
Modulo Six Sigma Unidad i
96
-
Upload
rafael-morales-arenas -
Category
Documents
-
view
220 -
download
0
Transcript of Modulo Six Sigma Unidad i

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 1/96
MODULO SIX SIGMA

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 2/96
Temario UNIDAD I: ASPECTOS GENERALES ¿QUÉ ES 6 SIGMA?
UNIDAD II: DEFINIR: ¿CÓMO SELECCIONAR Y DEFINIRLOS PROYECTOS 6 SIGMA?
UNIDAD III: MEDIR: ¿CÓMO RECOGER LOS DATOS YSACARLES EL MÁXIMO PROVECHO?
UNIDAD IV: ANALIZAR: ¿CÓMO APRENDER DE LOSPROCESOS Y DE LOS DATOS?
UNIDAD V: MEJORAR: ¿QUÉ SOLUCIÓN ELEGIR Y CÓMO
IMPLANTAR LAS MEJORAS? UNIDAD VI: CONTROLAR: ¿CÓMO ASEGURAR LA
SOSTENIBILIDAD Y EL SEGUIMIENTO DE LAS MEJORAS?

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 3/96
Bibliografía PÉREZ, CÉSAR, “Control estadístico de la calidad”. Ed.
Alfaomega. 1999
MONTGOMERY, DOUGLAS. “Probabilidad y estadística”. Ed.Mc Graw Hill. 2001.
MONTGOMERY, DOUGLAS. “Control estadístico de la calidad”.. . .
MONTGOMERY, DOUGLAS. “Diseño y análisis deexperimentos”. Ed. Iberoamérica. 1991.
SAPAG, NASSIR. “Evaluación de proyectos de inversión en la
empresa”. Ed. Pearson. 2003 HARRINGTON, JAMES.”Administración total del mejoramiento
continuo”. Ed Mc Graw Hill. 1997.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 4/96
Evaluaciones Trabajos en Clases 30%
Prueba 1 28 AGOSTO 2011 35% Prueba 2 11 SEPTIEMBRE 2011 35%
Examen

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 5/96
Unidad I
Aspectos generales, ¿qué es 6 sigma?
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 6/96
Principios y fundamentos del 6 SIGMA:
Antecedentes, Origen y objetivos En 1981 Bob Gavin director de Motorola, estableció el
objetivo de mejorar 10 veces el desempeño en un periodo de5 años.
producto se reparaba durante la producción, otros defectosquedarían escondidos y saldrían con el uso del cliente.
Adicionalmente si un producto se ensamblaba libre deerrores, no fallaba en el campo

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 7/96
Principios y fundamentos del 6 SIGMA:
Antecedentes, Origen y objetivos En 1988 Motorola ganó el premio Malcolm Baldrige, y las
empresas se interesaron en analizarla.
Mikel Harry desarrolla la estrategia de cambio hacia Seis“,
Institute” con la participación de IBM, TI, ASEA y Kodak.
La metodología se expandió a Allied Signal, ASEA, GE,Sony, Texas Instruments, Bombardier, Lockheed Martin,ABB, Polaroid y otras.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 8/96
6 Sigma como estrategia
Es una estrategia de mejora de negocios que busca encontrary eliminar causas de errores o defectos en los procesos de
8
negoc o en oc n ose a os resu a os que son e mpor anc acrítica para el cliente
Es una estrategia de gestión que usa herramientas estadísticasy métodos de proyectos para lograr mejoras en calidad yutilidades significativas
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 9/96
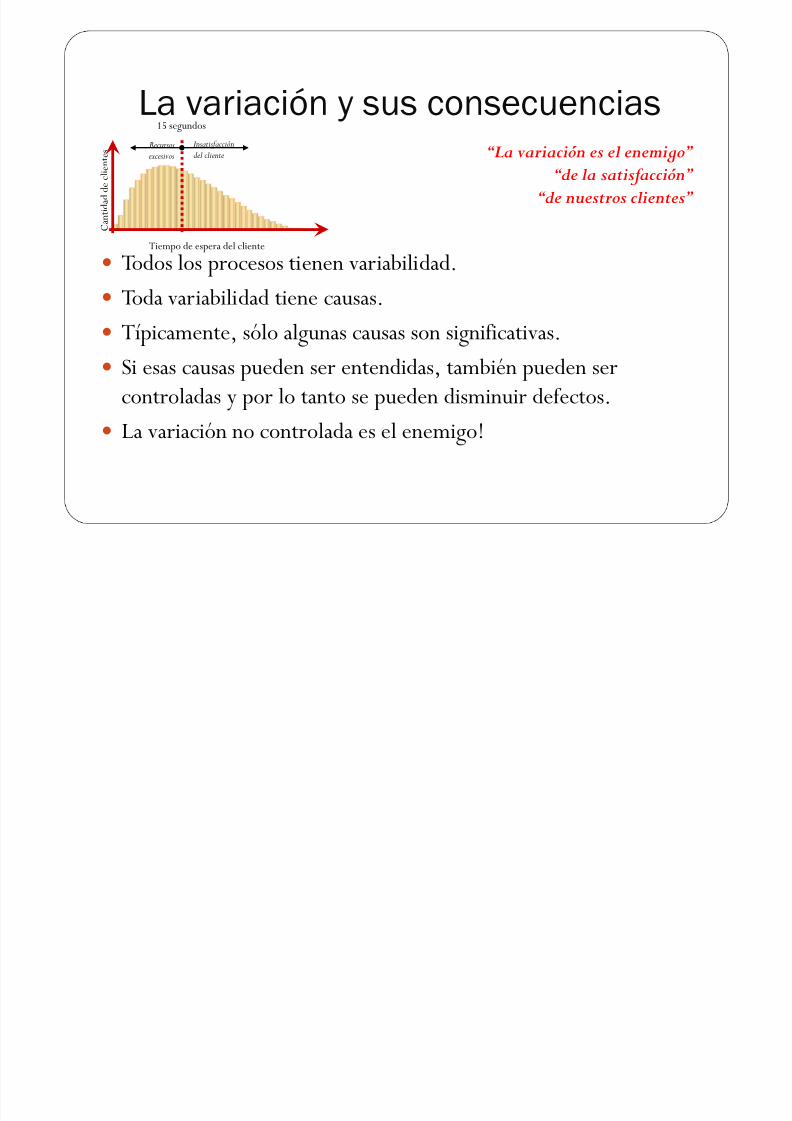
La variación y sus consecuencias“La variación es el enemigo”
“de la satisfacción”
“de nuestros clientes”
Todos los procesos tienen variabilidad.Tiempo de espera del cliente
C a n t i d a d
d e c l i e n t e s
15 segundos
Insatisfacción
del clienteRecursos
excesivos
Toda variabilidad tiene causas. Típicamente, sólo algunas causas son significativas.
Si esas causas pueden ser entendidas, también pueden ser
controladas y por lo tanto se pueden disminuir defectos. La variación no controlada es el enemigo!
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 10/96
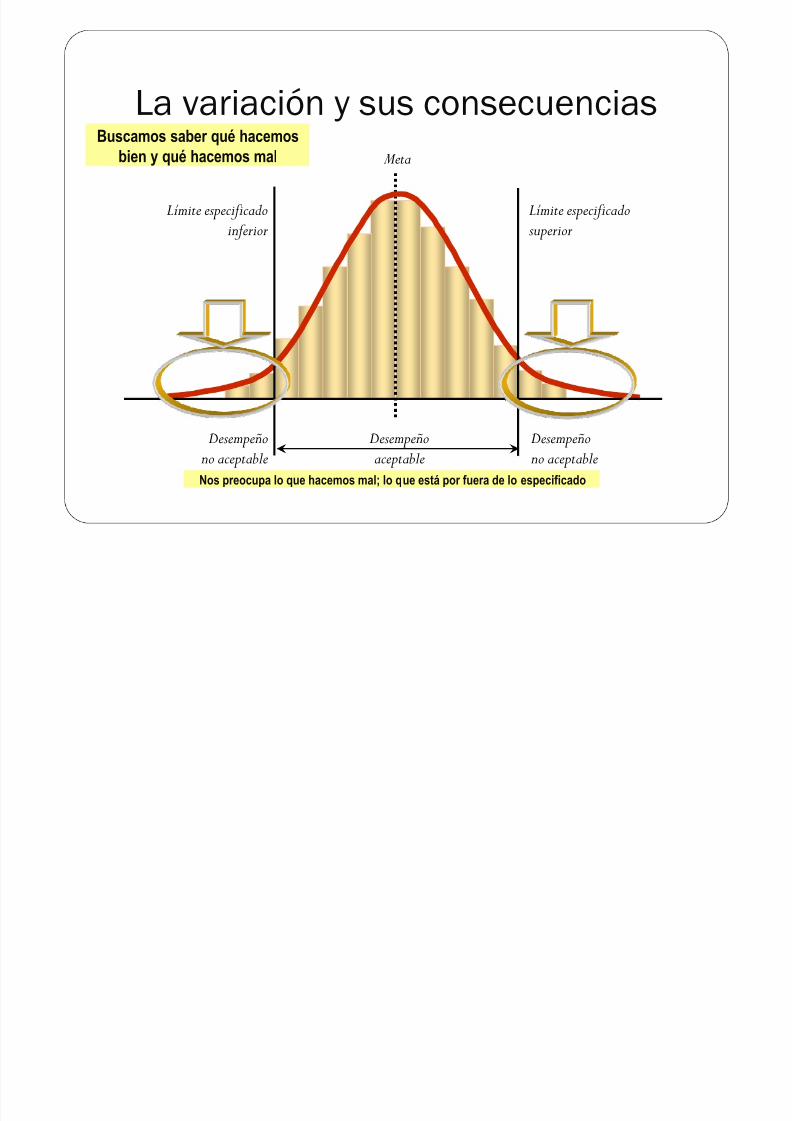
La variación y sus consecuencias
Límite especificado
superior
Límite especificado
inferior
Meta
Buscamos saber qué hacemos
bien y qué hacemos mal
Desempeño
no aceptable
Desempeño
aceptable
Desempeño
no aceptable
Nos preocupa lo que hacemos mal; lo que está por fuera de lo especificado

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 11/96
Qué busca “6 Sigma”
Y “sintonizar” al
proceso
con los
Reducir
la variación del cliente.
Desempeño
no aceptable
Desempeño
aceptable
Desempeño
no aceptable
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 12/96
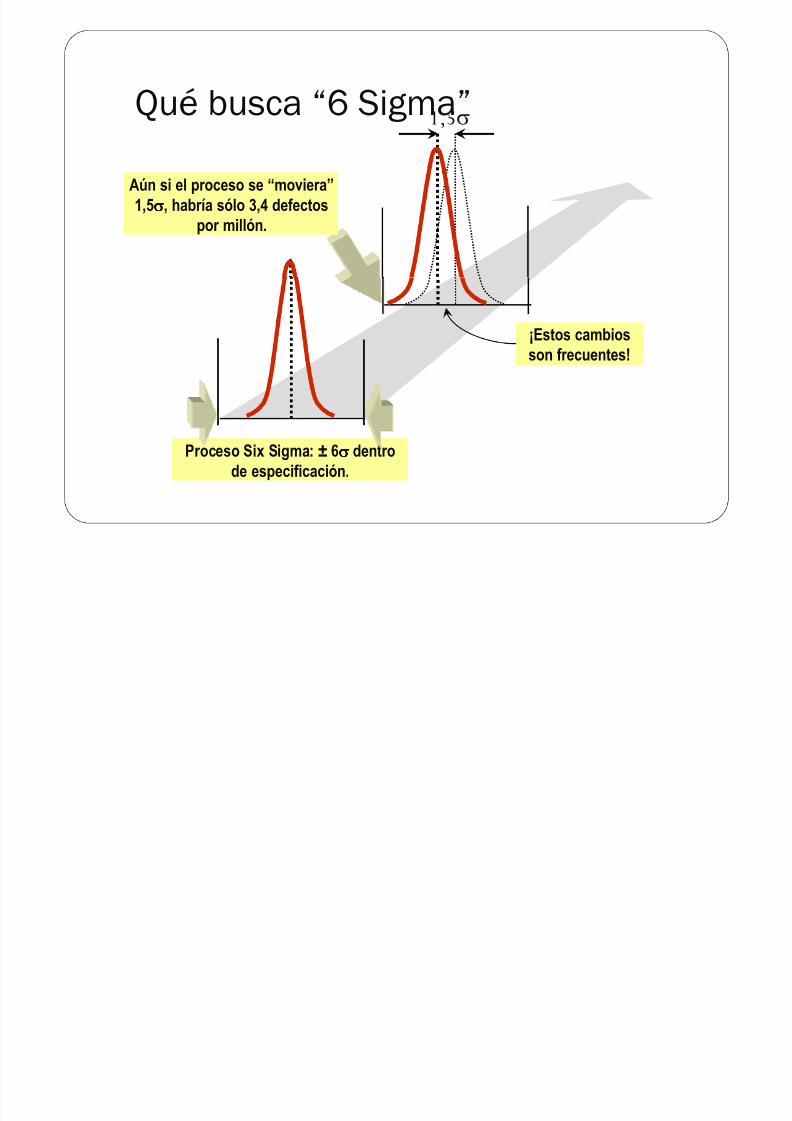
Qué busca “6 Sigma”1,5σ
Aún si el proceso se “moviera”
1,5σσσσ, habría sólo 3,4 defectos
por millón.
Proceso Six Sigma: ± 6σσσσ dentro
de especificación.
¡Estos cambios
son frecuentes!

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 13/96
Qué busca “6 Sigma” La letra griega “Sigma”,σ, tradicionalmente ha sido utilizada para
representar la medida estadística desvío estándar , que es unamedida de variación.
El término “Six Sigma” ha evolucionado para describir unafilosofía de estión, una metodolo ía de me ora de rocesos,
una medida de comparación (benchmarking). El soporte de cada aspecto Six Sigma es un sistema de medición
de defectos.
Implementar métodos y herramientas Six Sigma nonecesariamente significa alcanzar un nivel Six Sigma de defectos.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 14/96
Qué busca “6 Sigma” Si un proceso tiene una capacidad “Seis Sigma” significa que mantendría
una distancia de seis desvíos estándar entre la media del proceso y cada
límite de especificación (superior o inferior). En otras palabras, la variación del proceso se reduce de tal forma que
no más de 3,4 partes por millón están fuera de los límites dees ecificación.
Debido a ello, en términos de métrica “Seis Sigma”, a mayor númerode sigma mejor.
σσσσ PPM
Distribución Corrida ± 1.5σ)
Habilidad Defectos
23
4
5
6
308,53766,807
6,210
233
<4
Sigma es una unidad estadística de
medición de la habilidad del
proceso para cumplir con los
requerimientos, y que toma en
cuenta desplazamientos del mismo
a través del tiempo.
Sigma es una unidad estadística de
medición de la habilidad del
proceso para cumplir con los
requerimientos, y que toma en
cuenta desplazamientos del mismo
a través del tiempo.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 15/96
Definición de 6 Sigma

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 16/96
Qué es 6 Sigma
Una filosofía;
un enfoque degestión.
Una filosofía;
un enfoque degestión.
Una
metodología
de mejora
de procesos,
productos yservicios.
Una
metodología
de mejora
de procesos,
productos yservicios.
Una
métrica de la
variación delproceso.
Una
métrica de la
variación delproceso.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 17/96
Qué es 6 Sigma
Un enfoque disciplinado y riguroso, basado en el análisis de datos,dirigido a la “casi” eliminación de defectos, tiempos y costos de cadaproducto, proceso o transacción crítico.
Una
metodología
de mejora
de procesos,
productos yservicios.
Una
métrica de la
variación delproceso.
Una
filosofía;
un
enfoque de
gestión.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 18/96
Qué es 6 Sigma
Una metodología para resolver proyectos de mejora, que a partir de losrequerimientos del cliente, busca que las cosas críticas se hagan mejor,más rápido y a un menor costo.
Una filosofía;
un enfoque de
gestión.
Una
métrica de la
variación delproceso.
Unametodología
de mejora
de procesos,
productos yservicios.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 19/96
Qué es 6 Sigma
Una métrica que permite evaluar y comparar procesos de diferente tipoy complejidad.
Una filosofía;
un enfoque de
gestión.
Una
metodología
de mejora
de procesos,
productos yservicios.
Una
métrica de la
variacióndel proceso.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 20/96
Cómo funciona 6 Sigma

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 21/96
Cómo funciona 6 Sigma Los ejecutivos proveen direccionamiento, alineamiento, foco para la
mejora y revisan la evolución. Eligen problemas u oportunidades críticas para ser provistos de
soluciones reales. Personas especial y altamente entrenadas lideran los proyectos de
mejora.
Personas con alto conocimiento y experiencia en los procesosdesarrollan los proyectos. Los proyectos están dirigidos a, simultáneamente, proveer mejoras en
términos de costo, calidad y tiempos.
Para ello usan una metodología sumamente rigurosa que facilita latoma de decisiones.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 22/96
Cómo funciona 6 Sigma Six Sigma utiliza el ciclo de mejoramiento
DMAIC (Definir, Medir, Analizar, Mejorar,y Controlar) para definir procesos,objetivos y métricas, análisis estadístico,realizar mejoras y controlar las mismas.
11 DEFINIRDEFINIR
?
22 MEDIRMEDIR
33 ANALIZARANALIZAR44 MEJORARMEJORAR
55 CONTROLARCONTROLAR
11 DEFINIRDEFINIR
?
DEFINIRDEFINIR
?
22 MEDIRMEDIR22 MEDIRMEDIRMEDIRMEDIR
33 ANALIZARANALIZAR33 ANALIZARANALIZARANALIZARANALIZAR44 MEJORARMEJORAR44 MEJORARMEJORARMEJORARMEJORAR
55 CONTROLARCONTROLAR55 CONTROLARCONTROLARCONTROLARCONTROLAR
estilo de Gerencia de cuarta generación.
Calidad
Un EquipoEnfoque Científico

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 23/96
Las fases DMAIC de 6 Sigma
MediciónDefiniciónProyecto
23
Mejora
Control Análisis
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 24/96
Las fases de Seis Sigma (DMAIC)
Definir: seleccionar el problema o situación “Y” a sermejorada para reducir errores (Y = f(X1, X2, ..., Xn)
24
Medir: diagnosticar la situación actual (Y y X’s)
Analizar: identificar la causa raíz de los defectos X’s
Mejorar: reducir la variabilidad o eliminar la causa
Control: controles para mantener la mejora
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 25/96
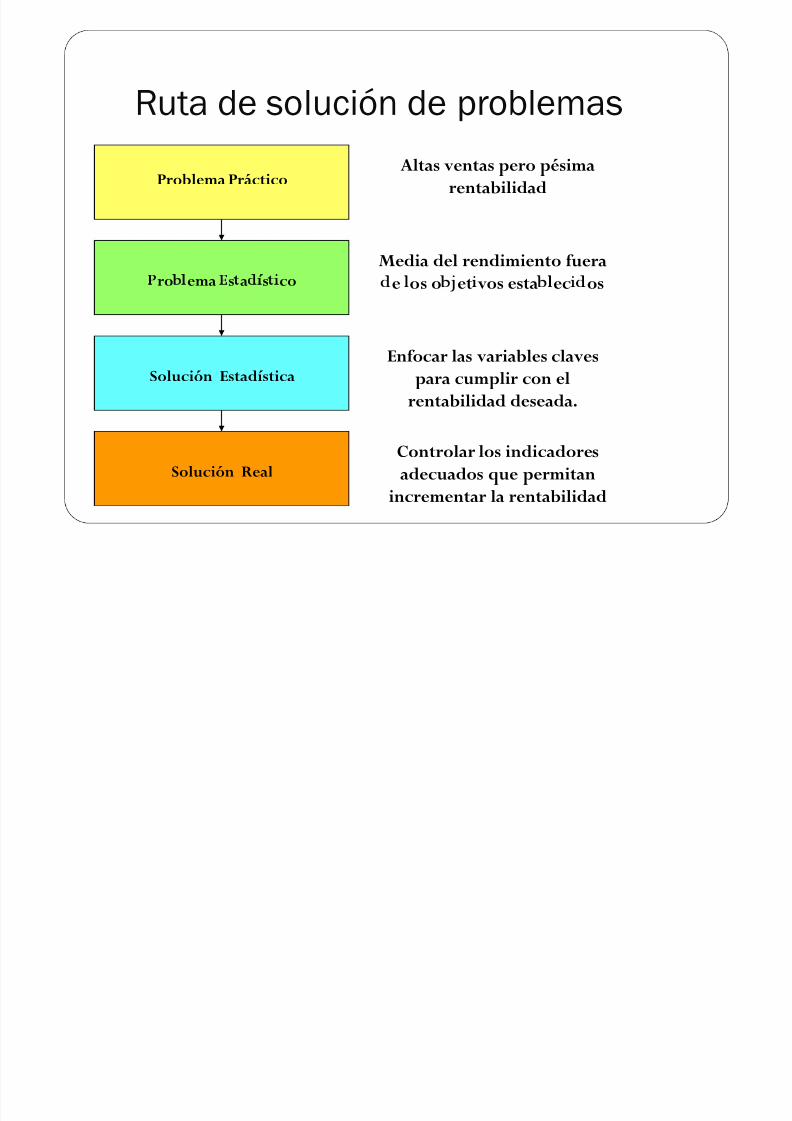
Ruta de solución de problemas
Problema Práctico
Altas ventas pero pésima
rentabilidad
Media del rendimiento fueraro ema s a s co
Solución Estadística
Solución Real
e os o et vos esta ec os
Enfocar las variables claves
para cumplir con el
rentabilidad deseada.
Controlar los indicadores
adecuados que permitan
incrementar la rentabilidad
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 26/96
Costos y Beneficios

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 27/96
Reproceso
Inspección
Costos de Garantía
Rechazos
Devoluciones
Mala Reputación del Producto
COPQ Tradicionales
5-15% Reproceso
Inspección
Costos de Garantía
Rechazos
Devoluciones
Mala Reputación del Producto
COPQ Tradicionales
5-15%
Costo de la mala calidad
¿De dónde viene este desperdicio?
Perdida de goodwill
en as er a
Maquinaria Parada
Costo de Flete Premium
Bienes dañados
Inventario adicional Errores en papeleo
Precios Reducidos
Demoras
Inventario Obsoleto
Despachos incorrectos
Capacidad instalada ociosa15-20%
Los costos de una Fabrica Escondida son menos obvios, pero ofrecen mayor oportunidad.
Perdida de goodwill
en as er a
Maquinaria Parada
Costo de Flete Premium
Bienes dañados
Inventario adicional Errores en papeleo
Precios Reducidos
Demoras
Inventario Obsoleto
Despachos incorrectos
Capacidad instalada ociosa15-20%
Los costos de una Fabrica Escondida son menos obvios, pero ofrecen mayor oportunidad.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 28/96
Nivel Sigma DPMO % de Ingresos
2 308.537 > 40%
3 66.807 25 – 40%
4 6.210 15 – 25%
5 233 5 – 15%
Costo de la mala calidad
6 3,4 < 3%
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 29/96
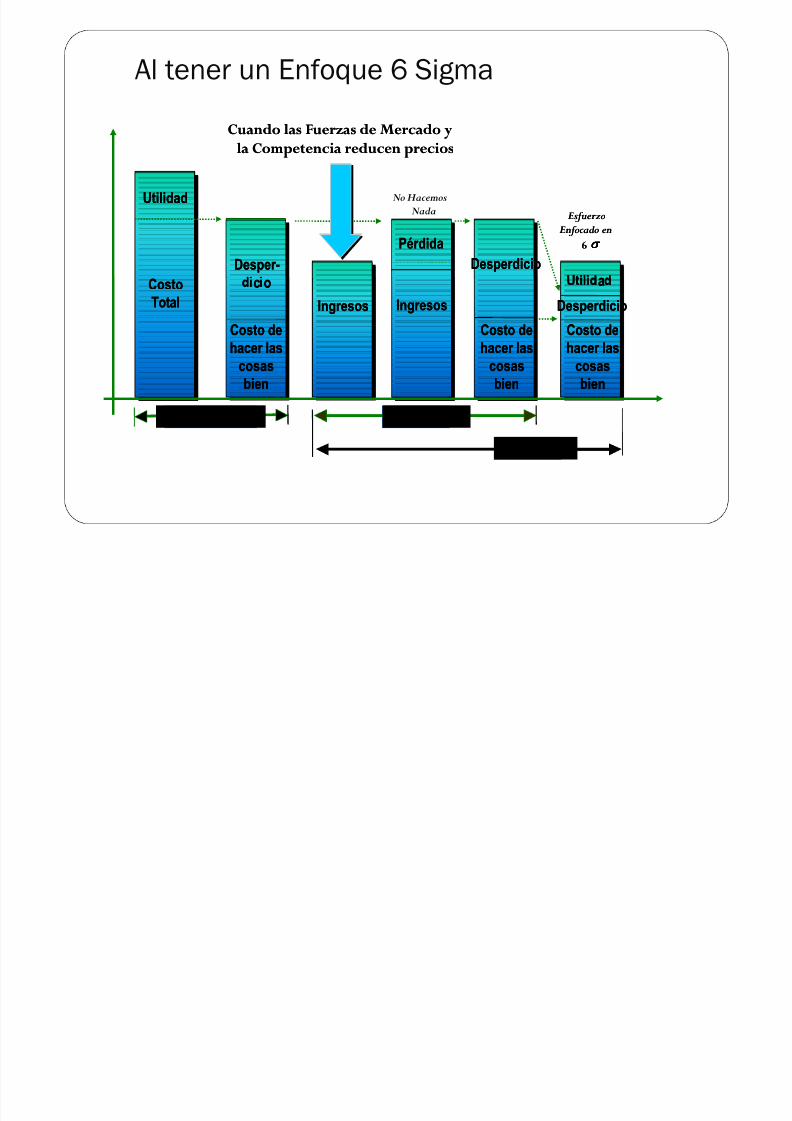
Al tener un Enfoque 6 Sigma
Cuando las Fuerzas de Mercado y
la Competencia reducen precios
UtilidadUtilidad
CostoCosto DesperdicioDesperdicio DesperdicioDesperdicio
PerdidaPerdida
No HacemosNada Esfuerzo
Enfocado en
6 σ σσ σ
Cuando las Fuerzas de Mercado y
la Competencia reducen precios
UtilidadUtilidad
Desper Desper-- DesperdicioDesperdicio
PérdidaPérdida
Esfuerzo
Enfocado en
6 σ σσ σ
Costo deCosto de
HacerHacer
las cosaslas cosas
bienbien
aa
DesperdicioDesperdicioIngresosIngresosIngresosIngresos
Estado ActualEstado Actual Opción 1.Opción 1.
Opción 3.Opción 3.
CostoCosto
TotalTotal
Costo deCosto de
hacer lashacer las
cosascosas
bienbien
c oc o aa
DesperdicioDesperdicioIngresosIngresosIngresosIngresos
Estado actual Opción 1
Opción 2
Costo deCosto de
hacer lashacer las
cosascosas
bienbien
Costo deCosto de
hacer lashacer las
cosascosas
bienbien

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 30/96
¿Por qué las empresas usan 6 Sigma?
Retorno financiero.
Reducción de costos. Mejoramiento productivo.
Satisfacción del cliente.
Reducción de defectos y tiempo de ciclo. Desarrollo de nuevos productos y servicios.
Cambio cultural y desarrollo de empleados.
Ventaja estratégica competitiva.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 31/96
Razones por las que funciona 6 Sigma
Liderazgo de la dirección
Un método disciplinado utilizado (DMAIC)
Conclusión de proyectos en 3 a 6 meses
31
Medición clara del éxito con reconocimientos Infraestructura de personal entrenado (Black Belts, Green
Belts) y bases de datos cuantitativas
Enfoque al proceso y al cliente Aplicación de Métodos estadísticos adecuados

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 32/96
Beneficios de 6 Sigma Reducciones de costo (menos defectos y errores)
Mejoras en las utilidades y la productividad
de mercado)
Reducciones de tiempos de ciclo
Cambios culturales

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 33/96
Beneficios del Six Sigma: ejemplos Motorola 2,2 billones 2,6 años
Asea Brown Bovari 900 millones 1 año
Texas Instruments 600 millones 1,8 años AlliedSignal (Raytheon) 1,2 billones 2 años
General Electric 1,1 billones 9 meses
Polaroid 100 millones 1 año
Crane 10 millones 1 año
Lockheed 10 millones 9 meses
Siebe PLC 100 millones 9 meses
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 34/96
General Electric
Una de las más grandes compañías mundiales.
Altamente respetada por su manufactura y sus serviciosfinancieros.
Ingresos año 2000: $130 Billones.
Ganancias año 2000: $12,7 Billones. 340.000 empleados a nivel mundial.
Empezaron Six Sigma en 1996.
5.000 Six Sigma “Black Belts”. 95.000 “Green Belts”.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 35/96
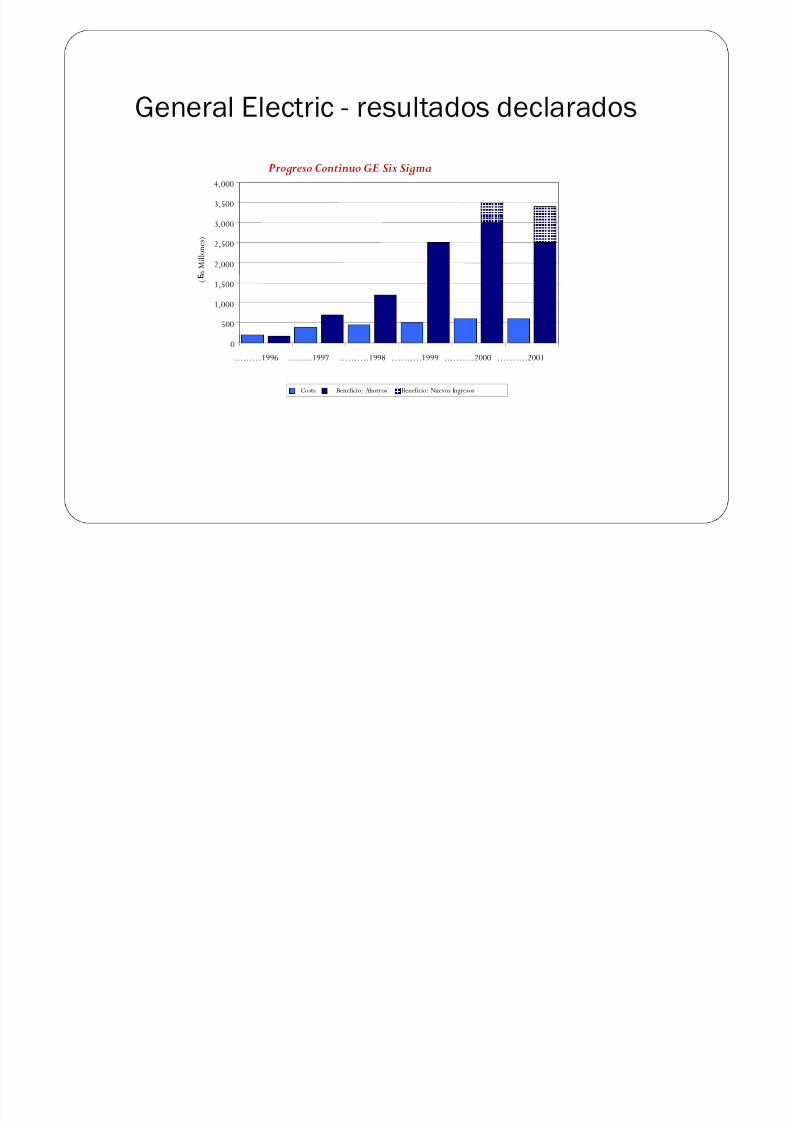
General Electric - resultados declarados
2,000
2,500
3,000
3,500
4,000
n M i l l o n e s )
Progreso Continuo GE Six Sigma
0
500
1,000
1,500
………1996 ……..1997 ……….1998 ……….1999 ……….2000 ……….2001
(
Costo Beneficio: Ahorros Beneficio: Nuevos Ingresos

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 36/96
Ahorros estimados en proyectos usd 150.000 por proyecto. Fuente: estadísticas internacionales.
usd 123.500 por proyecto. Datos propios Molteni & Asociados (Argentina, Paraguay, Perú y
Uruguay)
500
$ en miles
Resultados del primer
Evolución de un proyecto (datos propios)Evolución de un proyecto (datos propios)
-200
-100
0
100
200
300
1 2 3 4
5 6 7
8 9 10 11
12
Mes
Resultados delproyecto de
un Black Belt
proyec oSix Sigma

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 37/96
Resultados
63%
76%
60%
70%80%
90%
100% Éxito promedio del proceso Six Sigma definido por las empresas
0%
10%
20%
30%40%
Con menos de
dos años
Con más de dos
años
Fuente: Brian Swayne, Juran Institute y Brent Harder, HSBC

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 38/96
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 39/96
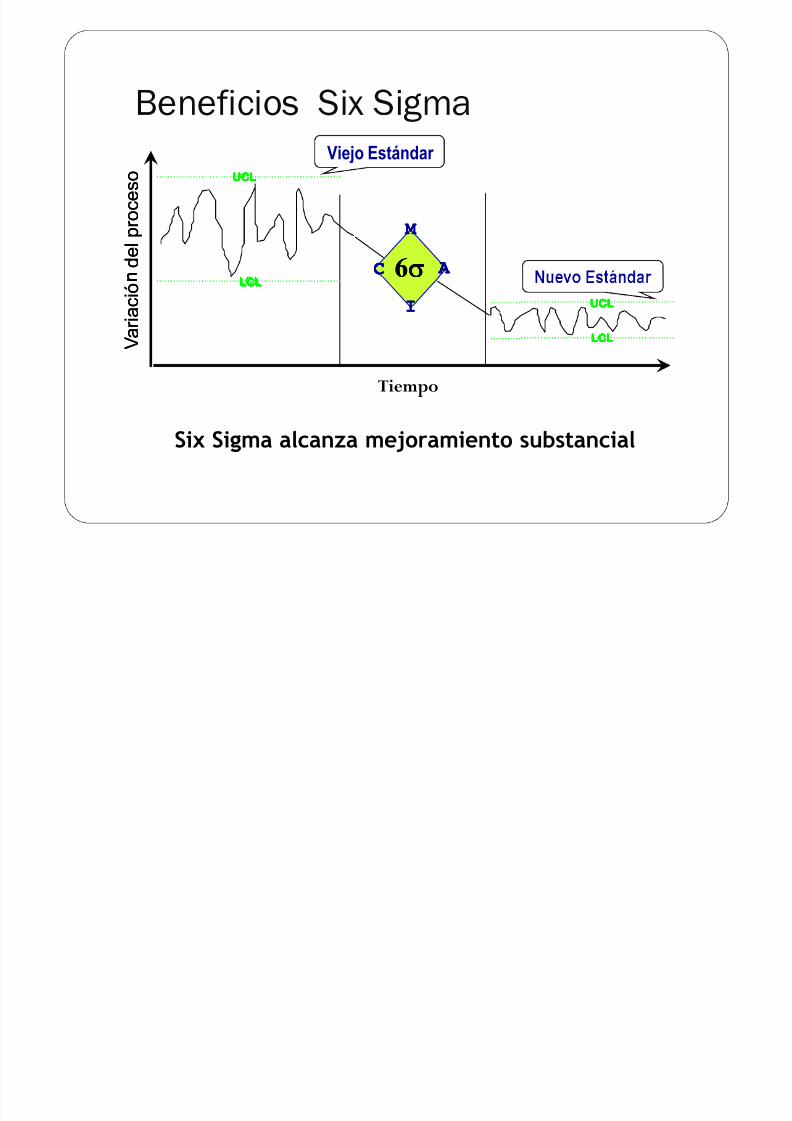
d e l p r o c
e s o
d e l p r o c
e s o UCLUCLUCLUCLUCLUCLUCLUCL
66σσσσσσσσ A A CC
M M
Viejo Estándar
Beneficios Six Sigma
Six Sigma alcanza mejoramiento substancial
V a r i a c
i ó
V a r i a c
i ó
LCLLCLLCLLCL
UCLUCLUCLUCLUCLUCLUCLUCL
LCLLCLLCLLCLLCLLCLLCLLCL
II
Tiempo

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 40/96
El Enfoque 6 Sigma
G tió i t d l

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 41/96
Gestión por procesos orientados al
cliente
Y
yi
CT
Q
Áreas funcionales
Subproceso
Áreas funcionales
X
xi CTQ: requerido por el clienteY: resultado del procesoy: resultado intermedio (a cliente interno)x: variables de proceso.X: variable de proveedor.
: tarea que no agrega valor

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 42/96
Quién es el cliente?
Externo
Cliente
Consumidor
Sociedad
Cliente
Interno
rovee or
Accionista
Siguiente paso del proceso
Personal de la empresa

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 43/96
Relación entre cliente y proveedorTiempo de
cicloEntrega
Cliente
Defectos
Costo Precio
Calidad
(tiene la
necesidad a
satisfacer)
rovee or
(Hace)

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 44/96
Lo que al cliente le interesa: CTQs
Los CTQs -CriticalTo Quality- son atributos que influyen ladecisión del cliente por comprar o contratar un determinado
.
¿Qué atributos del producto o servicio ve el cliente comomás importantes?
L l li l i CTQ

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 45/96
Lo que al cliente le interesa: CTQs
Los CTQs vienen de escuchar al cliente, de su VdC -Voz del cliente-.
Son transformados en requerimientos válidos, cuando el proveedor
acepta cumplirlos.
Voz delVoz delclientecliente
CTQCTQRequerimientoRequerimiento
válidoválidoMedible
Lógico,comprensible, alcanzable
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 46/96
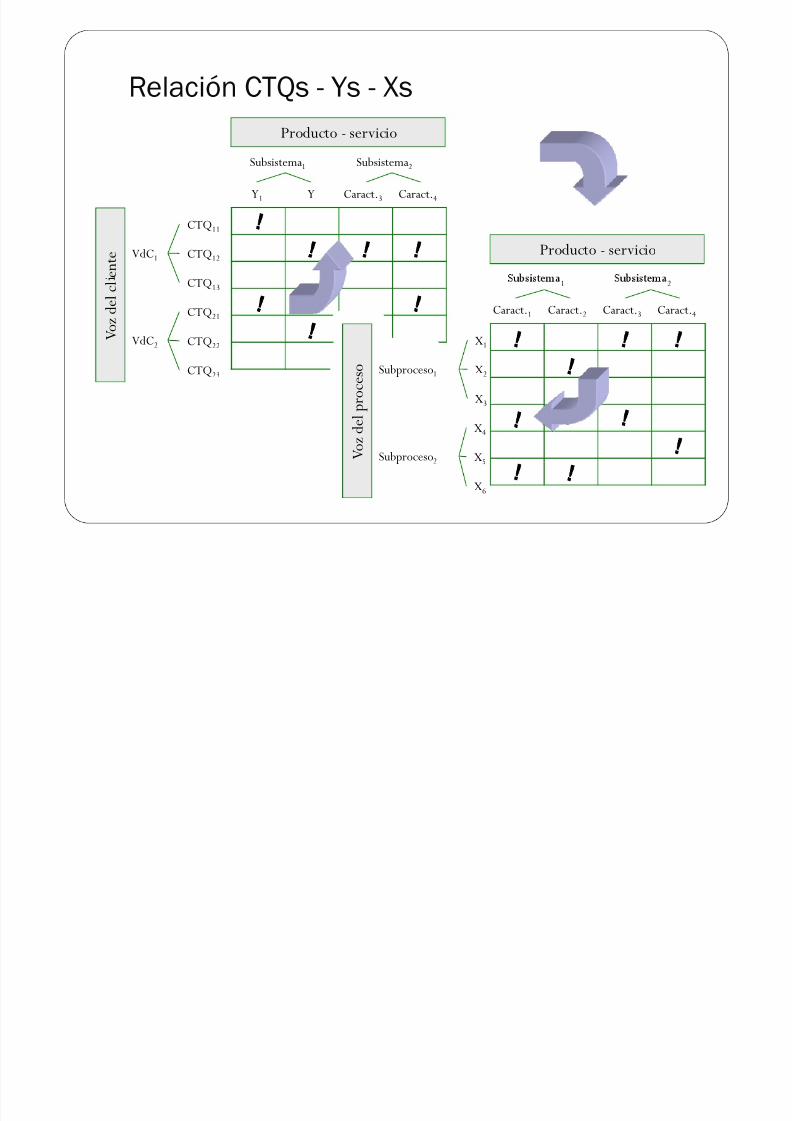
Relación CTQs - Ys - Xs
VdC1
CTQ11
CTQ12
e n t e
Producto - servicio
Subsistema1 Subsistema2
Y1 Y Caract.3 Caract.4
Producto - servicio
VdC2
CTQ21
CTQ22
CTQ13
CTQ23
V o z d e
l c l
Subproceso1
Subproceso2
X1
X4
X2
X5
X3
X6
V o z d e l p r
o c e s o
1 2
Caract.1 Caract.2 Caract.3 Caract.4

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 47/96
El Enfoque Six Sigma
Y Dependiente
X1 . . . XN Independiente
Para obtener resultados,
¿deberíamos fijar nuestros procedimientos en Y o en X?
f (X)f (X) Y = Y =
Si estamos bien en X,¿Para qué ensayamos e inspeccionamos constantemente Y?
Salida Efecto Síntoma Monitor
Entrada del Proceso Causa Problema Control
Atención en X más que en Y, a diferencia de como se ha hecho históricamenteAtención en X más que en Y, a diferencia de como se ha hecho históricamente
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 48/96
Metodologías 6 Sigma
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 49/96
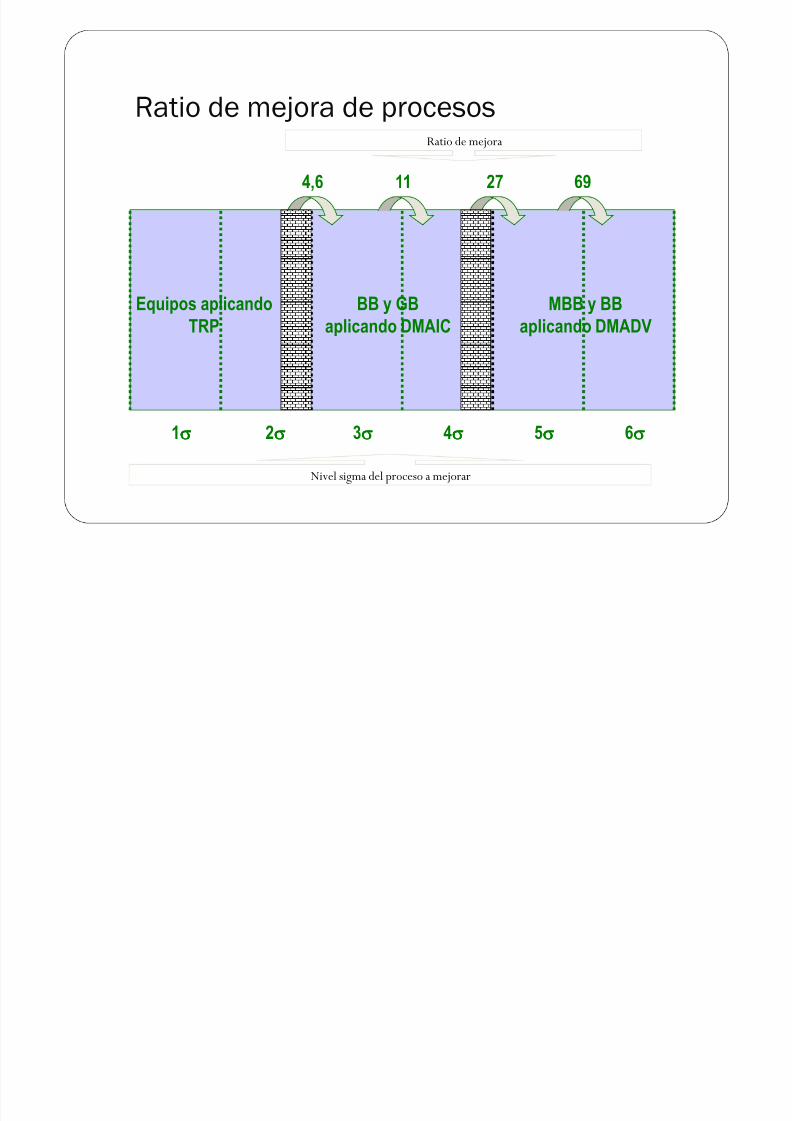
Ratio de mejora de procesos
69274,6 11
Ratio de mejora
Equipos aplicandoTRP
BB y GBaplicando DMAIC
MBB y BBaplicando DMADV
2σσσσ 3σσσσ 5σσσσ 6σσσσ4σσσσ1σσσσ
Nivel sigma del proceso a mejorar
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 50/96
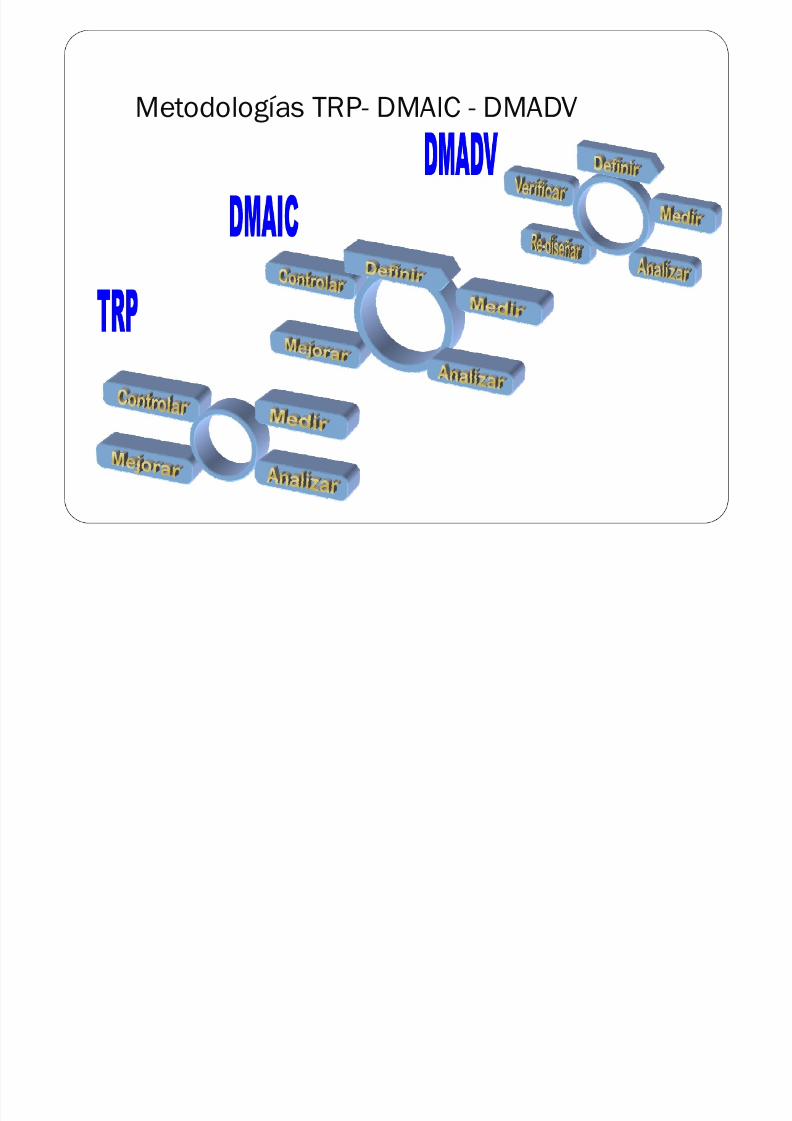
Metodologías TRP- DMAIC - DMADV
D fi i l d l í

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 51/96
Definir la metodología
Analizar, desarrollar e Diseñar / rediseñar e
Desarrollar el racional delproyecto
mp emen ar an s s e causa
raíz.TRP y DMAIC
mp emen ar un nuevo proceso,
producto o servicio.DMADV
D fi i l t d l í

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 52/96
Definir la metodología
Medir
Definir
Identificar CTQ’s; medir el desempeño ycomparar.
Medir los indicadores críticos internos yexternos.Medir
Identificar el objetivo / visión.
Identificar el problema / oportunidad. Se
identifican los CTQ’s.Definir
Diseño / rediseño del proceso Análisis de causa raíz
Validar
Diseñar
Analizar
Validar, implementar y controlar.Establecer el plan de control y corregirproblemas.Controlar
Diseñar / rediseñar el proceso y pruebapiloto para validarlo.
Diseñar, validar e implantar las soluciones.Mejorar
Identificar las “mejores prácticas” y evaluarpotenciales diseños.Desarrollar hipótesis de causas y validarlas. Analizar
DMAIC

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 53/96
DMAIC
Definir:Fase para la definición, evaluación eidentificación del proyecto. Se prepara la misióny se selecciona y lanza un equipo de proyecto. Seidentifican los requerimientos clave de los
clientes. Medir:
En esta fase se mide la magnitud del problema, yse determinan las características clave del
roducto del servicio los indicadores del
Analizar:Esta es la fase en la que se planifica larecolección de datos, se analizan los mismos, seestablecen y confirman aquellas “pocas causasvitales” o factores que condicionan el
funcionamiento del proceso en su nivel actual. Mejorar:
En esta fase se diseñan y se llevan a caboexperimentos para determinar en forma
proceso.-
optimizar el proceso.
Controlar:
Fase en la que se preparan los controles paraevitar que el proceso vuelva a su estado originalen poco tiempo, se llevan a cabo las mejoras, seimplementan, se controlan y se monitorean con
el fin de mantener las ganancias.
DMAIC

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 54/96
1
2
Definir
?
Medir
Identificar el problema
Definir requerimientos
Establecer objetivo
Entrevistas, talleres,encuestas, scorecards,QFD, diagramas dePareto.
Validar problema/ proceso
Refinar problema/ objetivo
Medir pasos/ entradas claves
QFD, gage R&R, diagramacausa-efecto, análisis dehabilidad del proceso,técnicas de mapeo deprocesos, FMEA.
Mejoramiento de Proceso Herramientas
DMAIC
3
4
5 Controlar
Analizar
Mejorar
Desarrollar hipótesis
causales
Identificar causas raíz
Validar hipótesis
- ,pruebas de hipótesis,
estudios multi-vari,estudios de correlación,regresión, FMEA.
Desarrollar ideas pararemover causas raíz
Probar soluciones Estandarizar soluciones/
medir resultados
Diseño experimentalfactorial, diseño robusto,metodología de superficiede respuesta, EVOP, pokeyoke, FMEA.
Establecer estándar paramantener desempeño
Corregir problemas segúnsea necesario
Control estadístico deprocesos, poke yoke,herramientas lean.
TRP (Técnica de Resolución de

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 55/96
TRP (Técnica de Resolución de
Problemas) Es una aplicación de DMAIC para casos de problemas de
performance en un team. Tiene las mismas fases que el DMAIC, con foco en el MAIC. Usa herramientas más sencillas, sin necesidad de técnicas
estadísticas.
DMADV
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 56/96
DMADV
Definir:Fase para la definición, evaluación eidentificación del proyecto. Se prepara la misióny se selecciona y lanza un equipo de proyecto.
Medir:En esta fase se identifican los requerimientosclave de los clientes, y las características clavedel producto, del servicio y del proceso.
Analizar:Esta es la fase en la que se desarrolla un diseñode alto nivel del producto, servicio y proceso.También se desarrolla un análisis de riesgos y debeneficios económicos.
Diseñar:En esta fase se elabora el diseño de detalle, quese valida con una prueba piloto, con el análisisde riesgos y de beneficio económico.
Validar:
Fase en la que se elaboran los planes de control,se implementa el diseño y se valida con losresultados.
DMAIC – DMADV: Diferencias

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 57/96
DMAIC – DMADV: Diferencias
Definir: Muy similares en ambos casos: se define y se planifica el proyecto. Sin embargo, en el caso delDMAIC, hay un mapeo inicial del proyecto y mayor foco en el CTQ afectado.
Medir: En el caso del DMAIC se miden indicadores de desempeño del proceso -Y, X-. En el
DMADV, se identifican y especifican los CTQ’s.
Analizar: En el DMAIC se identifican y verifican con datos las causas raíces y oportunidades. Mientrasque en el DMADV se crea el diseño de alto nivel a partir de las necesidades de los clientesexternos e internos.
Mejorar / Diseñar: En la etapa de Mejorar del DMAIC se generan y prueban las soluciones. En la etapa deDiseñar del DMADV, en cambio, se genera el diseño de detalle. En ambos casos, se calcula larelación costo-beneficio, se anticipan los riesgos y se preparan los planes para laimplementación. Sin embargo, en el DMAIC también se implementa la solución.
Controlar / Validar: En la etapa de Controlar, se monitorean los resultados, validando la solución. En el caso deValidar, se prueba el diseño y recién después es implementado y monitoreado.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 58/96
Técnicas más utilizadas• Análisis costo - beneficio
• Análisis de Pareto
• Análisis de fallas y riesgos (AMFE)
• Análisis del sistema de medición (R&R)
• Análisis del tiempo de ciclo• Análisis del Valor
• Análisis de Varianza (ANOVA)
• Benchmarking
• Diseño de experimentos (DOE)
• Diagramas de flujo del proceso
• Equipos de trabajo
• Estratificación
• Estudio de campo de fuerzas (Levin)• Estudios de capacidad del proceso
• Exp. de la Función Calidad (QFD)
• Gestión del cambio
• Box Plots
• 5S
• 5 Porqué
• Cálculo de costos (COPQ)
• Contraste de hipótesis
• Planta visual (Visual Factory)
• Correlación y Regresión
• Diagramas Causa - Efecto o Árbol
• Diagramas de flujo del proceso
• Gráficos y tablas
• Histogramas
• Just in Time (JIT) - Kanban
• Mantenimiento Prod. Total (TPM)
• Modelo Kano
• Poka Yoke
• Teoría de Restricciones (TOC)
• Tormenta de ideas
• Trabajo en celdas
• Value Stream Mapping
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 59/96
El Lean y su integración
con Six Sigma

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 60/96
Los propósitos del LeanLos propósitos del Lean son, en este orden:
1. Aumentar Valor.
2. Eliminar Desperdicios.3. Prevenir Desperdicios.
¿Qué son los Desperdicios? Son todas aquellas tareas que no agregan valor desde las
perspectivas del cliente y del accionista. Son conocidos comoMuda, la palabra japonesa que significa desperdicio.
Agregan costo en términos de tiempo, esfuerzo y materiales.
No agregan valor. Están alrededor nuestro.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 61/96
Valor y desperdicioDesperdicio
(Eliminar)Consume tiempo, recursos
y espacio, pero nocontribuye a lasatisfacción del cliente.Es el síntoma, más no la
Valor agregado(Incrementar)
Toda actividad que
Facilita el valor agregadoFacilita el valor agregado(Disminuir)Es necesario para el negocio, perotodos querrían dejar de hacerlo.
causa.
inputs en outputs quesatisfacen al cliente.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 62/96
Tipos de Desperdicios1. Sobreproducción
Hacer más o antes de lo que requiere el proceso siguiente. Es todo
lo producido a una velocidad mayor a la requerida por elrequerimiento del cliente, o generado antes que lo requiera.
Puede ser consecuencia de una especulación de demanda, de lanecesidad de cubrir problemas con equipos, compensar defectos de
planificación o de lotes de producción muy grandes. Como consecuencia, se crean inventarios de material en proceso o
finales que generan cargas financieras y obsolescencia.
La práctica Lean es la de producir lo que es necesario, en la cantidaden que es necesario y en el momento en que es necesario (Justo aTiempo).
Se corrige con un sistema “Pull”.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 63/96
Tipos de Desperdicios2. Espera
Tiempo libre esperando información o producto o cliente. Porejemplo, a que otro proceso termine su operación, capacidad depersonal, control y medición o información.
de largos tiempos de ciclo, y de reprocesos generados por errores.
Como consecuencia, los tiempos de ciclo se incrementan, llevandoluego a otros Desperdicios como el de los inventarios.
La práctica Lean es tener un flujo de proceso originado en el
cliente, sin errores y con lotes chicos. Se corrige creando flujo.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 64/96
Tipos de Desperdicios3. Movimiento
Todo movimiento de personas o equipos que no agrega valor alservicio.
Puede resultar de mala disposición y layout del proceso, usualmentebasados en la or anización erar uías en lu ar de estarlo en elflujo del proceso.
Como resultado, se encuentran tareas que requieren de muchospasos, equipos, información que debe “ser buscada”. También, seprolongan los tiempos de ciclo.
La práctica Lean es el diseño del flujo del proceso y disposición degente y máquinas en función del mismo, no de las jerarquías y áreas.
Se corrige con ergonomía y buen diseño del lay out.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 65/96
Tipos de Desperdicios4. Transporte
Transporte de información que no necesariamente se necesita para cumplircon los requerimientos del cliente.
Puede resultar de mala disposición y layout del proceso, usualmente basadosen la or anización erar uías, en lu ar de estarlo en el flu o del roceso.También, de excesivos pasos del proceso.
Como resultado se incrementan los costos, se prolongan los tiempos de cicloy pueden encontrarse costos producto de daños y obsolescencia. Perjudicadirectamente a la comunicación.
La práctica Lean es el diseño del flujo del proceso y disposición de gente yequipos en función del mismo, no de las jerarquías y áreas.
Se corrige con buen diseño del lay out.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 66/96
Tipos de Desperdicios
5.Sobre Procesamiento
Uso de recursos que superan al necesario. Usualmente resultado de inversiones, o de una cultura del “por
”s acaso .
Como consecuencia, el lay out se afecta, hay presiones porgenerar material en proceso, y se incrementan los tamaños delote.
La práctica Lean es usar recursos cuya capacidad iguala a lademanda del cliente.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 67/96
Tipos de Desperdicios6. Inventario
Todo lo que exceda el tamaño de lote 1 a través del proceso. Por
ejemplo, solicitudes o legajos, en proceso o completados. Puede ser resultado de buscar eficiencias parciales, o procesos con
tiempos de ciclos muy largos. O ser usado como seguro yprotecci n para compensar pro emas a o argo e proceso
(calidad, mala planificación, improvisiones y falta de confiabilidaden las operaciones). Los inventarios en proceso o finales ocultan problemas, generan
cargas financieras, mal uso de los espacios, movimientos y
transportes adicionales, y obsolescencia y daño de los materiales. Lean busca eliminar inventarios (Justo a Tiempo). Delante de las
restricciones y en algunos otros puntos especiales de un proceso, seadmite inventario pequeño (Teoría de las Restricciones).
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 68/96
Tipos de Desperdicios7. Defectos
Se refiere a toda inspección, descarte, correcciones, reparaciones oreemplazos, por efecto de errores y defectos generados por nohacer las cosas bien desde la primera vez.
,
confiadas en la corrección o inspección y no en la prevención. Como consecuencia se aumenta la cantidad de tareas y tiempo
necesarios para elaborar o entregar, se incrementan los costos ydisminuye la capacidad instalada.
La práctica Lean es la de prevenir defectos y errores en la fuente deerror, y tener un sistema de acciones correctivas y preventivas.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 69/96
Tipos de Desperdicios8. Mal producto bien
Esfuerzos que no le agregan valor al producto o servicio desdela perspectiva del cliente. Se hace más o diferente a lo que él
es capaz de percibir. Es hacer cosas, dedicar tiempo, a aquelloque el cliente no valora.
requerimientos de los clientes, o de una cultura de mantenerel status quo. Como consecuencia, los costos suben, la satisfacción de cliente
no se mejora o, aún más, se resiente y la capacidad de trabajo
baja. La práctica Lean es identificar claramente los requerimientos
del cliente y cuestionar cada tarea y actividad para verificar su
grado de contribución al valor del producto o servicio.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 70/96
Tipos de Desperdicios9. Potencial de la gente
Es no usar totalmente las capacidades y competencias físicas y
mentales del personal que ejecuta el proceso. Puede resultar de mal diseño de las actividades y proceso, pero
también en la errónea selección o ca acitación de los o eradores.La desmotivación y desintegración de los operadores es otraimportante contribución a este desperdicio.
Como resultado pueden aparecer prácticas inseguras y accidentes,desmotivación, alta rotación del personal, errores e incremento enlos tiempos de ciclo.
La prácticas Lean son las de incorporar y capacitar a cada personapara la tarea, dando lugar a su participación e integración en laresolución de problemas.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 71/96
Tipos de Desperdicios
10. Materiales
Es desperdiciar materiales, energía y recursos. Puede resultar de malos diseños, o de ausencia de cuidados en
la eneración del roducto, or e em lo, or ausencia demantenimiento. También de defectos o retrabajos.
Como resultado, se incrementan los costos y se falla en laresponsabilidad social.
La prácticas Lean son las de asegurar la conciencia colectiva en
el uso responsable de materiales y recursos, a través de lasprácticas diarias del personal y del diseño adecuado.
Los Desperdicios vistos desde el
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 72/96
cliente1. Demoras: el cliente esperando, en colas...
2. Duplicaciones: dando una y otra vez la misma información...3. Movimientos innecesarios: colas varias...
4. Comunicación confusa: letra chica falta de carteles...
5. Inventarios incorrectos: no entregarle lo solicitado...6. Oportunidades perdidas: ignorar al cliente...
7. Errores: defectos o daños...
Competitividad basada en los tiempos

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 73/96
Proceso con Desperdicio (demoras, errores,sobreprocesamiento, movimientos…)
p p
Requerimientode cliente
Entregao
cumplimiento
Entregao
cumplimiento
Proceso con Desperdicio
(demoras, errores, sobreprocesamiento,movimientos…)
Requerimientode cliente
Eliminar
Desperdicios
permite llegar antes
Mayor velocidadMenor costo
Tiempo
Entregao
cumplimiento
Proceso con Desperdicio(demoras, errores, sobreprocesamiento,
movimientos…)
Requerimientode cliente
0
a c en e
Eliminar
Desperdicios
permite comenzar
más tarde el proceso
y llegar a tiempo

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 74/96
Los 5 Pasos del Lean1. Valor se especifica desde la perspectiva del cliente. Es valor lo
que el percibe como tal.2. Cadena de Valor. Ni Producción, ni post venta, ni... Visualizar,pensar e integrar a toda la cadena de valor.
3. uir. proceso uye . ero tiempo e espera. ero
inventario. Tamaño de lote “Uno”. Lay-out en función delproceso. Explotar a la restricción.4. Tirar. El cliente “tira” para programar y determina qué y
cuándo debe ser producido, generado o entregado.5. Perfección. Búsqueda continua del cero error.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 75/96
Roles y responsabilidades

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 76/96
Roles
Sponsor Champion Master Black Belt Black Belt Green Belt /Green Belt Líder
Miembros de equipo Heredero

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 77/96
Sponsor
Sus principales responsabilidades son:
Aportar la visión estratégica. Definir proyectos. Garantizar el involucramiento.
Remover obstáculos. Eliminar inhibidores.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 78/96
Champion
Sus principales responsabilidades son:
Supervisar y guiar todos los esfuerzos Six Sigma. Asegurar el alineamiento del equipo Six Sigma.
omar ec s ones e cam o en con unto con e ac e t.
Presentar los avances en las reuniones mensuales. Eliminar inhibidores.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 79/96
Master Black Belt
Sus principales responsabilidades son: Capacitar a los Black Belts en la metodología, estrategia, tácticas
y herramientas. o a orar en a e n c n y se ecc n e proyec os.
Revisar progreso de los Black Belts y de los proyectos. Coordinar los esfuerzos cross funcionales.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 80/96
Responsabilidades Master Black Belt: Desarrolla el programa 6σ y el material para entrenamiento.
Entrena a la gerencia y a los BBs. Trabaja con proveedores y clientes externos para extender el
programa 6σ.
Master Black Belt
Brinda entrenamiento y orientación profesional a los BBs a través
de proyectos, asesorándolos en el uso de herramientas einterpretación de datos.
Asesora a las gerencias sobre planificación táctica y estratégica.
Desarrolla cultura 6σ
y red de BBs. Potencia el conocimiento e ideas en las plantas.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 81/96
Master Black Belt
6 meses - 1 año plan de desarrollo consistente de: Proveer entrenamiento Black Belt. Apoyar proyectos Six Sigma. Desarrollar material de entrenamiento. Plan de mejoramiento personal para desarrollar atributos débiles. Identificar y completar un “mega” proyecto. Lista de lectura requerida. Revisión permanente por parte de MBB, administración, y
colegas de trabajo. Aprobación de MBB y de Gerencia.

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 82/96
Black Belt
Sus principales responsabilidades son:
Garantizar la aplicación de las herramientas Six Sigma.
Desarrollar proyectos con los equipos Six Sigma.
Establecer planes de acción con indicadores de avance.
Proponer soluciones de cambio para consensuar con el Champion.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 83/96
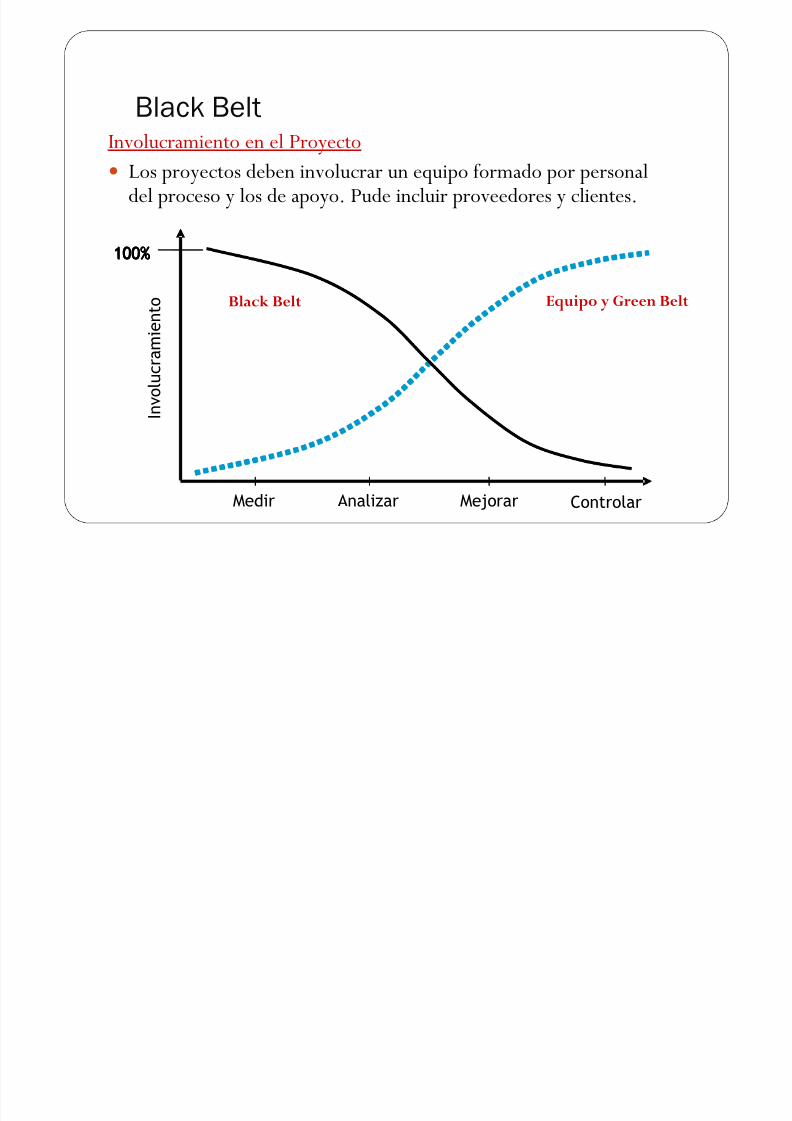
Black BeltInvolucramiento en el Proyecto Los proyectos deben involucrar un equipo formado por personal
del proceso y los de apoyo. Pude incluir proveedores y clientes.
100%100%100%100%
ControlarMedir Analizar Mejorar
Black Belt Equipo y Green Belt
I n
v o l u c r a m i e n t o

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 84/96
Green BeltSus principales responsabilidades son: Aportar conocimiento del proceso al equipo Six Sigma.
Participar activamente en el proyecto: toma de datos, ,
participación en los experimentos, …
Aplicar herramientas Six Sigma Manejar los análisis en Minitab. Green Belt Líder: Liderar proyectos Green Belt

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 85/96
Green BeltAtributos necesarios para Black Belt: Ganas y atributos para comunicarse con todos los niveles de la
organización. Capacidad demostrada como agente de cambio.
.
Auto-motivado. Capacidad para solucionar problemas. Mente analítica.
Tome riesgos.
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 86/96
Green BeltAtributos necesarios para Black Belt:
Persistente.
Demuestre iniciativa. Perceptivo.
Trabaje a ritmo acelerado.
Ganas de aprender. Buen conocimiento de proceso/ producto.
Buenas destrezas de presentación.
Habilidad para aprender estadística básica.
í

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 87/96
Green Belt LíderInvolucramiento en el Proyecto Los proyectos deben involucrar un equipo formado por personal
del proceso y los de apoyo. Pude incluir proveedores y clientes.
100%100%100%100%
ControlarMedir Analizar Mejorar
Green Belt Líder Equipo
I n v o l u c r a m i e n t o
Mi b d i

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 88/96
Miembros de equipoSus principales responsabilidades son: Aportar conocimiento del proceso al equipo Six Sigma. Participar activamente en el proyecto: toma de datos, elaboración de matrices,
par c pac n en os exper men os,
….
H d

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 89/96
HerederoSus principales responsabilidades son: Aplicar métodos y herramientas Six Sigma en la fase de
sostenimiento del proyecto.
Mantener bajo control las mejoras logradas en elproyecto Presentar resultados mensualmente y frente al Comité
arantizar e cump imiento cuan o que aron acciones
pendientes en el proyecto Profundizar las mejoras, cuando el Champion y el Master
Black Belt lo solicitan.
….
R l ió t l

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 90/96
Comité directivo
Sponsors
Champions
Finanzas RH ISMaster Black Belt
Relación entre roles
Black Belt
Green BeltsGreen Belts
Miembros del equipo
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 91/96
Selección de proyectos
S l ió d t
8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 92/96
Selección de proyectos
La selección de proyectos impulsa los resultados.
El mejor Black Belt tendrá poco impacto en el negocio si laselección y definición del proyecto es pobre.
Selección de pro ectos

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 93/96
Selección de proyectosProyecto exitoso: Apoyo de administración.
Alineado con objetivos del negocio y delcliente.
Información histórica disponible.
ecursos spon es.
La solución no es conocida. Utiliza un lugar de trabajo de alto
rendimiento.
Ataca mediciones primarias ysecundarias.
El tiempo de entrega cumple con lasexpectativas.
s uerzo
Focalizado
s uerzo
Focalizado
Selección de proyectos M t i l ió d t

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 94/96
DimensiónPuntuación Mínima
(Valor 1)
Puntuación Máxima
(Valor 5)
Resultados
(Negocios)
Potencial de losbeneficios Bajo retorno Alto retorno
Alineamiento con la
estrategiaPoco alineado Muy alineado
Selección de proyectos Matriz para selección de proyectos:
Aplicabilidad de la
Metodología
Finalización en el
plazoDifícil Fácil
Uso de lametodología
Aplicación limitada Totalmente aplicable
Recursos disponiblesNo hay recursos
disponibles
Hay recursos
disponibles
Soluciones
predefinidas
Existen soluciones
predefinidas
No existen soluciones
pre definidas
MediciónEs posible medir los
beneficiosDifícil de medir Fácil de medir

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 95/96
Síntesis
Introducción a Seis Sigma
Síntesis Qué es 6 Sigma

8/3/2019 Modulo Six Sigma Unidad i
http://slidepdf.com/reader/full/modulo-six-sigma-unidad-i 96/96
Seis Sigma es…Seis Sigma es…
Seis Sigma no es…Seis Sigma no es…
Algo que una vez insertado,
no se puede parar.
Síntesis - Qué es 6 Sigma
herramientas
Un método científico y complicado para
decir cosas simples
Una forma de hacer que los númeroscuenten una historia distinta
La llave a la administración
efectiva
El faro para evitar
problemas















![Six Sigma (6 Sigma)[1]](https://static.fdocumento.com/doc/165x107/577d35cc1a28ab3a6b91711a/six-sigma-6-sigma1.jpg)


