
Unidad 2-estudio-del-trabajo
36
INSTITUTO TECNOLOGICO DE MATAMOROS ESTUDIO DEL TRABAJO II CLAVE DE LA ASIGNATURA: INJ-1012 INGENIERIA INDUSTRIAL 4o. SEMESTRE 14:00 – 15:00 HRS. UNIDAD 2: Muestreo de trabajo. Nombre del Maestro: Ing. Alejandro Coronado García. Nombre del Alumno: José Luis Mesta Rodríguez. #Control: (13260218) Enero – Junio 2015 H. Matamoros Tamps. Pagina 1
-
Upload
luis-vera-hdz -
Category
Education
-
view
52 -
download
0
Transcript of Unidad 2-estudio-del-trabajo

INSTITUTO TECNOLOGICO DE MATAMOROS
ESTUDIO DEL TRABAJO II
CLAVE DE LA ASIGNATURA: INJ-1012
INGENIERIA INDUSTRIAL
4o. SEMESTRE
14:00 – 15:00 HRS.
UNIDAD 2:
Muestreo de trabajo.
Nombre del Maestro: Ing. Alejandro Coronado García.
Nombre del Alumno: José Luis Mesta Rodríguez. #Control: (13260218)
Enero – Junio 2015
H. Matamoros Tamps.
Pagina 1

INDICE:
2.1. Conceptos generales de muestreo de trabajo.
2.2. Objetivo de muestreo: determinación del porcentaje de tiempo productivo, determinación de tolerancias y cálculo del tiempo estándar.
2.3. Planeación y aplicación del estudio de muestreo de trabajo.
2.4. Diseño de formas de registro.
2.5. Selección del nivel de confianza y de precisión.
2.6. Determinación de horarios aleatorios.
2.7. Registro concentrado de observaciones.
2.8. Análisis de la información registrada.
2.9. Elaboración de gráficas de control.
2.10. Conclusiones.
Muestreo de trabajo.
GENERALIDADES
Pagina 2

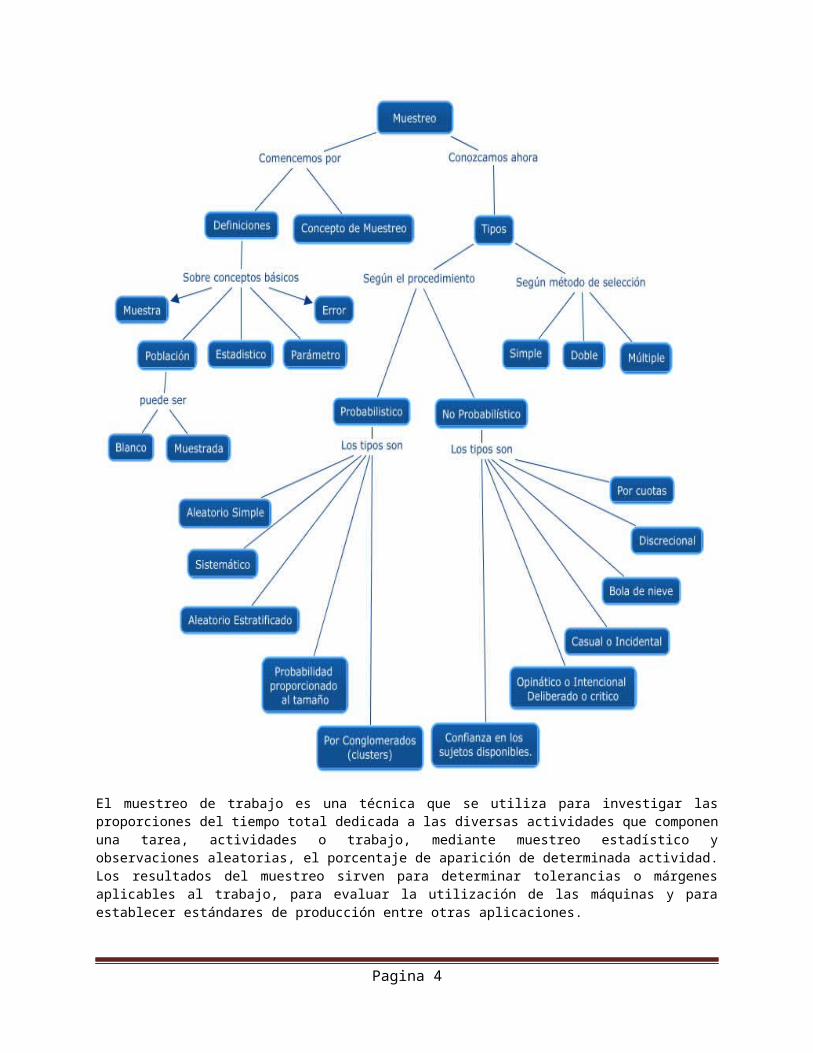
El muestreo de trabajo es una técnica que se utiliza para investigar las proporciones del tiempo total dedicada a las diversas actividades que componen una tarea, actividades o trabajo, mediante muestreo estadístico y observaciones aleatorias, el porcentaje de aparición de determinada actividad. Los resultados del muestreo sirven para determinar tolerancias o márgenes aplicables al trabajo, para evaluar la utilización de las máquinas y para establecer estándares de producción entre otras aplicaciones.
El método de muestreo de trabajo tiene varias ventajas sobre el de obtención de datos por el procedimiento usual de estudio de tiempos. Tales ventajas son:
Pagina 3
a) No requiere observación continua por parte de un analista durante un periodo de tiempo largo.
b) El tiempo de trabajo de oficina disminuye.
c) El total de horas - trabajo a desarrollar por el analista es generalmente mucho menor.
d) El operario no está expuesto a largos periodos de observaciones cronométricas.
e) Las operaciones de grupos de operarios pueden ser estudiadas fácilmente por un solo analista.
Para poder llevar a cabo un estudio de muestro del trabajo, es necesario seguir los siguientes puntos:
1. Seleccionar el trabajo que se estudiará y determinar los objetivos del estudio.
2. Efectuar una observación preliminar para determinar los valores aproximados de p y q.
3. Determinar, en base al nivel de confianza y el grado de precisión seleccionados, el número n de observaciones requeridas.
4. Determinar la frecuencia de las observaciones utilizando tablas de números aleatorios.
5. Preparar hojas de registro conformes a los objetivos del estudio.
A diferencia del costoso y poco práctico método de observación continua, el muestreo de trabajo se basa precisamente en la ley de probabilidades. La probabilidad se ha definido como el grado de posibilidad de que se produzca un acontecimiento.
En el muestreo de trabajo se ha determinado que la curva de distribución normal es la que representa este proceso con una mayor exactitud. Las curvas de distribución normal pueden tener numerosas configuraciones., según el caso, pueden ser más achatadas o más redondeadas. Para describir estas curvas se utilizan dos parámetros: x, que es la media o la medida de la dispersión, y, que es la desviación de la media, denominada desviación típica o estándar.
Aparte de estos dos elementos ya mencionados, se encuentra lo que es el nivel de confianza, la cual nos determina en que área de la curva normal estarán comprendidas el número de observaciones. Además de definir el nivel de confianza de nuestras observaciones, también debemos decidir el margen de error que admitiremos.
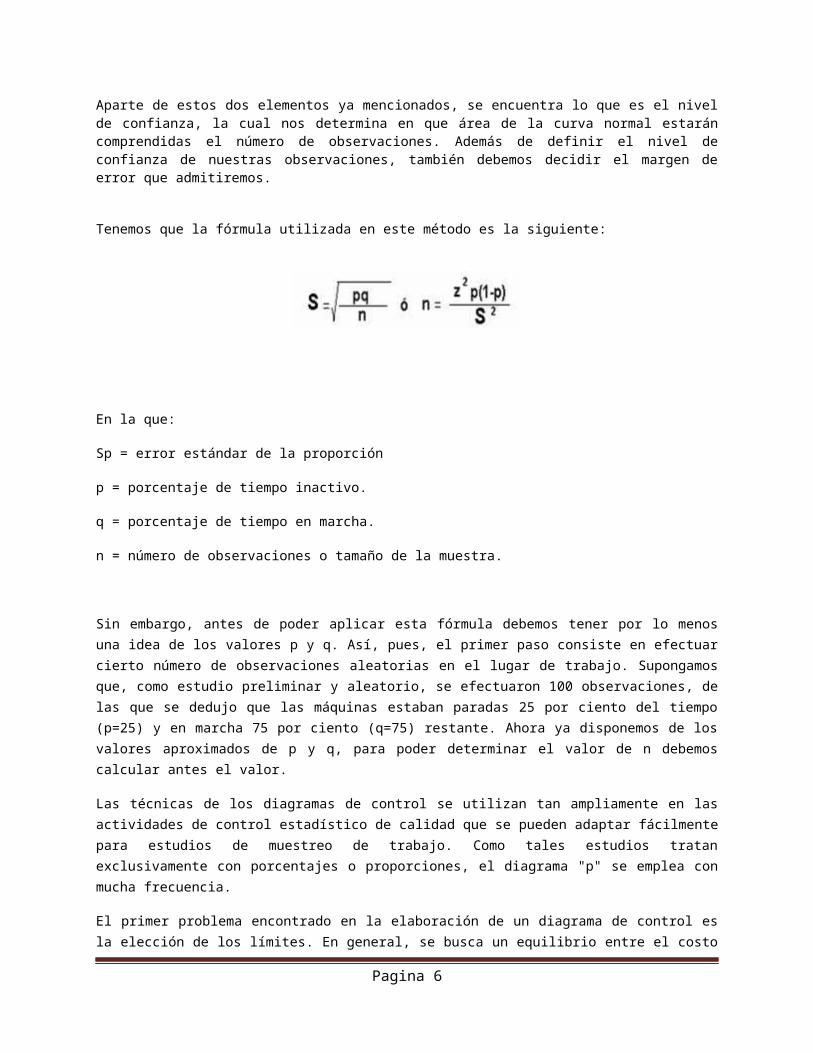
Tenemos que la fórmula utilizada en este método es la siguiente:
En la que:
Sp = error estándar de la proporción
Pagina 4
p = porcentaje de tiempo inactivo.
q = porcentaje de tiempo en marcha.
n = número de observaciones o tamaño de la muestra.
Sin embargo, antes de poder aplicar esta fórmula debemos tener por lo menos una idea de los valores p y q. Así, pues, el primer paso consiste en efectuar cierto número de observaciones aleatorias en el lugar de trabajo. Supongamos que, como estudio preliminar y aleatorio, se efectuaron 100 observaciones, de las que se dedujo que las máquinas estaban paradas 25 por ciento del tiempo (p=25) y en marcha 75 por ciento (q=75) restante. Ahora ya disponemos de los valores aproximados de p y q, para poder determinar el valor de n debemos calcular antes el valor.
Las técnicas de los diagramas de control se utilizan tan ampliamente en las actividades de control estadístico de calidad que se pueden adaptar fácilmente para estudios de muestreo de trabajo. Como tales estudios tratan exclusivamente con porcentajes o proporciones, el diagrama "p" se emplea con mucha frecuencia.
El primer problema encontrado en la elaboración de un diagrama de control es la elección de los límites. En general, se busca un equilibrio entre el costo de localizar una causa asignable cuando no existe ninguna, y el de no buscarla cuando existe. Como una elección arbitraria se utilizarán en todo lo que sigue los límites de tres sigma para establecer límites de control en el diagrama "p". Que se determina de la siguiente manera:
Donde:
L.C. = Límites de control
Pe = Probabilidad de la actividad a estudiar
n = Tamaño de la submuestra
Una vez establecidos los límites de control se grafica cada una de las muestras, determinando su "p", donde:
p = la actividad de mayor interés de la muestra /el No. de actividades correspondientes a la muestra respectiva.
El analista que efectúa el muestreo del trabajo considera a los puntos fuera de los límites de tres sigma de p como fuera de control. Así, una cierta muestra que produce un valor de *p* se supone que ha sido tomada de una población con un valor esperado de p, si p cae dentro de los límites de más o menos de tres sigma de "p". Expresado de otra manera, si una muestra tiene el valor de p que cae fuera de dichos
Pagina 5
límites de tres sigma, se supone que la muestra proviene de una población diferente o que ha sido cambiada la población original.
El mejoramiento debe ser un proceso continuo y el porcentaje de tiempo muerto tiene que disminuir. Uno de los objetos del muestreo de trabajo es determinar áreas de oportunidad que podrían ser mejoradas. Una vez descubiertas tales áreas se tratará de mejorar la situación. Los diagramas de control se pueden emplear para mostrar el mejoramiento progresivo de áreas de trabajo. Esta idea es especialmente importante si los estudios de muestreo de trabajo se utilizan para establecer tiempos estándares, pues tales estándares deben cambiarse siempre que las condiciones varíen a fin de que sean realistas.
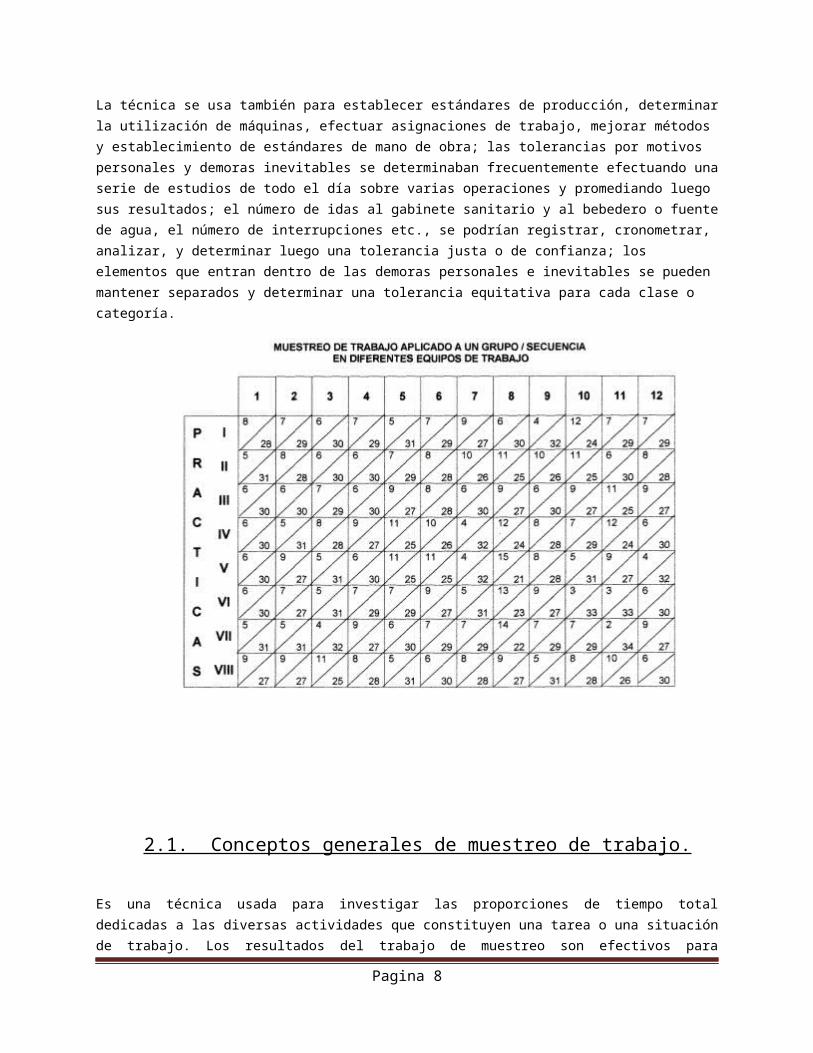
La técnica se usa también para establecer estándares de producción, determinar la utilización de máquinas, efectuar asignaciones de trabajo, mejorar métodos y establecimiento de estándares de mano de obra; las tolerancias por motivos personales y demoras inevitables se determinaban frecuentemente efectuando una serie de estudios de todo el día sobre varias operaciones y promediando luego sus resultados; el número de idas al gabinete sanitario y al bebedero o fuente de agua, el número de interrupciones etc., se podrían registrar, cronometrar, analizar, y determinar luego una tolerancia justa o de confianza; los elementos que entran dentro de las demoras personales e inevitables se pueden mantener separados y determinar una tolerancia equitativa para cada clase o categoría.
2.1. Conceptos generales de muestreo de trabajo.
Pagina 6

Es una técnica usada para investigar las proporciones de tiempo total dedicadas a las diversas actividades que constituyen una tarea o una situación de trabajo. Los resultados del trabajo de muestreo son efectivos para determinar: la utilización de máquinas y personal; los suplementos aplicables a la tarea, y los estándares de producción. Se puede obtener la misma información con los procedimientos de estudio de tiempos, el muestreo de trabajo es un método que con frecuencia proporciona la información más rápido y a mucho menor costo.
El método de muestreo de trabajo tiene varias ventajas sobre el de obtención de datos por el procedimiento usual de estudio de tiempos. Tales ventajas son:
No requiere observación continua por parte de un analista durante un periodo de tiempo largo.
El tiempo de trabajo de oficina disminuye.
El total d horas-trabajo a desarrollar por el analista es generalmente mucho menor. El operario no está expuesto a largos periodos de observaciones cronométricas.
Las operaciones de grupos de operarios pueden ser estudiadas fácilmente por un solo analista.
MUESTRA: La selección de una pequeña parte (correctamente determinada en forma estadística) de un grupo total con el propósito de inferir de su estudio el valor de una o varias características del grupo.
UNIVERSO: Término empleado para nombrar un gran grupo de artículos o fenómenos naturales que tienen una o varias características en común.
DESVIACIÓN STD: Es la distancia que existe entre la línea media y el punto de inflexión de la curva.
Es el grado de precisión entre el valor medio de un gran número de medidas y el valor exacto de la magnitud medida.
PROBABILIDAD: Relación entre el número de casos posibles a favor o en contra.
MEDIA ARITMÉTICA: Es el resultado de sumar n cantidades a, b, c, d,..., n y dividirla entre el número de esas n cantidades.
2.2. Objetivo de muestreo: determinación del porcentaje de tiempo productivo, determinación de tolerancias y cálculo del tiempo estándar.
Pagina 7
Objetivo de Muestreo:
Conocer y aplicar la técnica estadística de muestreo de trabajo, como un método practico aunque no 100% exacto en un proceso industrial para destacar situaciones especiales que se pueden presentar durante la elaboración de un bien o servicio.
PASOS BÁSICOS DEL MUESTREO DE TRABAJO.
6. VENTAJAS DEL MUESTREO DE TRABAJO.
I.- Proporciona información a bajo costo.
Eso significa que se obtienen los mismos resultados que aplicando la observación continua, pero con un 50% menor en costo.
a) autopista, núm. de autos x hr. b) Accid. X hr. c) pzas. X hr. En una máquina.
II.-Pueden efectuarse numerosos estudios simultáneamente.
III.- Es posible emplear tantos observadores como sea necesario.
IV.- No se requiere que los observadores tengan una habilidad o adiestramiento especial.
V.- Existen menos posibilidades de error, ya que el trabajador no está sujeto
A la tensión de una observación continua.
VI.- Es menos molesto para los operarios, pues no rompe la rutina como el método continuo.
VII.- Es menos molesto para los analistas, el método puede interrumpirse en cualquier momento.
a) verificar temperatura en desierto.
VIII.-No es necesario el empleo del cronómetro o de cualquier otro medio mecánico.
IX.- El estudio puede realizarse con la exactitud deseada.
X.- Es muy importante su aplicación en trabajos no repetitivos.
XI.- Hace práctico obtener datos que de otra manera serían difíciles de conseguir.
Pagina 8
7. DESVENTAJAS DEL MUESTREO DE TRABAJO.
Generalmente no es económico para estudiar a un sólo hombre, máquina u operación.
En general no es económico para determinar tiempos Std. de operaciones repetitivas con ciclo muy corto.
No proporciona un registro detallado del método del trabajo utilizado por el operador.
El error que se puede cometer al no obtener una muestra representativa.
Es difícil de explicarlo a la gerencia y a los trabajadores.
PROCEDIMIENTO PARA HACER UN MUESTREO DEL TRABAJO.
PREPARAR EL MUESTREO DEL TRABAJO.
Cuáles son los objetivos del estudio.
Qué es lo que se va a determinar.
Qué información es necesaria.
Qué campo abarcará el estudio.
Qué margen de error será permitido.
INVESTIGACIONES PRELIMINARES.
Definir claramente las actividades.
Clasificar en categorías las actividades del estudio.
Estimar los porcentajes.
Calcular el número de observaciones necesarias.
Calcular el tiempo que se va a llevar el estudio.
Pagina 9

ESTABLECER UN REGISTRO PARA MEDIR CUANTITATIVAMENTE LA PRODUCCIÓN CON OBJETO DE RELACIONARLA CON LOS DATOS DEL MUESTREO DEL TRABAJO.
ESTABLECER EL PROCEDIMIENTO.
Diseñar las formas.
Fijar las observaciones al azar.
Fijar los puntos de observación.
SELECCIONAR A LOS OBSERVADORES.
Adiestrarlos.
Discutir las definiciones de las actividades con los observadores.
COMUNICAR A TODOS LOS AFECTADOS.
PRESENTACIÓN AL ALTO NIVEL.
Explicar los objetivos.
Aclarar dudas.
10. EJECUCIÓN DEL MUESTREO DEL TRABAJO.
Observar las actividades y registrar los datos.
Hacer las observaciones.
Evitar los errores y los prejuicios.
Ser explícito, no adelantarse a ninguna acción.
Anotar sólo lo que ve en el momento de la observación.
Preparar resumen, comprensible y adecuado.
11. EVALUACIÓN Y PRESENTACIÓN DE LOS RESULTADOS DEL MUESTREO DEL TRABAJO.
Comprobar la veracidad de los datos.
Analizar y presentar los datos.
Porcentaje de las actividades.
Personas o máquinas u operaciones observadas.
Tiempo de las observaciones.
Explicación y definición de las actividades.
Periodo en que se realizó el estudio.
Pagina 10

Condiciones de trabajo.
Conclusiones.
Proporciones y/o relaciones.
Planeación de estudios futuros.
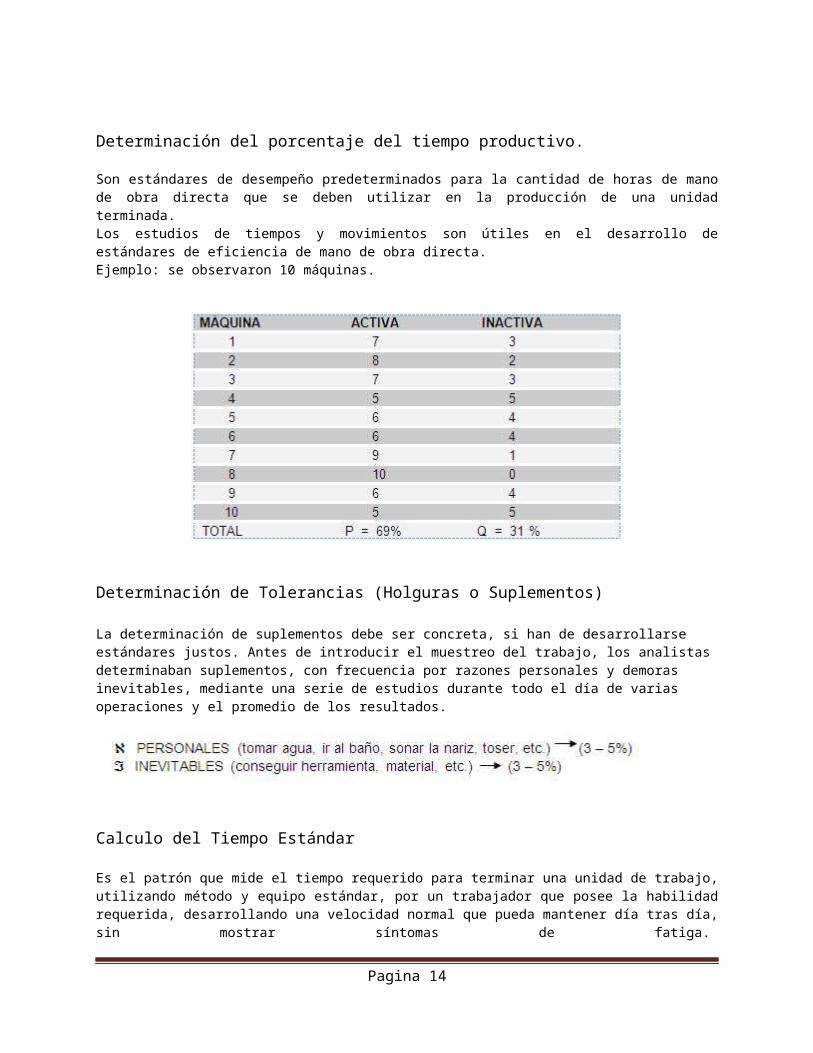
Determinación del porcentaje del tiempo productivo.
Son estándares de desempeño predeterminados para la cantidad de horas de mano de obra directa que se deben utilizar en la producción de una unidad terminada. Los estudios de tiempos y movimientos son útiles en el desarrollo de estándares de eficiencia de mano de obra directa. Ejemplo: se observaron 10 máquinas.
Determinación de Tolerancias (Holguras o Suplementos)
La determinación de suplementos debe ser concreta, si han de desarrollarse estándares justos. Antes de introducir el muestreo del trabajo, los analistas determinaban suplementos, con frecuencia por razones personales y demoras inevitables, mediante una serie de estudios durante todo el día de varias operaciones y el promedio de los resultados.
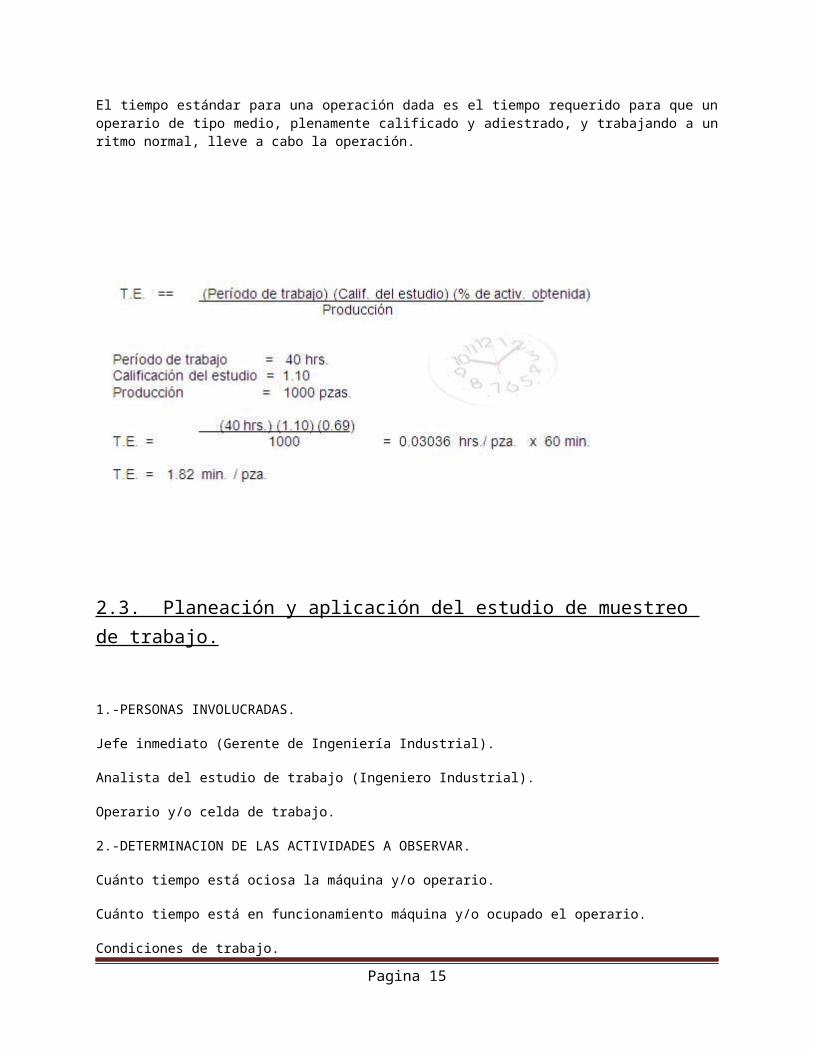
Calculo del Tiempo Estándar
Es el patrón que mide el tiempo requerido para terminar una unidad de trabajo, utilizando método y equipo estándar, por un trabajador que posee la habilidad requerida, desarrollando una velocidad normal que pueda mantener día tras día, sin mostrar síntomas de fatiga.
Pagina 11

El tiempo estándar para una operación dada es el tiempo requerido para que un operario de tipo medio, plenamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a cabo la operación.
2.3. Planeación y aplicación del estudio de muestreo de trabajo.
1.-PERSONAS INVOLUCRADAS.
Jefe inmediato (Gerente de Ingeniería Industrial).
Analista del estudio de trabajo (Ingeniero Industrial).
Operario y/o celda de trabajo.
2.-DETERMINACION DE LAS ACTIVIDADES A OBSERVAR.
Cuánto tiempo está ociosa la máquina y/o operario.
Cuánto tiempo está en funcionamiento máquina y/o ocupado el operario.
Condiciones de trabajo.
Entender el proceso que se está analizando.
3.-RECORRIDO FISICO.
Pagina 12

Familiarizarse con área a estudiar.
Conocer a operario y/o operaciones cercanas.
Tomar medidas.
4.-PLANO A ESCALA SEÑALANDO RECORRIDO Y PUNTOS DE OBSERVACIÓN
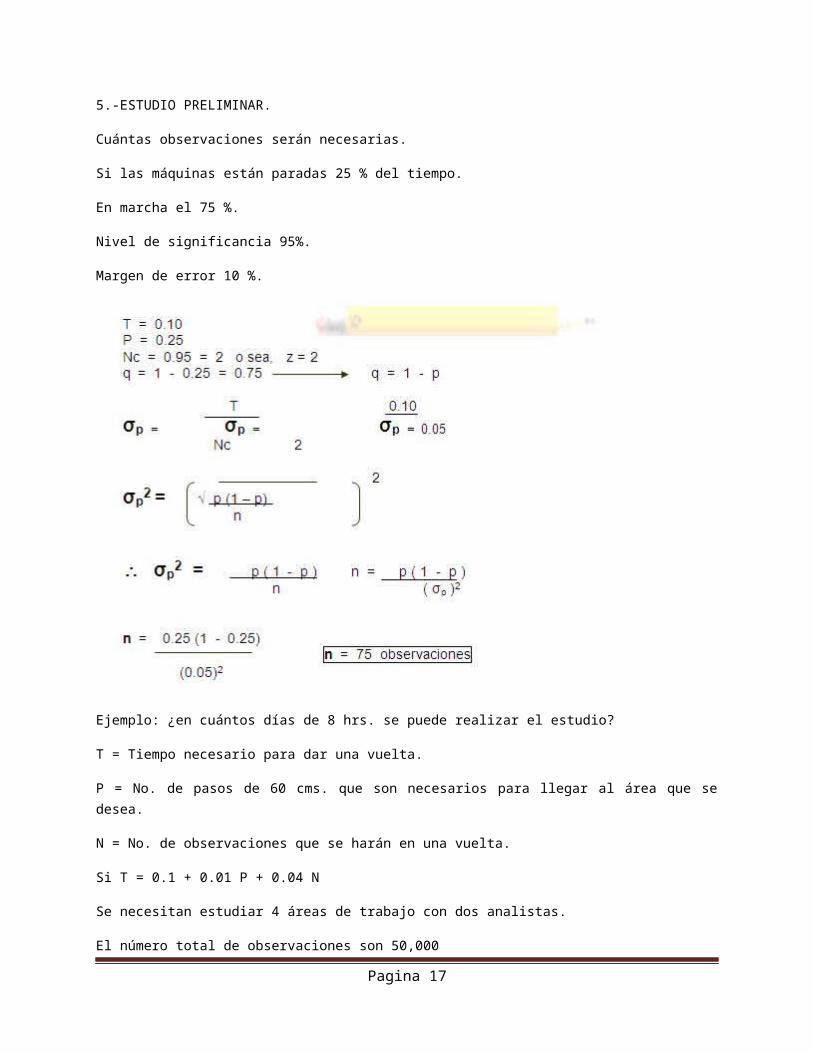
5.-ESTUDIO PRELIMINAR.
Cuántas observaciones serán necesarias.
Si las máquinas están paradas 25 % del tiempo.
Pagina 13
En marcha el 75 %.
Nivel de significancia 95%.
Margen de error 10 %.
Ejemplo: ¿en cuántos días de 8 hrs. se puede realizar el estudio?
T = Tiempo necesario para dar una vuelta.
P = No. de pasos de 60 cms. que son necesarios para llegar al área que se desea.
N = No. de observaciones que se harán en una vuelta.
Si T = 0.1 + 0.01 P + 0.04 N
Se necesitan estudiar 4 áreas de trabajo con dos analistas.
El número total de observaciones son 50,000
ÁREA 1 está a 150 pasos y tiene 15 operarios.
ÁREA 2 está a 100 pasos y tiene 10 operarios.
ÁREA 3 está a 200 pasos y tiene 25 operarios.
ÁREA 4 está a 50 pasos y tiene 20 operarios.
SOLUCION: El tiempo necesario para dar una vuelta es:
Pagina 14
ÁREA 1 = 0.1 + 0.01(150) + 0.04(15) = 2.2 min.
ÁREA 2 = 0.1 + 0.01(100) + 0.04(10) = 1.5 min.
ÁREA 3 = 0.1 + 0.01(200) + 0.04(25) = 3.1 min.
ÁREA 4 = 0.1 + 0.01( 50 ) + 0.04(20) = 1.4 min.
8.2 min. Para dar una vuelta
De los 480 min. Del turno, se supone que los analistas sólo trabajan 400 minutos.
2.4. Diseño de formas de registro.
Pagina 15

El analista debe diseñar un formulario de observación para registrar los datos recolectados durante el estudio de muestreo del trabajo.
A menudo, un formulario estándar no es aceptable, puesto que cada estudio de muestreo del trabajo es único desde el punto de vista de las observaciones totales necesarias, los tiempos aleatorios en que se realizan y la información que se pretende obtener.
La mejor forma está vinculada con los objetivos del estudio. El analista diseña el formulario con el fin de determinar el tiempo de utilización de varios estados a medir, es decir lo que se desea muestrear.
El formulario puede aceptar el número observaciones aleatorias necesarias durante el día de trabajo.
Algunos analistas prefieren usar tarjetas especialmente diseñadas que permiten hacer las observaciones sin la atención que requiere una tableta.
La tarjeta puede tener un tamaño tal que se pueda llevar convenientemente en el bolsillo de la camisa o del saco. Por ejemplo, un formulario se puede dividir fácilmente en dos secciones e imprimir por ambos lados una tarjeta de 3 por 5 pulgadas que se puede llevar en el bolsillo de la camisa.
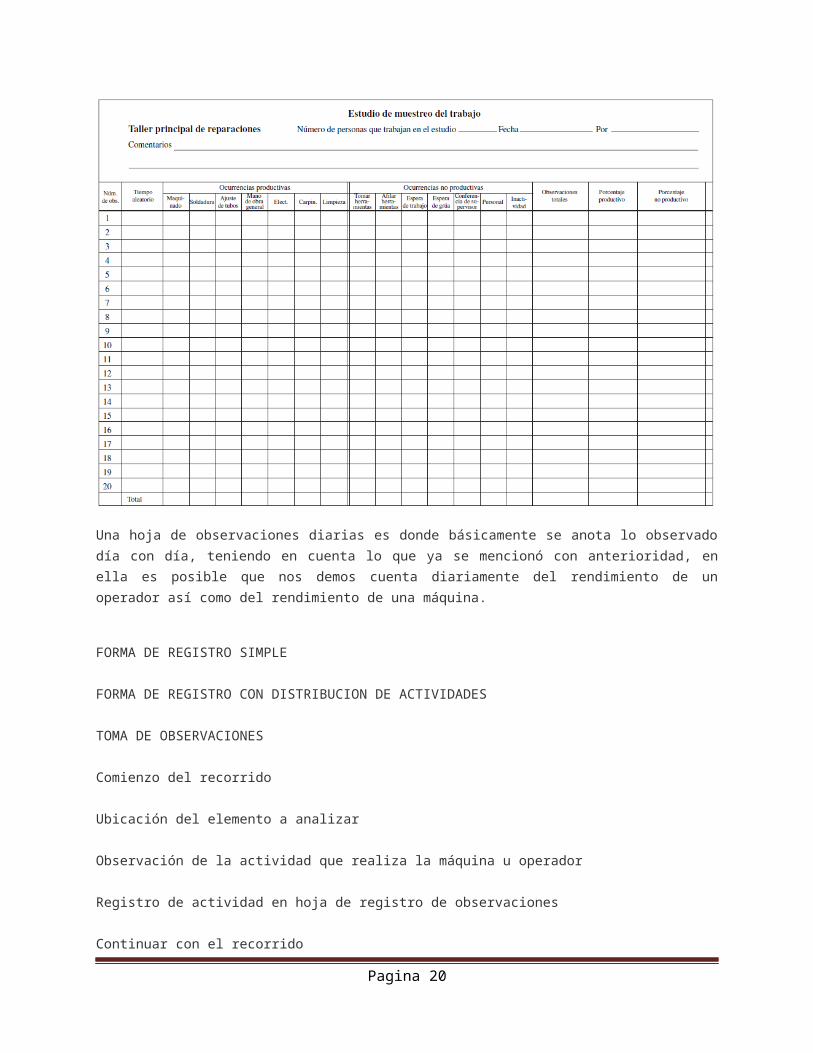
Ejemplo:
Una hoja de observaciones diarias es donde básicamente se anota lo observado día con día, teniendo en cuenta lo que ya se mencionó con anterioridad, en ella es posible que nos demos cuenta diariamente del rendimiento de un operador así como del rendimiento de una máquina.
Pagina 16
FORMA DE REGISTRO SIMPLE
FORMA DE REGISTRO CON DISTRIBUCION DE ACTIVIDADES
TOMA DE OBSERVACIONES
Comienzo del recorrido
Ubicación del elemento a analizar
Observación de la actividad que realiza la máquina u operador
Registro de actividad en hoja de registro de observaciones
Continuar con el recorrido
Algunos administradores conscientes toman muestras de su propio trabajo para evaluar la efectividad de su uso del tiempo.
Una vez que los administradores aprenden cuánto tiempo invierten en funciones que pueden ser atendidas rápidamente por subordinados y personal administrativo, pueden actuar positivamente.
Un profesor efectúa un auto-muestreo para saber cómo está invirtiendo su tiempo, su periodo de muestreo es de 8 semanas.
Una simple forma de recopilación de datos puede ser suficientemente satisfactoria. El observador pone simplemente una marca de concordancia en el lugar adecuado. Al completar el estudio se calcula el total y los porcentajes. Planeando los datos y los cálculos podrían encontrarse en la misma hoja.
Cabe mencionar que las hojas de observaciones se complementan con una hoja de resumen, ya que esta es la información concentrada de la información recabada en el periodo de tiempo.
Se puede definir como el concentrado final de todas las observaciones que se hicieron durante un determinado lapso de tiempo, en la hoja resumen es posible que se vea también si se obtuvieron los resultados deseados del estudio del muestreo del trabajo.Suma total de observaciones tomadas por día y por elemento o actividad.Se calcula el porcentaje de productividad y no productividad de acuerdo al total de datos.Se desea obtener informes sobre la utilización de las máquinas de una sección de un taller de maquinas-herramientas pesadas.
El tiempo de trabajo (corte) debía ser 60% del día del trabajo para cumplir las cuotas de producción.Se tenían 14 máquinas.
Número aproximado de observaciones: 3,000
La hoja de observaciones diarias es una herramienta muy útil para la recopilación de datos en el muestreo del trabajo, se ajusta a las necesidades y objetivos del analista para realizar el muestreo. Es recomendable ir también realizando el resumen diario dentro de la misma hoja de observaciones para
Pagina 17

que de esta forma sea más sencillo recopilar todos los datos y concentrarlos en la hoja de resumen, la cual mostrara de forma concisa los resultados del muestreo.
2.5. Selección del nivel de confianza y de precisión.
Ejemplos:
¿Cuál debe ser el número de observaciones si en un lote de 100,000 unidades el 90% está en buenas condiciones?
Se desea que los datos de la muestra tengan una tolerancia del 5% y un nivel de confianza de 95.4 de certidumbre.
El tiempo muerto de una fresadora es de 30%.
Tolerancia 5%
Pagina 18
Exactitud 95.5 %
¿Cuál será el número de observaciones?
T = 0.05
Nc = 0.955 = Z = 2
p = 0.30
q = 1 - p = 1 - 0.30 = 0.70
2.6. Determinación de horarios aleatorios.
Se le dice al analista que dispone de 10 días para realizar el muestreo del trabajo.
Y si ya calculó que el número de observaciones es 364 ¿cuántas observaciones tendrá que hacer diariamente?
364 / 10 = 37 observaciones. / Día y si el turno de trabajo es de 8 hrs.
Entonces 37 / 8 = 5 Obs. / Hora.
2.7. Registro Concentrado de Observaciones.
Pagina 19
Una vez que el analista haya explicado el método y obtenido la aprobación del supervisor respectivo, estará en condiciones de realizar el planteamiento detallado, que es esencial antes de iniciar las observaciones reales.
El primer paso es efectuar una estimación preliminar de las actividades acerca de las que buscan información. Esta estimación puede abarcar una o más actividades. Con frecuencia la estimación se puede realizar razonable, deberá muestrear el área o las áreas de interés durante un período corto y utilizar la información obtenida como base de sus estimaciones.
Una vez hechas las estimaciones se debe determinar la exactitud que sea de los resultados. Esto se puede expresar mejor como una tolerancia dentro de un nivel de confianza establecido. El analista llevará a cabo ahora una estimación del número de observaciones a realizar. Es posible determinar la frecuencia de las observaciones.
El siguiente paso será diseñar la forma para muestreo de trabajo en la que se tabularán los datos y los diagramas de control que se utilizarán junto con el estudio.
PLANEACION DE UN MUESTREO DE TRABAJO.
Los pasos necesarios para el diseño del estudio son:
a.- Determinar el número de observaciones a realizar. Dicho número se calcula tomando en cuenta el porcentaje inicialmente estimado de ocurrencia de la actividad medida (p); el Nivel de Confianza (C) y la precisión (e) requeridos.
b.- Fijar el número de días disponibles para completar la fase de recolección de datos del estudio.
c.- Determinar la frecuencia de realización de las observaciones.
d.- Determinar el número de observadores requeridos.
e.- Fijar la ruta a seguir por el observador. Este camino a seguir debe ser fijado de antemano.
f.- Hacer el programa de observaciones para cada día. Para ser estadísticamente aceptable, el Muestreo de Trabajo requiere que todos los momentos de observación tengan la misma probabilidad de ser elegidos.
g.- Diseñar la hoja de observaciones. Esta hoja debe ser fácil de llenar por el observador y de fácil interpretación posterior.
6.- Hacer las observaciones de acuerdo con el plan y el programa y resumir los datos
Los pasos comprendidos en este punto son:
a) Hacer las observaciones y anotar lo observado. Para ello se utiliza la hoja de observaciones previamente diseñada, el registro de las observaciones no debe anticiparse. Para realizarlas el analista debe situarse a una distancia conveniente.
b) Resumir los datos al final de cada día.
Pagina 20

c) Construir el gráfico de control diario, los gráficos de control en el Muestreo de Trabajo permiten graficar los resultados diarios y acumulados en el estudio.
Ventajas de la aplicación de la técnica de Muestreo de trabajo con respecto a los métodos ordinarios de Estudio de Tiempos.
- Muchas actividades, cuya medición por medio de los métodos ordinarios de estudio de tiempos resulta impráctica o costosa, se pueden medir fácilmente por medio de Muestreo de Trabajo.
- Un solo observador puede estudiar varios operarios o máquinas simultáneamente.
- Como las observaciones se distribuyen a lo largo de un periodo apreciable de tiempo, es menos probable que los resultados se vean afectados por las variaciones de tipo contingencias
- El estudio puede interrumpiese en cualquier momento sin que ello afecte los resultados.
- Como la observación es instantánea, es poco probable que el operario modifique su patrón de trabajo cuando sabe que está siendo observado.
- No se requieren observadores con adiestramiento o formación especial.
- No se necesita ningún equipo para medir tiempos.
- Los resultados se obtienen con un grado de confiabilidad.
Desventajas de la aplicación de la técnica de Muestreo de Trabajo con respecto a los métodos ordinarios de estudio de tiempos.
- Si al operario no se la ha explicado el objetivo del estudio, puede modificar su ritmo de trabajo a la vista del observador. Cuando esto sucede, los resultados del Muestreo de Trabajo son de escaso valor.
- En general el Muestreo de Trabajo no resulta económico cuando se va estudiar un solo trabajador o una sola máquina, ni tampoco para estudiar máquinas u operarios esparcidos en grandes zonas.
Comparación entre el muestreo de trabajo y el cronometrado
El Muestreo de Trabajo permite medir actividades de ciclo largo, en los cueles resultaría antieconómico usar cronometrado. Una técnica no reemplaza a la otra, cada una tiene su campo de aplicación. Por ejemplo si la operación a medir es altamente repetitiva, de ciclo corto y realizada por un solo operario resulta más ventajoso usar cronometrado.
Pagina 21

2.8 Análisis de la información registrada.
El análisis de la información registrada puede definirse como la aplicación de técnicas de procesamiento automático del lenguaje natural, de clasificación automática y de representación gráfica (cartografía) del contenido cognitivo (conocimientos) y actual (fecha, lengua, tipo de publicación…) de los datos bibliográficos (o textuales).
A medida que el analista considera el área de trabajo, no debe anticipar los registros que espera hacer. Debe caminar un punto o una cierta distancia del equipo, efectuar su observación y registrar los hechos.
El analista debe aprender a efectuar observaciones o verificaciones visuales y realizar las anotaciones después de haber abandonado la zona de trabajo. Esto reducirá al mínimo la sensación de ser observado que experimentaría un operario, el que continuaría trabajando así en la forma acostumbrada
2.9. Elaboración de gráficas de control.
Concepto:
La variación ocurre en todos los procesos, ya sean fenómenos naturales o invenciones humanas. Se dan dos clases de variación, la variación aleatoria (que es natural en el proceso tal y como se desarrolla habitualmente) y la no aleatoria (resultado de una causa atribuible específica). La primera es predecible (proceso bajo control), sin embargo la segunda hace que el proceso se encuentre fuera de control. Un gráfico de control presenta la variación total en un proceso (aleatoria y no aleatoria) y se utiliza para monitorizar un proceso y mantenerlo dentro de su capacidad operativa, es decir, bajo control. El tipo más sencillo es el llamado gráfico p, que representa el porcentaje defectuoso o porcentaje de veces que no se cumple una norma establecida.
Empleo de los diagramas de control.
Las técnicas de los diagramas de control se utilizan tan ampliamente en las actividades de control estadísticos de calidad, que se pueden adaptar fácilmente para estudios de muestreo de trabajo. Como tales estudios tratan exclusivamente con porcentajes o proporciones, el diagrama “p” se emplea con mucha frecuencia.
El primer problema encontrado en la elaboración de un diagrama de control es la elección de los límites. En general se busca un equilibrio entre el costo de localizar una causa asignable cuando no existe ninguna, y el de no buscarla cuando existe.
¿Qué indica un diagrama de control?
Pagina 22

En el trabajo de control de calidad se dice que tal diagrama muestra si el proceso está en control o no. En forma semejante el analista que efectúa un muestreo de trabajo considera a los puntos fuera de los límites de tres sigmas de p como fuera de control. Así, una cierta muestra que produce un valor de “p” se supone que ha sido tomada de una población con un valor esperado de p si p cae dentro de los límites de más o menos tres sigmas de p. Expresado de otra manera, si una muestra tiene un valor de p que cae fuera de dichos límites de tres sigmas, se supone que la muestra proviene de una población diferente o que ha sido cambiada la población original:
Como en el trabajo de control de calidad, los puntos que no están fuera de control pueden ser de significación estadística. Por ejemplo, es más probable que un punto quede fuera de los límites de tres sigmas, que dos puntos sucesivos entre los límites de 2 y 3 sigmas. Por consiguiente, dos puntos sucesivos entre los límites de dos y de tres sigmas indicarían que la población había cambiado. Se ha deducido por series de conjuntos significativos de puntos.
Uno de los objetos del muestreo del trabajo es determinar áreas de actividad que podrían ser mejoradas. Una vez descubiertas tales áreas se tratará de mejorar la situación. Los diagramas de control se pueden emplear para mostrar el mejoramiento progresivo de áreas de trabajo. Esta idea es especialmente importante si los estudios de muestreo de trabajo se utilizan para establecer tiempos estándares, pues tales estándares deberán cambiarse siempre que las condiciones varíen a fin de que sean realistas.
Cómo elaborar un gráfico de control:
1. Seleccionar el objeto de control.
2. Establecer medidas.
3. Medir el proceso en intervalos regulares.
4. Contar el nº total de casos (n) y el nº total de defectos para cada punto en el tiempo.
5. Calcular el porcentaje defectuoso.
6. Dibujar el porcentaje defectuoso (p)
7. Calcular el porcentaje (p) a lo largo del periodo de tiempo completo. Este porcentaje se llamará barra-p, y está indicado por el símbolo /p
8. Calcular la desviación estándar de /p.
s = √ (/p x (100% - /p) / n
9. Calcular los límites de control superior e inferior.
Límite de control superior = p + 3 x σ
Límite de control inferior = p – 3 x σ
10. Dibujar una línea horizontal central indicando la barra-p para cada límite de control (El límite de control puede ser diferente en cada punto si "n" es diferente)
Pagina 23

11. Eliminar los puntos con causa asignable y volver a calcular los límites de control.
12. Medir con regularidad y dibujar el porcentaje defectuoso.
13. Adoptar la acción prevista sobre las variaciones no aleatorias.
EJEMPLO DE UN DIAGRAMA DE CONTROL
1.- CONSIDERACIONES.
Los valores que se salgan de los límites fijados deben ser analizados cuidadosamente para determinar cuáles fueron los factores que los hicieron anormales.
Durante el análisis pueden presentarse los siguientes casos:
Puntos que se salen de los límites y existen grandes variaciones significando que se han considerado por error actividades diversas en el mismo elemento.
Los puntos tienden a seguir un ciclo.
Puede ser debido a que hay errores repetitivos en el método.
Los puntos tienden a seguir una línea ascendente y/o descendente.
Puede ser que haya un factor que haga variar gradual y constantemente el método.
2.- EJEMPLO.
Con los siguientes datos obtenidos en el análisis del estudio de trabajo en una creadora de engranes, trace una gráfica de control y considere que el nivel de significancia Nc = 86.64 %.
Pagina 24

DATOS:
Pagina 25
Pagina 26
2.10 Conclusiones.
No cabe duda de que la medición de los tiempos de trabajo del personal de una organización, es una labor de importancia superior por innumerables razones de toda índole.
Al final de este trabajo, abrigo la esperanza de que, con la investigación realizada haya contribuido, aunque sea en una mínima proporción, a la difusión del conocimiento sobre este ámbito de gestión empresarial de tan relevante importancia y trascendencia.
Al inicio se planteó los objetivos que se pretendía alcanzar con el estudio. Considero que esos objetivos han sido alcanzados satisfactoriamente.
Se propuso, como objetivo general, estudiar la medición del trabajo humano en ambientes empresariales, analizando los movimientos y determinando los tiempos involucrados en su ejecución, con el empleo de métodos y técnicas convencionales. Estimo que este objetivo se ha logrado a cabalidad, a través de los objetivos específicos que se plantearon. Detallo lo obtenido:
Se ha identificado y precisado el fundamento científico básico y los principales conceptos sobre la medición del trabajo, los métodos y las técnicas que se emplean comúnmente para realizar esta labor. Se ha analizado con particular énfasis los preparativos que deben hacerse para realizar la medición, revisando aspectos relacionados con los materiales y los métodos necesarios, la capacitación y destreza de los analistas, la sensibilización de los trabajadores sujetos de medición, la adecuación del ambiente laboral, el empleo de los procedimientos adecuados y el correcto procesamiento y aplicación de los resultados obtenidos.
Se ha estudiado los fundamentos y los principios básicos de los movimientos que realizan de manera regular los trabajadores para realizar sus tareas, y se ha analizado la aplicación de los métodos de uso más frecuente para medir los tiempos de trabajo. Se examinó los métodos de estudio del tiempo y de muestreo del trabajo, precisando las condiciones y circunstancias particulares en las que se aplica cada uno de ellos, así como también los respectivos procedimientos para la obtención de los datos y el cálculo de los resultados, llegando a determinar los tiempos y las funciones de tiempos estándar de las actividades de interés.
Se ha concluido el trabajo con la propuesta de una guía metodológica que contiene un procedimiento práctico para realizar el estudio de movimientos y tiempos en puestos de trabajo estructurados. Esta guía metodológica incluye los principales aspectos del estudio de tiempos y el muestreo del trabajo, y establece la secuenciación de las acciones a realizar, desde la determinación de la muestra hasta la obtención de los resultados.
Recomendaciones
La medición del trabajo es, en general, una labor de alta especificidad, que debe ser realizada siempre por profesionales con la suficiente formación y experiencia práctica. El requerimiento es aún más crítico, en razón de que, la implementación de los resultados que se obtienen, constituye una decisión estratégica de elevada sensibilidad, por cuando afecta a los intereses, la satisfacción y la motivación laboral de los trabajadores.
Es muy común el surgimiento de malestares en la empresa, derivados de disconformidades de los trabajadores cuyo trabajo ha sido medido, y referidos a temas como la metodología empleada, la actitud y comportamiento de los analistas, las incomodidades causadas durante la medición, y sobre todo, los resultados obtenidos. Frecuentemente unos afectados protestan porque consideran que los tiempos
Pagina 27
estándar calculados no se compadecen con la realidad del trabajo que realizan, son demasiado exigentes o atentan contra sus derechos adquiridos. Otros argumentan que el proceso de medición no ha considerado aspectos como la ocurrencia de eventos imponderables muy especiales, determinadas particularidades humanas y ciertas condicionantes esporádicas o accidentales. Un tercer grupo denuncia la incorrección de las tasas de ejecución y las concesiones aplicadas, la impericia del analista y hasta la precariedad de la cultura organizacional, el clima laboral y las relaciones humanas.
La recomendación que subyace a todo esto es que, hay que medir el trabajo con propiedad y acierto, en un ambiente de trabajo favorable y amigable, y con la participación y colaboración motivada de todos los involucrados. Como ya se anotó antes, la determinación de tiempos estándar es una condicionante de extrema importancia para el funcionamiento de prácticamente todo tipo de organización empresarial. Los tiempos de trabajo constituyen la base para la toma de casi todas las decisiones estratégicas y tácticas, en todos los niveles. Los estándares de calidad, productividad y competitividad que la empresa alcanza, son consecuencia, en gran medida, de la optimización del empleo de los recursos organizacionales, entre ellos y prioritariamente, el tiempo. Es necesario entonces actuar con extrema cautela y conocimiento de causa en esta materia, asegurando siempre, bajo un meticuloso análisis de costo – beneficio, que los "pros" superen a los "contras" y que los resultados de la medición contribuyan de manera evidente y directa a mejorar las condiciones de vida laboral de todos, propiciando espacios de trabajo agradables y compatibles con los más altos niveles de las necesidades y las aspiraciones humanas.
La gran criticidad que generalmente tienen las relaciones laborales entre empresarios y trabajadores y entre éstos últimos, misma que constituye el basamento de la cultura organizacional y de la solidez y potencial de desarrollo de la empresa, siempre se ve afectada, positiva o negativamente, por la medición del trabajo y sus resultados. Es un reto para la alta gerencia, por lo tanto, asegurar que este proceso se desarrolle exitosamente, con la frecuencia requerida y en condiciones tales que sus resultados apuntalen los logros futuros.
Pagina 28

Fuentes Bibliográficas:
Kanawaty, George. Introducción al Estudio del Trabajo. 4ª edición, p. 257
Mundel, Marvin E. Estudio de tiempo de movimientos. 1ª edición, p. 122
Niebel, Benjamín. Ingeniería Industrial: estudio de tiempos y movimientos. Págs. 487-490
Barnes, R. M. (1979). Estudio de Tiempos y Movimientos. España: Aguilar.
Criollo, R. G. Estudio del Trabajo " Ingeniería de Métodos".
García, R. C. Estudio del Trabajo "Ingeniería de Métodos". Mc.Graw-Hill.
V.Rick, E. (1967). Ingeniería de Métodos. México: Limusa.
Aft,L.S. (2000).Work Measurement & Methods Improvement. United States of America: EDA
Pagina 29


















