


![MARCO TEORICO Blanqueamiento[1]Final](https://static.fdocumento.com/doc/165x107/5571f8ef49795991698e6a84/marco-teorico-blanqueamiento1final.jpg)




Idiomas
Páginas
Jurídico


CAPITULO 1: ANTEPROYECTO
1.1. PLANTEAMIENTO DEL PROBLEMA
1.2. JUSTIFICACION
1.3. OBJETIVOS
1.4. CONSIDERACIONES
CAPITULO 2: MARCO TEORICO
2.1. GENERALIDADES DE NAVES INDUSTRIAL.
2.2. VENTAJAS DE LAS NAVES INDUSTRIALES.
2.3. DESVENTAJAS DE LAS NAVES INDUSTRIALES.
2.4. CLASIFICACION DE LAS NAVES INDUSTRIALES
2.5. PRINCIPALES ELEMENTOS DE UNA NAVE INDUSTRIAL
2.6. CARGAS DE DISEÑO0
2.7. NORMAS DE DISEÑO
2.8. REGLAMENTOS DE CONSTRUCCION.
2.9. GENERALIDADES DEL ACERO ASTM A36
2.10. PERFILES DE ACERO LAMINADO
2.11.CONEXIONES EN ESTRUCTURAS DE ACERO
CAPITULO 3: PROCEDIMIENTOS DE DISEÑO
CAPITULO 4: ANALISIS Y DISEÑO ESTRUCTURAL
CAPITULO 5 CONTROL DE CALIDAD
CAPITULO 6 CONCLUSIONES Y RECOMENDACIONES
BIBLIOGRAFIA


CAPITULO 1ANTEPROYECTO
1.1 PLANTEAMIENTO DEL PROBLEMA
En la realidad de nuestro país, se tiene una deficiencia en cuanto a infraestructura que
permita actividades de mucha importancia para el desarrollo industrial, económico, agrícola y
social de nuestra población. Se cuenta con infraestructuras que hacinan, sofocan y no permiten
una buena fluidez en los procesos productivos. En muchas ocasiones los comerciantes no
cuentan con la infraestructura idónea para el almacenamiento de productos y equipos, limitando
sus posibilidades de crecimiento. Instituciones educativas de gran tamaño poblacional que no
cuentan con espacio versátiles para la realización de actos sociales, deportivos, culturales o
de otra índole restringiendo en gran medida el desarrollo de nuestra sociedad. Una de las
opciones más económicas y segura para cubrir la necesidad de infraestructura para llevar a
cabo estas actividades son las naves industriales.
En nuestro medio cuando se cuenta con este tipo de infraestructura para el desarrollo de
estas actividades se desconoce el nivel de seguridad que brindan tanto a las personas que
utilizan dichos espacios, como a los productos y equipos que se almacenan en dichos lugares,
que generalmente son de un importante costo económico. Además se pueden notar en estas
infraestructuras deficiencias en el diseño o en el proceso constructivo, creando niveles de
inseguridad.

1.2. JUSTIFICACION
Para el desarrollo económico de nuestro país es necesario dotar de infraestructura para todo tipo
de actividades productivas tanto en el área agrícola, agroindustrial e industrial, así como también
en la área logística de almacenamiento y distribución de productos. En cuanto al desarrollo
social, cultural y deportivo también es necesario dotar de espacios idóneos, versátiles, que
generen condiciones agradables para actividades que permitan una convivencia social.
Para esto es necesario que los ingenieros sean capaces de proponer las mejores opciones,
tanto en lo económico como en la seguridad que deben brindar las infraestructuras a construir,
lo cual hace necesario que se realicen estudios que actualicen los procesos, los mecanismos y
las consideraciones a tomar en cuenta para llevar a cabo diseños óptimos.
Una de las mejores alternativas para dotar de los espacios necesarios, para el desarrollo de
las actividades antes mencionadas son las naves industriales.
El presente proyecto del área de acero estructural, además de estudiar criterios generales,
recopilará los procedimientos de diseño de naves industriales de manera práctica. Reforzando
los conocimientos para investigaciones relativas al área de estructuras de acero.
1.3. OBJETIVOS

1.3.1. OBJETIVO GENERAL:
Realizar un diseño estructural y corroborar el cálculo manual para naves industriales metálicas
con un software especializado.
1.3.2. OBJETIVOS ESPECIFICOS:
• Establecer la base teórica y la metodología para el análisis y diseño de naves industriales
metálicas.
• Realizar los diseños de una nave industrial y proponer los planos de sus elementos
estructurales.
• Hacer uso de un software para el análisis y diseño estructural de las naves industriales, en base
al Manual LRFD del AISC (Instituto Americano de Construcción en Acero).
• Diseñar y Verificar la Capacidad de Carga de la Estructura de soporte para la construcción del
Local, debido a las Cargas Actuantes sobre dicha Estructura.
• Calcular las Cargas que actuarán sobre la Estructura a fabricar para realizar el análisis respectivo
de dicha estructura.
1.4. CONSIDERACIONES

• La estructura bajo estudio está ubicada en la ciudad de Arequipa, por lo tanto las
consideraciones para cargas de viento y sísmicas se consideran, para este lugar geográfico.
• Para las consideraciones de carga y diseño se utilizaron las normas legales :
E.020 (Consideraciones de Cargas)
E.030 (Diseño Sismo resistente).
E.090 (estructuras metalicas)
• El material asignado a todos los miembros estructurales son los correspondientes a los
Materiales Existentes en la estructura a analizar, es el acero ASTM A36.
• El criterio de cálculo asignado fue el AISC LRFD-93.
• Los cálculos fueron realizados mediante el programa SAP 2000 Versión 16.

CAPITULO 2
MARCO TEORICO
2.1. GENERALIDADES DE NAVES INDUSTRIAL.
Una nave industrial o edificio industrial es una construcción propia para resolver los
problemas de alojamiento y operación de una industria. También se define como la instalación
física o edificación diseñada y construida para realizar actividades industriales de producción,
transformación, manufactura, ensamble, procesos industriales, almacenaje y distribución. En
una nave industrial se necesitan grandes claros,a fin de lograr grandes espacios sin existencia de
apoyos intermedios, de tal manera que la nave pueda operar sin obstáculos ni restricciones,
trabajando así con mucha versatilidad.
2.2. VENTAJAS DE LAS NAVES INDUSTRIALES.
Rapidez.
Una nave industrial es muy fácil y rápida de construir ya que la mayoría de los elementos son
prefabricados, se construyen en plantas y solo se colocan y se ensamblan, para esto se utilizan
grúas, las cuales son fáciles de mover y rápidamente colocan los prefabricados, por
consecuencia se pueden construir estas naves en corto tiempo.
Economía.
En la construcción de naves industriales existe una gran economía debido al ahorro que se tiene al
salvar grandes claros, también porque los elementos que forman las armaduras y la cubierta de
techo son muy ligeros, todo esto ayuda a la economía ya que pueden ser construidas en poco
tiempo y con poca mano de obra.
Versatilidad.
Las naves industriales pueden ser modificadas con mucha facilidad con costos bajos, para
adaptarse a diversos usos y exigencia del propietario.
2.3. DESVENTAJAS DE LAS NAVES INDUSTRIALES.
Susceptible al fuego.
Aunque los miembros estructurares son incombustibles, su resistencia se

reduce considerablemente durante los incendios, mientras los otros materiales se
queman, ya que el acero es excelente conductor del calor debilitando de esta
forma la estructura.
Exposición a ambientes agresivos.
Por lo general las naves industriales son susceptibles a la corrosión al estar expuestas al aire, al
agua u otras sustancias, debiéndose pintarse periódicamente.
Dificultad en el montaje.
Es necesaria la utilización de equipos pesados (grúas) en su montaje e instalación debido a
los grandes pesos y tamaño de estas estructuras.
2.4. CLASIFICACION DE LAS NAVES INDUSTRIALES.
Las naves industriales atendiendo a los sistemas estructurales que la componen se pueden
clasificar en dos tipos principales:
Las naves industriales compuestas por sistema columna-armadura.
Nave Industrial Compuesta Por Un Sistema Columna-Armadura.
Las naves industriales tipo marco.

Nave Industrial Tipo Marco
2.5. PRINCIPALES ELEMENTOS DE UNA NAVE INDUSTRIAL.
2.5.1. Zapatas.
Una zapata es un miembro estructural cuya función es transmitir las cargas totales de las
columnas, paredes, incluyendo su peso propio a un área de terreno suficiente para que los
esfuerzos transmitidos estén dentro de los límites 0
Permitidos del suelo que lo soporta.
2.5.2. Correas.
Se define como un elemento metálico de sección transversal constante, laminado o armado, y
capaz de soportar las distintas solicitaciones provenientes del apoyo directo de la cubierta de
techo.
2.5.3. Cartela
Pieza de chapa metálica o acero con forma triangular que esta soldada a una superficie o barra se utiliza para reformar la unión de esta con otras barra, formando un Angulo recto

2.5.4 Tensores
Los tensores normalmente se utilizan para aparejar o tensar cables, cabos, barras ,etc. Solamente están para cargas de tiro directo para tensar o para anclaje.
2.5.5. Columnas
Una columna es un elemento arquitectónico vertical y de forma alargada que normalmente tiene funciones estructurales, aunque también pueden erigirse con fines decorativos. De ordinario, su sección es circular, pues cuando es cuadrangular suele denominarse pilar, o pilastra si está adosada a un muro.
La columna clásica está formada por tres elementos: basa, fuste y capitel.

2.5.6. Vigas
Una viga es un elemento estructural horizontal que su función es soportar cargas uniformemente repartidas y que actúan transversalmente a la sección, generalmente losas y que son a su vez soportadas por columnas. Debe soportar elementos mecánicos de flexión generalmente y su diseño debe permitir en condiciones extremas antes de la falla, deformaciones tales que se tenga la oportunidad de evacuar el área antes del colapso.
2.5.7. Arriostres
Son elementos en diagonal, formando triángulos en la estructura. Los arriostres trabajan a carga axial de tensión o compresión, enviando el ladeo de la estructura. Los perfiles más apropiados para formar los arriostres son perfiles W, S, C angulares

2.5.8.Vigueta
Se denomina Vigueta al elemento prefabricado longitudinal resistente, diseñado para soportar cargas producidas en forjados de pisos o cubiertas. Son colocadas perpendicular a la viga y pueden ser fijadas encima de las vigas o ser colgadas al ras del tope de la viga usando suspensiones de la vigueta.
2.5.9. Cubiertas de techos.
Son aquellos elementos que aíslan la edificación del exterior, comúnmente llamados techos. Éstas
van afianzadas mediante ganchos, clavos, tornillos, alambres, adhesivos, etc., Las más conocidas
son las siguientes:
• Techos Planos
• Techos Inclinados
• Techos Metálicos

2.6 CARGAS DE DISEÑO.
Toda estructura estará sometida durante toda su vida útil a ciertas solicitaciones de carga, las
cuales deben ser resistidas en forma satisfactoria por la edificación, y por lo tanto deben ser
tomadas encuentra en el diseño de la obra.
La determinación de estas cargas es a veces una tarea delicada para el ingeniero
estructurista, ya que no debe despreciar ninguna de las solicitaciones a que la estructura pudiera
verse sometida.
Tabla 2-1 Clasificación de las cargas que actúan enuna estructura

Tabla 2-1 Clasificación de las cargas que actúan enuna estructura
2.7. NORMAS DE DISEÑO
2.7.1. NORMA ASD
La norma ASD Diseño por Esfuerzos Permisibles (Allowable Stress Design).
Esta norma de diseño, basado en cargas de servicio, comportamiento elástico y esfuerzos
permisibles, es ampliamente aceptado porque se desarrolló como parte integral del análisis
racional de esfuerzos y tiene tras de sí la autoridad de la experiencia y la tradición. En las
especificaciones se han incluido muchas reglas empíricas para hacerlo practico.

La principal desventaja de este método es que no suministra una capacidad uniforme de sobre
carga para todas las partes y tipos de estructuras.
2.7.2.NORMA LRFD
La norma LRFD Diseño por Factores de Carga y Resistencia (Load and Resistance Factor
Design), se basa en el diseño plástico y en la carga última.
Las especificaciones del LRFD se concentran en requisitos muy específicos relativos a los
estados límite de resistencia y permiten cierta “libertad” en el área de servicio. En este método,
las cargas de trabajo o servicio, se multiplican por factores de carga o “de seguridad”, que
son casi siempre mayores que 1 y se obtienen las cargas últimas o factorizadas usadas para el
diseño de la estructura.
2.7.3 NORMA AWS ( American Welding Society ):
Una asociación que proporciona códigos, directrices y normas utilizadas para evaluar las
estructuras soldadas y componentes de estructuras soldadas.
La sociedad americana de Soldadura ha desarrollado un sistema estándar en simbología en
soldadura el cual es aceptado y adoptado ampliamente a nivel mundial.
Tiene como objetivo mostrar mediante una representación gráfica la ejecución y tipo de unión de
soldadura en forma más sencilla que la representación escrita.
2.8. REGLAMENTOS DE CONSTRUCCIÓN.
Debido a las implicaciones sociales y económicas de las fallas estructurales en las construcciones,
los gobiernos, en defensa del bien común y de la seguridad ciudadana, establecen reglamentos de
construcción que contienen los requisitos relativos a seguridad estructural, seguridad contra el
fuego, ventilación y accesos, etc. Los reglamentos de construcción no dan procedimientos de
diseño. Estos especifican los requisitos y restricciones de diseño que deben satisfacerse.
Muchos países crean sus propios reglamentos de construcción, mientras otros adoptan
reglamentos de construcción “modelo” cuando conviene a sus necesidades particulares. Los
reglamentos modelo son escritos por organizaciones no lucrativas en una forma que puede ser
fácilmente modificada y adoptada por un organismo gubernamental.

2.8.1. ESPECIFICACIONES DEL AISC
En el diseño de estructuras de acero son muy utilizado en nuestro país especificaciones y
códigos internacionales dentro de las cuales se pueden mencionar las especificaciones del
Instituto Americano de Construcción en Acero (American Institute of Steel Construction, AISC) es
la especificación de diseño de mayor importancia. Ella está escrita y mantenida aldía por un
comité del AISC que comprende practicantes de la ingeniería estructural, educadores, productores
de acero y fabricantes de estructuras.
2.9. GENERALIDADES DEL ACERO ASTM A36
Acero ASTM A36. es un acero estructural al carbono, utilizado en construcción de estructuras
metálicas, puentes, torres de energía, torres para comunicación y edificaciones remachadas,
atornilladas o soldadas, herrajes eléctricos y señalización.
2.9.1Composición química
Carbono (C) 0,26% máx
Manganeso (Mn) No hay requisito
Fósforo (P) 0,04% máx
Azufre (S) 0,05% máx
Silicio (Si) 0,40% máx
Cobre (Cu) 0,20% mínimo
2.9.2 Propiedades
Como la mayoría de los aceros, el A36, tiene una densidad de 7850 kg/m³ (0.28 lb/in³). El acero
A36 en barras, planchas y perfiles estructurales con espesores menores de 8 pulg(203,2 mm) tiene
un límite de fluencia mínimo de 250 MPA (36 ksi), y un límite de rotura mínimo de 410 MPa (58
ksi). Las planchas con espesores mayores de 8 plg (203,2 mm)tienen un límite de fluencia mínimo
de 220 MPA (32 ksi), y el mismo límite de rotura.
2.9.3 Formas
El acero A36 se produce en una amplia variedad de formas, que incluyen: Planchas, Perfiles
estructurales, Tubos, Láminas.
2.9.4 Métodos de unión

Las piezas hechas a partir de acero A36 son fácilmente unidas mediante casi todos los procesos de
soldadura. Los más comúnmente usados para el A36 son los menos costosos yrápidos como la
Soldadura por arco metálico protegido (SMAW, Shielded metal arcwelding), Soldadura con arco
metálico y gas (GMAW, Gas metal arcwelding), y soldaduraoxiacetilénica. El acero A36 es también
comúnmente atornillado y remachado en lasaplicaciones estructurales: edificios, puentes, torres,
etc
2.10. PERFILES DE ACERO LAMINADO
Según sea su sección transversal, se denominan como perfiles laminados tipo: I, (w, S, HP) C, L, T,
HSS, Placas y barras circulares.
2.10.1. Perfiles tipo I.
Esta gama de perfiles describe las clasificaciones siguientes:
2.10.1.1. Perfiles de patín ancho (W).
El perfil W tiene dos elementos rectangulares horizontales paralelos llamados patines, y uno
vertical llamado alma conectados por filetes ó radios. Tienen un peralte mayor o igual que el
patín, pero con un espesor mayor que el alma. Una designación nominal W14x145 equivale a un
peralte de 14” y un peso de 145lbs/ft.
2.10.1.2. Perfil estándar americano (S).
Conocida como viga estándar Americana, tiene patines más angostos y alma más gruesa
que los W, la pendiente interna del patín es 16%. Una designación S12x50 equivale a 12” de
peralte y 50lbs/ft.
2.10.1.3. Perfil de pilote de punta (HP).
Los perfiles HP tienen patines paralelos y alma vertical con espesor y dimensiones iguales, es
decir, peralte y ancho similar. Una designación HP12x65 indica un peralte de 12” y 65lbs/ft.
2.10.2. Perfil tipo C.
Es conocido también como perfil en Canal, tiene un alma y dos patines con pendiente interna del
16%. La designación C12x30, indica un peralte nominal que corresponde al real de 12” y
30lbs/ft. Se utilizan como tensores, largueros y cuerdas en secciones armadas.
2.10.3. Perfiles tipo T.
La T estructural posee un patín y alma vertical, resultando de seccionar un perfil W en el punto
medio del alma. Por ejemplo una designación WT6x25 resulta de una sección W12x50. Con un

peralte de 6” y 25lbs/ft. Es usado en cuerdas de armaduras y como elemento de arriostramiento
en marcos.
2.10.4. Perfiles tipo L.
Los perfiles L se conocen como angulares, formado por 2 lados llamados alas, estos pueden ser
con lados iguales y desiguales. La designación L6x4x½ indica un ángulo de 6”x4”x½” de
espesor.
2.10.5. Perfiles tipo HSS.
Son conocidas como secciones estructurales huecas, dependiendo del proceso de producción
los hay con costura soldada ysin costura.
Figura 2.27 Secciones compuestas de vigas y columnas.
2.14. CONEXIONES EN ESTRUCTURAS DE ACERO
Una estructura de acero se forma del ensamblaje de los miembros estructurales que
constituyen su armazón. Se requieren conexiones en los lugares donde los diversos miembros se
deben unir por sus extremos a otros miembros de manera que permitan que la carga siga su flujo
ordenado y continuo hasta llegar a los cimientos. Como la conexión sirve para pasar la carga
de o a los miembros adyacentes, se debe diseñar de manera adecuada. El diseño de las
conexiones implica la producción de una junta que sea segura, económica en el uso de los
materiales, y que se pueda construir (ha de ser práctica). En general, las conexiones más

prácticas son las más económicas, ya que los costos de fabricación afectan la economía
tanto de las conexiones (o juntas) como los propios miembros.
Las conexiones (o juntas estructurales) se pueden clasificar según:
1. El método de sujeción como:
a. Con Remaches (casi nunca).
b. Con Tornillos.
c. Con Soldadura.
NORMAS A USAR
CAPITULO 4
ANALISIS Y DISEÑO ESTRUCTURAL
SOLDADURA
La soldadura es un proceso de fabricación en donde se realiza la unión de dos materiales,
(generalmente metales o termoplásticos), usualmente logrado a través de la coalescencia (fusión),
en la cual las piezas son soldadas fundiendo ambas y pudiendo agregar un material de relleno
fundido (metal o plástico), para conseguir un baño de material fundido (el baño de soldadura) que,
al enfriarse, se convierte en una unión fija.
CARACTERISTICAS DE UNA SOLDADURA
Metal de base: es el material que no queda afectado por la operación de soldadura, cuyas
características corresponden a las de partida.
Metal de soldadura : es el metal fundido, cuya composición química y estructura corresponden a
las proporcionadas por la fusión del metal de aportación.
Zona afectada térmicamente: (Z.A.T.) es la zona del material de base que ha permanecido durante
un cierto tiempo en una gama de temperaturas en las que puede producirse transformaciones o
modificaciones estructurales.
Energía de aportación : es la energía aportada en el proceso de soldeo (en soldadura oxiacetilénica
y en la soldadura de arco eléctrico).

TIPOS DE SOLDADURA
Soldadura por arco
Estos procesos usan una fuente de alimentación de soldadura
para crear y mantener un arco eléctrico entre un electrodo y el
material base para derretir los metales en el punto de la
soldadura. Pueden usar tanto corriente continua (DC)
como alterna (AC), y electrodos consumibles o no consumibles
los cuales se encuentran cubiertos por un material llamado
revestimiento . A veces, la región de la soldadura es protegida
por un cierto tipo de gas inerte o semi inerte, conocido
como gas de protección, y el material de relleno a veces es
usado también.
Soldadura a gas
El proceso más común de soldadura a gas es la soldadura
oxiacetilénica, también conocida como soldadura
autógena o soldadura oxi-combustible. Es usada extensamente
para soldar tuberías y tubos, como también para trabajo de
reparación. El equipo es relativamente barato y simple,
generalmente empleando la combustión del acetileno en oxígeno
para producir una temperatura de la llama de soldadura de cerca
de 3100 °C.
Soldadura por resistencia
La soldadura por resistencia implica la generación de calor pasando corriente a través de la
resistencia causada por el contacto entre dos o más superficies de metal. Se forman pequeños
charcos de metal fundido en el área de soldadura a medida que la elevada corriente (1.000 a
100.000 A) pasa a través del metal. En general, los métodos de la soldadura por resistencia son
eficientes y causan poca contaminación, pero sus aplicaciones son algo limitadas y el costo del
equipo puede ser alto.

Soldadura por rayo de energía
Los métodos de soldadura por rayo de energía, llamados soldadura por rayo láser y soldadura con
rayo de electrones, son procesos relativamente nuevos que han llegado a ser absolutamente
populares en aplicaciones de alta producción. La soldadura de rayo láser emplea un rayo láser
altamente enfocado, mientras que la soldadura de rayo de electrones es hecha en un vacío y usa
un haz de electrones. Ambas tienen una muy alta densidad de energía, haciendo posible la
penetración de soldadura profunda y minimizando el tamaño del área de la soldadura. Ambos
procesos son extremadamente rápidos, y son fáciles de automatizar, haciéndolos altamente
productivos.
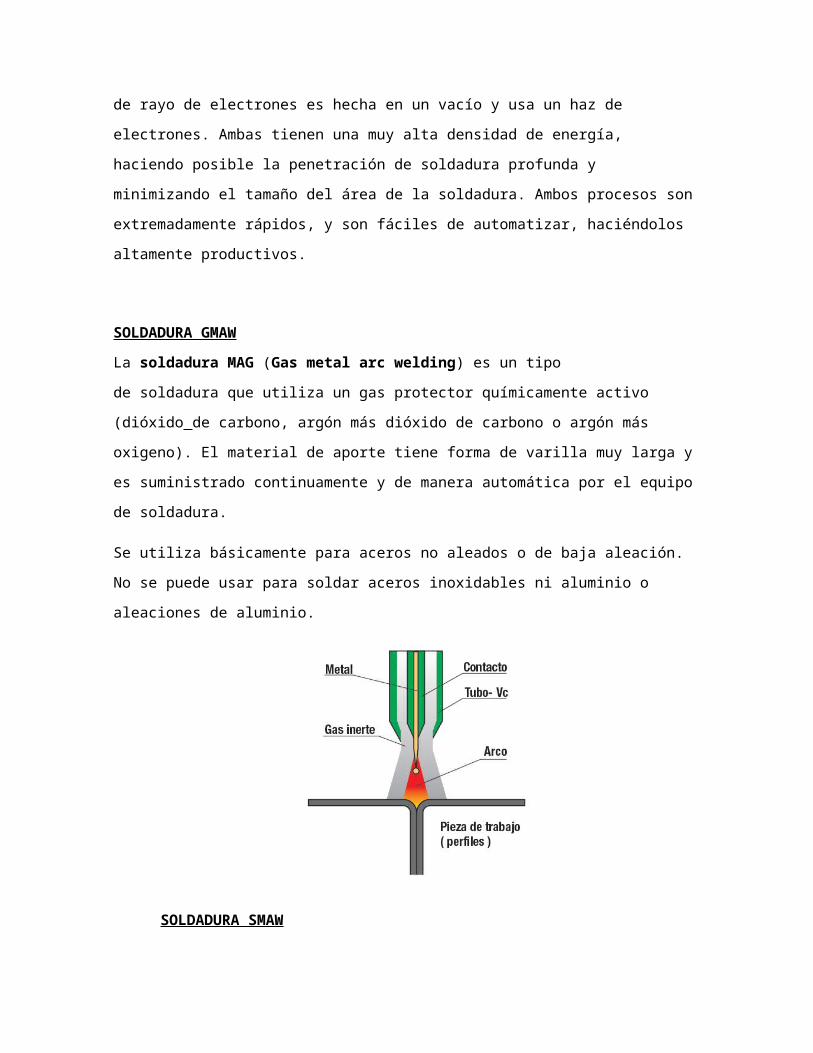
SOLDADURA GMAW
La soldadura MAG (Gas metal arc welding) es un tipo de soldadura que utiliza un gas protector
químicamente activo (dióxido de carbono, argón más dióxido de carbono o argón más oxigeno). El
material de aporte tiene forma de varilla muy larga y es suministrado continuamente y de manera
automática por el equipo de soldadura.
Se utiliza básicamente para aceros no aleados o de baja aleación. No se puede usar para soldar
aceros inoxidables ni aluminio o aleaciones de aluminio.

SOLDADURA SMAW
La soldadura es un proceso de fabricación en donde se realiza la unión de dos materiales,
(generalmente metales o termoplásticos), usualmente logrado a través de la coalescencia (fusión),
en la cual las piezas son soldadas fundiendo ambas y agregando un material de relleno fundido
(metal o plástico), el cual tiene un punto de fusión menor al de la pieza a soldar, para conseguir un
baño de material fundido (el baño de soldadura) que, al enfriarse, se convierte en una unión fija. A
veces la presión es usada conjuntamente con el calor, o por sí misma, para producir la soldadura.
POSICION DE SOLDADURA


ESQUEMAS BASICOS DE SOLDADURA
SIMBOLOS DE SOLDADURA


CLASIFICACION DE ELECTRODOS
RECOMENDACIONES PARA SOLDADURA
DEFINICIONES Y GENERALIDADES SOBRE ROSCAS.
ROSCAS
Una rosca está formada por el enrollamiento helicoidal de un prisma llamado vulgarmente filete,
ejecutado en el exterior o interior de una superficie de revolución, generalmente cilíndrica, que le
sirve de núcleo. Si la rosca está elaborada en el exterior de la superficie, se denomina rosca
exterior o tornillo (fig. adjunta, a). Si la rosca está elaborada en el interior de la superficie, se
denomina rosca interior o tuerca (fig. adjunta, b). El conjunto de tornillo y tuerca forman un
medio de unión roscado y no se concibe un tornillo sin una tuerca, ni una tuerca sin su tornillo.
CLASIFICACIÓN DE LAS ROSCAS.
Según la forma del filete, las roscas pueden clasificarse en:
Rosca triangular: recibe este nombre cuando el prisma o filete que engendra la rosca tiene su
sección parecida a un triángulo. Es la más utilizada en la industria, por destinarse a la sujeción de
piezas.
Rosca cuadrada: Es la engendrada por un filete de sección cuadrada. No está normalizada, por lo
que en la actualidad tiende a desaparecer.
Rosca trapecial: Es la engendrada por un filete cuya sección es un trapecio isósceles. Se emplea
mucho en husillos de máquinas herramientas, para conseguir movimientos de translación.
Rosca redonda: Esta rosca es utilizada en husillos que tengan que soportar esfuerzos grandes y
bruscos. Es la rosca de mejores condiciones mecánicas, pero de difícil elaboración.

Rosca en diente de sierra: Es la engendrada por un filete cuya sección es aproximadamente un
trapecio rectángulo. Rosca de difícil elaboración, pero muy resistente a los esfuerzos axiales en un
solo sentido. Es muy utilizada en artillería y prensas.
ROSCA MÉTRICA ISO.
En la siguiente figura se observa el perfil de esta rosca acotando en ella los símbolos más
importantes así como los achaflanamientos que dan lugar a las crestas y los redondeamientos que
dan lugar a los fondos.
Sus principales dimensiones son:
- El diámetro exterior del tornillo llamado diámetro nominal. Se representa por d y se expresa en
milímetros.
- El paso se representa por p y se expresa en milímetros.
- Angulo entre flancos α = 60º.

ROSCA WHITWORTH.
Debe su nombre al inglés Jorge Whitworth, propuesta por él en el año 1841. Su perfil está
representado en la siguiente figura. Como se observa esta rosca no tiene juegos ni holguras y
tanto sus crestas como sus fondos están redondeados.
Sus principales dimensiones son:
- El diámetro exterior del tornillo llamado diámetro nominal. Se representa por d expresado en
pulgadas.
- El paso. Se representa por p y se expresa en h" (hilos por pulgada).
- Angulo entre flancos α = 55º.
IDENTIFICACIÓN DE UNA ROSCA.
Identificar una rosca es averiguar sus características principales, es decir, tipo de perfil,
diámetros, pasos, etcétera. Para lograr esta identificación se debe empezar por medir el diámetro
exterior del tornillo con un calibre pie de rey. Si la medida obtenida resulta en milímetros exactos,
o faltasen solamente unas décimas para la exactitud (deficiencia producida por el uso), entonces
casi se puede asegurar que el tornillo es de rosca Métrica. Si, por el contrario, la coincidencia o su
Aproximación se verifica en el sistema de medidas inglesas (pulgadas), entonces es casi seguro que
la rosca es Whitworth.
Para obtener la plena seguridad, es necesario recurrir al paso y comprobar si la rosca está de
acuerdo con la tabla I, para lo cual deberá existir coincidencia entre el diámetro nominal y el paso.
La tabla I indica los valores de los diámetros y pasos más corrientes de las roscas Métrica y
Whitworth.


ACABADOS SUPERFICIALES
Los objetivos funcionales a cumplir por una superficie se pueden clasificar en:
Protectores
• Resistencia a la oxidación y corrosión
• Resistencia a la absorción
Decorativos
• Mejora del aspecto
Tecnológicos
• Disminución o aumento del rozamiento
• Resistencia al desgaste, con los consiguientes beneficios de:
Recubrimientos
Los recubrimientos a dar sobre las distintas piezas atendiendo al tipo y sistema se obtención
empleado, los podemos clasificar en:
Inorgánicos
Inmersión y reacción química (recubrimientos de conversión)
Procesos de deposición no electrolíticos:
• Inmersión en metal fundido
• Metalizado por proyección
• Plaqueado
• Procesos de deposición por vapores metálicos
Orgánicos
• Pulverizado: aerográfico, electroestático
• Inmersión
• Rodillos automáticos
• Cortina de pintura
• Pintado en tambor
Tratamientos De Limpieza
Antes de proceder a la realización de un recubrimiento y después del proceso de conformación es
necesario eliminar los contaminantes que debido a los procesos de elaboración se han adherido a
las piezas.
La eliminación de las contaminaciones existentes en las piezas no es, por lo general, un proceso
sencillo, ya que suelen presentarse las piezas con dos o más tipos de contaminantes que

normalmente no pueden eliminarse con los mismos tipos de productos o procesos debido a su
diferente naturaleza. Por lo general, los contaminantes se adhieren en el siguiente orden a las
piezas, empezando por la superficie de las mismas:
1. Oxidaciones y corrosiones
2. Capas de protección superficial tales como protectores, pinturas y tratamientos galvánicos.
3. Carbonillas y depósitos carbonosos.
4. Aceites y grasas
Por lo tanto, la limpieza o eliminación de los contaminantes se realizará en sentido inverso, es
decir:
1. Operaciones de desengrase.
2. Descarbonillado y eliminación de depósitos de transformación orgánica.
3. Eliminación de capas de protección superficial, tales como protectores anticorrosivos, pinturas y
tratamientos galvánicos.
4. Eliminación de oxidaciones y corrosiones.
Desengrase:
Método físico que elimina los aceites y grasas solubles que se encuentran depositados o
«atrapados» en la superficie de los elementos o piezas a tratar.
Los productos que se utilizan para este tipo de tratamiento son los disolventes clorados de alto
punto de ebullición y entre ellos el tricloroetileno, tricloroetano y percloroetileno.
Descarbonillado
Normalmente el sistema de descarbonillado, consiste en la entrada de producto por los poros o
huecos de la capa de carbonilla hasta la superficie y la rotura de la adherencia de esta capa con
aquella.
Eliminación de los productos de corrosión
Los procesos de eliminación de la corrosión consisten básicamente en el tratamiento de las piezas
con productos que transformen los materiales derivados de la corrosión en otros con muy poca
adherencia que sean fácilmente desprendibles de la superficie, mediante un lavado con agua.
Componentes De Las Pinturas
• Pigmentos
• Cargas
• Ligantes
• Disolventes

• Secantes y aditivos
Clases de pinturas
Esmaltes:
Son pinturas caracterizadas por su capacidad para formar superficies suaves, que habitualmente
presentan un alto brillo, aunque también pueden ser mates en distinto grado. Los esmaltes
pueden secar al aire o en horno, realizándose este proceso por oxidación de forma que las
cadenas moleculares de corta longitud se enlazan al contacto con el oxígeno al evaporarse el
disolvente.
Lacas:
Son composiciones basadas en termoplásticos naturales o sintéticos cuyas cadenas moleculares
mas largas que las anteriores se encuentran disueltas en disolventes orgánicos.
Una ventaja de estas pinturas es la de poderse aplicar capas de pintura nueva sobre capas viejas
(siempre que se encuentren exentas de polvo y aceite), ya que el disolvente de la nueva actúa
sobre la primitiva fusionandose con ella y creando una nueva capa homogénea
Pinturas al agua:
Los problemas ambientales y contaminación con productos tóxicos derivados de la evaporación de
los disolventes orgánicos, a obligado a la busca de otros tipos de pinturas, apareciendo las
denominadas pinturas al agua, que probablemente en un futuro inmediato desplazarán a buena
parte de los otros tipos de pintura.Existen tres tipos de pinturas al agua: soluciones, dispersiones
coloidales y emulsiones.
Pinturas electroforésicas:
Son pinturas, para aplicación en cubas especiales en las que se sumergen las piezas y donde las
partículas de pintura se cargan eléctricamente, siendo atraídas por la pieza dejando la solución y
adhiriéndose a ella. Las pinturas se
Pinturas de alto contenido sólido :
Son pinturas que contienen un 70% o mas de sólidos por volumen, incorporan polímeros de bajo
peso molecular para que con menos disolvente puedan alcanzar la densidad necesaria para una
aplicación correcta.
Tipo de pintura
Intemperie
Pinturas al aceite
Lacas de nitrocelulosa

Acrílicas
Atmósferas marinas
Alquídicas, cloro-caucho, fenólicas, epoxys, vinílicas, vinílico-alquídicas
Inmersión en agua
Fenólicas
Vinílicas
Cloro-caucho
Epoxys
Epoxys, cloro-caucho, vinílicas, uretanos
Luz solar fuerte
Vinílicas
Acrílicas
Silicona, alquídicas
Humedad concentrada
Alquídicas modificadas con aminas
Epoxis
Epoxys catalizadas, cloro-caucho, fenólicas
Alta temperatura
Epoxys
Siliconas modificadas
Siliconas
Aplicaciones de la pintura
Pulverizado aerográfico:
El pulverizado de la pintura se realiza con una pistola por la que se hace pasar una corriente de
aire creando una niebla también impulsada por la corriente de aire que se dirige contra la pieza a
pintar. Es un procedimiento barato de calidad aceptable y válido para producciones medias y altas,
donde se requiera buena uniformidad y apariencia.
Pulverizado electrostático:
Es un sistema de proyección de pintura con o sin aire incluso en polvo, con pistolas especiales.
Inmersión: Es un procedimiento donde el pintado se produce al sumergir la pieza en un deposito
conteniendo la pintura en un estado de agitación.

Rodillos automáticos:
Es un procedimiento similar al de las rotativas de imprenta donde las piezas (chapas planas) se
hacen pasar entre dos rodillos impregnados de pintura. Este procedimiento es adecuado para
grandes producciones por su economía y calidad de pintura.
Cortina de pintura:
Es un procedimiento utilizado para pintura de chapas a gran velocidad, basado en el movimiento
de chapas planas o curvas radiadas, a una velocidad adecuada bajo una cortina de pintura de muy
pequeño espesor, con lo que se consigue el recubrimiento de la pieza con una capa de pintura de
espesor constante.
Pintado en tambor:
Es uno de los procedimientos más económicos para el pintado de pequeñas piezas con pesos
inferiores a medio kilo tales como tornillos, tuercas, botones, pequeños volantes, etc.
Electropintado:
Es un procedimiento también conocido como electroforesis en el que las piezas son sumergidas en
un tanque en el que las partículas de pintura en este caso disueltas en agua, está sometida a una
corriente eléctrica que las carga, siendo éstas atraídas por la pieza que mantiene una carga
contraria, cuando alcanzan la pieza abandonan la solución y cubren su superficie.

5. CONTROL DE CALIDAD
5.1 CONTROL DE CALIDAD DEL ACERO Y SOLDADURA
5.1.1 ENSAYOS DESTRUCTIVOS
5.1.1.1. ENSAYO A LA TRACCION
Uno de los test mecánicos más empleados para el acero. La versatilidad del ensayo de tracción
radica en el hecho de que permite medir al mismo tiempo, tanto la ductilidad, como la resistencia
Este ensayo consiste es someter una muestra, denominada probeta, de sección uniforme y
conocida, a una fuerza de tracción que va aumentando progresivamente. En forma simultánea se
van midiendo los correspondientes alargamientos de la probeta.

5.1.1.2 ENSAYO DE DUREZA
El ensayo de dureza mide la resistencia de un material a la penetración de un punzón o una
cuchilla. Este penetrador es también llamado durómetro. El durómetro usualmente consta de una
bolita, pirámide o un cono de un material mucho más duro que el acero que se está midiendo.
La profundidad hasta la cual penetra este material nos entrega un valor, el que está tabulando,
obteniéndose así una medida de la dureza del acero.
Su uso está ampliamente extendido, especialmente dentro de las áreas de conformado y
de tratamiento térmico de los aceros. Una utilización práctica, es la de dar una buena
correlación entre las medidas que entrega y otras propiedades que pueden medirse
directamente, como la penetración del temple de un acero. Dado que el ensayo de dureza puede
hacerse fácilmente, la información obtenida puede ser evaluada inmediatamente. Por estas
razones y por su carácter no destructivo se le usa ampliamente para control de calidad en
producción.

5.1.1.3 ENSAYO DE IMPACTO
Utilizado para medir la tenacidad del acero. En esta prueba, una probeta especial del
acero en cuestión, es sometida a un fuerte impacto instantáneo, producto del cual ésta se
rompe muy rápidamente (véase Figura N° 4). Este hecho entrega una medida de la
energía que se debe aplicar para su fractura, lo que se traduce en un índice de su
Tenacidad. Si bien los resultados de los ensayos de impacto no se utilizan directamente para el
diseño, son muy útiles como herramienta de la producción, ya que permiten la comparación de un
acero con otro que ha dado resultados satisfactorios.

5.1.1.4. ENSAYO DE DOBLADO
Este ensayo sirve para obtener una idea aproximada sobre el comportamiento del acero
a la flexión o esfuerzo de doblado. Se comienza el ensayo, colocando la pieza sobre dos
apoyos, cuya separación está normalizada. Se aplica luego, una fuerza controlada y que
aumenta paulatinamente hasta que la probeta se dobla completamente o comienzan a
aparecer las primeras grietas
5.1.2 ENSAYOS NO DESTRUCTIVOS
Los Ensayos No Destructivos son herramientas de control de calidad o proceso que permite
diagnosticar preventivamente las condiciones de un equipamiento, deterioro de un componente o

su mal funcionamiento, análisis de piezas recién fabricadas o reparadas. Entre los más importantes
métodos de ensayos no destructivos podemos citar los ensayos por Ultrasonido (EU), Líquidos
Penetrantes (EP), Rayos X (ER), Análisis de Vibraciones (EV), Termografía, Partículas Magnéticas,
entre otras.
5.1.2.1 ENSAYO DE LÍQUIDO PENETRANTE
Es un método no destructivo que permite la detección de discontinuidades en materiales sólidos
no porosos tales como metales cerámicos vidrios y plásticos y siempre que las discontinuidades se
encuentren abiertas a la superficie.
Este método esta basado en la penetración de un liquido dentro de las fisuras y esto ocurre debido
al fenómeno de la Capilaridad que es la propiedad de penetración de un liquido en lugares
extremamente pequeños debido a sus características físico-químicas, tal como la tensión
superficial de este liquido mencionado.
Una vez dentro de la fisura se provoca la absorción de este líquido hacia la superficie del material a
través del uso de un agente absorbente denominado Revelador.
Se rige con la norma ASTM E-1417
CLASIFICACION DE LOS LIQUIDOS PENTRANTES
Líquidos penetrantes coloreados visibles

Contienen pigmentos coloreados disueltos que los hacen visibles con luz natural (de día) o con luz
artificial blanca (lámparas eléctricas).
El color más utilizado es el rojo que hace claramente visibles las indicaciones sobre el fondo
normalmente blanco del revelador.
Líquidos penetrantes fluorescentes
Este tipo de líquido penetrante incorpora en su composición pigmentos fluorescentes de color
generalmente amarillo verdoso, que son sensibles a una iluminación especial llamada luz negra
que los hace fluorescer. En general, estos líquidos penetrantes fluorescentes tienen una mayor
sensibilidad que los coloreados, es decir, son capaces de detectar indicaciones más finas.
Líquidos penetrantes lavables con agua
Este tipo de penetrante es de uso muy cómodo y su empleo está bastante extendido, a pesar de su
menor sensibilidad.
METODO DE APLICACIÓN DE LOS LIQUIDOS PENETRANTES

1. Limpieza Previa
Es necesaria la Limpieza Previa de la superficie antes de la aplicación del Liquido Penetrante, pues
si la superficie de la pieza estuviera conteniendo aceites, grasas u otras suciedades que puedan
obstruir la abertura de la fisura, el Liquido Penetrante cuando es aplicado en la superficie no
conseguirá penetrar en la fisura por lo que el ensayo estará totalmente comprometido.
2. Aplicación de Líquido Penetrante
El Liquido Penetrante puede ser aplicado en la superficie de la pieza de varias maneras, pues el
objetivo principal es formar un filme sobre esta superficie, para que en cualquier parte del
material a ensayar este cubierto con Liquido Penetrante y por lo tanto pueda ser posible detectar
una fisura. Las técnicas de aplicación más utilizadas son la aplicación a pincel, pistola de pintura,
aerosol.
El Líquido penetrante deberá estar sobre la superficie en inspección por un periodo denominado
Tiempo de Penetración, que es el tiempo necesario para que el Líquido penetre en el interior de la
fisura. Este tiempo en promedio varia entre 10 a 30 minutos
3. Remoción de Líquido Penetrante
Luego de terminar el tiempo de penetración, el líquido penetrante debe ser removido de la
superficie de inspección. El modo como es realizada la remoción también es una forma de
clasificación del tipo del líquido penetrante:
4. Revelación
La etapa de la revelación es la etapa en que se forman las indicaciones sobre la superficie en
inspección. La función del Revelador es exactamente la de absorber hacia la superficie el resto del
Liquido Penetrante que quedo contenido dentro de la discontinuidad (fisura) después de la etapa
de remoción del exceso.
Los Reveladores se presentan en tres formas básicas:
a. Reveladores Acuosos
b. Reveladores No Acuosos
c. Reveladores Secos
Siendo que el mas sensible de ellos es el revelador No Acuoso por propiciar una camada de
revelador mucho mas uniforme

5.1.2.2 PARTÍCULAS MAGNÉTICAS
La magnetización de un material ferro magnético se puede lograr mediante la inducción de un
campo magnético fuerte, desde una fuente externa de magnetización (un electroimán), o
mediante el paso de corriente directamente a través de la pieza. La fuerza del campo generado es
resultado de la cantidad de corriente eléctrica que se aplique y el tamaño de la pieza, entre otras
variables.
Una vez magnetizado el objeto de estudio, éste se comporta como un imán, es decir, se crean en
él dos polos magnéticos Sur y Norte. Estos polos determinan la dirección de las líneas de flujo
magnético, las cuales viajan de Norte a Sur.
Teniendo la pieza magnetizada (magnetización residual), y/o bajo la presencia constante del
campo magnético externo (magnetización continua), se aplica el polvo de limadura de hierro seco,
o suspendido en un líquido (agua o algún destilado del petróleo). Donde se encuentre una
perturbación o una fuga en las líneas de flujo magnético, las pequeñas partículas de hierro se
acumularán, formando la indicación visible o fluorescente, dependiendo del material usado.
5.1.2.3 RADIOGRAFÍA INDUSTRIAL

La Inspección por RT se define como un procedimiento de inspección no destructivo de tipo físico,
diseñado para detectar discontinuidades macroscópicas y variaciones en la estructura interna o
configuración física de un material. En la siguiente imagen se muestra una imagen del arreglo
radiográfico empleado con mayor frecuencia.
5.1.2.4ULTRASONIDO INDUSTRIAL
El método consiste en utilizar ondas de sonido fuera del intervalo auditivo, con una frecuencia de
1 a 5 millones de Hz (ciclos por segundo)- de aquí el término ultrasónico. El método ultrasónico es
una prueba no destructiva, confiable y rápida que emplea ondas sonoras de alta frecuencia
producidas electrónicamente que penetrarán metales, líquidos y muchos otros materiales a
velocidades de varios miles de metros por segundo. Las ondas ultrasónicas para ensayos no
destructivos generalmente las producen materiales piezoeléctricos, los cuales sufren un cambio en
su dimensión física cuando se someten a un campo eléctrico.

5.1.2.5 EMISIÓN ACÚSTICA
Este método detecta cambios internos en los materiales o dicho de otra manera, detecta micro-
movimientos que ocurren en los materiales cuando por ejemplo: existe un cambio micro-
estructural, tal como lo son las transformaciones de fase en los metales, el crecimiento de grietas,
la fractura de los frágiles productos de corrosión, cedencia, deformación plástica, etc. La detección
de estos mecanismos mediante EA, se basa en el hecho de que cuando ocurren, parte de la
energía que liberan es transmitida hacia el exterior del material en forma de ondas elásticas
(sonido), es decir, emiten sonido (emisión acústica). La detección de estas ondas elásticas se
realiza mediante el uso de sensores piezo-eléctricos, los cuales son instalados en la superficie del
material. Los sensores, al igual que en el método de ultrasonido, convierten las ondas elásticas en
pulsos eléctricos y los envía hacia un sistema de adquisición de datos, en el cual se realiza el
análisis de los mismos

CAPITULO 6
CONCLUSIONES Y RECOMENDACIONES
4.0 RESULTADO ANÁLISIS Y CONCLUSIONES:
Del cálculo llegamos a las siguientes conclusiones:
Según el cálculo de la estructura tenemos como ratio de esfuerzo máximo de
trabajo igual a 0.64 el cual no supera el valor de 1. Ubicado en las columnas
principales de la estructura en la parte inferior, según se observa en el análisis
mediante el SAP2000 V.14 AISC LRFD93.
Según los ratios obtenidos se concluye que la estructura no fallará bajo las
consideraciones de carga, con todas las combinaciones posibles de cargas
actuantes.
El diseño de las estructuras tiene un factor de seguridad de: F.S = 1/0.64 =
1.42 mayor a 1. Haciendo Actuar sobre ella la carga de Sismo, Viento, carga
viva y carga muerta simultáneamente.
BIBLIOGRAFIA
William F. Smith Fundamentos de la ciencia e ingeniería de materiales Tercera edición. Ed. Mc-
Graw Hill
James F. Shackerlford Introducción a la ciencia de materiales para ingenieros Cuarta edición.
Ed. Prentice Hall (1998)