
CAPITULO 65.docx
25
Hormigón proyectado como un Soporte de metro de materiales Introducción Según el Instituto Americano del Concreto, hormigón proyectado (hormigón proyectado) se define como mortero aplicado neumáticamente o de hormigón, proyectado a alta velocidad. Los principios aplicados a la tecnología del hormigón estándar no son diferentes en hormigón proyectado. Esta significa que el hormigón proyectado no debe ser "diseñado al azar", y debe considerarse la posibilidad de lograr un técnico aceptable y una mezcla rentable. Esto implica que el siguientes aspectos técnicos deben ser considerados. 1 Componentes materiales y composición general. Condiciones de empleo (incluyendo el acceso y la disponibilidad de servicios) Modo de aplicación (proceso seco o húmedo). Limitaciones logísticas (principalmente, ya que influyen en manipulación de materiales) Requisitos de salud y seguridad. Los verdaderos (colocados) costos finales también deben siempre ser considerados, y esto rara vez ocurre en la actualidad en la industria minera. Las consideraciones clave son: Los costos de material (un cargo fácil establecer) Costos de equipos, de capital y de operación Los costes laborales (incluyendo el transporte al sitio) La eficiencia de aplicación (el desperdicio, especialmente rebote) Los costes relacionados con el tiempo (la influencia en la general ciclo minero tiempo) La primera máquina para pulverizar hormigón se desarrolló en Pennsylvania, EE.UU., en 1907 por Carl Akeley para su uso en
Transcript of CAPITULO 65.docx
Hormigón proyectado como un Soporte de metro de materiales
Introducción
Según el Instituto Americano del Concreto, hormigón proyectado (hormigón proyectado) se define como mortero aplicado neumáticamente o de hormigón, proyectado a alta velocidad. Los principios aplicados a la tecnología del hormigón estándar no son diferentes en hormigón proyectado. Esta significa que el hormigón proyectado no debe ser "diseñado al azar", y debe considerarse la posibilidad de lograr un técnico aceptable y una mezcla rentable. Esto implica que el siguientes aspectos técnicos deben ser considerados. 1
Componentes materiales y composición general. Condiciones de empleo (incluyendo el acceso y la disponibilidad de
servicios) Modo de aplicación (proceso seco o húmedo). Limitaciones logísticas (principalmente, ya que influyen en manipulación de
materiales) Requisitos de salud y seguridad.
Los verdaderos (colocados) costos finales también deben siempre ser considerados, y esto rara vez ocurre en la actualidad en la industria minera. Las consideraciones clave son:
Los costos de material (un cargo fácil establecer) Costos de equipos, de capital y de operación Los costes laborales (incluyendo el transporte al sitio) La eficiencia de aplicación (el desperdicio, especialmente rebote) Los costes relacionados con el tiempo (la influencia en la general ciclo
minero tiempo)
La primera máquina para pulverizar hormigón se desarrolló en Pennsylvania, EE.UU., en 1907 por Carl Akeley para su uso en construcción. Este concepto más tarde fue mejorado en 1915 por el Cemento Gun Company, que más tarde se convirtió en el arma de Allentown Compañía.
Para hormigón proyectado para ser el apoyo productivo y eficiente que puede y debe ser, se deben considerar todos los aspectos. Con demasiada frecuencia en la industria minera, técnicamente inferior o inadecuado sistemas de apoyo se utilizan por conveniencia, la ignorancia, resistencia al cambio, y / o la conveniencia.
MATERIALES HORMIGÓN PROYECTADO
Los constituyentes materiales de la shotcrete son importantes en Para lograr un rendimiento target-colocado deseada en el menor costo. Tales constituyentes se describen a continuación.
Carpetas
Los aglutinantes de cemento. El cemento es el material de unión (pegamento) que ejerce en un material cementoso juntos. Para la mayoría de proyección de hormigón aplicaciones, se utiliza cemento portland. Este cemento era inventado por un albañil Inglés, Joseph Aspdin, en 1824. El nombre se deriva de color y la textura del material fraguado, que se parecía a una piedra caliza local de la Isla de Portland off la costa británica llamada piedra de Portland. Se produce Cemento a partir principalmente una mezcla de klinker y yeso. Klinker es producido típicamente en un horno rotatorio a partir de cal, sílice, alúmina, y óxido férrico.
Otros tipos de cemento que se utilizan comúnmente en hormigón proyectado incluir
Cemento Sulfato-resistencia, que por lo general tiene una inferior tricálcico contenido de aluminato que el cemento portland.
Cemento de alta alúmina (HAC) producida por la fusión (fusión) una mezcla de bauxita y piedra caliza. HAC es por lo tanto no un derivado y es cemento portland usado a menudo en aplicaciones refractarias donde puede ser llana en su lugar o shotcreted.
Extensores de cemento. Extensores de cemento se utilizan comúnmente en hormigón proyectado para reducir los costos. Las cenizas volantes es el material más hormigón proyectado para reducir los costos. Las cenizas volantes es el material más de uso común y se obtiene como un producto de desecho de las centrales térmicas. Se suministra principalmente como una mezcla con cemento portland en bolsas o granel.
Ground, granulada, escoria de alto horno (GGBS) es otro extensor de cemento. GGBS es un material vítreo, por lo general granular producido en un alto horno como un subproducto de la producción de hierro. La escoria fundida se enfría rápidamente y después se muele finamente.
La sílice de pirolisis, humo de sílice, o micro sílice, como a menudo se le llama, es también un extensor de cemento. Este material se describe bajo la sección de "aditivos", debido a su único y deseable propiedades.
Extensores de cemento se utilizan comúnmente para reemplazar aproximadamente un 30% (pero a veces hasta 50%) del cemento utilizado, pero en general la ganancia de resistencia temprana del hormigón proyectado se
reduce, lo que es con frecuencia indeseable en la minería, debido a la seguridad consideraciones.
Agregados
Como en el hormigón, los agregados se utilizan para proporcionar dimensional la estabilidad y reducir el costo. Las principales características a considerar trate:
Grado Forma de las partículas La presencia de productos químicos y minerales reactivos (por posibles
reacciones ácido-alcalinas) Fuerza compresiva
Al aplicar hormigón proyectado con el proceso seco, áridos puede seleccionarse de modo que se minimizan los huecos, que es la común acercarse cuando se utiliza hormigón. Como guía general, el uso de Material de + 25-mm debe ser evitada; la tendencia moderna es utilizar material con un tamaño máximo de 8 mm.
Por lo tanto, una mezcla base de proceso seco típico consistiría de
20% a 25% de aglutinante cementoso 15% a 20% de árido grueso 55% a 65% de arena (arena natural lavada se privilegiado)
Este enfoque tiene que ser modificado cuando el proceso húmedo es utilizado porque la capacidad de bombeo es un problema importante, y en general más Se necesitan multas para reducir la posibilidad de bloqueos de línea y hacer más fácil el bombeo.
Agua
La calidad del agua puede ser importante. El agua utilizada debe ser libre a partir de aceites y no fuertemente ácida.
Ingredientes
El Instituto Americano del Concreto en su Manual of Concrete Práctica (ACI 1999) define una mezcla como "A otro material que el agua, áridos, cemento hidráulico, y la fibra refuerzo, que se utiliza como ingrediente de hormigón o mortero, y se añadió al lote inmediatamente antes o durante su mezcla”.
Muchos tipos diferentes de aditivos pueden ser beneficiosos en hormigón proyectado, dependiendo de la aplicación específica y requisitos. La mayoría de los aditivos se utilizan en el proceso húmedo solamente (discutido más adelante), pero en general un acelerador de conjunto (por lo general en forma de polvo) se puede utilizar cuando proyección de hormigón seco. A lograr los beneficios cuantificables del uso del aditivo, es fundamental que el equipo de dosificación es fiable y adecuada.
Aceleradores. Aceleradores de hormigón proyectado generalmente caen en la las siguientes categorías:
Los silicatos (por ejemplo, vidrio soluble o silicato de sodio) Sodio o potasio aluminatos. Aceleradores álcalis gratuitos
Los silicatos no son realmente verdaderos aceleradores porque sólo crear un efecto gelificante en lugar de una rápida ganancia de resistencia temprana. Aceleradores también tienden a reducir la resistencia final del hormigón proyectado. Esto es en parte debido a una menor tasa de ganancia de resistencia da como resultado un crecimiento más fino y cristalino más denso que crea un producto final más fuerte.
En una mezcla típica seca, una adición del acelerador en polvo de entre 2% y 5% basado en el peso del total Además de cemento sería razonable. Dosis Acelerador tarifas se expresan normalmente como un porcentaje del total contenido de cemento.
En hormigón proyectado húmedo, el rango de dosis sería de alrededor de 2% a 6%. La última tendencia es hacia el (no cáustico) libre de álcali aceleradores porque son ambientalmente más segura y tienden a causar significativamente menos pérdida de resistencia a largo plazo. Con un acelerador tal, una tasa de dosis de hasta 8% no es infrecuente.
Reductores de agua (plastificantes y superplastificantes). Hay varios tipos de reductores de agua disponible, y que tienden a caer en tres grandes categorías.
Reductores de agua de rango bajo (por ejemplo, lignosulfonatos) dará una reducción de agua del 15%, pero algunos pueden retardar el aumento de la fuerza.
Reductores de agua mediano alcance (por ejemplo, melaminas) dar un 25% de reducción de agua.
Reductores de agua de alto rango (por ejemplo, policarboxilatos) dará una reducción de agua del 45%.
Estos aditivos funcionan mediante el cobro de cada partícula de cemento iónicamente y causando que se separen, con lo que efectivamente la lubricación
de la mezcla y permitir que la cantidad de agua que se reducida mientras la obtención de la misma consistencia (es decir, asentamiento).
Microsilica (Fumed sílice). Microsilica es una muy fina, esférica material con una alta reactividad puzolánica. Una dosis típica sería 5% a 10% en peso del aglutinante cementoso. El uso de microsílice en proyección de hormigón tiene las siguientes ventajas:
Durabilidad mejorada (más resistencia a congelación / descongelación y una mejor resistencia a la ataque de sulfato)
Mejora de la unión a sustratos Fortalezas más altas Rebote reducido Mejora el flujo en la manguera de suministro (proceso húmedo) Reducción del desgaste en la bomba y la boquilla (húmedo proceso)
Curado Agentes y Mejoradores de hormigón. Hay una incorrecta la percepción de que un ambiente subterráneo ofrece buena condiciones de curado para hormigón proyectado. Esto es incorrecto porque el ventilación tiende a provocar el secado prematuro del hormigón proyectado superficie, lo cual puede resultar en.
Por hidratación, lo que se traduce en una final más débil producto. Reducción de la unión sustrato si la capa de hormigón proyectado es
menos de 75 mm Agrietamiento por contracción significativa Las soluciones a estos
problemas incluir: Humectación regular del hormigón proyectado colocado. Aplicación de un agente de curado externo (tal como una aplicada por
pulverización cera) La inclusión en la mezcla (sólo vía húmeda) de un mejorador de hormigón
que tiene el potencial de mejorar curado y aumentar el vínculo con el sustrato.
Humectación regular del producto colocado a menudo es poco práctico y consume demasiado tiempo. La aplicación de un curer externa implica una segunda (aunque sencilla) operación y hace difícil de aplicar otra capa de hormigón proyectado en un momento posterior (por la razón que sea) a menos que se retira el revestimiento.
Controladores de consistencia. Bajo ciertas condiciones, el uso de un sistema de control de la consistencia puede ayudar en la aplicación de mojado hormigón proyectado. El primer componente se añade a la mezcla antes bombeo para mantener el tiempo de apertura y mejorar la capacidad de bombeo. El segundo componente se añade en la boquilla y la mezcla se endurece y ayuda en el aumento de la fuerza.
Controladores de hidratación. La vida útil de una mezcla de hormigón proyectado húmedo puede ser un factor limitante en aplicaciones subterráneas debido consideraciones logísticas. Un lote típico de hormigón sin tratar debe ser desechado como residuo después de un período de entre 1 y 2 horas, dependiendo de la temperatura ambiente. Convencional retardadores pueden extender esta a aproximadamente 4 horas, pero la hidratación Los controladores pueden poner efectivamente la mezcla "a dormir" durante un máximo de 72 horas. Esta tecnología es de gran ventaja en muchas aplicaciones de proyección de hormigón húmedo subterráneos porque ayuda resolver problemas de logística.
Controladores de hidratación funcionan de dos maneras: Al actuar como un dispersante eficaz, manteniendo así las partículas hidratantes además, y mediante la formación de una barrera alrededor de todas las partículas de cemento, deteniendo así el proceso de hidratación por completo (a diferencia retardadores convencional).
Este efecto se anula cuando la proyección de hormigón mediante la adición de un acelerador efectiva, y el controlador de la hidratación no tiene efecto adverso en la tasa de ganancia de resistencia y última resistencia a condición de que una cantidad adecuada de acelerador es adicional.
Fibras
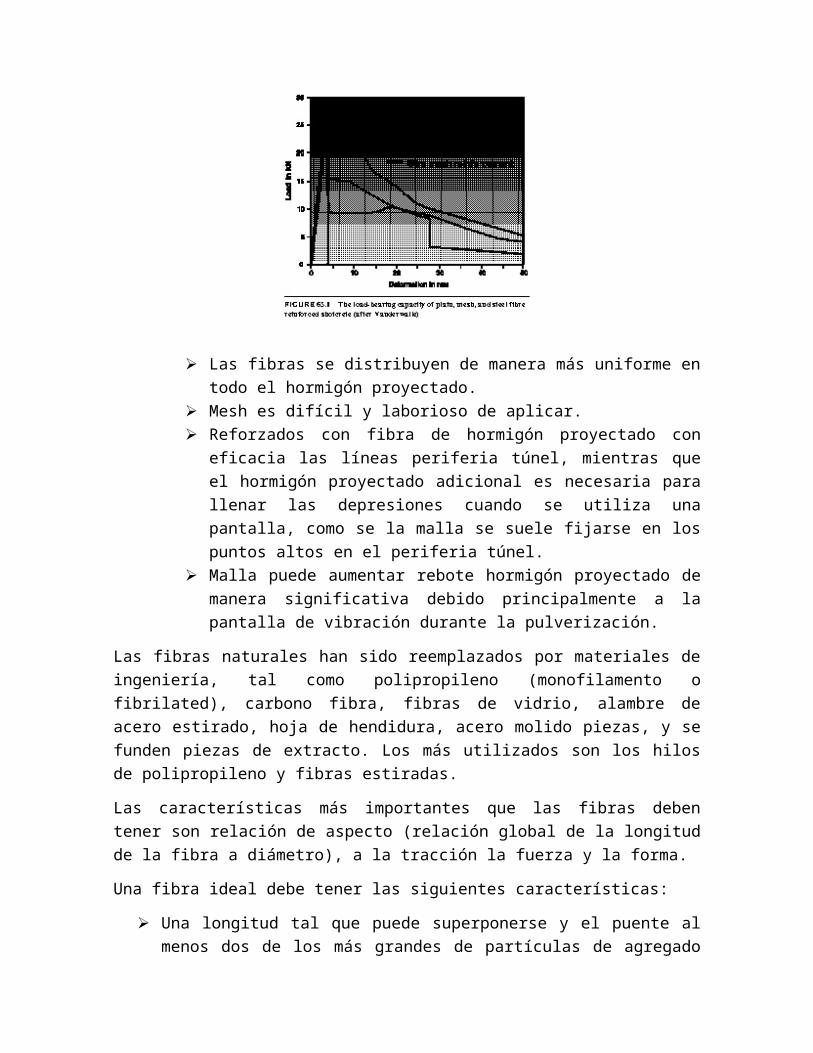
El hormigón es por naturaleza un producto frágil y débil en tensión. En proyección de hormigón, el refuerzo puede ser proporcionado por el uso de malla o fibras. Las fibras tienen ventajas evidentes más de pantallas (Figura 65.1).
Las fibras se distribuyen de manera más uniforme en todo el hormigón proyectado.
Mesh es difícil y laborioso de aplicar.
Reforzados con fibra de hormigón proyectado con eficacia las líneas periferia túnel, mientras que el hormigón proyectado adicional es necesaria para llenar las depresiones cuando se utiliza una pantalla, como se la malla se suele fijarse en los puntos altos en el periferia túnel.
Malla puede aumentar rebote hormigón proyectado de manera significativa debido principalmente a la pantalla de vibración durante la pulverización.
Las fibras naturales han sido reemplazados por materiales de ingeniería, tal como polipropileno (monofilamento o fibrilated), carbono fibra, fibras de vidrio, alambre de acero estirado, hoja de hendidura, acero molido piezas, y se funden piezas de extracto. Los más utilizados son los hilos de polipropileno y fibras estiradas.
Las características más importantes que las fibras deben tener son relación de aspecto (relación global de la longitud de la fibra a diámetro), a la tracción la fuerza y la forma.
Una fibra ideal debe tener las siguientes características:
Una longitud tal que puede superponerse y el puente al menos dos de los más grandes de partículas de agregado utilizados en la mezcla (típicamente una longitud de entre 25 y 40 mm)
Alta relación de aspecto (es decir, delgado) Alta resistencia a la tracción Una forma que resulte en un buen anclaje, en particular en los extremos de
la fibra en el hormigón proyectado.
El uso de fibras de acero en hormigón proyectado seco no es generalmente recomendada por la pérdida de alta fibra que se encuentra en el repuntar (significativamente más pérdida de fibra que el general rebote medido). Cuando se utilizan fibras de acero, una tasa de dosificación de entre 30 y 50 kg / m3 (0,4% a 0,6% en volumen) es generalmente utilizado.
El uso de fibras de polipropileno en hormigón proyectado para la minería aplicaciones ha aumentado dramáticamente con el desarrollo de fibras de polímeros de alto rendimiento. Su alta resistencia a la tracción y la forma ondulada han dado lugar a interpretaciones muy similares a los obtenidos con el acero. Las dosis de entre 9 y 18.0 kg / m3 (1% a 2% en volumen) son típicos. En el futuro, más se hará uso de fibras de polímero, posiblemente mezclados con fibras de acero, en aplicaciones de hormigón proyectado de alto rendimiento.
DISEÑO GUNITADO
La resistencia final del hormigón proyectado, como el concreto, depende principalmente en la relación de agua a cemento y contenido de aire después de la colocación. Hay mucha información disponible sobre el diseño de hormigón proyectado, pero los factores simples son a menudo pasados por alto inicialmente, y éstos pueden crear grandes pérdidas, retrasos costosos, y la final revestimientos rociados que no cumplen con el rendimiento deseado requisitos. Diseño de hormigón proyectado debe incluir más de creando una mezcla de laboratorio que cumpla con ganancia de resistencia requisitos con materias primas disponibles localmente (por ejemplo, cemento, arena, piedra y agua) en cantidad adecuada. Mientras estos factores son otros tres aspectos importantes, igualmente vitales no debe ser ignorado.
El hecho de que la fuerza debe ser alcanzado en la roca y no en un laboratorio.
El tiempo disponible para pulverizar un volumen dado. El costo de la mezcla colocada.
Fuerza Colocado
Aumento de la fuerza (y el rendimiento general) de hormigón proyectado necesita ser alcanzados de forma fiable como rociado. Esto significa que la mezcla debe ser bombeable, enlace bien al sustrato (con un mínimo de de rebote), construir espesor deseable en algunos pases, y suele ganar fuerza rápidamente. Estos requisitos generalmente implica que la necesidad es para una mezcla coherente con un principio de alta desplomarse y una baja caída final sobre la colocación. Estas necesidades son poco probable que sea evidente durante los ensayos de laboratorio. El logro de tales requisitos se rige por el uso de aditivos y aditivos.
Microsilica para la cohesión, la reducción de rebote, y durabilidad Superplastificantes para el control de caída y el agua a-cemento (en el
proceso de mezcla húmeda) Aceleradores para el desarrollo de resistencia inicial y alto espesor de
aplicación de una sola pasada (por ejemplo, con álcali libre aceleradores, espesores de un solo paso por encima de entre 30 y 50 cm son posibles)
Mejoradores de hormigón (aditivos de curado interno) a lograr una resistencia a largo plazo, una mejor unión, menos grietas y durabilidad mejorada (en la mezcla húmeda proceso)
Tiempo
El tiempo es a menudo un bien escaso en la minería, y cuando proyección de hormigón, la falta de tiempo presenta dos problemas: El suministro volúmenes adecuados de material al sitio de hormigón proyectado para la pulverización y, de
hecho la zona de pulverización en el tiempo disponible para encajar con el ciclo de la minería.
Con las máquinas de mezcla seca, hasta 8 m3 de hormigón proyectado se puede colocar en una hora, y con máquinas de hormigón proyectado húmedo, hasta 25 m3 de hormigón proyectado se puede rociar en una hora. Por lo tanto, el tiempo de necesaria para rociar en realidad la zona no es un problema, si el máquina de hormigón proyectado se puede suministrar de manera adecuada con el material.
Las cantidades adecuadas de material se pueden obtener por muchos significa, pero lo más emocionante es el transporte del material como una pasta por un tubo, como realizado con gran éxito por el árbol plomos en el eje de Moab No.11 en las Operaciones del río Vaal (Buckley 1998). Tal un método de transporte permite una cantidad casi ilimitada de mezcla de hormigón proyectado húmedo calidad.
Hormigón proyectado no tratada tiene un tiempo (útil) abierta de sólo el 1 al 2 horas, y por lo tanto, a menudo es esencial utilizar un control de la hidratación mezcla para aumentar el tiempo abierto a un máximo de 72 horas.
Costo
Los costos de material pueden ser juiciosamente reducirse mediante una cuidadosa selección de materia prima, mezcla, y el uso de aditivos (por ejemplo, agua reductora). Debe, sin embargo, señalar que otra muy elementos de coste significativos se pasan por alto o se ignoran con frecuencia. Éstas incluyen
Rebote que es rara medida nunca, pero generalmente se encuentra entre 5% y 10% (para mojado shotcrete) y 25% a 35% (para hormigón proyectado seco), dependiendo del proceso de solicitud
El transporte de materiales, no sólo para el hormigón proyectado, pero para cualquier sistema de apoyo y auxiliares.
Los costos de capital y de operación del equipo.
APLICACIÓN GUNITADO
Procesos de aplicación
Hay dos procesos de aplicación en proyección de hormigón, y seleccionar cuál utilizar depende de la aplicación específica y las condiciones del lugar.
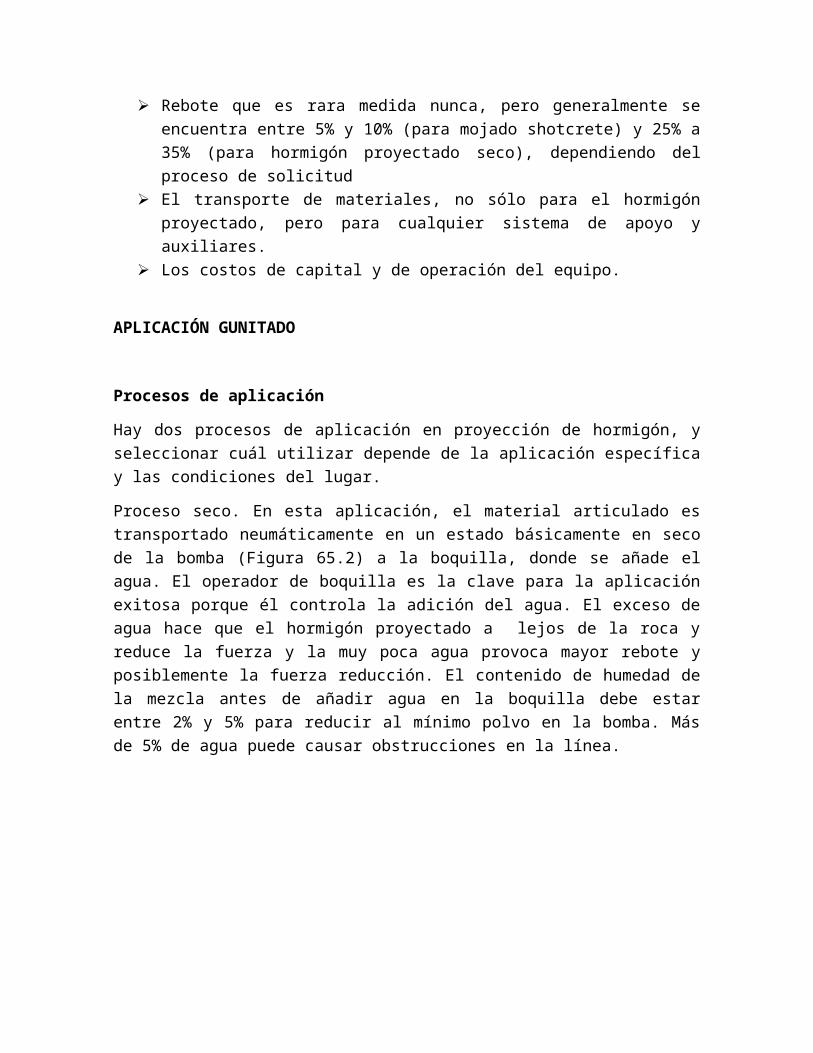
Proceso seco. En esta aplicación, el material articulado es transportado neumáticamente en un estado básicamente en seco de la bomba (Figura 65.2) a la boquilla, donde se añade el agua. El operador de boquilla es la clave para la
aplicación exitosa porque él controla la adición del agua. El exceso de agua hace que el hormigón proyectado a lejos de la roca y reduce la fuerza y la muy poca agua provoca mayor rebote y posiblemente la fuerza reducción. El contenido de humedad de la mezcla antes de añadir agua en la boquilla debe estar entre 2% y 5% para reducir al mínimo polvo en la bomba. Más de 5% de agua puede causar obstrucciones en la línea.
En una aplicación típica seco, la relación de agua a cemento debe estar en el rango 0.40 a 0,45.
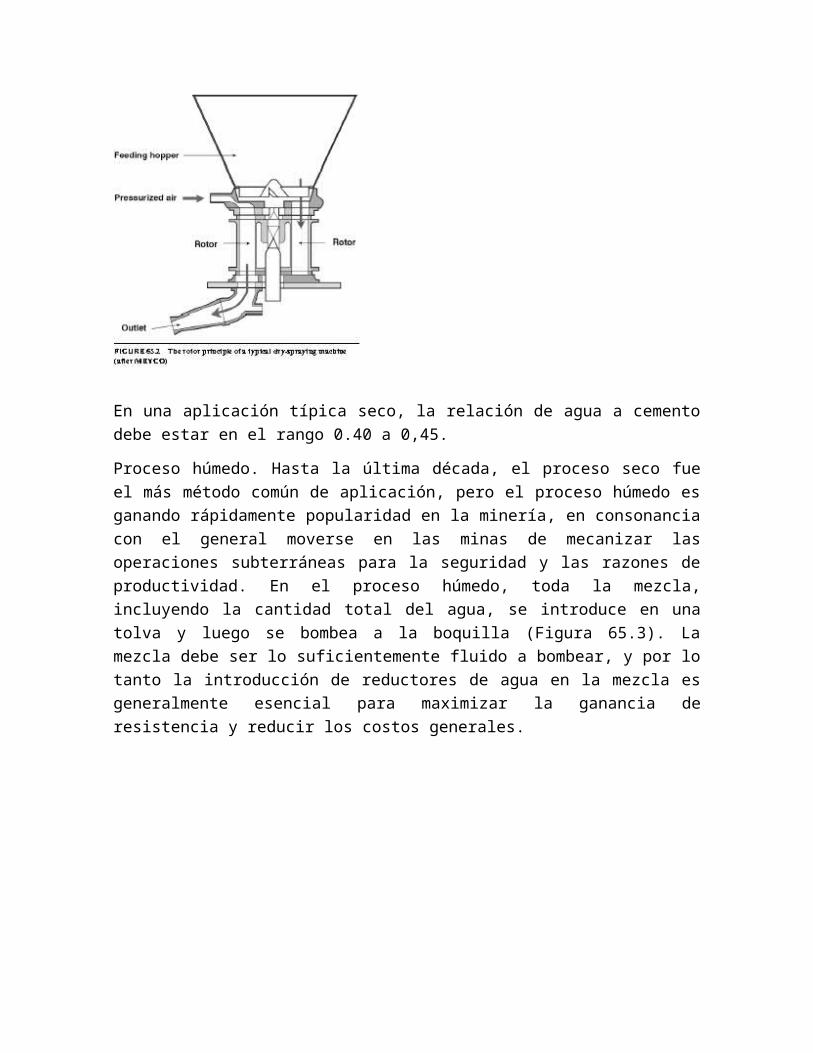
Proceso húmedo. Hasta la última década, el proceso seco fue el más método común de aplicación, pero el proceso húmedo es ganando rápidamente popularidad en la minería, en consonancia con el general moverse en las minas de mecanizar las operaciones subterráneas para la seguridad y las razones de productividad. En el proceso húmedo, toda la mezcla, incluyendo la cantidad total del agua, se introduce en una tolva y luego se bombea a la boquilla (Figura 65.3). La mezcla debe ser lo suficientemente fluido a bombear, y por lo tanto la introducción de reductores de agua en la mezcla es generalmente esencial para maximizar la ganancia de resistencia y reducir los costos generales.
El diseño de la boquilla de hormigón proyectado húmedo es importante porque aire comprimido se añade para mejorar la velocidad de pulverización; en general, se añaden los aceleradores para mejorar la ganancia de resistencia temprana.
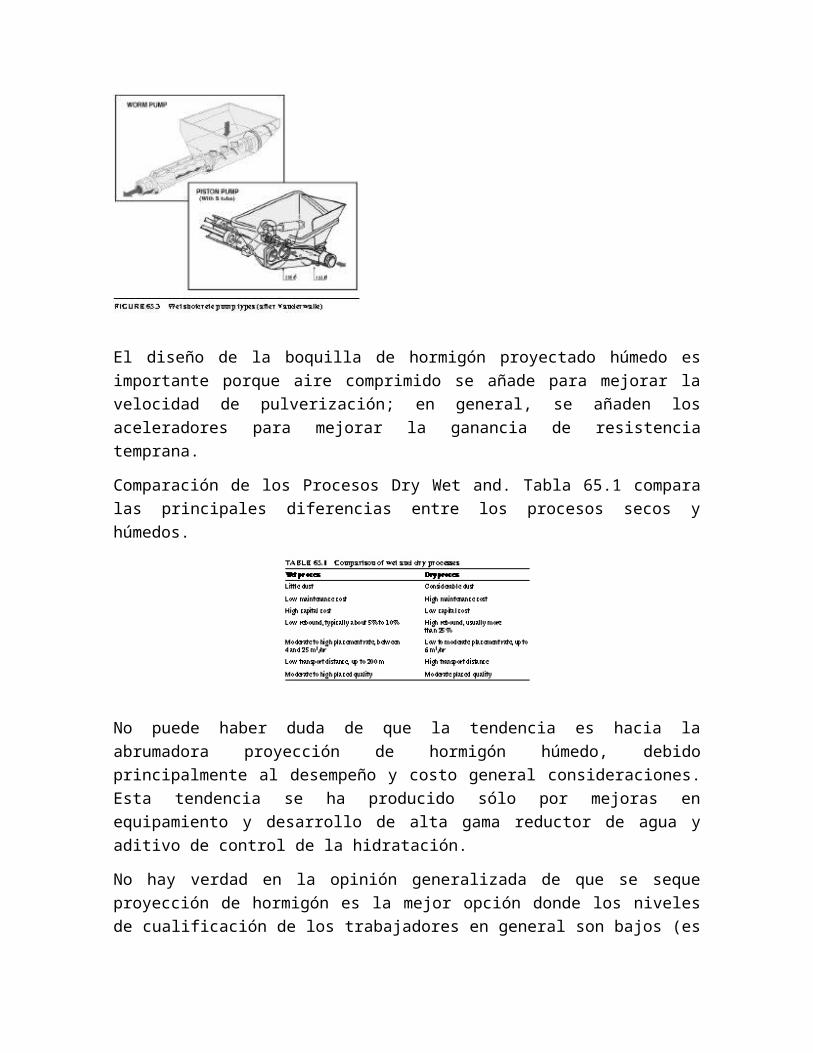
Comparación de los Procesos Dry Wet and. Tabla 65.1 compara las principales diferencias entre los procesos secos y húmedos.
No puede haber duda de que la tendencia es hacia la abrumadora proyección de hormigón húmedo, debido principalmente al desempeño y costo general consideraciones. Esta tendencia se ha producido sólo por mejoras en equipamiento y desarrollo de alta gama reductor de agua y aditivo de control de la hidratación.
No hay verdad en la opinión generalizada de que se seque proyección de hormigón es la mejor opción donde los niveles de cualificación de los trabajadores en general son bajos (es decir, en los países del tercer mundo en desarrollo). Mojado shotcrete ha demostrado ser un método rentable en todo el mundo si los volúmenes de colocación son altos y el rendimiento altos requerimientos.
Los principales factores a tener en cuenta al seleccionar el más proceso de aplicación de hormigón proyectado apropiado para una situación específica están.
El volumen total necesario para la situación y la tiempo disponible para rociarlo.
Logística (por ejemplo, pueden ser manejados bolsas a granel, o se puede mojar hormigón proyectado ser transportado a través de oleoductos)
Requerida de rendimiento (por ejemplo, el uso de la fibra tendería a favorecer la selección del proceso húmedo)
Costos generales.
Preparación del soporte
Preparación del soporte es un elemento clave en el éxito aplicación de hormigón proyectado. El sustrato debe estar libre de materiales sueltos, polvo, y películas, tales como aceites. Esto puede generar lograrse mediante el uso de un chorro de agua. La adhesión a los materiales débiles, como lutitas, es con frecuencia pobre, y esto factor que se debe considerar al diseñar un adecuado sistema de apoyo. Rociar sobre una superficie que puede vibrar (tales como una pantalla o malla) pueden causar problemas, como la mala colocado densidad (e incluso los huecos), así como un mayor rebote.
Equipos y Servicios
Para una aplicación de hormigón proyectado con éxito, los siguientes son necesario:
Diseño de la mezcla adecuada para la pulverización y el rendimiento. Suministro de material adecuado en la máquina. Equipos e infraestructura adaptada a la solicitud. Tripulaciones entrenadas. Preparación correcta antes de pulverizar. Servicios adecuados (por ejemplo, la energía, el aire y el agua) Técnica de aplicación correcta. El control apropiado de calidad y las medidas correctivas.
Formación
Un aspecto que se pasa por alto con frecuencia es que si la pulverización con una boquilla de mano ha de tener éxito, el volumen pulverizado debe limitarse a entre 6 y 8 m3/hr. Shotcrete operadores de boquilla también debe girarse regularmente durante un turno, como el trabajo es arduo. Si se requieren mayores volúmenes, el uso de un manipulador de pulverización, o robot, que es esencial y ofertas otros beneficios, como una mayor calidad después de la colocación.
CONTROL DE CALIDAD
El control de calidad es un importante y generalmente se pasa por alto parámetro necesario para garantizar la seguridad, consistente y rentable apoyo efectivo. Pruebas de control de calidad deben ser.
Confiable. Significativo. Oportuno. Sencillo. Relativamente barato
Los principales objetivos que se comprobarán, en cualquier calidad de hormigón proyectado programa debe estar asociado con el cumplimiento de diseño (fianza y la fuerza) y el espesor de diseño rociado. Es, sin embargo, totalmente inaceptable tener un sistema de control de calidad en su lugar pero no toman medidas adecuadas en caso de incumplimiento se identifica.
Los parámetros mínimos absolutos que deben revisarse regularmente durante un turno de pulverización trate:
Mezclar diseño (incluyendo el contenido de agua) Servicios (por ejemplo, el volumen de aire y la presión) Fuerza Espesor
Requisitos de aire típicos, que son el servicio más crítico, son los siguientes
En proyección de hormigón seco a 5 m3/h, el consumo de aire ser de aproximadamente 15 m3/hr a una presión entre 3 y 6 barras.
En proyección de hormigón húmedo a 15 m3 / h, el consumo de aire será de aproximadamente 12 m3/hr a una presión de alrededor de 6 bares
Técnicas buena aplicación (Figura 65.4) son la clave para garantizar el cumplimiento de las especificaciones de destino. Precaución tiene que ser tomado de no incorporar rebote tirado en el suelo del túnel contra la pared lateral en el hormigón proyectado aplicado a la pared lateral ya que esto afecta la resistencia del hormigón proyectado situ de forma muy negativa. A evitar esto, es una práctica común para iniciar proyección de hormigón en las paredes laterales y se mueven hacia arriba al techo del túnel. Rebote debe siempre ser desechada y nunca considerada para su reutilización.
Una máquina (Tschumi 1998) que debe tener un más significativo impacto en la proyección de hormigón en el futuro, en particular en la calidad control, es el desarrollo actual de una semiautomática (o automático) manipulador de spray.
Medir un perfil de túnel mediante un escáner láser. Aplicar hormigón proyectado hasta un espesor deseado
automáticamente y tener ángulo de pulverización y la distancia al configuración ideal, reduciendo así al mínimo rebote, y
Compruebe que el espesor de diseño se ha logrado y blandee las áreas que han sido excavados.
Esta innovación significativa debería ayudar a resolver el más difícil tema de control de calidad, que de lograr el espesor de diseño del hormigón proyectado colocado. Actualmente se está evaluando un prototipo por INCO en su mina de prueba en Canadá.
COSTOS HORMIGÓN PROYECTADO
Los costos de colocación de hormigón proyectado son rara vez, o nunca, con precisión estimado. Lo mismo es evidente para la mayoría de apoyo subterráneo sistemas. Algunos de los elementos de coste más importantes son descritos abajo.
Los costos de materiales
Los costos de material son en general relativamente fácil de establecer y son a menudo más altos para las mezclas húmedas.
Costos de Equipo
Los costos de capital para el hormigón proyectado y equipos auxiliares también son fácil de determinar y variar significativamente dependiendo la capacidad del equipo y el proceso de aplicación. Mojado máquinas son siempre significativamente más costoso que seca máquinas. Los costos de mantenimiento son generalmente pasan por alto, pero puede ser sustancial. Los costos de mantenimiento de los equipos de proceso seco por metro cúbico rociado tienen entre dos y cuatro veces más que costos de mantenimiento de los equipos de proceso húmedo. En Canadá y los Estados Unidos, el mantenimiento (y reemplazo) costes de la máquina de proceso en seco, mangueras, y la boquilla son típicamente alrededor de $ 14 / m3 rociado.
Material y Equipo de Transporte
Este costo importante es generalmente ignorado o evitarse, pero puede ser muy importante y debe ser considerado. Minas que molestan a investigar este aspecto son generalmente capaces de justificar la instalación de una tubería de eje con bombas o "agitadores-cars" para el transporte horizontal de hormigón proyectado. Esto supone que los volúmenes mensuales necesarios son regulares y relativamente grande.
Los costes laborales
El verdadero costo de mano de obra involucrada en todo el proceso tiene que ser considerado. Al comparar los costos de hormigón proyectado contra los costos de otros tipos de soportes, los costes de rehabilitación También debe ser estimado.
Las eficiencias de aplicación
Rebound debe ser considerado cuando proyección de hormigón y no es demasiado difícil de estimar, es decir, en la proyección de hormigón húmedo calidad, rebote debe ser 10% o menos, y en proyección de hormigón seco calidad, rebote debe ser 25% o más. Estos costos deben ser contabilizados de cualquier hormigón proyectado un costo de ejercicio.
Costos Tiempo Relacionados
Los costos relacionados con el tiempo necesario considerar si el ciclo de la minería es fundamental para el desarrollo de un sitio específico. Los efectos de explosiones perdidas ya que la instalación de apoyo tomó demasiado tiempo son muy significativa en muchos casos.
EJEMPLOS DE DISEÑO MIX
Ejemplos de mezclas húmedas típicas por metro cúbico para diferentes aplicaciones se muestran a continuación.
1. En caso de alta resistencia temprana y de espesor de un solo paso se requieren capas de hormigón proyectado, las siguientes proporciones podrían servir como una guía.
o Cemento Portland 520 kg o Microsilica 25 kg o Aggregate (0-8 mm) 1.700 kg o Reductores de agua de 6,5 a 7,5 kg o Curer interna 5 kg o Hidratación controlador 2 kg o Acelerador de 8% o Fibras de acero (25 mm) 50 kg o Cemento 0.45: Agua o Espesor medio de 20 cm
La mezcla anterior se utilizó en Túnel del Cabo Norte en Noruega (Melbye 1997) y producido una resistencia a la compresión de más de 2 MPa a 1 hora con un total de rebote de menos de 5%.
2. Para las operaciones de eje que se hunde, un hormigón proyectado típico deben tener una alta cohesión (especialmente si transportado en una tubería), un tiempo largo abierto en temperaturas elevadas, alta durabilidad, y el rápido aumento de la fuerza.
o Cemento Portland 450 kg o Microsilica 40 kg o Stone (8 mm) 1.400 kg o Arena 320 kg o Reductor de agua de 10,7 kg o Curer Interna 5,0 kg o Hidratación controlador 2,8 kg o Acelerador de 5% (en el contenido total de aglutinante) o Fibra de acero 50 kg
La mezcla anterior se utilizó para hundir a 2.300 m por debajo de la superficie en el Nº 11 del eje de las operaciones río Vaal en Sudáfrica (Buckley 1998). La mezcla se dosifica en la superficie y se envía bajo tierra en una tubería de diámetro 150 mm nominal.
3. Una mezcla que ha sido utilizado con éxito para reemplazar pernos y cribado en derivas en'S Stobie Mina INCO en Sudbury, Ontario (O'Hearn y Buksa 1997) es tan de la siguiente manera:
o Cemento Portland 400 kg o Microsilica 40 kg o Árido grueso 350 kgo Bellas agregados 1.275 kgo Reductor de agua de 4,0 a 5,0 kg o Fibras de acero (30 mm) 50 kg o Relación agua: cemento 0,40 a 0,45 o Espesor medio 65 mm
4. Telfer mina de oro, parte de Newcrest Mining Ltd., en Australia, comparó la economía de tanto en húmedo como proyección de hormigón seco (Cepuritus 1996). El hormigón proyectado húmedo proceso fue aproximadamente 10% más barato que el procedimiento en seco, principalmente debido a los costos de transporte como el mío es muy remota.
o Cemento Portland 425 kg o Microsilica 40 kg o Aggregate (-7 mm) 500 kg o Arena gruesa 1.000 kg o Duna de arena 250 kg o 4 L reductor de agua o Estabilizador 3 L o Cemento 0.49: Agua o Espesor medio 50 mm
REFERENCIAS
American Concrete Institute. 1999. Manual de Práctica concreta.
Buckley, JA 1998. La Aplicación de Wetcrete como un medio de soporte. En hormigón proyectado y su Solicitud. SAIMM, Johannesburgo, Sudáfrica
Cepuritus, PM 1996. Las ventajas económicas de On- sitio Wet-mix Proyección de hormigón Vía. En hormigón proyectado: Técnicas, procedimientos y aplicaciones de minería. Kalgoorlie, Australia.
Galinat, MA 1998. Polímero de Alto Rendimiento Reforzado con fibra de hormigón proyectado. Hormigón proyectado de Australia conferencia, Sydney, Australia.
Melbye, TA 1997. Proyectado Concreto para Rock Apoyo. Master Builders Technologies, Zurich, Suiza.
O'Hearn, B. y H. Buksa. 1997. Boltless Hormigón proyectado. Ingeniería primera Roca Sur de África simposio, Johannesburgo, Sudáfrica.
Spearing, AJS 1998. Directrices prácticas sobre Aplicación de hormigón proyectado. En hormigón proyectado y su Solicitud. SAIMM, Johannesburgo, Sudáfrica.
Spearing, AJS, y N. Chittenden. 1998. Diseño, Aplicación y control de calidad para garantizar la seguridad y la Rentable Proyección de hormigón Vía. En Mecánica de Rocas y Productividad. SANGORM, Johannesburgo, Sur África.
Spearing, AJS, y PJL Nel. 1999. El diseño, Transporte y aplicación de hormigón proyectado húmedo para Apoyo a los ejes verticales y Conexas Desarrollo. 3ª Conferencia Internacional sobre Hormigón proyectado, Gol, Noruega.
Tschumi, O. 1998. Estado del Arte de la última Generación de hormigón Rociar Robot. 100a CIM conferencias, Montreal, Quebec.
Vandewalle, M. 1997. Túneles del Mundo. Nevada Bekaert SA


















