aws_wj_esp_201304

of 60
-
Upload
octavio-mosqueda -
Category
Documents
-
view
225 -
download
2
Transcript of aws_wj_esp_201304
-
7/22/2019 aws_wj_esp_201304
1/60
La revista de la Sociedad Americana de Soldadura
EN ESPAOLAbril 2013
Primavera
Adems: Soldadura hbrida por lser y arco Buenas prcticas ecolgicas Noticias internacionales Nuevos productos y literatura
Avance de AWSWeldmex 2013
Soldadura lser
Soldadura fuerte
Programas decertificaciones de AWS
-
7/22/2019 aws_wj_esp_201304
2/60
Lo Sencillo Nunca Se Vi Tan Bien!Si producimos soldaduras de MIG como sta en aluminio,
imagnate lo bien que se veran en cualquier otro material en
tu planta. Obtn la mayor calidad de soldadura de apariencia
TIG con nuestro exclusivo procesoWave Pulse MIGde
alta velocidad.
Llmanos y deja que OTC DAIHEN te muestre cmo obtener
la mayor calidad y productividad posible con nuestros robotsde soldadura de sencillo ajuste e instalacin, al igual que con
nuestros paquetes semiautomticos de soldadura manual.
ROBOTS
FD-H5 FD-B4 FD-B4L FD-V6 FD-V6L FD-B15 FD-V20 FD-V50 FD-V166 FD-V210
1400 Blauser Drive,
Tipp City, Ohio 45371
www.daihen-usa.com
888-OTC-ROBO
Acero Inoxidable Acero al Carbn InconelTM
Soldaduras manuales realizadas con la mquina de soldar de arco pulsado DP400
DP-400 DP-500 DM-350 DM-500 DW300 DA300P
DP-400R
DL350
CM741U
Operacin Intuitiva
Pantalla tactil y perilla
giratoria para facilidad
de operacin.
Funciones de Control de Calidad
Sencilla administracin cu-
antitativa de procedimientos
de soldadura.
Compacto y Amigable al Ambiente
Diseo con ahorro de espacio
y reduccin de consumo de
energa al momento de espera.
S O L D A DU R A PO R A R C O M ULT IU S O
RO
ROBO
S
de operacin.
giratoria para facilidad
Pantalla tactil y perilla
Operacin Intuitiva
de soldadura.
antitativa de procedimientos
Sencilla administracin cu-
Funciones de Control de Calidad
RO
energa al momento de espera.
y reduccin de consumo de
Diseo con ahorr
Compacto
ocedimientos
Sencilla administracin cu-
Funciones de Control de Calidad
ROBO
ga al momento de espera.
educcin de consumo de
o con ahorro de espacio
Compacto y Amigable al Ambiente
S
FD-H5
FD-V6FD-B4LFD-B4
FD-B15FD-V6LFD-V6
FD-V50FD-V20FD-B15
FD-V210FD-V166
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
3/60
/Sistemas de Carga de Bateras/Tecnologa de Soldadura/Electrnica Solar
CMT Twin es un proceso de soldadura de dos alambres que se basa en los procedimientos
CMT y TimeTwin. Las ventajas: mximas velocidades de soldadura, ptima capacidad de
absorcin de gaps y manejo muy sencillo. Las dos fuentes de corriente perfectamente
adaptadas entre s garantizan un arco voltaico extremadamente estable y una ptima
estabilidad del proceso. El extraordinario proceso CMT asegura adems una soldadura que
genera muy pocas proyecciones. CMT Twin puede utilizarse de forma universal: desde
chapas finas y extrafinas hasta chapas gruesas de cualquier tipo. Vala en vivo en
Weldmex 2013 / Cintermex, Monterrey / Stand 705 del 7 al 9 de Mayo, 2013.
Obtenga ms informacin en:www.fronius.mx
Consulte a su asesor Fronius:[email protected]
/ Monterrey (81) 8882 8200 / Puebla (222) 268 7664 / Valle de Mxico (55) 5388 4065
LEESPERAMOSEN
WELDMEX2013
/7-9Mayo,2013/CIN
TERMEX,MTY/Stand7
05
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
4/60
LOS EXPERTOS
EN POLVOS
LOS EXPERTOS
EN POLVOS
UNITED STATES MEXICO PANAMA CHILE
THE NETHERLANDS TURKEY INDIA CHINA THAILAND
Tel. + 52 833 217 2606 - Fax + 52 833 217 2607
e-mail: [email protected] - www.hascor.com
Mexico & Estados Unidos
Ferro Aleaciones y Metales en polvoDisponible desde nuestras plantas en
Mn Mtl MC Fe Mn HC Fe Mn LC Fe MnHC Fe Cr LC Fe Cr Rutilo Fluorita
Fe Si Si Mn LC Si Mn Polvo de hierro
-
7/22/2019 aws_wj_esp_201304
5/60
CONTENIDO
18 Beneficios de la soldadura lser remota en laindustria automotrizLos componentes de produccin de alto volumen
como puertas, paneles laterales y estructuras paraasientos pueden soldarse mediante soldadura lser
remota con un robot
POR T. RYBA, D. HAVRILLA, YA. ANDREEV
24 Lo que debes saber sobre la soldadura hbridapor lser y arcoCombinar lseres con tu lnea de soldadura por arco
de metal protegido con gas pudiera ofrecer varias
ventajas, pero primero considera todos los pros y
contras
POR P. DENNEY
31
Avance de AWS Weldmex 2013La 10a edicin de AWS Weldmex llega a Monterreyeste ao con al expectativa de super todos los
rcords
POR CARLOS GUZMN
34 Soldadura fuerte en atmsfera controlada deintercambiadores de calorLos intercabiadores de calor multicanales de tubo
plano estn proporcionando dispositivos adecuados
para las industrias automotriz y de calefaccin,
ventilacin, aire acondicionado y refrigeracin
POR H. ZHAO, S. ELBEL,YP. HRNJAK
38 Verde: Una forma de vida para una empresa deherramental para soldaduraAl reciclar todos sus materiales, Rentapen opea tan
ecolgicamente tanto en su fbrica como oficinas
POR B. KRATZ
44 Programas de certificacin de la AWSUn resumen detallado de todos los programas de
certificacin que ofrece la AWS, y cmo le pueden
beneficiar a usted como individuo o a su empresa
POR C. A. C. GOMEZ
Secciones6 Editorial8 Noticias internacionales
14 Preguntas y respuestasaluminio
48 Nuevos productos y literatura58 ndice de anunciantes
Artculos8
4
3
38
Abril 2013 Primavera
Tomo 6 Nmero 2
Sitio Web www.aws.org
Sitio Web www.aws.org/mexico
Director Andrew Cullison
Editorial
Editor Welding Journal en espaol Carlos Guzmn
Editora Welding Journal Mary Ruth Johnsen
Editor Asociado Howard M. Woodward
Editora Asociada Kristin Campbell
Coordinadora de Artculos Tcnicos Melissa Gomez
Diseo y Produccin
Gerente de Produccin de Arte Zaida Chavez
Coordinadora de Produccin Brenda Flores
Publicidad
Director Nacional de Ventas Rob Saltzstein
Agente de Ventas Lea Paneca
Agente de Ventas Sandra Jorgensen
Gerente de Produccin de Publicidad Frank Wilson
American Welding Society
8669 Doral Blvd, Suite 130, Doral, FL 33166(305) 443-9353
Publicaciones Exposiciones Comit de Mercadeo
D. L. Doench, Chair
Hobart Brothers Co.S. Bartholomew, Vice Chair
ESAB Welding & Cutting Prod.J. D. Weber, Secretary
American Welding SocietyD. Brown, Weiler Brush
T. Coco, Victor Technologies InternationalL. Davis, ORS Nasco
J. Deckrow, HyperthermD. DeCorte, RoMan Mfg.
J. R. Franklin, Sellstrom Mfg. Co.F. H. Kasnick, Praxair
D. Levin, AirgasE. C. Lipphardt, Consultant
R. Madden, HyperthermD. Marquard, IBEDA Superflash
J. F. Saenger Jr., ConsultantS. Smith, Weld-Aid Products
D. Wilson, Well-Dean EnterprisesN. C. Cole, Ex Off., NCC Engineering
J. N. DuPont, Ex Off., Lehigh University
L. G. Kvidahl, Ex Off., Northrup Grumman Ship SystemsD. J. Landon, Ex Off., Vermeer Mfg.
S. P. Moran, Ex Off., Weir American HydroE. Norman, Ex Off., Southwest Area Career Center
R. G. Pali, Ex Off., J. P. Nissen Co.N. Scotchmer, Ex Off., Huys Industries
R. W. Shook, Ex Off., American Welding Society
5WELDING JOURNAL EN ESPAOL
Welding Journal en espaol (ISSN 2155-5559). Lectoresdel Welding Journal en espaolpueden hacer copias deartculos para uso personal, educacional, e investigacin,pero este contenido no se puede vender. Favor indicar
crdito apropiado a los autores de los artculos. No osb-tante, los artculos marcados con asterisco (*) tienen dere-chos reservados y no se pueden copiar. Para ms infor-macin, favor contactar a nuestro departamento editorial.
En la portada: soldadura lser de un componente de transmisin(cortesa de TRUMPF, Inc.)
-
7/22/2019 aws_wj_esp_201304
6/60
Ya que las dos preguntas anteriores son siempre las primeras que los fabricanteshacen cuando nos acercamos a ellos para que se unan a nuestra asociacin, pens endarles las respuestas.
El Comit de Fabricantes de Equipo para Soldadura (WEMCO, por sus siglas eningls), un comit permanente de la Sociedad Americana de Soldadura (AWS), es ungrupo de ms de 80 fabricantes de equipo para soldadura que se form hace quinceaos para que los manufactureros pudieran promover, discutir y mejorar la industria.Sus miembros se renen en febrero de cada ao para hacer un excelente trabajo en red
y para escuchar a ponentes de primer nivel exponer temas pertinentes que afectannuestra industria. El valor intrnseco radica en reunirse con altos ejecutivos de fabri-cantes de varias tallas involucrados en la industria de la soldadura. A cada miembro sele brinda la oportunidad de escuchar nuevas ideas, compartir mejores prcticas y tra-bajar en red con algunas de las mejores mentes en nuestra industria. Lo relevante dela reunin anual es el pronstico de la economa por el renombrado economista AlanBeaulieu de Industry Trends Research.
Es preciso insistir en el valor de la membresa. Un miembro de muchos aos deWEMCO, Dave Marquard, CEO y propietario de SuperFlash Compressed GasEquipment, recientemente escribi, Mi tiempo y mis gastos siempre han sido muyimportantes. Especialmente el tiempo. El tiempo es de verdad el nico producto y ser-
vicio con el que todos nosotros contamos. Si quieres tener xito o simplemente si quie-res sobrevivir, tienes que optimizar cada minuto de tu tiempo. WEMCO me ha ayuda-do a optimizarlo.
Aqu tenemos lo que obtienen los miembros de WEMCO:
Exposicin al mejor trabajo en red en la industria de la soldadura. La reunin anual WEMCO. Atractivos temas, ponentes de primer nivel, e informa-cin invaluable para tu empresa. La reunin de este ao se realizar en conjunto conla Alianza de Fabricantes de Soldadura por Resistencia (RWMA, por sus siglas eningls) en el Saddlebrook Golf & Tennis Resort en Wesley Chapel, Florida. Para mayorinformacin, visitawww.wemco.org. Participacin en foros de negocios y mesas redondas que brindan opciones funcio-
nales e influencias en la industria. Entrega de revista trimestral, reportes de pronsticos e investigacin del economis-ta lder de WEMCO.
Los beneficios de la membreca WEMCO van ms all de los lmites de la reuninanual. WEMCO, en conjunto con la Sociedad Americana de Soldadura, contina lide-rando la ruta hacia la promocin de la soldadura como carrera. La AWS a travs de sunuevo Comit de Carreras en Soldadura ha hecho una enorme inversin en la promo-cin de la industria de la soldadura en escuelas preparatorias, Boy Scouts y escuelastcnicas. Su triler mvil de Carreras en Soldadura viaja por todo el pas para dar alos estudiantes la oportunidad de aprender acerca de la soldadura mediante mquinas
virtuales de soldadura. WEMCO est orgulloso de patrocinar los Premios de laImagen de la Soldadura otorgados anualmente a contribuyentes y lderes sobresalien-tes en los campos de educacin, promocin y excelencia individual en la soldadura
durante la exposicin de FABTECH.John Stropki, presidente de Lincoln Electric, dijo recientemente, Si nosotros,
como fabricantes de equipo de soldadura no promovemos nuestra industria, quin lohar? Y si nosotros no lo hacemos a quin venderemos nuestros productos?
Para mayor informacin sobre WEMCO, ponte en contac-to con Keila DeMoraes en AWS a [email protected] o al(305) 443-9353, ext. 444. A caso no es tiempo ya de que te unasa los lderes de empresas como 3M Speedglas, Abicor Binzel,ESAB, Harris Products, Hypertherm, Jackson Safety/KimberlyClark, Lincoln Electric, Miller Electric, Victor Technologies,solo por nombrar algunos, y de que disfrutes de los beneficiosde ser un miembro WEMCO?
Founded in 1919 to Advance the Science,Technology and Application of Welding
Qu es WEMCO? y Por qu debera unirme?
Robert E. Ranc Sr.,Ex Presidente, WEMCO
Officers
President Nancy C. Cole
NCC Engineering
Vice President Dean R. W ilson
Well-Dean Enterprises
Vice President David J. Landon
Vermeer Mfg. Co.
Vice President David L. McQuaid
D. L. McQuaid and Associates, Inc.
Treasurer Robert G. Pali
J. P. Nissen Co.
Executive Director Ray W. Shook
American Welding Society
Directors
T. Anderson (At Large),ITW Global Welding Tech. Center
U. Aschemeier (Dist. 7),Miami Diver
J. R. Bray (Dist. 18),Affiliated Machinery, Inc.
R. E. Brenner (Dist. 10), CnD Industries, Inc.
G. Fairbanks (Dist. 9),Fairbanks Inspection & Testing Services
T. A. Ferri (Dist. 1), Victor Technologies
D. A. Flood (At Large), Tri Tool, Inc.
S. A. Harris (Dist. 4),Altech Industries
K. L. Johnson (Dist. 19), Vigor Shipyards
J. Jones (Dist. 17), Victor Technologies
W. A. Komlos (Dist. 20),ArcTech, LLC
T. J. Lienert (At Large),Los Alamos National Laboratory
J. Livesay (Dist. 8), Tennessee Technology Center
M. J. Lucas Jr. (At Large),Belcan Engineering
D. E. Lynnes (Dist. 15),Lynnes Welding Training
C. Matricardi (Dist. 5), Welding Solutions, Inc.
J. L. Mendoza (Past President),Lone Star Welding
S. P. Moran (At Large), Weir American Hydro
K. A. Phy (Dist. 6),KA Phy Services, Inc.
W. A. Rice (Past President), OKI Bering
R. L. Richwine (Dist. 14),Ivy Tech State College
D. J. Roland (Dist. 12),Marinette Marine Corp.
N. Saminich (Dist. 21),Desert Rose H.S. and Career Center
K. E. Shatell (Dist. 22),Pacific Gas & Electric Co.
T. A. Siewert (At Large),NIST (ret.)
H. W. Thompson (Dist. 2), Underwriters Laboratories, Inc.
R. P. Wilcox (Dist. 11),ACH Co.
J. A. Willard (Dist. 13),Kankakee Community College
M. R. Wiswesser (Dist. 3), Welder Training & Testing Institute
D. Wright (Dist. 16),Zephyr Products, Inc.
ABRIL 20136
EDITORIAL
-
7/22/2019 aws_wj_esp_201304
7/60
Los soldadores comunes van a trabajar. Los guerreros van a las batallas, y t eres un guerrero tienes
la experiencia para probarlo. Ahora hay un equipo para soldar extraordinario que es tan robusto y conable
como t. Te presentamos al WARRIOR fabricado por ESAB. Diseado como t nos lo pediste y hecho realidad
con la ingeniera de vanguardia de ESAB. WARRIOR est construido con tecnologa de inversor y cuenta
con un ciclo de servicio pesado, una pantalla que se puede leer donde quiera y controles que se pueden
ajustar fcilmente an con los guantes puestos para darte el poder de ser el mejor, en cualquier lugar
y en cualquier momento.
Para obtener ms informacin visitawww.esabna.com/warrioro escanea este cdigo QR.
ESAB Welding & Cutting Products / esabna.com / 1.800.ESAB.123
LLEVA TU
WARRIOR
A LA
BATALLA.
Visite ESAB en Fabtech Mxico/Weldmex, stand 205.
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
8/60
Grupo Wheelabrator se expande a Mxico
Wheelabrator, un proveedor de servicios de soporte paraequipo, abri WG Plus de Mxico, una nueva planta de 34,000pies cuadrados para fabricacin, partes de repuesto y servicioen Monterrey. Esta planta de soporte a ventas de partes de re-
puesto y a la manufactura de equipo original en la regin ascomo tambin a operaciones de manufactura de equipo para labase global de clientes. Esta expansin proporciona operacio-
nes secundarias de ensamble ligero, manufactura de uso rudo ysoporte de partes de repuesto para dar atencin al aumento enla demanda de todas las Amricas. Robert E. Joyce Jr., presi-dente y CEO, Grupo Norican, dijo, Nuestros planes de inver-sin son los de continuar expandiendo nuestra empresa a nivelglobal para cubrir la creciente demanda y necesidades de nues-tros clientes.
Jornadas JALE: Por lo menos 60 milpersonas atendern este ao en NuevoLen
El Gobierno del Estado de Nuevo Len, a travs de la Se-cretara del Trabajo, contina llevando oportunidades de em-pleo y capacitacin para el trabajo a los habitantes de NuevoLen, por lo que para este ao pretende realizar por lo menos220 Jornadas de Acercamiento Laboral Especfico (JALE).
El Secretario del Trabajo, Hctor Morales Rivera, expres
ABRIL 20138
NOTICIAS
INTERNACIONALES
Wheelbrator abri una nueva planta de servicio de 34,000 pies
cuadrados en Monterrey, Mxico.
Para ms informacin, visite www.aws.org/ad-index Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
9/60
que en el 2012 se organizaron 196 jornadas laborales, con lo
cual se logr colocar a unas 22 mil personas en el sector pro-
ductivo. En la Jornada de Acercamiento Laboral Especfico re-
alizada en Apodaca, el funcionario agreg que para este ao,
tan slo a travs del Programa JALE, atendern a mnimo unas
60 mil personas, con una colocacin esperada del 50 por ciento.
En el rea de Huinal, la dependencia realiz una jornada la-
boral en la que participaron 50 empresas, las cuales ofrecieron
ms de 2 mil 100 vacantes.
Morales Rivera indic que la instruccin del Gobernador
Rodrigo Medina es llevar a todos los municipios del estado los
programas de la Secretara para vincular a los empresarios con
los buscadores de empleo.
Como en todas las jornadas laborales, se brindaron cursos
de capacitacin en el marco del Programa Jvenes al Empleo
en las especialidades de soldadura, electricidad residencial,
operador de montacargas y telemarketing entre otros.
Asimismo, se ofrecieron cursos de capacitacin a travs del
Instituto de Capacitacin, Evaluacin, y Certificacin para el
Trabajo, se expidieron de forma gratuita actas de nacimiento, y
la carta de no antecedentes penales; se cont tambin con
un mdulo del INFONAVIT donde se brind asesora a los tra-
bajadores y otro del CONALEP que ofreci becas a los
asistentes.Algunas de las compaas partic ipantes fueron Prodensa,
Celstica de Monterrey, Whirpool, Agencia BAI, y Parque Plaza
Ssamo, que solicitaban ayudantes generales, tcnicos en dife-
rentes reas, soldadores, almacenistas y choferes.
9WELDING JOURNAL EN ESPAOL
Join together.
FERIA INTERNACIONALENSAMBLAJE CORTE REVESTIMIENTO
del 16 al 19 de septiembre de 2013 enESSEN, ALEMANIA
Dse citacon ms de 1.000 expositores y expertos
de todas las partes del mundo.Descubrasoluciones innovadoras en los camposdel ensamblaje, el corte y el revestimiento.Aprovchesede las excelentes oportunidadesque ofrece el rea ms activa del sector.Su sector se da cita en Essen. No se lo pierda!
MESSE ESSEN GmbHTel. +49(0)201-7244-800visitors@schweissen-schneiden.comwww.schweissen-schneiden.com
Para ms informacin, visite www.aws.org/ad-index Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
10/60
ABRIL 201310
Capacitan a 118 becarios para trabajar enfutura planta de Honda en Guanajuato
Un grupo de 118 becarios concluyeron su proceso de capa-citacin para trabajar en la planta Honda que actualmente seencuentra en construccin. Dicha formacin se realiz con lacoordinacin de la Secretara de Desarrollo Econmico Sus-tentable (SDES) y Honda de Mxico.
El subsecretario de Formacin Laboral de la SDES, Ramn
Alfaro Gmez, reafirm el compromiso del Gobierno del Es-tado por generar las condiciones que incentiven la generacinde empleo a travs de la atraccin de inversiones nacionales yextranjeras.
Los 118 beneficiados fueron apoyados por medio del pro-grama Becas a la Capacitacin para el Trabajo (Bcate), queiniciaron en el mes de enero. Se capacitaron en los cursos: Sol-dadura, Operador de Ensamble, Pintura, Fundicin y Maqui-nado, Calidad y Prensa.
Alfaro Gmez precis que este ao, la SDES tiene destinadoinvertir 80 millones de pesos en todo el Estado, en programasde capacitacin, con el objetivo de incrementar una mayor cul-tura laboral en la poblacin a travs del autoempleo, o de nue-
vas oportunidades de trabajo en las inversiones que estn l le-gando a Guanajuato.
El proceso de reclutamiento, seleccin, capacitacin y con-tratacin por parte de Honda inici desde octubre del 2012 ycontinuar durante el presente ao para la contratacin de 1mil 151 vacantes al finalizar 2013 en niveles operarios. En el2012, la SDES en coordinacin con Honda de Mxico inici tresprocesos de capacitacin con el programa 'Bcate' para un total
Paramsinformacin,visitewww.aws.org/ad-index
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
11/60
de 58 operadores especializados en ensamble y soldadura, porun periodo de 2 meses. Los capacitados son originarios de Ce-laya Cortazar, Villagrn, Apaseo el Grande y Comonfort. Secont con instructores del Colegio Nacional de Educacin Pro-fesional Tcnica (Conalep), Instituto Estatal de Capacitacin(Ieca), plantel Celaya, quienes fueron asesorados y guiados porpersonal de Honda de Mxico.
Entre los temas que se abordaron durante la capacitacin:Induccin a Honda de Mxico, Calidad (Bsico & Junior), Se-guridad y Medio Ambiente, Sellado, Soldadura, SAD'S Adobe
Ilustrador, TCCP, Electricidad y Catia y Sistema Most Bsico.Actualmente se encuentran en proceso de capacitacin 91
becarios, quienes concluirn en el mes de abril en los procesosde soldadura, operador de ensamble, fundicin y maquinado.
Egresados del curso de soldadura delIcatver laboran en empresas nacionalese internacionales
Con el curso de soldadura industrial del Instituto de Capa-citacin para el Trabajo del Estado de Veracruz (Icatver), msde 150 egresados han obtenido empleos en empresas naciona-les e internacionales, ya que esta rea tiene un amplio campode accin y mucha demanda.
Carlos Humberto Ortiz, quien imparte el curso de soldaduraindustrial desde hace 18 aos, dijo que los conocimientos apren-didos en este taller son requeridos en empresas hidroelctri-cas, termoelctricas, industria del azcar, aeronutica, solda-dura de alta presin para tubera de gases y materiales espe-
MANTENGA SU EXCELENCIA
EN SOLDADURA
HI-LO INDICADORES DE SOLDADURAAlineacin de medidas internas (antes y despus virar)Espesor de pared de la tuberaaltura de coronas de juntas de soldadura en top etc.
BRIDGE CAM INDICADORESDE SOLDURA
Medidas pierna y cuello de la soldaduraNGULO DE PREPARACINMordedura Y MUCHO MS!
Entre em contato: John Catlin [email protected] www.stradiva.co
Para ms informacin, visite www.aws.org/ad-index Para ms informacin, visite www.aws.org/ad-index
Para ms informacin, visite www.aws.org/ad-index
11WELDING JOURNAL EN ESPAOL
-
7/22/2019 aws_wj_esp_201304
12/60
ciales. Con este curso los egresados han encontrado trabajoen plataformas de Pemex, en la planta nucleoelctrica de La-guna Verde, en Canad y Estados Unidos. Explic que se en-sean procesos de soldadura autgena y de arco elctrico, y sol-dadura Mig y Tig, paelera industrial, tubera industrial y dealta presin. Tengo grupos de ms de 20 alumnos y hay en listade nuevo ingreso, 60 interesados.
Humberto Ortiz coment que, debido al ingreso de mujeresa este taller, se gener una parte creativa de herrera artstica,en la que se elaboran accesorios, figuras decorativas y muebles,
entre otros, lo cual les ha servido para establecer sus propiosnegocios.
Rebeca Alba Domnguez, alumna del curso de soldadura in-dustrial, expuso que ella tom este taller como un complementoen su formacin acadmica, ya que es egresada de la carrera deIngeniera Mecatrnica. Con este curso refuerzo mis conoci-mientos y cuento con un campo de trabajo ms amplio. rikMndez Jimnez, de 21 aos, cursa la carrera de IngenieraElectromecnica y se interes en este curso por el proceso desoldadura de arco elctrico.
National Bronze & Metals anuncia su
nueva pagina en espaol
National Bronze & Metals, Inc ha lanzado su nueva pginaen espaol con el propsito servir a sus clientes de habla His-pana y facilitar la informacin sobre sus aleaciones y servicios.
El sitio se puede encontrar en www.nbmmetals.com/spanish,
ABRIL 201312
www.dengensha.com
440.439.8081
Fax - 440.439.8217
Soldadoras estacionariasPistolas ligeras de soldadura
Servopistolas de Punteo
Monitores de soldadura
Controlesde Soldadura
Transformadores de SoldaduraAlimentadores automticos de
Tuercas
Y Alimentadores automticos de
tornillos
Simplicidad a travs de la estandarizacin
Los expertos en soldadura por resistencia
Alvaro Gallegos Nequiz
Mxico market
(52) 84-4431-7331
Visitenos en
el puesto# 301
en WeldMex
Los expertos en soldaddura por resistencia
en Wel
#el pue
Visiten
WeldMex
301puesto
enos en
7331-4431-(52)84
Mxico market
AlvaroGallegos Nequiz
s deSimplicidad a trav
de SoldaduraControles
Monitoresde soldadura
Servopistolasde Punteo
Pistolasligeras de soldaduraSoldadoras estacionarias
de la estandarizacin
tornillos
Y Alimentadoresautomticos de
Tuercas
Alimentadores automticos deTransformadoresde Soldadura
440.439.8217-Fax
440.439.8081
www.dengensha.com
Medicin rpida y confiable
Medicin no destructiva en el rango de
0-80% Fe 0-120 FN (Ferrite Number)
Amplia pantalla retroiluminada
para fcil lectura
Reconocimiento automtico
de la sonda de medicin
Evaluacin estadstica
Interfase USB
Memoria para mltiples
aplicaciones
Software Data Center
de FISCHER
MXICO+52 (442) 260-9295
[email protected]@fischer-technology.com
www.helmut-fischer.com
USA+1 (860) 683-0781
para la medicin del contenido de Ferrita
en Acero Austentico y Dplex
FERITSCOPE FMP30
Para ms informacin, visite www.aws.org/ad-indexPara ms informacin, visite www.aws.org/ad-index
Para ms informacin, visite www.aws.org/ad-index Contina en la pgina 54
-
7/22/2019 aws_wj_esp_201304
13/60
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
14/60
R: Es una pregunta interesante, particu-
larmente en vista de los ltimos desarro-
llos con la nueva versin recientemente
publicada del AWS A5.10. En beneficio
de cualquier lector que no est familia-
rizado con la AWS A5.10, esta especifi-cacin prescribe los requerimientos para
la clasificacin de varillas y electrodos
para soldar aleaciones de aluminio para
el uso con los procesos de soldadura por
arco plasma, oxicombustible, arco de
tungsteno protegido con gas y arco me-
tlico protegido con gas. Antes de res-
ponder tu pregunta, voy a proporcionar
algo de informacin relevante sobre la
ltima edicin del AWS A5.10, algunos
cambios y agregados a este documento,
y cmo el nuevo documento de la AWS
ha recibido la influencia del estndar ISO18273. Como presidente del Subcomit
AWS A5C para Metales de Aporte de
Aleaciones de Aluminio, responsable del
estndar A5.10, he estado trabajando du-
ABRIL 201314
POR TONY ANDERSON
PREGUNTAS Y RESPUESTAS
ALUMINIO
P: Se me ha informado acerca de un Estndar
Internacional, ISO 18273, Clasificacin de consumibles de
soldadura electrodos de alambre, alambres y varillas para
soldar aluminio y aleaciones de aluminio(WeldingConsumables Wire Electrodes, Wires and Rods for
Welding of Aluminium and Aluminium Alloys). Adems se
me ha informado que est disponible un nuevo AWS A5.10,
Especificacin para electrodos y varillas para soldar
aluminio desnudo y aleaciones de aluminio (Specification
for Bare Aluminum and Aluminum Alloy Welding Electrodes
and Rods). Cmo se compara este estndar ISO con el
estndar AWS? Y, proporciona la clasificacin de este
estndar ISO la clasificacin de AWS A5.10? Cules son
los cambios al nuevo estndar A5.10?
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
15/60
rante los ltimos dos aos en la prepara-cin de una revisin del A5.10. La espe-cificacin AWS A5.10/A5.10M:1999 an-terior,Especif icacin para varillas y elec-trodos para soldar aleaciones de aluminio
y aluminio desnudo, era totalmente inde-pendiente del documento ISO 18273.Sin embargo, el nuevo estndar de la
AWS, AWS A5.10/A5.10M:2012 (ISO18273:2004 MOD), ha integrado el Es-tndar Internacional ISO 18273 dentrode la nueva publicacin de la AWS A5.10.Citando directamente de la introduccina la nueva publicacin AWS A5.10, Esteestndar es la adopcin nacional ameri-cana del ISO 18273:2004, Clasificacinde consumibles de soldadura Varil las,
alambres y electrodos de alambre para sol-
dar aluminio desnudo y aleaciones de alu-
minio. La adopcin del estndar ISO18273 por parte del Comit AWS A5 para
Metales de Aporte y Materiales Relacio-nadas es parte de la poltica generaladoptada por el comit para incorporarestndares internacionales para metalesde aporte dentro de los estndares AWS
A5 donde se pueda hacer.
P: Cmo se compara este estndarISO al estndar AWS, y, proporcionala clasificacin a este estndar ISOla clasificacin al AWS A5.10, Espe-cificacin para varillas y electrodospara soldar aluminio desnudo y ale-aciones de aluminio?
R: Una vez ms, para citar directamentede la introduccin a la nueva publicacin
AWS A5.10, La clasificacin de confor-midad con el ISO 18273:2004 no propor-ciona la clasificacin de conformidad conese documento. La principal razn deesta no clasificacin es que el estndarISO no incluye ninguna otra prueba ade-ms del anlisis qumico del material delmetal de aporte. Los requerimientos del
AWS A5.10 para la clasificacin incluyenanlisis qumicos del material del metalde aporte (de naturaleza similar al ISO
18273) con informacin adicional reque-rida como los tipos de metal base que serequieren para los ensambles de pruebasde soldadura, procedimientos de prue-bas y soldadura a ser utilizados para laspruebas de soldadura, y los resultados re-
queridos para pasar la prueba estipuladapara cumplir con los requerimientos declasificacin. Muchos de los requeri-mientos de pruebas en el estndar AWS
A5.10 se asocian con las pruebas radio-grficas usadas para comprobar la inte-gridad del metal de soldadura deposi-tado. Por ende, un metal de aporte clasi-
ficado para AWS A5.10 debera cumplircon los requerimientos de clasificacinde ISO 18273. Sin embargo, un metal deaporte clasificado para ISO 18273 noproporciona clasificacin de conformi-dad con los requerimientos de AWS
A5.10.
P: Cules son los cambios al nuevoestndar A5.101?
R: El cambio principal al A5.10 ha sido
la inclusin de 38 nuevas clasificacin,predominantemente europeas, de meta-les de aporte de aluminio. Con la adop-cin del ISO 18273, el estndar A5.10ahora incluye las siguientes clasificacio-nes adicionales:
15WELDING JOURNAL EN ESPAOL
INNOVACIN
CALIDADCONSIS
TENCIA
Discos MaxidiscT-29 de cermica consustrato moldeablede fibra de vidrio
Discos MaxidiscT-27 y T-29 de cermica consustrato de fibra de vidrio
Discos de fibra y resina de cermica y mezclas de cermica
NUEVO!
- ELIMINACIN MSRPIDA DEL MATERIAL
- MAYOR DURABILIDAD
- ESMERILADO QUEPRODUCE MENOS CALOR
- EXCELENTE PARAACERO INOXIDABLE
- AUTO AFILABLE(LOS GRANOS ABRASIVOS SEMANTIENEN AFILADOS DURANTETODA LA VIDA DEL DISCO)
#447
Vistenos en el stand
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
16/60
Otros cambios incluyen lmites modi-ficados de berilio, que han sido corregi-dos para muchos de las clasificaciones demetal de aporte para estar en lnea conlos requerimientos de la Asociacin del
Aluminio de no exceder 0.0003% (del l-mite anterior de 0.0008%). El rango demetales base para los ensambles de prue-bas tambin se ha ampliado para incluirel uso de ms materiales de la serie 6xxx,lo cual soportar ms fcilmente el usode ensambles de prueba extruidos co-mnmente usados para apoyar con losprocedimientos de pruebas. Adems seha agregado un nuevo metal de aporteque no se transfiri del estndar ISO.Una de las nuevas clasificaciones de
ABRIL 201316
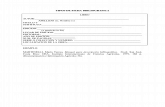
Fig. 1 Los trenes de alta velocidad, muchos de los cuales se estn fabricando en China,a menudo hacen uso de metal de aporte ER5087. El ER5087 es una de las muchas clasifi-caciones de metal de aporte de aluminio que se listan en la nueva edicin del AWSA5.10/A5.10M:2012 (ISO18273:2004 MOD).
Para ms informacin, visite www.aws.org/ad-index
ER1070, R1070, ER1080A, R1080A,ER1200, R1200, ER1450, R1450,ER3103, R3103, ER4018, R4018,ER4043A, R4043A, ER4046, R4046,ER4047A, R4047A, ER5087, R5087,ER5183A, R5183A, ER5187, R5187,ER5249, R5249, ER5356A,R5356A,ER5556A, R5556A, ER5556B, R5556B,ER5556C, R5556C, ER5654A,R5654A, ER5754, y R5754.
-
7/22/2019 aws_wj_esp_201304
17/60
metal de aporte agregados a partir delEstndar ISO es el ER5087. El ER5087es un metal de aporte cada vez ms usadoen la industria relativamente nueva y deamplio crecimiento de los trenes rpidos Fig. 1. Mediante modificaciones alcontenido de manganeso y magnesio deesta aleacin de aporte de la serie 5xxx,
vemos un metal de aporte de alto desem-peo que con frecuencia es la eleccin
para este sector de la industria de un per-formance elevado. As mismo, el nuevometal de aporte ER4943 tambin ha sidoagregado al estndar A5.10.
El ER4943 no se obtuvo del estndarISO, sino que fue agregado como unmetal de aporte recin desarrollado quese origin aqu en los Estados Unidos.Como su nmero lo sugiere, este nuevometal de aporte es una modificacin dela aleacin de aporte ER4043. Aunquees trmicamente tratable, el ER4943, sedesarroll principalmente por su resis-
tencia mejorada en su condicin al sol-darse por encima la resistencia del metalde aporte comnmente usado ER4043.
Resumen
El estndar AWS A5.10 recin publi-cado es una adopcin del ISO 18273. Estenuevo estndar incluye en s muchos nue-
vos metales de aporte, principalmenteeuropeos. Una nueva clasificacin demetal de aporte desarrollada en los Es-
tados Unidos (ER4943) tambin se in-cluye en la nueva edicin. Los metalesde aporte que se clasifican para el ISO18273 no proporcionaran clasificacinde conformidad con la AWS A5.10 de-bido a que los requerimientos para la cla-sificacin dentro del A5.10 estipulan pro-cedimientos de pruebas que no se espe-cifican en el ISO 18273.
TONY ANDERSON es director de tecnolo-
ga del aluminio, ITW Welding Norte Am-rica. Es miembro del Instituto Britnico de
Soldadura (TWI, por sus siglas en ingls),
Ingeniero Certificado Registrado ante el Con-
sejo Britnico de Ingeniera, y tiene nume-
rosos puestos en los comits tcnicos de la
AWS. Es presidente del Comit de Consejo
Tcnico de la Asociacin de Aluminio para
Soldadura y autor del libro Soldar Aluminio
Preguntas y Respuestas disponible actual-
mente a travs de la AWS. Se pueden hacer
llegar sus preguntas a Mr. Anderson c/o Wel-
ding Journal, 8669 Doral Blvd., Ste. 130,
Doral, FL 33166, o va correo electrnico a
[email protected] informacin, visite www.aws.org/ad-index
17WELDING JOURNAL EN ESPAOL
-
7/22/2019 aws_wj_esp_201304
18/60
ABRIL 201318
Los escneres basados en galvanme-tro se han usado por muchos aos enel procesamiento lser de materia-
les, principalmente en sistemas de mar-cado lser y sistemas de cabezales fijos
en lseres de CO2. Los llamados "Galvo"escneres no han sido comnmente uti-lizados en lseres de estado slido (solidstate laser, o SSL, por sus siglas en in-gls) debido a su baja calidad del haz. Por
su baja calidad del haz, las longitudes fo-cales tenan que ser muy reducidas, pro-porcionando un campo de procesa-miento muy pequeo e imprctico. Adi-cionalmente, al trabajar cerca del pro-ceso, el humo y el chisporroteo rpida-mente contaminan el lente/portaobjetos,an con el uso de elaborados sistemas deescape y cuchillas de aire. Con estas des-
ventajas, la ptica de galvanmetro notena aplicaciones prcticas.
Un sistema de galvanmetro en unlser de estado slido estaba limitadocasi a baja potencia donde se pudieranlograr haces de alta calidad y la princi-pal funcin era el marcado lser. Con elavance de los lseres de ptica y disco decalidad de haz largo, los escneres de gal-
vanmetro se estn extendiendo rpida-mente en las aplicaciones industrialescon la promesa de tiempos reducidos deciclos, reduccin de costos mediante di-seos de sistemas ms simples, amplioscampos de procesamiento y flexibilidad.TRUMPF tiene varios modelos de p-tica en base a galvanmetro llamados sis-
temas pticos de enfoque programable
Beneficios de lasoldadura lser remotaen la industriaautomotriz
TRACEY RYBA y DAVID HAVRILLA
trabajan con TRUMPF, Inc., Plymouth,
Michigan. ANDREY ANDREEV trabaja
con TRUMPF, Inc., Ditzingen,
Alemania. Basado en un documento
presentado en la XV Conferencia de
Soldadura de Hoja de Metal, Livonia,
Michigan del 2 al 5 de octubre de 2012.
Los componentes de produccin dealto volumen como puertas, paneleslaterales y estructuras para asientos
pueden soldarse mediante soldaduralser remota con un robot
POR TRACEY RYBA, DAVID HAVRILLA,
Y ANDREY ANDREEV
Fig. 1 Disposicin ptica de PFO 2D.
Principio PFO
Escner Y Escner X
Lser
Objetivo
Refraccin Camera
Luz de la pieza de
trabajo
-
7/22/2019 aws_wj_esp_201304
19/60
(programmable focusing optics, o PFO,por sus siglas en ingls), principalmenteen la regin de alto poder PFO 33, el cuales un formato 2D con longitudes de focode 55, 345, y 450 mm y un PFO 3D queagrega el movimiento sobre el eje Z conlongitudes focales de 255, 345, 450, 900,
y 1200 mm.
Cmo funciona un PFO
La luz del lser de haz de alta calidadse entrega a travs de un cable de fibraptica al PFO. Al igual que en otros tiposde ptica de procesamiento, la luz pasa
a travs de un colimador para producirun haz al dimetro optimizado para lo-grar caractersticas de procesamiento dealta calidad en la pieza de trabajo y parareducir densidades de energa sobre losespejos gua y el lente de enfoque Fig. 1.
En la operacin bsica de un PFO 2D,despus de que se colima el haz, ste esdesviado por una placa ptica revestida(espejo), lo cual permite que la luz visi-ble pase a un sistema de cmara opcio-nal. El haz lser desviado es luego guiadohacia la pieza de trabajo mediante lacombinacin de dos espejos montados en
Durante los ltimos aos, la
soldadura remota con los lseres de
alta brillantez entregados por fibra se
ha ganado la aceptacin global en el
sector automotriz. Se ilustran tanto
imgenes de corte como de
soldadura lser.
Fig. 3 Productividad de PFO vs. ptica lser fija.Fig. 2 Ejemplos de equipo PFO 3D.
19WELDING JOURNAL EN ESPAOL
Soldadura lser convencional
Proceso de lser con escner
Tiemposimproductivos dedesplazamiento
Fin del procesoInicio del proceso
-
7/22/2019 aws_wj_esp_201304
20/60
ABRIL 201320
motores galvanmetro de precisin, unopara cada eje (el eje X y el eje Y), pro-duciendo el movimiento mientras que laparte que se procesa permanece estacio-naria. El haz desviado posteriormentepasa a travs de una serie de lentes, lla-mada ensamble de lentes de campoplano. Esto se hace debido a que si seusara un solo lente de enfoque cuandomueves el haz por el lente, pasaras a tra-
vs de diferentes grosores de lente cau-sando diferentes ndices de refraccin, ytu punto focal en la pieza de trabajo semovera hacia arriba y abajo depen-diendo de donde t estuvieras en el lenteen el momento. Al usar tipos mltiplesde lentes de enfoque en un conjunto, unopuede crear un rea donde el plano focaldel haz lser permanezca constante. Alagregar un lente motorizado entre la en-trada y el primer espejo del galvanme-
tro uno puede luego crear ajuste del en-foque en el eje Z dndote un espacio detrabajo en 3D Fig. 2.
Productividad de lasoldadura lser remota vs.soldadura lser tradicional
En partes pequeas, pudiera ser po-sible tener una parte fija y montar el PFOen una posicin fija dndote un sencillodiseo general del sistema sin sistema de
movimiento aparte del PFO. Para partesms grandes que el campo de procesa-miento, es posible montar la parte en undispositivo fijo y luego proporcionar unafase sencilla que te permita soldar lamitad o un cuadrante a la vez y luegomover el PFO o la parte. Las partes msgrandes tpicamente se fijan y el PFO semonta a un robot. Con esta disposicint puedes moverte a los puntos y colocarpatrones de soldadura o usar la opcindel PFO de soldadura al vuelo, la cualte permite sincronizar la posicin delPFO con la posicin del robot paramover la parte y soldar sin detener elrobot, reduciendo an ms el tiempo delciclo. El beneficio clave del PFO es suhabilidad para saltar a la siguiente posi-cin de soldar casi instantneamente adiferencia del tpico sistema de movi-miento por coordinadas cartesianas. Las
velocidades de soldadura son las mismasque con el tradicional cabezal de proce-samiento ptico fijo, as que la eficien-cia resulta de la eliminacin del tiempode reposicionamiento Fig. 3.
La mayora de las aplicaciones del
PFO hoy se encuentran en la industriaautomotriz. TRUMPF tiene ms de 2000PFOs de SSL de alto poder en produc-cin del da a da en aplicaciones comola soldadura de filtros de aceite, filtrosde combustible, inyectores de combusti-
Fig. 4 Patrones de soldadura personalizados.
Fig. 5 Forma personalizada de soldadura dependiendo de la ubicacin
(fuente Daimler AG).
Fig. 6 Ejemplo de proyecto real.
Qu hace ms productiva a la soldadura remota?
Los patrones de soldadura personalizados permiten la resistencia ptima de
las juntas y el aumento en la flexibilidad del diseo debido a:
Virtualmente cualquier forma de costura de soldadura
Virtualmente cualquier orientacin de costuras de soldadura
Distribucin de costuras de soldadura definida por el usuario Flujo ptimo de fuerzas
Ancho reducido de pestaas
Ahorros en material, peso
y costo
Comparacin de RSW con soldadura lser remota
Soldadura de puntos por resistencia:
34 + marca de cambio 4 robots, 5 pistolas de soldar
Herramienta adicional para marca decambio Tiempo de procesamiento: 35 seg
34 + marca de cambio
1 robot, 1 ptica de escner
Tiempo de procesamiento: 13 seg(con 4 kW)
Reduccin del tiempo de
procesamiento: factor 3
Soldadura lser remota:
Marca de cambio lser:
-
7/22/2019 aws_wj_esp_201304
21/60
ble, sensores automotrices, puertas deautomvil, tapas para maleteros, respal-dos de asientos, rieles para asientos, bas-tidores para paneles de instrumentos, ba-teras de autos, tapones metlicos, y mu-chas otras aplicaciones.
Otra ventaja es la habilidad de perso-nalizar la geometra de la soldadura y/ opatrn de soldadura Fig. 4. Esto puedeser importante en una parte tradicional,pero es muy importante ya que el mate-rial de calibre delgado que se usa hoytiene menos rea de superficie en la in-terface de soldadura.
Una soldadura de puntos tradicionaltiene un gran punto redondo que propor-ciona resistencia en ese lugar. Con unlser y PFO, uno puede crear casi cual-quier forma deseada desde una sencillasoldadura intermitente para rebordes opestaas angostas, hasta S o formas degrapas para proporcionar resistencia mul-tidireccional a un patrn personalizadoen las equinas, puntos de montaje o pun-tos de alto esfuerzo. Estas formas perso-nalizadas toman poco o nada de tiempoadicional dependiendo de la longitud y la
velocidad de la soldadura. Fig. 5.
Beneficios del lserremoto en la soldadurade carroceras
Las ventajas ms grandes de la solda-dura lser remota (remote laser welding,o RLW, por sus siglas en ingls) en la pro-duccin de carroceras son como sigue:
1) Productividad Hasta diez vecesmayor velocidad de soldadura que la sol-dadura de puntos por resistencia (RSW).Hasta un 80% de reduccin de los tiem-pos de procesamiento en comparacincon la RSW.
2) Costos Los costos de uso e inver-sin de hasta cinco celdas de RSW pue-den ser remplazadas por una celda de sol-dadura lser remota. Menos uso del es-pacio de piso. Menos mantenimiento ylogstica se requieren para los robots ypistolas para puntos por resistencia.
3) Flexibilidad en la manufactura de
carroceras Cualquier patrn de cos-tura de soldadura como un crculo, lneapunteada, forma en S o C es posible. Lageometra de la costura de la soldadurapuede adaptarse con precisin a la situa-cin real de carga en la junta. Los patro-
Fig. 7 Proyecto real usado para la
comparacin de procesos.
Fig. 8 Vapor de
metal disipado con
chorros de proceso.
Comparacin entre RSW* y soldadura remota
Foto: BMW*RSW= Soldadura depuntos por resistencia
Productividad: 600%
Tiempos de procesamiento:
Soldadura de puntos: 30 s
Soldadura lser: 23 s
(convencional)
Soldadura con Escner 5 s
21WELDING JOURNAL EN ESPAOL
-
7/22/2019 aws_wj_esp_201304
22/60
nes de costura de soldadura permiten pes-taas ms pequeas y costos de material
y peso reducidos. Diferentes tareas o par-tes se pueden ser procesadas dentro deuna sola celda de soldadura remota.
4) Flexibilidad en el diseo de la ca-
rrocera El acceso de un solo lado ala junta de la soldadura es posible. Loscomponentes con secciones cruzadasmuy cerradas pueden ser soldados con
lser. Tubos y perfiles pueden ser usadosen el diseo de la carrocera, ofreciendomayor rigidez que los paneles estampa-dos, adems de peso y costo reducidos.
5) Ventajas del proceso Partes dems alta precisin son posibles debido ala flexibilidad de la soldadura lser. Lamenor entrada de calor tiene como re-sultado menor distorsin y mayor preci-sin de las partes soldadas.
6) Costos totales Mejor balance delos costos totales en comparacin con laRSW. Procesamiento ms rpido, menos
espacio de piso, consumibles y manteni-miento, mayores criterios de diseos po-sibles, flexibilidad de proceso, reduccinen costos de material, y diseo ms fuerte
y ms seguro mediante el uso de formasy patrones de soldadura personalizados.
Ejemplos del uso de lserremoto
Dos ejemplos de fabricantes automo-trices que reemplazan la RSW tradicio-nal con soldadura lser de fibra ptica
fija tradicional y eventualmente consoldadura lser remota se describen acontinuacin.
El primer ejemplo, como se muestraen la Fig. 6, es una celda de soldaduralser que requera de cuatro robots ycinco pistolas de soldadura para comple-tar 34 soldaduras de puntos en 35 s. Fueremplazada por un robot, un PFO 33, yun lser TruDisk 4002, la cual coloc 34soldaduras lser en C (comparable a laRSW), requiriendo 13 s. El procesa-miento se redujo por casi tres veces, y se
requirieron tres robots menos para com-pletar la tarea, ahorrando no solo impor-tantes gastos sino tambin valioso espa-cio de piso.
El segundo ejemplo, ilustrado en laFig. 7, presenta una progresin mediantetres mtodos diferentes. La parte origi-nal usando RSW tomo 30 segundos paracompletar las soldaduras. La primeraevolucin fue utilizar un lser y rempla-zar la pistola de soldar con un cabezal desoldadura lser de fibra ptica fija y lserconectado a la misma celda robtica, locual logr aproximadamente un 25% de
reduccin del tiempo de ciclo. El si-guiente paso substituy el cabezal de sol-dadura de fibra ptica fija con un esc-ner remoto (PFO), y utiliz el procesode soldadura al vuelo para lograr elmximo beneficio del PFO. El tiempofinal de procesamiento fue de cinco se-gundos con una reduccin del tiempo del
ciclo de 84%, lo cual es un incrementodel 600% en la capacidad de produccin.
La soldadura lser remotano est libre de retos
Vapores de metal
Durante el proceso de soldadura, unpluma de vapor de metal se eleva delhoyo de cerradura y entra en contactocon el haz lser. Esta pluma de vapor demetal ionizado, la cual surge encima de
la costura de la soldadura, conduce a unareaccin de la energa lser, a una defor-macin y agrandamiento del dimetro defoco, y finalmente a un proceso de sol-dadura fluctuante. La solucin es el usode chorros de proceso para expulsar el
vapor de metal del haz lser, estabili-zando el proceso de soldadura Fig. 8.
Esto tambin se puede lograr medianteextensos y elaborados chorros cruzadosen el dispositivo de fijacin cerca de lasreas de soldadura.
Soldadura a traslape de
material revestido con Zn
Otro problema muy comn con la sol-dadura lser remota o la tradicional esel material revestido con Zn. Debido alos diferentes puntos de fusin y a losgases que se liberan durante el proceso
ABRIL 201322
Fig. 9 Problemas de traslape con material recubierto con Zn.
Soldadura lser a traslape de paneles recubiertos con Zn
Hoyuelo lser
Problema: La vaporizacin del Zn en la brecha entre los paneles causa que lasoldadura salpique en la superficie:
Altura constante del hoyuelo dependiendo de la capa de zinc 0.1-0.2 m (aproximadamente)
Altura del hoyuelo ajustable mediante parmetro lser
Soluciones posibles para manejar el problema:
Calidad pobre de costura de
soldadura
Aumento en el tiempo de ciclo
Espaciadores integrados en:
Dispositivo de fijacin
Diseo de parte
Dinmica adaptada de charco
fundido (enfoque de puntos
gemelos) Recubrimiento adaptado (Zn-Mg)
Separacin 0.2 mm
Separacin tcnica de 0
-
7/22/2019 aws_wj_esp_201304
23/60
de soldadura, si las dos piezas de mate-
rial se sujetan entre s como debera ha-
cerse, el nico lugar para que estos gases
escapen es mediante el charco de solda-
dura. Esto tiene como resultado solda-
duras de muy baja calidad tanto en apa-
riencia como en resistencia. La mejor so-
lucin para manejar ese problema es in-
troducir una brecha controlada en el pro-
ceso; esto puede lograrse por medio de
mtodos mecnicos en los sistemas de fi-
jac in y estampado de las partes o me-
diante mtodos lser para crear peque-os hoyuelos de aproximadamente 0.15
a 0.20 mm de alto. Esta brecha contro-
lada luego permite suficiente rea para
que el gas escape sin soplar a travs del
charco fundido de soldadura, y la brecha
es lo suficientemente pequea para no
causar problemas de brechas o vacos en
la soldadura. Fig. 9.
Adicionalmente, otras capas de xido
y revest imientos pueden causar proble-
mas con la calidad de la soldadura como
por ejemplo agrietamiento, soldaduras
porosas, soldaduras dbiles y quebradi-zas solamente por mencionar algunos.
Corte remoto por sublimacin
por presin de vapor
El proceso de soldadura lser remota
es flexible. Muchas veces un dado de tro-
quelado se estuvo saltando un hoyo tem-
prano en la produccin, o quiz algunas
caractersticas fueron agregadas, o exis-
ten partes izquierda y derecha de forma
tal que se requiere el hoyo. Esto se puede
lograr en la celda de soldadura usando
un PFO. Este proceso se llama corte re-
moto por sublimacin por presin de
vapor. Las aberturas creadas por ese pro-
ceso no estn diseadas para maquinarse
ms tarde debido a la amplia zona afec-
tada trmicamente. No hay una alta to-
lerancia, pero permite que un sencillo
hoyo/abertura sea creado dentro de la
celda de soldadura para cosas tales como
un hoyo por el cual pasar alambre o
punto de conexin Fig. 10.
Conclusin
Los escneres de fibra ptica de en-
foque programable muestran la flexibili-
dad y el tiempo de ciclo reducido que
puede lograrse con un sistema de movi-
miento no tradicional. En algunos casos,
ni el escner ni la parte se mueve, y con
partes ms grandes, se puede montar un
escner en un robot para extender el
campo de procesamiento. En algunos
casos, se pueden lograr tasas de produc-
cin seis veces ms rpidas que la solda-dura de puntos por resistencia mientras
que al mismo tiempo se reducen los re-
querimientos de espacio de piso. Debido
a que se requieren pestaas ms peque-
as y a que se pueden lograr geometras
de soldadura personalizadas, se puede
usar menos material y/o de menor cali-
bre para ahorrar peso, costo e incremen-
tar la resistencia a fin de mejorar la se-
guridad del automvil.
Fig. 10 Corte remoto.
Corte remoto por fusin con presin de vapor: soldadura
y corte con una herramienta
Corte remoto sin tobera de gas de proceso
Acero con grosores de hasta 4mm en una sola
pasada
Expulsin de lo fundido en la direccin del haz lser
Para cortar estacionario o al vuelo
Diametro de enfoque 0.6 mm (los mismo para la
soldadura)
Buena calidad de corte
Flexibilidad ms alta del sistema para la produccin
Principio de corte porfusin con presin
t = 2mm; v = ca. 3m/min;P =4kW
t = 3mm;3.5 m/mm;P = 6 Kw
Haz lser
Fusin
23WELDING JOURNAL EN ESPAOL
Alambres con centro fundente
Acero para herramientas MIG y TIG
Fabricando
Alambres concentro fundente
para soldadura
Cobalto
Nquel
Revestimientos duros
Inoxidable
Aleaciones
Acero para
herramientas
Mantenimiento
Aleaciones forjadas
Aleaciones pororden especial
Electrodos revestidos
Pa
ramsinformacin,visitewww.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
24/60
Fig. 1 Un sistema de soldadura hbrida lser
robtica.
-
7/22/2019 aws_wj_esp_201304
25/60
El proceso de combinar lseres conla soldadura por arco metlico pro-tegido con gas (GMAW) en un solo
charco de soldadura, conocido como sol-dadura hbrida por lser y arco (hybridlaser arc welding, o HLAW, por sus siglas
en ingls), ha existido por casi 30 aos Figs. 1, 2 (Refs. 1, 2). El proceso HLAWfue desarrollado para cubrir por muchasde las desventajas de la soldadura aut-gena lser. Los primeros problemas quela HLAW enfrent fueron el ajuste y lanecesidad en algunas aplicaciones de al-terar la qumica. En el pasado, los ni-cos lseres de alto poder (mayores de 5kW) que realmente se podan beneficiarcon la HLAW eran de dixido de carbono(CO2), pero su alto costo de compra y deoperacin limitaba su uso. Sin embargo,
con los avances en los lseres de estadoslido entregados con fibra ptica (dis-cos de Yb y fibra de Yb), los costos depropiedad han disminuido drstica-mente para los lseres de alto poder.
En 1995, un lser de CO2 de10 kWcostaba aproximadamente $1 milln dedlares americanos. Hoy, ya conside-rando la inflacin, un lser de fibra deYb cuesta cerca de una tercera parte deesa cantidad. Adems de la reduccin enel costo de procuracin, la confiabilidady mantenimiento de los nuevos lseresde estado slido son significativamente
mejores que para los lseres de gas deantes.
Hoy, con estos costos ms bajos y po-deres ms altos para los lseres, hay uninters renovado en el uso de la solda-dura HLA para un amplio rango de apli-
caciones. Muchos han predicho que, conestos cambios, la tecnologa HLAW des-plazara a la soldadura por arco tradicio-nal para un gran nmero de aplicaciones.Sin embargo, los nmeros de los siste-mas HLAW vendidos no respaldan a esaspredicciones. La pregunta es, Porqu?
An despus del desarrollo de losnuevos lseres de estado slido, hubo xi-tos usando HLAW. Estas aplicaciones es-taban basadas en HLAW que usaba lse-res de CO2 de alto poder. La ms nota-
ble fue la instalacin de una lnea depanel en el astillero Meyer Werft en Pap-penburg, Alemania, la cual entr en ope-raciones en 2001 (Ref. 3). El sistemausaba tres lseres de CO2 de alto poderpara soldar paneles cubierta/mamparaentre s [12 pulg. (12 mm) mx.] y luegounir las Ts a los paneles.
Aunado a la velocidad ms alta de sol-dadura fue un beneficio en comparacincon la soldadura por arco sumergido(submerged arc welding, o SAW, por sussiglas en ingls), otra ventaja era lamenor distorsin en comparacin con la
soldadura por arco. Adems, los proce-sos posteriores a la soldadura tales comola nivelacin y manejar la distorsin ge-neral se podan reducir o eliminarse.
La lnea de panel en el astillero MeyerWerft ha sido usada como modelo para
la implementacin de HLAW, pero la im-plementacin no ha tenido xito en otrosastilleros o en otras industrias. Aunqueesas lecciones ya tienen casi quince aosde edad, prestar atencin a las leccionesaprendidas y evaluar algunas sencillas re-comendaciones pudiera ayudar a imple-mentar con xito la HLAW.
Algunos de los problemas que pudie-ran tener impacto en la implementacinexitosa de la HLAW son como sigue:
Diseo de junta
Al examinar si la HLAW ser un be-neficio, muchos ingenieros miran sus jun-tas de soldadura actuales y simplementesubstituyen el proceso existente por unasoldadura lser. Sin embargo, para lamayora de los procesos de soldadura porarco, las juntas han sido diseadas conuna cantidad considerable de la juntaconsistente en material de aporte sumi-nistrado por el proceso de soldadura.Con esto en mente, y el hecho de que lamayora de los procesos por arco tienenaltas tasas de deposicin y velocidades
Combinar lseres con tu lnea de soldadura
por arco de metal protegido con gas
pudiera ofrecer varias ventajas, pero
primero considera todos los pros y contras
PAUL DENNEY ([email protected]) es ingeniero senior en aplica-ciones lser, Divisin de Automatizacin,The Lincoln Electric Co., Cleveland, Ohio.
Lo que debes saber sobre lasoldadura hbrida por lser y arco
POR PAUL DENNEY
25WELDING JOURNAL EN ESPAOL
-
7/22/2019 aws_wj_esp_201304
26/60
ABRIL 201326
de soldadura ms bajas, llenar estas aber-turas de raz y enfrentar la incompatibi-lidad puede lograrse haciendo correccio-nes menores a la velocidad de soldadurao a la velocidad de la alimentacin delalambre, o moviendo la antorcha en unpatrn oscilado.
Tambin, el perfil/geometra de unasoldadura aceptable ha sido definido entorno a estos procesos por arco. Sin em-
bargo, para una aplicacin de filete conchafln, la habilidad para encontrar elgrosor de garganta y/o pierna se deter-mina mediante la cantidad de alambrede soldadura que puede fundirse con laabertura de raz/incompatibilidad y la ve-locidad de desplazamiento deseada Fig. 3.
Para la HLAW, desarrollada en tornoal hecho de que un lser es un procesode densidad de alto poder que puede lo-grar soldaduras de proporcin de alto as-pecto, usando ese proceso para fundir
material para una junta de soldaduraprincipalmente enfocada en la mediaddel filete disminuye enormemente las
ventajas del proceso de la HLAW. Asque las juntas a tope son ms eficien-tes para el lser que una verdadera sol-dadura de filete donde el lser sola-mente apoya en el fundido del materialde aporte/alambre.
Especificaciones
Existe un nmero limitado de especi-
ficaciones de la industria que se refierana la HLAW. En el caso de la aplicacinen Meyer Werft, el astillero trabaj muyde cerca con Det Norske Veritas (DNV)para desarrollar especificaciones para laHLAW como se aplica en barcos. ASMEha desarrollado una especificacin parala soldadura hbrida, y la Sociedad Ame-ricana de Soldadura est en el procesode formar el Subcomit C7D para desa-rrollar especificaciones para la HLAW.La Naval de los Estados Unidos ha acep-tado el procesamiento HLAW sobre unasbases muy limitadas.
En la mayora de los casos, estas es-pecificaciones detallan los parmetrosque deberan considerarse como crticos
y no se avocan al desempeo de la juntade soldadura. En muchos casos, esto sedeja a la compaa que est usando elproceso. Para aquellas empresas queestn substituyendo un proceso por arcocon la HLAW, especialmente aquelloscon filetes, las especificaciones normal-mente incluiran la medida de la garganta
y la pierna y no consideraran la penetra-cin a lo largo de una interfaz. Este uso
de especificaciones con base al arco ade-
ms especificara a menudo una penetra-cin en el material base. Esto es impor-tante ya que las soldaduras pudierantener demasiado poca entrada de calor ypodran resultar en fusin incompleta.Este es menos un problema para el lser;
de hecho, entre ms energa del lser quese usa para fundir el material base, menoseficiente es el proceso lser/HLAW.
Por esas razones, la junta ms efi-ciente (entrada de calor vs. el rea de lasoldadura) es una junta a tope recta. Porejemplo, la soldadura HLA que se mues-tra en la Fig. 4, con una interfaz entre las
dos partes mayores a 1.5 veces el miem-bro ms delgado, no pasara muchas es-pecificaciones de la compaa porque lapierna vertical es menor que el miembroms delgado de todos y la garganta no essuficiente.
Pasos de presoldadura
Aunque una junta a tope recta o unasimilar sea la ms eficiente, pudiera noser prctica para muchos usuarios poten-ciales de la HLAW para alterar sus dise-os a una junta a tope. Muchos usuarios
Fig. 2 Diagrama del proceso de soldadura hbrida por lser y arco metlicoprotegido con gas.
Fig. 3 Ilustracin de cmo una amplia abertura de raz incrementa enormementela cantidad adicional de metal de aporte que se requiere.
Soldadura hbrida
Haz de lser
Ojo de cerradura
Direccin de desplazamiento
Antorcha GMAW
Material fundido
Materialsolidificado
Sin abertura Con abertura
Abertura G
Material adicional necesario parauna soldadura de filete con chaflnaceptable
-
7/22/2019 aws_wj_esp_201304
27/60
potenciales de la HLAW actualmenteutilizan bordes cizallados o posiblemente
bordes cortados trmicamente para susprocesos por arco. Estos procesos decorte usualmente resultan en incompati-bilidad y aberturas de raz ms grandesde lo generalmente recomendado paralser o HLAW. Sin invertir en mtodosmejorados de corte y/o tcnicas de suje-cin, pudiera no ser prctico usar HLAW.
En las aplicaciones en Meyer-Werft,las juntas fueron maquinadas para me-
jorar el ajuste. Esto asegur aberturas deraz mnimas y, por ende, adicin mnimade metal de aporte. Adems esto signi-
fic que el proceso no tuvo que ajustarsea condiciones cambiantes. En muchasaplicaciones, no es prctico maquinar losbordes que se soldaran con HLA. Sinembargo, con un diseo incorrecto de
junta de soldadura, manejar una aber-tura de raz demasiado grande a vecespuede volver el proceso imprctico.
Como ejemplo, una junta tpica quese est considerando para HLAW seraun filete achaflanado en dos materialesde 2.5 mm de grosor. Si se fueran a usarlas especificaciones de junta de GMAW,eso normalmente significara que la pe-pita de soldadura debe tener una piernaigual al grosor de la placa (2.5 mm) y ungrosor de garganta del 60% del grosor.Si estas partes se troquelan y cizallan, noes inusual tener aberturas de raz igua-les a 2 mm, as que la nueva pierna serade 4.5 mm. Asumiendo que un filete depiernas iguales, la junta mide ahora 4.5
x 4.5 mm. Esto signif ica que para so lu-cionar solo lo de las piernas, el volumende material depositado debe incremen-tarse 3.24 veces la condicin de no aber-tura de raz.
A su vez, si la velocidad de soldadurava a permanecer constante, entonces lavelocidad de la alimentacin del alambredebe incrementarse por ese factor (conun incremento en la corriente) o la velo-cidad de soldadura debe reducirse. Asu-miendo que el usuario est soldando conGMA a 17 mm/s (40 mm/min), entoncesla velocidad de alimentacin del alambrepara una situacin de no abertura de raz
sera de 34 mm/s (118 pulg./min) paraalambre con dimetro de 1.2- m (0.045pulg.) y mm/s (472 pulg./min) con unaabertura de raz de 2 mm.
Estas velocidades estn perfecta-mente dentro de los parmetros tpicosde soldadura correspondiente y de ali-mentacin de alambre. Sin embargo,para un proceso tpico de HLAW conlser de 6 kW, se esperara que la veloci-dad de soldadura fuera de 50 mm/s (120pulg./min). Esto significa lograr la mismamedida de filete, la velocidad de alimen-
tacin de alambre para abertura de razcero sera de 161 mm/s (354 pulg./min) y523 mm/s (1418 pulg./min).
Como una alternativa a estos parme-tros, pudiera ser posible reducir la velo-cidad de desplazamiento. Desafortuna-damente, si la velocidad se reduce muypor debajo de 42 mm/s (100 pulg./min),la velocidad de desplazamiento estarmuy cercana a las velocidades que se pue-den lograr con GMAW tndem, la cuales menos cara de adquirir y de operar.
Otras consideraciones
Al considerar el uso de la HLAW vs.GMAW, se deben tomar en cuenta el n-mero total de soldaduras por parte y lalongitud de cada una de estas soldadu-ras. Como ejemplo, para muchas partesautomotrices, la soldadura GMA que selogra se hace en forma de pequeas sol-daduras intermitentes que pudieranmedir solamente de 50 a 70 mm (2 a 3pulg.) de longitud. Aunque estas solda-duras pudieran hacerse en solamente deun cuarto a un tercio de la velocidad deHLAW, el tiempo aire del robot cons-tituye la mayor parte del tiempo del ciclo.Por ello, cambiarse de GMAW a HLAWno disminuira substancialmente eltiempo de ciclo. Para partes con un grannmero de soldaduras cortas, el tiempode ciclo y, por ende, el nmero de celdasde soldaduras que se requieren paracumplir con una tasa de produccin, no
va a cambiar dramticamente mediantela ms alta velocidad de soldadura delproceso de HLA. Pudiera de hecho sermenos caro y ms rpido agregar otro
robot de soldadura GMA que convertirsea la HLAW.
Como con muchos procesos de fusin,el material que pudiera agregarse alcharco de soldadura y la cantidad decalor determina las propiedades de la sol-dadura complete, o el metal de soldadura
y la zona afectada trmicamente (ZAT).Para una soldadura tpica GMA, el ma-terial de aporte constituye la mayora del
metal de soldadura y por ello las propie-dades mecnicas. Y debido a que el alam-bre ha sido desarrollado en torno a cier-tas tasas de alimentacin de alambre yentrada de calor, las propiedades son mso menos bien entendidas.
En cuanto a la HLAW, dependiendode la junta de soldadura, pudieran exis-tir un nmero de condiciones que difie-ren de la tpica GMAW. Ya que la HLAWse aproxima a una soldadura autgena(sin aporte), la microestructura del metalde soldadura se aproximar a aquel de
un material base vaciado (y enfriado r-pidamente). Para muchos aceros mode-rados y altos en aleacin, por ejemplo,esto pudiera significar una soldadura conmuy alta dureza y muy poca ductilidad.El resultado de esto sera que la solda-dura pudiera ser ms susceptible al agrie-tamiento. Por ello, la soldadura de estasaleaciones con HLAW, se pudiera reque-rir un alambre de soldadura con menosaleacin.
Aunada a cualquier problema con elmetal de soldadura estar la preocupa-
cin por la ZAT de la junta de soldadura.En la GMAW o en la HLAW, la qumicadel material de la ZAT no puede cam-biarse. La nica opcin con la ZAT es al-terar el ciclo trmico por el que pasa elmaterial a travs del proceso de solda-dura. Lo que pasa en la ZAT recibe altainfluencia de la aleacin que est siendosoldada y de la condicin en la que estel material cuando se suelda. Comoejemplo, si el material que est siendosoldado es un acero revenido y templadoque ha sido trmicamente tratado paratener una dureza alta, la ZAT de una sol-dadura GMA depender de la qumica,parmetros y los procedimientos usados.El material puede ser sobretemplado enla ZAT y resultar en una zona ablan-dada. Si la misma aleacin en la mismacondicin se suelda con HLA, la ZAT pu-diera ser reaustenizada y vuelta a reve-nir, resultando en una ZAT con muy altadureza. En realidad, debido a la entradams elevada de calor de la HLAW vs. lasoldadura lser autgena, la HLAW pu-diera de hecho tener una menor durezaen la ZAT.
Fig. 4 Imagen de una soldadura de
filete chaflanado con HLAW. La longi-
tud de pierna L es mucho menor que
el grosor del material T. Sin embargo,
la penetracin P es mucho mayor que
T, as que la resistencia de la solda-
dura es mayor que si L fuera igual a T.
27WELDING JOURNAL EN ESPAOL
-
7/22/2019 aws_wj_esp_201304
28/60
T E C H N O L O G Y F O R T H E W E L D E R S W O R L D .
BINZEL, S.A. DE C.V.M. Pabelln de Arteaga 102P.I.V.A. 20358 San Fco. De los Romo, Ags.Telfono: +52 (449) 9730133Fax: +52 (449) 9731388e-mail: [email protected]
www.binzel.com.mx
Alimentacin precisa con un Plus
Push-Pull Plus especialmente diseada para los requerimientosde soldadura con aluminio y el uso de alambres delgados. Para unaalimentacin de alambre libre de problemas y constante an a largasdistancias.
Ms de 6000 partes para entrega inmediata
Nuestro compromiso es proveer innovaciones y consumibles de remplazo1:1que cumplan o excedan las especificaciones del fabricante.
Especialistas en antorchas y ensambles de cables.
Embarques el mismo da.
Ahora consumibles LASER
+52-449-158-1765
Para ms informacin visite
www.thermacut.com.mx
Providers of Advanced Cutting and Welding Consumables Worldwide.
Proveedor nico, como usted.
ABRIL 201328
Otro escenario sera en materialesque son endurecidos por precipitacin.Como los materiales revenidos y templa-dos, la GMAW pudiera sobre tratar tr-micamente estos materiales y resultaren una ZAT ms blanda, especialmentesi se necesita GMAW multipasos parahacer las juntas. Sin embargo, para laHLAW, el ciclo trmico pudiera ser tancorto que podra no haber una ZAT visi-
ble. As que, para algunos materiales, eluso de la HLAW pudiera en realidadofrecer beneficios por encima de la sol-dadura con GMAW.
Aunque estos ejemplos y considera-ciones muestran dnde la HLAW pu-diera no ser siempre el proceso de elec-cin, hay aplicaciones donde se preferirla HLAW. Un enunciado general es queel proceso de HLAW no substituya en lamayora de las juntas tpicas diseadaspara GMAW. En algunos casos, pudieraser mejor redisear la junta especfica-
mente para el proceso de la HLAW opara mejorar la junta para aprovechar labaja entrada de calor y la alta velocidadde soldadura que se asocian con laHLAW. Adems, las ms grandes venta-
jas para la HLAW se notan en soldadu-ras muy largas y situaciones donde la dis-torsin de la parte es muy crtica.
Conclusiones
En resumen, la soldadura HLA no esuna bala mgica que puede usarse en
toda y cualquier aplicacin que actual-mente sea soldada con GMA. En la ma-yora de los casos, cambiar directamentea HLAW en una aplicacin para GMAWusualmente no tiene xito. Sin embargo,cuando la aplicacin se selecciona ade-cuadamente, posiblemente requiriendoun rediseo de parte/junta para laHLAW, cambios a los procedimientos, yan los materiales, pudiera ser posibleimplementar la HLAW a la produccinde manera exitosa.
Referencias
1. Bruck, G. J., et al. 1998.Mtodo deSoldadura. Patente U.S. No. 4,737,612.
2. Diebold, T. P., y Albright, C. E. 1984.Soldadura GTA lser en aleacin de alu-minio 5052. Welding Journal 63(6):1824.
3. Comunicacin personal con el Dr.Frank Roland, ex director de gestin,Centro de Tecnologas Martimas, Ham-burgo, Alemania, y ex gerente para Tec-nologas Avanzadas de Soldadura, MeyerWerft Shipbuilding.
Para ms informacin, visite www.aws.org/ad-index
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
29/60
Cuando las condiciones crticas desoldadura requieren rendimiento sinconcesiones, usted puede contar con
Arcos para obtener toda una lneacompleta de electrodos de altasaleaciones, acero inoxidable y nquelde primera calidad que cumplan consus requisitos de mayor precisin.
Arcos Industries, LLC ha ganado su reputacin de fijarlos estndares de excelencia en electrodos de alambrepara soldadura descubierto y cubierto al fabricarproductos que ofrecen las esplndidas caractersticasde liberacin de escorias, accin de humedecido yperfil de soldadura necesarias, con un arco liso yestable. Puede estar seguro de que nuestra ampliagama de electrodos excepcionales cumplir con susaplicaciones ms exigentes porque Arcos ha recibidoestas prestigiosas certificaciones, entre otras:
Adems de su lnea de electrodossobresalientes, Arcos le ofrece unequipo dedicado de profesionalestcnicos y especialistas en servicioal cliente para brindarle un ampliosoporte en pruebas y aplicaciones.
Descubra usted mismo por qu,
cuando se trata de lo mejor en electrodos en alambredescubierto y cubierto de primera calidad, Arcos esel nombre que se distingue. Llame hoy mismo altelfono 800-233-8460o visite nuestro sitio Webenwww.arcos.us.
Arcos Industries, LLC
La palabra que define laexcelencia en electrodos
para soldadura...
ARCOS!
Para ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
30/60
LAS SOLDADURASESTRUCTURALES
SEHACEN CON EL
Trabajando bajo procedimientos de ANSI, los contribuidores y crticos de los
cdigos D1 de AWS se han basado en los conocimientos de los expertos
anterioresquienes han trabajado contnuamente desde el primer cdigo D1
publicado en 1928para presentarnos mtodos y procedimientos
comprobados. El producto de todo esto es una gua escrita por los ms
reconocidos expertos en la industria, proveyendo un concenso de los mtodos
ms confiables para obtener los resultados deseados. Es por eso que los libros
de D1 se han hecho mandatorios en cdigos a travs de la industria, han sido
aprobados por ANSI, adoptados por el Departamento de Defensa de los
Estados Unidos, preferidos por la NASA, y obligatorios en incontables
contratos de contruccin.
Edicin20
10
disp
onible
aho
ra!0
!
isp
dicin
nibl
ea
-
7/22/2019 aws_wj_esp_201304
31/60
Entre el 7 y 9 de mayo se celebrar enel centro Cintermex la dcima edi-cin de la exposicin de soldadura msgrande de Latinoamrica, AWS Weld-mex, junto a las exposiciones FABTECHMxico y Metalform Mxico. Con un es-pacio de exhibicin de casi 8,500 metroscuadrados y la participacin de 300 expo-sitores aproximadamente, se espera unaasistencia sobre las 9,500 personas, quie-nes estn involucradas en industriascomo automotriz, transporte, petrleo yoleoductos, fabricacin, y construccin,entre muchas otras.
Estas exposiciones son patrocinadaspor la Sociedad Americana de Soldadura(American Welding Society, o AWS, porsu siglas en ingls), la Asociacin de For-mado de Metal de Precisin (PrecisionMetalforming Association, o PMA, porsu siglas en ingls), la Asociacin Inter-nacional de Fabricantes y Manufacture-ros (Fabricators and Manufacturers As-sociation, o FMA, por su siglas en ingls),
y la Sociedad de Ingenieros de Manufac-tura (Society of Manufacturing Engine-
ers, o SME, por su siglas en ingls).Un variado grupo de expositores pro-
venientes todas partes del mundo ofrece-rn una amplia gama de productos, desdesoldadura y fabricacin, hasta cortado ydoblado. La seccin de AWS Weldmexincluye compaas enfocadas en solda-dura y corte, incluyendo rociado trmico,acabado de metal, y equipos de seguri-dad. La seccin de FABTECH se espe-cializa en equipamientos para doblado yfabricacin, formado y fabricacin deplanchas, sierras y mquinas de corte,prensas, fabricacin de rollos, tuberas, yrobtica, entre muchos otros. Y la sec-cin de Metalform se enfocar en pro-ductos para el formado de metal, inclu-
yendo herramientas y talladores,estampado de metal, y ensamblaje.
La AWS, SME, FMA y PMA ya hancolaborado anteriormente en anterioresexhibiciones AWS Weldmex en Mxico, yen los Estados Unidos en la expo anualFABTECH, la cual se realizar este aoen Chicago, Illinois, entre el 18 y 21 denoviembre. FABTECH 2013 contar
con ms de 35,000 visitantes y 1,500expositores.
Este ao adems marca la primera vezque se darn clnicas y exmenes de cer-tificacin de la AWS en espaol en Weld-mex. Habrn tres clnicas: Inspeccin vi-sual para la Parte B del examen CWI,Cdigo D1.1 para la Parte C del examenCWI, y Cdigo API 1104 para la Parte Cdel examen CWI. Adems se ofrecernexmenes para CWI (inspector de solda-dura) y CWE (educador en soldadura), ylas personas que necesiten revalidar sucertificacin tambin podrn tomar susrespectivos exmenes. Visite la pgina deinternet www.aws.org/mexico para msinformacin.
A continuacin les presentamos unalista parcial de los expositores de este aoen la seccin de AWS Weldmex. Para msinformacin sobre expositores en lasreas de FABTECH y Metalform, favorconsulte la gua distribuida en la salade exposicin, o el sitio de internetwww.fabtechmexico.com.
Avance de
AWS Weldmex 2013
La 10a edicin de AWS Weldmexllega a Monterrey este ao con laexpectativa de superar todos los rcords
31WELDING JOURNAL EN ESPAOL
POR CARLOS GUZMN([email protected])Editor delWelding Journal en espaol y
gerente de publicacionesinternacionales
Foto por Josep M. Mart
-
7/22/2019 aws_wj_esp_201304
32/60
ABRIL 201332
3M 240,
ABB Mxico
Acmetex
Air Liquide
Ajan Elektronik Servis
Albany Door SystemsALM Materials Handling
American Fortune Company
American Torch Tip
American Welding Online
Antec Electronics
AOC Mxico
Arc Mate
ATI Industrial Automation
AVS Industries
AWS
Binzel
Bhler Soldaduras
Boletin Industrial
British Federal Mxico
Bug-O-Systems
Calimet
Capacita. y Pruebas No Destruc.
Cloos Robotic De Mxico
Dahching Electric Industrial
Dalus
Dengensha America
Doceram Gmbh
DonaldsonElco Enterprises
Ensayos No Destructivos
ESAB
Estafeta
Etal
Exel Mexicana
Flame Spray
Flame Technologies
Flexovit
Frster Welding Systems Gmbh
Fronius MxicoFusion
Galagar
Genesis Icesa Systems
Gimbel Mexicana
Global Electronic Services 443,
Grainger
Harris Products Group
Hecasa USA
Heron Machine & Elec. Indus.
Hypertherm
Imende
Importaciones Orba
Infra
Int. Thermal Spray Asso.
Invent
Istuc
ITW Welding GroupJoysun Abrasives
Kimberly Clark Professional
Klingspor Abrasivos
Kuka De Mxico
Lincoln Electric Mxico
Longevity
Mastersteel
Meltric
Mercer Tool
Metweld
Midalloy
MK Products
Multicam
Mundt & Associates
Nachi Mexicana
Nelson Stud Welding
Okila
Olympus
OTC Daihen
Oxford Alloys
Pearl Abrasive
Pferd Fandeli
PolimexPraxair Mxico
Pyasa Plasticos y Alambres
Reportero Industrial Mexicano
Roman Manufacturing
Select-Arc
Sellstrom Manufacturing
Servo-Robot
Shanghai HugongSherwin Incorporated
SMK
Soldaduras y Equipos Auto.
Soldaduras y Superaleaciones
Somos Industria
Southern Stud Weld
Steel Tailor
T. J. Snow
Tamez / Paka
Tecnomec
Tecoi Corte
Telwin Spa
Thermacut Mxico
Uniweld Products
Urany
Victor Technologies
VSM Abrasives
Weld-Aid Products
Weldsale
World Engineering Xchange
Wuxi Ronniewell Machinery
Wuxi Volcano Welding & Cutting
Yaskawa Motoman RoboticsZhengzhou Anxin Abrasives
241
405
122
123
517
541137
100
747
453
143
128
141
600
132
455
217
617
532
627
423
750
434
735
120
449
301
746
116505
437
205
852
623
341
432
713
727
246
705513
110
427
144
543
347
410
536
742
105
233
147
717
353
113
450
117436
641
846
533
305
800
613
649
253
124
236
227
242
848
547
327
633
235
303
845
447
527
740417
433
134
104
232
647
834
333337
748
700
317
741
343
113
332
221
429
133
140
217
126
733
127
441
714
106
655
442
249
605744
Lista de expositores en la seccin AWS Weldmex (2013)
-
7/22/2019 aws_wj_esp_201304
33/60
Primero, analizamos las principales debilidades de las
antorchas de corte: sobrecalentamiento y retroceso de llama
(flashback y burn back). Luego, diseamos una mejor antorcha
de corte. Entrate cmo lo hicimos y ve las pruebas en www.
Get-My-Duramix.com.
Comprubalo! no dejes de ver la oferta especial de accesorios
de corte DURAMIX en www.Get-My-Duramix.com. La
diferencia est en los detalles.
Las ventajas de DURAMIX
DURAMIX
Quemado?
Para obtener una oferta especial de DURAMIX
y ver videos de pruebas de la antorcha, favor visite
www.Get-My-Duramix.comPara ms informacin, visite www.aws.org/ad-index
-
7/22/2019 aws_wj_esp_201304
34/60
Los intercambiadores de calor jueganun papel importante en la utilizacinde energa renovable. El desarrollo
de intercambiadores de calor con micro-canales de aluminio hechos mediante sol-dadura fuerte para aplicaciones auto-
motrices requeran alto desempeotrmico, medida compacta y bajo costode materiales.
La extraccin exitosa del aluminiocomo metal puro se logr hace solamentemenos de 200 aos. Aunque su historia escorta, la abundancia del aluminio en lacorteza terrestre y los avances en la tec-nologa de la extraccin a finales del sigloXIX hicieron posible la produccin enmasa del aluminio as como su precio ac-cesible. El costo relativamente bajo y mu-chas propiedades atractivas tales como su
peso ligero, alta conductividad trmica y
buena resistencia a la corrosin hacen delaluminio y sus aleaciones buenos candi-datos para los dispositivos de transferen-cia de calor.
El desarrollo en la tecnologa deunin, especialmente la soldadura fuerte
en atmsfera controlada (controlled at-mosphere brazing, o CAB, por sus siglasen ingls) del aluminio promueve la altatasa de produccin de intercambiadoresde calor compactos aluminio.
Caractersticas de los
intercambiadores de calor con
microcanales de aluminio
Los intercambiadores de calor con mi-crocanales de aluminio usan tubos planos
multicanales como pasajes para refrige-
rante y aletas multilaminares como au-mento para la transferencia de calor dellado del aire. La Figura 1 ilustra ejemplosde tubos extruidos multipuertos y aletasen lminas que tpicamente se usan paralos intercambiadores compactos de calor.
El arreglo de canales paralelos (los di-metros hidrulicos tpicos son de menosde 1 mm) en tubos planos tiene muchas
ventajas en comparacin con los tubosredondos convencionales. La proporcininterna aumentada entre superficie y vo-lumen mejora el desempeo de la trans-ferencia de calor del lado del refrigerante
y proporciona medios para la reduccinde carga del refrigerante. El diseo detubo plano no solamente proporcionaconveniencia en el ensamblado de laspartes y los procesos de fijacin para la
soldadura fuerte, sino que tambin
Soldadura fuerte enatmsfera controlada de
intercambiadores de calor
HUI ZHAO, STEFAN ELBEL, Y PEGAHRNJAK estn con Creative Thermal
Solutions, Inc., Urbana, Ill.
Los intercambiadores de calor multicanales de tubo
plano estn proporcionando dispositivos adecuados para
las industrias automotriz y de calefaccin, ventilacin
aire acondicionado y refrigeracin (heating, ventilation,
air conditioning and refrigeration, o HVACR, por sus
siglas en ingls)
POR HUI ZHAO, STEFAN ELBEL,Y PEGA HRNJAK
Fig. 1 Tubos multipuertos extrui-
dos y aletas multilaminares.
ABRIL 201334
-
7/22/2019 aws_wj_esp_201304
35/60
ofrece mejor flexibilidad en el diseo decircuitos tubulares y reducen el consumode energa de abanicos debido a la re-duccin de los coeficientes de arrastre.En el lado del aire de los intercambiado-res de calor con microcanales, las aletasmultilaminares que se unen por solda-dura fuerte a los tubos ofrecen aumentoaltamente efectivo en la transferencia decalor. Los diseos multilaminares son
guiados por el concepto de alteracionesen el flujo de aire basada en la teora dela capa lmite o fronteriza en la dinmicade fluidos. Un diseo optimizado de lasgeometras de las aletas es esencial parautilizar de lleno el potencial de las es-tructuras (Ref. 1).
La soldadura fuerte en
atmsfera controlada de
intercambiadores de calor de
aluminio con microcanales
La manufactura de intercambiadoresde calor con microcanales requiere launin de varios componentes incluyendotubos, aletas, y cabezales. La soldadurafuerte es el mtodo predilecto para unirpartes mltiples. Histricamente, la sol-dadura fuerte al vaco y la soldadurafuerte por inmersin se usaron para lamanufactura de intercambiadores decalor de aluminio. En las ltimas dos d-cadas, la soldadura fuerte en atmsferacontrolada (CAB) se ha convertido entecnologa de punta en la fabricacin de
intercambiadores de calor de aluminio.
El desarrollo de tecnologa CAB alta-mente eficiente permite altas tasas deproduccin de intercambiadores de calorde aluminio hechos con soldadura fuerte.El proceso involucra el uso de fundenteNocolok (una marca registrada de Sol-
vay Fluor GmbH, Alemania) bajo una at-msfera protectora de gas inerte (Ref. 2).El fundente con componentes de fluoro-aluminato de potasio se desarroll en la
dcada de 1970 y remplaz a los funden-tes corrosivos de cloruro para la solda-dura fuerte de horno. El hecho de que elfundente Nocolok no es corrosivo bajocondiciones normales tanto antes comodespus de la soldadura fuerte elimina lanecesidad de un proceso de limpieza pos-terior a la soldadura de las partes solda-das. La produccin en masa de intercam-biadores de calor por soldadura fuerte selogra por medio de lneas de manufac-tura que incluyen equipo continuo comodesengrasante, fluxor, horno de secado,horno para soldadura fuerte y seccionesde enfriado.
Para los intercambiadores de calor dealuminio soldados con CAB, son amplia-mente utilizadas las aleaciones de la serie
AA3xxx como materiales de ncleo, loscuales ofrecen buena resistencia mec-
nica y soldabilidad. Los metales deaporte de la serie BAlSi (Al y Si comocomponentes principales) de la Sociedad
Americana de Soldadura (AWS) son uti-lizados comnmente utilizados para lasoldadura fuerte de aluminio. Estos me-tales de aporte tienen buen mojado enmuchas aleaciones de Al, y las juntas porsoldadura fuerte tienen buena resistenciamecnica y resistencia a la corrosin en
general. Algunos componentes del inter-cambiador de calor para ser soldados consoldadura fuerte pueden hacerse de