A. ANÁLISIS DE LOS RESULTADOS. 1. CONOCIMIENTO DE …
30
110 A. ANÁLISIS DE LOS RESULTADOS. 1. CONOCIMIENTO DE LOS PROCESOS DE REFRIGERACIÓN. En esta fase se investigó toda la información concerniente al proceso de refrigeración principal y secundario, el cual sirvió para obtener un amplio conocimiento de la extracción de líquidos que se lleva a cabo en la planta de compresión TJ-3 y las formas que actúan dichos procesos. La planta de Compresión Tía Juana 3 consta de dos sistemas de refrigeración con propano: Un sistema principal, constituido básicamente por la turbina y el compresor principal del refrigerante, por los enfriadores principales de cada cadena (Chillers A y B) y por el condensador B del tope de la torre desetanizadora. El sistema secundario esta integrado básicamente por una turbina, un compresor York y el condensador A del tope de la torre desetanizadora. La planta de compresión TJ-3 mediante la etapa de expansión permite la obtención de GLP a partir de gas natural en base a procesos de refrigeración (utilizando como medio refrigerante propano) y estabilización (desetanización).
Transcript of A. ANÁLISIS DE LOS RESULTADOS. 1. CONOCIMIENTO DE …

110
A. ANÁLISIS DE LOS RESULTADOS.
1. CONOCIMIENTO DE LOS PROCESOS DE REFRIGERACIÓN.
En esta fase se investigó toda la información concerniente al proceso
de refrigeración principal y secundario, el cual sirvió para obtener un amplio
conocimiento de la extracción de líquidos que se lleva a cabo en la planta de
compresión TJ-3 y las formas que actúan dichos procesos.
La planta de Compresión Tía Juana 3 consta de dos sistemas de
refrigeración con propano: Un sistema principal, constituido básicamente por
la turbina y el compresor principal del refrigerante, por los enfriadores
principales de cada cadena (Chillers A y B) y por el condensador B del tope
de la torre desetanizadora.
El sistema secundario esta integrado básicamente por una turbina, un
compresor York y el condensador A del tope de la torre desetanizadora.
La planta de compresión TJ-3 mediante la etapa de expansión permite
la obtención de GLP a partir de gas natural en base a procesos de
refrigeración (utilizando como medio refrigerante propano) y estabilización
(desetanización).
111
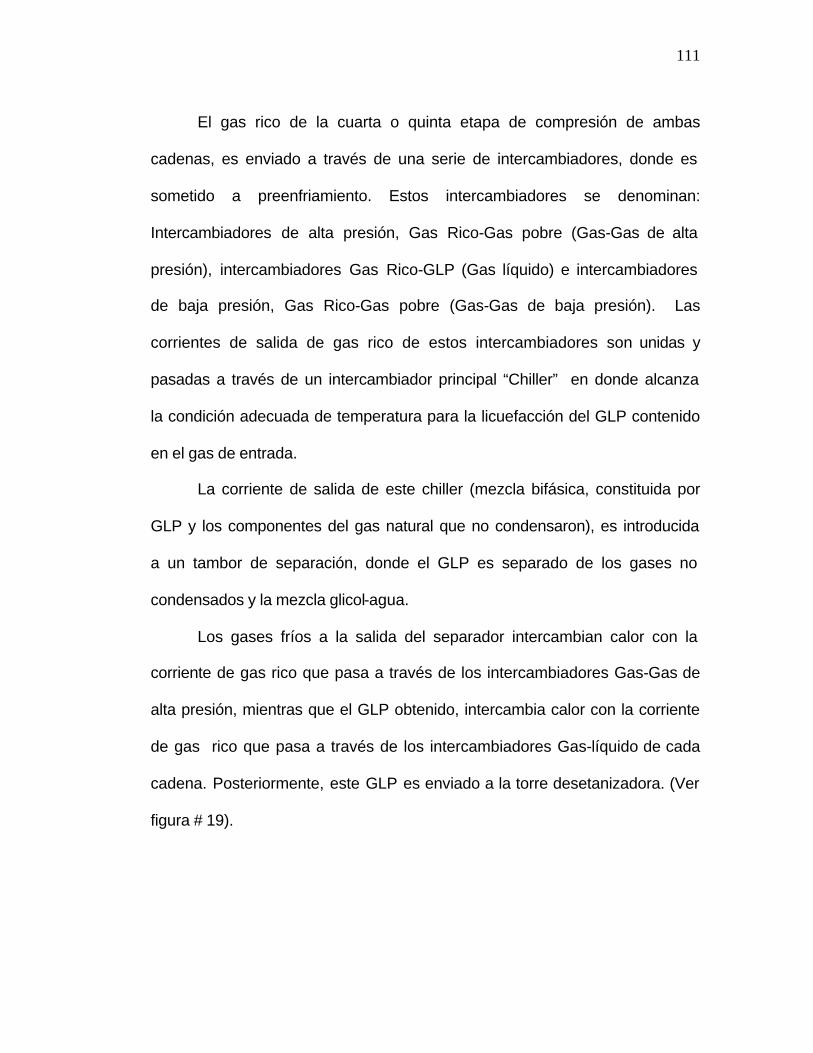
El gas rico de la cuarta o quinta etapa de compresión de ambas
cadenas, es enviado a través de una serie de intercambiadores, donde es
sometido a preenfriamiento. Estos intercambiadores se denominan:
Intercambiadores de alta presión, Gas Rico-Gas pobre (Gas-Gas de alta
presión), intercambiadores Gas Rico-GLP (Gas líquido) e intercambiadores
de baja presión, Gas Rico-Gas pobre (Gas-Gas de baja presión). Las
corrientes de salida de gas rico de estos intercambiadores son unidas y
pasadas a través de un intercambiador principal “Chiller” en donde alcanza
la condición adecuada de temperatura para la licuefacción del GLP contenido
en el gas de entrada.
La corriente de salida de este chiller (mezcla bifásica, constituida por
GLP y los componentes del gas natural que no condensaron), es introducida
a un tambor de separación, donde el GLP es separado de los gases no
condensados y la mezcla glicol-agua.
Los gases fríos a la salida del separador intercambian calor con la
corriente de gas rico que pasa a través de los intercambiadores Gas-Gas de
alta presión, mientras que el GLP obtenido, intercambia calor con la corriente
de gas rico que pasa a través de los intercambiadores Gas-líquido de cada
cadena. Posteriormente, este GLP es enviado a la torre desetanizadora. (Ver
figura # 19).

112
La torre desetanizadora constituye el cuerpo principal del proceso de
estabilización del GLP. El producto GLP estabilizado es enviado
directamente a la planta GLP-2 para su debido fraccionamiento. Los gases
fríos no condensables del tope de la torre, intercambian calor con la corriente
de Gas Rico que pasa a través del intercambiador Gas-Gas de baja presión y
posteriormente son recomprimidos por las unidades Solar A y B. A su salida
se unen con el gas seco saliendo de los intercambiadores Gas-Gas de alta
presión de su respectiva cadena.
El sistema de refrigeración secundario lo constituye un ciclo cerrado
similar al de refrigeración principal, con la diferencia de que este es de
EXTRACCION CADENA A
Figura #19 . Fuente: Foxboro IA. PDVSA

113
menor magnitud dado que el mismo es usado exclusivamente para el
condensador D2-353 A del tope de la torre. La función de este sistema es
recuperar lo mayor posible el GLP contenido en el gas natural.
El sistema está constituido por: un tambor de compensación D8-352
(salpicador), un tambor economizador D8-351, un depurador de primera
etapa D8-350, Chiller D2-353 A, el condensador D2-358 y el compresor Solar
York.
El proceso comienza en el tambor salpicador D8-352 donde el
propano se mantiene en estado líquido debido a la temperatura y presión en
el cual se encuentra (190 psig a 95ºF). El D8-351 (Economizador) es
alimentado desde el salpicador. Acá se crea la primera expansión del
propano refrigerante y por consiguiente, la temperatura de éste disminuye.
Los vapores de propano generado en este proceso son dirigidos a la
segunda succión del compresor refrigerante mientras que desde el fondo
(líquido) permite compensar los requerimientos de propano en el chiller D2-
353 A, de acuerdo a las necesidades requeridas en el proceso.
El intercambio de temperatura que se produce en el chiller D2-353 A,
entre el propano y los vapores del tope de la torre, hace que parte del nivel
de propano se vaporice. Estos vapores, a una presión de 8 a 12 psig, son
dirigidos al depurador D8-350, para luego, constituir el flujo de succión de la
primera etapa del York. (Ver figura # 20).

114
La simulación del sistema de refrigeración secundaria se realizó en
base a los equipos involucrados en el mismo, los cuales son: el Chiller A (D2-
353A), Chiller B (D2-353B) y el Tambor de Reflujo (D8-356). Debido a que
estos son los elementos mas importante del proceso.
Por otra parte y dada las condiciones actuales, se especificó de
manera mas detallada el funcionamiento de los sistemas involucrados en la
simulación.
Los vapores que salen por el tope de la torre desetanizadora,
contienen etano e hidrocarburos mas livianos que son enfriados y
condensados por medio de los chillers condensadores (D2-353A y B). Los
cuales son alimentados con propano refrigerado a una temperatura de
SISTEMA REFRIGERACIÓN SECUNDARIA
Figura # 20. Fuente: PDVSA, IA. 2000

115
menos 40ºF. Los vapores del tope fluyen a través de los tubos de estos
enfriadores condensadores que se encuentran en serie en planta TJ-3 y
paralelo en TJ-2. (Véase Anexo 1).
Los vapores de salida de los chillers se unen para fluir hacia el tambor
de reflujo D8-356 a una temperatura aproximada de –15°F, en donde los
hidrocarburos pesados (propano y butanos) se condensan para ser devueltos
a la torre en forma de reflujo, a una tasa aproximada de 900 GPM
dependiendo del nivel del chilito B, con el fin de mantener la temperatura de
tope en 22° F.
Los vapores condensados son enviados hacia la torre por medio de
las bombas de reflujo D3-359 A y B.
Los vapores fríos no condensables constituidos principalmente por
metano, etano y algunas partículas de propano se desprenden del tambor
de reflujo y son enviados al sistema de compresión.
Los condensadores de reflujo recibe su alimentación desde dos
fuentes El chiller D2-353A es alimentado por el sistema de la unidad Solar-
York, mientras que el chiller D2-353B recibe refrigerante desde el sistema de
refrigeración principal existente.
El controlador de nivel de liquido LIC-2.118 se usa para controlar o
variar el nivel de refrigerante en el chiller D2-353A .
La operación de control de nivel del refrigerante del chiller D2-353B es
LIC-2.205. Los controladores de nivel de ambos chillers poseen topes limites
116
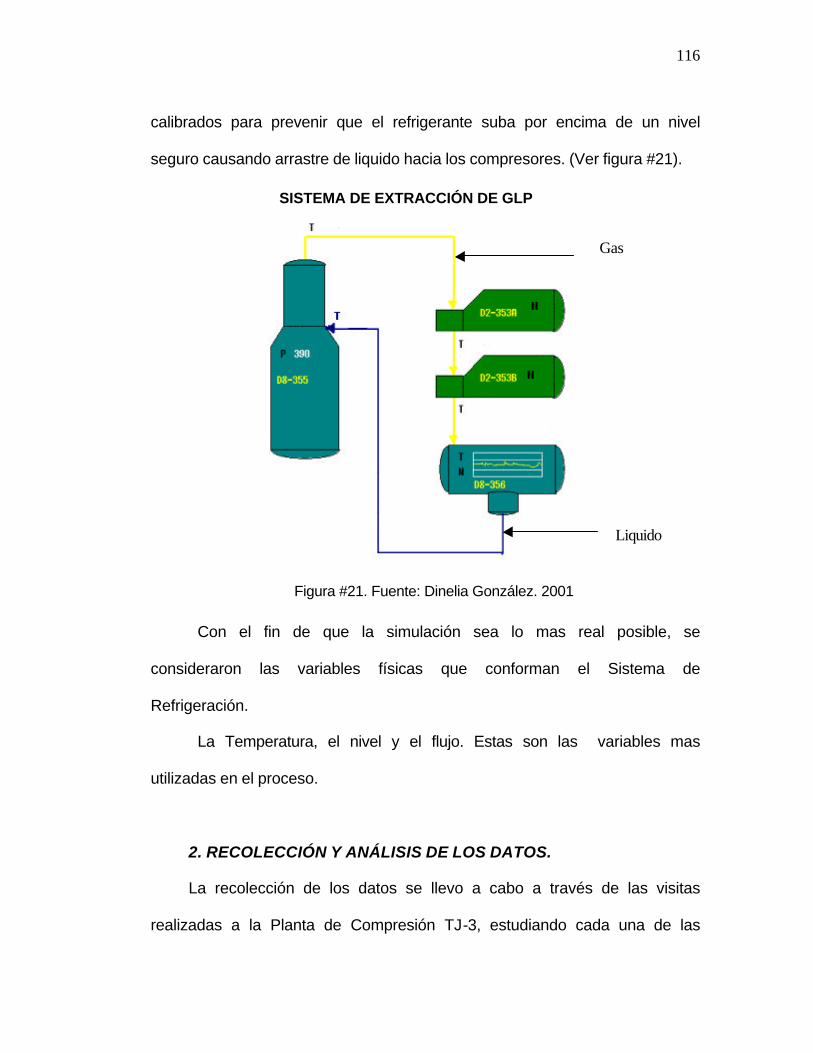
calibrados para prevenir que el refrigerante suba por encima de un nivel
seguro causando arrastre de liquido hacia los compresores. (Ver figura #21).
Con el fin de que la simulación sea lo mas real posible, se
consideraron las variables físicas que conforman el Sistema de
Refrigeración.
La Temperatura, el nivel y el flujo. Estas son las variables mas
utilizadas en el proceso.
2. RECOLECCIÓN Y ANÁLISIS DE LOS DATOS.
La recolección de los datos se llevo a cabo a través de las visitas
realizadas a la Planta de Compresión TJ-3, estudiando cada una de las
SISTEMA DE EXTRACCIÓN DE GLP
Figura #21. Fuente: Dinelia González. 2001
Gas
Liquido

117
condiciones que permite el desarrollo de los procesos realizados en dicha
Planta. Para ello se utilizó el Sistema de Control Distribuido (DCS) Foxboro
de la serie IA que opera en dicha planta. (Ver anexo 2).
Este sistema esta constituido por una serie de elementos
fundamentales en su operación, tales como el Hardware y el Software
acompañado por un conjunto de microprocesadores, que permiten la
recepción de señales de los equipos que llevan a cabo un proceso productivo
determinado. Estos microprocesadores se distribuyen de forma estratégica y
están conectados entre sí a través de un canal de transferencia de datos en
tiempo.
El operador puede manipular los procesos a través de una consola de
control principal, a través de despliegues que le permite una mayor
visualización de los sistemas existentes. (Ver figura # 22)
CONSOLA DE CONTROL PRINCIPAL FOXBORO DE LA SERIE IA
Figura # 22. Fuente: Dinelia González. 2001
118
A través de estos despliegues se realizaron pruebas escalón a los
controladores de nivel de los chillers A y B (RR_U5: LC3118.MEAS y
15_U5LC3205.MEAS respectivamente) y al controlador de nivel del tambor
de reflujo D8-356 (RR_U4:LC3211A.MEAS).
El procedimiento de la prueba escalón se llevó a cabo de la siguiente
forma:
Para cada equipo se colocó el controlador en la posición “manual” (es
decir, el circuito abierto), y se aplico al proceso, un cambio en la señal de
salida del controlador. La magnitud del cambio fue lo suficientemente grande
como para que se pudiese medir el cambio consecuente en la señal de
salida del transmisor, pero no tanto para que las no linealidades del proceso
ocasionen la distorsión de la respuesta. (Véase Anexo 3).
La respuesta de la señal de salida del transmisor se graficó con
respecto al tiempo para obtener la curva de reacción del proceso.
Se realizaron dos pruebas para cada equipo y se graficó la respuesta
del proceso (es decir la salida del transmisor TO). Al controlador de nivel
(RR_U5:LC3118MEAS) del chiller D2-353A se le aplicó un cambio de
magnitud de 20 a 25 % y otro de 40 a 30%, obteniéndose los resultados que
se muestran en la figura # 23a y 23b.
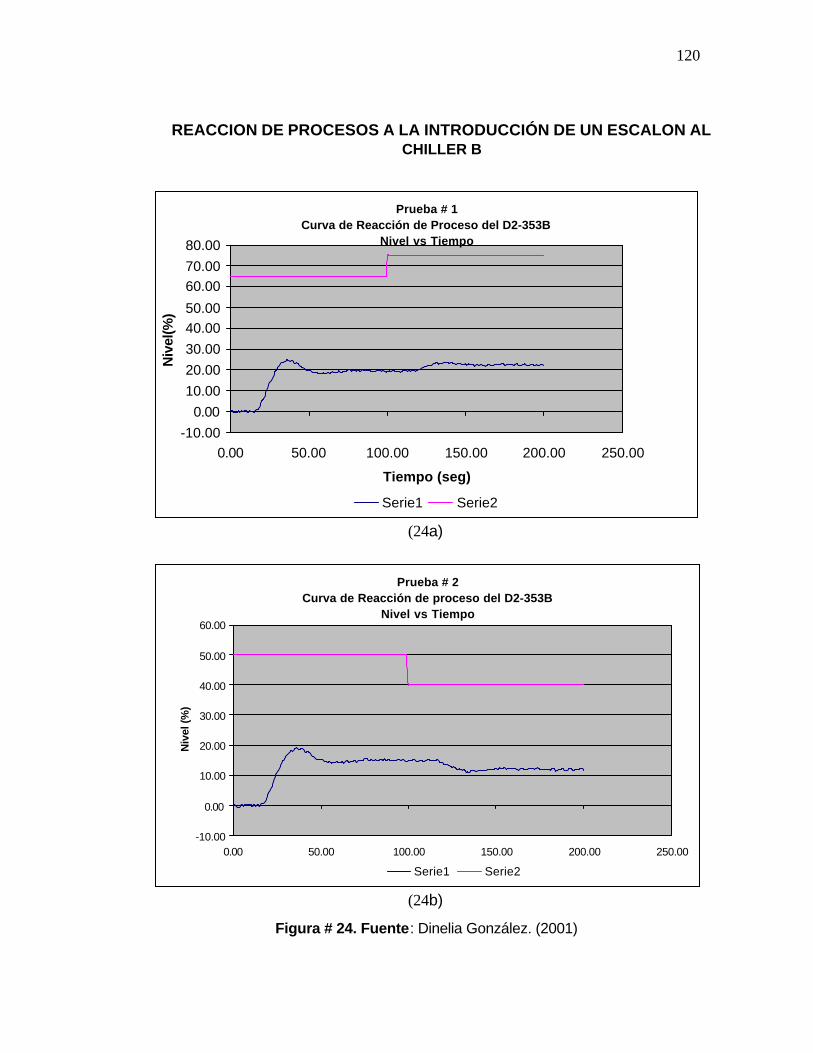
De igual manera, al controlador de nivel del chiller D2-353B
(15_U5:LC3205.MEAS), se aplicó un cambio de magnitud de 65 a 75% y otro
de 50 a 40%, dando como resultado las gráficas que se muestran en las
figuras 24a y 24b.

119
Prueba # 1Curva de Reacción de Proceso del D2-353A
Nivel vs Tiempo
-5.00
0.00
5.00
10.00
15.00
20.00
25.00
30.00
0.00 50.00 100.00 150.00 200.00 250.00
Tiempo (t seg.)
Niv
el(%
)
Serie1
Serie2
(23a)
Prueba # 2Curva de Reacción de proceso del D2-353A
Nivel vs Tiempo
-5.00
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
40.00
45.00
0.00 50.00 100.00 150.00 200.00 250.00Tiempo (seg)
Niv
el (
%)
Serie1
Serie2
(23b)
Figura # 23. Fuente: Dinelia González. (2001)
REACCION DE PROCESOS A LA INTRODUCCIÓN DE UN ESCALON AL CHILLER A
120
Prueba # 1Curva de Reacción de Proceso del D2-353B
Nivel vs Tiempo
-10.00
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
0.00 50.00 100.00 150.00 200.00 250.00
Tiempo (seg)
Niv
el(%
)
Serie1 Serie2
(24a)
Prueba # 2Curva de Reacción de proceso del D2-353B
Nivel vs Tiempo
-10.00
0.00
10.00
20.00
30.00
40.00
50.00
60.00
0.00 50.00 100.00 150.00 200.00 250.00
Tiempo (seg)
Niv
el (%
)
Serie1 Serie2
(24b)
REACCION DE PROCESOS A LA INTRODUCCIÓN DE UN ESCALON AL CHILLER B
Figura # 24. Fuente: Dinelia González. (2001)

121
De la misma forma y siguiendo los mismos procedimientos, se
introdujo una función escalón al Tambor de reflujo
(RR_U4:LC3211A.MEAS), la cual tuvo una magnitud de 50 a 65% y otra de
50 a 40 %. Graficando se obtuvo: (Véase la figura 25a y 25b)
Prueba # 1Curva de Reacción de Proceso del D8-356
Nivel vs Tiempo
-10.00
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
0.00 50.00 100.00 150.00 200.00 250.00
TIEMPO
NIV
EL
Serie1 Serie2
(25a)
Prueba # 2Curva de Reacción de Proceso del D8-356
Nivel vs Temperatura
-10.00
0.00
10.00
20.00
30.00
40.00
50.00
60.00
0.00 50.00 100.00 150.00 200.00 250.00
TIEMPO
NIV
EL
Serie1 Serie2
CURVA DE REACCION DE PROCESO INTRODUCIENDO UN ESCALON
Figura # 25. Fuente: Dinelia González. (2001)

122
Después de haber obtenido los datos y graficarlos, se procedió a la
realización de los modelos matemáticos, y a la selección del modelo mas
favorable. La realización de los modelos serán explicados detalladamente en
la siguiente fase de esta investigación.
3. REALIZACIÓN DE LOS MODELOS MATEMÁTICOS.
A través de el conjunto de datos obtenidos, se procedió a desarrollar
las características dinámicas del proceso, utilizando el método matemático
de los “Dos Puntos”, propuesto por el Ing. Pedro Acosta y utilizándose como
referencia bibliográfica el texto Control Automático de Procesos (Teoría y
Practica) de Smith-Corripio. (Estos datos se muestran en el anexo 4).
Con este método, los procesos de orden mayor obtenido de planta se
aproximaron a procesos de primer orden mas tiempo muerto (POMTM),
como se ilustra en la ecuación:
( )( ) 1
.+
=−
seK
sIsO TOS
τ
El modelo POMTM (primer orden mas tiempo muerto), es el que se
basan la mayoría de las formulas de ajuste de controladores. En este modelo
el proceso se caracteriza mediante tres parámetros: La ganancia (K), el
tiempo muerto (to) y la constante de tiempo (τ).
La ganancia del proceso (K), también llamada ganancia de estado
estacionario, indica cuanto cambia la variable de salida por unidad de cambio
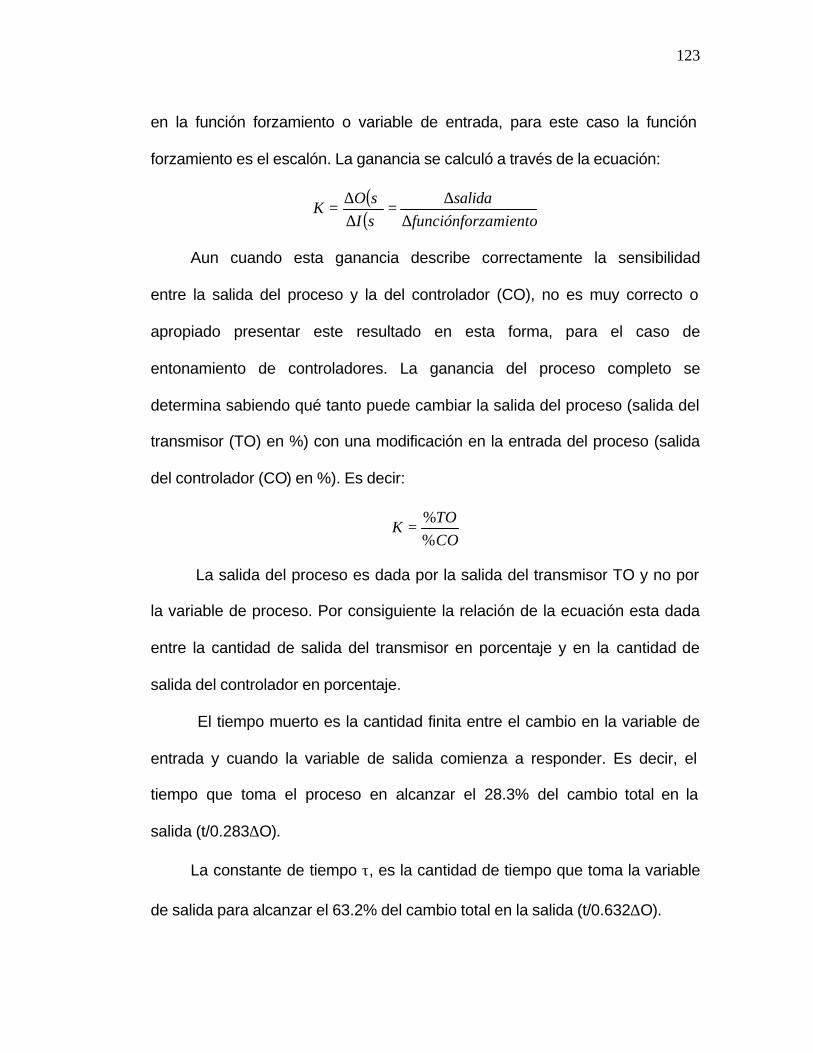
123
en la función forzamiento o variable de entrada, para este caso la función
forzamiento es el escalón. La ganancia se calculó a través de la ecuación:
( )( ) zamientofunciónfor
salidasIsO
K∆
∆=∆∆=
Aun cuando esta ganancia describe correctamente la sensibilidad
entre la salida del proceso y la del controlador (CO), no es muy correcto o
apropiado presentar este resultado en esta forma, para el caso de
entonamiento de controladores. La ganancia del proceso completo se
determina sabiendo qué tanto puede cambiar la salida del proceso (salida del
transmisor (TO) en %) con una modificación en la entrada del proceso (salida
del controlador (CO) en %). Es decir:
COTO
K%%=
La salida del proceso es dada por la salida del transmisor TO y no por
la variable de proceso. Por consiguiente la relación de la ecuación esta dada
entre la cantidad de salida del transmisor en porcentaje y en la cantidad de
salida del controlador en porcentaje.
El tiempo muerto es la cantidad finita entre el cambio en la variable de
entrada y cuando la variable de salida comienza a responder. Es decir, el
tiempo que toma el proceso en alcanzar el 28.3% del cambio total en la
salida (t/0.283∆O).
La constante de tiempo τ, es la cantidad de tiempo que toma la variable
de salida para alcanzar el 63.2% del cambio total en la salida (t/0.632∆O).
124
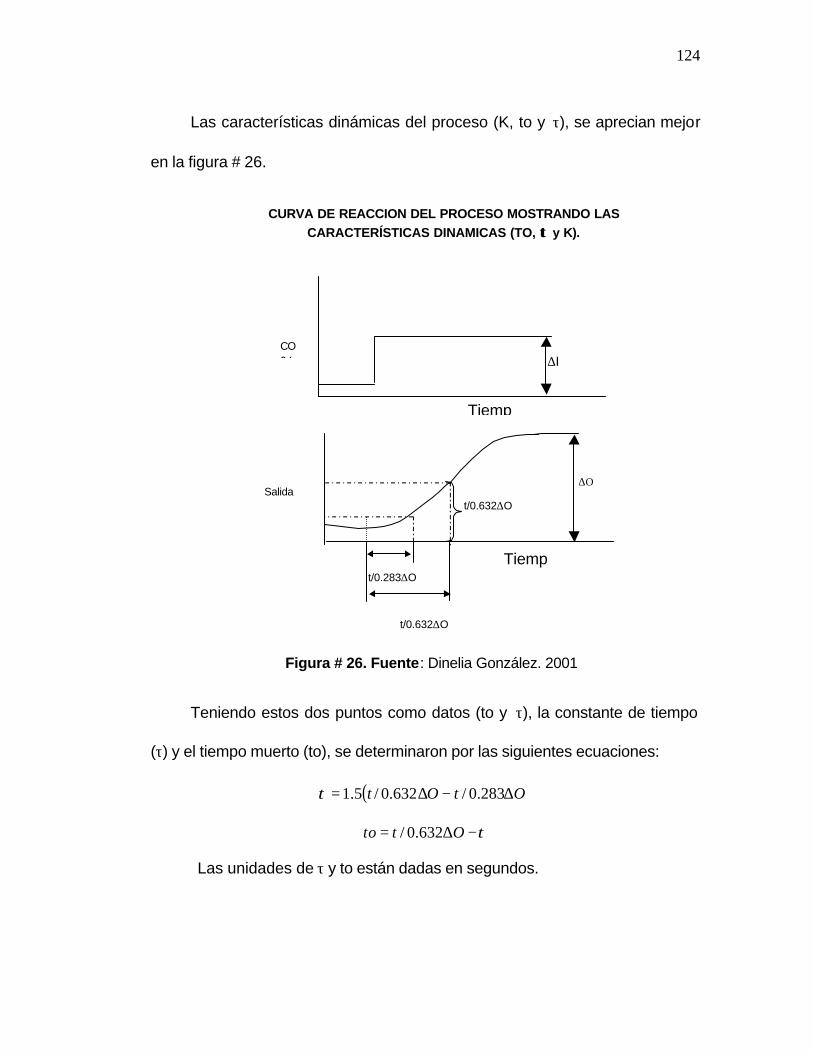
Las características dinámicas del proceso (K, to y τ), se aprecian mejor
en la figura # 26.
Teniendo estos dos puntos como datos (to y τ), la constante de tiempo
(τ) y el tiempo muerto (to), se determinaron por las siguientes ecuaciones:
( )OtOt ∆−∆= 283.0/632.0/5.1τ
τ−∆= Otto 632.0/
Las unidades de τ y to están dadas en segundos.
Figura # 26. Fuente: Dinelia González. 2001
CURVA DE REACCION DEL PROCESO MOSTRANDO LAS CARACTERÍSTICAS DINAMICAS (TO, ττ y K).
CO
%
t/0.632∆O
∆O
t/0.632∆O
t/0.283∆O
Tiempo
Salida
Tiemp
∆I
125
Ahora bien, una vez analizados y realizado todos los modelos para
cada prueba escalón, se seleccionaron los que mas se aproximaban al
proceso real. Estos son:
1. Chiller A (D2-353A):
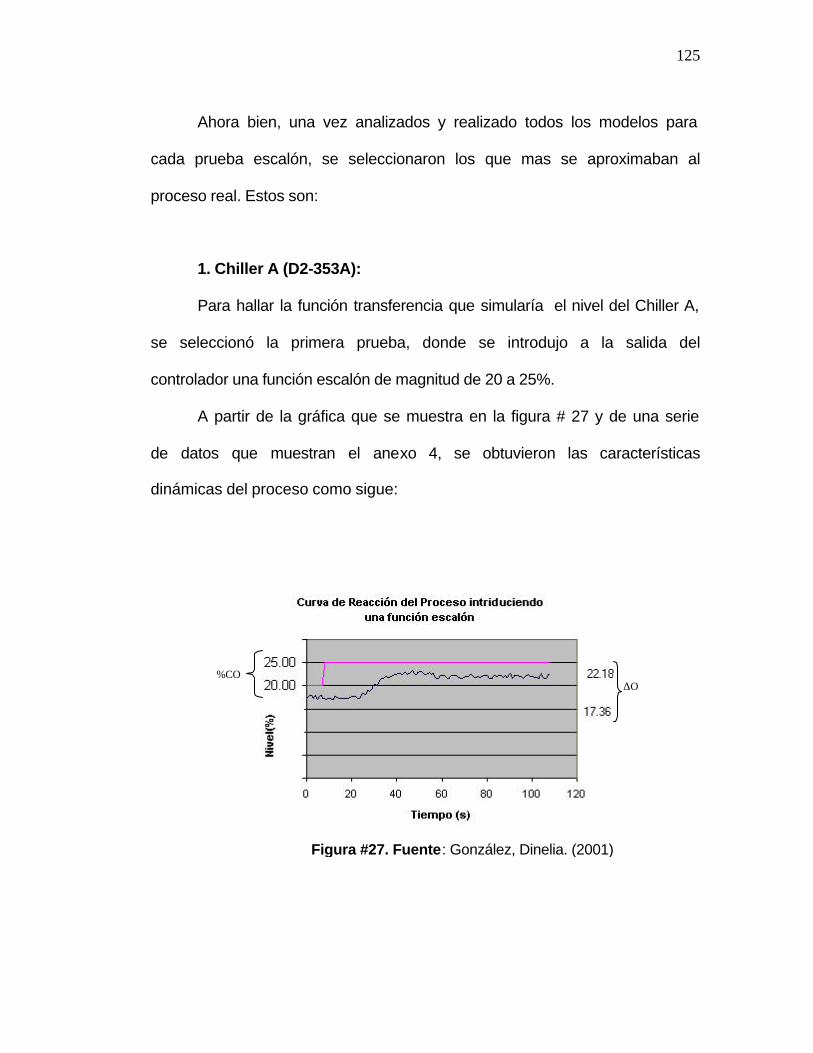
Para hallar la función transferencia que simularía el nivel del Chiller A,
se seleccionó la primera prueba, donde se introdujo a la salida del
controlador una función escalón de magnitud de 20 a 25%.
A partir de la gráfica que se muestra en la figura # 27 y de una serie
de datos que muestran el anexo 4, se obtuvieron las características
dinámicas del proceso como sigue:
∆O %CO
Figura #27. Fuente: González, Dinelia. (2001)
126
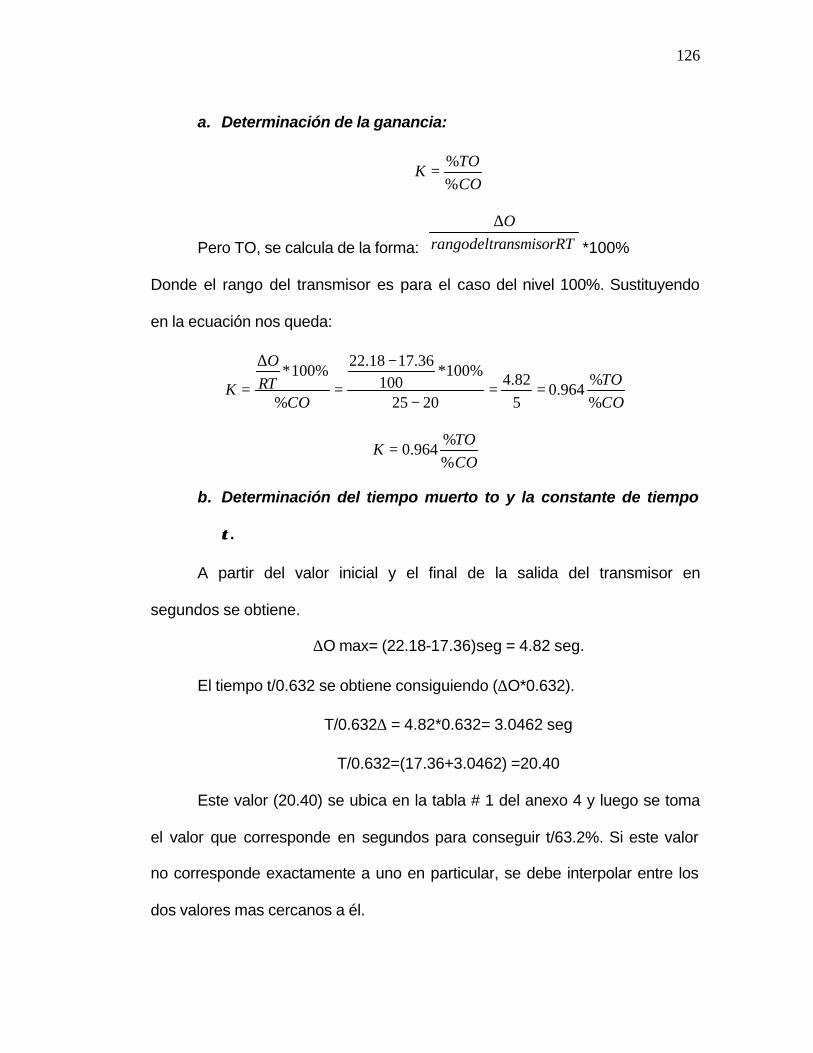
a. Determinación de la ganancia:
COTO
K%%=
Pero TO, se calcula de la forma: ansmisorRTrangodeltrO∆
*100%
Donde el rango del transmisor es para el caso del nivel 100%. Sustituyendo
en la ecuación nos queda:
COTO
CORT
O
K%%
964.0582.4
2025
%100*100
36.1718.22
%
%100*==
−
−
=
∆
=
COTO
K%%
964.0=
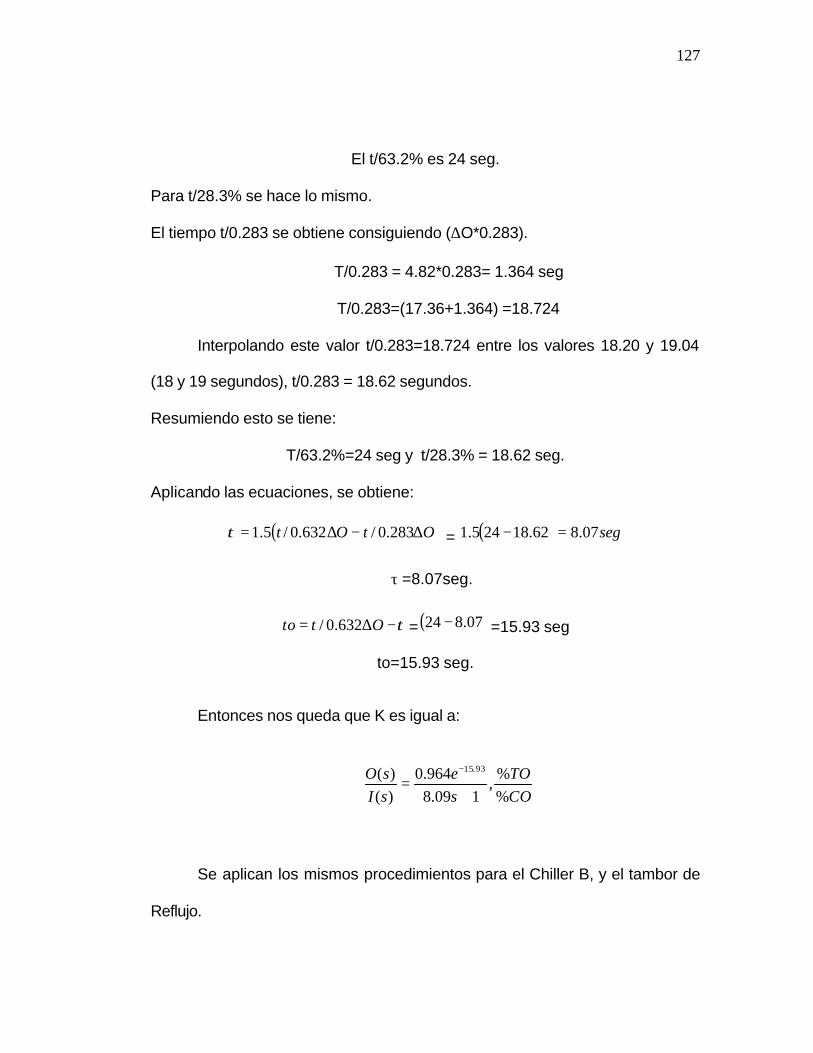
b. Determinación del tiempo muerto to y la constante de tiempo
ττ.
A partir del valor inicial y el final de la salida del transmisor en
segundos se obtiene.
∆O max= (22.18-17.36)seg = 4.82 seg.
El tiempo t/0.632 se obtiene consiguiendo (∆O*0.632).
T/0.632∆ = 4.82*0.632= 3.0462 seg
T/0.632=(17.36+3.0462) =20.40
Este valor (20.40) se ubica en la tabla # 1 del anexo 4 y luego se toma
el valor que corresponde en segundos para conseguir t/63.2%. Si este valor
no corresponde exactamente a uno en particular, se debe interpolar entre los
dos valores mas cercanos a él.
127
El t/63.2% es 24 seg.
Para t/28.3% se hace lo mismo.
El tiempo t/0.283 se obtiene consiguiendo (∆O*0.283).
T/0.283 = 4.82*0.283= 1.364 seg
T/0.283=(17.36+1.364) =18.724
Interpolando este valor t/0.283=18.724 entre los valores 18.20 y 19.04
(18 y 19 segundos), t/0.283 = 18.62 segundos.
Resumiendo esto se tiene:
T/63.2%=24 seg y t/28.3% = 18.62 seg.
Aplicando las ecuaciones, se obtiene:
( )OtOt ∆−∆= 283.0/632.0/5.1τ = ( ) seg07.862.18245.1 =−
τ =8.07seg.
τ−∆= Otto 632.0/ = ( )07.824 − =15.93 seg
to=15.93 seg.
Entonces nos queda que K es igual a:
COTO
se
sIsO
%%
,109.8
964.0)()( 93.15
+=
−
Se aplican los mismos procedimientos para el Chiller B, y el tambor de
Reflujo.

128
2. Chiller B (D2-353B):
Para hallar el modelo matemático para simular el nivel del Chiller B, se
seleccionó la primera prueba, donde se aplicó una función escalón de
magnitud 65 a 75% a la salida del controlador (CO),dando como resultado un
valor inicial a la salida del transmisor (en segundos) de 19.30 seg. y un valor
final de 22.14 seg. Como se muestra en la figura # 28.
a. Determinación de la ganancia:
COTO
K%%=
Pero TO, se calcula de la forma: ansmisorRTrangodeltrO∆
*100%
Donde el rango del transmisor es para el caso del nivel es 100%.
Sustituyendo en la ecuación nos queda:
%CO
∆O
TO
Figura # 28. Fuente: González, Dinelia. (2001)

129
COTO
CORT
O
K%%
204.01004.2
6575
%100*100
30.1914.22
%
%100*==
−
−
=
∆
=
COTO
K%%
204.0=
b. Determinación del tiempo muerto to y la constante de tiempo
ττ.
A partir del valor inicial y el final de la salida del transmisor en
segundos se obtiene.
∆O max= (22.14-19.30)seg = 2.04 seg.
El tiempo t/0.632 se obtiene consiguiendo (∆O*0.632).
T/0.632∆ = 2.04*0.632= 0.128 seg
T/0.632=(19.30+0.128) =19.428
Ubicando el punto en la Tabla # 2 del anexo 4, se tiene que t/63.2%
equivale a 15 segundos.
Para t/28.3% se hace lo mismo.
El tiempo t/0.283 se obtiene consiguiendo (∆O*0.283).
T/0.283 = 2.04*0.283= 0.057 seg
T/0.283=(19.30+0.057) =19.35
Se ubica en la tabla y se obtiene que para t/28.3% equivale a 10 seg.
Resumiendo se tiene:
T/63.2%=15 seg y t/28.3% = 10 seg.
Aplicando las ecuaciones, se obtiene:
130
( )OtOt ∆−∆= 283.0/632.0/5.1τ = ( ) seg5.710155.1 =−
τ =7.5 seg.
τ−∆= Otto 632.0/ = ( )5.715 − =7.5 seg
to=7.5 seg.
Entonces nos queda que K es igual a:
COTO
se
sIsO
%%
,15.7
.204.0)()( 5.7
+=
−
3. Tambor de Reflujo D8-356:
Para obtener el modelo matemático del nivel del tambor de reflujo D8-
356, se aplicaron los mismos procedimientos, como se muestran a
continuación. (Ver figura #29)
Se aplicó una función escalón de 50 a 65% a la salida del controlador
(CO), obteniendo a la salida un valor inicial de 35.32 seg. Un valor final de
45.57 seg.

131
a. Determinación de la ganancia:
COTO
K%%=
Pero TO, se calcula de la forma: ansmisorRTrangodeltrO∆
*100%
Donde el rango del transmisor es para el caso del nivel 100%. Sustituyendo
en la ecuación nos queda:
COTO
CORT
O
K%%
683.015
25.105065
%100*100
32.3557.45
%
%100*==
−
−
=
∆
=
COTO
K%%
683.0=
∆O
%CO
Figura #29. Fuente: Dinelia González. (2001)

132
c. Determinación del tiempo muerto to y la constante de tiempo
ττ.
A partir del valor inicial y el final de la salida del transmisor en
segundos se obtiene.
∆O max= (45.57-35.32) seg = 10.25 seg.
El tiempo t/0.632 se obtiene consiguiendo (∆O*0.632).
T/0.632∆ = 10.25*0.632= 6.478 seg
T/0.632=(35.32+6.478) =41.798
Ubicando el valor 41.78 en la tabla #3 del anexo 4, se interpola entre
42.25 y 41.22 (11 y 12 segundos respectivamente) y se obtiene que t/0.632
es 11.50 segundos.
Para t/28.3% se hace lo mismo.
El tiempo t/0.283 se obtiene consiguiendo (∆O*0.283).
T/0.283 = 10.25*0.283= 2.900 seg
T/0.283=(135.32+2.900) =38.22
Se ubica en la tabla el valor 38.22 y se interpola entre los valores
39.14 y 37.22 (5 y 6 segundos respectivamente), se obtiene que para
t/28.3% es 5.520 segundos.
Resumiendo se tiene:
T/63.2%=11.50 seg y t/28.3% = 5.520 seg.
Aplicando las ecuaciones, se obtiene:
( )OtOt ∆−∆= 283.0/632.0/5.1τ = ( ) seg97.8520.550.115.1 =−

133
τ =8.97 seg.
τ−∆= Otto 632.0/ = ( )97.850.11 − =2.53 seg
to=2.53 seg.
COTO
se
IsOs
%%
,197.8
.683.0 53.2
+=
−
Para hallar el entonamiento de los controladores por este método de
los Dos Puntos, se utilizo el Control Proporcional y de reajuste (PI), ya que el
controlador (PID) no aplica para cálculos de nivel ya que este es muy
inestable. O sea la derivada del error es muy grande.
La mayoría de los procesos no se pueden controlar con una
desviación, es decir se deben controlar en el punto de control y en estos
casos se debe añadir la inteligencia al controlador proporcional, para eliminar
la desviación. Por lo tanto, el controlador PI tiene dos parámetros K y Ti, que
se deben ajustar para obtener el control satisfactorio.
A continuación se muestran las ecuaciones de ajuste, que describen la
operación de los controladores PI que se utilizaron. A partir de estas
ecuaciones se empezó a tantear hasta encontrar el valor deseado.
toKP
.9.0 τ= ; I=3.33.to

134
a. Chiller A (D2-353A):
521.093.15*964.0
09.8*99.0 ==P ; 04.5393.15*33.3 ==I
b. Chiller B (D2-353B):
85.45.7*204.05.7*99.0 ==P ; 975.245.7*33.3 ==I
c. Tambor de Reflujo D8-356:
16.553.2*683.097.8*99.0 ==P ; 42.853.2*33.3 ==I
4. Diseño y Simulación de los modelos a través de Simulink de
Matlab.
Para verificar el buen comportamiento de las ecuaciones anteriormente
desarrolladas ( Modelos matemáticos), se procedió a la ejecución del patrón
de simulación implementando un software de simulación de procesos como
lo es, Simulink de Matlab, el cual esta dotado de las herramientas
necesarias para mostrar gráficamente el comportamiento de cualquier
proceso que se desea analizar. Por medio de este se pudo observar el
comportamiento del nivel, temperatura, flujo, de los diferentes equipos que
componen el Sistema de Refrigeración.
135
Simulink viene con más de cien bloques ya implementados, que
ejecutan las funciones de modelización más comúnmente requeridas y se
utilizaron los mas necesarios. Los bloques están agrupados en librerías de
acuerdo con su comportamiento : Fuentes, Sumideros, Discreto, Continuo,
No lineal, Matemática, Funciones y Tablas, y Señales y Sistemas.
Con la utilización adecuada de cada uno de estos bloques, se
diseñaron los sistemas involucrados en la simulación.
Se puede apreciar mejor en el anexo 5 los modelos realizados en
Simulink, de el Chiller D2-353A, el Chiller D2-353B y el Tambor de Reflujo
D8-356.
Para verificar el funcionamiento de estos modelos, fue necesario la
realización de tablas constituidas por un conjunto de datos históricos ( datos
reales) , los cuales fueron utilizados para comparar con los datos obtenidos
en el simulador; estas tablas se pueden apreciar mejor en el anexo # 6.
Para la realización de la simulación se tomó una muestra de 15 datos
reales, siendo estos los analizados por medio del Simulink.
Dicha simulación consistió en introducir los valores reales de las
variables de entrada, las cuales eran: la temperatura de tope, el set-point de
nivel del Chiller A, Chiller B y el tambor de Reflujo; para obtener las variables
de salida que son: la temperatura de salida del Chiller A, temperatura de
salida del Chiller B, temperatura del Tambor de Reflujo, temperatura de
Reflujo hacia la torre y los galones por minutos (GPM).
136
Para poder simular los GPM, fue necesario asumir que la válvula de
control de nivel del Tambor de Reflujo era de característica alineal, es decir
se linealizo tomando un conjunto de datos de los porcentajes de apertura de
la válvula y los registros de flujo (GPM). Los datos se pueden apreciar en el
anexo # 7.
Otra forma que se empleó para visualizar los resultados fue a través de
la elaboración de gráficas de las variables de salida (temperatura, nivel) con
respecto al tiempo, las cuales muestran su comportamiento a través del
tiempo. Estas gráficas se muestran en el anexo # 8.
Es necesario señalar que los datos obtenidos en el simulador no son
exactos y que presentan ciertos grados de error. Este error es producto de la
mala calibración en los instrumentos de medición, condiciones de operación,
error humano, los cuales son reflejados en la data real.
B. DISCUSIÓN DE LOS RESULTADOS.
En el desarrollo del modelo del sistema de refrigeración secundaria de
la planta de compresión TJ-3 se logró reunir los siguientes resultados:
Mediante los datos reales extraídos de planta que corresponden a las
variables tanto de entrada como de salida. Las variables de entrada fueron
las introducidas en el simulador obteniéndose el comportamiento del proceso
a través de: La temperatura del chiller A, temperatura del chiller B,
temperatura del Tambor de Reflujo, temperatura de reflujo a Torre y los

137
galones por minuto (GPM), que recirculan a la torre, las cuales se muestran
en las siguientes tablas:
Temp. De Salida Chiller A °F Real
Temp. de Salida Del Chiller A Experimental
Temp. de Salida Del Chiller B °F
Real
Temp. De Salida del ChillerB Experimental
-0.2 -0.19 -13 -14.9
-7.5 -7.799 -18 -19.3
-3.99 -3.233 -13 -14.94
-6.1 -6.317 -18 -18.07
2.3 1.52 -11 -10.91
-1.207 -1.05 -14 -15.08
-1.01 -1.18 -13.01 -13.28
15.96 16.29 1.01 -0.62
-0.53 -0.47 -12.35 -12.71
-0.65 -0.734 -15.674 -15.99
3.931 3.856 -10.28 -10.4
-1.651 -1.824 -16.885 -16.04
-3.056 -3.893 -18.731 -18.71
-6.512 -6.257 -20.72 -20.02
-4.69 -4.967 -20.073 -20.226
Datos Que Muestran Las Temperaturas Reales Y Simuladas De Los Chillers A Y B.
Tabla #3. Fuente: Dinelia González. 2001
138
Temp. De Reflujo a Torre
°F Real
Temp. De Reflujo a Torrre °F Experimental
Temp. del Tambor De Reflujo °F
Temp. Del Tambor de Reflujo
°F Experimental -14.50 -14.55 -18 -17.8
-19 -19.2 -22.6 -22.2
-14.01 -14.18 -16.9 -17.18
-17.1 -17.78 -21 -20.78
-9.1 -9.54 -13 -15.22
-14 -14.34 -17.55 -17.34
-12.35 -12.27 -15.01 -15.27
-2.5 2.287 -0.1 -0.713
-11.01 -11.62 -15 -14.62
-15 -15.34 -18.79 -18.39
-9 -8.96 -12 -11.96
-16 -15.45 -18.25 -18.45
-17.9 -18.52 -21.88 -21.52
-20 -20.02 -22.96 -23.02
-20.5 -20.26 -23.1 -23.26
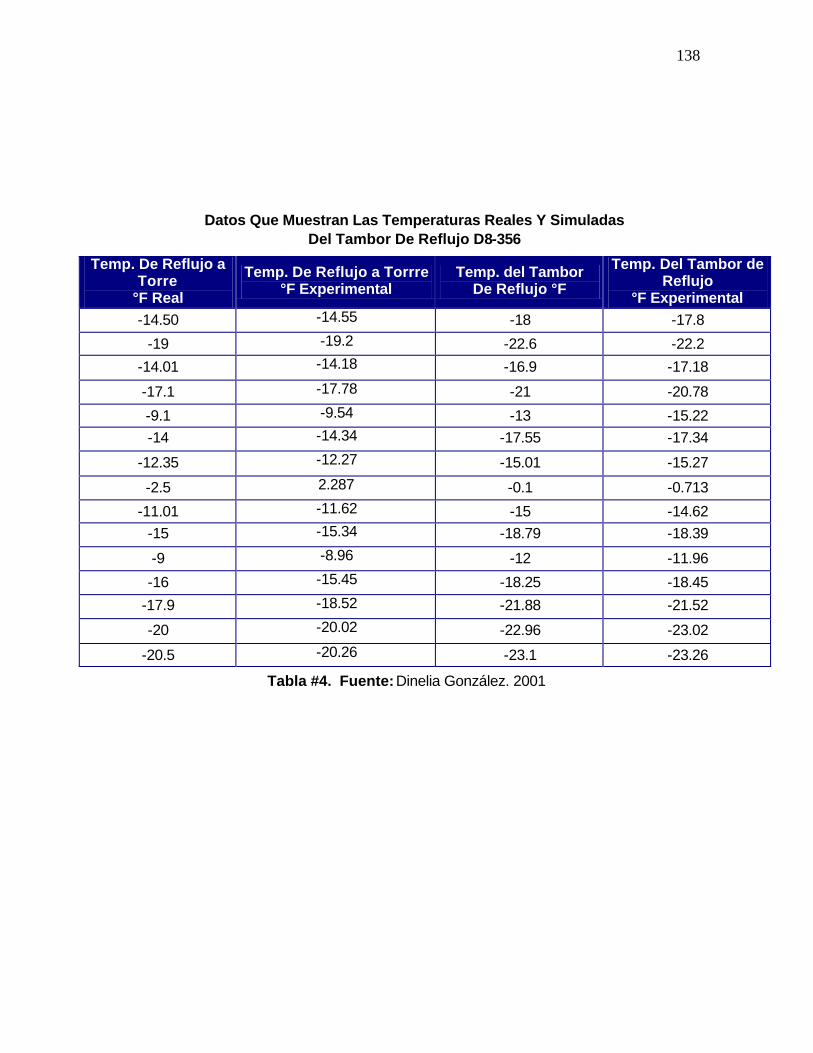
Datos Que Muestran Las Temperaturas Reales Y Simuladas Del Tambor De Reflujo D8-356
Tabla #4. Fuente: Dinelia González. 2001
139
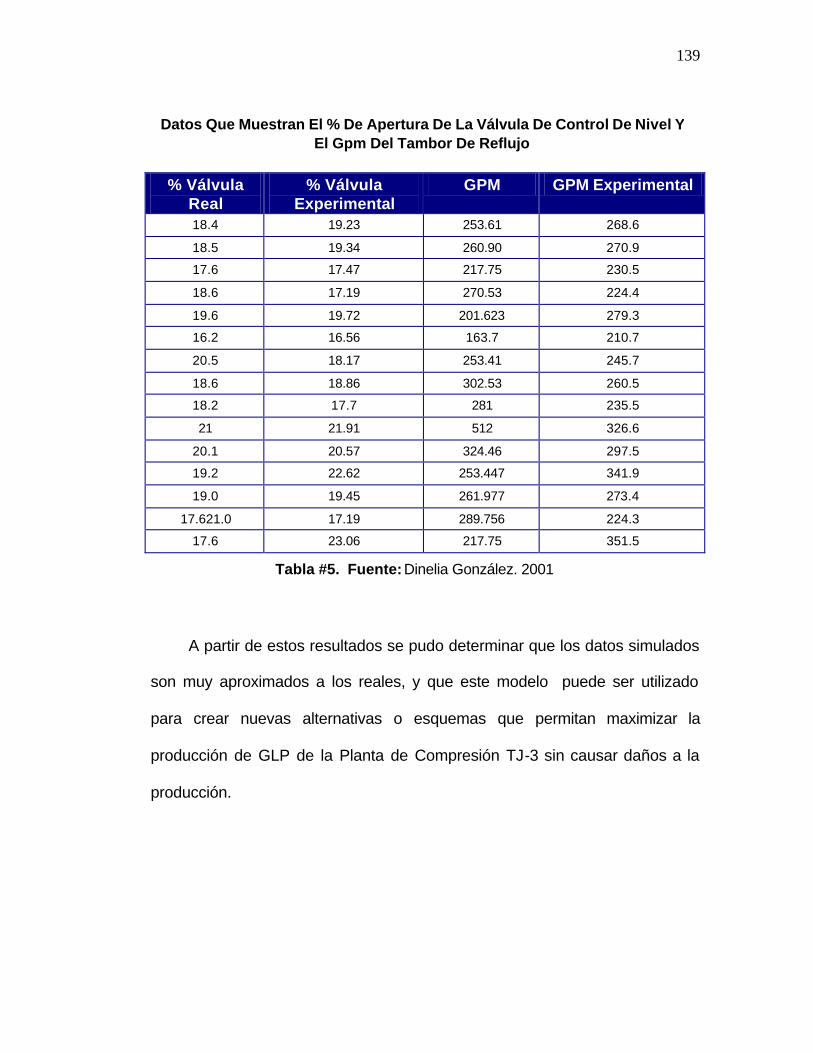
A partir de estos resultados se pudo determinar que los datos simulados
son muy aproximados a los reales, y que este modelo puede ser utilizado
para crear nuevas alternativas o esquemas que permitan maximizar la
producción de GLP de la Planta de Compresión TJ-3 sin causar daños a la
producción.
% Válvula Real
% Válvula Experimental
GPM GPM Experimental
18.4 19.23 253.61 268.6
18.5 19.34 260.90 270.9
17.6 17.47 217.75 230.5
18.6 17.19 270.53 224.4
19.6 19.72 201.623 279.3
16.2 16.56 163.7 210.7
20.5 18.17 253.41 245.7
18.6 18.86 302.53 260.5
18.2 17.7 281 235.5
21 21.91 512 326.6
20.1 20.57 324.46 297.5
19.2 22.62 253.447 341.9
19.0 19.45 261.977 273.4
17.621.0 17.19 289.756 224.3
17.6 23.06 217.75 351.5
Datos Que Muestran El % De Apertura De La Válvula De Control De Nivel Y El Gpm Del Tambor De Reflujo
Tabla #5. Fuente: Dinelia González. 2001