
TRABAJO EN FRÍO DE LOS METALES · PDF fileEsquema de una dobladora para tubo. ......
72
TRABAJO EN FRÍO DE LOS METALES
Transcript of TRABAJO EN FRÍO DE LOS METALES · PDF fileEsquema de una dobladora para tubo. ......

TRABAJO EN FRÍO DE LOS METALES

CAPÍTULO 5Conformado mecánico de los metales
Trabajo en frío de los metales. Características
• Mejor acabado superficial.
• Tolerancias dimensionales más estrechas.
• Cambio en las propiedades físicas (se pueden ajustar las propiedadesmecánicas de acuerdo con las necesidades del producto).
• Mayor capacidad para ser deformados por cargas de tracción.
• Mayor consumo de energía para la deformación.
• Anisotropía.
• Necesidad de recocidos intermedios, en el caso de grandes porcentajes dedeformación.
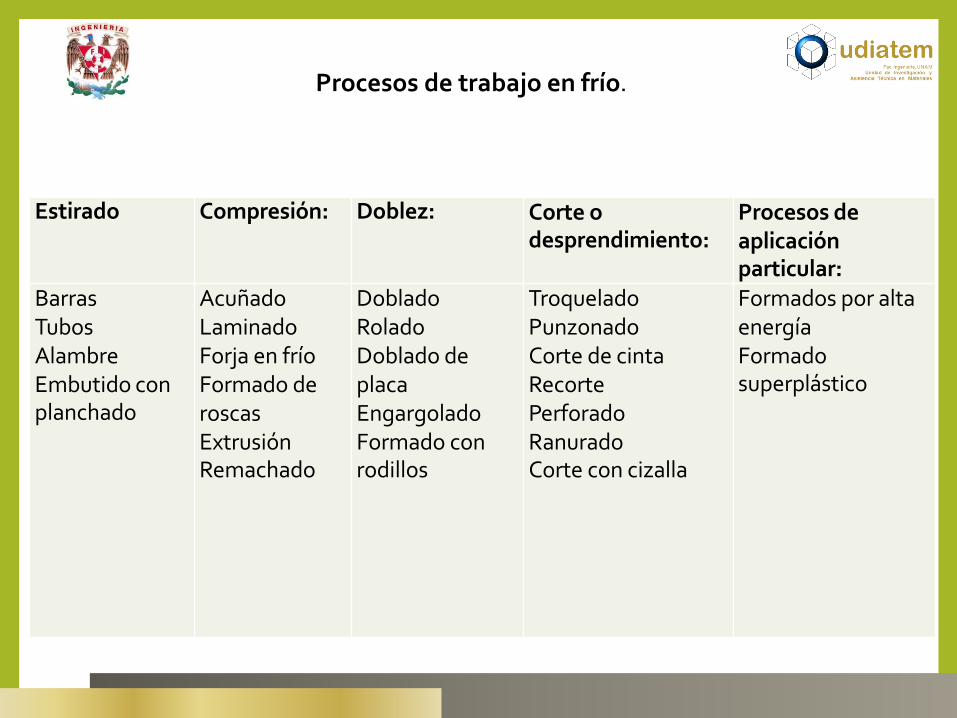
Procesos de trabajo en frío.
Estirado Compresión: Doblez: Corte o desprendimiento:
Procesos de aplicación particular:
BarrasTubosAlambreEmbutido con planchado
AcuñadoLaminadoForja en fríoFormado de roscasExtrusiónRemachado
DobladoRoladoDoblado de placaEngargoladoFormado con rodillos
TroqueladoPunzonadoCorte de cintaRecortePerforadoRanuradoCorte con cizalla
Formados por alta energíaFormado superplástico

Estirado.
Este tipo de operación consiste en reducir o cambiar la sección transversal del materialal someterlo a un esfuerzo de tracción cuando atraviesa una matriz.

Estirado.
El proceso es similar al de extrusión con la diferencia de estar sometiendo al material aun esfuerzo de tracción.
Con este tipo de proceso se fabrican todo tipo de alambres, barras y varillas,distinguiéndose entre ellos en función del diámetro final alcanzado con el producto.También se pueden fabricar perfiles huecos.

Estirado de alambre.
Proceso de fabricación
Laminado en caliente
Decapado Estirado del alambre (Alambrón) o tubo (se aplican recocidos intermedios de ser necesario).
Dado de Estirado
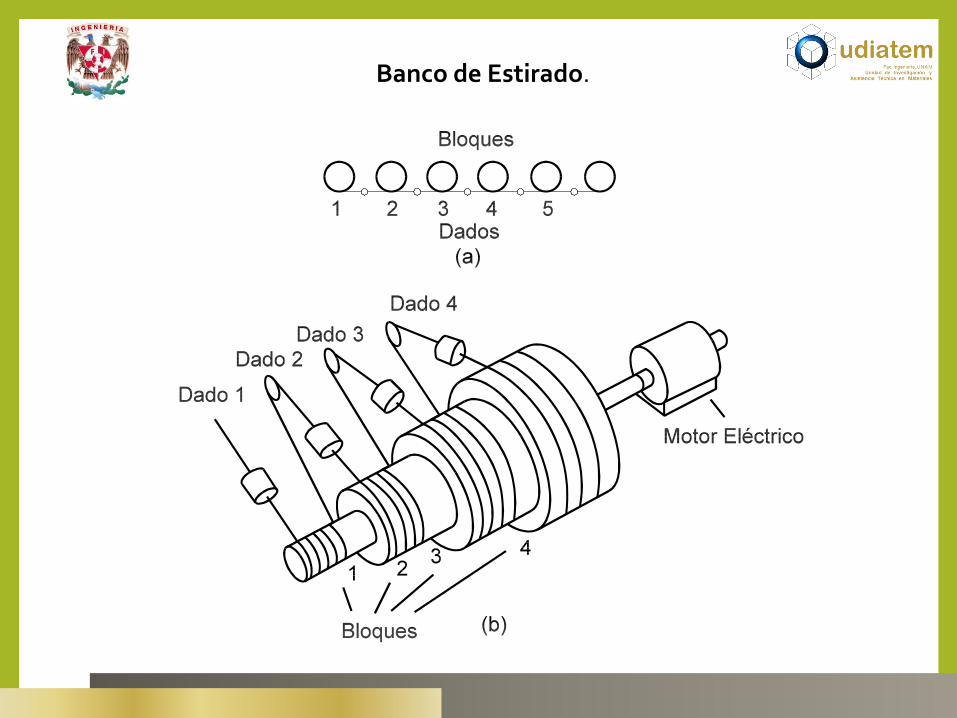
Banco de Estirado.

Banco de estirado de 5 etapas.

Estirado de alambre.
Para producir barras (diámetro mayor de 6 mm), se utilizan mesas o camas deestirar que pueden tener hasta más de 30 m de carrera; en este caso son posiblesvelocidades comprendidas entre los 10 y 30 m/min. Dichos equipos llegan a teneruna capacidad aún mayor a las 130 toneladas de carga.
Mesa de Estirado de barra

Dados de estirado.

Estirado.
Estirado.
Campana o entrada del dado. Se da el arrastre de lubricante con el material.
Cono o zona de aproximación. Su ángulo es determinante en la carga requerida para el proceso y será definido de acuerdo con las características del material.
Zona de deslizamiento o de ajuste de las dimensiones. En esta zona el diámetro permanece constante y no hay reducción aunque si una carga apreciable debida a la fricción. Su principal función es permitir reajustes del dado (debido al desgaste); si la longitud de la zona fuera cero no se podría recalibrar el dado En la práctica su longitud es de aproximadamente 2/3 del diámetro del dado.
Salida. Su conicidad permite la recuperación elástica del material, asimismo reduce la posibilidad de desgaste cuando el dado está mal alineado.
Estirado.
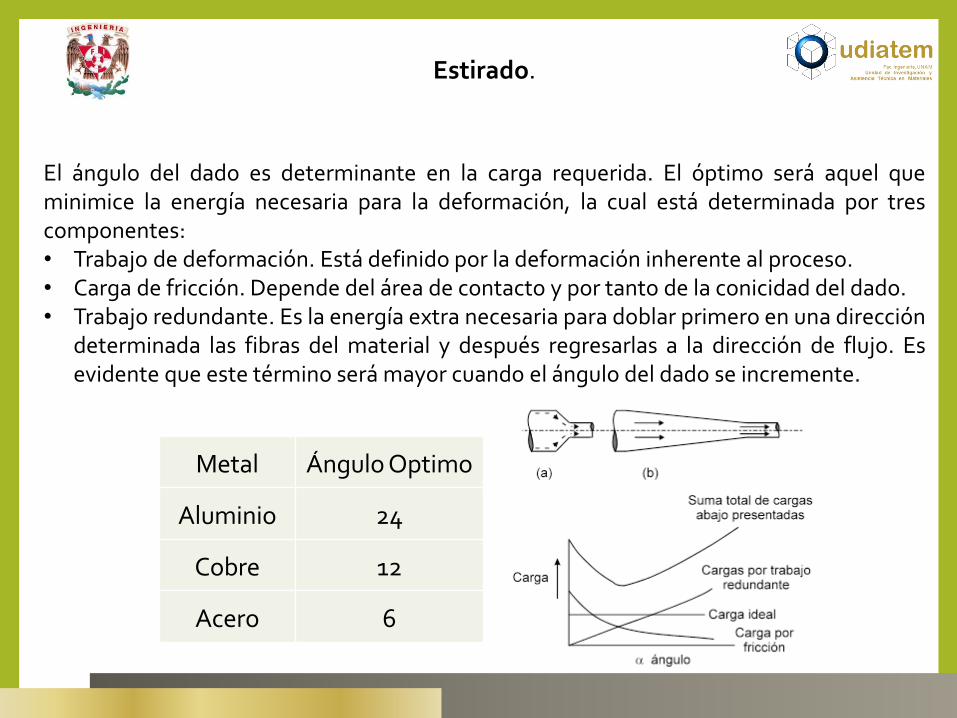
Metal Ángulo Optimo
Aluminio 24
Cobre 12
Acero 6
El ángulo del dado es determinante en la carga requerida. El óptimo será aquel queminimice la energía necesaria para la deformación, la cual está determinada por trescomponentes:• Trabajo de deformación. Está definido por la deformación inherente al proceso.• Carga de fricción. Depende del área de contacto y por tanto de la conicidad del dado.• Trabajo redundante. Es la energía extra necesaria para doblar primero en una dirección
determinada las fibras del material y después regresarlas a la dirección de flujo. Esevidente que este término será mayor cuando el ángulo del dado se incremente.

Defectos generados en estirado.
• Defectos del material de partida, como podrían ser grietas o fisuras
• Limpieza inadecuada. El material está todavía recubierto con escamas deóxido que producen desgaste excesivo del dado y ralladuras sobre la pieza.
• Mal acabado del dado. Produce rayas longitudinales en el producto.
• La fractura del material es un caso extremo, en el que la carga de estiradosupera la resistencia a la tracción del material. Para una reducción yconicidad fijas, esta posibilidad se incrementa con la fricción.
Estirado de tubo.
Etapas del Proceso
Lingote defundición
Formado del tubo
Decapado Estirado de la barra hueca previamente formada por extrusión o perforado y estirado
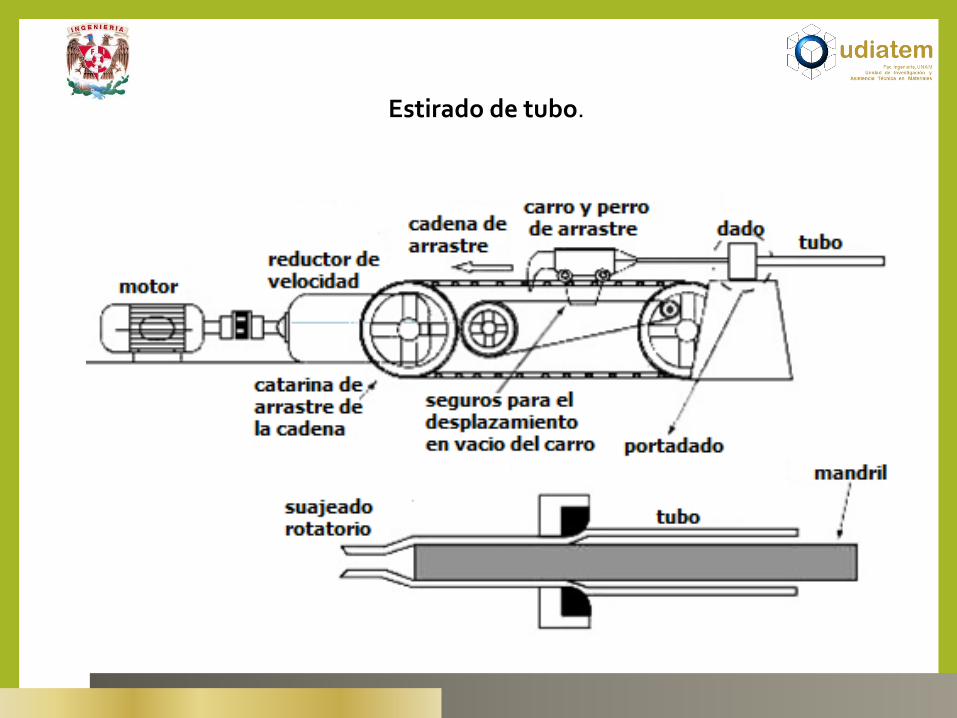
Estirado de tubo.

Fig. 9.10 Mesa de estirado. Éstas pueden ser mecánicas o hidráulicas (inferior).
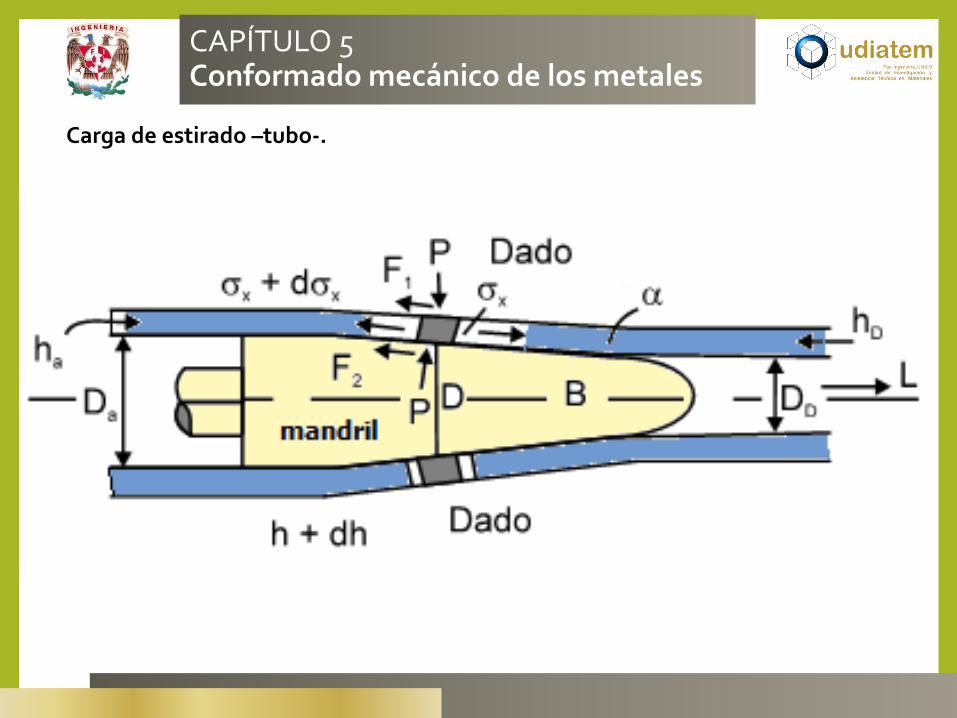
CAPÍTULO 5Conformado mecánico de los metales
Carga de estirado –tubo-.

Rechazado.

Rechazado por corte.

Rechazado por corte.

Acuñado.
Hasta 1400MPa de presión
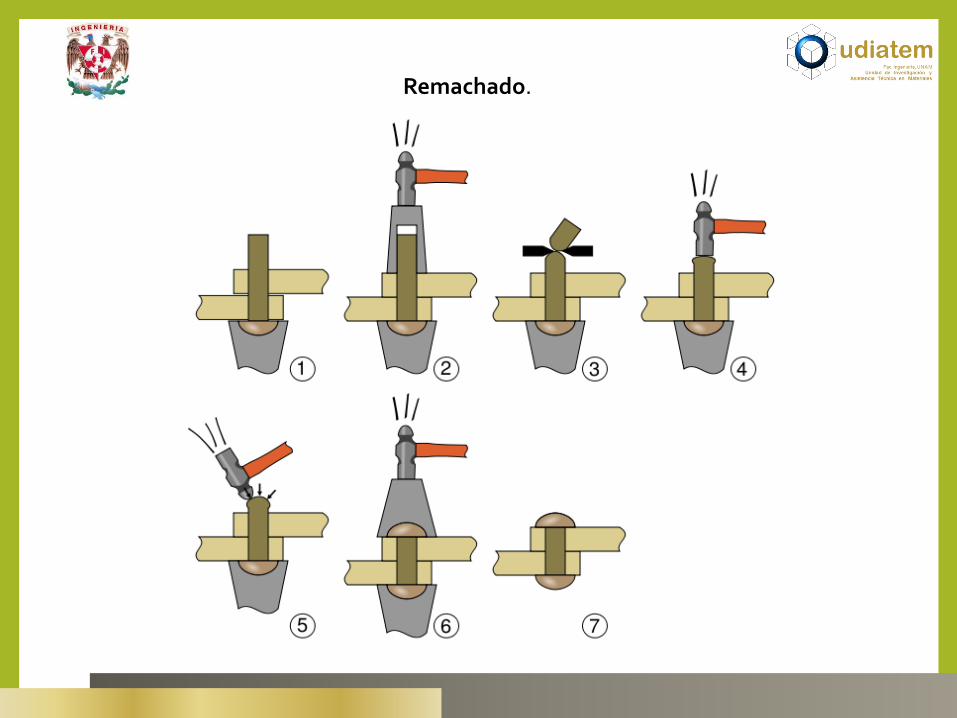
Remachado.

Estacado.

Formado por rodillos.

Formado por rodillos.

El formado con rodillos permite la producción de laminas acanaladas.

Rolado.
Descripción esquemática del mecanismo de operación de una roladora. Roladora con capacidad de 10 a 35 mm y longitud de hasta 4 m.

Rolado de barras o perfiles.

Esquema de una dobladora para tubo.

Dobladora de lámina.

Dobladora de cortina.
Máquina CNC electro-hidráulica, puede tener hasta 12 m de longitud de la mesa y30000 KNew de capacidad

Engargolado para la fabricación de latas.

Ensamble de un filtro de aceite y de una lata de 3 piezas por engargolado.

Conformado de chapa.
Este conjunto de procesos de conformado por deformación plástica es específico para elprocesado de láminas delgadas de metal con espesores típicos que oscilan entre 0.4 y 6mm.
La materia prima de estos procesos procede de un proceso de laminación y ésta seprocesa normalmente en frío; aunque en el caso de grandes espesores, materialesfrágiles o deformaciones significativas se procesa a temperaturas más elevadas perosiempre por debajo de la recristalización.

Diseños construidos en base a lámina.
Heckler & Koch G3
MP44
CETME C

Troquelado, punzonado.
Este tipo de procesos se basan en la generación de una geometría plana sobre una chapade metal mediante el corte del perfil de la misma con una matriz (troquel, punzón).

Troquelado, punzonado.
Aunque el principio del proceso es el mismo, se habla de troquelado cuando se genera elcorte a lo largo de una línea cerrada para separar la pieza del material circundante, y sehabla de punzonado cuando el material cortado es el que se desecha y el que permanecees la pieza deseada .

Troquelado, punzonado.
El proceso de corte que se produce se muestra en la siguiente figura:

CAPÍTULO 5Conformado mecánico de los metales
Fig. 9.33 Holgura entre matriz y punzón

CAPÍTULO 5Conformado mecánico de los metales
Troquelado, punzonado.
La holgura entre matriz y punzón oscila entre el 2% y 8% del espesor de la chapa comotérmino general, y depende del material considerado.
La fuerza requerida para el corte se estima con la expresión:
F = 0.7 e L sultìmo
e espesor, L Longitud del perfil cortado

Cizallado.
El cizallado consiste en el corte de una lámina a través de una línea recta abierta. En estecaso, la diferencia con las variantes anteriores sólo reside en la geometría del corte.

Doblado.
Esta técnica es una de las más comunes en el conformado por deformación, y atiende ala deformación del material alrededor de un eje recto.
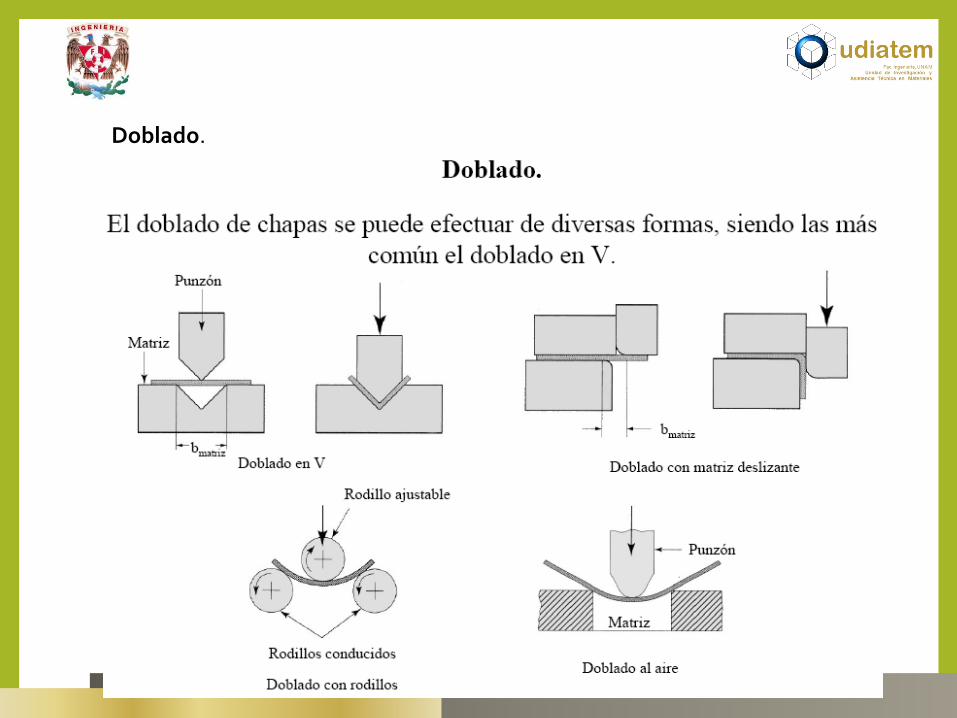
Doblado.
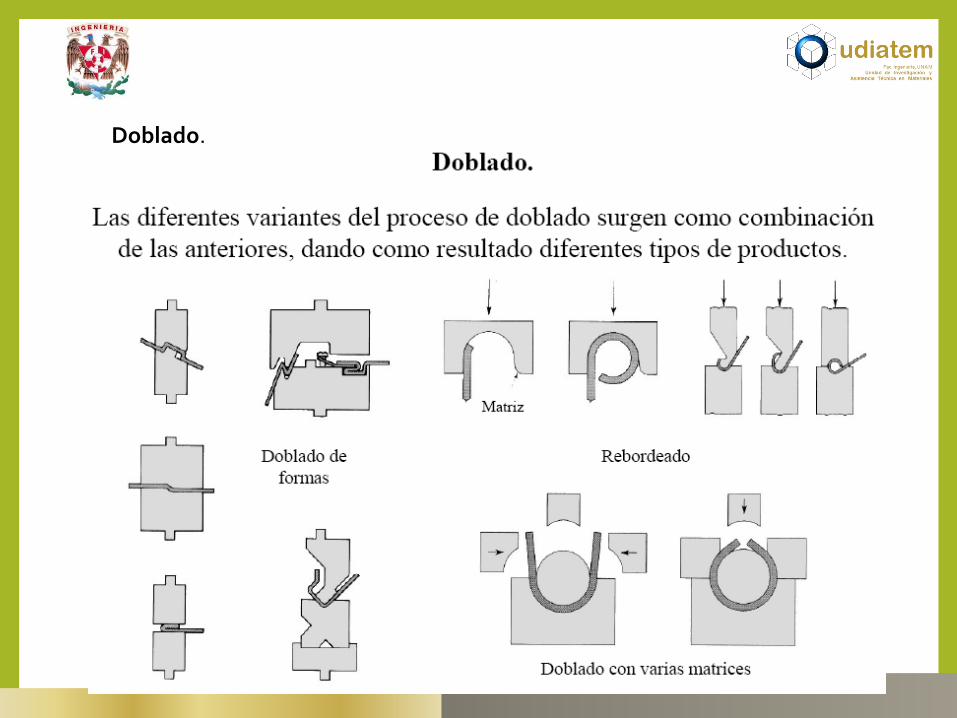
Doblado.

Embutido.
Usualmente los materiales más ocupados en procesos de embutición son aquellos con mayor ductilidad como las aleaciones de aluminio o cobre en comparación con los aceros.

Embutición.
Este proceso permite la obtención de piezas huecas de diversa forma (acopada, de caja, etc.). El principio básico consiste en empujar el material en forma de lámina sobre la cavidad de una matriz mediante un punzón.

Embutición.
El esquema del proceso se muestra en la siguiente figura:

Embutición.
Este proceso puede efectuarse en etapas sucesivas (sobre todo cuando no se cumplen las condiciones antes citadas), con el objeto de tener la pieza definitiva. Estas operaciones reciben el nombre de reembutición.

Embutición.
Para que el proceso se produzca es necesario que exista una holgura entre el punzón y matriz que permite la fluencia de la chapa. Esta holgura es del orden de un 10% superior que el espesor de la chapa.
La severidad de la operación se establece con la relación existente entre la dimensión de la chapa inicial y la dimensión del punzón.
El valor límite típico de dicha relación es de 2, aunque depende de los radios del punzón y de la matriz (Rp y Rm), de las condiciones de la fricción, de la profundidad del embutido y de las características del material (ductilidad, anisotropía).

Embutición.
Un proceso que comparte las características de la embutición y la forja con estampa es el estampado de chapa, que permite el grabado de indentaciones, la generación de muescas, cortes, etc.

Carga de embutido.
0
0
Relación de embutido
donde
diámetro inicial
diámetro final (punzón)
f
f
Para que el proceso se produzca es necesario que exista una holgura entre el punzón y matriz que permite la fluencia de la chapa. Esta holgura es del orden de un 10% superior que el espesor de la chapa.
La severidad de la operación se establece con la relación existente entre la dimensión de la chapa inicial y la dimensión del punzón.

Carga de embutido.
0
1%
donde
espesor del material
e
e
Otro parámetro a controlar en el proceso es la relación entre el espesor y la dimensión original de la chapa. Es recomendable que esta relación sea superior al 1%, ya que si el valor es inferior se aumenta la tendencia al arrugado del material.

Carga de embutido.
cte 0
0
zz
zz
e
d
Al considerarse que el espesor e
se mantiene constante (deformación plana)

Carga de embutido.
La carga de embutido (sin considerar pisadores) queda:
00 2 lnemb f
f
rf r t
rs
Como2emb fA r t
femb
embemb
r
r
A
f 00 lnss
Para que no exista adelgazamiento
0embs sConsiderando a los pisadores, se puede suponer en una primera instancia que la carga por efecto de tenerlos aumenta de un 15 a 25% de la calculada sin considerarlos.

CAPÍTULO 5Conformado mecánico de los metales
Carga de embutido.
Considerando igualdad:
0 00 0
2ln ln
3emb
f f
s s s
00 0
2ln
3 f
s s
03ln
2 f
)2
3(0 ef
38.20 f
1 3 0
0 0
1
3
0
2
3
x
y
x y
s s s
s s
s s
s s
s s s

Carga de embutido.
3
00.25 1200
fi
p m
f
rrp
r ts
Para el pisador
22
02 2 24
p fi e pf r r r p
Donde:
0 radio inicial del material (disco de partida) ó blanco
radio interior de la pieza embutida
radio de la matriz de embutido
esfuerzo máximo del material
espesor del material
fi
e
m
r
r
r
t
s

Ejemplo.
Se va a producir por embutido de chapa de acero, una lata, (siendo ésta de 2 piezas –cuerpo y tapa-). Se ha elegido una lámina de calibre # 26 (0.45 mm). La lata escilíndrica de 10 cms de diámetro por 13 de altura, con un radio inferior de 5mm.Calcule la capacidad de la prensa utilizada para el proceso, considerando que esta seemplea a no más de un 80% de su potencial. El esfuerzo de cedencia del material esde 140 MPa. Adicional a lo anterior, si se presenta un desperdicio del 10%,considerando que el costo del material es de 30.00 $/kg y que la manufacturarepresenta $0.10 para la tapa y $0.40. para el cuerpo así como $0.15. delengargolado; determine el costo de la lata. Considere que la densidad del acero es de7.8 g/cm3.

Troquel.
CAPÍTULO 5Conformado mecánico de los metales
Troquel.

CAPÍTULO 5Conformado mecánico de los metales
Troquel progresivo de 10 etapas para alta producción.

CAPÍTULO 5Conformado mecánico de los metales
Fig. 9.32 Dibujo de ensamble de un troquel progresivo.

CAPÍTULO 5Conformado mecánico de los metales
Diversos ejemplos de piezas producidas a partir de cinta metálica y
procesadas en troqueles.

CAPÍTULO 5Conformado mecánico de los metales
Carga de corte.
como
2
0.7
c m
mm
c m
f tl
f lt
s
s
donde
esfuerzo máximo (último)
a la tracción
perímetro de la pieza
espesor de la lámina
m
l
t
s

CAPÍTULO 5Conformado mecánico de los metales
Carga de corte.
Holgura -h-.
2
donde
diámetro de la matriz
diámetro del punzón
m p
m
p
D Dh
D
D
Metales suaves.
0.045 0.05h t t
Aluminio duro y acero suave.
0.06h t
0.08 0.1h t t
Metales duros.
donde
espesor de la láminat

CAPÍTULO 5Conformado mecánico de los metales
Carga de corte.
Holgura -h-.
2
donde en troquelado
diámetro de la matriz
es el tamaño del corte a realizar
diámetro del punzón es
desconocido
m p
m
p
D Dh
D
D
2
donde en punzonado
diámetro de la matriz
es quien lleva la holgura
diámetro del punzón es
es el tamaño del corte a realizar
m p
m
p
D Dh
D
D

CAPÍTULO 5Conformado mecánico de los metales
Embutición.
Otro parámetro a controlar en el proceso es la relación entre el espesor y la dimensión original de la chapa. Es recomendable que esta relación sea superior al 1%, ya que si el valor es inferior se aumenta la tendencia al arrugado del material.
La fuerza máxima necesaria para la operación en el caso de un disco de chapa se puede estimar con la expresión:
Aunque debe tenerse presente que la fuerza varía en función del desplazamiento del punzón y alcanza el valor máximo a 1/3 del recorrido.

Fac. Ingeniería, UNAM
Unidad de Investigación y
Asistencia Técnica en Materiales
udiatem
Gracias por su atención

CAPÍTULO 1Introducción

CAPÍTULO 5Conformado mecánico de los metales
Doblado.
El mecanismo de doblado se observa en la siguiente figura:

CAPÍTULO 5Conformado mecánico de los metales
Doblado.
En dicho proceso el radio mínimo que se puede obtener es función del tipo de material, su anisotropía y el grado de doblado que sufre. Dicho valor se expresa en función del espesor con la expresión:

CAPÍTULO 5Conformado mecánico de los metales
Doblado.
Dicho proceso también presenta el fenómeno de recuperación elástica, que supone (por efecto del comportamiento del material) un ángulo de doblado final de la pieza inferior al de ejecución- Este efecto se elimina produciendo un doblado en exceso del material.
El esfuerzo necesario para generar el doblado del material depende de la geometría de la matriz de doblado y se estima con la expresión:
















![Dobladora hidrulica[1]](https://static.fdocumento.com/doc/165x107/5a6588cf7f8b9a2c6e8b4d6d/dobladora-hidrulica1.jpg)

