia utilizada=
HF
Frecuencia utilizada=
UHF
Tabla 18. Tratamientos y bloqueos del diseño en cuadrado latino.
Se plantean las siguientes hipótesis para el modelo:
Hipótesis para el bloqueo 1:
H0: La cantidad de antenas es significativa para la capacidad de procesamiento de
datos del sistema.
H1: La cantidad de antenas no es significativa para la capacidad de procesamiento
de datos del sistema.
Hipótesis para el bloqueo 2:
H0: El tipo de etiqueta es significativo para la capacidad de procesamiento de
datos del sistema.
H1: El tipo de etiqueta no es significativo para la capacidad de procesamiento del
sistema.

59
Hipótesis para el tratamiento:
H0: La tecnología utilizada para el sistema afecta significativamente la capacidad
de procesamiento de datos del sistema.
H1: La tecnología utilizada para el sistema no afecta significativamente la
capacidad de procesamiento de datos del sistema.
Para poder realizar el respectivo ANOVA del diseño en cuadrado latino se debe tener el
siguiente diseño:
Tipo de etiqueta
Número de Antenas
1 (blanda)
2 (dura NO metales) 3 (dura metales)
1 A C B
2 B A C
3 C B A
Tabla 19. Diseño en cuadrado latino.
Para poder hacer el respectivo ANOVA del diseño se deben tener en cuenta la
variabilidad de los datos que se descompone en:
SCt=SCtrat+SCb1+SCb2+SCe
Donde
SCt= Suma de Cuadrados Totales.
SCtrat= Suma de cuadrados de los tratamientos (LF, HF y UHF), es decir, de las
letras (A, B y C).
SCb1=Suma de cuadrados del bloqueo 1, es decir, del número de antenas.
SCb2=Suma de cuadrados del bloqueo 2, es decir, del tipo de etiqueta.
SCe= Suma de cuadrados del error.
De igual forma se deben tener en cuenta los grados de libertad para cada uno de estos
términos:
Grados de libertad totales: K2-1=32-1=8.
Grados de libertad de los tratamientos: k-1 = 3-1 = 2.
Grados de libertad del bloqueo 1: k-1 = 3-1 = 2.
Grados de libertad del bloqueo 2: k-1 = 3-1 = 2.
Grados de libertad del error: (k-2)(k-1)=(3-2)(3-1)=2
Una vez realizado el respectivo ANOVA y se haya rechazado o no la hipótesis nula se
puede realizar una prueba LSD para verificar la homogeneidad de los tratamientos y

60
poder realizar el siguiente diseño de experimentos para verificar el mejor tratamiento de la
tecnología utilizada para obtener la mejor capacidad de procesamiento de datos.
Una vez encontrada la tecnología con mayor capacidad de procesamiento de datos, se
sugiere proceder con un diseño factorial 3x2 en el que se tengan dos factores, uno con
tres niveles y otro con dos niveles, para determinar cuál es el mejor tratamiento para la
tecnología, tomando como variable la asertividad de los datos obtenidos.
Factor A: Número de Antenas.
Nivel 1: 1 Antena.
Nivel 2: 2 Antenas.
Nivel 3: 3 Antenas.
Factor B: Tipo de Etiqueta.
Nivel 1: Etiqueta blanda.
Nivel 2: Etiqueta Dura para metal.
Para este modelo se plantean las siguientes hipótesis:
Hipótesis Factor A
H0: El número de antenas afecta de manera significativa la asertividad de los
datos.
H1: El número de antenas no afecta de manera significativa la asertividad de los
datos.
Hipótesis Factor B
H0: El tipo de etiqueta afecta de manera significativa la asertividad de los datos.
H1: El tipo de etiqueta no afecta de manera significativa la asertividad de los datos.
Hipótesis de interacción entre A y B
H0: La interacción entre A y B afecta de manera significativa la asertividad de los
datos.
H1: La interacción entre A y B afecta de manera significativa la asertividad de los
datos.
El diseño propuesto es el siguiente:
Tipo de etiquetas
Blanda Dura para metales
Número de antenas
Replica 1 Replica 2 Replica 3 Replica 1 Replica 2 Replica 3
1
2
3
Tabla 20. Diseño Factorial 3 x 2.

61
6.6 Pruebas, instalación y Simulación
Al ver los resultados obtenidos en el diseño de experimentos, se realizaron unas pruebas
con una instalación provisional del lector RFID, donde la etiqueta estuviera paralela a la
antena del lector y no excediera los 6,5 cms. Las pruebas se hicieron utilizando los dos
tipos de etiquetas, y se dividieron en dos fases. La primera fase se centró en determinar la
correcta posición del lector en la banda transportadora del sistema de manufactura
flexible, y en determinar el material adecuado para poner entre la etiqueta y el pallet que
va a llevar la etiqueta con la información del producto que se va a procesar, ya que la
etiqueta no se puede adherir a la pieza ya que se dañaría al momento de mecanizar la
pieza. En cada una de las pruebas se establecieron diferentes espesores de los
materiales, de tal forma que las ondas electromagnéticas pudieran generar la inducción
necesaria en la entena de las etiquetas RFID. Las pruebas sugieren que el espesor del
material debe ser mayor a 2mm y se recomienda que no sea superior a 5mm.
En la segunda fase de las pruebas se realizaron lecturas reales de diferentes productos
dejando correr la banda transportadora de manera automática, utilizando “FOMI” como
material para separar la etiqueta del pallet metálico con un espesor de 2,25 mm +/-
0,05mm, este material se utilizó ya que era fácil de cortar y contaba con el espesor
adecuado para separar la etiqueta del pallet.
Ilustración 30. Pruebas Fase I.
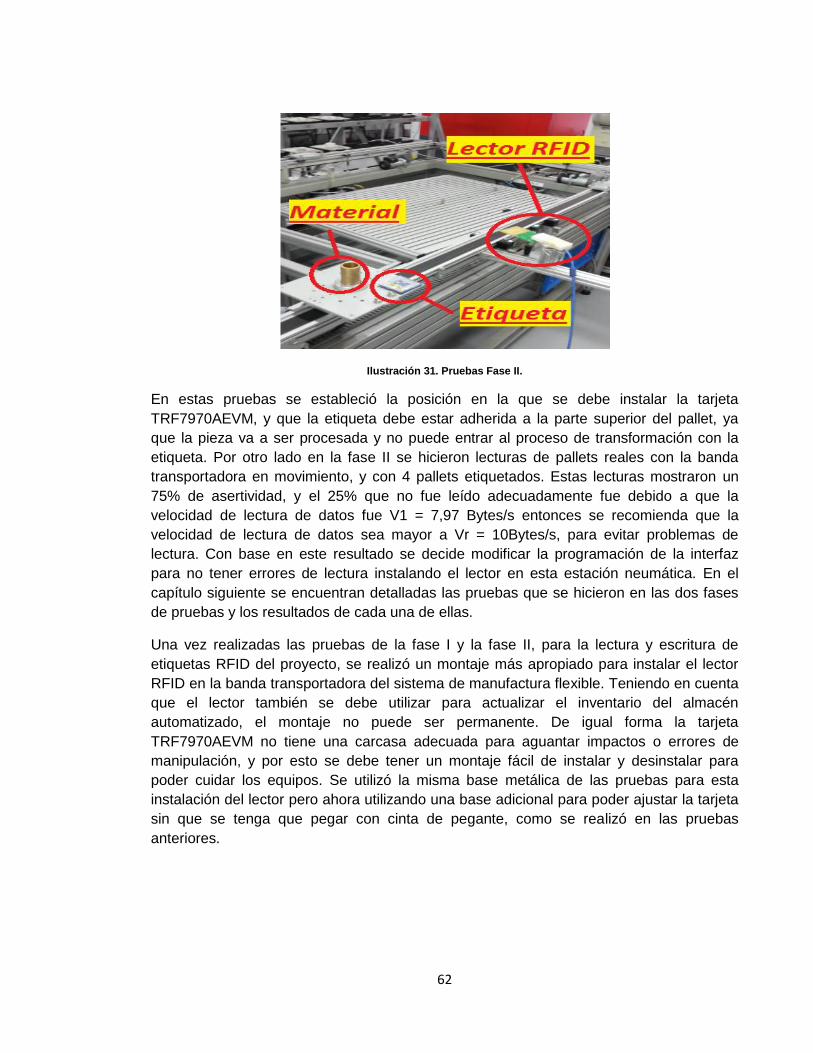
62
Ilustración 31. Pruebas Fase II.
En estas pruebas se estableció la posición en la que se debe instalar la tarjeta
TRF7970AEVM, y que la etiqueta debe estar adherida a la parte superior del pallet, ya
que la pieza va a ser procesada y no puede entrar al proceso de transformación con la
etiqueta. Por otro lado en la fase II se hicieron lecturas de pallets reales con la banda
transportadora en movimiento, y con 4 pallets etiquetados. Estas lecturas mostraron un
75% de asertividad, y el 25% que no fue leído adecuadamente fue debido a que la
velocidad de lectura de datos fue V1 = 7,97 Bytes/s entonces se recomienda que la
velocidad de lectura de datos sea mayor a Vr = 10Bytes/s, para evitar problemas de
lectura. Con base en este resultado se decide modificar la programación de la interfaz
para no tener errores de lectura instalando el lector en esta estación neumática. En el
capítulo siguiente se encuentran detalladas las pruebas que se hicieron en las dos fases
de pruebas y los resultados de cada una de ellas.
Una vez realizadas las pruebas de la fase I y la fase II, para la lectura y escritura de
etiquetas RFID del proyecto, se realizó un montaje más apropiado para instalar el lector
RFID en la banda transportadora del sistema de manufactura flexible. Teniendo en cuenta
que el lector también se debe utilizar para actualizar el inventario del almacén
automatizado, el montaje no puede ser permanente. De igual forma la tarjeta
TRF7970AEVM no tiene una carcasa adecuada para aguantar impactos o errores de
manipulación, y por esto se debe tener un montaje fácil de instalar y desinstalar para
poder cuidar los equipos. Se utilizó la misma base metálica de las pruebas para esta
instalación del lector pero ahora utilizando una base adicional para poder ajustar la tarjeta
sin que se tenga que pegar con cinta de pegante, como se realizó en las pruebas
anteriores.
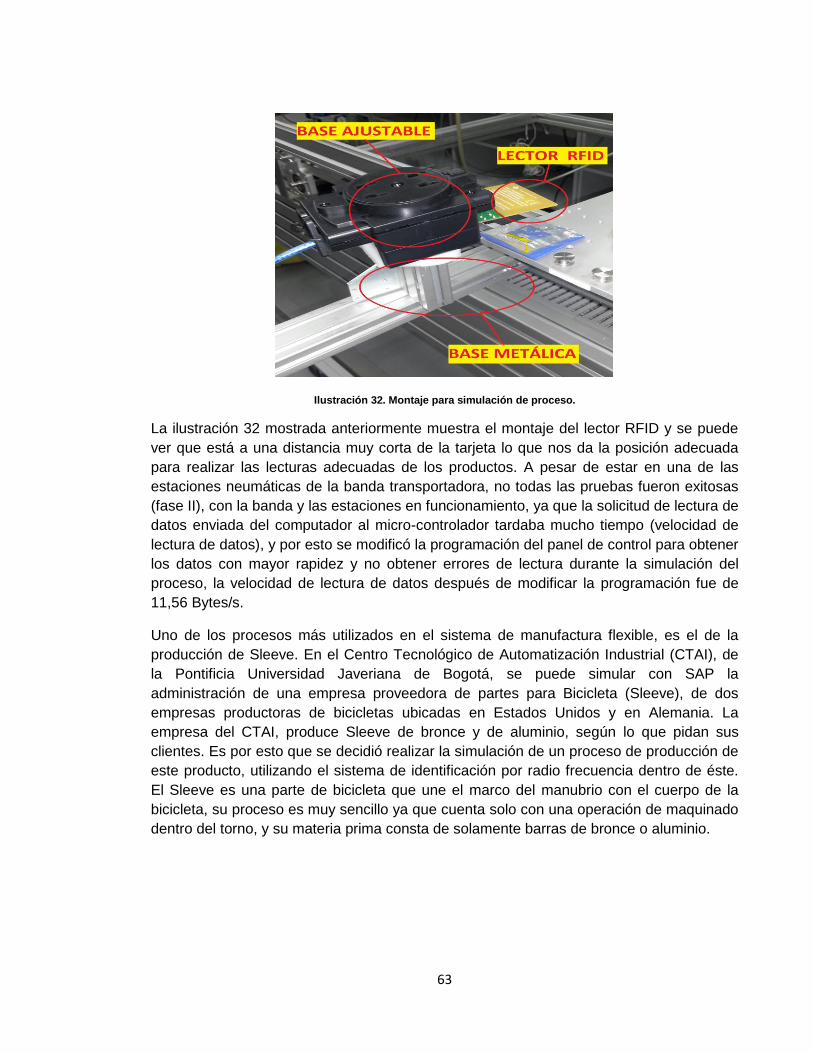
63
Ilustración 32. Montaje para simulación de proceso.
La ilustración 32 mostrada anteriormente muestra el montaje del lector RFID y se puede
ver que está a una distancia muy corta de la tarjeta lo que nos da la posición adecuada
para realizar las lecturas adecuadas de los productos. A pesar de estar en una de las
estaciones neumáticas de la banda transportadora, no todas las pruebas fueron exitosas
(fase II), con la banda y las estaciones en funcionamiento, ya que la solicitud de lectura de
datos enviada del computador al micro-controlador tardaba mucho tiempo (velocidad de
lectura de datos), y por esto se modificó la programación del panel de control para obtener
los datos con mayor rapidez y no obtener errores de lectura durante la simulación del
proceso, la velocidad de lectura de datos después de modificar la programación fue de
11,56 Bytes/s.
Uno de los procesos más utilizados en el sistema de manufactura flexible, es el de la
producción de Sleeve. En el Centro Tecnológico de Automatización Industrial (CTAI), de
la Pontificia Universidad Javeriana de Bogotá, se puede simular con SAP la
administración de una empresa proveedora de partes para Bicicleta (Sleeve), de dos
empresas productoras de bicicletas ubicadas en Estados Unidos y en Alemania. La
empresa del CTAI, produce Sleeve de bronce y de aluminio, según lo que pidan sus
clientes. Es por esto que se decidió realizar la simulación de un proceso de producción de
este producto, utilizando el sistema de identificación por radio frecuencia dentro de éste.
El Sleeve es una parte de bicicleta que une el marco del manubrio con el cuerpo de la
bicicleta, su proceso es muy sencillo ya que cuenta solo con una operación de maquinado
dentro del torno, y su materia prima consta de solamente barras de bronce o aluminio.

64
Ilustración 33. Sleeve (Tomado de Ing. Luisa Fernanda Muñoz, 2013).
Dentro del inventario realizado con el Panel de Control del sistema RFID, se encuentra
una barra de bronce (materia prima para producir el SLEEVE de bronce), dentro de la
posición 28 del sistema AS/RS. Posición clave para determinar en la simulación, cuál de
los pallet dentro del almacén se van a utilizar y para adherirle la etiqueta.
Ilustración 34. Posición 28 del AS/RS.
El proceso de manufactura realizado en la simulación fue el siguiente:

65
Ilustración 35. Proceso de Sleeve en la simulación.

66
La simulación realizada tuvo algunas limitaciones debido a que el torno CNC requiere una
actualización del sistema, y por esto no se puede integrar con el sistema de manufactura
flexible. De igual forma al no estar conectado el torno dentro del sistema, el programa que
realiza el proceso del SLEEVE-BR (Sleeve de bronce) no permite que el robot Mitsubishi
retire el pallet de la banda transportadora. A pesar de estas limitaciones se realizó la
lectura de la etiqueta adherida al pallet de forma satisfactoria, y con la información
adecuada sobre el producto en proceso
Ilustración 36. Lectura de datos en simulación de producción de SLEEVE-BR.
Ilustración 37. Información en Panel de Control en la simulación.

67
7. Resultados
7.1 Resultados de las pruebas
A continuación se muestran las tablas correspondientes a los resultados de la fase I y II
de las pruebas realizadas con el sistema RFID.
Prueba
Imagen
Descripción de la
prueba
Calidad de
la lectura y
escritura
Espesor
del
material
Conclusiones
1
En esta prueba
se realizó un
montaje
temporal del
lector para leer
las etiquetas
colocándolas
debajo del
pallet.
Buena
10,95mm
+/-
0,05mm
La lectura y el
montaje es
adecuado, pero la
etiqueta no se
puede colocar en
esta parte del
pallet, ya que el
AS/RS toma los
pallet desde abajo
y puede que se
dañe la etiqueta o
el dispositivo del
almacén.
2
Se realizó el
montaje por
encima del
pallet y
paralelo a la
etiqueta,
revisando que
no hubiera
problemas con
el agarre que
tiene el pallet
para que lo
agarre el robot.
Buena
10,95mm
+/-
0,05mm
Este es el
montaje que debe
tener el lector del
sistema RFID,
para la
identificación de
productos en el
sistema de
manufactura
flexible. Se
sugiere otra
ubicación para el
lector, en una
estación
neumática.
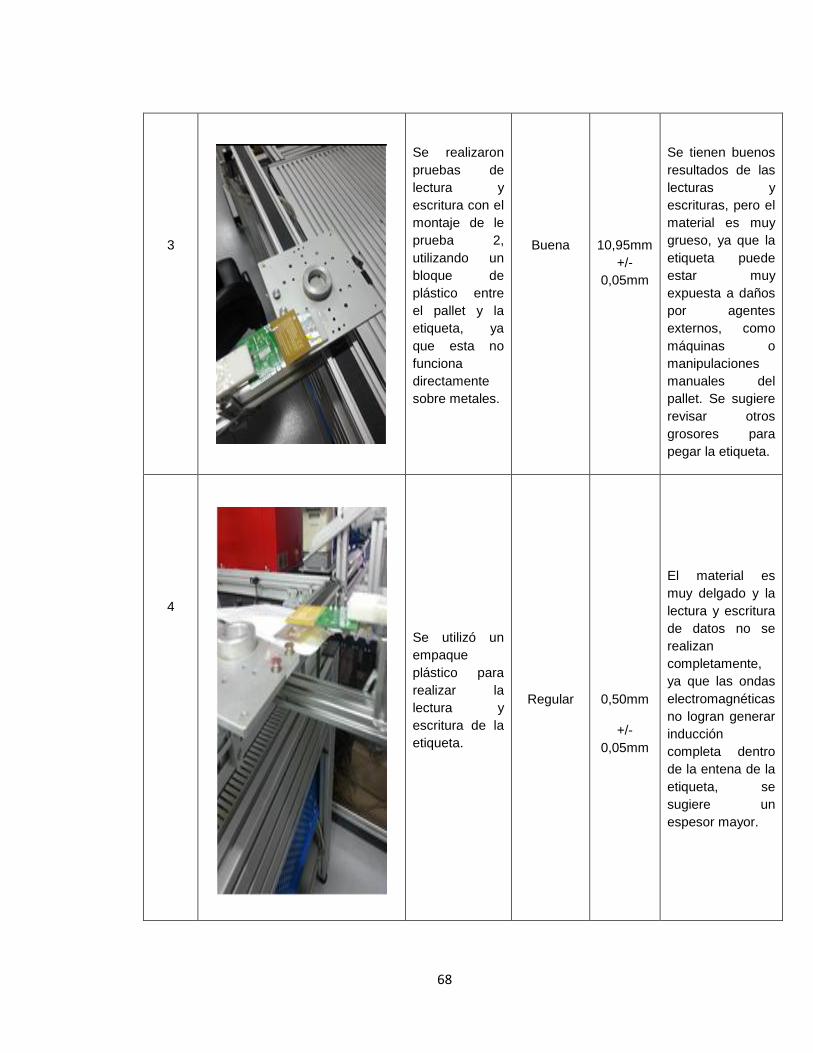
68
3
Se realizaron
pruebas de
lectura y
escritura con el
montaje de le
prueba 2,
utilizando un
bloque de
plástico entre
el pallet y la
etiqueta, ya
que esta no
funciona
directamente
sobre metales.
Buena
10,95mm
+/-
0,05mm
Se tienen buenos
resultados de las
lecturas y
escrituras, pero el
material es muy
grueso, ya que la
etiqueta puede
estar muy
expuesta a daños
por agentes
externos, como
máquinas o
manipulaciones
manuales del
pallet. Se sugiere
revisar otros
grosores para
pegar la etiqueta.
4
Se utilizó un
empaque
plástico para
realizar la
lectura y
escritura de la
etiqueta.
Regular
0,50mm
+/-
0,05mm
El material es
muy delgado y la
lectura y escritura
de datos no se
realizan
completamente,
ya que las ondas
electromagnéticas
no logran generar
inducción
completa dentro
de la entena de la
etiqueta, se
sugiere un
espesor mayor.
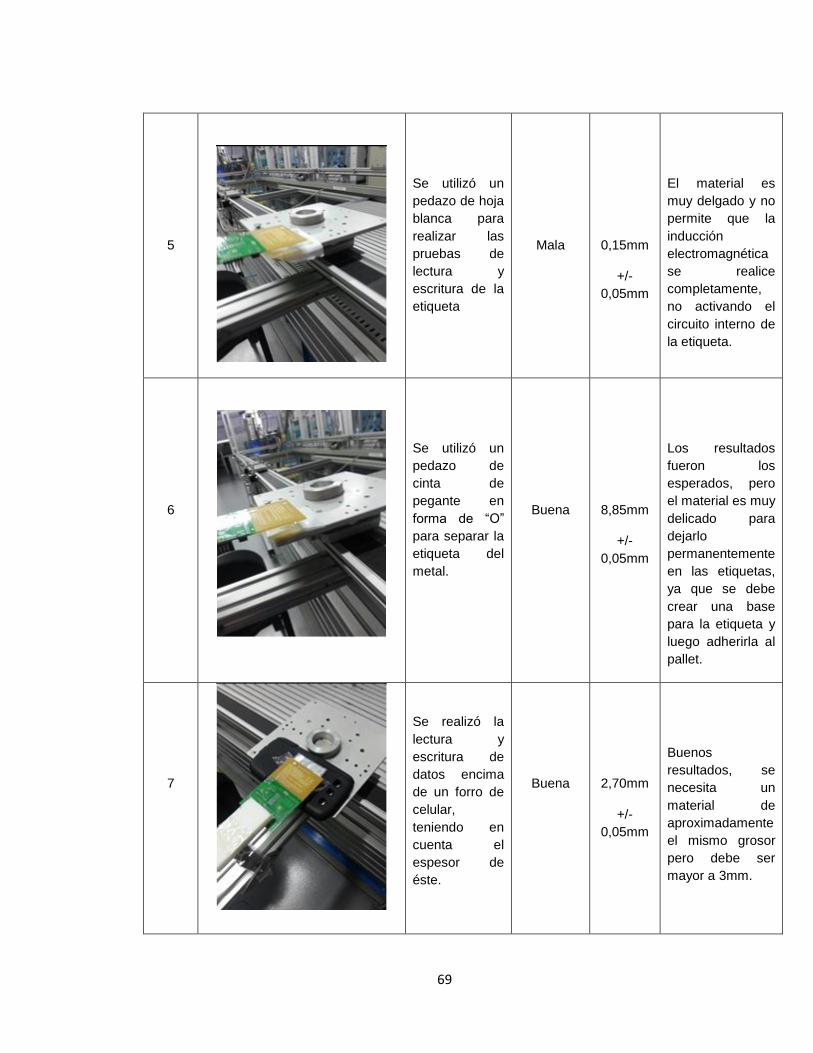
69
5
Se utilizó un
pedazo de hoja
blanca para
realizar las
pruebas de
lectura y
escritura de la
etiqueta
Mala
0,15mm
+/-
0,05mm
El material es
muy delgado y no
permite que la
inducción
electromagnética
se realice
completamente,
no activando el
circuito interno de
la etiqueta.
6
Se utilizó un
pedazo de
cinta de
pegante en
forma de “O”
para separar la
etiqueta del
metal.
Buena
8,85mm
+/-
0,05mm
Los resultados
fueron los
esperados, pero
el material es muy
delicado para
dejarlo
permanentemente
en las etiquetas,
ya que se debe
crear una base
para la etiqueta y
luego adherirla al
pallet.
7
Se realizó la
lectura y
escritura de
datos encima
de un forro de
celular,
teniendo en
cuenta el
espesor de
éste.
Buena
2,70mm
+/-
0,05mm
Buenos
resultados, se
necesita un
material de
aproximadamente
el mismo grosor
pero debe ser
mayor a 3mm.

70
8
Se realizó el
montaje sobre
una estación
neumática de
la banda, para
poder tener
más tiempo
para realizar la
lectura y
escritura de las
etiquetas.
Buena
10,85mm
+/-
0,05mm
Esta es la
posición
adecuada para
realizar las
pruebas de la
fase 2.
Ya que se
recomienda que
el tiempo que
debe permanecer
el pallet sin
moverse sea 3
segundos, que es
lo que se demora
la interfaz en
mostrar los datos.
T>3s.
Tabla 21. Resultados pruebas FASE I
Prueba Imagen Descripción
de la prueba
¿Lectura
completa?
Velocidad de
lectura
Conclusiones
1
Con la banda
transportadora
prendida, se
realizó lectura
de los datos
dentro de las
etiquetas. El
material era
Sleeve de
Bronce.
NO
V1=7,97Bytes/s
Al hacer la
lectura de la
memoria
dentro de la
etiqueta, no
se mostraron
todos los
resultados en
el panel de
control.
Velocidad
requerida:
10Bytes/s

71
2
Con la banda
transportadora
prendida, se
realizó lectura
de los datos
dentro de las
etiquetas. El
material era
cilindro de
parafina
industrial
SI
V2=9,76Bytes/s
El resultado
de la prueba
para esta
pieza fue el
esperado.
3
Con la banda
transportadora
prendida, se
realizó lectura
de los datos
dentro de las
etiquetas. El
material era
pallet con
base para
cilindro
SI
V3=11,05Bytes/s
El resultado
de la prueba
para esta
pieza fue el
esperado.
4
Con la banda
transportadora
prendida, se
realizó lectura
de los datos
dentro de las
etiquetas. El
material era
pallet vacío
SI
V4=9,35Bytes/s
El resultado
de la prueba
para esta
pieza fue el
esperado.
Tabla 22. Resultados pruebas FASE II.
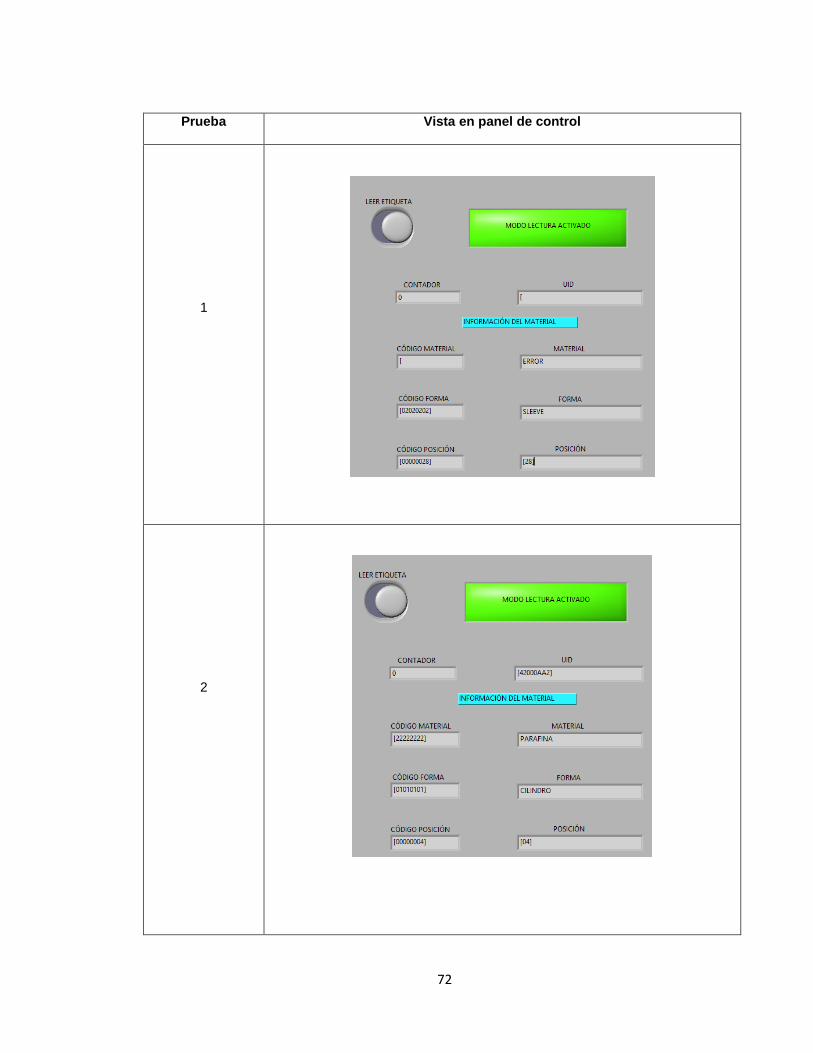
72
Prueba Vista en panel de control
1
2

73
3
4
Tabla 23. Resultados FASE II en el panel de control.

74
7.2 Resultados de la simulación
Parte del proceso Imagen Resultados
Sacar barra de bronce de la
posición 28: El AS/RS busca
la posición 28 y retira la
pieza para ponerla en el
carrito de la estación 1 de
la banda transportadora.
La simulación del proceso
funciona sin ningún
inconveniente.
Poner barra de bronce en la
banda transportadora: El
AS/RS busca la posición del
carro en la estación uno de
la banda transportadora y
pone el pallet con la barra
de bronce en la banda
transportadora.
La simulación del proceso
funciona sin ningún
inconveniente.
Realizar lectura de la
etiqueta en el pallet con la
información del producto:
En el momento en el que el
pallet llega a la estación 3
de la banda transportadora
se realiza la lectura de la
etiqueta activando el Panel
de Control del sistema
RFID.
La simulación del proceso
funciona sin ningún
inconveniente y la lectura
es exitosa.
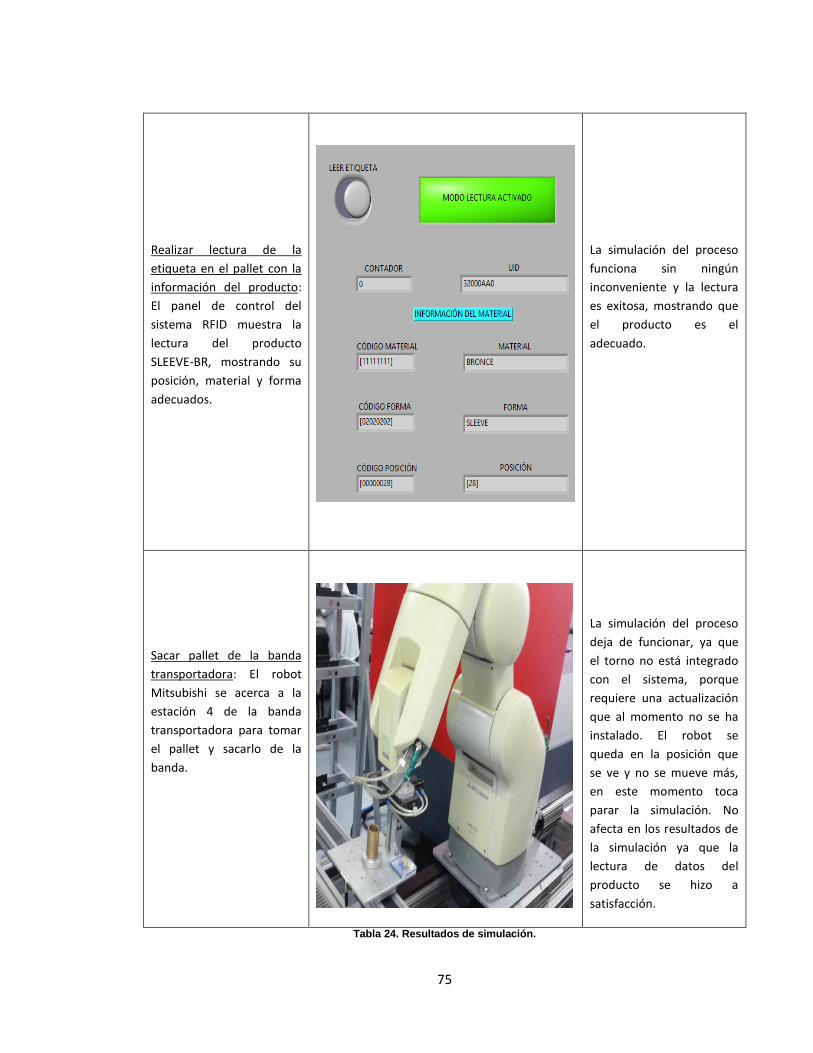
75
Realizar lectura de la
etiqueta en el pallet con la
información del producto:
El panel de control del
sistema RFID muestra la
lectura del producto
SLEEVE-BR, mostrando su
posición, material y forma
adecuados.
La simulación del proceso
funciona sin ningún
inconveniente y la lectura
es exitosa, mostrando que
el producto es el
adecuado.
Sacar pallet de la banda
transportadora: El robot
Mitsubishi se acerca a la
estación 4 de la banda
transportadora para tomar
el pallet y sacarlo de la
banda.
La simulación del proceso
deja de funcionar, ya que
el torno no está integrado
con el sistema, porque
requiere una actualización
que al momento no se ha
instalado. El robot se
queda en la posición que
se ve y no se mueve más,
en este momento toca
parar la simulación. No
afecta en los resultados de
la simulación ya que la
lectura de datos del
producto se hizo a
satisfacción.
Tabla 24. Resultados de simulación.

76
7.3 Análisis estadístico
El análisis estadístico que se realizó fue tomando simplemente los datos de los
contadores de cada una de las etiquetas marcadas, los cuales se fueron cambiando a
medida que se hacían diferentes pruebas y lecturas. El objetivo de mostrar este sencillo
análisis es demostrar los grandes alcances que tiene el uso de la identificación por
radiofrecuencia en procesos de manufactura, donde los análisis estadísticos son de suma
importancia para la toma de decisiones y para el control de dichos procesos.
CONTADOR
N Valid 20
Missing 0
Mean 2.00
Std. Error of Mean .788
Median .00
Mode 0
Std. Deviation 3.524
Variance 12.421
Skewness 2.517
Std. Error of Skewness .512
Kurtosis 6.899
Std. Error of Kurtosis .992
Range 14
Minimum 0
Maximum 14
Percentiles 25 .00
50 .00
75 2.75
Tabla 25. Estadística Descriptiva del contador.

77
Ilustración 38. Histograma de frecuencias (Elaborada en SPSS).
Como podemos ver en esta estadística descriptiva de las 20 etiquetas que se adquirieron
y fueron marcadas cuando se realizó el inventario, mostrando las veces que se leyó su
memoria durante las pruebas, la media es de 2 lecturas, por otro lado la mediana de los
datos del contador es 0 y apoyándose en el coeficiente de asimetría (2,517) los datos no
son simétricos ya que están alejados del 0. La desviación estándar (3,524) es muy
elevada lo que nos dice que la dispersión de los datos es muy alta, esto es debido a que
la mayoría de los datos es 0, por que las etiquetas no fueron leídas en las pruebas o
nunca después de que se realizó la escritura de cada una, esto se puede ver en los
resultados de los cuartiles ya que el 50% de los datos tienen un contador de 0. Finalmente
en el histograma podemos ver que la mayoría de las etiquetas fueron leídas 0 veces, y
esto es lo que pasa normalmente en el sistema de manufactura flexible, y es que las
piezas permanecen en el almacén. Algunas pruebas se realizaron con una sola etiqueta y
es por esto que el máximo de los datos fue tan alto en comparación a los demás.

78
A pesar que el histograma muestra que los datos se aproximan a una distribución normal,
se verifica con una prueba de ajuste para determinar la distribución de los datos, con el
programa STATFIT, donde se muestran los siguientes resultados.
Ilustración 39. Prueba de ajuste para los datos de contador.
De donde podemos ver que los datos pueden seguir una distribución Log-normal o
Normal.

79
7.4 Guía de laboratorio para prácticas
Los equipos adquiridos para la implantación del sistema RFID al igual que el panel de
control realizado, quedan en manos del Centro Tecnológico de Automatización Industrial
de la Pontificia Universidad Javeriana de Bogotá, para poder realizar prácticas por parte
de los estudiantes, realizar proyectos de continuidad, y de igual forma fomentar la
investigación de esta tecnología poco conocida por nuestros estudiantes y profesionales.
Para cuantificar la falta de conocimiento que tienen los estudiantes de ingeniería industrial
de la Pontificia Universidad Javeriana de Bogotá, sobre las características y aplicaciones
de la identificación por radio frecuencia, se realizó una encuesta muy sencilla por medio
de la aplicación “Google Drive” en donde se les preguntó a los estudiantes si conocían
esta tecnología, y si no la conocen se les explicaba muy puntualmente las características
de dicha tecnología al igual que sus diferentes aplicaciones, para luego preguntar si les
interesaría tener una práctica de laboratorio utilizando un sistema RFID real dentro de la
carrera de ingeniería industrial. Los resultados obtenidos en las 30 encuestas a
estudiantes actuales de ingeniería industrial se muestran a continuación:
Ilustración 40. Pregunta 1 de la encuesta
40%
60%
¿Conoce usted la tecnología de identificación por radio frecuencia
(RFID)?
TOTAL SI
TOTAL NO

80
Ilustración 41. Pregunta 2 de la encuesta.
Con base en estos resultados se toma la decisión de desarrollar una guía de laboratorio
para que los futuros estudiantes puedan utilizar el sistema RFID y realizar pruebas de
lectura y escritura, utilizando el panel de control ya desarrollado para el TRF7970AEVM.
Por otro lado, se busca familiarizar al estudiante con la tecnología RFID, fomentando el
análisis y la investigación en los practicantes o estudiantes que realizan la práctica. De
igual forma se le da una herramienta adicional a su formación profesional, para así poder
encontrar diferentes soluciones a problemas que se le puedan presentar en el ámbito
laboral.
Dentro de la guía se cuenta con objetivos específicos, un breve marco teórico y un
instructivo detallado para utilizar las diferentes funciones de los equipos y del panel de
control, con respectivos ejercicios para desarrollar a medida que se aprende sobre la
identificación por radio frecuencia.
Esta guía puede ser utilizada principalmente en la materia Manufactura Flexible, pero se
puede utilizar en otras materias modificando sus objetivos específicos y los ejercicios de
cada uno de los modos del panel de control. La guía se puede revisar más
detalladamente en los archivos anexos a este trabajo de grado.
93%
7%
¿Le gustaría tener una práctica de laboratorio con un sistema RFID?
TOTAL SI
TOTAL NO
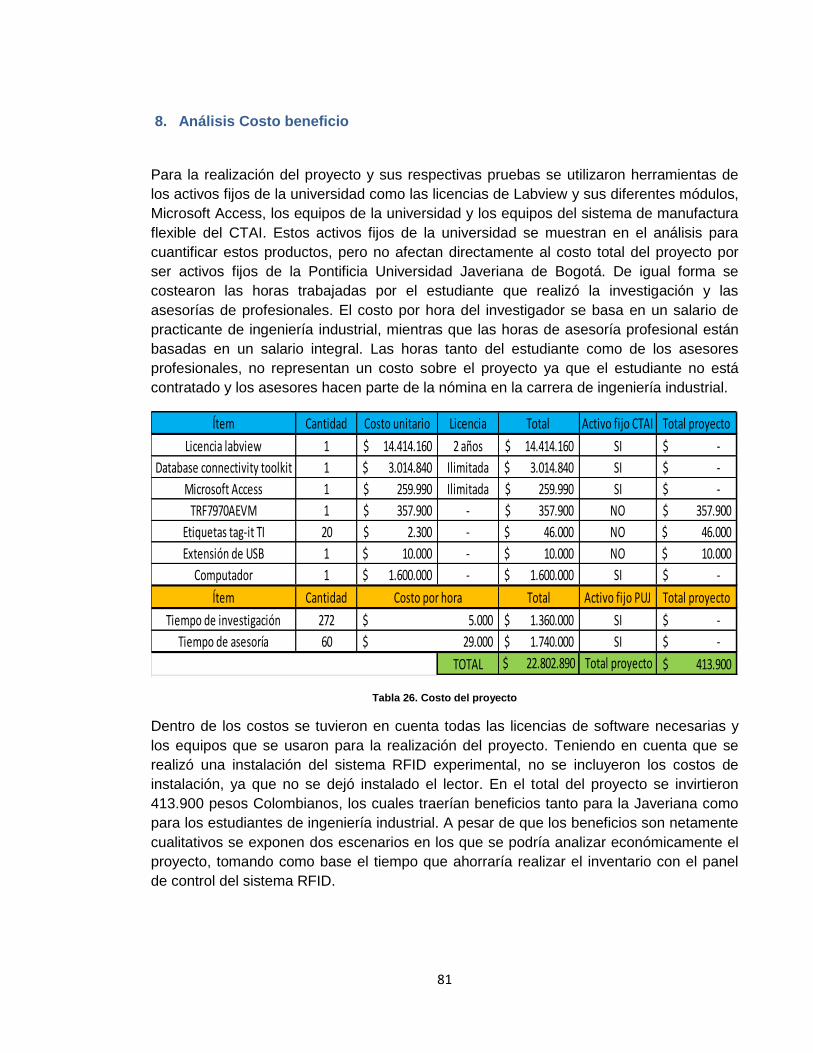
81
8. Análisis Costo beneficio
Para la realización del proyecto y sus respectivas pruebas se utilizaron herramientas de
los activos fijos de la universidad como las licencias de Labview y sus diferentes módulos,
Microsoft Access, los equipos de la universidad y los equipos del sistema de manufactura
flexible del CTAI. Estos activos fijos de la universidad se muestran en el análisis para
cuantificar estos productos, pero no afectan directamente al costo total del proyecto por
ser activos fijos de la Pontificia Universidad Javeriana de Bogotá. De igual forma se
costearon las horas trabajadas por el estudiante que realizó la investigación y las
asesorías de profesionales. El costo por hora del investigador se basa en un salario de
practicante de ingeniería industrial, mientras que las horas de asesoría profesional están
basadas en un salario integral. Las horas tanto del estudiante como de los asesores
profesionales, no representan un costo sobre el proyecto ya que el estudiante no está
contratado y los asesores hacen parte de la nómina en la carrera de ingeniería industrial.
Tabla 26. Costo del proyecto
Dentro de los costos se tuvieron en cuenta todas las licencias de software necesarias y
los equipos que se usaron para la realización del proyecto. Teniendo en cuenta que se
realizó una instalación del sistema RFID experimental, no se incluyeron los costos de
instalación, ya que no se dejó instalado el lector. En el total del proyecto se invirtieron
413.900 pesos Colombianos, los cuales traerían beneficios tanto para la Javeriana como
para los estudiantes de ingeniería industrial. A pesar de que los beneficios son netamente
cualitativos se exponen dos escenarios en los que se podría analizar económicamente el
proyecto, tomando como base el tiempo que ahorraría realizar el inventario con el panel
de control del sistema RFID.
Ítem Cantidad Costo unitario Licencia Total Activo fijo CTAI Total proyecto
Licencia labview 1 14.414.160$ 2 años 14.414.160$ SI -$
Database connectivity toolkit 1 3.014.840$ Ilimitada 3.014.840$ SI -$
Microsoft Access 1 259.990$ Ilimitada 259.990$ SI -$
TRF7970AEVM 1 357.900$ - 357.900$ NO 357.900$
Etiquetas tag-it TI 20 2.300$ - 46.000$ NO 46.000$
Extensión de USB 1 10.000$ - 10.000$ NO 10.000$
Computador 1 1.600.000$ - 1.600.000$ SI -$
Ítem Cantidad Total Activo fijo PUJ Total proyecto
Tiempo de investigación 272 1.360.000$ SI -$
Tiempo de asesoría 60 1.740.000$ SI -$
TOTAL $ 22.802.890 Total proyecto 413.900$
Costo por hora
5.000$
29.000$

82
8.1 Análisis económico del proyecto
Teniendo en cuenta que la actualización del inventario del AS/RS se hace de manera
manual en el CTAI y esto tarda unos 30 minutos, cada vez que se actualice el inventario
con el sistema RFID, se ahorrará este tiempo. En el caso hipotético de que se actualizara
dos veces al semestre, es decir, 4 veces al año, la sala se podría alquilar 2 horas al año,
generando unos ingresos anuales para el CTAI, los cuales fueron utilizados para analizar
la inversión del proyecto por medio de una proyección a 5 años.
La sala CNC puede prestar diferentes servicios a entidades externas a la Pontificia
Universidad Javeriana, tanto para la enseñanza como para la realización de piezas. En el
análisis de la inversión realizada, se tuvieron en cuenta dos escenarios, el primero es
alquilando la sala para un curso de FMS de dos horas teniendo ingresos por 180.000
COP anuales. Por otro lado se puede alquilar la sala dos horas al año para elaborar
piezas utilizando las máquinas CNC generando ingresos por 860.000 COP. Ambos
ingresos se incrementan en 2.75% anual basándose en la inflación del año 2013.
Inversión proyecto $ 413.900
Depreciación (línea recta) 10 años
Depreciación Anual $ 41.390
Impuesto 33%
Valor del mercado 70%
Ganancia Ocasional 10%
WACC 5%
Incremento por inflación 2,16% Tabla 27. Datos necesarios para el análisis.
Ingresos por HORA Costo Unit. Cantidad Total
Ingreso Curso FMS $ 90.000 2
$ 180.000
Ingreso Elaboración piezas $ 430.000 2
$ 860.000
Tabla 28. Ingresos de los escenarios planteados.
Para los costos se tuvieron en cuenta los costos que se tendrían que llevar a cabo para
poder alquilar esta sala, como mantenimiento, profesores, costo de energía, vigilancia y
aseo. En los otros costos se incluye la operación de las máquinas, la instalación y
preparación de equipos.

83
Costos por Hora Costo Unit Cantidad total
Costos de Mantenimiento $ 3.125 2
$ 6.250
Costos de Energía $ 3.000 2
$ 6.000
Costos de profesores $ 30.000 2
$ 60.000
Costos seguridad y limpieza
$ 5.000 2
$ 10.000
Tabla 29. Costos de alquiler.
Tabla 30. Ingresos y costos del escenario 1.
Tabla 31. Flujo de caja para escenario 1.
Tabla 32. Ingresos y costos para escenario 2.
periodo 2013 2014 2015 2016 2017 2018
Ingresos -$ 180.000$ 183.888$ 187.860$ 191.918$ 196.063$
Costos -$ 82.250$ 84.027$ 85.842$ 87.696$ 89.590$
Escenario 1 (Alquiler Sala para Curso FMS)
Periodo 2013 2014 2015 2016 2017 2018
Ingresos -$ 180.000$ 183.888$ 187.860$ 191.918$ 196.063$
Costos 90.475-$ 92.429-$ 94.426-$ 96.465-$ 98.549-$
Costos de mantenimiento 6.250-$ 6.385-$ 6.523-$ 6.664-$ 6.808-$
Costos de energía 6.000-$ 6.130-$ 6.262-$ 6.397-$ 6.535-$
Costos profesores 60.000-$ 61.296-$ 62.620-$ 63.973-$ 65.354-$
Costos de aseo y seguridad 10.000-$ 10.216-$ 10.437-$ 10.662-$ 10.892-$
Otros Costos 8.225-$ 8.403-$ 8.584-$ 8.770-$ 8.959-$
Depreciación -$ 41.390,00-$ 41.390,00-$ 41.390,00-$ 41.390,00-$ 41.390,00-$
Utilidad antes de imp. -$ 48.135,00$ 50.068,74$ 52.044,25$ 54.062,43$ 56.124,20$
Impuesto (ahorro) 15.884,55$ 16.522,68$ 17.174,60$ 17.840,60$ 18.520,99$
Utilidad despues de imp. -$ 32.250,45$ 33.546,06$ 34.869,65$ 36.221,83$ 37.603,21$
Depreciación -$ 41.390,00$ 41.390,00$ 41.390,00$ 41.390,00$ 41.390,00$
Inversión 413.900-$ -$ -$ -$ -$ -$
Valor Terminal -$ -$ -$ -$ 281.452,00$
Flujo de Caja 413.900,00-$ 73.640,45$ 74.936,06$ 76.259,65$ 77.611,83$ 360.445,21$
VPN 136.349$
TIR 13%
Flujo de caja para Escenario 1 (Alquiler de sala para curso FMS)
periodo 2013 2014 2015 2016 2017 2018
Ingresos -$ 860.000$ 878.576$ 897.553$ 916.940$ 936.746$
Costos -$ 22.250$ 22.731$ 23.222$ 23.723$ 24.236$
Escenario 2(Alquiler Sala para elaboración de piezas)

84
Tabla 33. Flujo de caja para escenario 2.
Teniendo en cuenta los resultados mostrados para los dos escenarios, el CTAI puede
encontrar una oportunidad de negocio en base a este proyecto si se incrementa el alquiler
de las salas, ya que dos horas anuales es muy poco. Si se incrementaran las horas a 10
por semestre, es decir, 20 anualmente, se podrían tener los siguientes flujos para los
correspondientes escenarios:
Tabla 34. Flujo de caja para 20 horas de curso FMS.
Tabla 35. Flujo de caja para 20 horas de elaboración de piezas.
Para ambos flujos en el tiempo se utilizó el costo total del proyecto contando los activos
fijos del CTAI, en donde la inversión sería de 22’802.890 COP. Los resultados obtenidos
para el escenario 1 no son los adecuados ya que el valor presente neto mostrado es 48
millones de pesos menos de lo que se buscaba y la tasa interna de retorno no se puede
calcular porque solo hay flujos de cajas negativos. En el escenario 2 podemos ver que la
inversión es viable ya que el costo de alquilar la sala para la elaboración de piezas es más
alta, la TIR es mayor al porcentaje WACC al igual que el VPN es positivo, lo que quiere
decir que es viable el proyecto en este escenario.
Periodo 2013 2014 2015 2016 2017 2018
Ingresos -$ 860.000$ 878.576$ 897.553$ 916.940$ 936.746$
Costos 24.475-$ 25.004-$ 25.544-$ 26.095-$ 26.659-$
Costos de mantenimiento 6.250-$ 6.385-$ 6.523-$ 6.664-$ 6.808-$
Costos de energía 6.000-$ 6.130-$ 6.262-$ 6.397-$ 6.535-$
Costos de aseo y seguridad 10.000-$ 10.216-$ 10.437-$ 10.662-$ 10.892-$
Otros Costos 2.225-$ 2.273-$ 2.322-$ 2.372-$ 2.424-$
Depreciación -$ 41.390-$ 41.390-$ 41.390-$ 41.390-$ 41.390-$
Utilidad antes de imp. -$ 794.135$ 812.182$ 830.620$ 849.455$ 868.697$
Impuesto (ahorro) 262.065-$ 268.020-$ 274.104-$ 280.320-$ 286.670-$
Utilidad despues de imp. -$ 532.070$ 544.162$ 556.515$ 569.135$ 582.027$
Depreciación -$ 41.390$ 41.390$ 41.390$ 41.390$ 41.390$
Inversión 413.900-$ -$ -$ -$ -$ -$
Valor Terminal -$ -$ -$ -$ 281.452$
Flujo de Caja 413.900-$ 573.460$ 585.552$ 597.905$ 610.525$ 904.869$
VPN 2.858.412$
TIR 140%
Flujo de caja para Escenario 2 (Alquiler de sala para elaboración de piezas)
Flujo de Caja 22.802.890-$ 4.762.976-$ 4.737.257-$ 4.710.983-$ 4.684.141-$ 4.375.268-$
VPN 42.987.206-$
TIR INCALCULABLE
Flujos de caja para 20 horas de alquiler para curso FMS
Flujo de Caja 22.802.890-$ 5.079.024$ 5.317.330$ 5.560.783$ 5.809.495$ 6.345.031$
VPN 1.411.848$
TIR 7%
Flujos de caja para 20 horas de alquiler para elaboración de piezas

85
8.2 Beneficios CTAI
La implantación del sistema RFID permite tener ciertos beneficios para el Centro
Tecnológico de Automatización Industrial de la Pontificia Universidad Javeriana de
Bogotá, ya que permite realizar una identificación de los productos que se van a procesar,
y de esta manera corroborar que es la pieza que se necesita para el proceso simulado es
la adecuada, lo que permite evitar pérdidas de tiempo de reproceso para las piezas de
parafina industrial que son las que se utilizan para las simulaciones. Por otro lado, el
proyecto deja algunas propuestas de continuación para fomentar a los futuros estudiantes
a la investigación sobre esta tecnología de identificación por radio frecuencia, o
simplemente a realizar otros trabajos de grado cuya base fue el proyecto desarrollado
previamente.
8.3 Beneficios estudiantes de Ingeniería Industrial
El actual trabajo de grado no solo tiene beneficios para el CTAI, también trae beneficios
para los estudiantes de ingeniería industrial tanto de la Universidad Javeriana como de
otras universidades que pidan los servicios del centro tecnológico, ya que esta es una
tecnología todavía en desarrollo y no es muy conocida por estudiantes y profesionales de
ingeniería industrial, brindándoles mayores conocimientos sobre herramientas que
puedan utilizar en un futuro donde esté más desarrollada la tecnología RFID. El proyecto
no solo intenta fomentar la investigación sobre esta tecnología sino también ayuda a los
estudiantes a familiarizarse con equipos reales de identificación por radiofrecuencia, ya
que se ha desarrollado una guía para realizar práctica en el laboratorio con los equipos
adquiridos y con los programas desarrollados.
8.4 Beneficios Pontificia Universidad Javeriana
Los beneficios que puede tener la Universidad Javeriana de Bogotá no son totalmente
directos por parte del proyecto realizado, pero si puede traer beneficios proyectos de
investigación futuros sobre esta tecnología, permitiendo a la universidad ser la única en
Colombia con áreas de investigación sobre la identificación por radiofrecuencia. Por otro
lado, la mayoría de universidades que aplica esta tecnología, la aplica para manejo de la
cadena de suministros e inventarios, permitiéndola ser pionera en el uso de sistemas
RFID para manufactura.
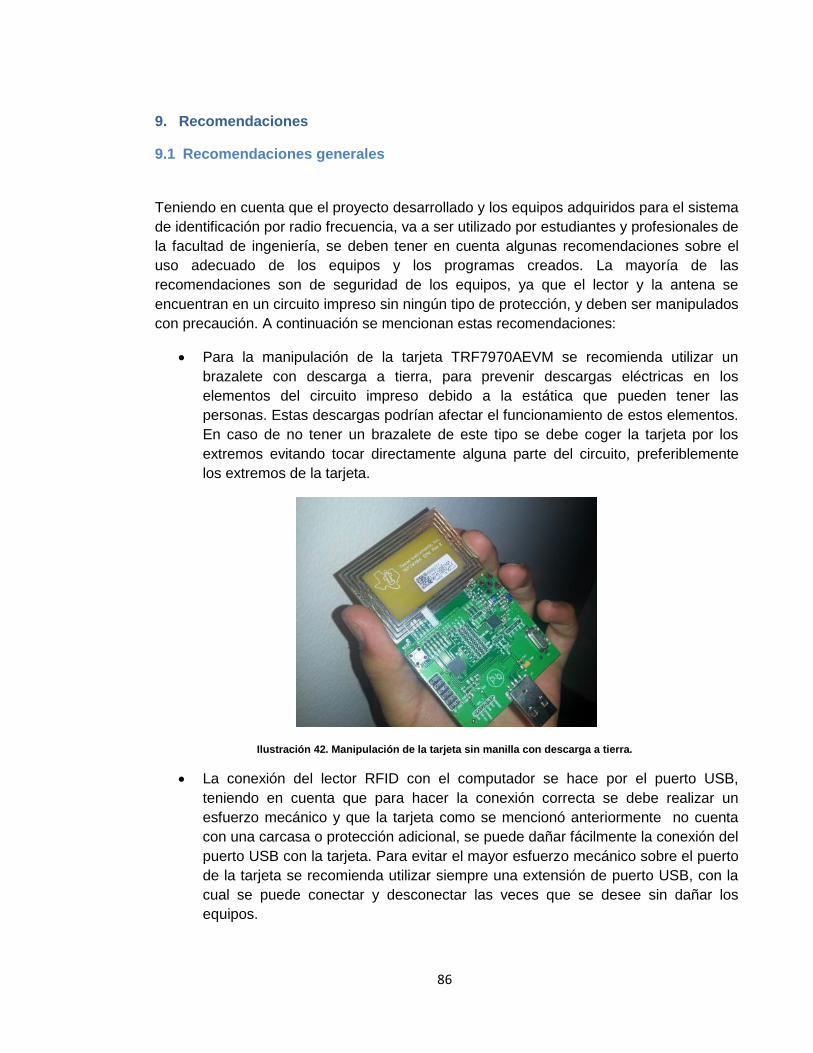
86
9. Recomendaciones
9.1 Recomendaciones generales
Teniendo en cuenta que el proyecto desarrollado y los equipos adquiridos para el sistema
de identificación por radio frecuencia, va a ser utilizado por estudiantes y profesionales de
la facultad de ingeniería, se deben tener en cuenta algunas recomendaciones sobre el
uso adecuado de los equipos y los programas creados. La mayoría de las
recomendaciones son de seguridad de los equipos, ya que el lector y la antena se
encuentran en un circuito impreso sin ningún tipo de protección, y deben ser manipulados
con precaución. A continuación se mencionan estas recomendaciones:
Para la manipulación de la tarjeta TRF7970AEVM se recomienda utilizar un
brazalete con descarga a tierra, para prevenir descargas eléctricas en los
elementos del circuito impreso debido a la estática que pueden tener las
personas. Estas descargas podrían afectar el funcionamiento de estos elementos.
En caso de no tener un brazalete de este tipo se debe coger la tarjeta por los
extremos evitando tocar directamente alguna parte del circuito, preferiblemente
los extremos de la tarjeta.
Ilustración 42. Manipulación de la tarjeta sin manilla con descarga a tierra.
La conexión del lector RFID con el computador se hace por el puerto USB,
teniendo en cuenta que para hacer la conexión correcta se debe realizar un
esfuerzo mecánico y que la tarjeta como se mencionó anteriormente no cuenta
con una carcasa o protección adicional, se puede dañar fácilmente la conexión del
puerto USB con la tarjeta. Para evitar el mayor esfuerzo mecánico sobre el puerto
de la tarjeta se recomienda utilizar siempre una extensión de puerto USB, con la
cual se puede conectar y desconectar las veces que se desee sin dañar los
equipos.
87
Con el fin de evitar cortos circuitos dentro de la tarjeta se recomienda siempre
dejar la tarjeta sobre superficies que no sean conductoras eléctricas. Por esta
razón el diseño experimental del montaje siempre sostenía la tarjeta desde la
extensión del cable USB y por los bordes, dejando un espacio vacío entre la base
y la tarjeta.
Para poder transportar la tarjeta de forma adecuada, se debe desmontar la tarjeta
completamente y guardar tanto el lector como las etiquetas en las bolsas de
protección electrostática, para evitar daños en los circuitos impresos, y en sus
componentes.
Cada vez que se utilice el sistema RFID en un computador diferente, se debe
instalar el driver que permite al computador leer la tarjeta adecuadamente y poder
hacer uso del panel de control diseñado. Si no se tiene la carpeta del driver, se
puede descargar fácilmente desde internet, buscando en cualquier explorador
“USB to UART Bridge Driver”.
El panel de control cuenta con un comando para enviar los datos de las lecturas a
una base de datos de Microsoft Access. Cuando se cambia el panel de control de
computador se debe crear de nuevo un archivo de conexión entre Labview y
Access. Este archivo es de tipo “UDL”, y se puede encontrar la forma de crearlo
correctamente en el Anexo 3, dentro de la guía de laboratorio elaborada para
utilizar el sistema RFID.
9.2 Recomendaciones de continuidad
El trabajo que se realizó hasta el momento con el KIT de evaluación de identificación por
radio frecuencia, es una pequeña muestra de las capacidades de la tecnología, y queda
mucho trabajo por realizar y por investigar sobre las diferentes aplicaciones que puede
tener este tipo de sistemas. A pesar de ser un trabajo de grado de ingeniería industrial se
pueden proponer trabajos de continuidad a otras áreas del conocimiento como ingeniería
electrónica, ingeniería de sistemas, ingeniería mecánica o diseño industrial. Las
propuestas de continuidad del proyecto se hacen con base en lo que se realizó, en los
resultados obtenidos y en las limitaciones que se tuvieron durante el desarrollo del
proyecto.

88
Área del conocimiento
Propuesta de continuidad
Razón
Diseño Industrial
Realizar una carcasa para
insertar la tarjeta
TRF7970AEVM, aislando el
circuito de descargas electro
estáticas que puedan dañar
los componentes del circuito.
Esta carcasa debe permitir
transportar el lector RFID con
mayor facilidad, y de igual
forma poder instalar el lector
con mayor facilidad. Por otro
lado es importante que tenga
dos salidas, la de la antena y
la del puerto USB. Finalmente
la salida del puerto USB debe
tener un mango para poder
realizar un inventario de forma
manual.
Durante las pruebas del
proyecto se tuvo mucho
cuidado con la manipulación
de la tarjeta, y nunca sufrió
daños, pero de haberla
golpeado o agarrado de forma
inadecuada, se podría haber
dañado y los resultados serían
negativos. Una carcasa
plástica podría proteger la
tarjeta y mejorar su agarre.
Ingeniería Electrónica
Realizar un estudio detallado
de qué tipo de antena se
podría implementar en el lector
RFID para aumentar la
distancia de lectura entre las
etiquetas, y de esta forma
tener un mayor alcance en las
aplicaciones para el sistema
de identificación por radio
frecuencia. Se fomenta la
investigación sobre este tipo
de antenas.
Para realizar las lecturas en
las etiquetas de debía poner el
lector muy cerca de la
etiqueta, restringiendo la
cantidad de etiquetas que se
podían leer a la vez.
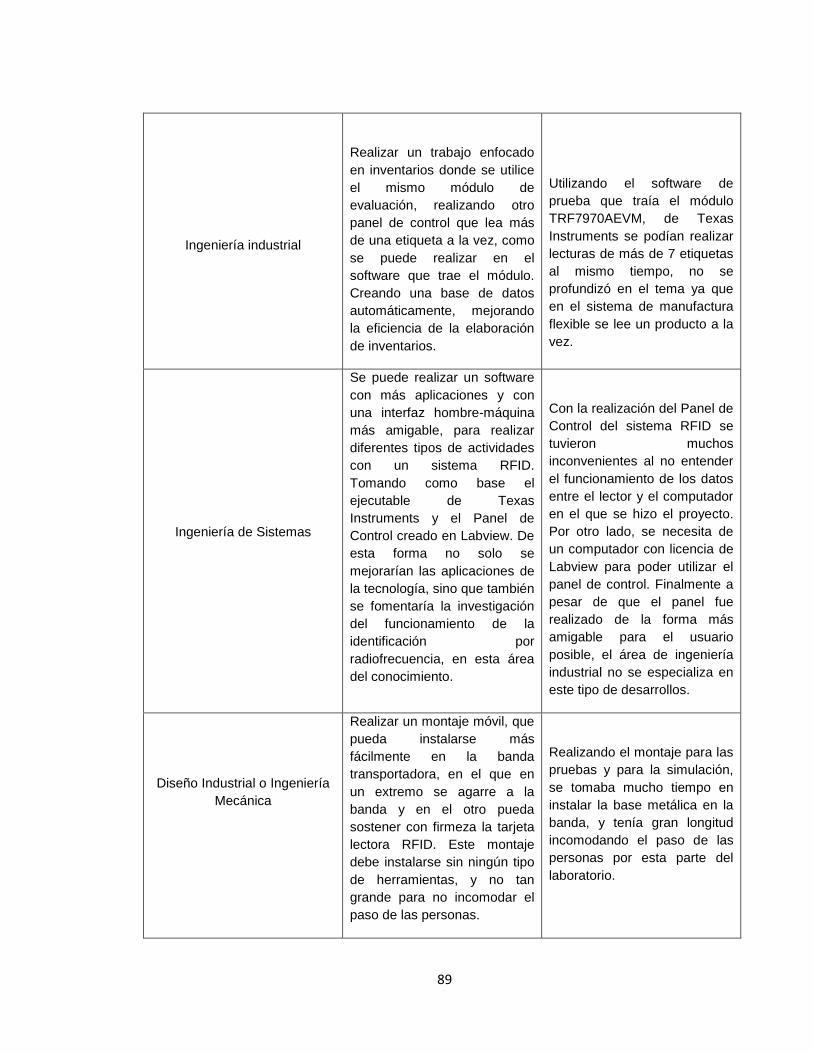
89
Ingeniería industrial
Realizar un trabajo enfocado
en inventarios donde se utilice
el mismo módulo de
evaluación, realizando otro
panel de control que lea más
de una etiqueta a la vez, como
se puede realizar en el
software que trae el módulo.
Creando una base de datos
automáticamente, mejorando
la eficiencia de la elaboración
de inventarios.
Utilizando el software de
prueba que traía el módulo
TRF7970AEVM, de Texas
Instruments se podían realizar
lecturas de más de 7 etiquetas
al mismo tiempo, no se
profundizó en el tema ya que
en el sistema de manufactura
flexible se lee un producto a la
vez.
Ingeniería de Sistemas
Se puede realizar un software
con más aplicaciones y con
una interfaz hombre-máquina
más amigable, para realizar
diferentes tipos de actividades
con un sistema RFID.
Tomando como base el
ejecutable de Texas
Instruments y el Panel de
Control creado en Labview. De
esta forma no solo se
mejorarían las aplicaciones de
la tecnología, sino que también
se fomentaría la investigación
del funcionamiento de la
identificación por
radiofrecuencia, en esta área
del conocimiento.
Con la realización del Panel de
Control del sistema RFID se
tuvieron muchos
inconvenientes al no entender
el funcionamiento de los datos
entre el lector y el computador
en el que se hizo el proyecto.
Por otro lado, se necesita de
un computador con licencia de
Labview para poder utilizar el
panel de control. Finalmente a
pesar de que el panel fue
realizado de la forma más
amigable para el usuario
posible, el área de ingeniería
industrial no se especializa en
este tipo de desarrollos.
Diseño Industrial o Ingeniería
Mecánica
Realizar un montaje móvil, que
pueda instalarse más
fácilmente en la banda
transportadora, en el que en
un extremo se agarre a la
banda y en el otro pueda
sostener con firmeza la tarjeta
lectora RFID. Este montaje
debe instalarse sin ningún tipo
de herramientas, y no tan
grande para no incomodar el
paso de las personas.
Realizando el montaje para las
pruebas y para la simulación,
se tomaba mucho tiempo en
instalar la base metálica en la
banda, y tenía gran longitud
incomodando el paso de las
personas por esta parte del
laboratorio.

90
Ingeniería Mecánica o de
sistemas
Realizar la integración del
panel de control con los
sistemas de automatización
del sistema de manufactura
flexible, como el Cosimir
Control. Para poder activar la
lectura de datos en la estación
3 de la banda transportadora,
y poder visualizar los datos
durante el proceso de
producción en la misma
pantalla. De igual forma poder
actualizar el inventario en
Cosimir control y evitar
problemas en las simulaciones
y en la realización de
procesos.
Las pruebas se realizaron en
un computador aparte, ubicado
cerca a la estación 3 de la
banda transportadora. Pero no
se logró la integración con los
programas mediante las
herramientas de OPC (Object
Linking and Embedding for
process control) de Labview.
Tabla 36. Propuestas de continuación.
9.3 Diseño propuesto para el CTAI
Para la propuesta del proyecto se presentaron algunas restricciones para el alcance del
trabajo de grado ya que no se contaban con los recursos para obtener todos los equipos
necesarios. Dentro de las restricciones se encontraban:
No trazabilidad del producto en proceso, ya que se necesita más de un lector
RFID.
Poca distancia de lectura, debido a la frecuencia utilizada, impidiendo realizar una
actualización del inventario de forma constante y automática.
Basándose en estas restricciones se plantea el diseño propuesto para implementar un
sistema RFID que elimine estas restricciones iniciales. En el diseño propuesto se utilizan
dos tecnologías diferentes de RFID, UHF (ultra alta frecuencia) y HF (alta frecuencia).
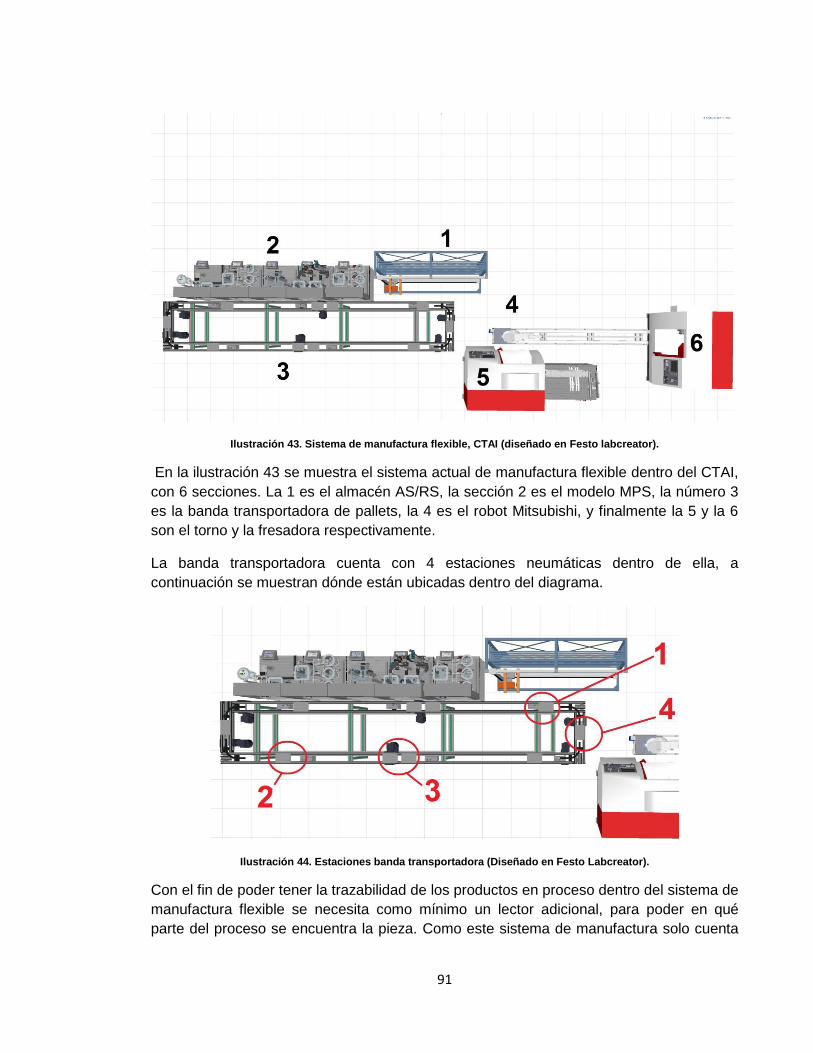
91
Ilustración 43. Sistema de manufactura flexible, CTAI (diseñado en Festo labcreator).
En la ilustración 43 se muestra el sistema actual de manufactura flexible dentro del CTAI,
con 6 secciones. La 1 es el almacén AS/RS, la sección 2 es el modelo MPS, la número 3
es la banda transportadora de pallets, la 4 es el robot Mitsubishi, y finalmente la 5 y la 6
son el torno y la fresadora respectivamente.
La banda transportadora cuenta con 4 estaciones neumáticas dentro de ella, a
continuación se muestran dónde están ubicadas dentro del diagrama.
Ilustración 44. Estaciones banda transportadora (Diseñado en Festo Labcreator).
Con el fin de poder tener la trazabilidad de los productos en proceso dentro del sistema de
manufactura flexible se necesita como mínimo un lector adicional, para poder en qué
parte del proceso se encuentra la pieza. Como este sistema de manufactura solo cuenta
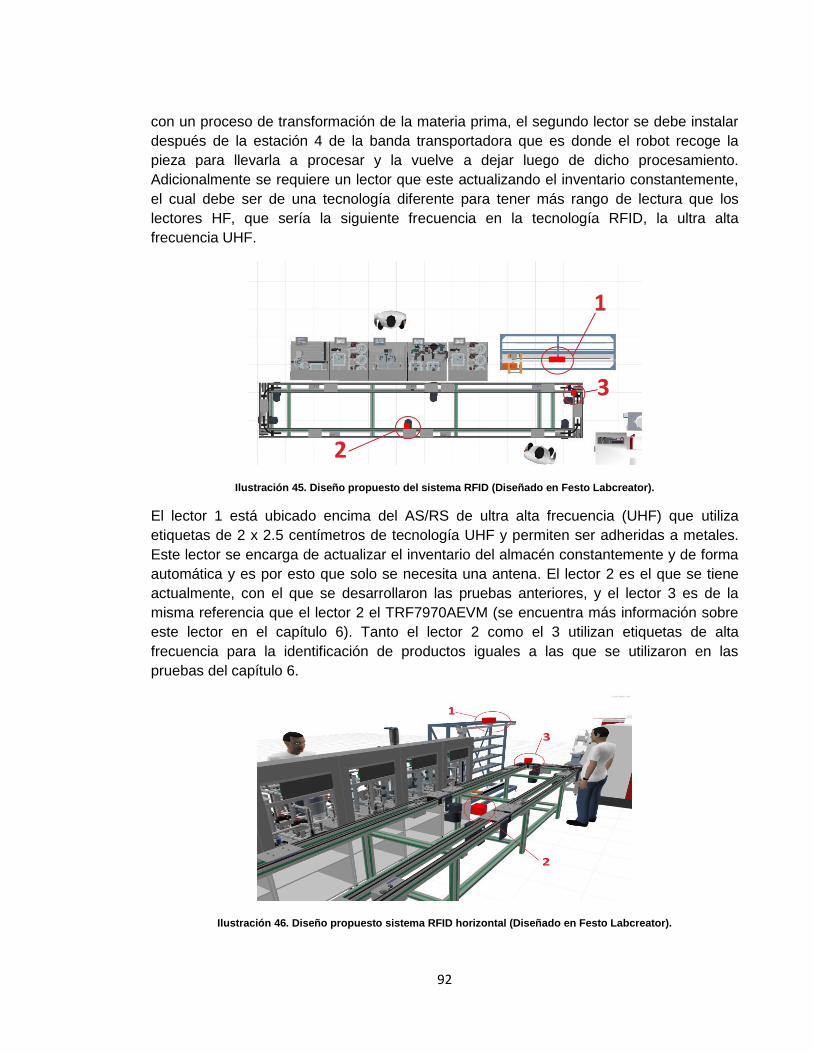
92
con un proceso de transformación de la materia prima, el segundo lector se debe instalar
después de la estación 4 de la banda transportadora que es donde el robot recoge la
pieza para llevarla a procesar y la vuelve a dejar luego de dicho procesamiento.
Adicionalmente se requiere un lector que este actualizando el inventario constantemente,
el cual debe ser de una tecnología diferente para tener más rango de lectura que los
lectores HF, que sería la siguiente frecuencia en la tecnología RFID, la ultra alta
frecuencia UHF.
Ilustración 45. Diseño propuesto del sistema RFID (Diseñado en Festo Labcreator).
El lector 1 está ubicado encima del AS/RS de ultra alta frecuencia (UHF) que utiliza
etiquetas de 2 x 2.5 centímetros de tecnología UHF y permiten ser adheridas a metales.
Este lector se encarga de actualizar el inventario del almacén constantemente y de forma
automática y es por esto que solo se necesita una antena. El lector 2 es el que se tiene
actualmente, con el que se desarrollaron las pruebas anteriores, y el lector 3 es de la
misma referencia que el lector 2 el TRF7970AEVM (se encuentra más información sobre
este lector en el capítulo 6). Tanto el lector 2 como el 3 utilizan etiquetas de alta
frecuencia para la identificación de productos iguales a las que se utilizaron en las
pruebas del capítulo 6.
Ilustración 46. Diseño propuesto sistema RFID horizontal (Diseñado en Festo Labcreator).

93
A continuación se muestra un análisis de costo para el diseño propuesto con valores
contundentes de lo que costaría implementar este sistema dentro del Centro Tecnológico
de Automatización Industrial de la Pontificia Universidad Javeriana de Bogotá. Se tuvieron
en cuenta los valores de los equipos y adicionalmente unas horas de asesoría técnica por
parte de profesionales para la correcta aplicación del sistema. Anexo se encuentra la
cotización de los equipos, por parte de las empresas Plintec Ltda, Kimbaya Solutions,
ubicadas en Bogotá y la empresa HTK de México.
Tabla 37. Costo de propuesta con equipos Plintec en dólares americanos.
Tabla 38.Costo propuesta con Equipos UHF Kimbaya y HF Plintec, en dólares americanos.
Tabla 39. Costo propuesta con equipos UHF de HTK y HF de Plintec en dólares americanos.
En el soporte técnico y especializado, se incluyen todos los costos de implementación y
de adaptación del sistema, adicionalmente todos los equipos HF deben ser con Plintec
Ltda. Ya que son distribuidores oficiales de Texas Instruments, y los equipos son módulos
de evaluación como con los que se desarrolló la interface. Para el escenario 3 del costo
de la propuesta se incluye el envío de los equipos por 100 USD ya que la empresa está
ubicada en México.
ítem Cantidad Costo Unitario Costo total
Lector y antena UHF (PT-3L01S+PT-3A1S) 1 1.256,00$ 1.456,96$
TRF7970AEVM 1 165,00$ 191,40$
Tags inlay Tagit TI 40 1,05$ 48,72$
Tags UHF para metales 100 4,50$ 522,00$
Extensión USB 2 5,21$ 12,09$
Soporte técnico y especializado (por hora) 50 14,59$ 846,27$
TOTAL 3.077$
ítem Cantidad Costo Unitario Costo total
Lector UHF IMPINJ R420 1 1.849,92$ 2.145,91$
Antena UHF Farfield Circular 2 156,33$ 362,69$
TRF7970AEVM 1 165,00$ 191,40$
Tags inlay Tagit TI 40 1,05$ 48,72$
Tags UHF para metales 100 4,50$ 522,00$
Extensión USB 2 5,21$ 12,09$
Soporte técnico y especializado (por hora) 50 14,59$ 846,27$
TOTAL 4.129$
ítem Cantidad Costo Unitario Costo total
Lector y antena UHF CS203 Ether 1 1.010,00$ 1.171,60$
TRF7970AEVM 1 165,00$ 191,40$
Tags inlay Tagit TI 40 1,05$ 48,72$
Tags UHF para metales, Steel Wave 40 3,30$ 153,12$
Envío equipos UHF 1 100,00$ 100,00$
Extensión USB 2 5,21$ 12,09$
Soporte técnico y especializado (por hora) 50 14,59$ 846,27$
TOTAL 2.523$
94
10. Conclusiones
La tecnología de identificación por radio frecuencia (RFID) tiene gran variedad de
aplicaciones para mejorar los procesos dentro de las empresas, desde el manejo de la
cadena de suministros hasta los procesos de manufactura. Con el actual trabajo se dejan
algunas de las posibles aplicaciones enfocándose en un sistema de manufactura, pero lo
cierto es que sus alcances pueden ser mucho más amplios, se limitan simplemente a la
imaginación de la persona que desarrolla el trabajo. Por otro lado, es importante revisar
los proyectos de continuidad que se dejan planteados en el capítulo anterior ya que se
pueden desarrollar para dejar una herramienta más efectiva y eficiente para la enseñanza
y de igual forma se fomenta a los estudiantes y profesionales del centro tecnológico de
automatización industrial de la Pontificia Universidad Javeriana de Bogotá, a la
investigación de este tipo de tecnología permitiendo que sea uno de los únicos campus
universitarios en Sur América con laboratorios de investigación sobre esta tecnología.
Se desarrolló una interface para el control del sistema RFID la cual no fue
contemplada en los objetivos del proyecto ya que al manipular el software original
de la tarjeta TRF7970AEVM, se encontró con que los datos mostrados en este
programa no se podían exportar ni manipular de ninguna forma, lo que lleva a que
se enfoque gran parte del proyecto en el desarrollo de la interfaz del sistema,
dejándola abierta para cualquier tipo de integración necesaria con otros sistemas.
Con la interfaz realizada en Labview se puede conectar a otros equipos por medio
de una sesión OPC, la cual permitiría conectarse con otros programas como
MATRIKON OPC o COSIMIR CONTROL, adicionalmente con su
exportación/importación a bases de datos de ACCESS se puede integrar el
sistema RFID con SAP o cualquier otro SCADA.
Al analizar el tipo de materia prima del almacén y de revisar el inventario del
AS/RS, se encontró que normalmente este inventario es manipulado manualmente
lo que hace que el inventario no pueda ser actualizado efectivamente. Con la
función de realizar la base de datos del sistema RFID creada en el proyecto se
puede actualizar este inventario de forma más rápida y efectiva.
La distancia de lectura de las etiquetas se ve afectada principalmente por la
posición de la antena con respecto a la etiqueta ya que no induce la suficiente
corriente para activar debidamente el circuito interno de las etiquetas. De igual
forma los materiales metálicos y con agua, afectan los campos electromagnéticos,
afectando directamente la comunicación entre la lectora y la etiqueta.
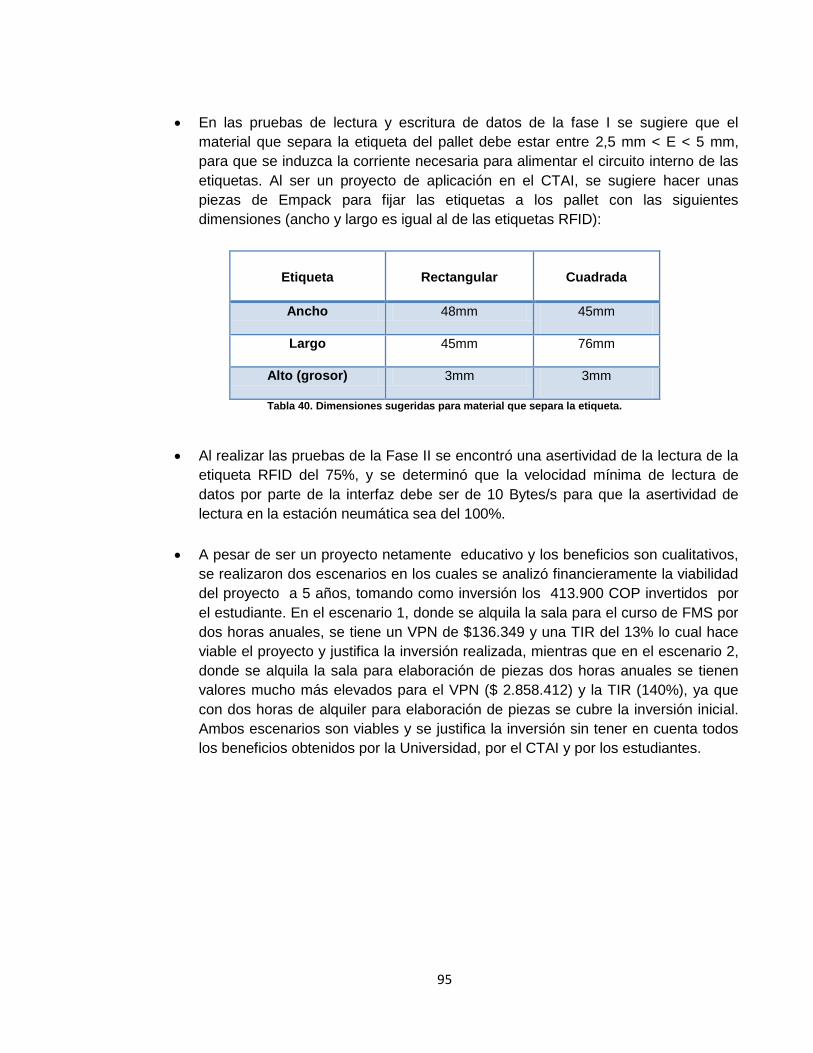
95
En las pruebas de lectura y escritura de datos de la fase I se sugiere que el
material que separa la etiqueta del pallet debe estar entre 2,5 mm < E < 5 mm,
para que se induzca la corriente necesaria para alimentar el circuito interno de las
etiquetas. Al ser un proyecto de aplicación en el CTAI, se sugiere hacer unas
piezas de Empack para fijar las etiquetas a los pallet con las siguientes
dimensiones (ancho y largo es igual al de las etiquetas RFID):
Etiqueta
Rectangular
Cuadrada
Ancho 48mm 45mm
Largo 45mm 76mm
Alto (grosor) 3mm 3mm
Tabla 40. Dimensiones sugeridas para material que separa la etiqueta.
Al realizar las pruebas de la Fase II se encontró una asertividad de la lectura de la
etiqueta RFID del 75%, y se determinó que la velocidad mínima de lectura de
datos por parte de la interfaz debe ser de 10 Bytes/s para que la asertividad de
lectura en la estación neumática sea del 100%.
A pesar de ser un proyecto netamente educativo y los beneficios son cualitativos,
se realizaron dos escenarios en los cuales se analizó financieramente la viabilidad
del proyecto a 5 años, tomando como inversión los 413.900 COP invertidos por
el estudiante. En el escenario 1, donde se alquila la sala para el curso de FMS por
dos horas anuales, se tiene un VPN de $136.349 y una TIR del 13% lo cual hace
viable el proyecto y justifica la inversión realizada, mientras que en el escenario 2,
donde se alquila la sala para elaboración de piezas dos horas anuales se tienen
valores mucho más elevados para el VPN ($ 2.858.412) y la TIR (140%), ya que
con dos horas de alquiler para elaboración de piezas se cubre la inversión inicial.
Ambos escenarios son viables y se justifica la inversión sin tener en cuenta todos
los beneficios obtenidos por la Universidad, por el CTAI y por los estudiantes.

96
11. Bibliografía
Artículos y Conferencias Científicas.
1. Antonio Aguilar. 2007. A Patient Identification System using RFID and IEEE 802.11b Wireless Networks. Master of Science Thesis, Stockholm. KTH Information and Communication Technology.
2. Donggeon Lee, Seongyun Kim y Howon Kim. 2010. Mobile Platform for Networked RFID applications. Pusan National University. Seventh International Conference on information Technology. Páginas 625-630.
3. E.W.T. Ngai, D.C.K. Chau, J.K.L Poon, A.Y.M Chan. B.C.M. Chan y W.W.S. Wu. 2012. Implementing an RFID-based manufacturing process management system: Lessons learned and success factors. Science Direct. Journal of Engineering and Technology Management. Páginas 112-130.
4. Fagui Liu y Zhaowei Miao. 2006. The Application of RFID technology in Production Control in the Discrete Manufacturing Industry. School of Computer Science and Engineering y South China University of Technology. Proceedings of the IEEE international Conference.
5. Seng Fat Wong, W. I. Ho, Zhixin Yang y C. T. Kwok. 2011. RFID-Aided Manufacturing Training System and Localization. University of Macau. Proceedings of the 2011 IEEE IEEM. Páginas 447-451.
6. Vipul Chawla y Dong Sam Ha. 2007. An Overview of passive RFID. Virginia Polytechnic Institute and State University. IEEE applications & practice. Páginas 11-17.
7. Xiaowei Zhu, Samar K. Mukhopadhyay y Hisashi Kurata. 2012. A review of RFID technology and its managerial applications in different industries. Science Direct. Journal of Engineering and Technology Management. Páginas 152-167.
8. Samuel Fosso Wamba y Katina Michael. 2010. An information systems design theory for an RFID university-based laboratory. Information Systems Foundations: The role of design science.
9. Ling Zhu, Gong zhang, Trevor Strome, Ricardo Lobato de Faria, Jiefe Pei, Francis Lin, Simon Liao, Trish Bergal y Blake W.Podaima. 2008. Using RFID system based on Labview for real time patient management. Anhui institute of Optics and Fine Mechanics. Chinese Academy of Sciences, Hefei, China. Winnipeg Regional Health Authority, Winnipeg, Canada. Seven Oaks general Hospital, Winnipeg, Canada. University of Winnipeg, Winnipeg, Canada. University of Manitoba, Winnipeg, Canada.

97
10. Wern-Kueir JEHNG, ShihSen PENG y Wei-Hsun HUANG. 2008. Using Labview to integrate RFID system and database for supply chain efficiency improvement. International journal of intelligent control and systems. Páginas 189-195.
11. Libera whitepaper series. RFID: Tecnología, Aplicaciones y perspectivas. 2010. Libera Networks. Parque tecnológico de Andalucía. Málaga, España.
Artículos Técnicos
12. Texas Instruments. TRF7960 evaluation module: ISO 15693 Host Comands. 2008. RFID. Número de literatura 11-06-26-2009.
13. Texas Instruments. TRF7960 User´s Guide. 2008. Número de literatura SLOU192C.
14. Plintec Ltda. Curso virtual RFID. Bloque 2: Herramienta de desarrollo TRF7970A.
Archivos Electrónicos
15. Texas Instruments. TRF7970A_ESCRIBIR_BLOQUE.VI, 2009.
16. Texas Instruments. TRF7970A_LEER_BLOQUE.VI, 2009.
17. Texas Instruments. TRF7970A_PROTOCOLO.VI, 2009.
18. Texas Instruments. TRF7970A_VERSION, 2009.
Consultas en páginas web
19. CONTAGIOUS MAGAZINE. Guinness' long-standing association with rugby now comes with technology. 28 January 2010. En: http://www.contagiousmagazine.com/2010/01/guinness_7.php Recuperado: 14 DE MARZO DE 2013
20. Pontificia Universidad Javeriana sede Cali, Laboratorio de Logística y Mercadeo. Disponible en: http://www.javerianacali.edu.co/laboratorios/laboratorio-de-logistica-y-mercadeo Recuperado: 25 de Agosto de 2013.
21. Pontificia Universidad Javeriana. Centro Tecnológico de Automatización (CTAI). En:
http://puj-
portal.javeriana.edu.co/portal/page/portal/Facultad%20de%20Ingenieria/dpto_indust_l
aboratorios_ctai
Recuperado: 20 de Marzo de 2013.
98
22. Foro de comunidad engineer to engineer de Texas instruments. Pregunta realizada
para conectar TRF7970AEVM a Labview. Disponible en:
http://e2e.ti.com/support/low_power_rf/f/667/p/285765/998702.aspx#998702
Recuperado: 21 de agosto de 2013.
Presentaciones de Clase
23. Integración de procesos con tecnología Informática (TI). 2013. Ing. Luisa Fernanda
Muñoz. Pontifica Universidad Javeriana, Facultad de Ingeniería.

99
12. Anexos
ANEXOS GUARDADOS EN CD
Anexo 1: Guía Del usuario de TRF7960A Evaluation Module (Lector RFID). Anexo 2: Ficha técnica de Mini Rectangle Inlays RI-I03-112 (etiquetas RFID). Anexo 3: Guía de laboratorio para uso de panel de control del sistema RFID. Anexo 4: Formato encuestas realizadas. Anexo 5: Comandos Host para etiquetas ISO 15693 de Texas instruments. Anexo 6: VI´s y sub VI´s del panel de control para TRF7970AEVM. Anexo 7: Archivo de Excel con cálculos para Diseño de experimentos, tabulación de encuestas, análisis de costo beneficio y costo de propuesta. Anexo 8: Base de datos de Microsoft Access. Anexo 9: Instalador de driver USB to UART bridge VCP. Anexo 10: Cotización equipos para propuesta de sistema RFID por parte de Plintec ltda. Anexo 11: Cotización de equipos para propuesta sistema RFID por parte de Kimbaya Solutions. Anexo 12: Cotización de equipos para propuesta sistema RFID por parte de HTK RFID. Anexo 13: Archivos de Spss tanto de datos como de resultados.


















