DISEÑO DE INSTALACIONES INDUSTRIALES ufhec/Diseño de... · Podemos definir la distribución en...
51
Dirección de la Producción. Curso 2006-2007 DISEÑO DE INSTALACIONES INDUSTRIALES Profesor: Andrés Berroa, Ing. MA 1 Trabajo intelectual de: Ing. Andrés Berroa
Transcript of DISEÑO DE INSTALACIONES INDUSTRIALES ufhec/Diseño de... · Podemos definir la distribución en...

Dirección de la Producción. Curso 2006-2007
DISEÑO DE INSTALACIONES
INDUSTRIALES
Profesor:
Andrés Berroa, Ing. MA
1 Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
LA DISTRIBUCIÓN FÍSICA DE LAS INSTALACIONES
Podemos definir la distribución en planta como la ubicación de las distintas máquinas, puestos de trabajo, áreas de servicio al cliente, almacenes, oficinas, zonas de descanso, pasillos, flujos de materiales y personas, etc. dentro de los edificios de la empresa de forma que se consiga el mejor funcionamiento de las instalaciones.
Optimizar el aprovechamiento de la mano de obra, la maquinaria y el espacio
Mejorar el aspecto de las instalaciones de trabajo de cara al público.
Objetivos básicos: Optimizar la capacidad productiva
Reducir los costes de movimiento de materiales
Proporcionar espacio suficiente para los distintos procesos
Incrementar el grado de flexibilidad
Garantizar la salud y seguridad de los trabajadores
Facilitar la supervisión de las tareas y las actividades de mantenimiento
Mejorar la satisfacción del personal.
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
3 Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
Ventajas de una Eficiente Distribución en Planta
4
Las ventajas que resultan de una eficiente distribución en planta que no sólo abarque la ordenación más económica de las áreas de trabajo y equipo sino también una ordenación segura y satisfactoria para los empleados, son las siguientes:
1.- Se reducen los riesgos de enfermedades profesionales y de accidentes de trabajo, eliminándose lugares inseguros, pasos peligrosos y materiales en los pasillos.
2.- Se mejora la moral y se da mayor satisfacción al obrero, evitando áreas incómodas y que hacen tedioso el trabajo para el personal.
3.- Se aumenta la producción, ya que cuanto más perfecta es una distribución se disminuyen los tiempos de proceso y se aceleran los flujos.
4.- Se obtiene un menor número de retrasos, reduciéndose y eliminándose los tiempos de espera, al equilibrar los tiempos de trabajo y cargas de cada departamento.
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
5
5.- Se obtiene un ahorro de espacio, al disminuirse
las distancias de recorrido y eliminarse pasillos
inútiles y materiales en espera.
6.- Se reduce el manejo de materiales distribuyendo
por procesos y diseñando líneas de montaje.
7.- Se utiliza mejor la maquinaria, la mano de obra y
los servicios.
8.- Se reduce el material en proceso.
9.- Se facilitan las tareas de vigilancia y control,
ubicando adecuadamente los puestos de supervisión
de manera que se tenga una completa visión de la
zona de trabajo y de los puntos de demora.
10.- Se reducen los riesgos de deterioro del material
y se aumenta la calidad del producto, separando las
operaciones que son nocivas unas a otras
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
6
11.- Se facilita el ajuste al variar las condiciones. Es decir al prever las ampliaciones, los aumentos de demanda o reducciones del mercado se eliminan los inconvenientes de las expansiones o disminuciones de la planta.
12.- Se mejora y facilita el control de costos, al reunir procesos similares, que facilitan la contabilidad de costos.
13.- Se obtienen mejores condiciones sanitarias, que son indispensables tanto para la calidad de los productos, como para favorecer la salud de los empleados.
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
Principios básicos de la distribución en planta.
7
1. Principio de la satisfacción y de la seguridad.
A igualdad de condiciones, será siempre más efectiva la distribución que haga el trabajo más satisfactorio y seguro para los trabajadores.
2. Principio de la integración de conjunto.
La mejor distribución es la que integra a los hombres, materiales, maquinaria, actividades auxiliares y cualquier otro factor, de modo que resulte el compromiso mejor entre todas estas partes
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
8
3. Principio de la mínima distancia recorrida. A igualdad de condiciones, es siempre mejor la
distribución que permite que la distancia a recorrer por el material sea la menor posible.
4. Principio de la circulación o flujo de materiales. En igualdad de condiciones, es mejor aquella distribución
que ordene las áreas de trabajo de modo que cada operación o proceso esté en el mismo orden o secuencia en que se transformen, tratan o montan los materiales.
5. Principio del espacio cúbico.
La economía se obtiene utilizando de un modo efectivo todo el espacio disponible, tanto en horizontal como en vertical.
6. Principio de la flexibilidad.
A igualdad de condiciones será siempre más efectiva la distribución que pueda ser ajustada o reordenada con menos costo o inconvenientes.
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
Factores que afectan a la distribución en planta.
9
1. Materiales (materias primas, productos en curso, productos terminados). Incluyendo variedad, cantidad, operaciones necesarias, secuencias, etc.
2. Maquinaria.
3. Trabajadores.
4. Movimientos (de personas y materiales).
5. Espera (almacenes temporales, permanentes, salas de espera).
6. Servicios (mantenimiento, inspección, control, programación, etc)
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
PRINCIPALES TIPOS DE DISTRIBUCIÓN EN PLANTA
Distribución por PROCESOS o funcional o tipo job-shop:
•Pequeños lotes, escasamente estandarizados, maquinaria genérica poco especializada (
flexibilidad).
•El personal y las máquinas se agrupan según la función que realizan
•Cada producto a fabricar realiza un recorrido distinto por la planta según las operaciones que
requiera. Se generan diferentes flujos de materiales entre los diferentes talleres.
•Recorridos distintos, llegando a ser caóticos.
•Transporte con transpaletas y otros vehículos.
•Trabajadores altamente cualificados. Ejemplos: talleres de carpintería, mecánicos.
Menor inversión en maquinaria: menor
duplicidad.
Elevada flexibilidad.
Mayor motivación de los trabajadores.
Mejora del proceso de control.
Reducidos costes de fabricación.
Las averías en la maquinaria no
interrumpen todo el proceso.
VENTAJAS INCONVENIENTES
Dificultad a la hora de fijar las rutas y
los programas.
Más manipulación de materiales y
costes más elevados.
Dificultad de coordinación de los
flujos de materiales y ausencia de un
control visual.
El tiempo total de fabricación.
El inventario en curso es mayor.
Requiere una mayor superficie.
Mayor cualificación de la mano de
obra.
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
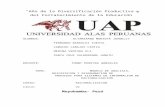
PRINCIPALES TIPOS DE DISTRIBUCIÓN EN PLANTA
Fresadoras
Taladros
Tornos
Inspección Ensamblado
Almacén
de
materiales
Pintura
Recepción Embarque
Almacén de
productos
terminados
Línea de
fabricación C
Línea de
ensamblado final
Rec
ep
ció
n
Em
ba
rqu
e
Lín
ea
de
fab
ric
ac
ión
B
Lín
ea
de
fab
ric
ac
ión
A
Distribución por procesos Distribución por producto
T T T
T T t t F F F F
P P
E E
Producto A
Producto B
Producto C Principales tipos de distribución en planta
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
Distribución por PRODUCTOS:
•Fabricar un reducido número de productos diferentes, altamente estandarizados y
•habitualmente en grandes lotes.
•Agrupa en un departamento todas la operaciones necesarias para fabricar el producto,
colocando cada operación lo más cerca posible de su predecesora.
•El producto sigue la secuencia establecida.
•Secuencia pre-establecida. Secuenciación y equilibrado de operaciones es crítico.
•Formas: en línea, en U, en L, en O y en S
•Maquinaria altamente especializada
Menores retrasos (rutas directas).
Tiempo total de fabricación menor.
Menores cantidades de trabajo en curso.
Menor manipulación de materiales.
Estrecha coordinación.
Menor superficie de suelo ocupado por
unidad de producto.
Escaso grado de cualificación,
formación y supervisión.
VENTAJAS INCONVENIENTES
Elevada inversión en maquinaria:
duplicidades.
Menor flexibilidad.
Menor cualificación en los operarios.
Costes más elevados.
Peligro que se pare toda la línea de
producción si una máquina sufre una
avería.
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
PRINCIPALES TIPOS DE DISTRIBUCIÓN EN PLANTA
Tecnología de
grupo:
Distribución
celular
Distribución por procesos vs. Distribución celular
Supone desarrollar un sistema de codificación de los
componentes que forman parte de los productos fabricados por
la organización. Así es posible:
-Simplificar la determinación de la ruta de cada parte a lo
largo del proceso
-Reducir el número de componentes a diseñar
-Agrupar las partes con características similares en familias,
lo que facilita procesos estándares más eficientes
-Asignar cada familia de piezas a distintas células de
fabricación
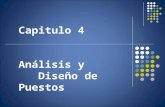
Las máquinas se agrupan en células que funcionan como islas
de distribución por productos en medio de una distribución por
procesos de toda la planta
Cada célula fabrica una familia de componentes que requiere
operaciones similares
Se procura que estas agrupaciones de máquinas tengan formas
cerradas con el fin de minimizar recorridos y movimientos
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
PRINCIPALES TIPOS DE DISTRIBUCIÓN EN PLANTA
Recepción y Embarque
Ensamblaje
Rectificación
To
To
To
To
To To
Ta
Ta Ta
Ta
E E
E E
R R
R
R
R
R
To To
To
To
F
F
F
Ta
Ta
R
R
R
Recepción
Embarques
Célula 1
Célula 2
Célula 3
Área de ensamblaje
F
F
F
F
F
F
Taladros Tornos
Fresadoras
E
E
Distribución
por procesos
Distribución
celular
Distribución por procesos vs. Distribución celular
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
PRINCIPALES TIPOS DE DISTRIBUCIÓN EN PLANTA
Distribución CELULAR :
Simplificación de los tiempos de cambio
de la maquinaria.
Reducción del tiempo de formación.
Reducción de los costes asociados al
flujo de materiales.
Reducción de los tiempos de
fabricación.
Reducción del nivel de inventario.
Facilidad a la hora de automatizar la
producción.
Creación de un espíritu de trabajo en
equipo: mejora la motivación y la
productividad de la célula
VENTAJAS INCONVENIENTES
Duplicidad de equipamientos.
Dificultad para establecer células de
fabricación en determinados tipos de
procesos.
Mayor inversión en maquinaria,
equipamiento y superficie.
Necesidad de trabajadores
polivalentes.
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
PRINCIPALES TIPOS DE DISTRIBUCIÓN EN PLANTA
Distribución DE PUNTO FIJO :
Las características del producto (elevado tamaño o peso) recomiendan localizar el producto en
una posición fija. Los trabajadores, máquinas, herramientas y materiales se desplazan.
Reducción en el manejo de piezas
grandes.
Elevada flexibilidad (cambios frecuentes
en el diseño y secuencia de los
productos y una demanda intermitente).
VENTAJAS
INCONVENIENTES
Escasa flexibilidad en los tiempos de
fabricación, ya que el flujo de
fabricación no puede ser más rápido
que la actividad más lenta,
Necesidad de una inversión elevada
en equipos específicos.
Monotonía de los trabajos.
Se localiza la maquinaria,
materiales y herramientas según la
frecuencia de uso.
Trabajo intelectual de: Ing. Andrés Berroa

Dirección de la Producción. Curso 2006-2007
El proceso seleccionado debe ajustarse según la cantidad y
la variedad
Enfoque del proceso
Proyectos y talleres
(maquinaria, imprenta
comercial restaurante
francés, carpintería)
Repetitivo
(automóviles, motos)
Harley Davidson
Enfoque de producto
(pastelería industrial,
acero, vidrio, etc.)
Alta variedad
Una o algunas unidades
por serie de fabricación
(permite la
personalización)
Cambios en los módulos
Series pequeñas, módulos
estandarizados
Cambios en los
atributos (tales como
grado, calidad, tamaño,
espesor, etc.) Sólo
grandes series
Personalización a gran escala
(difícil de alcanzar, pero
grandes beneficios)
Dell Computer Corp.
Mala estrategia
(los costes
variables son
altos)
Poca cantidad Proceso repetitivo Alto volumen
Trabajo intelectual de: Ing. Andrés Berroa

Diseño de procesos
productivos

1.Selección del proceso
Proceso:
Conjunto de actividades que recibe uno o más
insumos y crea un producto.
En un proceso confluyen una o varias tareas.
INSUMOS PROCESO PRODUCTO
Trabajo intelectual de: Ing. Andrés Berroa

Tipos de procesos productivos
PROYECTO INTERMITENTE FLUJO LINEAL
TALLER LOTE LÍNEAS DE
ENSAM-
BLAJE
CONTINUO
Volúmenes de producción Bajo Alto

Tipos de procesos productivos
Proyectos • Fabricación de productos
únicos o exclusivos.
• Una o muy pocas unidades
• Actividades que deben llevarse a cabo en un lapso de tiempo y en secuencia
• Control: técnicas de administración y proyectos (PERT – CPM)
• Períodos de fabricación largos y altos costos
Procesos intermitentes • Poca cantidad de productos
con mucha variedad
• Utiliza las mismas instalaciones para la producción de distintos productos
• Equipos y trabajos similares se agrupan en centros de trabajo
• Un producto pasa por distintos centros de trabajo
• Se dividen en dos tipos: talleres y lotes.

Tipos de procesos productivos
Procesos intermitentes tipo taller
•Se fabrica una cantidad pequeña
de un producto.
•Características del producto se
ajustan a las exigencias del
cliente.
•Son procesos muy flexibles
•Un lote de producto puede
hacerse una sola vez.
Procesos intermitentes por lotes
•Se producen lotes de productos una y otra vez.
•El cliente elige entre una amplia variedad de productos, pero no es a medida
•Por lo general los lotes son más grandes que en los talleres
•Un lote pasa por distintos centros de trabajo
En ambos casos la programación de la producción es compleja
Indicados en donde hay poca estandarización y volúmenes de producción
no muy altos

Tipos de procesos productivos
Procesos de flujo lineal • Secuencia de operaciones lineal
• Fabricación de grandes volúmenes
• Poco productos diferentes (procesos poco flexibles)
• Alto grado de automatización (los empleados sólo tienen que aprender un número reducido de operaciones sencillas
• Hay dos tipos: líneas de ensamblaje y procesos continuos.

Tipos de procesos productivos
Líneas de ensamblaje
•Se fabrican productos discretos
•Fabricación en serie
•Son más eficientes que los
procesos intermitentes
•Productos técnicamente
homogéneos
• Poca variedad de productos. El
cliente participa poco
Procesos continuos
•Siempre se ejecutan las mismas operaciones, en las mismas máquinas, para la obtención del mismo producto
•Hay estandarización y controles de calidad efectivo
•A veces los productos no son discretos
En ambos casos las máquinas se disponen en línea, una tras otra.
Trabajo intelectual de: Ing. Andrés Berroa

Consiste en la especificación de las entradas (materia prima, materiales, etc.), operaciones, flujos de trabajo, métodos, personal y equipos necesarios para la producción de bienes y servicios.
¿Cuándo se efectúa el diseño de un proceso?
1. Cuando se va a ofrecer un bien o servicio nuevo
2. Cuando se modifica un producto
3. Cuando surge una nueva tecnología
2. Diseño del proceso
Trabajo intelectual de: Ing. Andrés Berroa

Estudio de procesos existentes con la finalidad de mejorarlos.
Herramientas utilizadas:
- Diagramas de flujo (buen nivel de detalle).
- Mapas en función del tiempo o mapas de procesos (diagramas de flujo con el tiempo en un eje horizontal)
- Cuadros de procesos
3. Análisis de procesos
Trabajo intelectual de: Ing. Andrés Berroa

• Productividad
Prod. = Salidas / Entradas
Prod. = Uni. Producidas / tiempo
• Capacidad
Capacidad diseñada o proyectada: tasa de producción ideal para la cual se diseñó el sistema. Se expresa con una relación (Tn. Producidas por año, semana, mes; volumen producido por año,….; clientes atendidos por hora)
Medición de procesos
Trabajo intelectual de: Ing. Andrés Berroa

Tasa de uso de la capacidad: grado en que una empresa utiliza su capacidad productiva.
Tasa de uso cap. = salida real /cap. diseñada x 100%
Ejemplo: una empresa fue diseñada para producir 3600 unidades de X producto en una semana. En la realidad fabricó 2700 unidades en una semana determinada. ¿Cuál es su tasa de uso de la capacidad?
Medición de procesos
Trabajo intelectual de: Ing. Andrés Berroa

Para producción variada (muchos tipos de producto
con tiempos de producción distintos), puede utilizarse:
Tasa uso cap = horas reales máq. /horas disponibles de máq. x 100%
Calidad:
- Número de productos defectuosos identificados tanto
internamente o externamente
- Cantidad de desechos del proceso
Medición de procesos
Trabajo intelectual de: Ing. Andrés Berroa

Velocidad de entrega: se mide en dos
dimensiones
- Tiempo de suministro: tiempo desde que
se encarga el producto hasta que el
cliente lo recibe.
- Variabilidad de los tiempos de entrega
(disminuirla para así disminuir la
incertidumbre del cliente)
Medición de procesos
Trabajo intelectual de: Ing. Andrés Berroa

Flexibilidad:
- Tiempo en que un proceso requiere para
pasar de elaborar un producto a otro.
- Capacidad del proceso para elaborar más
de un producto a la vez. Cuanto más
productos puedan hacerse
simultáneamente, más flexible es el
proceso.
Medición de procesos
Trabajo intelectual de: Ing. Andrés Berroa

PLANIFICACIÓN SISTEMÁTICA DE LA
DISTRIBUCIÓN EN PLANTA SYSTEMATIC LAYOUT PLANNING (SLP)
Cuantificar el flujo de materiales entre
departamentos
Construir el diagrama de relaciones entre actividades
Construir el diagrama de relaciones
Determinar necesidades de espacio
Construir el diagrama de relaciones de espacios
Construir layouts alternativos
Etapas del SLP:

SISTEMATIC LAYOUT PLANNING
Desarrollado por Muther como un
procedimiento sistémico, multicriterio.
Cinco tipos de datos son necesarios como
entradas del método:
PRODUCTO (P): materias primas,
productos en curso, productos
terminados, pzs adquiridas de terceros.
CANTIDAD (Q): Cantidad de producto o
material tratado durante el proceso.
RECORRIDO ( R): Secuencia y orden de
las operaciones que siguen los productos.
SERVICIOS (S): Auxiliares de producción,
servicios para el personal, etc.
TIEMPO (T): Unidad de medida, para
determinar las cantidades de producto.

Análisis del Recorrido de los Productos
Se determina la secuencia, cantidad y coste de los
movimientos de los productos por las diferentes
operaciones.
Se elaboran gráficas y diagramas descriptivos del flujo
de materiales, que pueden ser:
1. Diagrama de recorrido: para muy pocos productos, en
cantidades pequeñas.
2. Diagramas Multiproducto: cuando se producen pocos
productos, se indica la secuencia de operaciones a la
que se somete cada pieza o producto.
3.Tablas matriciales: producción de gran cantidad de
productos.
Trabajo intelectual de: Ing. Andrés Berroa

Patrones de Flujos (1)
ANÁLISIS MEDIANTE FLUJOS.
MOVIMIENTOS DE MATERIALES
Flujos horizontales
: línea de flujo
continua
: separa entradas
y salidas
: flujo en L
: flujo en U
: flujo en O
entradas y salidas
muy cercanas
: flujo en S
serpentina

Patrones de Flujos (2)
ANÁLISIS MEDIANTE FLUJOS.
MOVIMIENTOS DE MATERIALES
Flujos verticales
: entrada y salida
a distinto nivel
: entrada y salida
al mismo nivel
entrada y salida al mismo
nivel y del mismo lado del
edificio

ANALISIS DE LAS RELACIONES ENTRE
ACTIVIDADES
Interacciones existentes entre:
- actividades productivas
- medios auxiliares
- sistemas de manutención
- servicios de planta.
Se emplea la tabla relacional de actividades, que es un cuadro organizado en diagonal, en el que se indican las necesidades de proximidad entre cada actividad y las restantes desde diversos puntos de vista.
Se expresan estas necesidades mediante el código de 6 letras representado en la figura.
La tabla relacional permite integrar los medios auxiliares.
Trabajo intelectual de: Ing. Andrés Berroa

DIAGRAMA DE RELACIONAL DE ACTIVIDADES
1. Flujo de materiales.
2. Contacto personal.
3. Utilizar mismo equipo.
4. Usar información común.
5. Compartir personal.
6. Supervisión o control.
7. Frecuencia de contacto
8. Urgencia de servicio.
9. Costo de distribución de servicios.
10. Utilizar mismos servicios.
11. Grado de intercomunicación.
12. Otros.
Razones de soporte de cercanía

DIAGRAMA RELACIONAL DE ACTIVIDADES
Trabajo intelectual de: Ing. Andrés Berroa

Diagrama Relacional de Recorridos y / o Actividades
Información de las relaciones entre las actividades y la proximidad
entre ellas.
El diagrama es un grafo: los nodos representan las actividades
unidos por líneas.
Las líneas expresan la existencia de algún tipo de relación entre las
actividades unidas.
La intensidad de la relación está reflejada mediante números junto
a las líneas o mediante el código correspondiente.
En el grafo se debe minimizar el número de cruces entre las líneas
que representan las relaciones entre las actividades.
Se trata de conseguir distribuciones en que las actividades con
mayor flujo estén lo más cerca posible.
Los departamentos que acogen las actividades son adimensionales
sin forma definida.
Trabajo intelectual de: Ing. Andrés Berroa

DIAGRAMA RELACIONAL DE
ACTIVIDADES Y RECORRIDOS
Trabajo intelectual de: Ing. Andrés Berroa

Diagrama Relacional de Espacios
Se emplea el método más adecuado para el cálculo de los espacios
El espacio depende además de las características del proceso productivo global, de la gestión de dicho proceso o del mercado; ejemplo, la variación de la demanda con el tipo de almacén previsto puede afectar el área para el desarrollo de una actividad.
El ajuste de las necesidades y disponibilidades de espacio es un proceso interactivo de continuos acuerdos y correcciones.
En éste diagrama los símbolos distintivos de cada actividad son representados a escala; proporcional al área necesaria para el desarrollo de la actividad.
En éste diagrama es frecuente añadir otro tipo de información, como el número de equipos o la planta en la que debe situarse.
Con éste diagrama se esta en disposición de construir un conjunto de distribuciones alternativas que den solución al problema.
Trabajo intelectual de: Ing. Andrés Berroa

DIAGRAMA RELACIONAL DE ESPACIOS
Trabajo intelectual de: Ing. Andrés Berroa

Medición de la Distancia y de la
Forma
Antes de proceder a la distribución en la planta se hace necesario determinar la forma en la que se medirá la distancia entre ellas una vez ubicadas, y la forma de las áreas asignadas a cada actividad. La mayor parte de los criterios empleados para la evaluación de la calidad de una solución determinada, utiliza la distancia entre las diferentes actividades de una forma u otra.
Por ejemplo, es muy habitual emplear el sumatorio del flujo entre cada par de actividades multiplicado por la distancia entre ellas. Por otra parte, para poder establecer cualquier tipo de restricción geométrica al área asignada a cada actividad es necesario poseer una manera de medir dicha forma.

Métricas de Distancia
Aunque hay otras posibilidades, las métricas más frecuentemente empleadas miden la distancia entre los centroides de las áreas asignadas a las actividades. Ésta es una simplificación debida a que la localización de los puntos de recepción y expedición de materiales en cada actividad, son desconocidas hasta que no se determine el layout detallado y escogidos los sistemas de transporte de materiales. Así pues, el centroide representa en estos modelos tanto el punto de recepción como el de expedición del flujo de materiales interdepartamental.
Un problema de la utilización del centro geométrico de las áreas de las actividades como origen y final de las mediciones, es que hace necesario el empleo de mecanismos que eviten disposiciones en diana o excesivamente esbeltas de las actividades que, aunque minimizan la distancia entre los centroides, no son operativas en la práctica.
Trabajo intelectual de: Ing. Andrés Berroa

Métricas de Distancia
Las métricas más extendidas son de tipo Minkowski, en donde la distancia
entre 2 actividades i y j se determina de la forma:
haciendo variar p entre 1 e infinito
se obtienen diferentes tipos de
métricas
Trabajo intelectual de: Ing. Andrés Berroa

Métricas de Distancia
Contorno Lateral
Se calcula como el recorrido que debe realizar el material entre dos actividades a lo largo de pasillos que rodean las actividades existentes entre las dos consideradas.
En la figura de al lado se calcularía como la suma de las longitudes de los segmentos azules.
Aunque pueden emplearse los centroides de las actividades como inicio y final del recorrido, es habitual la definición de puntos de entrada y salida de materiales para calcular el contorno lateral.
Trabajo intelectual de: Ing. Andrés Berroa

Métricas de Distancia
Adyacencia
Es la métrica más sencilla, que únicamente distingue si
las actividades comparten alguno de sus lados. Es
empleada habitualmente con criterios cualitativos que
estiman la conveniencia o no de que dos actividades
sean adyacentes.
0 ; si las actividades i y j son adyacentes
dij=
1 ; en caso contrario
Trabajo intelectual de: Ing. Andrés Berroa

Medición de la Forma
El establecimiento de restricciones de tipo geométrico a las actividades en los problemas multiárea, requiere definir maneras de evaluar la calidad de la forma de los departamentos a los que son asignadas. En la bibliografía es posible encontrar diferentes formas de medir la calidad formal de las soluciones, que en general se basan en la premisa de que es deseable que la forma de los departamentos sea lo más rectangular posible.
La mayor parte de los indicadores de calidad formal localizados en la bibliografía están dirigidos a un planteamiento discreto del problema, en el que las áreas de las actividades pueden adoptar formas más complejas e incluso desagregadas (separadas en áreas inconexas) que en los modelos continuos, en los que las áreas son, de alguna manera general, rectangulares.
Trabajo intelectual de: Ing. Andrés Berroa

Calculo del Espacio
La distribución de espacio se refiere a la disposición física de los puestos de trabajo, de sus componentes materiales y a la ubicación de las instalaciones para la atención y servicios tanto para el personal, como para los clientes.
El estudio de la distribución de espacio busca contribuir al incremento de la eficiencia de las actividades que realizan las unidades que conforman una organización; así como también proporcionar a los directivos y empleados el espacio suficiente, adecuado y necesario para desarrollar sus funciones de manera eficiente y eficaz, y al mismo tiempo permitir a los clientes de la organización obtener los servicios y productos que demandan bajo la mejores condiciones; y procurar que el arreglo del espacio facilite la circulación de las personas, la realización, supervisión y flujo racional del trabajo y además, el uso adecuado del elementos materiales y de ese modo reducir tiempo y costos para llevarlos a cabo.
Trabajo intelectual de: Ing. Andrés Berroa

Cálculo del Espacio - Guías
Concentrar al personal en amplios locales de trabajo, con o sin divisiones interiores, con una buena iluminación, ventilación, comunicación y adaptabilidad al cambio.
Evitar superficies en que trabaje un número excesivo de personas.
Proporcionar cierto aislamiento a algunos solo cuando sea necesario.
Lograr que el trabajo fluya hacia delante formando una línea recta.
Colocar las unidades orgánicas que tengan funciones similares y estén relacionadas entre si adyacentemente.
Las previsiones deben realizarse con respecto a las cargas máximas de trabajo para poder hacer frente al incremento del volumen de las operaciones.
Aislar en áreas a prueba de sonidos las unidades que utilizan maquinas y equipos ruidosos.
Al personal cuyo trabajo requiere de máxima concentración, se le deberá situar dentro de divisiones parciales o completas.
Instalar suficientes contactos eléctricos de piso para equipos y maquinas.
Proporcionar al personal y a los visitantes de servicios, sanitarios, espacios para los periodos de descanso y espera.
Disponer de un lugar destinado a bodega o almacén de utensilios de limpieza, papelería y suministros.
La imagen de la organización debe transmitir orden y confianza.
Trabajo intelectual de: Ing. Andrés Berroa