M-128 Cab. Compacta CCP2
26
Quality Valves & Wellhead Equipment CABEZA COMPACTA CCP2 M-128 AGO.06 13-3/8"SLIP-LOCK x 9-5/8"BUTTRES x 13-5/8"3M x 13-5/8"3M MANUAL DE INSTALACION Y OPERACION MOTO MECANICA ARGENTINA S.A MOTO MECANICA ARGENTINA S.A. C 822
Transcript of M-128 Cab. Compacta CCP2

Quality Valves & Wellhead Equipment
CABEZA COMPACTA CCP2
M-128AGO.06
13-3/8"SLIP-LOCK x 9-5/8"BUTTRESx 13-5/8"3M x 13-5/8"3M
MANUAL DE INSTALACION Y OPERACION
MOTO MECANICA ARGENTINA S.A.
MOTO MECANICA ARGENTINA S.A.
C 822

ADVERTENCIA:Este manual tiene el propósito de ilustrar e informar al usuario sobre las característi-
cas y uso apropiado de los productos MMA. Sin embargo dado que las operacionesenvueltas implican riesgos, deben ser realizadas por personal entrenado y calificado.MMA no se responsabiliza por los daños y pérdidas que se puedan producir por el usoimpropio de nuestros productos, la falta de medidas de seguridad, productos que ha-yan sido reparados por otros o productos dañados por almacenamiento o manipuleoinadecuado.
Ante cualquier duda o necesidad de asistencia no dude en comunicarse con MMA ocualquiera de sus representantes.
NOTA: MMA se reserva el derecho de hacer cambios de diseño sin notificación previa.
Page 2 of 26

Page 3 of 26

1. Instalación Conector de Mordazas Slip-Lock 13-3/8"
1a- Inspeccionar el conector verificando que todas las piezas se encuentren limpias, libres derebabas y sin daños .
1b- Cortar y chaflanar el casing en forma perpendicular al eje como muestra la fig.C804 .Controlar con nivel.Eliminar rebabas y cantos vivos.
1c- Engrasar moderadamente los sellos S y el diámetro exterior del casing.1d- Orientar el cabezal con las salidas laterales en la posición deseada y bajarlo hasta que
haga tope sobre el casing. Para comprimir los sellos puede ser necesario aplicar unacarga de aproximadamente 1000 kg.
1e- Retirar los 4 tornillos allen del portamordaza (fig.C630-1). Esto permitirá que las mordazascaigan sobre el casing.
1f- Ajustar las tuercas en forma alternada hasta alcanzar el torque indicado en la Tabla detorque para los esparragos.
1g- Traccionar la cabeza con el aparejo del equipopara verificar que las mordazas hallan mordido efectivamente al casing.
1h- Retirar el tapón de 1/2"NPT (fig.C631-1) e instalar una bomba de alta presión .1i- Presurizar hasta alcanzar la presión indicada por el supervisor de perforación. No superar
el 80% de la presión de colapso del casing. Monitorear presión durante 10 minutos.Reinstalar el tapón de 1/2"NPT.
1j- Luego de la prueba hidráulica se recomienda chequear que el torque de la tuercas semantenga según lo especificado en la Tabla de torque. Se recomienda también hacereste chequeo si se realiza la prueba de BOP con tapón tipo copa (sello contra el casing).Paraesta prueba no sobrepasar el 70% de la presión interna de fluencia del casing.
Reutilización:Para reutilizar el conector se deberán inspeccionar cuidadosamente todas las piezas , enespecial los dientes de las mordazas , las superficies de rozamiento y los sellos S.Si sedesea remover un conector ya instalado MMA dispone de una herramienta extractorapara ese fin.
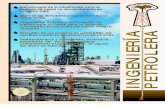
( 1 2 E S P A R R A G O S 1 - 1 / 8 " ) C A B E Z A L 1 3 - 3 / 8 " x 1 3 - 5 / 8 " 3 0 0 0 P S I
T A B L A S D E T O R Q U E P A R A L O S E S P A R R A G O S
1 3 - 3 / 8 " 6 1 .0 #
5 2 0 l b * f t
5 2 0 l b * f t
C A S I N G
N - 8 0
K - 5 5
5 0 0 l b * f t
5 0 0 l b * f t
1 3 - 3 / 8 " 5 4 .5 #
5 2 0 l b * f t
5 2 0 l b * f t
1 3 - 3 / 8 " 7 7 .0 #1 3 - 3 / 8 " 6 8 .0 #
5 2 0 l b * f t
5 2 0 l b * f t 5 2 0 l b * f t
1 3 - 3 / 8 " 7 2 .0 #
5 2 0 l b * f t
C 806
Page 4 of 26

Page 5 of 26

2. Prueba de BOP 13-5/8".2a- Asegurarse de que todos los pernos de retención y de alineamiento del cabezal estén
retirados hasta que liberen totalmente el pasaje.Para confirmar que los pernos estén efectivamente retirados ver pág.7, donde estánlas medidas de referencia de los pernos de retención y alineamiento cuando estántotalmente retirados. También los pernos de alineamiento del empaquetador y delcolgador de tubing poseen un resalte que es una indicación visual que están en laposición totalmente retirados.Nota: La punta de los pernos debe quedar por detrás del diámetro interior del cabezal.Si esta operación no se hace correctamente se dañaran los sellos del tapónproduciendo fuga en la prueba.
2b- Verificar que los sellos del Tapón de Prueba Combinado 42301-1 estén sin daños.Ante cualquier daño reemplazarlos.
2c- Conectar el tapón a la barra de perforación en la rosca marcada con "TOP" La cañería de perforación puede ser suspendida debajo del tapón sin necesidad de
tener que sacar toda la sarta para probar.2d- Bajar el tapón a través del BOP hasta que asiente sobre el hombro del cabezal.2e- Presurizar encima del tapón para probar el BOP. Máximo 3000 psi.2f - Aliviar presión y retirar el tapón de prueba.
Page 6 of 26

Page 7 of 26

3. Instalación Buje de Desgaste Largo.3a -Retirar todos los pernos de retención y de alineamiento hasta que liberen todo el pasaje
del carretel.Para confirmar que los pernos estén efectivamente retirados ver pág.7, donde estánlas medidas de referencia de los pernos de retención y alineamiento cuando estántotalmente retirados. También los pernos de alineamiento del empaquetador y delcolgador de tubing poseen un resalte que es una indicación visual que están en laposición totalmente retirados.
3b-Ensamblar la herramienta de instalación 35669-1 con el buje de desgaste 42282-1.Para ello hacer coincidir los pernos de la herramienta con las ranuras del buje. Introduciry girar ¼ a la derecha hasta hacer tope.
3c-Introducir la herramienta y el buje a través del BOP hasta que el buje asiente en elhombro de la cabeza.
3d- Ajustar 2 pernos de retención de la brida superior hasta que hagan tope en el buje.Precaución: No ajustar excesivamente los pernos de retención. Esto puede dañar elbuje de desgaste.
3e -Girar la herramienta ¼ de vuelta hacia la izquierda hasta que haga tope y levantar labarra de perforación junto con la herramienta.
4. Remoción Buje de Desgaste Largo.NOTA: El buje de desgaste debe ser removido antes de correr el casing.4a-Introducir la herramienta 35669-1 a través del BOP y bajarla hasta que se asiente en el
buje de desgaste 42282-1.4b-Rotar la herramienta lentamente hacia la derecha hasta que caiga. Esto indica que los
pernos de la herramienta penetraron en las ranuras del buje.4c- Girar la herramienta ¼ de vuelta hacia la derecha hasta que haga tope. Ahora la
herramienta esta enganchada con el buje.4d- Aflojar los pernos de retención hasta que liberen al buje.4e- Levantar la herramienta hasta que aparezca el buje y retirarlo.
Page 8 of 26

Page 9 of 26

5. Instalación del Colgador de casing 9-5/8" Mandrell.NOTA: Si el casing se traba antes de llegar a la profundidad deseada seguirprocedimiento de emergencia puntos 12 y 13.5a-Bajar el casing de 9-5/8" hasta la profundidad deseada.5b-Asegurarse que el Colgador de Casing 41297-1 tenga las roscas en buenas
condiciones y el cuello de sello limpio y sin daños. El colgador tiene en su parte inferior una marca de referencia, asegurarse que esté
limpia y pintada de amarillo o blanco.5c-Asegurarse que la Herramienta de Instalación 42302-1 tenga las roscas en
buenas condiciones y los sellos limpios y sin daños. Engrasar moderadamente la rosca ACME y los sellos.5d-Enroscar el Colgador en el último tramo de casing. Al torquear no dañar el
cuello superior del colgador.5e-Enroscar un tramo de maniobra 9-5/8� BUTTRES en la rosca superior de la
herramienta de Instalación.5f -Enroscar la Herramienta de Instalación sobre la rosca ACME izquierda del
colgador de casing hasta hacer tope. No aplicar torque.5g-Retirar tapón de 1/8�NPT de la Herramienta de Instalación y probar los sellos.
Máximo 5000 psi. Colocar tapón de 1/8�NPT.5h-Asegurarse que todos los pernos de retención y de alineamiento del cabezal
estén retirados hasta que liberen totalmente el pasaje.Para confirmar que los pernos estén efectivamente retirados ver pág.7, dondeestán las medidas de referencia de los pernos de retención y alineamiento cuandoestán totalmente retirados. También los pernos de alineamiento del empaquetadory del colgador de tubing poseen un resalte que es una indicación visual que están enla posición totalmente retirados.
5i- Bajar lentamente el colgador de casing hasta que asiente en el cabezal.5j- Soltar todo el peso de la cañería.5k-ATENCION: Antes de cementar es necesario asegurarse que el colgador de
casing está correctamente asentado en la cabeza inferior, existen dos maneras deasegurarse, una es ajustando el perno de alineamiento del colgador de tubing atope contra el carretel.Si el perno no se puede ajustar a tope es una indicación que el colgador decasing todavía no está asentado correctamente. Por lo tanto se debe retraer elperno de alineamiento del colgador de tubing para continuar bajando elcolgador hasta que asiente en la cabeza. Luego intentar ajustar nuevamente elperno de alineamiento hasta que la arandela del perno haga tope.Otra manera es drenando fluidos por la salida lateral inferior y chequeando que lamarca de referencia del colgador de casing coincida con el centro de la salidalateral inferior.IMPORTANTE: luego de instalar el colgador y antes de retirar laherramienta de instalación del colgador de casing, retraer totalmente elperno de alineamiento del colgador de tubing.
5l- Cementar el casing según se requiera.5m-Retirar la herramienta de instalación girando 7.5 vueltas a la derecha. Para facilitar
esta operación se recomienda centrar lo mejor posible el tramo de maniobra.
Page 10 of 26

Page 11 of 26

6. Lavado.6a- Drenar fluidos por la salida lateral inferior y mantener las valvulas
abiertas.6b- Enroscar un tramo de maniobra 4-1/2�IF a la herramienta de lavado
39408-1.Asegurarse que todos los pernos de retención y de alineamientodel cabezal estén retirados hasta que liberen totalmente elpasaje.
6c-Para confirmar que los pernos estén efectivamente retirados verpág.7, donde están las medidas de referencia de los pernos deretención y alineamiento cuando están totalmente retirados.También los pernos de alineamiento del empaquetador y delcolgador de tubing poseen un resalte que es una indicación visualque están en la posición totalmente retirados.
6d- Bajar la herramienta de lavado hasta que asiente sobre el colgadorde casing y luego levantarla de 350 a 400 mm.
6e- Lavar durante 5 minutos. Circular agua , presion maxima 50 psi.6f- Bajar la herramienta de lavado hasta que asiente sobre el colgador
de casing.6g- Lavar sobre el cuello del colgador durante 10 minutos. Circular agua
, presion maxima 50 psi.6h- Retirar la herramienta de lavado.
Page 12 of 26

Page 13 of 26

7. Instalación Empaquetador 9-5/8".7a-Verificar que los sellos del empaquetador estén sin daños. Ante cualquier daño reemplazarlos.7b-Asegurarse que todos los pernos de retención y de alineamiento del cabezal estén retirados hasta que
liberen totalmente el pasaje. Para confirmar que los pernos estén efectivamente retirados ver pág.7,donde están las medidas de referencia de los pernos de retención y alineamiento cuando están totalmenteretirados. También los pernos de alineamiento del empaquetador y del colgador de tubing poseen unresalte que es una indicación visual que están en la posición totalmente retirados.
Nota: La punta de los pernos deben quedar por detrás del diámetro interior del cabezal. Si esta operaciónno se hace correctamente se dañaran los sellos del empaquetador produciendo fuga en la prueba.
7c-Lubricar la rosca y enroscar un tramo de maniobra 4-1/2"IF a la herramienta de instalación 42201-1 yajustar (100/150 kgm aproximadamente). También es posible roscar el conjunto centralizador 42303-1 ala herramienta de instalación si es necesario. Para comprimir los sellos del empaquetador es necesariacierta fuerza. Se recomienda colocar barras de sondeo en la rosca 4-1/2"IF inferior de la herramienta deinstalación.
7d-Lubricar la rosca del empaquetador y enroscar la herramienta de instalación, 4 vueltas aproximadamente,en la rosca ACME izquierda del empaquetador.
7e-Bajar el empaquetador a través del BOP hasta que asiente sobre el colgador de casing con su ranura guíaorientada con el perno de alineamiento del empaquetador o levemente desfasada a la derecha, debido aque luego solamente puede ser girado a la izquierda. Para comprobar si el empaquetador está asentadosobre el colgador de casing se deben realizar los siguientes pasos:
a) Ajustar totalmente uno de los pernos de retención del colgador de tubing (ver ref.pag.7), debe serposible hacerlo libremente y sin forzarlo. Si el resultado de la comprobación es positivo indica que elempaquetador bajó lo suficiente y solo resta retirar totalmente el perno de retención utilizado. Si elresultado es negativo es señal que el empaquetador no está asentado sobre el colgador y se debecontinuar con los pasos restantes.b) Retirar totalmente el perno de retención utilizado.c) Continuar bajando el empaquetador hasta que asiente sobre el colgador.d) Efectuar nuevamente la comprobación con el perno de retención del colgador de tubing y si todavíael resultado es negativo, se deben repetir nuevamente los pasos desde b).e) Luego de que ésta comprobación tenga resultado positivo, retirar totalmente el perno deretención utilizado.
7f-Una vez que esté asentado el empaquetador sobre el colgador de casing se debe proceder a alinearlo.Para ésto ajustar el perno de alineamiento del empaquetador hasta donde sea posible. Si la arandela topedel perno hizo tope en el carretel es indicación que el empaquetador está en su posición final. Si ésto noes posible es una indicación que la ranura guia del empaquetador no está en su posición alineada con elperno y para alinearla son necesarios los siguientes pasos:
a) Retirar el perno de alineamiento del empaquetador solamente 1/2 vuelta.b) Girar el empaquetador hacia la izquierda hasta que se note un impedimento para seguir haciendolo.Esto indica que el perno entró en la ranura guia y trabó el giro del empaquetador. Si se gira el empaquetadorcon el Top Drive hacerlo a la minima velocidad y el minimo torque que sea posible . Máximo 200 Kgm(1500 lb.pie).c) Ahora será posible ajustar el perno de alineamiento hasta su posición final, con la arandela delperno haciendo tope en el carretel. Si ésto no se cumple, comenzar nuevamente desde el punto a).
7g-Ajustar alternadamente los 6 pernos de retención del empaquetador.7h-Probar los sellos superiores e inferiores del empaquetador a través de los agujeros de prueba del carretel.
Máximo 3000 psi. Para facilitar la prueba de los sellos superiores , en caso de interferencia con bridaadaptadora para BOP, se proveen accesrios especiales 1/2"NPT-Mx1/8"NPT-H y 1/8"NPT-Mx1/2"NPT-H .
7i-Rotar la herramienta de instalación 4 vueltas a derecha para liberarla del empaquetador.7j-El perno de alineamiento posee una arandela que funciona como sello adicional que, una vez instalado el
empaquetador, debe ser activado aflojando totalmente a tope el perno y ajustando.
Page 14 of 26

Page 15 of 26

8. Prueba de BOP 11".
8a- Asegurarse de que todos los pernos de retención y el de alineamiento del colgador de tubing estén retirados hasta que liberen totalmente el pasaje.Para confirmar que los pernos estén efectivamente retirados ver pág.7, dondeestán las medidas de referencia de los pernos de retención y alineamiento cuandoestán totalmente retirados. También el perno de alineamiento del colgador detubing pose un resalte que es una indicación visual que está en la posicióntotalmente retirado.
Nota: La punta de los pernos debe quedar por detrás del diámetro interior delcabezal. Si esta operación no se hace correctamente se dañaran los sellos deltapón produciendo fuga en la prueba.
8b-Verificar que los sellos del tapón de prueba combinado 42301-1 estén sindaños. Ante cualquier daño reemplazarlos.
8c-Conectar el tapón a la barra de perforación en la rosca marcada con "TOP". Lacañería de perforación puede ser suspendida debajo del tapón sin necesidad detener que sacar toda la sarta para probar.
8d-Bajar el tapón a través del BOP hasta que asiente sobre el empaquetador.8e-Presurizar encima del tapón para probar el BOP.Máximo 3000 psi.8f- Aliviar presión y retirar el tapón de prueba.
Page 16 of 26

Page 17 of 26

9. Instalación del buje de desgaste corto.9a-Asegurarse de que todos los pernos de retención y el de alineamiento del
colgador de tubing estén retirados hasta que liberen totalmente el pasaje.Para confirmar que los pernos estén efectivamente retirados ver pág.7, dondeestán las medidas de referencia de los pernos de retención y alineamientocuando están totalmente retirados. También el perno de alineamiento delcolgador de tubing pose un resalte que es una indicación visual está en laposición totalmente retirado.
9b-Ensamblar la herramienta de instalación 35669-1 con el buje de desgaste. Paraello hacer coincidir los pernos de la herramienta con las ranuras del buje.Introducir y girar ¼ a la derecha hasta hacer tope.
9c-Introducir la herramienta y el buje a través del BOP hasta que el buje asiente en elempaquetador.
9d-Ajustar los pernos de retención hasta que hagan tope en el buje. Precaución: No ajustar excesivamente los pernos de retención. Esto puede
dañar el buje de desgaste.9e-Girar la herramienta ¼ de vuelta hacia la izquierda hasta que haga tope y
levantar la barra de perforación junto con la herramienta.
10. Remoción del buje de desgaste corto.NOTA: El buje de desgaste debe ser removido antes de correr el casing o eltubing.10a-Introducir la herramienta 35669-1 a través del BOP y bajarla hasta que se asiente
en el buje de desgaste 42283-1.10b-Rotar la herramienta lentamente hacia la derecha hasta que caiga. Esto indica
que los pernos de la herramienta penetraron en las ranuras del buje.10c-Girar la herramienta ¼ de vuelta hacia la derecha hasta que haga tope. Ahora la
herramienta esta enganchada con el buje.10d- Aflojar los pernos de retención hasta que liberen al buje.10e-Levantar la herramienta hasta que aparezca el buje y retirarlo.
Page 18 of 26

Page 19 of 26

11. Instalación del Colgador de tubing y brida adaptadora tipo MC-BES.11a-Verificar que todos los sellos del colgador estén sin daños. Ante cualquier daño reemplazarlos.11b-Asegurarse de que todos los pernos de retención y el de alineamiento del colgador de tubing estén
retirados hasta que liberen totalmente el pasaje.Para confirmar que los pernos estén efectivamente retirados ver pág.7, donde están las medidas dereferencia de los pernos de retención y alineamiento cuando están totalmente retirados. También elperno de alineamiento del colgador de tubing pose un resalte que es una indicación visual que estáen la posición totalmente retirado.
11c-Lubricar las roscas del colgador y enroscarlo al tubing. La llave para enroscar debe colocarse en lazona inferior del colgador.
11d-Instalar en el colgador el cable de potencia y conector eléctrico de la bomba electrosumergible deacuerdo a las insturcciones dadas por el fabricante.
11e-Enhebrar el conector Swagelok pasante inferior en la línea de control. Pasar la línea de control através del colgador de tubing. Instalar los conectores Swagelok pasantes superior e inferior en elcolgador y ajustarlos.
11f-Verificar que el colgador y el alojamiento en el empaquetador estén limpios y no tengan partículasadheridas. Untar el colgador y los sellos con una grasa apropiada, que no ataque los elastómeros.Orientar una de las ranuras laterales del colgador de tubing de modo que coincida con la orientacióndel perno de alineación en la cabeza. Para seleccionar la ranura adecuada se debe tener en cuenta laorientación deseada de la brida adaptadora y la armadura de surgencia.
11g-Bajar el colgador a través del BOP lo más centrado posible hasta que asiente sobre el hombrodel empaquetador.
11h-Hacer una marca en el tubing que coincida con la mesa rotativa.11i-Levantar el colgador aproximadamente 500mm (20")11j-Enroscar el perno de alineamiento del colgador de tubing hasta que la arandela haga tope en el
carretel.11k-Bajar lentamente el colgador lo más centrado posible hasta que el indicador de peso del equipo
registre disminución de peso.11l-Si la marca realizada al tubing se encuentra por encima de la mesa rotativa, girar la sarta lentamente
hasta que el peso vuelva al indicador, ésto indica que la ranura guía del colgador coincide con el pernode alineamiento del carretel.
11m-Bajar lentamente el colgador hasta que la marca hecha en el tubing coincida con la mesa rotativa,luego sueltar todo el peso.
11n-Ajustar alternadamente a 180º los pernos de retención del colgador hasta que hagan tope en elcolgador de tubing y ajustar fuertemente. Casi todo el cono del perno de retención debe introducirseen la ranura del colgador. Utilizar una llave de boca desde el extremo cuadrado del perno (no usar llavepara caños).
11p-Verificar que los aros antiextrusión de la boquilla estén bien colocados en su posición y que todoslos sellos en las dos boquillas del colgador estén en buen estado. Verificar que la boquilla 1-1/4"NPTesté bien ajustada.
11q-Colocar el anillo de junta y bajar la brida adaptadora lo más derecho posible y luego la brida giratoria.11r-Colocar los esparragos y las tuercas. Ajustar las tuercas aplicando el torque especificado en API 6A
para la medida del espárrago que corresponda.11s-Retirar el tapón para test en la brida adaptadora y conectar una bomba manual. Aplicar presión
hidráulica para probar la hermeticidad de los sellos del colgador y el anillo de junta, máximo 3000 psi.11t-El perno de alineamiento posee una arandela que funciona como sello adicional que, una vez instalado
el colgador, debe ser activado aflojando totalmente a tope el perno y ajustando.
Page 20 of 26

Page 21 of 26

Procedimiento de emergencia.En el caso que el casing se trabe antes de lograr asentar el colgadormandrell de 9-5/8" se deberá seguir el siguiente procedimiento.Verificar que no halla una cupla en la zona de alojamiento del colgador de casingo del empaquetador.
12.Instalación del colgador de emergencia C-21 13- 5/8"x 9-5/8".12a- Cementar el casing de 9-5/8" como sea requerido.12b- Desembridar y levantar el carretel superior.12c- Verificar que el colgador y su alojamiento en el cabezal estén limpios y libres de
objetos extraños.12d- Centrar el casing lo mejor que sea posible.12e- Desenganchar la traba o retirar el tornillo de unión superior y abrir el colgador.12f- Colocar los cáncamos en la parte superior de las mordazas.12g- Colocar el colgador alrededor de la cañeria apoyándolo encima de dos tablas
sobre la cabeza o sobre la mesa rotativa.12h- Colocar la traba o el tornillo de unión según corresponda.12i- Engrasar el cuerpo del colgador y retirar los 4 tornillos allen retenedores de las
mordazas.12j- Retirar las trabas y bajar lentamente el colgador, tratando de mantener la cañería
lo mas centrada posible.12k- Cuando el colgador esté asentado tensionar el casing al valor deseado más 1-
1/2" (38mm).Soltar de a poco el peso de la cañeria para que las mordazastomen la carga.
12l- Cortar y biselar el casing según se indica.12m- Remover y descartar el Ring joint ya utilizado.12n- Limpiar y engrasar levemente las ranuras para el Ring joint en el carretel superior
y en la cabeza inferior e instalar un nuevo Ring joint. Se deberá utilizar un RingJoint RX-57.
12p- Montar el carretel superior sobre la cabeza inferior y ajustar las tuercas deconexión de las bridas. Verificar con sonda que el carretel superior haga topecon la cabeza inferior.
Page 22 of 26

Page 23 of 26

13. Instalación Empaquetador de emergencia 9-5/8".13a-Verificar que los sellos del empaquetador estén sin daños. Ante cualquier daño reemplazarlos.13b-Asegurarse que todos los pernos de retención y de alineamiento del cabezal estén retirados hasta que
liberen totalmente el pasaje. Para confirmar que los pernos estén efectivamente retirados ver pág.7,donde están las medidas de referencia de los pernos de retención y alineamiento cuando están totalmenteretirados. También los pernos de alineamiento del empaquetador y del colgador de tubing poseen unresalte que es una indicación visual que están en la posición totalmente retirados.
Nota: La punta de los pernos deben quedar por detrás del diámetro interior del cabezal. Si esta operaciónno se hace correctamente se dañaran los sellos del empaquetador produciendo fuga en la prueba.
13c-Lubricar la rosca y enroscar un tramo de maniobra 4-1/2"IF a la herramienta de instalación 42201-1yajustar (100/150 kgm aproximadamente). También es posible roscar el conjunto centralizador 42303-1a la herramienta de instalación si es necesario. Para comprimir los sellos del empaquetador es necesariacierta fuerza. Se recomienda colocar barras de sondeo en la rosca 4-1/2"IF inferior de la herramienta deinstalación.
13d-Lubricar la rosca del empaquetador y enroscar la herramienta de instalación, 4 vueltas aproximadamente,en la rosca ACME izquierda del empaquetador.
13e-Bajar el empaquetador a través del BOP hasta que asiente sobre el colgador de casing con su ranuraguía orientada con el perno de alineamiento del empaquetador o levemente desfasada a la derecha,debido a que luego solamente puede ser girado a la izquierda. Para comprobar si el empaquetador estáasentado sobre el colgador de casing se deben realizar los siguientes pasos:
a) Ajustar totalmente uno de los pernos de retención del colgador de tubing (ver ref.pag.7), debe serposible hacerlo libremente y sin forzarlo. Si el resultado de la comprobación es positivo indica que elempaquetador bajó lo suficiente y solo resta retirar totalmente el perno de retención utilizado. Si elresultado es negativo es señal que el empaquetador no está asentado sobre el colgador y sedebe continuar con los pasos restantes.b) Retirar totalmente el perno de retención utilizado.c) Continuar bajando el empaquetador hasta que asiente sobre el colgador.d) Efectuar nuevamente la comprobación con el perno de retención del colgador de tubing y si
todavía el resultado es negativo, se deben repetir nuevamente los pasos desde b).e) Luego de que ésta comprobación tenga resultado positivo, retirar totalmente el perno deretención utilizado.
13f-Una vez que esté asentado el empaquetador sobre el colgador de casing se debe proceder a alinearlopara ésto ajustar el perno de alineamiento del empaquetador hasta donde sea posible. Si la arandelatope del perno hizo tope en el carretel es indicación que el empaquetador está en su posición final.Siésto no es posible es una indicación que la ranura guia no está en su posición alineada con el perno ypara alinearla son necesarios los siguientes pasos:
a) Retirar el perno de alineamiento del empaquetador solamente 1/2 vuelta.b) Girar el empaquetador hacia la izquierda hasta que se note un impedimento para seguir haciendolo.Esto indica que el perno entró en la ranura guia y trabó el giro empaquetador.c) Ahora será posible ajustar el perno de alineamiento hasta su posición final, con la arandela delperno haciendo tope en el carretel. Si ésto no se cumple, comenzar nuevamente desde el punto a).
13g-Ajustar alternadamente los 6 pernos de retención del empaquetador.13h-Probar los sellos superiores e inferiores del empaquetador a través de los agujeros de prueba del
carretel. Máximo 3000 psi.13i-Rotar la herramienta de instalación 4 vueltas a derecha para liberarla del empaquetador.13j-El perno de alineamiento posee una arandela que funciona como sello adicional que, una vez instalado
el empaquetador, debe ser activado aflojando totalmente a tope el perno y ajustando.
Page 24 of 26

Page 25 of 26

Fábrica y Administración:Rio Pilcomayo 451(1657) Villa Loma HermosaPartido de 3 de FebreroProvincia de Buenos Aires, ArgentinaTel: (54-11) 4769-0044/0500/0609/4778 739-9223Fax: (54-11) 4769-0258E-mail: [email protected]
Industrial Plant and Administrative Offices:Rio Pilcomayo 451(1657) Villa Loma HermosaPartido de 3 de FebreroProvincia de Buenos Aires, ArgentinaPhone: (54-11) 4769-0044/0500/0609/4778 4739-9223Fax: (54-11) 4769-0258E-mail: [email protected]
MOTO MECANICA ARGENTINA S.A.Quality Valves & Wellhead Equipment