Curtie Mb Re
124
DESCRIPCIÓN DEL PROCESO PRODUCTIVO DEL SECTOR CURTIEMBRES YALIDA LEJANDRA ARDILA GOMEZ JAIR FERNANDO FLORES MURCIA INGRID TATIANA GUTIERREZ CARRILLO KAREN JULIETH ORTIZ CAÑAVERAL YULI TATIANA PEÑA SANABRIA SERVICIO NACIONAL DE APRENDIZAJE- SENA CENTRO DE GESTIÓN INDUSTRIAL
-
Upload
ingriid-tatiiana -
Category
Documents
-
view
26 -
download
5
Transcript of Curtie Mb Re

DESCRIPCIÓN DEL PROCESO PRODUCTIVO DEL SECTOR
CURTIEMBRES
YALIDA LEJANDRA ARDILA GOMEZ
JAIR FERNANDO FLORES MURCIA
INGRID TATIANA GUTIERREZ CARRILLO
KAREN JULIETH ORTIZ CAÑAVERAL
YULI TATIANA PEÑA SANABRIA
SERVICIO NACIONAL DE APRENDIZAJE- SENA
CENTRO DE GESTIÓN INDUSTRIAL
TECNOLOGÍA PROCESOS DE LA INDUSTRIA QUIMICA
BOGOTA D.C.
2013

DESCRIPCIÓN DEL PROCESO PRODUCTIVO DEL SECTOR
CURTIEMBRES
YALIDA LEJANDRA ARDILA GOMEZ
JAIR FERNANDO FLORES MURCIA
INGRID TATIANA GUTIERREZ CARRILLO
KAREN JULIETH ORTIZ CAÑAVERAL
YULI TATIANA PEÑA SANABRIA
MARIA FERNANDA PALACIOS PALACIOS
INGENIERA INDUSTRIAL
SERVICIO NACIONAL DE APRENDIZAJE- SENA
CENTRO DE GESTIÓN INDUSTRIAL
TECNOLOGÍA PROCESOS DE LA INDUSTRIA QUIMICA
BOGOTA D.C.
2013

TABLA DE CONTENIDO

1. INTRODUCCION
Este trabajo tiene como objetivo identificar el proceso de producción para el sector
de curtido de cueros, describiendo y mirando a fondo todas las características del
proceso.
Definir la calidad del producto final es muy importante ya que esto puede ser
perjudicial o de benéfico para la empresa ya que si el producto no tiene una buena
calidad a la hora de ser trabajado se puede romper o deshilachar.
Definir la calidad de la materia prima es importante ya que esto permite identificar
como será el producto final y lo que se quiere hacer con este cuero y darle una
clasificación
4

2. OBJETIVOS
OBJETIVO GENERAL:
Identificar los requerimientos necesarios para el sistema productivo, de acuerdo
con las políticas empresariales y la normatividad vigente
OBJETIVOS ESPECIFICOS:
Describir el proceso de producción de curtido de pieles
Identificar la automatización del proceso de producción
5

3. PROCESO DE CURTIEMBRE
Se conoce como cuero a la piel de origen animal luego de haber sido sometida a
un proceso de curtido, el cual le permite una duración prolongada.
El curtido también abarca el acabado del cuero para que pueda ser utilizado a su
vez en otras industrias como la del calzado, ropa, muebles, automóviles y
marroquinería, por mencionar solo algunos de sus usos. Se puede decir que el
cuero es un subproducto de las industrias cárnica y láctea, ya que utiliza la piel
que, de no ser por el tratamiento recibido en el curtido, estaría destinada a su
eliminación a través de la incineración. Del procesado del cuero también se
benefician otras industrias adyacentes como la de alimentos para animales, la
industria química y la de los fertilizantes. Los animales de los cuales se pueden
obtener pieles para su transformación en cuero son muy variados, y en algunos
casos su producción puede ser ilegal al tratarse de animales en peligro de
extinción o de zonas protegidas. Las pieles de uso más generalizado son las de
origen vacuno y ovino, ya que se trata de animales criados a gran escala.
El proceso de curtido de las pieles hasta su transformación en cuero es un
proceso largo y complejo que comprende muchas etapas y distintas localidades
que van desde la crianza del animal, pasando por el matadero hasta llegar a la
curtiembre, lugar en el que se realiza el acabado del cuero.
El proceso de elaboración del cuero una vez que entra en la curtiembre se puede
resumir en los siguientes pasos:
6

Ribera
Recibimiento de pieles crudas o saladas
Remojo
Pelambre y Calero
División
7

Descarne
Desencalado
Clasificación para las distintas finalidades
Rendido o Purga
Desengrase
Piquel
Pre-curtido wet-white
Curtido
Curtido cromo wet-blue
Curtido vegetal
Escurrido
Dividido
Clasificación
Rebajado
Neutralización
Recurtido
Recurtido
Teñido
Engrase
Secado
Semi-acabado
Acondicionado
8

Ablandado
Otras como Lijar, Desempolvar, etc.
Acabado
Impregnación
Aplicación de fondo con pigmento o anilina vía pistola o cortinas o
pigmentadoras
Estampado, prensado
Aplicación del acabado final
Medición
9

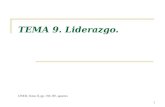
4. PROCESO PRODUCTIVO DEL SECTOR CURTIEMBRE
DESCRIPCION DEL PROCESO PRODUCTIVO DEL SECTOR CURTIEMBREGRAFICO: 1
10

5.1 DESCRIPCIÓN DEL PROCESO DE PRODUCCIÓN
La industrialización de las pieles que se utilizan en la elaboración de diversos
objetos de piel con valor comercial, en forma genérica se conoce como "Proceso
de Curtido". El proceso completo se puede clasificar, básicamente en cuatro
etapas; la primera que se denomina "Ribera" y en ella se lleva a cabo la limpieza
de la piel que se recibe como materia prima, la cual puede estar conservada con
"sal común (cloruro de sodio), en cuyo caso se denomina "verde salada" o
recibirse fresca o seca. En esta etapa se eliminan todos los componentes de la
piel que no son transformables a cuero, como sales de sodio, pelo y material
proteínico.
La segunda etapa comprende propiamente el proceso de "Curtido", mediante el
cual se logra impartir estabilidad química y física a la piel evitando su putrefacción
y haciéndola resistente a cambios de temperatura y humedad. En el curtido se
utilizan materiales de origen vegetal (Curtido Vegetal) o sales inorgánicas,
especialmente sales de cromo (Curtido al Cromo). La piel curtida se denomina
cuero azul o con el término inglés wet blue.
La tercera etapa se conoce como Recurtido, Teñido y Engrase "RTE", y en ella se
logra que el cuero adquiera suavidad, color y otras características que son
necesarias para fabricar artículos comerciales. Finalmente, en la cuarta etapa
denominada "Acabado" se imparte al cuero las características específicas que el
mercado impone a cada tipo de producto, como puede ser el grabado, color y
tacto, entre otros.
La mayor parte de las pieles que se tratan son de bovino, porcino, caprino, ovino
y, en menor cantidad, de equino, siendo el primer tipo de piel la más común;
11

aunque en algunas tenerías también se curten pieles exóticas como la de
avestruz.
La etapa de limpieza (Ribera) es relativamente similar para todo tipo de piel,
mientras que las operaciones de acabado y, especialmente, las de curtido varían
de acuerdo al origen de la piel y a las características que se busca impartir al
cuero. En las operaciones de terminado (Acabado), de acuerdo a las
especificaciones que se requiere impartir a cada producto de cuero, se utilizan
diversos materiales como lacas, pigmentos, tactos, etc.
La cantidad y composición de los residuos que se generan dependen,
principalmente de la técnica de curtido utilizada, pero también del número y tipo de
operaciones realizadas, ya que algunas son opcionales; así como de la secuencia
de las mismas, de la dosificación de productos químicos y, en general, del control
de proceso.
Las variaciones en el proceso se ven influenciadas no solamente por factores
técnicos, sino también por las condiciones económicas y sociales que imperan en
este sector industrial, a nivel regional y nacional así como por una variedad de
prejuicios.
12

5.2 DESCRIPCIÓN DE CADA ETAPA DEL PROCESO
RIBERA
TRANSPORTE DE GANADO DESDE EL CAMPO AL FRIGORÍFICO
La carrocería del camión debe ser revisada de forma de evitar puntas vivas,
bulones o clavos, y lascas de maderas quebradas.
13

Los bulones y clavos deben ser de cabezas redondas y colocadas de
adentro hacia fuera de la carrocería.
El piso debe ser firme, evitando al ganado salir de la caja durante el
transporte.
La carrocería debe ser dividida cada 7,3 metros de largo.
El grado de compartimiento debe estar distribuido de tal manera que el
ganado no resulte ni muy apretando ni muy suelto.
Para conducir el ganado durante la carga o descarga del camión, no usar
picanas de hierro puntiagudo o roseta; utilice los bastones de choque
eléctrico.
El chofer del camión debe ser instruido al respecto de la carga que está
transportando.
Durante el transporte del ganado, lo ideal sería que hubiese una parada
para calmar o descansar los animales, cada 3 horas en las rutas
pavimentadas y cada 1 hora en las no pavimentadas.
La empresa transportista debe responder por los daños causados a los
animales durante el transporte.
14

ABASTIMIENTO O MATANZA
Primeramente hacer una sangría completa, logrando vaciar de sangre la
piel del animal.
Procurar hacer un corte para la línea de sangría, lo más próximo posible a
la línea de abertura para el desuello (corte ventral)
En locales donde no haya posibilidad de colgar el animal para su sangría,
procure un lugar y posición que permita escurrir sin mojar la piel.
Para el desuello manual, el desollador debe recibir un entrenamiento
especial.
Los cuchillos utilizados en el desuello deber ser curvos, para evitar agujeros
y rayas del lado carne en las pieles.
Un desuello mecanizado, debe verificar que la fijación de la piel a las garras
de la matambre, sea realizada correctamente, para evitar la rotura de la
capa de flor.
El desuello de cabeza debe hacerse de modo de evitar que el roleteó ejerza
un tracción exagerada sobre la piel, para que la flor no se rompa.
Después del desuello, los cueros deben ser lavados con agua corriente
para evitar la formación de coágulos de sangre y eliminar restos de
excrementos.
15

PIEL CRUDA
Operación de descarga y almacenaje temporal. Los camiones son descargados
estibando las pieles para posteriormente, ser cargadas en los tambores. En
algunas tenerías las pieles se parten por la mitad. La mayor parte de la piel se
recibe húmeda conservada en salmuera, pero una baja proporción llega seca o en
sangre. En este último caso debe ser procesada de inmediato.
16

Este paso es muy importante, ya que de él depende la calidad del producto final;
por que las cicatrices, marcas, etc.; al finalizar el proceso se hacen visibles
bajando así la calidad del cuero.
Algunas consideraciones para pieles de calidad son:
Manejo de ganado desde nacimiento
Transporte del ganado al frigorífico
Matanza
Tratamiento de pieles después del desuello
Transporte a las curtiembres
REMOJO
Operación de hidratación y limpieza de la piel, para eliminar vestigios de estiércol,
sangre, productos empleados en la conservación, etc. La piel en sangre solamente
requiere un lavado. En el caso de piel de cerdo se realiza un desengrasado. La
piel que se recibe mal conservada o seca se remoja con agua que contiene
bactericidas y tenso activos para reducir la velocidad de descomposición
bacteriana. En la solución salina se disuelven parcialmente proteínas
17

5. TÉCNICAS DE CONSERVACIÓN DE PIELES
6.1 Salado
La técnica del salado se realiza para proteger la estructura de las pieles, de
ataques bacterianos.
Consiste esencialmente en deshidratar la piel puesto que esta está formada por un
60-65% de agua, medio en el cual la reproducción de las bacterias se facilitan.
El grano de sal no debe ser muy grueso puesto que ello puede dañar la piel, por
ejemplo dejando marcas que ya no saldrán más. Por otro lado un grano
demasiado grueso significa mayor tiempo de disolución, viéndose disminuida la
concentración salina en las etapas iniciales del proceso, poniendo a riesgo el nivel
de conservación requerido. Si el grano es de diámetro muy pequeño, o muy fino,
al ser el cloruro de sodio un producto higroscópico se formarán terrones también
de difícil disolución. Si el cloruro de sodio está muy pulverizado, puede disolverse
18

tan rápidamente que una cantidad importante de la misma sal, saldrá de la piel
como salmuera, sin ser adecuadamente absorbida por esta.
1. sal marina:
Se obtiene del agua de mar cuyo tenor en NaCl es del orden de un 3%.La acción
simultánea del calor solar y el viento evaporan el agua hasta que se sature la
solución y al continuar la concentración, cristaliza el cloruro de sodio que se
deposita en forma de cristales en el fondo del depósito. Debido a la presencia de
bacterias en el agua de mar, la sal marina incluye alrededor de 20 a 200 bacterias
por gramo.
2. sal de mina:
Ya cristalizada en la naturaleza, se beneficia por el método clásico de extracción
de las minas. Esta clase de sal puede reconocerse desde el punto de vista
bacteriológico como estéril. Frecuentemente está contaminada con sales ferrosas,
confiriéndole a las pieles un lado carne sucia, debida a esas impurezas.
El NaCl común está contaminado con impurezas tales como sulfatos y cloruros de
calcio y magnesio, y sulfato de sodio. Los CaCl2 y MgCl son de naturaleza
higroscópicos y hacen que la sal se impurifique por absorción de agua del aire
ambiente, registrándose un rango de riqueza en cloruro de sodio, comprendido
entre en 68 y el 95%.
19

http://www.slideshare.net/ludyslu/proceso-de-curtido-de-pieles
6.2 PROCESO DE REMOJO
El remojo es uno de los denominados trabajos de ribera. Los trabajos de ribera
se caracterizan por emplearse en ellos grandes cantidades de agua, de lo cual
deriva su nombre. Otros trabajos de ribera que estudiaremos posteriormente
serán: Pelambre Desencalado Purgado-rendido Desengrasado Piquelado. Junto
a estos procesos químicos, físico-químicos y enzimáticos, transcurren un
conjunto de operaciones mecánicas, cuyo objetivo es quitar de la piel todos los
componentes no adecuados para correcta elaboración de un cuero, preparando
la compleja estructura fibrosa del colágeno para la siguiente fase de curtición.
En la etapa anterior se discutieron los procesos de conservación de la piel y
vimos que en todos ellos se alcanzan valores de deshidratación importantes,
20

cuyo objetivo es preservarla de la descomposición originada por los
microorganismos proteolíticos. Como vimos las pieles saladas o secas, que
llegan, o que están estibadas en las curtiembres tienen un grado de
deshidratación muy poco favorable a la reacción con productos curtientes. Antes
de la curtición, debe llevarse la piel al estado de hidratación o hinchamiento que
tiene en el animal vivo, y veremos que con ello recupera su original flexibilidad,
morbidez y plenitud, cambiando adecuadamente la estructura fibrosa, como para
facilitar la penetración y absorción de los productos curtientes. Si analizamos un
corte de piel al microscopio, podemos allí distinguir tres zonas bien diferenciadas
o capas fundamentales, a saber:
EPIDERMIS TEJIDO CONJUNTIVO SUBCUTÁNEO
21

Sabemos que sólo puede curtirse o transformarse en cuero la capa central, que
por absorción y combinación de sustancias curtientes sufre durante los procesos
de curtición una estabilización de su estructura proteica, volviéndose
imputrescible. Cuando vamos a fabricar cuero, nos interesa solamente el corium
desprovisto de todas aquellas estructuras no fibrosas adyacentes y que no son
susceptibles de curtirse o ser transformados en cuero. Entonces durante una
serie de etapas previas al curtido (entre ellas, la primera el remojo) se eliminarán,
la capa de epidermis con sus productos de formación (pezuñas, cuernos, tejidos
glandulares, tejido conjuntivo subcutáneo, tejidos grasos, sangre, linfa, y
proteínas no estructuradas solubles en agua y sales neutras, y en caso de que el
artículo final lo requiera por supuesto que deben eliminarse el pelo y la lana).
Es muy importante considerar que a partir del momento en que se recupera su
original estado de hidratación la piel es susceptible de ser atacada por las
bacterias proteolíticas, lo cual implica monitorear continua e frecuentemente la
presencia e inhibir el crecimiento microbiológico durante todos los trabajos de
ribera. Todos estos trabajos de ribera, donde se observan una serie de procesos
químicos, físico-químicos y enzimáticos como en el remojo, pelambre, y rendido
o purgado, tienden a cambiar, cada etapa a su manera, el empaquetamiento del
tejido fibroso del colágeno, y por ello estos procesos deber estar íntimamente
relacionados. Cada uno de ellos debe ajustarse en función de los otros dos y de
acuerdo, al tipo de pieles que se trabaje y la clase de artículo final a obtener.
MUY IMPORTANTE:
Los errores, omisiones o negligencias cometidos durante el transcurso de los
trabajos de ribera pueden generar cambios no deseados irreversibles en el tejido
de colágeno, que lamentablemente no tendrán forma de revertirse o
compensarse en las próximas etapas del proceso. Por este motivo muchos
defectos del producto terminado, tienen su causa en estas zonas del proceso
donde se define la calidad de la piel llamada " en tripa".
22

Se denomina "PIEL EN TRIPA" a la piel limpia y desprovista de tejido
subcutáneo y capa de epidermis, debidamente tratada para pasar al proceso de
curtición. (Eventualmente sin pelo o lana).
FINALIDAD DEL REMOJO
Devolver a la piel su estado de hinchamiento natural y eliminar la suciedad
(barro, sangre, estiércol, microorganismos) así como substancias proteicas
solubles y agentes de conservación.
ALGUNOS DETALLES FUNDAMENTALES
Los remojos de las pieles en bruto (frescas ó recién desolladas, saladas y secas)
dependen del tipo de conservación y el tiempo en que haya sido sometida
después del sacrificio y antes de llegar a la curtiembre para su transformación en
cuero. En el caso de una piel fresca que procede directamente del matadero, sin
tratamiento previo de conservación, no hay mayores dificultades, pues un remojo
simple (de limpieza) y remojo alcalino controlado (generalmente menos horas)
hace posible pasar a las siguientes etapas de fabricación.
Veamos que pasa con las pieles SALADAS ó SECAS. Aquí el remojo no es tan
sencillo, y el modo de desarrollar la rehidratación y extracción parcial de
proteínas solubles no estructuradas, debe optimizarse de tal forma que la
actividad bacteriana no afecte negativamente la calidad o propiedades del
material a curtir.
En este caso, el contenido de agua es todavía del orden del 35-40 % y,
entonces, no deberán absorber en el remojo una gran cantidad de agua. La
rehidratación en estos casos se facilita, ya que el tejido de fibras de la piel en
bruto mantiene todavía la misma disposición original que poseía en el animal
vivo, pues la solución de sal ha obligado a las fibras a mantenerse separadas
durante la conservación sin que se adhieran entre sí. Simultáneamente a la
23

absorción del agua por la piel durante el remojo tiene lugar un fenómeno de
difusión de la solución de sal desde el interior de la piel al baño, estableciéndose
finalmente un equilibrio entre la concentración de sal en el baño de remojo y en
el interior de la piel. Para que la piel absorba la adecuada cantidad de agua,
debe desplazarse el equilibrio, lo cual se logra cambiando el baño de remojo,
sobre todo al principio del remojo simple. Este cambio de baño es fundamental e
indispensable para eliminar los microorganismos que la piel cede al agua de
remojo.
Para tratar efectivamente los niveles de contaminación con agentes bactericidas
adecuados, el tenor de bacterias y hongos en los baños del remojo simple (agua
+ tenso-activo) pueden ser chequeados periódicamente con la ayuda de un
sistema de paleta "doble fase", cubierta en cada uno de sus lados con un medio
diferente (uno selectivo para bacterias y otros para hongos).La mayoría de las
bacterias aeróbicas Crecerán sobre el lado específico designado su crecimiento
y recuento. Su crecimiento será en forma de puntos rojos (colonias) sobre la
superficie de agar. Para obtener una lectura cuantitativa de los resultados, la
paleta debe compararse con una tarjeta de referencia. La mayor parte de los
hongos (mohos y levaduras) que contaminen los baños de remojo crecerán del
otro lado de la placa, y aparecerán como estructuras filamentosas de
aspecto algodonoso. La paleta de ensayo es comparada con la tarjeta de
referencia a partir de la cual se puede hacer el recuento aproximado de hongos.
PROCEDIMIENTO DE USO DE ESTE SISTEMA DE CHEQUEO
MICROBIOLÓGICO
Quite la tapa con paleta de cultivo adosada del frasco de plástico
transparente.(Cuidar de no tocar la superficie de la paleta)
Sumerja la paleta en la muestra de baño de remojo por 3-4 segundos, de
modo que las dos superficies sean cubiertas por el líquido.
24

Elimine el líquido excesivo por contacto con papel de filtro de la punta de
la paleta por la cual se escurre.
Vuelva a atornillar al frasco de plástico transparente, el sistema tapa-
paleta de cultivo, colóquelo en posición vertical, a temperaturas
comprendidas entre 25ºC y 30 ºC durante 25-35 horas. (tiempo suficiente
para el recuento bacteriano) Pasadas las 36 horas podemos el
crecimiento de hongos si este fuera abundante. Podrían ser necesarios
hasta 5 días de Incubación, si el crecimiento no fuera abundante.
Al intentar una valoración cuantitativa de los resultados, compare el
crecimiento sobre la paleta con la tarjeta de referencia adjunta.
Cuando haya definido su lectura, multiplique el valor indicado en la tarjeta
de referencia por 10, y así tendrá aproximadamente la concentración final
de microorganismos presentes en las muestras de baño probadas.
PIELES SECAS
25

En general las pieles secas contienen aproximadamente entre un 15 y un 20 %
de agua combinada con la piel. Estas pieles presentan mayor dificultad para el
remojo, por estar las fibras adheridas entre sí, resulta muy difícil la difusión de
agua en la piel, y entonces el proceso se vuelve muy lento. Como consecuencia
del secado hubieron cambios estructurales, como ser la desnaturalización de las
proteínas globulares y de mucopolisacáridos, que pueden transformar en
hidrófobas (repelen el agua) las fibras de colágeno. Si las temperaturas del
secado de la piel fueron excesivas puede producirse una insolubilización de las
proteínas no estructurales, dificultándose así el remojo. Por otra parte en el
secado se produce entre las moléculas de tipo colágeno una aproximación mayor
que confiere mayor firmeza a la estructura reticular, por formación de puentes de
hidrógeno adicionales, entre cadenas peptídicas vecinas. Por esto último el
proceso de hidratación de una piel seca es tanto mas difícil cuanto mayor sea su
espesor, y cuanto mayor fue la temperatura de secado de la piel bruto.
NATURALEZA DEL AGUA PARA EL REMOJO
Debe estar lo más exenta posible de materia orgánica y bacterias proteolícas;
por ello en esta operación se requieren aguas de pozo o fuente y no las de
superficie. Hay registros de que la duración del remojo es tanto mayor cuanto
mayor es la dureza del agua empleada. Para este caso particular del remojo de
pieles. El agua con una dureza media (8-12 º Ha) es aceptable.
CONCEPTO DE DUREZA DEL AGUA
Es el contenido en el agua de compuestos de calcio y magnesio disuelto según
la norma DIN 19640, corresponde al contenido de iones alcalinotérreos. La
unidad de medida de la dureza de un agua es el miligramo equivalente por litro.
Z= valor absoluto de la valencia electroquímica de los iones alcalinotérreos).
DUREZA TOTAL = dureza temporal + dureza permanente
26

Dureza temporal o de carbonatos = a base de Carbonato y bicarbonato cálcico y
magnésico.
Dureza permanente o de no carbonatos= a base de cloruros, Sulfatos, silicatos,
Nitratos y ácidos húmicos cálcicos y magnésicos.
Control de grado de avance del remojo en una piel vacuna
Remojo de piel vacuna
salada, 24 horas en agua
sin auxiliar remojante
Remojo de piel vacuna
salada, 24 horas en agua
con auxiliar remojante
REALIZACIÓN DEL REMOJO
El proceso de remojo se puede realizar en tres tipos de reactores:
En piletas o fosas de remojo (es un sistema mas lento generalmente se
utiliza para remojos previos para pieles en bruto secas).
27

En batanes (molinetes) para remojo cuidadoso en baño largo para pieles
sensibles.
En bombos: es un sistema mas veloz, de aplicación mas
generalizada ,principalmente para pieles pesadas).Actualmente se
emplean también los bombos compartimentados en y las mezcladoras
(hormigoneras)
28

Cualquiera sea el sistema elegido, se trata de hacer el remojo en el menor
tiempo posible puesto que éste interrumpe el proceso de conservación y por
consiguiente se favorece el ataque bacteriano ya que, y como habíamos visto,
las bacterias precisan de agua para su reproducción.
Esto resulta muy peligroso pero hay formas de controlarlo, puesto que
existen bactericidas como ser :
mezcla: K-N-hidróxi N-metil tiocarbamato (32%) + Na-mercapto-
benzotiazol (8%)
K-N-hidroxi N-metil tiocarbamato (40%)
29

disolución acuosa de sales de amonio cuaternario
Por experiencia, se puede reconocer un buen remojo de uno malo o
insuficiente.
MÉTODOS PARA ACELERAR EL REMOJO
Como ya dijimos, procuraremos hacer este remojo en el menor tiempo posible y
para ello podemos:
Aumentar la temperatura, sin superar los 28 º C. Por encima es peligroso
por el aumento de la degradación de las sustancias proteicas.
Adicionando productos químicos especialmente formulados para ello,
como ser, tensoactivos (jabón), que permiten que el agua penetre con
mayor facilidad a la piel.
Un remojo malo o insuficiente puede ocasionar serios inconvenientes para los
procesos siguientes, en la fabricación del cuero, como ser:
en el pelambre: repelo
en el curtido: cueros crudos y duros
en el tintado: manchas, flor floja y dureza.
30

La explicación de esto es muy sencilla , todos los productos químicos utilizados
en el pelambre, curtido y tintado penetran en la piel por medio del agua en la cual
están disueltos, entonces, en las zonas mal remojadas, el agua no penetra tan
fácilmente como en las zonas bien remojadas, depositándose mayor cantidad de
productos en las zonas mejor remojadas que en las mal remojadas.
Aumentar la oferta de productos alcalinos: En general para pieles en bruto secas.
Productos químicos mas usados con este propósito: Hidróxido de sodio,
sulfuro de sodio y carbonato de sodio.
Concentración de empleo: 0,5-2,0 g/l en el baño de remojo, controlando que el
pH no supere el valor de 9,5- 11,0, de lo contrario hay peligro de hinchamiento no
deseado de la piel.
No emplear álcalis para:
Pieles en bruto con tierra (hidróxidos de Mg insolubles)
Pieles de ovejas secas (ataque de la lana)
Pieles de peletería (peligro de aflojamiento del pelo)
Adición de sal común. Para pieles en bruto secas o frescas. Concentración de
empleo, no más de 5 g por litro, en otro caso frena el hinchamiento.
6.3 PROCESO DE PELAMBRE
Luego de la operación de remojo, las pieles suficientemente hidratadas, limpias,
con algunas proteínas eliminadas de su estructura, pasan a las operaciones de
pelado, donde fundamentalmente se pretende, por un lado eliminar del corium, la
epidermis junto con el pelo o la lana, y por otro aflojar las fibras del colágeno con
el fin de prepararlas apropiadamente para los procesos de curtido. En general, la
31

concentración de los productos químicos involucrados así como el tiempo y tipo
de proceso serán determinantes del tipo de curtido, y particularmente de la
blandura y resistencia físico-mecánica de los artículos finales.(capellada,
tapicería, marroquinería, vestimenta)
Sección transversal de cuero vacuno con restos de epidermis:
.
OBJETIVOS DE ESTA OPERACIÓN
Entre los objetivos del pelambre podemos destacar los siguientes:
Quitar o eliminar de las pieles remojadas la lana o el pelo, y la epidermis.
Favorecer un hinchamiento de la piel que promueva un aflojamiento de la
estructura reticular
Promover la acción química hidrolizante del colágeno que aumenta los
puntos de reactividad en la piel, al mismo tiempo que la estructura sufre
desmoronamiento en sus enlaces (trabaciones) químicas.
32

Conversión en jabones y alcoholes (por saponificación de las grasas de la
piel) más fácilmente solubles en agua y por ello más eliminables.
Aumentar el espesor de la piel para poder ser descarnada y si es
necesario para la definición del artículo final, también poder ser dividida.
Extracción y eliminación de las pieles de un grupo de proteínas y otros
productos interfibrilares solubles en medio alcalino, o degradables por el
efecto de la alcalinidad.
6.4 MÉTODOS DE APELAMBRADO
Proceso clásico
Productos químicos depilantes en contacto con las pieles remojadas en un baño
(disolución-suspensión en agua), en fulones (bombos), batanes (molinetas) y/o
mezcladores, etc. A través del efecto mecánico se ayuda a la eliminación del
pelo y la epidermis al rozar unas pieles con otras, o con las paredes del
recipiente. Con este método no se logra generalmente (hay excepciones)
recuperar el pelo que se destruye y pasan a los líquidos (lo que genera serios
problemas en el tratamiento de efluentes). Veamos por ejemplo un proceso de
pelambre realizado en fulón (ó bombo).
Veamos entonces los diferentes factores a considerar en la formulación de este
tipo de procesos:
Tanto por ciento de baño
Cuanto menor sea el baño más concentrada será la solución y menos agua
33

existirá para entrar en las fibras hinchándolas, con ello, se hincharán menos las
capas superficiales y más fácilmente atacarán las soluciones la raíz del pelo
además de atacar asimismo más rápidamente el pelo en sí. No obstante los
productos depilantes por ser alcalinos hidrolizan al colágeno y no pueden
sobrepasarse ciertas concentraciones sin peligro para la integridad de la piel.
Cantidad de productos depilantes
Valen las mismas consideraciones que sobre el % de baño pero en sentido
inverso, o sea: más cantidad de producto generará una mayor seguridad y
cinética del proceso, pero será más peligroso para la piel en sí. En general se
tiende a usar la mínima cantidad que asegure un buen pelado, con el baño más
corto posible, consiguiéndose así los mejores resultados con el mismo costo y
menor contaminación del agua.
Temperatura
Cuanto más alta sea ésta, menos turgencia y hasta cierto punto hinchamiento
sufre la piel, y más fácil es el acceso de los productos depilantes a la raíz del
pelo (poro menos cerrado),así mismo son más rápidas las reacciones químicas,
menos sensible la piel al efecto mecánico, pero desafortunadamente el ataque
químico, también es mayor, lo que limita el uso de temperaturas altas. En general
es conveniente no sobrepasar los 30º C, o bien reducir el tiempo del proceso de
pelambre.
Tipos de depilantes
Na2S (sulfuro de sodio)
34

Por el elevado pH que comunica a la solución (sal de ácido muy fuerte y base
fuerte) y su poder reductor, es el producto principal de la mayoría de los
procesos de pelado. Provoca hinchamientos acusados y fuerte turgencia. Altas
cantidades son peligrosas por el ataque en la piel.
NaHS (sulfhidrato de sodio)
Es muy similar al Na2S, o sea reductor y de hidrólisis alcalina, si bien da un pH a
la solución menor que el sulfuro de sodio, por ello se debe ayudar con otro
producto que sea mas alcalino , como ser el Ca(OH)2 (hidróxido de
calcio=cal),para que pueda actuar como depilante. Ataca menos a la piel que el
N2S, y no provoca tanto hinchamiento (es un producto de acción bastante más
débil).
Aminas (sulfato de dimetilamina y otros productos reductores, poco alcalinos que
deben usarse junto con el álcali como el NaOH, u otros). Se depila bien con su
uso , si bien son más caros y sólo se Usan en casos especiales o cuando los
sulfuros crean serios problemas en el tratamiento de aguas residuales de una
curtiembre. Por sí solos provocan hinchamiento liotrópico sin dar turgencia, si
bien en el apelambrado se nota poco este efecto por estar junto con el álcali con
fuerte poder de hinchamiento osmótico (turgencia).
Ca(OH)2(hidróxido de calcio)
Por sí solo, no tiene un poder depilante acusado e incluso puede comportarse
como inmunizador de pelo, por lo que se usa como agente auxiliar junto con
productos depilantes a fin de provocar por su baja solubilidad (1,4 gr/l) un efecto
tampón de pH 11,5-12 Zona adecuada para el depilado. Así mismo por su efecto
liotrópico especial limita el hinchamiento turgente que otros productos producen
en la piel. Su escasa solubilidad puede provocar problemas de abrasión sobre
35

las pieles y así mismo irregularidades en su efecto por fenómenos de
decantación.
NaOH (hidróxido de sodio)
No tiene efecto depilante porque solo es alcalino y no reductor, como el
Ca(OH)2, se usa mezclado con otros productos.
Efecto de remojo en la piel
Cuanto mejor se haya efectuado el remojo menos drásticas deberán ser las
condiciones del pelado y más facilidad de acceso de los productos depilantes
hasta la raíz del pelo.
Presencia de sales neutras
Facilitan el proceso de penetración al frenar en parte, el hinchamiento, las sales
sin efecto liotrópico (Na2SO4) son mejores, puesto que las liotrópicas (ClNa),
usadas en pequeñas cantidades, pueden aumentarlo, no facilitando así, sino
entorpeciendo el pelambre. Por existir pocas sales asequibles no liotrópicas, y
producirse fenómenos secundarios no muy conocidos y poco beneficiosos para
la piel, no usan en general en el pelambre.
Efecto mecánico
Ayuda al proceso de penetración y difusión de los productos depilantes, y por el
rozamiento entre las pieles, el desprendimiento del pelo y de la epidermis semi-
disueltos, así como un cierto labrado de flor. Hay que tener cuidado sin embargo,
ante la posible rotura de fibras que se obligan a moverse en estado hinchado y
por tanto con mucha tensión. Todo esto puede generar un aumento de
36

temperatura, que debe controlarse, máxime si consideramos las reacciones
químicas del pelado son exotérmicas. También deben evitarse los fenómenos de
abrasión provocados en la flor de las pieles por las paredes mal pulidas del
reactor (fulón, batán,mixer u otros).
En general no es necesario un gran efecto mecánico. Sólo se necesita un efecto
mecánico capaz de generar la renovación del baño sobre cada piel. El baño por
lo general debe ser largo (aprox. 300 %) Este movimiento también se necesita
para que la cal que tiene una muy baja solubilidad, se disuelva y penetre mejor.
Productos auxiliares.
Analicemos lo mas comúnmente utilizado que son los tensoactivos no iónicos
emulsionantes o detergentes. Evidentemente son útiles, por facilitar tanto la
difusión de los productos depilantes, al hacer mas mojante la solución, como por
facilitar el contacto con las zonas grasas de la piel con los productos depilantes ,
y facilitar el ataque a la raíz del pelo.
6.5 Procedimientos por embadurnado
Depilado por embadunardo del lado carne
En estos casos generalmente se aplica una pasta o preparación, mediante una
máquina y después de un tiempo de reposo más o menos largo (que depende en
parte de la preparación, del grueso de la piel, del escurrido, etc.),los productos
depilantes llegan por difusión a la raíz del pelo destruyéndola, y permitiendo así
que el pelo o lana sea arrancado por métodos mecánicos. El pelo o lana se lava
para eliminar el producto depilante de la raíz del mismo, impidiendo así su
posterior acción y eliminando a la vez la suciedad natural. Con este método el
pelo o lana se aprovecha casi entero, excepto la raíz. Las pieles pasan después
al calero.
37

Concentración de la pasta
A mayor concentración de la pasta en Na2S, más rápido podrá llegar a la raíz del
pelo por ser mayor el efecto deshidratante osmótico que frena el hinchamiento.
Cuánto más concentrada es la pasta más se estropea la raíz de la lana,(partes
delgadas de la piel) mas se estropean los bordes: más se ataca a la piel en sí.
Conclusión: usar el mínimo de Na2S necesario para poder depilar.
Espesante
La cantidad debe ser la mínima necesaria para poder aplicar la pasta sin
problemas mecánicos; un exceso retendría la solución de depilante y no
permitiría su difusión hasta la raíz del pelo.
El tamaño de las partículas de espesante no puede ser mayor que los poros del
tejido fibroso (taponeamiento de capilares).Un un espesante inerte (caolín por ej.)
que tiene la ventaja de que no condiciona al posterior calero, y la desventaja de
que no ayuda a mantener un pH alto, necesario para el depilado como lo hace la
cal, si bien ésta ya condiciona en parte la cal que tendremos en el calero
posterior
.
Estado del remojo
Cuánto más remojada y escurrida está la piel mas fácil es el depilado por haber
mayor separación entre las fibras, y mayor avidez de líquido respectivamente. El
38

escurrido tiene el problema de la posible fermentación de la suciedad, si se
efectúa por reposo en pilas y mecánicamente en ocasiones no es tan perfecto
como el del reposo. Lo mejor es usar los dos sistemas a la vez. Cuanto más
limpia esté la carne de grasa tanto por limpieza mecánica como química más
fácilmente se introducirá la solución depilante (no habrá efecto hidrófobo).El
descarne inmediatamente antes del embadurnado puede dar una capa de grasa
hidrófoba que dificulta la penetración.
Tiempo de reposo entre el embadurnado y depilado
Debe ser el menor posible para evitar el posible ataque bacteriano de la lana o
pelo (recalentamiento). Dicho tiempo va en relación inversa a la concentración de
producto depilante en la pasta y todos los factores que favorecen la penetración
de la solución depilante.
Temperatura
La temperatura favorece la difusión de la solución y por ello la rapidez del
depilado. La temperatura (altura del montón de pieles) conviene que no sea
exagerada a fin de evitar recalentamiento perjudiciales sobre todo en períodos
largos de tiempo. No cepillar pieles que salgan calientes de un remojo sin tomar
precauciones (enfriamiento previo de pieles o de la solución) o tiempos cortos.
Grosor de la piel
39

Cuando más gruesas son las pieles más drásticas deben ser las condiciones
para eliminar el pelo. En las pieles con espesor irregular (que son la mayoría) las
zonas mas gruesas (cuellos) deben ser tratadas con mas cantidad de producto
depilante y de ser posible con un descarnado previo eliminar algo las
irregularidades de espesor.
Productos auxiliares La adición de productos auxiliares, tensoactivos no iónicos
( que resisten las condiciones de la pasta) ayuda la penetración, sobre todo en
las pieles grasas. La adición de sales neutras (NaCl = cloruro de sodio) puede
facilitar la penetración de la pasta, si bien condiciona mucho el calero posterior,
en general, y no de forma favorable precisamente.
Depilado por embadurnado del lado flor
Se aplica por el lado flor (la preparación anterior),y las pieles se pueden dejar o
no, en reposo hasta que el pelo salta fácilmente, entonces se introducen en el
fulón (bombo) u otro aparato, en el que se halla un baño que puede contener una
preparación análoga a la depilante o muy parecida a la del calero que viene
posteriormente. Particularmente muy adecuado para pieles delicadas, pieles con
fuertes arrugas en el cuello y/o pieles en bruto muy planas. Se obtienen pieles en
tripa sin crispación de la flor y flor suelta.
Hay que tener en cuenta en estos casos los mismos factores que en el
embadurnado del lado carne, si bien lo que puede retrasar la penetración no
tiene tanta importancia, así como lo que se refiere a los de méritos que pueden
producirse en el pelo (que aquí no se beneficia). El motivo de este pelado es
eliminar bien la raíz del pelo al efectuarse el depilado en un estado de la piel no
hinchado o poco hinchado (poro no cerrado).
40

Pelado por resudado (o por fermentación)
Es el método mas antiguo para lograr una lana no dañada o pelos. Es el
tratamiento de pieles (por ej. de oveja) en la cámara de resudado utilizando la
formación de microorganismos que ocasionan un aflojamiento del pelo.
Se ponen las pieles remojadas en cámaras con temperatura y humedad
controladas (20-22 ºC) de forma que la unión de la raíz del pelo, y el folículo
piloso se destruya por putrefacción o descomposición y la lana pueda eliminarse
mecánicamente, consiguiéndose por este método beneficiar la lana en casi toda
su longitud, y por no haber tenido contacto con productos depilantes clásicos y
no estar atacada; así, es mucho más valorada a la hora de la venta. La piel en
general, queda hasta cierto punto atacada por putrefacción y salvo productos
muy especiales su valor no se ve beneficiado. Aquí conviene que la humedad se
mantenga lo más alta posible en las cámaras, y cuanto más alta la temperatura
más rápido es el depilado al ser más rápido el desarrollo de las bacterias de
putrefacción, pero por otra parte es más difícil de obtener resultados uniformes
(muy comúnmente una parte de la piel depila y la otra no).
Pelambre enzimático
Es un procedimiento moderno derivado de los tradicionales depilados por
putrefacción anteriormente descriptos. Se aplican en cantidades exactamente
dosificadas, encimas derivadas de bacterias o proteasas de hongos
especialmente aisladas, o una combinación optimizada de ambos tipos. El
remojo previo (en el cual también se puede utilizar por ej. lipasas u otras encimas
de remojo) alcalino o tratamientos preparativos con sales activantes como Por ej.
bicarbonato, bisulfito u otros favorecen el posterior desprendimiento del pelo.
Generalmente es necesario un pelambre posterior.
Considerando la enorme disminución del impacto ambiental que implica la
41

aplicación de este tipo de procesos, seguro que serán en el futuro, los
tratamientos enzimáticos mejorados (por la investigación) en su eficiencia
depilante y en la calidad del artículo final, los procesos preferidos por los técnicos
del área.
Pelambres oxidativos
Los procesos oxidativos se basan en la aplicación de productos como óxidos de
cloro, peróxido sódico y otros oxidantes que destruyen la unión entre el pelo y la
piel, por oxidación, permitiendo el depilado tanto en fulón como por
embadurnado. Es muy difícil controlar los efectos drásticos que puede producir
este proceso sobre la piel. En los países en desarrollo, al ser cada día más
exigentes las legislaciones referentes al control de los líquidos residuales, tienen
más posibilidades de aplicación los métodos que usan encimas o productos
oxidantes.
Pelambre con compuestos sulfhidrilo orgánicos.
La mayoría de las aplicaciones exitosas parten de un buen remojo asistido por
enzimas (de remojo:tipo lipasas u otras) y luego se aplican compuestos del tipo
hidroximercaptanos o tioalcoholes (una de las mas conocidas es el 2-
mercaptoetanol como sal alcalina). Estos productos poseen una gran rapidez de
oxidación y por ello no contaminan con tóxicos las aguas residuales y sus plantas
de tratamiento. Generalmente se logran costos sustentables para este tipo de
42

procesos, combinando dichas sales alcalinas con pequeñas cantidades de
sulfuro/sulfhidrato. Este pelambre genera un nivel de hinchamiento aún menor
que con la utilización de sulfhidrato,y con ello también un buen rendimiento de la
superficie.
PRODUCTOS QUÍMICOS INVOLUCRADOS EN EL PROCESO DE PELAMBRE
Y CALERO
Dentro de la variedad de productos que componen el calero podemos describir
los siguientes:
Na2S (sulfuro de sodio)
Por dar soluciones de pH muy alto (superior a 12), produce hinchamientos
fuertes y turgentes. (No posee un marcado efecto liotrópico).
A altas concentraciones y temperaturas superiores a
30- 35 ºC, es capaz de hidrolizar la piel casi
totalmente, destrozándola, por ello se deben tomar
precauciones y emplear sólo la cantidad mínima
necesaria para provocar el hinchamiento y ataque
buscado.
Las pieles tratadas con sulfuro sólo, tienen estructura compacta (ausencia de
efecto liotrópico).La mayoría de las veces, es usado para lograr endurecimientos
naturales en pieles de cabra, para la fabricación de cueros cabritilla de poros
delicados y poco elásticos. También usado para pieles de becerro de matadero o
pieles de bovino pequeñas, para conseguir cueros nobuc y afelpado de fibra
gruesa. Por ser depilante elimina los restos de pelo y epidermis disolviéndolos.
Saponifica fácilmente grasas (jabones sódicos solubles) y destruye productos
cementantes.
43

Ca(OH)2 (hidróxido de calcio)
Es el producto mas utilizado en el calero , aunque no es insustituible, y en caso
de adición de Na2S u otros productos básicos puede ejercer un efecto
tamponante (estabilizador del pH) (pH = 11-12) alrededor de este valor. Es
suficientemente alcalino para ejercer ataque químico, y el ión cálcico tiene un
efecto liotrópico que frena el hinchamiento osmótico provocado por la alcalinidad,
permitiendo la acción del calero hasta las últimas fibras y fibrillas del colágeno.
Las pieles en general son blandas, sin arrugas, su acción es suave y lenta,
aumentando con la temperatura y algo también con la concentración, aún siendo
poco soluble.
NaHS (sulfhidrato de sodio)
Es un producto que se parece muchísimo al Na2S por su tipo de acción, pero
debido a la alcalinidad que da al baño al hidrolizarse, el hinchamiento es , en la
mayoría de los casos insuficiente, para producir un efecto de calero completo, y
por eso se emplea casi siempre junto al Na2S a fin de disminuir los efectos
hinchantes del Na2S.También se usa en combinación con cal, en mezclas triples
de sulfuro, sulfhidrato y cal. Esta última combinación es cada vez mas
frecuentemente usado (con éxito), puesto que con la parcial sustitución del
sulfuro por el sulfhidrato (más del 50 %), se reduce apreciablemente el
hinchamiento exagerado del pelambre sólo de sulfuro.
Sales neutras
44

En general no se obtienen buenos resultados en el cuero con la adición de sales
en el calero.
Sales para el aumento del hinchamiento del pelambre:
Sal común (NaCl) (cuando se aplica en bajas concentraciones, es decir
menos del 5 %),hidróxido sódico (soda cáustica)
Sales que disminuyen el hinchamiento: Una de las más usada es el CaCl2
(cloruro cálcico
Aminas
Generan un efecto liotrópico beneficioso , análogo o mejor al de la cal. Se usan
tanto como productos auxiliares, (imitación de caleros viejos),tanto como agentes
principales , si bien en este caso debe ayudarse por NaOH (hidróxido de sodio) u
otro alcali, a fin de comunicar al calero el pH alto adecuado. Cada vez son más
usados estos tipos de pelambre por su mayor facilidad de remoción en el
tratamiento de aguas residuales.
Agua
En un calero cuya agua tiene bicarbonato,(todas tienen un poco (no dañino) o
mucho (se debe eliminar previamente), de lo contrario provocará la precipitación
con Ca(OH)2 sobre la flor. Por este motivo no se debe poner las pieles ya
depiladas , en contacto con el agua (con posible bicabornato) sin previa adición
de cal en la misma, aunque sea en poca cantidad.
Aire
45

Por otra parte se debe intentar que estas pieles no entren en contacto con el aire
por mucho tiempo (CO2) después del apelambrado o después del calero sin
previo lavado, y aún con este lavado efectuado. En los lavados del calero no se
debe tirar el baño , sino diluirlo con agua corriente, de forma progresiva,
evitándose así la precipitación del CaCO3 (carbonato de calcio) sobre la flor de
forma muy acusada y localizada, o bien (y esto es lo mejor) emplear agua, de la
que se han eliminado previamente los bicarbonatos (HCO3-).
Los antisépticos
En general no son necesarios en el calero ya que a los elevados niveles de pH
de este, las bacterias y hongos difícilmente puedan sobrevivir.
Otros productos
Productos que actúan como espesantes en las pastas de embadurnado.
Caolín, creta, almidón, dextrina, y dispersiones de polímeros por ej. de
poliacrilato.
Productos que favorecen la solubilidad del Ca(OH)2 (hidróxido de calcio)
Melaza, glucosa (sacarosa) (sacáridos en general)
Productos deslizantes (para evitar bajos de flor por abrasión)
Copolímeros de alto peso molecular solubles en agua y otros
mucopolisacáridos de efecto muscílago.
Productos como : -Na2CO3 (carbonato de sodio) -NH4OH (hidróxido de
amonio) -KOH (hidróxido de potasio) -Na2O2 (peróxido de sodio) pueden
ser utilizados en algunos casos especiales. Cabe destacar entre ellos el
peróxido de sodio (Na2O2) que es previsible desempeñe un papel cada
vez más importante:
46

da un pH muy elevado en disolución acuosa.
el ataque químico a la piel es muy intenso, tanto por su elevada
alcalinidad como por su poder altamente oxidante.
produce un elevado grado de limpieza en la piel y decolora los restos de
pelo y epidermis.
por su acción intensa debe usarse en cantidades reducidas, durante
tiempos cortos y sobre pieles exentas de productos reductores (Na2S).
su empleo debe ser controlado minuciosamente.
CONTROLES SOBRE EL PROCESO DE PELAMBRE Y CALERO
En el transcurso del proceso y al final del mismo las variables que deben ser
sometidas a control son generalmente:
pH
Temperatura: particularmente al trabajar en zonas altas (no > 28 º C) y
más aún en caso de pelambres enzimáticos.
Tiempo
Efecto mecánico
Color del cuero
Olor -Densidad (en grados Baumé= ºBé) en la solución sin filtrar y
posterior filtrado.
Tacto de la piel -Limpieza de la flor
47

Control del depilado: eficacia del proceso de depilado al remover el pelo y
su raíz folicular.
Control de la hinchazón y del grado de turgencia a través de tacto
manual.
Grado de atravesamiento de los productos, haciendo un corte transversal
(particularmente en pieles gruesas)
Efectos organolépticos del pelambre y calero.
Veamos algunos registros realizables visual y manualmente:
Particularmente el pelambre puede afectar más intensamente la firmeza de flor
así como la resistencia, etc., y no tanto en el tacto de la piel.
Considerando el calero cuando más intenso sea este, más puede afectar el
carácter blando, debido a un exceso de cal o a un calero muy prolongado.
Un calero muy fuerte provoca hidrólisis de la piel.
También puede crearse un cierta esponjosidad por deficiencia de calero y que la
piel quede con poca reactividad y no la penetren los productos curtientes
posteriores, quedando la piel vacía. La cantidad de cal y los cambios bruscos de
temperatura pueden influir en la soltura de flor (ver cueros para capellada). Si la
temperatura es menor (baños fríos), da una piel turgente, contrariamente a
mayor temperatura tendremos pieles más flexibles.
Aquí la temperatura y el tiempo influyen.
48

A mayor temperatura la piel tiende a ser mas flexible y mas blanda, menos
turgente (turgente= por haber absorbido agua, tiene tensos sus tejidos o
membranas y paredes celulares),por lo que los productos podrán penetrar mas
fácilmente con un adecuado tiempo de rotación o acción mecánica.
PROCESO DE DIVIDIDO
FORMAS O ALTERNATIVAS DE DIVISIÓN
Esta operación es una operación absolutamente mecánica.
Se puede dividir después del pelambre (división en tripa), o después de curtir (en
cromo o en azul).
El estado de la piel para ser dividida es tradicionalmente en estado de tripa
descarnada, pero también empleando máquinas más modernas después de curtir
al cromo y aunque menos frecuentemente en pieles piqueladas (alfombras por
ejemplo), pieles en bruto y pieles secas.
Para dividir en verde (antes del pelambre) las máquinas deben tener una gran
precisión para absorber todas las imperfecciones. Además, la piel debe tener pelo
corto porque se anuda y hace fallas. Permite un ahorro considerable de productos
porque se pela sólo la flor (que es la que tiene pelo), y se aprovechan los
subproductos (colágeno puro). Estos cueros deben ser previamente trinchados
antes de dividir.
El realizarlo en uno u otro estado de la piel tiene sus ventajas e inconvenientes.
El cuero curtido se divide en dos capas napa y descarne. El descarne es la parte
inferior del cuero y se puede dividir una o más veces.
En el dividido en tripa se obtiene un lado de flor más delgado que la piel de que
procede y será más fácil realizar las operaciones químicas que siguen al mejorar
49

la penetración de los productos. Hay un menor riesgo de formación de H2S en el
piquelado si queda sulfuro ocluido. Se logra una mejor calidad del cuero terminado
y mayor superficie al existir una menor tendencia al encogimiento en la curtición.
Los recortes del descarne pueden utilizarse para la obtención de gelatina. A partir
de este momento se pueden tratar el cuero y el descarne por separado
obteniéndose una mayor flexibilidad en la fabricación. No se consume cromo en la
parte del descarne, que al dividir en cromo será recorte con poco valor. Pero,
requiere más mano de obra, se manejan pieles más pesadas y húmedas y es más
difícil ajustar el grosor del dividido al espesor del artículo final, debido al estado de
hinchamiento que tiene la piel.
Al dividir en tripa la velocidad de la operación es de unos 15-18 metros/min.
mientras que el dividido en cromo aproximadamente. La productividad es de
aproximadamente unas 150 pieles vacunas / hora.
La relación entre el grosor del cuero dividido y el cuero acabado depende del tipo
de piel y del grado de hinchamiento a que se haya sometido en el calero, pero en
general puede decirse que se debe dividir a un espesor algo menor del doble del
que se quiere obtener el cuero terminado. Es conveniente realizar ensayos previos
en caso de fabricar un nuevo artículo o tener la referencia de resultados anteriores
para artículos similares. La piel apelambrada, depilada, descarnada y
eventualmente dividida se denomina piel en tripa.
El peso en tripa, determinado después de realizada esta operación sirve de base
para calcular las dosis de productos químicos que se requieren en los procesos
siguientes (desencalado, purga, piquelado y curtido).
En el dividido en cromo se obtiene una mayor productividad y regularidad en el
grosor del dividido. La velocidad de la operación es mayor, puede ser de 20-25
metros/min aproximadamente, obteniéndose una productividad de
aproximadamente 200 pieles vacunas adultas/hora. Se emplea menos mano de
obra, y es más fácil ajustar el grosor que sólo debe ser unas décimas más alto que
50

el grosor final en la mayoría de los casos. El manejo de las pieles resulta más
cómodo para los operarios. Pero, los valores de los recortes cromados del
descarne son bajos, se dificulta la penetración de los productos químicos en
operaciones como desencalado, piquel y curtición al cromo y esto afecta la calidad
del cuero para algunos artículos, pueden aparecer arrugas sobre todo en las
pieles más pesadas. No se pueden realizar artículos delicados, finos. La pérdida
de calidad de la ribera se deberá compensar con recurtidos que rellenen los
cueros y le saquen la flojedad. La resistencia al desgarro es menor que dividiendo
en tripa y hay una disminución en la superficie final del cuero de alrededor de un
5%. El proceso de curtido será más largo. El cuero sin dividir lleva entre 14 y 18
horas de curtido, mientras que dividido en tripa lleva 10 horas aproximadamente.
Sin embargo las máquinas de dividir pieles en cromo son muy precisas al trabajar
con cuero con menor espesor que el de la piel en tripa porque la piel está más
compactada.
MÁQUINA DE DIVIDIR EN TRIPA
Para poder dividir los cueros perfectamente es muy importante tener la
colaboración de los productores de las máquinas para dividir, del productor de las
cuchillas y de las personas que se ocupan de la división.
La acción de la máquina de dividir se basa en seccionar la piel, apoyada entre dos
cilindros, mediante una cuchilla en forma de cinta sin-fin, que se mueve en un
plano paralelo al lado de la flor y al lado de la carne.
La parte de la piel que queda entre la cuchilla y la flor es la que será el cuero
terminado y la parte entre la cuchilla y la carne es el descarne, que según su
grosor puede ser más o menos aprovechable. El grosor del cuero y del descarne
se determinan por la distancia entre el filo de la cuchilla sin-fin y el plano de la flor
de la misma. En una piel sin dividir un grosor total determinado, cuanto mayor es
esta distancia mayor es el grosor del cuero terminado y menor el del descarne.
51

Cuanto mayor sea el espesor de la piel sin dividir y con una misma distancia y por
el ello un mismo grosor para el cuero final, mayor espesor tendrá el descarne y
viceversa. En algunos casos se pueden obtener dos descarnes al dividir de nuevo
el descarne obtenido, comprobándose previamente que el descarne que se obtuvo
pueda resistir las acciones mecánicas necesarias para obtener el artículo
deseado.
Cuando el cuero que se va a dividir tiene un grosor no mucho mayor que el cuero
a obtenerse, sólo se consiguen descarnes muy finos que no se pueden utilizar en
la industria del cuero, pero se comercializan para la obtención de colas y gelatinas.
Las máquina de dividir son máquinas de precisión delicadas y la operación del
dividido requiere buen conocimiento de la operación y de la máquina a manejar.
PROCESO DE DESENCALADO
DESENCALADO
Objetivo
El desencalado sirve para eliminación de la cal (unida químicamente, absorbida en
los capilares, almacenada mecánicamente) contenida en el baño de pelambre y
para el deshinchamiento de las pieles.
La cal que se ha agregado al proceso durante la operación de pelambre, se
encuentra en la piel en tres formas:
combinada con la misma piel
disuelta en los líquidos que ocupan los espacios interfibrilares y
depositada en forma de lodos sobre las fibras, o como jabones cálcicos
formados por la saponificación de las grasas en la operación de pelambre.
52

Parte de la cal es eliminada por el lavado con agua y luego por medio de ácidos
débiles, o por medio de sales amoniacales (sulfato de amonio o cloruro de
amonio) o de sales ácidas (bisulfito de sodio).
Los agentes químicos de desencalado dan sales ácidas solubles de fácil
eliminación con agua y no deben producir efectos de hinchamiento sobre el
colágeno.
El objeto del desencalado es:
Eliminar la cal adherida o absorbida por la piel en su parte exterior.
Eliminar la cal de los espacios interfibrilares.
Eliminar la cal que se hubiera combinada con el colágeno.
Deshinchar la piel dándole morbidez.
Ajustar el pH de la piel para el proceso de purga.
Si no se verifica una eliminación de cal suficiente pueden observarse entre otros
posibles problemas:
un aumento de basicidad en la curtición al cromo.
crispación de la flor.
toque duro o acartonado.
soltura de flor.
generar quiebre de flor.
Por otra parte si no logramos un deshinchamiento suficiente esto puede generar
una sobrecurtición de flor, un curtido muy turgente, un cuero inelástico y
quebradizo.
CONTROL DEL PROCESO DE DESENCALADO
Controles en planta
El líquido de baño de desencalado son mezclados en tubos de ensayo con
fenolftaleina, timolftaleina o rojo de metilo. En una buena neutralización del
53

hidrato de calcio debe quedar la fenolftaleina sin color (pH-ámbito 8).En los
productos de sales libres amónica debe también quedarse la timolftaleina
sin color (pH 9,4).
Cortes de prueba en diferentes partes de la piel con fenolftaleina (al 0,1 %
en alcohol etílico 50%).En el descenso de la coloración roja se reconoce el
avance del desencalado. Si el desencalado es total , el corte de la piel en
tripa permanece incoloro. Una coloración en rojo indica la presencia de
zonas aún no desencaladas.
ANALÍTICOS SOBRE PRODUCTOS DESENCALANTES
Determinación del grado de pureza y concentración de los productos
aplicados.
Determinación del índice de desencalado, poder tamponante e índice de
solubilidad de la cal.
ALGUNAS IDEAS FUNDAMENTALES SOBRE LOS DESENCALANTES
Cuando culmina el proceso de pelambre, las pieles en tripa tienen una elevada
alcalinidad (pH 12-13) debido a los productos alcalinos incorporados durante el
pelado.
Sabemos que estos productos alcalinos pueden estar:
Químicamente ligados o fijos
Como especies químicas fijos o ligados podemos citar los cationes sodio (Na+)
procedentes del sulfuro hidrolizado y los de calcio (Ca ++) procedentes del
hidróxido de calcio. Es apreciable en lavados prolongados con agua de las pieles
en tripa, modificaciones notorias del aspecto de las mismas, debido a las débiles
uniones o enlaces existentes a los citados cationes.
Químicamente no fijados.
54

Son los mismos iones alcalinos que se han instalado en los espacios interfibrilares
(sulfuro, sulfhidrato, sodio, calcio).En este caso el tamaño de estos iones, le
permite penetrar hasta la zona de la molécula
Algunos estudios determinaron que aproximadamente de cada 3 kilos de cal que
contiene la piel en tripa 2,5 Kg. son fácilmente eliminables por lavado y el resto
está combinado con los grupos carboxílicos de la piel.
Con el empleo de agentes desencalantes se logra neutralizar el álcali presente en
las pieles, intentando formar sales solubles, eliminables en los mismos baños
Del proceso, el tipo de reacción sería algo así:
-COOH
Ca + 2 AC >>>>> CaA + -COOC
-COOC
-COOH
El desencalado es una reacción de neutralización de la alcalinidad del pelambre
con ácidos o sustancias ácidas.
Como consecuencia se ve la disminución del pH como consecuencia de la
progresiva neutralización de la alcalinida, el grado de hinchamiento y turgencia de
la piel disminuye.
Las condiciones de hinchamiento se verifican a pH próximos al punto isoeléctrico
de las pieles desencaladas que está alrededor de 5.
Los ácidos pueden desplazar el calcio combinado con el colágeno cuando su
constante de disociación es superior a la de los grupos carboxílicos del colágeno.
55

Se sabe que solamente un ácido más fuerte puede desplazar en una reacción a
otro mas débil.
De todo lo anterior surge que los desencalantes deben tener las siguientes
características:
Capacidad de disolver la cal depositada capilarmente como la que se
encuentra fijada químicamente.
Incapacidad de originar un hinchamiento excesivo.
Ligero efecto hidrotrópico.
Efecto tamponante , con lo cual el pH de la piel en tripa alcanza la zona
óptima para la acción enzimática.
Compatibilidad con el medio ambiente.
De lo anterior surge que debemos controlar su optimización sobre los siguientes
parámetros.
Poder o valor desencalante.
Poder o capacidad desencalante.
Índice de solubilidad.
Para desencalantes puros y de composición química conocida, los anteriores
parámetros son conocidos, no sucediendo lo mismo para productos formulados,
no definidos químicamente, donde su evaluación se hace más dificultosa.
A la hora de determinar el valor desencalante y la capacidad tamponante podemos
recurrir al análisis potenciométrico , y para determinar el índice de solubilidad se
determina la sal de calcio por espectrofotometría.
En este trabajo intentamos estudiar las propiedades de algunos desencalantes
utilizados en la industria, sin considerar la metodología analítica empleada.
Finalmente los desencalantes evaluados se pueden clasificar en:
Con alto contenido de sales de amonio (70-100)%
56

Pobres en sales de amonio (20 a 50% de sales de amonio).
Libres de sales de amonio (base ácidos orgánicos o ácido bórico)
Veamos ahora un poco en detalle cada parámetro:
VALOR DE DESENCALANTE
Aquí se realizó una titulación potenciométrica de los desencalantes con NaOH
(hidróxido de sodio) 1N entre pH 2–12. Los valores obtenidos vinculan la
composición y el comportamiento del desencalante en estudio.
Así se establecieron valores para desencalantes no modificados:
ácidos inorgánicos fuertes están entre 1,3 y 1,5.
para ácidos monocarboxílicos los valores están entre 1,5 y 1,8.
las sales amoniacales entre 1,8 y 2,0.
CAPACIDAD TAMPONANTE (CT)
El desencalado es un proceso de transición, donde las pieles en tripa o sin dividir,
fuertemente alcalina pasa a ser fuertemente ácida en el píquel evitando saltos
bruscos de pH.
En este caso las variaciones de pH se pueden expresar por la relación:
pH= pK - log (SAL)/ (Ácido/Base)
Los ácidos orgánicos o los ácidos inorgánicos , el efecto tamponante a pH 8,5-9,0
es igual a cero.
En desencalados a base de productos con poco tenor de sales de amonio
se obtiene un pH de 5.
Con alto tenor de sales de amonio y en éteres orgánicos no se baja de
pH=8,0.
57

Debido a el efecto tamponante las sales amónicas tienen una buena
capacidad tamponante a pH = 8,0-9,0
ÍNDICE DE SOLUBILIDAD (is)
Particularmente, los distintos ácidos se diferencian considerablemente por la
capacidad de disolución del hidróxido de calcio. De acuerdo con este concepto se
puede afirmar que un buen desencalante, deberá formar con el hidróxido de calcio
una buena sal soluble en agua.
Una medida de esto es el índice de solubilidad (IS) de la cal. Cuanto más alto sea
éste número, más solubles van a ser estas sales y van a ser más fácil de eliminar
dentro de las fibras. A tal efecto existen tablas donde se dan los valores de IS de
la cal para los distintos desencalantes en estudio.
PRODUCTOS DESENCALANTES MÁS CONOCIDOS Y UTILIZADOS
Ácidos fuertes
(Cte. de disociación > 2. 10 ) -6 HCl,H2SO4, - Gran peligro de hinchamiento ácido
por Adición muy rápida o sobredosis.El ácido clorhídrico puede peptizar. El ácido
sulfúrico puede formar manchas de yeso.
HCOOH,CH3COOH Ácido láctico - .Con estos ácidos , el peligro de Ac.láctico.
Hinchamiento ácido es bajo, sin embargo es también posible.
Produce por la formación de lactades una flor fina.
Ácidos ligeros
(Cte. de disociación < 2. 10 )-6 Ac.bórico -Bueno para realizar desencalados libres
de N. Sin peligro de hinchamiento ácido. CO2 = anhídrido Carbónico -Se verifican
en pieles gruesas algunas dificultades de atravesamiento. Bisulfito de sodio - Muy
frecuentemente utilizado en combinación con sales de amonio.
58

Sales amónicas
Cloruro amónico Sulfato amónicos
Son productos utilizados muy frecuentemente, por un resultado rápido y
económico.
El cloruro de amonio
No se puede utilizar en grandes cantidades por sus efectos peptizantes.
Acetato de amonio - Produce muy buenos resultados pero no es económico.
Compuestos orgánicos de ésteres
Esteres cíclicos - Resultados similares al desencalado con CO2.
LIBRE DE NITRÓGENO.
Productos especiales del mercado (por sus resultados)
Mixturas o Ácidos Poli carboxílicos - Los diferentes procesos de aplicación y
resultado se leen en la folletería técnica de las firmas proveedoras
TÉCNICAS DE DESENCALADO
Baños
Cuanto mas suave , caído y suelto deba ser un cuero, más penetrante y completo
debe efectuarse el desencalado.
Largo y tiempo de acción del desencalado - 50-200 % , cuanto más largo sea el
baño, mas lento sucede la difusión de los desencalantes en el interior de la piel,
para mayor rapidez de la disolución de las sales formadas.
Cantidad de desencalante y duración - Dicha cantidad se ajusta a la intensidad de
proceso de pelado, así como a la cantidad de cal, al tipo de desencalante, grado
de desencalado deseado y a la estructura de la piel, y su espesor .
59

Temperatura - Cuanto más alta la temperatura (hasta 35 º C) , más rápido
disminuye la hinchazón de la piel. (rango: 25 – 35 º C)
Agregado de productos - Se pueden agregar ácidos fuertes de desencalado en
forma lenta, para descartar hinchamientos ácido y algún tipo de fijación no
deseada.
Desencalado en baño muy corto (o casi seco)
Largo del baño: 20- 30 % - Por esta vía se obtiene un rápido deshinchamiento ,o
sea se encuentra una alta velocidad de desencalado, se reducen los tiempos del
proceso, y en especial se logran pieles muy gruesas (ver pieles preparadas para
capellada).
Este proceso se ve beneficiado por la aplicación de productos desencalantes
adecuados (cloruro de amonio, Sulfato de amonio, y otros) que forman sales que
permiten extraer la cal.
PROCESO DE REENCALADO
Aquellos cueros cuya maciez (blandura) debe ser acentuada, pueden necesitar
una acción mas intensa, en la etapa del encalado. El "reencalado" consiste en el
tratamiento de las pieles previamente encaladas en nuevo baño de cal. Al
ejecutar esta operación se debe prestar atención especial en el tiempo y la
temperatura, pues tiempos largos y temperaturas altas pueden afectar
negativamente las características fisicoquímicas del cuero. Se sugiere realizar
este reencalado empleando largos de baño de 200-300% de agua (a
temperaturas de entre 20-25ºC) y la duración puede variar de 8 a 18 horas.
De la atenta observación de todas estas variables y su registro adecuado se
podrán sacar conclusiones en casos de irregularidades en una fabricación ya
60

establecida. En caso de modificaciones para mejora del artículo etc. debe
extremarse aún más si cabe el control de todas las variables enumeradas
OTROS CONTROLES
ANALÍTICOS:
Determinación de la alcalinidad total de los baños.
Determinación de la concentración de Sulfuros (o grupos reductores)
Determinación del tenor de amoníaco, fundamentalmente en aquellos
baños de pelambres de recirculación. Con un muy alto contenido, debe
efectuarse un cambio de baños.
Ensayos analíticos de los productos químicos para pelambre:
Se debe determinar el grado de pureza y concentración, siempre como
control de entrada para un desarrollo regular del proceso, particularmente
cuando se cambian los proveedores.
Determinación del contenido de hierro en los sulfuros y sulfhidratos. En
productos de bajo costo es riesgoso encontrar fuertes cantidades de hierro
contaminante que luego en el pelambre producen manchas de color negro
-azuladas de sulfuro de hierro.
INCIDENCIA DEL PELAMBRE EN LOS CARACTERES FÍSICO-
ORGANOLÉTICOS
(Posibles defectos de un Pelambre)
Repelo (insuficiente remoción del pelo y sus raíces)
Causas probables:
61

Poco tiempo de proceso.
Baja concentración de productos químicos.
Proceso de remojo insuficiente
Muy fuerte hinchazón de la piel (alta turgencia) por:
Temperaturas de pelado muy bajas e inmunización del pelo por tratamiento de
remojo alcalino muy largo.
Apreciaciones organolépticas (derivadas de la observación con los
sentidos) de todo lo anterior:
Permanencia de raíces del pelo (repelo)
Superficie de flor áspera y desigual.
Lesiones de la flor (fuertes arrugas, crispación o fragilidad) por
depilado muy excesivo o extenso.
Manchas de cal, sombras de cal
Aparecen como manchas separadas compuestos insolubles de calcio en la piel.
Causas probables:
Dejar las pieles por mucho tiempo expuestas al aire (que contiene
CO2= anhidrido carbónico).
Insuficiente cubrimiento del baño de pelambre.
La utilización de agua con alta dureza de bicarbonato,o CO2 libre.
62

Apreciaciones organolépticas (derivadas de la observación con los
sentidos) de todo lo anterior:
Flor áspera y quebradiza
Irregular absorción de curtiente y de coloraciones.
Por ej. en caso de curtición vegetal se forman manchas oscuras por
combinaciones del curtiente con cal.
Manchas por formación de jabones de cal
Pueden surgir por pieles de alto contenido de grasa natural.
Causa : El fuerte tenor alcalino del pelambre ataca las Las células de grasa y por
una saponificación , se extrae la grasa de la piel.De las altas concentraciones de
grasa pueden darse junto a la cal , la formación de jabones de cal , difíciles de
disolver,lo que conduce a formación de manchas y coloración borrosa o no
uniforme de la flor.
Aumento de la formación de arrugas de engorde y/o crispación de la flor
Causas :
Procesos de pelambre con alta concentración de productos
químicos ,que generan gran hinchazón a bajas temperaturas
(menores a 28 ºC).
Sobrepeso en la carga de los reactores de pelambre, o muy escaso
largo del baño y por ello se promueve la formación de falsas
espaldas (que derivan en arrugas de cuello ,crispación o
graneado de la flor)
63

Reventamiento o explosión de la flor
Causas :
Fuerte hinchazón de las pieles.
Muy bajas temperaturas del pelambre.
Se puede revertir este defecto sustituyendo parcialmente el sulfuro sódico por el
sulfhidrato o mercaptanos , ó productos a base de aminas, y obteniendo un
pelambre mas suave y por eso de hinchamiento regulado.
Inmunización del pelo o lana
Causas:
muy alta dosis de álcali.(sodacáustica, hidróxido de calcio, soda u
otros)
muy largo tiempo de acción de los álcalis.
En estos casos una eliminación del pelo es casi imposible o sólo es posible
mediante procesos especiales y con grandes dificultades.
Manchas de queratina:
64

PROCESO DE CURTIDO
El curtición es por definición una transformación de cualquier piel en cuero. Este
proceso puede efectuarse utilizando curtientes vegetales o sales de cromo; son
embargo, existen otros curtientes tales como alumbre, circonio, formaldeido y
otros compuestos de tipo sintetico tales como melanina-urea, estireno y anhídrido
maléico el curtido vegetal, se aplica en particular a las pieles d elos bovinos
destinadas a la producción de cueros para calzado. El curtido mineral se aplica
cuando se desea obtener cueros finos, muy flexibles, delgados y suaves.
La finalidad es impedir la putrefacción del cuero, mejorar su apariencia y
propiedades físicas, asegurando la estabilidad química y biológica del mismo
TIPOS DE CURTIDO
CURTIDO AL CROMO
El curtido de pieles con sales de cromo representa el 80 % de la producción total
de los cueros en el mundo. Las ventajas que representa este método de curtición
se pueden enumerar en un nivel de calidad constante y uniforme, producción
65

racional, acabado económicamente ventajoso. Es muy difícil que este método
pierda su liderazgo, debido las ventajas que genera.
El cuero wet blue o sea cuero húmedo azul es el punto se puede guardar sin que
se pudra, este momento es muy importante pues las bases para nivelar el ph o
alcalinidad de la piel y su solubilidad para que el curtido penetre muy bien la piel.
CURTIDO A UN SOLO BAÑO
La curtición a un solo baño consiste en curtir directamente, en una sola operación,
con sales básicas de romo trivalentes. Estas sales básicas se pueden encontrar
en forma de combinaciones de cromo (es lo más utilizado) ya preparadas que se
venden en forma líquida o automatizada, como sulfato de monobásico de cromo a
partir de dicromato y un reductor a partir de alumbre de cromo y carbonato sódico
como basificante.
Ha sido de aplicación fundamentalmente en la fabricación de pieles curtidas de
cabritilla para obtener una flor delicada y buen efecto rellenante a través de la
incorporación del azufre generado en el baño, durente el proceso de reducción del
cromo +6. En este procedimiento, las pieles se impregnan en el primer baño con
ácido crómico que se ha obtenido a partir del bicromato de potasio o sodio.
En el segundo baño se transforma de acodo cromico en sal de cromo verde. El
curtido propiamente dicho d ela piel tiene lugar en el segundo balo con el concurso
de la sal verde de cromo, lo mismo que en el procedimiento de curtido en un baño.
CURTICION AL ALUMINIO
La curtición con sales de aluminio es muy antigua. Ya la utilizaban los romanos y
posiblemente también los egipcios. Antiguamente era la única forma para poder
producir cueros para empeine, guantes y vestimenta.
66

Las pieles curtidas con estas sales tiene un color blanco, opaco y un tacto suave,
pero que con un simple lavado se descurte con facilidad.
A pesar de este inconveniente, las sales de aluminio tienen la ventaja de ser
incoloras y se emplean aún hoy en la producción de pieles de peletería. Sin
embargo, dada su insuficiente estabilidad su aplicación es en curticiones
combinadas con extractos vegetales, sales de cromo, aldehídos, etc.
La curtición mixta vegetal-aluminio se utiliza para la fabricación de plantilla vegetal
porque se logra una mayor solidez a la transpiración y una mayor estabilidad a la
deformación.
El cuero que fue curtido primeramente al vegetal, se le incorpora entre un 2,5-3%
de óxido de aluminio calculado sobre peso seco en forma de sales enmascaradas.
Esto disminuye la cantidad de materias lavables del cuero y forma lacas con los
taninos. El cuero logrado alcanza una temperatura de contracción den alrededor
de los 107°C y tiene una mejor resistencia al desgaste.
Las sales de aluminio también se incorporan en una curtición al cromo con el fin
de conseguir un aumento en la firmeza del cuero y facilitar el esmerilado. Además
este tipo de curtición mixta favorece el agotamiento del baño de cromo.
Las sales de aluminio poseen una afinidad mayor que el cromo por el cuero a
niveles menores de pH; por lo tanto, se pueden incorporar en una curtición al
cromo para proporcionar una precurtición liviana en las etapas iniciales. El
aluminio reacciona con la proteína del cuero y el enlace resultante no es tan fuerte
como el que se produce con el cromo, por lo que la estabilización de las proteínas
o la curtición por el aluminio no es suficiente, bajo circunstancias normales, para
producir un cuero con una temperatura de contracción de ebullición plena.
El aluminio difiere del cromo en el sentido de que la alcalinidad del primero va
desde el punto neutro a 100% básico sobre una gama de pH relativamente
estrecha. El agregado de sales de oxiácidos o hidróxidos tales como el tartrato o el
67

citrato de sodio estabiliza en gran parte el complejo de aluminio, permite la
curtición sobre una gama más amplia de pH y produce una curtición mucho más
estable. Con bastante frecuencia se emplea formaldehído como curtición
suplementaria.
PARAMETROS DE LA CURTICIÓN EN ALUMINIO
Fuerte formación de hidrólisis en solución para lavados como sales de
cromo. Se debe curtir en baños lo más cortos posible y observar el
contenido de sal neutra en el baño.
Fuertes precipitaciones.
Los enlaces de las fibras de la piel se dan rápido y en combinación con
curtientes de cromo fuertemente en la superficie.
La temperatura de encogimiento es menor que la de los cueros curtidos al
cromo (aproximadamente 80-90°C).
Añadidos en parte a la curtición al cromo mejoran el grado de agotamiento
de cromo en el baño restante.
En la curtición al aluminio pura, conviene trabajar en baños relativamente
cortos para lograr una proporcionada absorción y unión de los curtientes.
CURTICIÓN AL CIRCONIO
Los curtientes de circonio son incoloros y posibilitan la fabricación de cuero blando
con corte blanco, buena solidez a la luz, blandura, plenitud, resistencia al lavado,
pudiendo alcanzar temperaturas de contracción del orden de los 96ºC.
Los cueros curtidos con circonio pueden ser teñidos con colorantes iónicos en
tonos especialmente limpios y brillantes, resistiendo bien el envejecimiento. Por
sus características este tipo de cuero se parecerá más a un cuero curtido al
vegetal que al cuero de curtición al cromo. Las sales de circonio tienen poco poder
68

rellenante y dan por lo general cueros más duros al tacto si lo comparamos con un
cuero curtido al cromo.
Las pieles piqueladas y con un pH 2-3 se bombean con una solución de sulfato de
circonio en un baño corto. Las sales de circonio tienden a ser muy astringentes por
lo cual se utilizan sales como agentes enmascarantes tales como los acetatos. El
uso de estas sales enmascaradas da un cuero más suave y de flor más fina.
Cuando las sales de circonio han atravesado de lado a lado la piel, se las basifica
para obtener un mejor agotamiento. La cantidad de óxido de circonio que se fija en
la piel aumenta en relación al aumento de concentración en el baño de curtición en
sulfato de circonio. Para evitar el hinchamiento ácido se utiliza sulfato sódico
hidratado en una proporción del 5% y esto influirá algo en la fijación de la sal de
circonio por parte de la piel.
En las etapas iniciales de la curtición los sulfatos básicos de circonio pueden ser
aniónicos y reaccionar con los grupos básicos de la piel, provocando altas
temperaturas de concentración a pH muy ácidos. Entonces, se deben modificar las
características iniciales de estas sales de circonio, en el neutralizado se
transformarán en catiónicas y darán lugar a cierta precipitación. La gran acidez y
el costo del circonio limitaron su aceptación comercial como competidor del curtido
al cromo, pero a veces se utilizan las sales de circonio como agente de recurtición
sobre el cuero al cromo para producir los efectos deseables de una flor llena y
apretada. Se combina con las sales de cromo con la finalidad de compactar la flor
y la estructura fibrosa, pero no como curtición única.
El circonio da una gran firmeza de flor y un aspecto absolutamente blanco al
cuero. Ahora bien, da firmeza de flor pero también chatura. Se obtienen cueros
mas finos, más rellenos, menos sueltos de flor que con el cromo o el aluminio, que
al teñir da colores sumamente vivos, brillantes y de gran firmeza.
69

PARÁMETROS DE LOS CURTIENTES AL CIRCONIO
En comparación con las curticiones al cromo y aluminio poseen una más fuerte
formación de la hidrólisis. Por esto se debe curtir en baños cortos y con adición de
sal neutra para evitar así, hinchazones ácidas.
El piquelado debe regularse a aproximadamente una unidad mínima de bajo valor
del pH (<pH3,0).
La adición de los curtientes puede darse en el baño del piquelado. Para lograr una
penetración más rápida de la curtición conviene trabajar en baños muy cortos y
procedimientos insolubles.
Los ensayos de penetración de la curtición se dan colocando un corte de cuero
por corto tiempo en agua. En un penetración incompleta se aprecia una zona
interior abrillantable, entonces el tiempo de curtición se deberá extender. La
basificación sucede a un valor final de pH de 3,2-3,5.
Los cueros deben neutralizarse más intensivamente y durante más tiempo para
evitar defectos en la recurtición, teñido y engraso por insuficiente difusión o
también por precipitaciones.
CURTICIÓN AL HIERRO
A pesar de la abundancia del hierro en la naturaleza, el curtido al hierro no se
practica.
Se utilizó en algunos tiempos, por ejemplo debido a la falta de abastecimiento de
cromo en épocas de guerra, pero no se llega ni cerca de lograr las características
del cuero al cromo.
70

Las sales férricas, de aluminio y cromo en estado trivalente se comportan
analíticamente de una forma muy similar.
Se puede decir que los factores que regulan la curtición al hierro son: la duración,
la concentración, basicidad y presencia de sales neutras.
El proceso debe durar entre unas 6-24 horas para permitir que se realice la
coordinación. Cuando se aumenta la concentración de la sal de hierro fijada
también aumenta la velocidad de fijación y la cantidad aumenta al aumentar la
basicidad. El sulfato sódico a pesar de tener un efecto pobre sobre la fijación de
las sales de hierro, al aumentar su concentración disminuye algo la fijación del
hierro.
El poder curtiente de las sales de hiero está entre pH 1,75 y5,50 dependiendo del
enmascamiento que tenga la sal. Cuando tenemos pH muy ácidos la fijación es
mínima porque los grupos carboxílicos de las cadenas laterales del colágeno
están sin disociar. A valores de pH por encima de 5 las sales de hierro se
encuentran en forma de sales básicas insolubles y de esta forma no pueden
penetrar la piel.
La fijación de las sales básicas de hierro se hace de una manera muy similar a las
que se dan con las sales básicas de cromo. La temperatura de contracción de un
cuero curtido con sales de hierro está entre 65-100ºC y aparentemente es
independiente la basicidad de la sal que se utiliza en la curtición y la cantidad de
hierro que se agrega a la piel. Esto parece responder a que el mecanismo de
curtición al hierro es en parte un fenómeno de absorción física y además que el
átomo de hiero se coordina con los grupos reactivos del colágeno.
Luego que las pieles son desencaladas y piqueladas se procede a tratar las pieles
con los porcentajes sobre peso tripa:
30% licor de hierro
1,5 % anhídrido ftálico
71

10-12% agua 2 % fosfato trisódico
Se coloca en el fulón el licor férrico, el anhídrido ftálico y las pieles y se
pone en funcionamiento.
Luego se agrega el fosfato sódico disuelto y lentamente.
Rodar 15 minutos y añadir 50% de agua.
Rodar 12 horas y luego se inicia una basificación con 3% de carbonato
sódico anhídro en el mínimo de agua, adicionado muy lentamente y de
forma continua.
El tiempo total de basificación debe durar unas 6 horas.
Las pieles curtidas se dejan reposar, se lavan con agua y se neutralizan con
bicarbonato sódico hasta alcanzar un pH 5,0-5,5.
Da unos colores exquisitos en el cuero, pero es una curtición que no se practica,
salvo en laboratorio.
PARÁMETROS DE LA CURTICIÓN AL HIERRO
Pieles en tripa piqueladas con un pH del baño de piquelado<2,5.
Es conveniente utilizar como curtiente el sulfato de hierro porque produce una
penetración más rápida de la curtición que las sales trivalentes.
Para la estabilización de los baños se deben utilizan enmascarantes como por
ejemplo ácido tartárico o sulfoftálico.
Para evitar la formación de manchas en el depósito en caballete se aconseja usar
glucosa o sustacias de oxidación como permanganato potásico.
La basificación con carbonato potásico debe realizarse lentamente.
72

Plenitud, tacto, resistencia de la flor y aptitud para el teñido pueden modificarse de
acuerdo a las recurticiones correspondientes con curtientes de cromo, aluminio o
sintanes.
CURTICIÓN AL AZUFRE
La curtición al azufre no es propiamente una curtición sino una incorporación en la
piel de productos que impregnan y conservan el cuero, un sistema que permite
depositar entre las fibras del cuero azufre coloidal, dándole características
diferentes en elasticidad y tenacidad. El azufre coloidal es depositado a partir de
la acidificación del hiposulfito de sodio en grandes cantidades durante el
piquelado.
La denominación "curtición al azufre" es una denominación incorrecta, sin
embargo muy utilizada.
Es un cuero de gran tenacidad que tiene más que una elasticidad, (porque elástico
sería un cuero que se estira) una gran flexibilidad sin romper. Gran resistencia a
tracciones, a movimientos o a golpes porque resulta en una lubricación de la fibra
sin aceite y si por depósito de azufre. Da tacto blando.
PROCEDIMIENTO DE LA CURTICIÓN AL AZUFRE
Las pieles en tripa luego del desencalado y rendido son sometidas a un piquelado
fuertemente ácido y penetrante, predominantemente con ácido clorhídrico, para
luego una lenta adición en parte de solución de tiosulfato sódico de 15-20%. En
esta fase se forman finos coloidales de azufre que se depositan entre los espacios
de la fibra de la piel.
73

CURTICIÓN VEGETAL
Supone la utilización de extractos vegetales ricos en Taninos como la Cúrcuma, el
y que convierte la piel en un material duradero. Los taninos se obtienen
normalmente de la Corteza de los árboles como el Nogal, la Encina, Pino
Canadiense, Quebracho, Myrobalán o Acacia Australiana. Mediante la Curtición
Vegetal se precisa sumergir la piel en estos extractos durante semanas hasta
que se consigue el efecto deseado. El proceso es limpio pero muy largo. Por eso
la industria marroquinera utiliza la curtición mineral.
CURTICION SINTETICA
El primer curtiente en tener propiedades curtientes casi idénticas con las de los
naturales fue un sintan que curte en blanco y con un quimismo bastante
complicado. Pero mas tarde fue posible fabricar por caminos mas sencillos.
PROCESO DE REBAJADO
En esta operación se ajusta el espesor del cuero a lo deseado. El objetivo principal
es conseguir cueros de espesura uniforme, tanto en un cuero específico como en
un lote de cueros.
74

Antiguamente se rebajaba a cuchillo, actualmente se realiza con máquinas de
rebajar que constan de un cilindro con cuchillas con filo helicoidal, una piedra de
afilar que mantiene las cuchillas afiladas, una mesa operativa, un cilindro
transportador y un cilindro de retención que mantiene el cuero para que no se lo
lleve la máquina. En aquellas máquinas que no tienen este cilindro, la retención la
realiza el propio operario con su cuerpo
Selección de la máquina de rebajar dependerá del tipo de trabajo de la curtiembre,
de acuerdo al tamaño de los cueros a rebajar.
El grueso del rebajado determina el grueso final de los distintos tipos de cuero.
Cuero stretch
0,4-0,5 mm
Napa confección
0,6-0,9 mm
Napa tapicería
0,8-1,2 mm
Napa calzado
1,0-1,4 mm
Empeine softy
1,5-2,4 mm
Rindbox plena flor y lijado
1,8-2,3 mm
Empeine deportivo pesado
2,3-2,8 mm y superior
Hay máquinas de rebajar en las cuales entran cueros vacunos adultos enteros.
75

Con la máquina de rebajar hay que compensar todos los problemas de espesor,
uniformizar toda el área. Pero es muy importante tener en cuenta que si luego de
rebajado se mide con un calibre el espesor de la piel que entra al recurtido
rebajada, esta piel está despareja en espesor, pero no despareja sin un sentido; si
no que con el criterio de que la barriga esté más arriba y las parte compactas casi
en el espesor final. Se trata de compensar el espesor dependiendo del sistema de
ablandado, secado y prensado que se va a usar al final. Es decir hay que prever
donde aumentar el espesor que luego será disminuido por el secado, ablandado,
etc.
Las operaciones anteriores al rebajado, tales como el curtido y la división afectan
obviamente el proceso de rebajado.
La operación de rebajado se realiza sobre cuero curtido al cromo o vegetal
húmedo, escurrido, dividido en tripa o en azul.
Todos los tipos de cueros y de pieles son rebajados, pero la aplicación más común
es en cueros vacunos después de la división del "wet blue". Se puede también
rebajar cuero vegetal, cuero seco y pieles pequeñas sin división anterior. Se
rebaja tanto el cuero flor como el descarne. El cuero flor es rebajado del lado del
carnal y el descarne se puede rebajar en ambos lados.
Además de producir un cuero en la espesura deseada y pareja, el proceso de
rebajado hace que se abran las fibras, facilitando la introducción de productos
químicos en el cuero en las operaciones siguientes.
El cuero a ser rebajado en azul puede haber sido previamente dividido en tripa o
en azul.
Los cueros divididos en tripa tienden a presentar espesuras más desiguales y
requieren más rebajado que los divididos en azul. En Europa, la mayoría de los
cueros son divididos en tripa mientras que, en los Estados Unidos, la mayoría en
azul, excepto los cueros enteros para tapicería. La elección del sistema con el fin
76

de obtener los mejores resultados dependerá, por lo tanto, de la combinación de
procesos, de la calidad de los cueros verdes o salados disponibles y también de la
relación de los precios del cuero flor y del descarne.
PROBLEMAS QUE PUEDEN PRESENTARSE
Los problemas que pueden presentarse en el rebajado pueden ser causados por
las propias características del cuero o como resultado de operaciones anteriores,
regulación no correcta de la máquina de rebajar o por cuchillas defectuosas o mal
colocadas.
El espesor logrado después del rebajado no es uniforme.
El espesor desigual del cuero rebajado se puede deber a un curtido muy desigual,
a un estiramiento insuficiente y desigual, a una máquina rebajadora en mal estado
o a cuchillas de rebajar con filo defectuoso.
Problemas producidos en la superficie del cuero como por ejemplo marcas.
Se presentan como líneas paralelas en la superficie del cuero después del
rebajado y no desaparecen inclusive después de las operaciones de acabado. Se
trata de un fenómeno que depende de las características de rigidez y elasticidad
de los componentes de la máquina y del cuero y puede ser causado por una
combinación de defectos en la máquina, en las cuchillas o en el cuero.
En general, el rebajado se torna más difícil y con mayor probabilidad de marcas
cuando: los cueros que serán rebajados son más finos y más blandos y por lo
tanto, más elásticos: como por ejemplo los cueros de cerca de 1 mm o más finos
para tapicería o vestimenta y los cueros de becerro, los cuales tienen mayor
elasticidad.
Cuando el curtido no es uniforme o adecuado se pueden producir marcas en los
flancos o en las barrigas, pues son las partes más elásticas.
77

Si el cuero contiene demasiada humedad es mayor es la tendencia a producirse
marcas y si la velocidad de transporte del cuero es alta.
PROCESO DE RECURTIDO O TEÑIDO
Es el tratamiento del cuero curtido con uno o más productos químicos para
completar el curtido o darle características finales al cuero que no son obtenibles
con la sola curtición convencional, un cuero más lleno, con mejor resistencia al
agua, mayor blandura o para favorecer la igualación de tintura.
Por la gran cantidad de productos químicos existentes en el mercado se consigue
el recurtido posibilita igualación de partidas curtidas diferentes, corrección de
defectos de operaciones anteriores como pueden ser pieles que en bruto han sido
mal tratadas, la piel así adquiere la firmeza, textura, tacto y comportamiento
necesario para su comercialización en cada tipo de cuero.
OBJETIVOS-VENTAJAS DEL RECURTIDO
La función del recurtido ha variado con el correr del tiempo. A principios de los 50
cuando surgía el grano corregido, consistía en llenar el cuero al máximo para
conseguir buena firmeza de flor, buena lijabilidad y que se pudiera aprovechar de
la mejor manera la superficie en las fábricas de calzado. En las fórmulas de
recurtido los productos fundamentales eran los curtientes vegetales y de
sustitución y los curtientes resínicos de relleno selectivo que se empleaban en
grandes cantidades. La finura del poro y la facilidad del posterior teñido no eran
una exigencia en esos momentos. No sólo que no se pedía blandura sino que era
no deseada.
78

LAS VENTAJAS de un recurtido pueden enumerarse de la siguiente manera:
Igualación de las diferencias de grueso
Un cuero curtido únicamente al cromo muestra las diferencias naturales de grueso
del cuero. Por esto hay el deseo de compensar las diferencias de grueso ya que
en las fábricas de zapatos, las partes sueltas de piel tienen menos valor y deben
ser rechazadas en parte.
Se le da más cuerpo al cuero principalmente en las partes más pobres en
sustancia dérmica como los flancos.
Ganancia en superficie después de secar en pasting
Mediante una recurtición un poco más fuerte, se pueden estirar los cueros más
fuerte antes del secado Pasting sin perder sensiblemente grueso. Sin embargo, la
ganancia en superficie puede ser de hasta 10%.
Menor soltura de flor
El cuero puro cromo, no recurtido, tiende a la soltura de flor al lijarlo o al secarlo
por métodos modernos. Enriqueciendo la zona de flor con recurtientes de relleno y
que den firmeza, puede evitarse este defecto.
Lijabilidad de la capa de flor
Frecuentemente el rindbox se lija con mayor o menor profundidad por la parte flor.
Esto se hace por dos motivos: por una parte para empequeñecer el poro grande y
abierto del ganado vacuno, y por otra parte para eliminar parcialmente los
numerosos daños de flor. Una eliminación total de daños profundos en flor, es
posible sólo en algunos casos.
Facilitar el acabado
79

El recurtido tiene gran importancia sobre la colocación del engrase y con ello
sobre el poder absorbente del cuero. De esta forma puede ser influenciada la
colocación y el anclaje del acabado con ligantes de polimerización.
Fabricación de cueros grabados de flor
Con frecuencia se da al cuero un grabado de flor. Generalmente se da a la capa
de flor un grabado de algún dibujo que se realiza con prensa hidráulica. En la
fábrica de calzado se desea que esta flor grabada sea visible aún en el zapato
hecho. En cuero puro cromo, o sea no recurtido, desaparece el grabado de flor
con cierta facilidad. Por otra parte, el grabado de flor elimina numerosos defectos
de flor. También permite la obtención de efectos de moda (crispado, imitación
reptil).
Precio de venta más alto
Con un recurtido adecuada, puede obtenerse un cuero de empeine lleno y liso aún
a partir de materia prima de baja calidad. El precio de los productos de la
recurtición puede ser compensado fácilmente, además, el cuero tiene menos
pérdidas al manufacturarlo con lo que hay menos "recortes" (con esto entendemos
los desperdicios que resultan al fabricar zapatos o artículos de cuero). Esta
pérdida no debiera sobrepasar 10-15 % de la superficie inicial del cuero.
Cuero al cromo
Recurtido con Mejoramiento
Vegetal y sintanesPlenitud, firmeza, soltura, tacto
Curtientes blancos
Color de curtición, fineza de la
flor, tacto
80

Curtientes de cromo
Aptitud para la tintura, flor,
estabilidad al calor
Curtientes poliméricos
Blandura, tacto, plenitud,
fijación de cromo
Aluminio/circonio
Estructura de la fibra, fineza
de la flor, brillo
Curtientes de resinas
Selectivo relleno, flor
resistencia
Dialdehídoglutárico
Fineza de la flor, estabilidad al
sudor
Cuero vegetal/sintético
Recurtido con Mejoramiento
Vegetal y sintanes: Rendimiento, color de curtición, igualación de color
Curtientes al cromo: Estabilidad a la temperatura, aptitud de tintura
Resinas: Plenitud, estabilidad al calor y álcali
Aluminio/circonio: Aptitud al esmerilado, aptitud a la tintura, color de
curtición
Cuero aluminio
81

Recurtido con Mejoramiento
Dialdehídoglutárico: Estabilidad al sudor, blandura
ACONDICIONADO DEL CUERO
Son aquellas operaciones que se realizan con el fin de devolver al cuero su
flexibilidad y presentación, quitándoles la característica de cuero acartonado
producido en el secado. Debido a la fuerza de cohesión ínter fibrilar, el cuero
después del primer secado es duro y sin flexibilidad. Esta característica es menor
cuanto mayor sea la cantidad de grasa utilizada en operación de engrase y
comienza a notarse cuando el contenido de humedad del cuero es menor al 32%.
Después del primer secado, cuando el cuero queda con bajo contenido de
humedad, si se lo quiere ablandar por medios mecánicos (palizón y mollisa), se
producirán roturas en sus fibras produciendo por lo tanto cueros flojos y
quebradizos. Para evitarlo, se humedecen los cueros, en más o menos 34% de
humedad, se deja en reposo durante un determinado tiempo para que la misma se
empareje y luego si se procede a ablandarlos. En este estado las fibras no se
rompen al flexibilizarse. Luego se seca (ya sea vacum, toglin, etc.) hasta dejar al
cuero con un 12-14% de humedad. Obtendremos así el cuero deseado (blando,
semiblando, etc.).
ACABADO
82

El acabado de piel es un proceso que se realiza al cuero después de la tintura, el
engrase y secado. El objetivo fundamental del acabado es mejorar las
propiedades físicas y estéticas del material curtido. Como por ejemplo,
incrementar la protección frente a la humedad, la suciedad, también el aspecto del
cuero cubriendo defectos naturales ó producidos en las operaciones previas del
proceso de fabricación, y aumentar las resistencias de solideces en pruebas
físicas, como lo son la resistencia a la luz del sol, resistencia al mojar el articulo,
resistencia al rasgado, adherencia, flexión, entre otras que se exigen para cada
artículo. El propósito que tiene este artículo es la crear un interés en el área del
acabado de cueros y fomentar un poco el trabajo que se realiza en estado, ya que
ha decaído estrepitosamente por la importación de producto chino. En si esta es
una profesión que hoy en día exige gente muy preparada, además de basta
experiencia en el manejo de productos y maquinarias que se utiliza en el acabado,
pero que trae consigo muchos beneficios ya que al ser una persona apta para
realizar desarrollos innovadores y creativos, serán el plus que marcaran las
tendencias de la nueva moda en líneas como el calzado, muebles, confección, etc.
TIPOS DE ACABADO
El acabado de un cuero dependerá del artículo a que se destine.
Las soluciones pigmentarias se pueden aplicar con las máquinas convencionales
tales como: felpas, rodillos, cortina, sopletes aerográficos o air-less, o bien con
máquinas especiales tales como el sistema transfer y el sistema de película sobre
papel.
El acabado se puede clasificar en distintos tipos según:
Según la técnica: abrillantables, abrillantables y con planchas, con plancha, a
soplete, a cortina
Según los productos: caeínicos, plásticos o con polímeros, nitrocelulósicos, charol,
poliuretanicos
83

Según su efecto y poder cubriente: anilina, semi-anilina, pigmentado, fantasía,
dobles tonos, patinados, etc.
En general se llevan a cabo acabados combinados de plástico-caseínas y plástico-
nitrocelulósico. En el primer caso, se pueden emplear en conjunto los productos
plástico y albuminoides y el en el segundo caso, debido a los diferentes
disolventes necesarios el acabado nitrocelulósico se aplica sobre un fondo plástico
o plástico-albuminoide. Las nitrocelulosas emulsionadas constituyen una
excepción pues pueden aplicarse en el acabado plástico como en un tratamiento
posterior.
El acabado combinado caseína-nitrocelulosa es problemático ya que los ligantes
albuminoides no se disuelven ni se hinchan con los disolventes nitrocelulósicos
usuales y por lo tanto la película nitrocelulósica no se hincha en forma suficiente
sobre el fondo caseínico o albuminoideo. Para ello se utiliza la emulsión de
nitrocelulosa. El acabado abrillantable se va dejando de lado y utilizamos el
sistema a la plancha como más frecuente. La causa de esto es el creciente
empleo de ligantes de polimerización.
El acabado a pistola y a cortina se diferencia por su técnica de aplicación.
Mientras uno se realiza por pulverización, el otro en forma de cortina líquida que
cae sobre la superficie del cuero. El sistema a pistola puede ser combinado fondo-
felpa, resto a pistola o a soplete puro o fondo-felpa, cortina-soplete.
ABRILLANTABLES
En este tipo de acabado se utilizan como ligantes las proteínas: caseína y
albúmina. Se obtienen acabados transparentes de elevado brillo que dejan ver
bien el poro de la flor y con ello todos sus defectos, los cuales incluso pueden
quedar resaltados en la operación de abrillantado.
84

Para terminar una piel con este tipo de acabado es necesario que se trate de una
piel de buena calidad y además que todas las operaciones mecánicas y de
fabricación en húmedo se hayan realizado correctamente, ya que los defectos se
resaltan al abrillantar.
Por este motivo de que se notan más las fallas del cuero (venas, espinillas,
enfermedades, etc.) se suele aplicar una capa cubriente plástica y arriba una
nitrocelulósica y se plancha para igualar la superficie de la piel y disimular más los
defectos
TERMOPLÁTICOS
El acabado termoplástico es un tipo de acabado en el cual se utilizan como
ligantes las emulsiones de resinas. La operación mecánica fundamental es el
prensado o planchado que sirve para alisar las pieles mediante la acción de la
temperatura y la presión. Muchas veces las pieles se graban con una placa de
poro o con un grano determinado para enmascarar defectos naturales. El acabado
termoplástico se aplica principalmente a pieles que presentan defectos. Estas
pueden acabarse plena flor o bien realizar un esmerilado de ella para mejorar su
apariencia. Generalmente el acabado es del tipo pigmentado y las capas aplicadas
son gruesas. A pesar de su versatilidad es el tipo de acabado que más se le exige
en sus propiedades físicas y solideces. Es importante el tipo de resina aplicada y
el método de aplicación. Para conseguir el máximo rendimiento es necesario
aplicarlas en capas abundantes a partir de soluciones concentradas. La
temperatura de secado debe ser lo suficientemente alta para que tenga lugar la
correcta formación de la película. En este tipo de acabado se pueden presentar
problemas de adherencia que se manifiestan porque el acabado pela. En general
la fuerza necesaria para separar la película es inversamente proporcional a su
resistencia estructural. Cuanto más gruesa sea la película y mayor su
termoplasticidad se nos pueden presentar problemas en el apilado posterior al
secado y que las pieles se peguen unas a otras. El brillo y la solidez del acabado,
así como el tacto final se obtienen al aplicarle la capa de apresto final. Los
85

acabados termoplásticos tienen solideces deficientes a los disolventes, al igual
que al calor, pero su solidez al frote húmedo es adecuada.
ACABADO PURA ANILINA
Normalmente se aplica sobre pieles de elevada calidad, es transparente y no debe
contener ningún tipo de pigmento, ni de otros productos cubrientes. Los efectos de
avivado, contraste o igualación del color se obtienen con colorantes. En este tipo
de acabado se puede observar el poro de la piel en toda su belleza. En la práctica
se aceptan como acabados anilina aquellos que contienen una pequeña cantidad
de pigmentos orgánicos para igualar, avivar o contrastar el color.
ACABADO SEMIANILINA
Es aquel que tiene un cierto efecto cubriente conseguido por la adición moderada
de pigmentos orgánicos o minerales en combinación con colorantes de avivaje.
Los acabados con capas totalmente cubrientes, seguidas de capas transparentes
con colorantes, no deberían llamarse semianilina, pues en realidad son acabados
pigmentados con efectos de contraste tipo anilina.
ACABADO PIGMENTADO
Es un acabado de elevado poder de cobertura que se consigue por la utilización
de cantidades importantes de pigmentos con capacidad cubriente. Estos
productos no dejan ver bien el poro de la piel. Se aplica este tipo de acabado
sobre pieles de flor deficiente o corregida para que una vez el cuero terminado no
se aprecien los defectos que tenían las pieles. Generalmente este tipo de acabado
lleva un grabado en la flor con grano de poro u otro para ayudar a disimular los
defectos. La adición a estos acabados de colorantes en mezcla con los pigmentos,
86

en las capas intermedias o posteriores puede embellecer el artículo pero no
modifica su capacidad de cobertura.
ACABADO TIPO CHAROL
Se aplica sobre cuero de baja calidad rectificado y consiste en obtener sobre ellos
una gruesa capa de poliuretanos que proporcione el típico brillo de este artículo.
En el acabado charol clásico con barniz de aceite, la superficie de cierre no se
alisa con el abrillantado ni con el planchado, pues el brillo del charol se produce
con el secado del barniz. El acabado del charol en frío es un acabado combinado
de plástico y barniz sintético. La mayor parte de cuero charol se fabrica de color
blanco y negro aunque hoy en día también se puede obtener en colores. Se aplica
con máquina de cortina en locales libres de polvo y el acabado se seca colocando
la piel sobre bandejas horizontales.
ACABADO TIPO TRANSFER
Consiste en pegar los serrajes sobre una película de poliuretano que se ha
obtenido encima de un molde que es el negativo del grano de la piel. La película
se obtiene pulverizando conjuntamente con una pistola especial los dos
componentes el isocianato y una amina o poliol.
ACABADO TIPO CALCOMANÍA
Consiste en aplicar sobre una piel acabada especialmente pieles pequeñas,
dibujos, motivos ornamentales, o películas incoloras que se encuentran
preparadas sobre cartulinas y acostumbran a calcarse sobre el cuero por la
aplicación de calor y presión.
ACABADOS ESPECIALES PARA EMPEINE
El acabado del cuero para empeine varía considerablemente según la moda; sin
embargo hay una serie de artículos que se repiten de forma periódica y que se
podrían considerar clásicos tales como: florentique, tacto graso, cuero viejo, lúcido
y clímax, por mencionar algunos de ellos.
87

En el acabado Florentique al frotar los zapatos con un abrasivo suave, se obtiene
un efecto de contraste con un excelente brillo. Primero se aplica a las pieles un
fondo y una laca resistente al frote y al final se les aplica una laca coloreada de
tonalidad más oscura que sea blanda, para que al frotar se pueda eliminar
parcialmente.
El acabado de tacto graso es en general en colores oscuros y cuando se monta el
zapato o se dobla la piel, en esas zonas se aclara el color de forma perceptible.
Este acabado se logra realizando una impregnación con aceites especiales y
planchando después la piel a elevada temperatura.
El aspecto del acabado cuero viejo se logra aplicando a la piel un fondo más o
menos pigmentado y después un efecto fuertemente contrastado cuya adherencia
sea mediocre. Al bombear o cepillar dicho acabado se desprende la última capa
de forma irregular. Luego se fija el acabado con aprestos o lacas transparentes
dando la apariencia de cuero viejo.
Las pieles de aspecto natural, se oscurecen y abrillantan cuando se cepillan. El
tipo de acabado lúcido se consigue aplicando a la piel una cera.
EL ACABADO CLÍMAX
Es una imitación con pieles de flor corregida, de la cabra plena flor. Para obtener
este acabado se aplica sobre la piel un fondo termoplástico blando y una capa
abundante de laca emulsión sobre la cual se pone una capa de laca dura y
brillante coloreada en un tono más oscuro. La piel se graba con una placa que sea
capaz de cortar la última capa de laca. Se humedecen las pieles por el lado de
carne y se ablandan en bombo para acentuar el efecto. Las pieles se terminan
dándoles un planchado satinado.
ESTAMPACIÓN
La técnica de la estampación se encuentra muy desarrollada en el ramo textil, y
consiste en aplicar un dibujo sobre la tela lisa y blanca o de color. El dibujo que se
88

reproduce sobre un fino tramado se coloca en un marco y éste sirve para aplicar el
pigmento mezclado con ligante sobre la tela. En cada pasada se aplica un solo
color, pudiéndose dar en distintas veces los colores que se deseen. En los últimos
años parece que esta técnica se empiece a aplicar especialmente sobre las pieles
de cordero tipo napa o bien sobre antelana por el lado velour, lográndose efectos
muy sorprendentes en la confección de prendas. Estos trabajos de estampación,
al requerir aparatos y técnicas especiales se realizan en talleres de estampación
textil.
ACABADO DEL CUERO VEGETAL
Al cuero para suela antes sólo se le daba brillo a base de soluciones de caseína o
emulsiones de cera que proporcionaban brillo al frotarlas. Posteriormente, a los
brillos se les adjuntó algún pigmento para disimular defectos, y en la actualidad,
aparte de que se pueden teñir de muy diversos colores, los crupones de suela se
pueden desflorar y acabar en negro o en cualquier otro color. La vaquetilla se
acaba de color natural aplicándole más o menos brillo o bien a base de resinas y
caseínas mezcladas con pigmentos. La badana vegetal se puede acabar
abrillantada o bien pigmentada.
ACABADO DE PIELES TIPOS NUBUCK, ANTE Y SERRAJE AFELPADO
El acabado del ante o afelpado consiste en obtener una felpa uniforme del lado de
carne de la piel. En el artículo conocido como nubuck, las pieles vacunas de gran
calidad se esmerilan muy ligeramente por el lado de flor. En los artículos
afelpados, la fibra siempre es más grosera que en el nubuck, ya que las fibras del
lado de carne son más gruesas que las correspondientes al lado de flor. Los
artículos afelpados se pueden esmerilar después de un secado intermedio y
después de teñir y secar, sólo el intermedio o sólo al final. La humedad que
contiene la piel debe situarse alrededor del 20% y dependerá mucho del tipo de
recurtición. La eliminación del polvo formado al esmerilar la piel se realiza con las
máquinas de aire comprimido o en los bombos de abatanado. En este último caso
se elimina el polvo se ablandan las pieles. En la eliminación del polvo pueden
89

presentarse problemas de cargas electrostáticas, en cuyo caso se les puede
proporcionar humedad para facilitar su eliminación. Una vez las pieles ablandadas
deben pinzarse para secarlas bien planas, una vez pinzadas es conveniente
peinarles la felpa para que quede toda hacia un lado y se obtenga ?un artículo
más uniforme. El pinzado se realiza en secaderos del tipo manual de placas
perforadas móviles o automáticas. Véase figura 5. El color se modifica al
esmerilar, con lo cual puede quedar distinto del de la muestre a imitar. En estos
casos puede ser conveniente remontar el color a pistola aplicando soluciones de
anilina, que para que no dejen Jebe añadírsele resina o algún aceite secante.
ACABADO DE LA PIEL DE CORDERO TIPO ANTE-LANA
Las pieles engrasadas y escurridas deben salir del secadero completamente
secas y después se les proporciona una cierta humedad a máquina para
acondicionarlas y poderlas ablandar. La lana se moja con cepillo ó en máquina
con soluciones cuya composición para artículos de ante-lana puede ser solución
de apertura a base de ácido fórmico y alcohol y una solución de fijación a base de
ácido fórmico y alcohol y una solución de fijación a base de los mismos productos
adicionados de formol. Posteriormente las pieles pasan por la máquina de
planchar que trabaja a unos 170ºC o a temperaturas superiores si el planchado se
realiza en continuo con la finalidad de estirar la lana. Después de cada planchado
es necesario rasar la lana levantada y repetir la operación de mojar y planchar.
Según la calidad deseada y el tipo de piel suelen ser suficientes de 2 a 4 pasadas.
Las primeras con solución de apertura y en las últimas con fijación. Las pieles que
no se han desengrasado o que éste ha sido deficiente pueden tratarse durante
unos minutos en la máquina de desengrasar, antes de proceder al esmerilado.
Antes de esmerilar las pieles se acondicionan a máquina y se apilan para que la
humedad se reparta uniformemente. Se considera una humedad adecuada el
20%. El tamaño del grano de esmeril varía según el tipo de pieles, la curtición y la
humedad pero oscila entre nº 120 y nº 380. De esta forma las pieles quedan
preparadas para la tintura que se inicia con una humectación y posterior tintura en
90

molineta o bombos especiales. Al quitar las pieles se escurren y se vuelven a
secar. Después se mojan de nuevo, a máquina para acondicionarlas, se abatanan,
se ablandan y se planchan con formulaciones y temperaturas. Después de
planchar las pieles se rasan. Para obtener un buen acabado son suficientes 1-2
planchados. El acabado del cuero se hace pasando las pieles por la máquina de
ablandar. Si es necesario se les quita el polvo. También pueden, pasarse por la
máquina de pulir. Determinados tipos de pieles y curticiones precisan de un
pinzado que puede hacerse antes o después del ablandado.
ACABADOS DE LAS CARNES
En el cuero para empeine de calidad es conveniente presentar un lado de carne
impecable, lo cual mejora mucho la calidad del cuero. Para ello el lado de carne se
esmerila antes de iniciarse el acabado propiamente dicho, en una fulminosa y un
papel grosero, de 80 para eliminar los restos de carne que pudieran quedar sobre
la piel. Después debe desempolvarse También puede ser interesante aplicar a la
carne una solución de alginatos, caseína y resina o mezclas de estos productos
para que la felpa y las partículas de polvo queden pegadas a la piel y no molesten
el acabado.
BIBLIOGRAFIA
http://www.cueronet.com/flujograma/rebajado.htm#PROBLEMAS
91

https://www.google.com.co/search?
hl=es&site=imghp&tbm=isch&source=hp&biw=962&bih=640&q=Maquina+de+reba
jado&oq=Maquina+de+rebajado&gs_l=img.3...1222.6443.0.6767.25.14.0.0.0.0.0.0.
.0.0...0.0...1ac.1.5.img.zUIfN6QUcKw
http://www.fao.org/docrep/006/Y5068T/y5068t0v.htm
http://anderquim.com/Upload/Tipos_Cuero.pdf
http://www2.ine.gob.mx/publicaciones/libros/122/cap1.html
http://www.slideshare.net/ludyslu/proceso-de-curtido-de-pieles
http://www.biologia.edu.ar/tesis/forcillo/proceso_de_curtido.htm
http://www.monografias.com/trabajos36/curtido-de-cuero/curtido-de-cuero2.shtml
92