Principios_De_Administracion_De_Operaciones

of 393
-
Upload
aaron-cockmostacero -
Category
Documents
-
view
217 -
download
0
Transcript of Principios_De_Administracion_De_Operaciones
-
7/25/2019 Principios_De_Administracion_De_Operaciones
1/392
Direccin de
Produccin yOperaciones ITema I: Introduccin a laDireccin deProduccin y OperacionesDefniciones Produccin: Cualquier
proceso quetransorma un grupo deinputs(materiales, personal,
capital) en los
-
7/25/2019 Principios_De_Administracion_De_Operaciones
2/392
outputs deseados
(ienes y ser!icios)"a #uncin deProduccinInputs$ %ateriales
$ %ano de Ora$ Capital
Transormacin$ Dierentes procesos$ Continuos$ Intermitentes
Productos$ &ienes$ 'er!icios
'istema deInormacin yControl
Dicotoma entreienes y ser!iciosConcepto) Output*) +estin) Contacto con
-
7/25/2019 Principios_De_Administracion_De_Operaciones
3/392
Clientes-) 'toc.s
EmpresasManufacturerasTangile+enerali/aleIndirecto: Tendencia adirecto
'e pueden almacenarEmpresasde Servicios%enos tangile%0s Dicil degenerali/arDirecto y personali/ado1o se puedenalmacenar
2rea #uncional de
Produccin yOperacionesPP*
-
7/25/2019 Principios_De_Administracion_De_Operaciones
4/392
PPn%D3
%*%nD3D3D3D3D3
Pro!eedores Planta de Produccin %ayoristasDetallistas Clientes'toc. %3P3y 4u53'toc. P3 43Proceso produccinProceso produccinProceso produccin
Perspecti!a 6istrica
de la #uncin deProduccin 47os 89 i 9: Produccindominante ;
mercado de !endedores 47os
-
7/25/2019 Principios_De_Administracion_De_Operaciones
5/392
equilirado 47os =9: #inan/asdominante ; mercado enrecesin >n general, la uncindominante determina la
>strategia sin in?uencia delas otras3'ituacin actualentorno empresarial(@*) 4 ni!elAmacroeconmicoB Competiti!idad +loal Pro!eedores y@o clientes encualquier parte delmundo
-
7/25/2019 Principios_De_Administracion_De_Operaciones
6/392
Producti!idad creciente ani!el mundial
%uy r0pida e!olucintecnolgica
'ituacin actualentorno empresarial
(*@*) 4 ni!el AmicroeconmicoB +iro a a!or del comprador3 Paso de unmercado de !endedores a unode compradores %ercados altamente saturados etroceso en la lealtad a las marcas %ayor !ariacin en las preerencias de losconsumidores %ayor difcultad al acer pre!isiones de!entasTendencia a la personali/acin del
producto3 Crecimiento de !ariantes,modelosE3 Ciclos de !ida de los productos cada !e/m0s cortos
-
7/25/2019 Principios_De_Administracion_De_Operaciones
7/392
Tiempos de dise7o de los productos cada!e/ m0s cortos >5igencia de calidad superior
Consumidores con superaundancia deinormacin #acilidad para comparar productos
1ue!as e5igencias alas empresas>#ICI>1CI4>#ICI>1CI4FC4"ID4DF#">GI&I"ID4D
1i!eles de
>strategia%I'IH1>'T4T>+I4 COPO4TI4>'T4T>+I41>+OCIO 4>'T4T>+I4#I141CI>4>'T4T>+I4
-
7/25/2019 Principios_De_Administracion_De_Operaciones
8/392
CO%>CI4">'T4T>+I4 I F D >'T4T>+I4PODJCCIH1 KOP>4CIO1>'>'T4T>+I41>+OCIO &
>'T4T>+I41>+OCIO 1>'T4T>+I41>+OCIO C>'T4T>+I4>CJ'O'6J%41O'
1i!eles de
>strategia 'ocial (%isin): alores,principios y actitudesque regulen la actuacin de
la empresa Corporati!a: 1egocios enlos que la empresaquiere estar y con que
recursos De 1egocio: &ase de la!entaLa competiti!a del
-
7/25/2019 Principios_De_Administracion_De_Operaciones
9/392
negocio y segmentos demercado oLeti!o
#uncional: Como da soportecada 0rea uncionala la !entaLa competiti!a delnegocio y como se
coordinan para alcan/ar eloLeti!o del negocio
#uentes de !entaLacompetiti!a Coste: Produccin consistemas especiali/ados yaltamente producti!os31ormalmente en masa3
Calidad: Productos fales ysin deectos34daptados al uso del cliente
-
7/25/2019 Principios_De_Administracion_De_Operaciones
10/392
'er!icio: 4segurando loscompromisos en cantidad,
eca y precio3 Dando uenaasistencia post!enta #le5iilidad: 0pidarespuesta a los camios en la
demanda, modifcando losproductos y suscantidades Inno!acin: #oco en eldesarrollo de nue!os
productos, tecnologas ysistemas de gestin
Ciclo de ida y!arialescompetiti!asarialesCompetiti!as#undamentales
-
7/25/2019 Principios_De_Administracion_De_Operaciones
11/392
Inno!acin#le5iilidad'er!icioCalidad
#le5iilidadCoste'er!icioCosteIntroduccin Crecimiento Madurez DecliveStandardizationLess rapid productchanges - more minorchangesOptimum capacityIncreasing stability of
processLong production runsroduct improvement andcost cuttingLittle productdifferentiationCost minimizationOvercapacity in theindustryrune line to eliminateitems not returning goodmargin!educe capacity
Muy importante la previsin"#iabilidad del producto yproceso"osibilidades y me$oras delproducto competitivas"%umento de la capacidad"Cambio de tendencia paracentrarse en el producto"%tencin a la distribucin"La planificacin y desarrollo delproducto son vitales"Cambios frecuentes enplanificacin del producto y
proceso"Lotes de produccin pe&ue'os"%ltos costes de produccin"()mero de modelos limitado"%tencin a la calidad"Me$or periodo paraaumentar la cuota demercado"*s vital planear la I+D,uen momento para
-
7/25/2019 Principios_De_Administracion_De_Operaciones
12/392
cambiar el precio o laimagen de calidad"#ortalecer el segmentodel mercado"*s vital controlarel costeMal momento para cambiar laimagen el precio o la calidad"Los costes competitivos sonahora muy importantes"Defender la posicin en elmercado"OM . cuestiones *strategia de la compa'/a . cuestionesD0DCD-!OMImpresoras decolor!estaurantes paracomer en el coche"#a1es
#urgoneta
Ventas
Discosblandos 23.45Internet*standarizacin"Cambios de producto menosr6pidos7 m6s cambiosmenores7 menos cambiosanuales de modelo"Capacidad ptima"*stabilidad creciente del
proceso de produccin"8randes lotes de produccin"Me$ora del producto yreduccin de costes"oca singularizacin9diferenciacin: delproducto"Minimizacin de costes"Sobrecapacidad en laindustria"*liminacin de productos&ue no proporcionan unmargen aceptable"
!educcin de capacidad"Las previsiones son cr/ticas"#iabilidad del producto y delproceso"Opciones y me$oras delproducto competitivas"%umento de la capacidad"Cambio para centrarse9enfo&ue: en el producto"%tencin a la distribucin"
-
7/25/2019 Principios_De_Administracion_De_Operaciones
13/392
*l dise'o y desarrollo delproducto son vitales"Cambios frecuentes en eldise'o del producto y delproceso"Lotes de produccinpe&ue'os"Me$or periodo paraaumentar la cuota demercado"*s vital la ingenier/a deI + D",uen momento paracambiar el precio o laimagen de calidad"%umentar el nicho demercado"*s vital controlar elcoste"Mal momento para cambiar la
imagen el precio o la calidad";ener costes competitivosresulta vital"Defender la posicin en elmercado"*strategia de O . aspectos aspectosD0D doblecaraCD-!OMImpresoras a color#a1es"#urgonetaInternet
strategia de
Produccina) CapacidadCantidad y tipos de inputs 3Programacin de su adquisicin3Cuan cerca de esa capacidad se desea
-
7/25/2019 Principios_De_Administracion_De_Operaciones
14/392
operar
) InstalacionesTraduccin de la capacidad en
unidades Operati!as3 "ocali/acinc) Tecnologa de Produccin@ProcesosTipos de maquinaria, layout yautomati/acin del proceso
d) Desarrollo de Producto @
ProcesosPoltica lder @ seguidor en F D F Ie) Integracin erticalMue parte del !alor del productofnal ser0 deido al proceso
) ecursos 6umanos1i!el de ormacin para los puestos,programas de ormacin, sistemasde promocin i remuneracin
g) Planifcacin y Control dela Produccin+rado de centrali/acin y tipos desistemas de planifcacin y control
) Control de CalidadPoltica de calidad, calidad total ocontrol de calidad3 'PC o %uestreode aceptacin
i) Organi/acin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
15/392
Tipo de estructura organi/ati!a,nNmero de ni!eles y grado decentrali/acin
>structuralesInraestructurales
>5celncia en
Produccin >tapas de desarrollo ymeLora en Produccinrespecto a la estrategia de
negocio: >tapa : Internamente1eutral >tapa *: >5ternamente1eutral
>tapa : 'oporte Interno >tapa -: 'oporte >5terno
-
7/25/2019 Principios_De_Administracion_De_Operaciones
16/392
>tapa :
Internamente1eutral "os directi!os no esperancontriucin algunade Produccin enconseguir la !entaLacompetiti!a del negocio,por lo tanto tratan de
minimi/ar sus eectosnegati!os >l oLeti!o es produciraquello que se pide sin
ninguna sorpresa
-
7/25/2019 Principios_De_Administracion_De_Operaciones
17/392
>tapa *:
>5ternamente1eutral Consiste en conseguir laparidad con los
competidores mediante: >!itar grandes camios en losproductos y losprocesos In!ertir en nue!os equipos, m0s
r0pidos y autom0ticospara conseguir !entaLascompetiti!as temporales er las economas de escalacomo la !ariale
defnitoria de la efciencia enproduccin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
18/392
>s una etapa propia demercados con pocos
competidores que siguen elritmo de un lder
>tapa : 'oporte
Interno #aricacin da soporteinterno a la estrategiade negocio3 1o ayuda a
defnir la estrategiapero esta se con!ierte enrequerimientos queproduccin lle!a a lapr0ctica de manera fale 'e toman decisiones en el0mito de
-
7/25/2019 Principios_De_Administracion_De_Operaciones
19/392
produccin que nocontradigan la estrategiacompetiti!a de la empresa>tapa -: 'oporte>5ternoTodas las 0reas uncionalestraaLanconLuntamente paraconseguir el oLeti!o del
negocio y deciden laestrategia de negocio demanera coordinada >l concepto de aricacines una distincin para
los clientes de la empresa "a empresa adquiere unlidera/go tecnolgico y
-
7/25/2019 Principios_De_Administracion_De_Operaciones
20/392
traaLa en la meLoracontinua de los procesos
actuales y se anticipa a lastecnologas uturas
"os - ni!eles de las
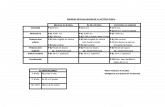
estrategiasuncionalesLOS CUATRO NIVELES DE LAS ESTRATEGIAS FUNCIONALESREA FUNCIONALETAPAINVESTIGACIN COMERCIAL / MARKETING PRODUCCININTERNAMENTE NEUTRAL Igual que antes Pe!"s Rea##!$nE%TERNAMENTE NEUTRAL S&e#s e la !nust'!a C"&!a a #"(&et!"'es
S!gue &')#t!#as e la !nust'!aTe#n"l"g*a &'"&!aResuel+e ne#es!aesL!e'a,g" te#n"l$g!#" D!'!ge tenen#!as Venta-a #"(&et!t!+aC"nta#t" e.te'n" Nue+"s &'"u#t"s / seg(ent"s An)l!s!s e #"(&et!"'es
A+an,a "&"'tun!aes Ma'#as l*e' Me-"'a #"nt!nuaCaractersticas de la excelencia:INTERACCIN ORI0ONTALPRO1ECTOS DE VALOR2UNCIONES E3UILI4RADAS
AN5LISIS E%TERNOSOPORTE INTERNOSOPORTE E%TERNOPlan e (a'6et!ng S!gue est'ateg!a !+!s!$n
-
7/25/2019 Principios_De_Administracion_De_Operaciones
21/392
>mpresas >5celentes
en Produccin3 Tienen estrategias de negocioclaras y los traaLadores seidentifcan en ellas*3 Tienen una gran disciplina ygestionan todos los aspectosdel negocio3 Integran las unciones y traaLanen paralelo-3 "os directi!os de produccin !ensu tarea como un traaLo
conLunto con %ar.eting @ entas yIFDFI83 Continuamente se acen meLorasincrementales entecnologa3 Otienen meLor rendimiento a lasm0quinas porque tienenmeLor ingeniera
-
7/25/2019 Principios_De_Administracion_De_Operaciones
22/392
-
7/25/2019 Principios_De_Administracion_De_Operaciones
23/392
Todas las operaciones tienen algunalimitacin en su capacidad:una 0rica tiene un m05imo outputsemanal una m0quina tieneuna m05ima produccin en una oraun a!in tiene un nNmerom05imo de asientos un ospital tieneun nNmero m05imo decamas 4 !eces determinar la capacidad eso!io (el nNmero de asientos enun teatro o aitaciones en un otel,por eLemplo) pero otras !ecesesta determinacin es menos e!idente3 Q'e tiene en cuenta los tiemposmedios de a!era de las m0quinas,el tiempo de preparacin, elasentismoEE3R
Capacidad de un
proceso (*@*) Capacidad Proyectada (CapacidadTerica o Cadencia TecnolgicaHptima)
-
7/25/2019 Principios_De_Administracion_De_Operaciones
24/392
donde: 1: 1Nmero de m0quinas 6: 6oras de traaLo por turno ': 1Nmero de turnos per da D: 1Nmero de das de traaLo por a7o %: Tiempo de proceso por unidad (en minutos)
Capacidad >ecti!a o eal Output m05imo que podemos esperarotener en lascondiciones normales (aituales) detraaLo
%edidas deendimiento Jtili/acin
PorcentaLe de la capacidadproyectada (terica)que usamos >fciencia PorcentaLe de la capacidad
eecti!a (real) queusamos
#rmulas de c0lculo
-
7/25/2019 Principios_De_Administracion_De_Operaciones
25/392
( )t toutput realEficiencia = 100capacidad efectiva
( )tt
output realUtilizacin = 100capacidad proyectada
>Lemplo Jna m0quina est0proyectada para traaLar unturno de = oras al da, cinco
das a la semana3Cuando traaLa puedeproducir 99 unidades del
-
7/25/2019 Principios_De_Administracion_De_Operaciones
26/392
producto 4 por ora3 'e aoser!ado que en
promedio, el tiempo demantenimiento, a!eras,etc3 suponen un 9S deltiempo de traaLo de la
m0quina3 >n una semana AGBdeterminada, lam0quina a producido 3999unidades delproducto 43 Determinar losindicadores derendimiento de rendimientode la m0quina enesa semana AGB
>Lemplo : 'olucin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
27/392
Capacidad terica =@da 5 8 das@sem3 5 99unid 4@ora -3999unidades por semana Capacidad real = @da5 8 das@sem3 5 (U9,9) 5
99 unid 4@ora 399unidades por semana Produccin eal 3999unidades en semana AGB
Jtili/acin (3999 @-3999) 5 99 fciencia (3999 @399) 5 99 =, S
>Lemplo : 'olucin Otro enoque de resolucin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
28/392
Cuando la m0quina traaLa,produce 99 unidades de A4B
por ora3 Por lo tanto para aceruna unidad de A4B senecesitan (AconsumenB) @99(oras@unidad de 4) 9,9 oras @ unidad de 43 Capacidad terica = @da 5 8
das@sem3 -9 oras decapacidad de m0quina por semana Capacidad real = @da 5 8das@sem3 5 (U9,9) orasde capacidad de m0quina por
semana Produccin en semana AGB 3999unidades 5 9,9 orasde m0quina @ unidad de 4 9oras de m0quina Jtili/acin (9 @ -9) 5 99 fciencia (9 @ ) 5 99 =,S
-
7/25/2019 Principios_De_Administracion_De_Operaciones
29/392
>Lemplo * "a misma m0quina del eLemploanterior, en la semanaAKB produce tres artculosdistintos: 4: 899 unidades Tiempo ciclo 9,9 @unid3 Tiempode camio 9,8 oras &: -99 unidades Tiempo ciclo 9,9 @unid3 Tiempode camio ora C: 99 unidades Tiempo ciclo 9,9* @unid3 Tiempode camio 9,8 orasDeterminar los indicadores derendimiento de lam0quina en la semana AKB
>Lemplo *: 'olucin Capacidad terica = @da 5 8das@sem3 -9 oras de
-
7/25/2019 Principios_De_Administracion_De_Operaciones
30/392
capacidad de m0quina porsemana
Capacidad real semana AKB (=@da 5 8 das@sem3) 5(U9,9) ; (9,8 F F9,8) -oras de capacidad dem0quina en la semana AKB
Produccin en semana AKB(3899 unid 4 5 9,9 orasde m0quina @ unidad de 4) F(-99 unid & 5 9,9 orasde m0quina @ unidad de &) F
(99 unid C 5 9,9* orasde m0quina @ unidad de C) *Voras de m0quina Jtili/acin (*V @ -9) 5 99 fciencia (*V @ -) 5 99 =8, S
>Lemplo
-
7/25/2019 Principios_De_Administracion_De_Operaciones
31/392
Jna m0quina est0proyectada para traaLar en
tresturnos de oco oras al da,siete das por semana3Cuando traaLa puede
producir V3999 unidades porora3 "os camios de medidadel producto, paradaspor a!era y mantenimientosuponen en media 8
oras por semana3 4 lo largode una semanaconcreta, la m0quina aproducido un total de ,*8millones de unidades3 Mueindicadores derendimiento de la m0quinapodemos e5traer de
-
7/25/2019 Principios_De_Administracion_De_Operaciones
32/392
estos datosR
>Lemplo : 'olucin Capacidad proyectada ( 5 = 5 5 ecti!a 38*3999 5 (= ; 8) @= 3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
33/392
Otros conceptos
importantes sorecapacidad () Centro de traaLo (Wor.center): +rupo de personas y@o m0quinasque tienen unaidentifcacin clara a eectos decapacidad y planifcacin:#0rica de coces (prensas,
undicin, montaLe, pintura,E3) >mpresa perumera(laoratorio de esencias,aricacin, en!asado, e5pedicin,E3) >mpresa cer!ecera(aricacin, emotellado,E) 4 los CT se les llama tamiXn'ecciones o Departamentos3CT
-
7/25/2019 Principios_De_Administracion_De_Operaciones
34/392
Otros conceptos
importantes sorecapacidad (*) Cuello de otella(&ottelnec.): Centro detraaLo que limita lacapacidad de una planta,o recurso que limita lacapacidad de un CTCT788 un9/:9CT;? un9/:9
CT8 un9/:9
CT8>8 un9/:9
-
7/25/2019 Principios_De_Administracion_De_Operaciones
35/392
Otros conceptos
importantes sorecapacidad () Carga de un CT olumen de traaLo que tiene
por delante (paraacer) una planta o un CT399*99-9899 # % 4 %y Y Yl 3 , , ,
Grco de CargaMesCa&a#!aCa'ga @(!les un!9
>Lemplo - Jna planta emotelladora tiene tressecciones:
>motellado: * m0quinas con un !olumenm05imo de emotellado de 99
-
7/25/2019 Principios_De_Administracion_De_Operaciones
36/392
litres por minuto cada una y un tiempo deparo por mantenimiento de unaora por da
>tiquetado: m0quinas de etiquetado, cadauna de ellas con un outputm05imo de 3999 otellas por ora, y losparos programados son de 9minutos por da en promedio
>mpaquetado: 0rea con una capacidad de93999 caLas por da
"a planta est0 dise7ada para llenarotellas de litro y ponerlas encaLas de * otellas durante * orasde traaLo al da3a) Cual es la capacidad proyectada de la plantaR) Cual es la capacidad eecti!a de la plantaRc) 'i traaL0semos a la capacidad eecti!a de la
planta, cual es la utili/acin de cadaseccinRd) 'i una a!era reduce el output a Lemplo -: 'olucin "a planta se puede !ercomo una lnea dearicacin:
-
7/25/2019 Principios_De_Administracion_De_Operaciones
37/392
>motellado UUUUU >tiquetadoUUUUU >mpaquetado
* m0quinas m0quinas 0rea99 l3 @min3 3999 ot@ 93999caLas@d%ant3 @da Paro 9 min@daPara omogenei/ar los datoselegiremos comounidad las otellas de litro porda
>Lemplo -: 'olucin "as capacidadesproyectadas en cada 0reason: >motellar: * m0q3 Z 99 l@(m0q Z min) Z 9 min@Z * @da --3999ot @ da >tiquetar:
-
7/25/2019 Principios_De_Administracion_De_Operaciones
38/392
m0q Z 999 ot @ (m0q Z ) Z *@da 9=3999 ot @da >mpaquetar: 93999 caLas @ da Z * ot3 @ caLa *93999 ot@da
"a capacidad de la planta lafLa la operacin conmenor capacidad (Cuello deotella) : "a seccin de>tiquetado, por lo tanto laCapacidad Proyectadaser0 9=3999 ot@da
>Lemplo -: 'olucin "as capacidades eecti!astomar0n enconsideracin los parospre!istos: >motellar: --3999 Z ( @*) *3999 ot@da
-
7/25/2019 Principios_De_Administracion_De_Operaciones
39/392
>tiquetar: 9=3999 Z (,8 @*) 93899 ot@da
>mpaquetar: *93999 ot@da "a capacidad eecti!a dela planta la !ol!er0 adar el Cuello de otella:
93899 ot@da>Lemplo -: 'olucin 'i la planta traaLa a93899 ot @ da, las
utili/aciones son: >motellar 93899 @--3999 9,mpaquetar 93899 @*93999 9,= =, S
-
7/25/2019 Principios_De_Administracion_De_Operaciones
40/392
>Lemplo -: 'olucin
Con un Output eal demotellar: tiquetar:
-
7/25/2019 Principios_De_Administracion_De_Operaciones
41/392
otenerlo, para un perododeterminado detiempo, y medido enunidades omogXneas3( )tt
Output TotalProductividadTotal =Input Total
Producti!idadparcial de un #actor %ide el Output total con
respecto a una clasedeterminada de input:
-
7/25/2019 Principios_De_Administracion_De_Operaciones
42/392
4lgunos eLemplos deProducti!idad parcial deun actor muy utili/adosson la producti!idadde la maquinaria, de lamano de ora, del
capital o de la energa3( )tt
Output TotalProductividadParcialdeun factor =Input del factor
Producti!idad
%ultiactorial %ide el Output Total enrelacin a algNn
-
7/25/2019 Principios_De_Administracion_De_Operaciones
43/392
suconLunto especfco deinputs, por eLemplo%ateriales y %ano de Ora,o %ateriales y>nerga, etc3( )t tOutput TotalProductividadMultifactorial =Subconjuntode Input
>Lemplo 8 Datos sore un producto enel primer cuatrimestre: Precio de !enta : -9 >uros
Jnidades !endidas: 3999 Coste %ateria Primera : =3999>uros
-
7/25/2019 Principios_De_Administracion_De_Operaciones
44/392
Coste %ano de Ora : 83999>uros
Coste >nerga: uros Otros costes: 93999 >uros Descriir la producti!idaddel proceso dearicacin correspondiente3
>Lemplo 8: 'olucin >n promedio, por cada>uro de input seproducir0n , >uros deOutput3 Producti!idades Parciales: %ateriales : -9 5 999 @ =999 8
%ano de Ora : -9 5 999 @8999 =
-
7/25/2019 Principios_De_Administracion_De_Operaciones
45/392
>nerga: -9 5 999 @
-
7/25/2019 Principios_De_Administracion_De_Operaciones
46/392
9999) *,Lercicio 4na traaLa en la actualidad * orasal da para producir *-9mu7ecas3 Cree que camiando el tipode pintura que ace ser!irpara las acciones de la cara y las u7as
podra incrementar el ritmode traaLo asta poder acer 9mu7ecas al da3
>l coste total del material parar cadamu7eca es de ,89 [
>l coste por las erramientas de traaLo esde *9 [ al da
"os costos de energa son de - [ al da >l coste de personal es de 9 [ por oratraaLada Cual es actualmente la producti!idadtotal y las producti!idadesparciales de los actoresR
'i camia de pintura, el coste dematerial aumenta en 9,89 [ pormu7eca, como camia la producti!idadtotal y parcialR
-
7/25/2019 Principios_De_Administracion_De_Operaciones
47/392
Cual sera el m05imo incremento decoste de material asumilepara aceptar la propuesta de 4naR
>Lemplo : 'olucin 6acemos el c0lculo de laProducti!idad total enase a los datos de un da: Coste %ano de Ora: * 5 9[ *9 [ Coste de %ateriales: *-9 u 5,8 [ =-9 [ Coste de >nerga: - [ Coste de las 6erramientas: *9 [ Inputs Totales: *9 F =-9 F - F*9 V=- [ Output Total: *-9 mu7ecas Producti!idad Total: *-9 @ V=- 9,*- u @ [ gastado "a In!ersa de la Producti!idades el Coste Jnitario:
-
7/25/2019 Principios_De_Administracion_De_Operaciones
48/392
@ 9,*- -, [ @ unidad
>Lemplo : 'olucin Producti!idades Parciales delos #actores Producti!idad de la %ano de Ora:*-9 @ *9 * u@[ Producti!idad de los %ateriales:*-9 @ =-9 9,*V u@[ Producti!idad de la >nerga: *-9 @- 9 u @ [ gastado Producti!idad de las6erramientas: *-9 @ *9 * u @ [
gastado Producti!idad %ultiactorial Producti!idad de %3O3 y%ateriales: *-9 @ V9 9,*8 u@[ Producti!idad de >nerga y
6erramientas: *-9 @ *- 9u@[
>Lemplo : 'olucin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
49/392
Con la pintura nue!a: Coste de %ateriales sue
9,89 [ por unidad y laproduccin aumenta a 9mu7ecas Coste de %ateriales: 9 u 5 - [ 3--9 [
Costes de >nerga, 6erramientas yPersonal no !aran3 Inputs Totales: 38=- [ Producti!idad Total: 9 @38=- 9,**< u @ [
4ntes tenamos 9,*- u @[, por lo tanto lapropuesta supondrareducir la Producti!idad
Total>Lemplo : 'olucin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
50/392
eamos las Producti!idadesParciales:
Producti!idad de la %ano deOra : 9 @ *9 u@[ Producti!idad de los %ateriales :9 @ --9 9,*8 u@[ Producti!idad de la >nerga : 9 @
- V9 u @ [ in!ertido Producti!idad de las6erramientas : 9 @ *9 = u @ [in!ertido Producti!idad %ultiactorial Producti!idad de %3O3 y %ateriales: 9 @ 389 9,*u@[ Producti!idad de >nerga y6erramientas : 9 @ *- 8u@[
>Lemplo : 'olucin %05imo Incremento 4ceptale
-
7/25/2019 Principios_De_Administracion_De_Operaciones
51/392
&usquemos cual deera ser elInput Total para que la
Producti!idad Total no aLase: Producti!idad Total : 9 @ Input Total 9,*- u@[ Input Total 9 @ 9,*- 3899 [ >l resto de Inputs no ancamiado y suman -- [, por lo
que el m05imo coste de materialesseria 3899 ; -- 38 [ Di!idiendo por 9 Jnidades, elm05imo coste demateriales unitario seria: 38 @
9 ,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
52/392
Jna empresa a instalado unsistema de empaquetado
autom0tico de sus productos conuna amorti/acin anualde *-3999 [3 >l tiempo de empaquetado se areducido en un total de*3999 orasUomre a una tariamedia de = [ @ ora3 "a produccin a aumentado enel primer a7o deuncionamiento del sistemapasando de -993999 unidades
empaquetadas a -=93999unidades3 'aiendo que el input de manode ora anterior al sistemaautom0tico era de V*3999 [,
determinar la meLora enproducti!idad de la mano de oracomo consecuencia de la
-
7/25/2019 Principios_De_Administracion_De_Operaciones
53/392
introduccin del nue!o sistema deempaquetado
>Lemplo
-
7/25/2019 Principios_De_Administracion_De_Operaciones
54/392
otros traaLos3 >l coste del reciclaLe es de3999 [3 "a empresa amorti/aeste coste en el primer a7o de
uncionamiento de los roots3 >n el primer a7o de traaLo, los roots seestima que reducir0n las pXrdidade pintado en un 9S del total de inputantes de su instalacin es decir, en*3999[3 >sta reduccin del input demateriales se dee a la meLora en lacalidad del producto fnal que se otiene yque pro!oca que no ayareca/os o repeticiones de traaLos3 'uponiendo que el resto de actores deinput y el output permanecenconstantes, determinar el impacto que
tendr0n los roots en laproducti!idad total de la planta en elprimer y segundo a7o deuncionamiento de los mismos3 >l !alor total del input antes de instalarlos roots es de *93999 [
>Lemplo =: 'olucin(@*)"as rmulas a utili/ar son:
-
7/25/2019 Principios_De_Administracion_De_Operaciones
55/392
Pues O9 OI9 *93999 [I *93999 [ F Coste reciclaLe(3999 [) F 4morti/acin roots(8*3999 5* @ 9 [) ; reduccin perdidas depintado (*3999 [) *8Lemplo =: 'olucin(*@*)
>n el segundo a7o deuncionamiento de losroots al no aer yacostes de reciclaLe
(3999[), el !alor delinput es de *--3-99 [3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
56/392
Por lo tanto la !ariacin deproducti!idad totaldel a7o * respecto a la7oinicial 9 (sin roots)ser0:*93999 @ *--3-99 ,9-
Incremento del ,- SPlanifcacin de laCapacidad (@*) >l prolema al que nosenrentamos cuando queremosaLustar capacidad y demanda esque mientras que lademanda en su aumento o
disminucin se mue!e enpeque7as cantidades y puedetomar casi cualquier
-
7/25/2019 Principios_De_Administracion_De_Operaciones
57/392
!alor, la capacidad a menudo!aria en grandes
cantidades3Tpicamente, la capacidad seaumenta usando unam0quina adicional, ariendootra tienda, empleando
otra persona, usando otro!eculo,etc3 es decir, lademanda !aria de maneracontnua mientras que lacapacidad lo ace a AsaltosB3
Planifcacin de laCapacidad (*@*) >l proceso de
planifcacin de lacapacidad
-
7/25/2019 Principios_De_Administracion_De_Operaciones
58/392
tiene por oLeti!oequiparar la capacidaddisponile y la demandapre!ista a corto,medio y largo pla/o3 4 medio y largo pla/o:
Decisin >stratXgica3 4 corto pla/o: Correccin dedesaLustes, mediante: 4Lustar la demanda a la capacidaddisponile
4Lustar la capacidad a la demandaPlanifcacincapacidad a cortopla/o (@*)4Luste de la demanda a lacapacidad
-
7/25/2019 Principios_De_Administracion_De_Operaciones
59/392
ariar el precio, suiXndolo para losproductos con capacidadinsufciente y aL0ndolo para los decapacidad sorante (Precaucincon las pXrdidas y con la competencia) Camiar el esuer/o de mar.etingpotenci0ndolo en los productoscon capacidad sorante ydisminuyXndolo en los otros Para los productos con capacidadsorante, orecer incenti!os de!enta como muestras gratuitas yregalos Camiando productos equi!alentes,sustituyendo si es posile losproductos sin capacidad (>L3Detergente 'lido por "quido) ariando los pla/os de entrega,aciendo esperar a los clientes enproductos con prolemas de entregapor deecto de capacidad (>L3Coces) Jtili/ando un sistema de reser!as ocitas pre!ias (>L3 >l &ulli)
-
7/25/2019 Principios_De_Administracion_De_Operaciones
60/392
Planifcacin
capacidad a cortopla/o (*@*)4Luste de la capacidad a lademanda 6acer oras e5tras Camiar el nNmero de turnos Jtili/ar personal a tiempo parcial entemporadas altas Programar el traaLo de manera quela %ano de Ora pueda !ariaren uncin de la demanda 4Lustar la !elocidad de equipos yprocesos a la demanda eprogramar las inter!enciones demantenimiento Jtili/ar sucontratas e5ternas
4lquilar espacio adicional 4Lustar el proceso, por eLemploincrementando el tama7o de loslotes para reducir los tiempos depreparacin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
61/392
6acer que los clientes agan parte deltraaLo (>L3 CaLeros4utom0ticos >mpaquetado en lascaLas de los supermercados)
Planifcacin decapacidad a medio y
largo pla/o (@) Plantear en un ori/ontede - a 8 a7os comodee e!olucionar mi
capacidad producti!a 'e dee tener en cuenta: >!olucin pre!ista de lademanda Coste de la decisin de
incrementar o reucir lacapacidad
-
7/25/2019 Principios_De_Administracion_De_Operaciones
62/392
>!olucin de la inno!acintecnolgica
(osolescencia de latecnologa) 4ctuacin de la competencia
Planifcacin de
capacidad a medio ylargo pla/o (*@) >strategias 0sicas: 4) "a capacidad ser0 en todo
momento al menos igual a lademanda (lo que signifcar0 m0sin!ersin en equipos yuna m0s aLa utili/acin) &) "a capacidad ser0 m0s o menosigual a la demanda lo
que signifca que a !eces aye5ceso de capacidad y a!eces dXfcit3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
63/392
C) "a capacidad ser0 en todomomento como m05imo igual
a la demanda, pero normalmenteinerior3 'e incrementasolo cuando se a conseguidoutili/ar totalmente el Nltimoaumento reali/ado de la misma3 (loque signifcar0
in!ersiones m0s peque7as, dar0mayor utili/acin, perocondiciona el ni!el de output)3
Planifcacin de
capacidad a medio ylargo pla/o (@) >strategia 4: Poltica agresi!a 1os adelantamos a la demanda
Mueremos que la proailidad desatisacer la demanda sea superior ala de romper iesgo: si la demanda aLase me quedarXcon equipos inrautili/ados
-
7/25/2019 Principios_De_Administracion_De_Operaciones
64/392
y@o stoc.s grandesDemandaDemandaesperada
1ue!acapacidadTiempo
Planifcacin decapacidad a medio y
largo pla/o (-@) >strategia &: Proailidad de satisacerdemanda igual a la de
romperDemanda1ue!acapacidad Demandaesperada
Tiempo
Planifcacin de
capacidad a medio ylargo pla/o (8@)
-
7/25/2019 Principios_De_Administracion_De_Operaciones
65/392
>strategia C: Proailidad de satisacer demanda
menor que la de romper >s una poltica Areser!onaB Peligro de que la demanda aumente demanera impre!ista y uertequed0ndonos sin posiildad de darrespuesta Poltica lgica en ase de decli!e del
productoDemanda1ue!acapacidadDemandaesperada
Tiempo
Planifcacin decapacidad a medio ylargo pla/o (@) >sta estrategias est0n relacionadas con lasituacin del producto @ mercado
en su ciclo de !idaIntroduccin Crecimiento %adure/ Decli!e>strategia &>strategia 4>strategia C
-
7/25/2019 Principios_De_Administracion_De_Operaciones
66/392
>Lemplo V
(Planifcacin de lacapacidad) Jna empresa metalNrgicaest0 determinando
su necesidad de matricesen la seccin deprensas para ser capa/ deproducir 993999
pie/as uenas al a7o3 "a operacin de prensadotiene un tiempociclo de ,* minutos @ pie/ay se produce un*S de pie/as deectuosas3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
67/392
'aiendo que una matri/puede traaLar *3*99oras al a7o, Qcu0ntasmatrices se necesitanR
>Lemplo V: 'olucin Determinaremos en primer lugar la produccin
en pie/as uenas a reali/ar (capacidad ainstalar):993999 @ (U9,9*) 93** pie/as a producir @a7o Determinaremos a continuacin la capacidadde produccin anual de una matri/:Tiempo ciclo ,* minutos @ pie/a
9 minutos @ ora ] ,* minutos @ pie/a 89pie/as @ ora89 pie/as @ ora ^ *3*99 oras @ a7o y matri/ 93999 pie/as @ a7o y matri/ Determinamos aora el nNmero de matrices:93** pie/as @ a7o ] 93999 pie/as @a7o ymatri/ *,n realidad deeremos disponer de matrices,lo que supondr0 una Jtili/acin anualde:Capacidad con matrices: matrices ^93999 pie/as @ a7o y matri/ 93999pie/as @a7o
-
7/25/2019 Principios_De_Administracion_De_Operaciones
68/392
Jtili/acin 93** pie/as @a7o ] 93999pie/as @ a7o 9,V*"PODJCTO412"I'I' D>" PODJCTODI'>`O D>"POC>'ODI'>`O D>OP>4CIO1>'>'TJDIO D>%TODO'%>DID4 D>"
T4&4YO
-
7/25/2019 Principios_De_Administracion_De_Operaciones
69/392
Dise7o y an0lisis de
Procesos3 6emos de denir elProducto*3 6emos de analizar el
Producto Diagrama +o/into >structura del Producto Decisiones de %a.e or &uy3 Tomar decisiones deproceso (como acer) >n uncin de lescaractersticas tanto delproducto como de la demanda
Defnir el Producto >specifcaciones delproducto (IFD, Comercial
-
7/25/2019 Principios_De_Administracion_De_Operaciones
70/392
@ %ar.eting) caractersticas 0sicas del
producto Planos (Dpto Ingenierade producto) Pre!isiones de demanda
(%ar.eting @Comercial)Defnir producto
4n0lisis del
ProductoDiagrama +o/into de un Triciclo4n0lisis del producto
4n0lisis del
producto>structura del producto (&O%) 4-TICIC"OCLto Cuadro F uedas F %anillar 4siento (9)'cLto %anillar CLto3 Cuadro F ueda delantera F uedas traseras%anillar (=) 4sideros (V) 4ra/adera y
Tornillo (
-
7/25/2019 Principios_De_Administracion_De_Operaciones
71/392
'cLto ueda delanteraueda delantera (-) +uardaarros (8) 6orquilla ()'cLto Cuadro F uedas traserasCuadro () ueda derecatrasera (*)ueda i/quierda
trasera ()'*4-44'4*4n0lisis del producto
Decisiones deproceso
Tipos de produccin segNn grado de conocimiento de lademanda:
contra pedido: el producto fnal se reali/adespuXs de conocer la demandaconcreta de los clientes (eLemplos: un edifcio,un portaa!iones, unacentral elXctrica, un !estido de altacostura,333)3 Pueden ser pedidos Nnicos,como los sumarinos, industria aeroespacial,
edifcios, presas, etc3, opueden ser pedidos mNltiples, como lasm0quinas erramientas,autouses, grandes camiones de transporte,alta costura, etc33
-
7/25/2019 Principios_De_Administracion_De_Operaciones
72/392
contra stock: el producto fnal se produceantes de conocer la demandaconcreta de un cliente3 >s el caso m0s
general que se da en la industria, aspodemos citar la industria de autom!iles, laarmacXutica,electrodomXsticos, etc33
>n la pr0ctica real, normalmente e5istensituaciones intermedias3 Jnaempresa tiene lneas de productos contra
stoc. y lneas de productocontra pedido3 TamiXn nos podemosencontrar con parte del proceso deproduccin contra stoc. y parte contrapedido3 De este Nltimo caso esparadigm0tica la industria del autom!il3Decisiones de proceso
Decisiones deproceso
Tipos de produccin>Lemplos de produccin continua son la industria qumica, lasrefneras de petrleo, la industria
automo!ilstica (en el montaLe), la de los ordenadores,electrodomXsticos, etc33 >Lemplos de produccinintermitente son la aricacin de m0quinas erramientas, laaricacin de mueles, las imprentas,ermentacin de productos, etc33INTERMITENTE CONTNUO-ariedad de art.culo Un /nico art.culoeanda variable eanda contante
-
7/25/2019 Principios_De_Administracion_De_Operaciones
73/392
Ma2 * E2uipo uo 3eneral Ma2 * E2uipo epecializadoPoca o nula autoatizacin Muc4.ia autoatizacinMO cualificada MO uy poco cualificadaProduccin por lote Produccin contin/a5antidade 6pe2ue7a8 5antidade 3rande
9uta entre operacione variable 9uta entre operacione fija-ariable a efecto de Py5:Taa7o lote Tiepo cicloT;
-
7/25/2019 Principios_De_Administracion_De_Operaciones
74/392
Decisiones de
procesoTipos de produccin 'egNn "ayout (organi/acin sicade los recursos)TamiXn se asa en dos
caractersticas: "a !ariedad de productos a producir "a cantidad de productos a acer ProyectoTaller (Lo sop) "ote (atc) "nea de produccin @ montaLe
#luLo continuo (planta procesadora)Decisiones de proceso
Decisiones deproceso
Tipos de produccin (segNn"ayout) Proyecto se arica una producto singular,usualmente eca a medida en
-
7/25/2019 Principios_De_Administracion_De_Operaciones
75/392
uncin de especifcaciones del cliente Cada producto es esencialmente Nnico,consecuentemente el proceso
se caracteri/a por una amplia !ariedad, conmnima estandari/acin oequipo especiali/ado gran ?e5iilidad en el proceso paraenrentarse con nue!as situacionesy prolemas mano de ora cualifcada >l proceso se planifca y controla pormXtodos de gestin de proyectos(OK, P>T @ CP%E33) el nNmero de unidades aricadas esaLo, cada una de ellas contieneuna considerale cantidad de traaLo
altos costes unitarios >Lemplos: construccin de arcos, desatXlites, construccin deedifcios, autor escriiendo un liro,consultores de empresapreparando un inorme, reali/acin de unos
Yuegos OlmpicosDecisiones de proceso
Decisiones deproceso
-
7/25/2019 Principios_De_Administracion_De_Operaciones
76/392
Tipos de produccin (segNn"ayout)
Taller (Yo sop) arica peque7as cantidades de unaamplia !ariedad de productos "a gama de productos eca es m0sestreca que la de los procesostipo proyecto, pero ay aNn una
considerale !ariedad maquinaria de aplicacin general la cualdee ser peparada ybcamiadab cada !e/ que se inicia laaricacin de un nue!o producto Cada producto puede ir a tra!Xs de unadierente secuencia de
operaciones y equipos >quipos de utili/acin general y unacualifcada mano de ora utili/acin maquinaria es normalmenteaLa pueden e5istir cuellos de otella en
algunos recursos que est0nsorecargados temporalmente programacin y seguimiento de lostraaLos dicil altos costes unitarios
-
7/25/2019 Principios_De_Administracion_De_Operaciones
77/392
>Lemplos: #aricantes de !eculosespeciales, aricantes dem0quinas erramientas, alta costura,
imprentas, aricantes demueles, restaurantesDecisiones de proceso
"ote (atc) Peque7os lotes de productos similares seacen con el mismo equipo 4umentamos el nNmero de unidades decada lote 'e reducen respecto al Taller los costespor poner a punto lamaquinaria para este producto y los parosasociados 'e reali/an series de lotes a lo largo del
tiempo, y la produccin sealmacena asta que se necesita parasatisacer la demanda de losclientes menos !ariedad de productos respecto alTaller y pocacustomi/acin(eco a medida) "a maquinaria utili/ada es aun de usogeneral, pero ya ay lugar paraalguna especiali/acin Personal cualifcado
-
7/25/2019 Principios_De_Administracion_De_Operaciones
78/392
>Lemplos: editoriales, aricantes de ropabprt a porterb (pantalones,aldas33), industria armacXutica, aricas
de s.is3
Decisiones deproceso
Tipos de produccin (segNn
"ayout)Decisiones de proceso "nea de produccin @ montaLe +randes !olNmenes de unidadesidXnticas de un producto Nnico %uy poca !ariedad en los productos,e5ceptuando peque7os camiosen el modelo 0sico, introducidosusualmente en los acaados fnales "os procesos de produccin en masacuentan con una segura, y altademanda de un producto conocida poradelantado
%aquinaria especiali/ada para aricar elproducto %ano de ora poco cualifcada paraacerlo uncionar, y en casos
-
7/25/2019 Principios_De_Administracion_De_Operaciones
79/392
e5tremos puede ser completamenteautomati/ado Coste unitario del producto AaLoB
>Lemplos: autom!iles, electrnica deconsumo, la!adoras, plantasemotelladoras (rerescos33), restaurantesde comida r0pida
Decisiones de
procesoTipos de produccin (segNn"ayout)Decisiones de proceso
#luLo continuo +randes !olNmenes de un Nnico productoo peque7os grupos deproductos relacionados, tales como laqumica gruesa >l proceso es dierente a la produccin enmasa porque el productoemerge como un ?uLo continuo en lugar de
en unidades discretas %aquinaria y equipos altamenteespeciali/ados que operan *- orasdiarias sin pr0cticamente camios ointerrupciones
-
7/25/2019 Principios_De_Administracion_De_Operaciones
80/392
Proceso muy intensi!o en capital Cuando esta en uncionamiento necesitamuy poca mano de ora
Costes unitarios aLos >Lemplos: refneras de petrleo, 0ricasde cer!e/a, 0ricas depapel, refneras de a/Ncar, aricas delece3
Decisiones deproceso
Tipos de produccin (segNn"ayout)Decisiones de proceso
"os tipos de procesoenumerados arria est0n enordende incremento de la cantidad deproduccin, y en
decremento de la !ariedad los procesos tipo Proyecto yTaller son sistemas contra
-
7/25/2019 Principios_De_Administracion_De_Operaciones
81/392
pedido, que esperan reciir unaorden del cliente, y
entonces aricar el productosolicitado "ote, produccin en masa y#luLo continuo son sistemascontra stoc., que acen el
producto conorme a losplanes preestalecidos, yentonces lo almacenan astaque los clientes lo pidan
Decisiones deproceso
Tipos de produccin (segNn"ayout)Decisiones de proceso
Tendencia actual Produccin en lnea3 >l?uLo de traaLo no
-
7/25/2019 Principios_De_Administracion_De_Operaciones
82/392
retrocede Pla/o de aricacin lom0s corto posile paraacercarse lo m0s posile ala produccin aLopedido
educir los stoc.s de todotipoDecisiones de proceso
eingeniera de
procesosIMPLANTACIN POR PROCESO(tipoTaller) +s9 POR PRODUCTO (en Linea)(tipo Taller) (en Linea)Decisiones de proceso
Decisiones deproceso
-
7/25/2019 Principios_De_Administracion_De_Operaciones
83/392
Jna !e/ elegido el tipo deproceso, se pasa a su
defnicin, enumerando lasacti!idades que locomponen, y a su an0lisis,intentando eliminar las
acti!idades que no a7aden!alor al producto queelaoramos y que a7adensolo coste3 "os instrumentos 0sicosde defnicin y an0lisisdel proceso son: Diagramas de proceso Diagramas de recorrido
CuestionarioDiagramas deProceso
-
7/25/2019 Principios_De_Administracion_De_Operaciones
84/392
epresentacin gr0fcaque descrie lasacti!idades que componenun procesoproducti!o3 'e utili/ansmolos est0ndar:Operacin: Ocurre cuando se modifcan lascaractersticas sicasy@o qumica de un oLeto (incluso un montaLe odesmontaLe)Transporte: Ocurre cuando un oLeto se mue!ede un lugar a otro(intra o inter secciones producti!as)
lmacenamiento: Ocurre cuando un oLeto seguarda o protegecontra su traslado no autori/ado!nspeccin: Ocurre cuando un oLeto see5amina de para suidentifcacin o se !erifca por calidad ocantidad en alguna de suscaractersticas"emora o espera: Ocurre cuando lascondiciones que rodean a unoLeto impiden la reali/acin de la siguienteaccin pre!ista a acercon Xl
-
7/25/2019 Principios_De_Administracion_De_Operaciones
85/392
>Lercicio de %eLora
de Procesos Diagrama de recorrido:>Lercicio de %eLorade Procesos **59 F *58F *58 F*5*F58 F *5* F 59 F5*9 F 58 F 58 F58 = minutos ,V< 6
Diagrama de proceso:
CJ>'TIO14IO:
4CTITJDI1T>O+4TI4MuXRMuienRCuandoR
DondeRComoRQMuX se aceRQPorquX se aceRQMuX otra cosa podra acerseRQMuX deera acerseR
-
7/25/2019 Principios_De_Administracion_De_Operaciones
86/392
QMuien lo aceRQPorquX lo ace esa personaRQMuX otra persona podra acerloRQMuiXn lo deera acerRQCuando se aceRQPorquX se ace en ese momentoRQ>n que otro momento podra acerseRQCuando deera acerseRQDonde se aceRQPorquX se ace allRQDonde podra acerse tamiXnR
QDonde deera acerseRQCmo se aceRQPorquX se ace de ese modoRQDe que otro modo podra acerseRQComo deera acerseR
#Por$u%& P: QPorquX se apilan las caLas si treinta
minutos m0s tarde ay quequitarlas de la pila para arirlasR : Porque la descarga del camin es m0sr0pida que el control y trasladode los caLones P: QMuX otra cosa podra acerseR
: 4celerar el control y traslado P: QPorquX est0n tan separados loslugares para reciir,inspeccionar y marcar la mercancaR : Porque as se colocaron en un principio
-
7/25/2019 Principios_De_Administracion_De_Operaciones
87/392
P: Q>n que otra parte podran estarR : Todos Luntos P: QDnde deeran estarR : Yuntos en el actual lugar de recepcin P: QPorquX tienen que recorrer loscaLones todo el local para seralmacenadosR : Porque la puerta del almacXn est0 situadaen el e5tremo opuesto de
donde se recien las mercancasCJ>'TIO14IO:4CTITJDI1T>O+4TI4
>Lercicio de %eLorade procesos >Lercicio de %eLora
de procesos -*58 F 58 F 58 F 58F *5*9 F 58
-
7/25/2019 Principios_De_Administracion_De_Operaciones
88/392
>studio del traaLo
(Dise7o deoperaciones) Jna !e/ estalecidas todaslas acti!idades
(operaciones, transportes,inspeccionesE3) queconormar0n el procesoproducti!o, el siguientepaso es proceder alestalecimiento de losmeLores mXtodos para lle!ara cao esasacti!idades y a continuacin
determinar eltiempo necesario parareali/arlas
-
7/25/2019 Principios_De_Administracion_De_Operaciones
89/392
>sto se lle!a a caomediante el denominado
Estudio del tra'a(otamiXn llamado "ise)o deoperaciones
>studio del traaLo
(Dise7o deoperaciones) "a OIT (Organi/acin
Internacional delTraaLo)defne el >studiodel TraaLo de lasiguiente orma: Es la expresin que se utilizapara designar lastcnicas del Estudio deMtodos y de la Medida
-
7/25/2019 Principios_De_Administracion_De_Operaciones
90/392
del Trabajo mediante lascuales se asegura el
mejor aprovechamientoposible de los recursoshumanos, materiales, yequipos para llevar a cabouna tarea determinada
>studio del traaLo(Dise7o deoperaciones) >n consecuencia, el dise7o deuna operacin secompone de:3 Para cada acti!idad se determinael meLor mXtodo
*3 4 continuacin medimos eltiempo real para acerlaDise7oOperacin>studio de
-
7/25/2019 Principios_De_Administracion_De_Operaciones
91/392
%Xtodos%edida del
TraaLo
>studio de %Xtodos >s el registro, an0lisis, y e5amencrtico y sistem0tico de losmXtodos e5istentes para lle!ar a
cao una acti!idad, y eldesarrollo y aplicacin de mXtodosm0s sencillos y efcaces Jna Operacin se descomponeen >lementos de TraaLo yestos se pueden descomponer (sies necesario) en%icromo!imientos Para anali/ar y dise7arOperaciones se acen ser!irdierentes tipos de Diagramas de
4cti!idades 'imult0neas: Diagramas 6omre ; %0quina (Paraanali/ar el traaLo de unomre con una o !arias m0quinas)
-
7/25/2019 Principios_De_Administracion_De_Operaciones
92/392
Diagramas &imanuales (para anali/arlos %icromo!imientos delas dos manos del empleado)
Diagrama 6omre U%0quinaDiagrama &imanual(manoi/quierda@manodereca)
Man" !,qu!e'a Man" e'e#:aMt"" a#tual S*(H"l" S*(H"l"Mt"" a#tual7 Al#an,a' t"'n!ll" Ina#t!+"= Aga''a' t"'n!ll" Ina#t!+"
; Su-eta' el t"'n!ll" Aga''a' la a'anela< Su-eta' el t"'n!ll"C"l"#a' la a'anelaen el t"'n!ll"
-
7/25/2019 Principios_De_Administracion_De_Operaciones
93/392
operacin transporte inspeccin D demora almacenaLeD D D D D D D D
Diagramas 6omre ;%0quina (>tapa)3 Oser!ar la operacin ydescomponerla enelementos*3 Determinar el tiempo
que corresponde acada elemento
-
7/25/2019 Principios_De_Administracion_De_Operaciones
94/392
3 'ituar ordenadamente, ya escala de tiempolos elementos quecorresponden a cada6omre o %0quina en elDiagrama,
comen/ando el ciclo deltraaLo en el mismopunto para todas lasacti!idades
Diagramas 6omre ;%0quina (*>tapa)
3 Clasifcar todos los elementosen:3 >lementos de m0quina
-
7/25/2019 Principios_De_Administracion_De_Operaciones
95/392
*3 >lementos manuales a m0quinaparada
3 >lementos manuales a m0quinaen marca*3 6acerse preguntas sorecada elemento para:3 >liminar todos los elementosinnecesarios*3 eordenar elementos, intentarpasar elementosm0quina parada a acerse conm0quina en marca3 Cominar elementos
-3 'implifcar elementos83 Incrementar la !elocidad de lam0quina asta su ptimo
>Lemplo Jn operador de un ornopuede cargarlo en dosminutos y descargarlo en unminuto3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
96/392
>5isten dos ornosdisponiles y su tiempo de
uncionamiento autom0ticoes de - minutos3 Mueremos construir unDiagrama 6omreU
%0quina (el operario lle!ar0los dos ornos) dondese represente la acti!idadconLunta desde el inicioasta el minuto *3
Mueremos conocer elTiempo de Ciclo en situacinestale, as como el tiempomuerto del operario yde la m0quina3
>Lemplo: 'olucinEstaH!l!,a#!$nEn el (!nut" F
-
7/25/2019 Principios_De_Administracion_De_Operaciones
97/392
C!#l" A''an#aaN" se 'e&!teP'!(e' C!#l" EstaHle
Du'a (!nut"s Jse !') 'e&!t!en"Segun" C!#l"EstaHleIgual que el &'!(e'"T!e(&" en #!(ase (!nut" en este#as"
Desta#a("s l"s t!e(&"s(ue't"s el "&e'a'!"J las &a'aas e()qu!na
>Lemplo: 'olucin
"a estailidad del 'istemallega en el minuto V >l tiempo de ciclo estaledura < minutos:
Tiempo de descarga 6orno *: minutoTiempo de carga 6orno *: *minutos
-
7/25/2019 Principios_De_Administracion_De_Operaciones
98/392
Tiempo muerto del operario: minuto
Tiempo de descarga 6orno : minutoTiempo de carga 6orno : *minutos >l tiempo muerto delOperario es un minutopor ciclo y el de lam0quina es cero3
%edida del TraaLo(>studio deTiempos) Defnicin de la %edida del
TraaLo: >s la aplicacin de tXcnicaspara determinar el
-
7/25/2019 Principios_De_Administracion_De_Operaciones
99/392
contenido de traaLo de unatarea defnida fLando el
tiempo que un traaLadorcualifcado in!ierte enlle!arla a cao con arreglo a unanorma de eLecucinpreestalecida (mXtodo fLado)
4ntes de eectuar elestudio de tiempos de unaoperacin siempre se a dereali/ar pre!iamenteel estudio y meLora delmXtodo de traaLo de lamisma
>studio de Tiempos
Jtili/acin de los >studiosde Tiempos: Conocer el tiempo necesariopara acer cada
-
7/25/2019 Principios_De_Administracion_De_Operaciones
100/392
unidad3 Determinar les necesidades
de mano de ora paraacer una produccindeterminada Planifcar el pla/o de entregaposile para unpedido Programacin de produccin >scandallos de costes 'istemas de incenti!os
'istemas de>studio de Tiempos3 >l cronometraLe*3 >l muestreo de traaLo3 "os sistemas de tiempospredeterminados 'istema %3T3%3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
101/392
Wor. #actor
CronometraLe 'istema pensado paraoperaciones de ciclo corto yrepetiti!as >l analista toma una muestra delas acti!idades del traaLoy las usa para determinar eltiempo necesario parareali/arlo (es un muestreo por!ariales, donde la !arialees el tiempo)
>l analista oser!a de maneradirecta y continuada eltraaLo mientas se eLecuta y lodescompone en elementos Cada !e/ que aparece un
elemento, con un cronmetromide el tiempo y tamiXn tomanota del ritmo (acti!idad)al que se reali/a dico elemento
-
7/25/2019 Principios_De_Administracion_De_Operaciones
102/392
Cuando el analista tienesufcientes lecturas se determina
eltiempo concedido (necesario) paraacer la operacin
#ases de un
cronometraLe3 Oser!acin y anotacin del mXtododesarrollado*3 Descomposicin en operacioneselementales (elementos)3 >stalecer el Tiempo 1ormal de la
operacina3 eali/ar la toma de tiempos y acti!idadesde los elementos3 Determinar el tiempo normal de cadaelementoc3 4plicar los suplementos a cada elementod3 Calcular el tiempo tipo de cada elemento
e3 Determinar las recuencias de aparicincada elemento en la operacin3 Calcular el tiempo ciclo de cada elementog3 Calcular el Tiempo Ciclo 1ormal Ciclo1ormal de la operacin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
103/392
-3 Determinar la Produccin 6oraria1ormal y la Hptima a oteneren la operacin
>lementos de unaoperacin Jn elemento es una parte
esencial y defnida deuna tarea que tiene unprincipio y un fndefnidos, y que est0
compuesta por uno o !ariosmicromo!imientos reali/adospor el operario o lam0quina "os elementos pueden ser: egulares: 4parecen siempreque acemos laoperacin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
104/392
#recuencia: 4parecen !e/cada n !eces que acemos
la operacinTipos de elementos "os elementos tamiXn sepueden clasifcar en:
%0quina: "os que reali/a lam0quina por si sola, sinninguna inter!encin por partedel operario %anuales: "os que reali/a el
operario3 Pueden ser 4 m0quina parada: "os que reali/a eloperario mientras quela m0quina no ace ninguna tarea Ntil 4 m0quina en marca: "os que reali/ael operario mientras
que la m0quina, simult0neamente,ace traaLo Ntil
Jna !e/ identifcados yclasifcados los
-
7/25/2019 Principios_De_Administracion_De_Operaciones
105/392
elementos, se toma eltiempo y la acti!idad
%edida del Tiempo 4sumimos que el tiempoempleado en acer unelemento depende de la
acti!idad (ritmo detraaLo) a que se aga, demanera queT 5 4 constante
To4o To*4o* To4o >l tiempo se mide endistintas escalas: 'egundos (Cronmetrosse5agesimales)
Die/milXsimas de ora(Cronmetros de ora decimal) segundo equi!ale a *,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
106/392
oo die/milXsimas de oraequi!ale a 9, segundos
>scalas deacti!idad 'e utili/an tres escalas de
acti!idad, en las quese defnen el ritmo oacti!idad m5ima,normal e inacti!idad: >scala Centesimal 4mericana(9 U 99 ; -9) >scala &edau5 (9 U 9 ; =9) >scala Centesimal >uropea (9U 99U)
4cti!idad normal "a OIT defne la acti!idadnormal como la que
-
7/25/2019 Principios_De_Administracion_De_Operaciones
107/392
puede reali/ar el operariomedio a un ritmo
efca/, ni r0pido ni lento,para las caractersticasque rodean al traaLo "OIT da tamiXn eLemplos
y tXcnicas paraaprender a medirla, entreotras: Caminar en terreno plano a -,=m@
epartir 8* cartas en - piles en9 segundos >n la pr0ctica lesacti!idades medidas per
cronometradores e5pertos!aran h-S
Tiempo 1ormal
-
7/25/2019 Principios_De_Administracion_De_Operaciones
108/392
Tiempo 1ormal es el queprecisa un operariomedio (con e5periencia enel traaLo) traaLandoa acti!idad normal paraacer el elemento @
operacin considerado3 'e denomina Tni (Tiempo1ormal del elemento i)
C0lculo del tiemponormalTenemos 1 oser!aciones para unelemento determinado,cada una con un tiempo oser!ado
ToL y una acti!idadoser!ada 4oL 'aemos que el producto delTiempo por la 4cti!idad es
-
7/25/2019 Principios_De_Administracion_De_Operaciones
109/392
constante: ToL4oL Tn4nTn ToL4oL @4n
Para cada una de las 1oser!aciones calculamos el TnsegNn larmula anterior 6acemos la media de los 1tiempos normales Tn calculados y
este ser0 el Tiempo 1ormal delelemento 6acemos lo mismo para todos loselementos de la operacin
'uplementos 'uplemento () de unelemento es unincremento de tiempo soreel tiempo normal
del mismo, para que elempleado pueda
-
7/25/2019 Principios_De_Administracion_De_Operaciones
110/392
recuperarse de la atiga,atender sus necesidades
personales, y compensarcualquier penalidad queorme parte del traaLo "OIT pulica unas ases de
datos que ayudan afLar estos suplementos, poreLemploSuplemento *om'res Mu(eres#atiga ase -S -S1ecesidades Personales 8S l Tiempo Tipo de cadaelemento i ser:
Tti Tni (Fi)
-
7/25/2019 Principios_De_Administracion_De_Operaciones
111/392
Para calcular el tiempoque corresponde decada elemento en eltiempo total de laoperacin (Tiempo de Ciclodel elemento)
emos de multiplicar elTiempo Tipo por larecuencia de aparicin delelemento en la
operacin:Ci Tti #i
Produccin 6oraria
1ormal >l Tiempo de Cicle 1ormalo Ciclo 1ormal de
-
7/25/2019 Principios_De_Administracion_De_Operaciones
112/392
la operacin ser0 la sumade los Tiempos deCiclo de los m elementosque componen laoperacin: "a Produccin 6oraria
1ormal ser0 la in!ersadel tiempo de cicle normal
Produccin 6oraria
Hptima 'era la que se otendraen la operacin si elempleado traaLase a laacti!idad m05ima (escalacentesimal >J4 : -9) 'i todos los elementosueran manuales, el Nnico
-
7/25/2019 Principios_De_Administracion_De_Operaciones
113/392
camio ocurrira en elc0lculo del Tiempo 1ormal
(Tn)3 >n !e/ de di!idir por99 (4n) di!idiramos por-93 Por lo tanto ToptTn@,-Tt opt Tt@,-
Copt Cn @ ,- "a Produccin 6orariaHptima sera:
>Lemplo de >studio
de Tiempos Colocar una docena de l0pices enun estuce de cartn Cada estuce se en!uel!e en unaoLa de papel manila ya
cortada a medida y se coloca enuna caLa de emalaLe Cada caLa de emalaLe contienedos docenas de estuces
-
7/25/2019 Principios_De_Administracion_De_Operaciones
114/392
Para acer un estudio de tiemposse descompuso el traaLo
en los elementos de la tala que sepresenta m0s adelante,para los que se calcularon lostiempos normales endie/milXsimas de ora y a los quecorresponden unos
suplementos de 8S pernecesidades personales, -S poratigaase y *S per traaLar de piX Mueremos determinar la
produccin oraria normal y ptimaque se puede otener en estetraaLo
Tala de 4cti!idades ytiempos
>Lemplo de >studiode Tiempos +, Elemento "escripcin Tn,,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
115/392
Traer del almacXn 4 3999 l0pices V* Traer del almacXn & 99 estuces !acios 9= Coger de la estantera *99 oLas de papel
%anila V8- "lenar el estuce con doce l0pices 88 >n!ol!er rl estuce con papel %anila * Colocar dos docenas de estuces en una caLa-=< "le!ar cinco caLas a e5pedicin *9
>Lemplo de >studio deTiempos ('olucin) 6emos de elegir la unidadcon la quetraaLaremos, y en la quee5presaremos lasproducciones, para poderomogenei/ar losdatos y calcular lasrecuencias Podramos elegir l0pices,estuces o caLas,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
116/392
dependiendo de cual sea launidad m0ssignifcati!a para nuestraempresa >n este caso, elegiremosel estuce, por
eLemplo>Lemplo de >studio deTiempos ('olucin)+, Elemento Tni -./0i1 Tti2Tni 3 -./0i1 4iCi2Tti 3 4i V , 9, *@999 ,* 9= , V,V @99 9,* V8 , 98,8 @*99 9,8- 8 , =,V @ =,V8 * , *=,V @ *=,V -= , 8, @*- *,*< *9 , *88, @*9 *,
Cn stuces @ 63
-
7/25/2019 Principios_De_Administracion_De_Operaciones
117/392
>Lemplo de >studio
de Tiempos * 'e a de producir una pie/a enun torno >l operario coloca la pie/a enel plato, poner en marcael torno, acerca el carro,comien/a a mecani/armanualmente asta que pone elautom0tico y mientrasel torno mecani/a la pie/a, eloperario !erifca laspie/as anteriores (una de cadadie/), deLa la pie/aacaada en un contenedor y
coge otra a tornear deotro contenedor3 #inalmente,una !e/ mecani/ada lapie/a, la saca del plato del torno
-
7/25/2019 Principios_De_Administracion_De_Operaciones
118/392
>n la tala siguiente sepresentan las operaciones
elementales, con sus tiemposnormales y suplementos Mueremos determinar laproduccin oraria normal yptima
>Lemplo de >studiode Tiempos *+,Elemento"escripci Tn ./0 Colocar la pie/a en el plato 88 ,* Poner en marca el torno , 4cercar el carro *9 ,- Comen/ar manualmente y poner elautom0tico -- ,*8 erifcar la pie/a , DeLar la pie/a acaada y coger una nue!a =
,< %ecani/ado V ,98= 'acar la pie/a del plato 9 ,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
119/392
>Lemplo de >studio de
Tiempos * 'olucin 6ay elementos manualesreali/ados por el empleado yelementos de m0quina (T%) 6emos de determinar que
elementos manuales seacen a m0quina parada (%P) ycuales con la m0quinaen marca (%%) Calcularemos C%P, C%% i T%
>n principio C%% a de sermenor que T%3 'i es elcaso, Cn C%P F T%, si no Cn C%P F C%% i la m0quinadeera esperar a que el
operario acaara su traaLoC%P C%%T%Cn
-
7/25/2019 Principios_De_Administracion_De_Operaciones
120/392
>Lemplo de >studio de
Tiempos * 'olucinCi 2 Tti 3 4i1>lementoTni F iTti #i%P %% T% 88 , *,* @ *,** , ,= @ ,= *9 , **,* @ **,*- -- ,* -V, @ -V,8 , -,- @9 ,-- = , *9 @ *9,9< V ,98 V
-
7/25/2019 Principios_De_Administracion_De_Operaciones
121/392
cuenta que las Nnicasacti!idades que se pueden
acelerar son las manuales(reali/adas por eloperario)3 >n consecuencia,el Ciclo Hptimo se
otendr0 sumando al Tiempo%0quina (tiempode proceso de la m0quina) elC%P di!idido por ,-(o ,) Copt C%P @,- F T% ***,*
-
7/25/2019 Principios_De_Administracion_De_Operaciones
122/392
P6O 93999 @ Copt -8pie/as @ 6
>Lemplo de >studio deTiempos * 'olucin Concepto de 'aturacindel empleado: porcentaLe de tiempo que elempleado est0 traaLando dentrodel ciclo de traaLo de la operacin "a saturacin se puede calcular acualquier acti!idaddesarrollada por el empleado Calculemos la 'aturacin, sumandotodos los tiempos manuales(C%P y C%%) a la acti!idad que sea ydi!idiendo por el Tiempo deCiclo a la misma acti!idad Para el eLemplo que estamosresol!iendo, la 'aturacin aacti!idad normal sera: >l !alor otenido,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
123/392
el studio deTiempos * 'olucin Como al operario se le paga portraaLar el 99S del tiempo
de traaLo, el concepto de'aturacin permite estalecer elnNmero ptimo de m0quinas alle!ar por un operario 1 %0quinas @ 'aturacin @9,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
124/392
C%PT%C%% C%P* C%%* C%P
C%%T%*T%esta parte se ir repitiendo
>Lemplo de >studio deTiempos * 'olucin >n este caso, el concepto detiempo de ciclo de la operacines:
Tiempo de Ciclo: 1 m0quinas 5 (C%P F C%%) >n ese tiempo se producen dos pie/as Cn * 5 (C%P F C%%) * 5 (
-
7/25/2019 Principios_De_Administracion_De_Operaciones
125/392
necesitamos producir m0s,asignaremos dos m0quinas, si
necesitamos reducir el coste porpie/a deeramos anali/ar loscostes por pie/a producida en cadaescenario ( * m0quinaspor operario)
>Lemplo de >studiode Tiempos Para cuantifcar el traaLonecesario en la operacin de unadeterminada m0quina se andefnido los siguienteselementos de traaLo:>lemento Tipo3 'acar la pie/a anterior y poner lasiguiente %P*3 erifcar pie/a anterior %%3 Traer material para procesar delalmacXn %%-3 etirar contenedor con *9 pie/as ytraer otro !acio %%
-
7/25/2019 Principios_De_Administracion_De_Operaciones
126/392
83 Tiempo de m0quina T% >l suplemento de necesidadespersonales es del Lemplo de >studiode Tiempos "a cantidad de materialtrada en cada !iaLe(elemento ) es !ariale,pero segNn una
estadstica eca, en laaricacin de 83**
-
7/25/2019 Principios_De_Administracion_De_Operaciones
127/392
pie/as se an eco l coste del operario esde *- >uros por ora yel de la m0quina de V9>uros por ora
>l tiempo de m0quina Xsde -*Voo
>Lemplo de >studio
de Tiempos Para estimar los tiempos manualesse an tomado, mediantecronometraLe, las medidas de latala de la p0gina siguiente
(en sistema centesimal)3 Determinar la produccin e5igiley la produccin ptima
-
7/25/2019 Principios_De_Administracion_De_Operaciones
128/392
con un operario por m0quina3 Muesaturacin tiene el
operarioR*3 'e a pactado con lostraaLadores que se pueden acerlosc0lculos a una acti!idad de *9,cuantas m0quinas con!iene
asignar a cada operario, teniendoen cuenta que se quiereotener un coste unitario de lapie/a mnimoR Cuantosoperarios i cuantas m0quinas acen
alta para acer unaproduccin de *999 pie/as @ oraR
>Lemplo de >studiode Tiempos 555 E. 555 555 E6 555 555 E7 555T 4 T 4 T 4-8 *8 *9 9 -V 98-= V9 ** V9 --< 99-= V8 = *8 -*9 *8
-
7/25/2019 Principios_De_Administracion_De_Operaciones
129/392
-8 *8 8 8-< V8 *- V9 UUU >- UUU8 =8 * =8 T 4
-* =9 = 98 *V8 9-= V9 * V8 *- 99-9 *9 *8 99 *V= 9- V8 ** V8
>Lemplo de >studio de
Tiempos : 'olucin Primero, a partir de los datosdel cronometraLeencontraremos los tiemposnormales (>Lemplo de c0lculo
para >): DespuXs calcularemos el tiempotipo multiplicando per(F), y a continuacinmultiplicaremos por la
recuencia para otener eltiempo cicloTt -8,V8 5 , 8 6 C 8 5 86
-
7/25/2019 Principios_De_Administracion_De_Operaciones
130/392
>Lemplo de >studio de
Tiempos : 'olucinElemento Tni -./ki1 Tti 4i Ci Tipo Elem8> -8,V8 8,99 @ 8,99 %P>* *, -l Cicle Hptimo y la produccincorrespondiente ser0n (6aciendo ser!ir laescala centesimal europea 99 U ):CoptC%Popt F T% 8@, F -*V -studio deTiempos : 'olucin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
131/392
4 acti!idad *9, lostiempos manuales, tiempo
deciclo, produccin oraria ysaturacin seran: C% *9 C%P *9 F C%% *9
8@,*FV@,*996 C *9 C%P *9 F T% 8@,* F-*V -
-
7/25/2019 Principios_De_Administracion_De_Operaciones
132/392
>Lemplo de >studio de
Tiempos : 'olucinJn operario y - m0quinas, espera el operarioC%P C%%C%P* C%%* C%P C%% C%P- C%%- C%PC%%C%P* C%%*T% T%T%* T%*T%T%-T%T%-T%C%%-C%PJn operario y 8 m0quinas, esperan lasm0quinas
C%%C%P* C%%* C%P C%% C%P- C%%- C%P8 C%%8C%P C%% C%P*T%T%*T%T%-T%8
T%T%*T%T%-T%8T%*
-
7/25/2019 Principios_De_Administracion_De_Operaciones
133/392
T%C%P8 C%%8
>Lemplo de >studio deTiempos : 'olucina) >l operario espera: 1- Ciclo condicionado por lam0quina C%P F T%ya lo emos calculado antes C*9 -l coste por unidad ser0: Coste@u (*- F - 5 V9) @ =-,=- -,8 >uros @ pie/a
>Lemplo de >studio deTiempos : 'olucin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
134/392
) "as m0quinas esperan:18 Ciclo condicionado por eloperario3 Cuando estXestale, producir0 cinco pie/ascon un tiempo de
ciclo de 8 !eces el Ciclo%anual de una pie/a Ciclo *9 8 5 99 899 P6 *9 8 5 9999 @ 899 99pie/as @ 6 Coste (*- F 8 5 V9) @ 99 -,uros @ pie/a
>Lemplo de >studio deTiempos : 'olucin >l coste es superior al que
tenamos en el escenariode - m0quinas, por lo tanto esmeLor asignar -
-
7/25/2019 Principios_De_Administracion_De_Operaciones
135/392
m0quinas por operario, con una'aturacin del:
'at *9 (- 5 C% *9) @ C *9 (- 599) @ -s decir, una saturacin del=-,=-S Para producir *999 pie/as @
6ora emos de calcularcuantos conLuntos de unoperario y - m0quinas acenalta3 Como que cada conLunto produce
=-,=- pie/as @ 6necesitaremos: *999 @ =-,=- *,8
-
7/25/2019 Principios_De_Administracion_De_Operaciones
136/392
directa, pero, a dierencia delcronometraLe, no de maneracontinua3 De esta orma se reduce lasensacin del empleado desentirse oser!ado, e!it0ndose loseectos psicolgicos negati!osdel cronometraLe Consiste en eectuar un conLunto deoser!aciones de car0cterinstant0neo, en orma intermitente, yseparadas, en el tiempo demanera aleatoria >l analista simplemente pasa por lospuestos de traaLo y anota si eloperario traaLa o no, o si la m0quinatraaLa o no, y si ueranecesario la acti!idad que desarrolla elempleado 'i el numero de oser!aciones (esdecir, el tama7o de la muestra)es sufciente para el ni!el de confan/ay de precisin deseados, lasconclusiones del estudio de la muestraser0n !0lidas para todo eluni!erso que estamos oser!ando
-
7/25/2019 Principios_De_Administracion_De_Operaciones
137/392
Oser!acin del
traaLo (muestreo)Oser!acinOp3@%0q3traaLa4cti!idad TraaLo 4 TraaLo & TraaLo COp3@%0q notraaLa%0q4!eriada#alta %3P3 Inacti!oPuede interesar Causas
Jsos del %uestreo3 Determinar el S deutili/acin de la maquinaria*3 Determinar el S de tiempo
que una persona dedica adierentes acti!idades (eL3>mpleado de &anca)3 Determinar que suplementosse an de dar por
causas no controladas, comoa!eras o alta de
-
7/25/2019 Principios_De_Administracion_De_Operaciones
138/392
%aterias primas (aecta a lostiempos otenidos por
cronometraLe)-3 Determinar el tiempo de ciclode operaciones pocorepetiti!as o que siendorepetiti!as son largas y, por
tanto, !ariales (>L3 Preparacinde pedidos)
Inter!alos deconfan/a Inter!alos de confan/a: 'aemos que en ladistriucin 1ormal se cumple:
j3 >ntre k ; i k F encontraremos el =,Sde les datos
j*3 >ntre k ; * i k F * encontraremos elV8,8S de les datos
j, >ntre k ; i k F encontraremos el
VV,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
139/392
>s el error que admitimosen la conclusin que
e5traemos del muestreo P h S o P h 8S 'i un Tiempo depreparacin de un pedido es
de< %in@pedido con j y P 8S quiere decir queen el VV,
-
7/25/2019 Principios_De_Administracion_De_Operaciones
140/392
para unos ni!eles deprecisin (p) y confan/a (/)
dados, ser0:Oser!acinaleatoria Para estalecer los instantesde inicio de los recorridosde oser!acin por la plantanecesitaremos generarsecuencias de nNmeros
aleatorios mediante une5perimento o aciendo ser!iruna tala de nNmerosaleatorios Jna !e/ tenemos una
secuencia la separamos ennNmeros de dos dgitos(aitualmente), y entonces
-
7/25/2019 Principios_De_Administracion_De_Operaciones
141/392
ordenamos los nNmerosresultantes de menor a mayor
DespuXs multiplicamos cadanNmero por la duracindel recorrido de oser!acin aacer, y el resultadodar0 los instantes de inicio de
los sucesi!os recorridosde oser!acin
>Lemplo de generacinde oser!aciones
'ecuencia de nNmerosaleatorios =-8=
-
7/25/2019 Principios_De_Administracion_De_Operaciones
142/392
98, , -, 8, , *9, *, =, -8,-V, 8, =l tiempo a conceder (Tiempociclo normal) lo
calcularemos a7adiendo lossuplementos del puesto detraaLo:Cn -,9 5 (,) -,-8min@pedido
>Lemplo de >studio deTiempos -: 'olucin
-
7/25/2019 Principios_De_Administracion_De_Operaciones
145/392
>l nNmero deoser!aciones necesarioes : Como que emos eco3999 oser!aciones,la conclusin es correcta y
podemos decir queel tiempo de preparacinde un pedido ser0de -,-8 minutos con un
error del F@U S en elV8S de las !eces'istemas de TiemposPredeterminados >5isten dos mXtodos:
%T% (%edida de Tiempos y %Xtodos) Wor. #actor
-
7/25/2019 Principios_De_Administracion_De_Operaciones
146/392
-
7/25/2019 Principios_De_Administracion_De_Operaciones
147/392
'istemas de Tiempos
Predeterminados entaLas de estos sistemas: >l tiempo concedido sale de datosest0ndar a los cuales todo elmundo tiene acceso (las talas) >l tiempo se puede estalecer antes
de que empiece el traaLo 1o se necesita e!aluacin del ritmo oacti!idad del empleado,pues las talas ya tienen los tiemposde los micromo!imientos aacti!idad normal
Des!entaLas de estos sistemas: 'e a de tener en cuenta que poreLemplo minuto de traaLoreal puede llegar a descomponerseentre *99 y 99micromo!imientos, esto indica eltiempo y la ailidadnecesaria que dee tener un analistapara estalecer tiemposciclo
-
7/25/2019 Principios_De_Administracion_De_Operaciones
148/392
>Lemplo de Tala %T% ()>Lemplo de Tala %T% (*)
>Lemplo de Tala %T% ()"neas deProduccin >l layout en lnea de
produccin est0 pensado paraproducir grandes !olNmenesde produccin de unproducto estandari/ado 4 medida que el productoa!an/a por la lnea !acogiendo orma, siguiendosiempre la mismasecuencia de operaciones (ruta
fLa) >l transporte del productoentre los puestos de
-
7/25/2019 Principios_De_Administracion_De_Operaciones
149/392
traaLo de la lnea esautomati/ado>stacin detraaLo >stacin detraaLo *>stacin detraaLo >stacin detraaLo -
Tiempo de Ciclo >n una lnea de produccin, elconcepto de tiempo de ciclo esdierente al que emos estadoutili/ando asta aora en la %edidadel TraaLo3 >n la lnea, el tiempo deciclo se defne como:
Tc tiempo que transcurre entre la salida dedos unidades consecuti!as dela lnea Cuando se dise7a una lnea deproduccin se an de defnir,
mediante cronometraLe o tiempospredeterminados, los dierenteselementos de traaLo necesarios paraproducir el producto, y que
-
7/25/2019 Principios_De_Administracion_De_Operaciones
150/392
cantidad de produccin por perodo detiempo (a7o, mes, semana,turno333) queremos otener de la lnea3>ste oLeti!o de produccinnos dar0 el tiempo de ciclo requerido y,a partir de este, podremosdeterminar cuantas estaciones opuestos de traaLo a de tener lalnea, cuantos operarios y queoperaciones (elementos) aremos encada estacin3
>Lemplo de lnea deproduccin Produccin de ornos microondas3"os elementos paraaricar el orno y sus Tiempos1ormales de Ciclo son: > _ C
>* _ C* 33333333 >n _ Cn >l sumatorio de los Tiempos de Ciclo(calculados por cualquier
-
7/25/2019 Principios_De_Administracion_De_Operaciones
151/392
-
7/25/2019 Principios_De_Administracion_De_Operaciones
152/392
Cuando equiliramos una lneauscamos minimi/ar el
tiempo improducti!o total (depersonas y m0quinas de lalnea) y respetar el tiempo ciclodeseado, >s decir,otener la m05ima efciencia de
los recursos de la lnearespetando el tiempo ciclo3
>fciencia terica "a efciencia mide lo ien
o mal equiliradaque est0 una lnea: >n el eLemplo: 1o siempre ser0 del
99S3 'i simplemente lasuma de los tiempos deciclo uera , en !e/
-
7/25/2019 Principios_De_Administracion_De_Operaciones
153/392
de *:
Precedenciastecnolgicas "a realidad es aNn m0scompleLa, porque e5isten
elementos que no se puedenacer antes de queotros se ayan acaado, yesto pro!oca que alasignar los elementos a lasestaciones, el ecode respetar estasprecedencias tecnolgicas,pro!oque que sean
necesarias m0s estacionesdetraaLo
-
7/25/2019 Principios_De_Administracion_De_Operaciones
154/392
>5isten dierentes mXtodospara reali/ar el
equilirado3 >5plicaremos unmXtodo eurstico,el m%todo de los pesos oposiciones ponderadas
%Xtodo de los Pesos oPosiciones Ponderadas >n una planta deproduccin que traaLa =
oras al da y 8 das a lasemana, queremosequilirar una lnea deproduccin3 >st0
pre!isto que la lneatraaLe < oras al da para
-
7/25/2019 Principios_De_Administracion_De_Operaciones
155/392
permitir descansos a losoperarios3 "os elementos necesariospara producir unaunidad, con indicacin desus tiempos de
eLecucin (en segundos) yde sus relaciones deprecedencia, est0n en lasiguiente tala
Tala de elementos,tiempos y precedenciasElemento Tiempo -segundos1 Precedencias4 - U& 9 4C 9 &D U> 8 D# >+ - >6 - >
-
7/25/2019 Principios_De_Administracion_De_Operaciones
156/392
I C, #, +, 6Y < I Y
" - % < "
Preguntas del>quilirado
'e quiere equilirar lalnea para unaproduccin semanal de=3-99 unidades
Determinar el !alormonetario anual de lapXrdida por equilirado,saiendo que el
personal directo traaLa =oras al da y 3=99
-
7/25/2019 Principios_De_Administracion_De_Operaciones
157/392
oras al a7o, que la lneapara un S deltiempo por alta demateriales y un S pora!era de m0quinas y quela taria per ora de
empleado es de *9 eurosClculo del tiempode ciclo 'i de = oras traaLamos l tiempo de cicloser0: >l nNmero terico deestaciones de traaLo ser0: Ci9 'eg3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
158/392
1 Terico de >stacionesCi@tc9 @ 8 =,< V
"a efciencia terica ser0 de: 9 @ V58 9,V* V,*S
C0lculo de lospesos ()3 Comproamos si algNnelemento tiene un Ci tc>n este caso, si el elemento
no se puedesudi!idir en elementos m0speque7os, lo quese ace es duplicarlo >n el eLemplo, CC 9segundos3 'upondremos quese puede di!idir en doselementos C i C*, cada uno
-
7/25/2019 Principios_De_Administracion_De_Operaciones
159/392
con un tiempo de eLecucin de8 segundos3 >n la
tala de tiempos@precedencias,C* tendr0 comoprecedente al elemento C y elelemento I tendr0como precedente a C*
C0lculo de lospesos (*)*3 Construiremos el +rao
de precedencias delos elementos&9C8C*8>8#+-
-
7/25/2019 Principios_De_Administracion_De_Operaciones
160/392
6-Y I,Y,,",% -6 - > I,Y,,",% -
I C, #, +, 6 Y,,",% *l criterio eurstico diceque si tenemos doselemento I y Y, I con m0s
peso que Y el elemento ILunto con todos susAsucesoresB contiene m0scantidad de traaLo a acer
que el Y y sus
-
7/25/2019 Principios_De_Administracion_De_Operaciones
163/392
AsucesoresB, y enconsecuencia, deer0
asignarsea la lnea de traaLo el Iantes que el Y, pues deesta manera, en general,
ser0 m0s 0cil cumplircon las precedenciastecnolgicas3 Per esta ra/n, ordenamosla tala por pesos
C0lculo de lospesos()Elemento Tiempo Precedencias"escendientes Peso
4 - U &,C,C*,I,Y,,",% =D U >,#,+,6,I,Y,,",% 8 D #,+,6,I,Y,,",%
-
7/25/2019 Principios_De_Administracion_De_Operaciones
164/392
C* 8 C I,Y,,",% -*+ - > I,Y,,",% -6 - > I,Y,,",% -
# > I,Y,,",% -9I C, #, +, 6 Y,,",% *stacin * de la lnea
4signacin de
elementos (*) >stacin *: D(), >(8), podra&, #, +, 6 pero no
-
7/25/2019 Principios_De_Administracion_De_Operaciones
166/392
caen por sorepasar eltiempo de ciclo
>stacin : &(9), podra C,#, +, 6 pero no caenpor sorepasar el tiempo deciclo
>stacin -: C(8), no caenada m0s >stacin 8: C*(8) >stacin : +(-) >stacin stacin =: #() >stacin V: I(), Y(stacin 9: (), "(-), %(fciencia real emos fnalmente que nose a podido
-
7/25/2019 Principios_De_Administracion_De_Operaciones
167/392
equilirar con las Vestaciones (mnimoterico), sino que an sidonecesarias 9 "a efciencia m05imaterica era del V,*S,
pero la real es de =,quilirado >l nNmero de das de traaLo ala7o ser0 =99 @ = **8 das de traaLo al a7o
-
7/25/2019 Principios_De_Administracion_De_Operaciones
168/392
"as 6oras tericas de traaLo ala7o ser0n
**8 5 < 38
-
7/25/2019 Principios_De_Administracion_De_Operaciones
169/392
>l presupuesto anual incluye lasnecesidades de personal,
m0quinas, escandallo de costes,organi/acin de laproduccin , etc3 'upongamos que producimos unsolo producto 43 OLeti!o de Produccin 99 5 9
unidades Cn 6@unidad 4cti!idad pactada *9 Para el pr5imo eLercicio se tiene eloLeti!o de que el total de
paros, asentismo, a!eras, etc3representen un
-
7/25/2019 Principios_De_Administracion_De_Operaciones
170/392
Presupuestos
Industriales (*) Preguntas a responder:3 Mue necesidades de %ano deOra tenemosR*3 Cual es el coste de la %ano de
Ora por JnidadR3 'i Cn es 6@u (a acti!idad99) y la acti!idadpactada es *9, el tiempo
necesario sera de:599@*9 9,= 6@u'i emos de producir 993999unid3 y tenemos *999 6orasde uncionamiento de la Planta
con un
-
7/25/2019 Principios_De_Administracion_De_Operaciones
171/392
(U9,9
-
7/25/2019 Principios_De_Administracion_De_Operaciones
172/392
>l coste por ora ser0 *93999 [@ *999 6 9 [@6,
por lo tanto el coste de %anode ora porunidad ser0 9,=V8 5 9 =,V8[ por unidad
%antenimiento "a uncin de mantenimiento tiene poroLeti!o tener en estado operati!oel sistema producti!o de la empresa(m0quinas, instalaciones, aparatos detransporte, ser!icios generales de planta,edifcios, suelos, y ser!iciosespeciales tales como pre!encin deincendios, talleres mec0nicos333) "a primera decisin a tomar es comoorgani/ar el mantenimiento3 6ay dosopciones:
Organi/acin centrali/ada: >l Departamento
de %antenimiento est0 uicadoen una /ona determinada de la empresa yatiende a todo el sistemaproducti!a de la misma3 >n esa 0rea est0 todo elpersonal de mantenimiento
-
7/25/2019 Principios_De_Administracion_De_Operaciones
173/392
con erramientas, equipos, y almacXn derecamios y consumiles3 "a !entaLade esta organi/acin es la reduccin de las
necesidades de personal ymateriales de repuesto es decir, una meLorutili/acin de recursos demantenimiento
Organi/acin descentrali/ada: Cada seccinproducti!a tiene su propiopersonal de mantenimiento con suserramientas, equipos, y sus stoc.s depie/as de recamio y consumiles3 "a !entaLa esel menor tiempo derespuesta a cualquier peticin demantenimiento es decir, un ser!icio m0sr0pido3
%antenimiento "a segunda decisin escomo organi/ar elmantenimiento de cadaacti!o:
%antenimiento correcti!o: 1ose actNa asta que seproduce la a!era3 'e a!era unacti!o, se repara
-
7/25/2019 Principios_De_Administracion_De_Operaciones
174/392
%antenimiento pre!enti!o: 'eactNa antes de que
apare/can las a!eras pararetrasarlas o disminuir sugra!edad3 'ignifca inspeccionesy ser!icios de rutina3>st0 orientado a detectar
condiciones de allopotencial y reali/ar correccionesque pre!engan deuturos prolemas en produccin
%antenimiento >l meLor tipo demantenimiento (correcti!oopre!enti!o) para un acti!oes aquel queproporciona el menor costetotal
-
7/25/2019 Principios_De_Administracion_De_Operaciones
175/392
>l coste de una a!eraincluye el coste de lareparacin, el coste deltiempo de paro dem0quina y traaLadores, lapXrdida de
produccin que aparece, elretraso en losprogramas, y lainsatisaccin de los
clientes%antenimiento Para reali/ar el an0lisis decostes entremantenimiento correcti!oy mantenimiento
-
7/25/2019 Principios_De_Administracion_De_Operaciones
176/392
pre!enti!o deedisponerse de la siguienteinormacin: Coste de las a!eras #recuencia de aparicin delas a!eras o allos
Coste de las acciones de%antenimientoPre!enti!o para reducir oeliminar las a!eras
%antenimientoPre!enti!o >n el mantenimiento pre!enti!o sea de decidir cada cuandose reali/a la inter!encin de
mantenimiento al oLeto deminimi/ar el coste total (coste dea!era F coste de la accinde mantenimiento pre!enti!o)
-
7/25/2019 Principios_De_Administracion_De_Operaciones
177/392
Punto ptimo
>Lemplo de
%antenimientoPre!enti!o Jna empresa metalNrgicatiene 9 peque7osornos de tratamientotXrmico de pie/as3 Jnaa!era en un orno cuesta enpromedio V99[
(incluye todos los conceptosenumeradosanteriormente) >l mantenimiento
pre!enti!o que consiste encamiar el materialreractario del orno cuesta
-
7/25/2019 Principios_De_Administracion_De_Operaciones
178/392
*99 [@orno "as proailidades de
a!era en un orno son lassiguientes:Meses de vida ;asta $ue aparece la aver:a . 6 7 < = > ?TotalPro'a'ilidad de veria 9,9 9,98 9,9 9,*99,*8 9,8 9,8
>Lemplo de%antenimientoPre!enti!o
'upongamos queiciXramos %antenimientoCorrecti!o (%C): >l tiempo medio deuncionamiento de un orno
asta que aparece una a!eraser0 la esperan/a
-
7/25/2019 Principios_De_Administracion_De_Operaciones
179/392
matem0tica de la distriucin deproailidad:
mes 5 9,9 F * meses 5 9,98 F 3333F < meses 5 9,8 -,8meses 'i tenemos 19 ornos, elnNmero esperado dea!eras por mes ser0: 9 5 (@-,8) ,< ornos a!eriadospor mes 'i el coste por a!era es de V99[: Coste %C@mes ,< 5 V99 99
[@mes>Lemplo de%antenimientoPre!enti!o 'i iciXramos %antenimientoPre!enti!o (%P), el
-
7/25/2019 Principios_De_Administracion_De_Operaciones
180/392
coste depender0 de laperiodicidad con que lo
realicemos3 'upongamos quelo eectuamos cada nmes: >l coste mensual de %P: *99 [ 59 ornos 3999 [
>l nNmero de a!eras esperadoser0 : 9 ornos 5 9, a!eras y su coste ser0: a!eras 5V99 [ *3l Coste Total ser0 Coste %P FCoste 4!eras 3999 F *3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
181/392
>l Coste de %P mensual ser0 : *995 9 @* 3999 [ @ mes
>l nNmero de a!eras pre!isto pormes ser: 4!eras de ornos en el primer mes: 9 59,9 4!eras de ornos en el segundo mes: 95 9,98 ,8 4!eras en el segundo mes de ornos
reparados en el primer mes: 5 9,9 9, 4!eras totales (en dos meses) F ,8F 9, -,= 4!eras por mes -,= @* *,- >l Coste de las a!eras reparadas
ser0: *,- 5 V99 [ *39[@mes >l Coste Total ser: 3999 [ F*39 [ 839 [ @ mes%es %es * %es %es - %es 8 %es %es l nNmero esperado y
acumulado de a!eras desarrollandomantenimiento pre!enti!o cada n perodos, 4n,ser0:4n 1(PFP*FFPn) F 4PnU F 4*PnU* F F 4nUP>Lemplo:4 95(9,F9,98F9,) F 59,98 F -,=59,
=,
Tala de c0lculo delPunto Hptimo
-
7/25/2019 Principios_De_Administracion_De_Operaciones
183/392
n n n@n C 2 Ca 3 n@n CMP2+3Cmp@n CostTotal *3
-
7/25/2019 Principios_De_Administracion_De_Operaciones
184/392
Tema I: "a Planifcacinde laProduccinV=
1i!eles de4gregacin#ord%ondeo#iesta+iaDiesel =99'inPlomo9999'portConort&lanco1o +ia oLoDiesel'inPlomoa
9:neas 4am:lias Tipos ModelosOpciones ColoresEl +ivel de gregacin estdirectamente
-
7/25/2019 Principios_De_Administracion_De_Operaciones
185/392
relacionado con el ;orizonte dePlanicacinVV
1i!eles de4gregacin'eatIi/a"enDiesel
99 cc '99 cc'"'olido%etali/adoCorePlata+asolina99 cc99 cc4ltea+"
"&lancooLo
9:neas 4am:lias Tipos ModelosOpciones ColoresEl +ivel de gregacin estdirectamente
relacionado con el ;orizonte dePlanicacin*99
"ead Time (Pla/o)
-
7/25/2019 Principios_De_Administracion_De_Operaciones