Ventilacion_soldadura
66
-
Upload
humbertocanalesch -
Category
Documents
-
view
212 -
download
0
Transcript of Ventilacion_soldadura



Edita:Foment del Treball Nacional
Con la financiación de:FUNDACIÓN PARA LA PREVENCIÓN DE RIESGOS LABORALES
Código de acción:IT 2009-0116
Autores:Pere Oleart Comellas – Licenciado en Ciencias QuímicasRamón Pou Serra – Licenciado en Ciencias QuímicasJordi Rabassó Campi – Ingeniero IndustrialPere Sanz Gallén – Doctor en Medicina
Diseño gráfico:Flash Arte Multimedia
Maquetación e impresión:Anglofort, SA
Dep. Legal: B-45.062-2010

ÍNDICE
GUÍA TÉCNICA DE ESPECIFICACIONES DE LOS SISTEMAS DE VENTILACIÓN PARA EL CONTROLDE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
1. PRESENTACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 07
2. MEDIDAS DE CONTROL DE LA EXPOSICIÓN A HUMOS DE SOLDADURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.1. MEDIDAS GENERALES DE CONTROL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.1.1. VENTILACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.1.2. PROTECCIÓN RESPIRATORIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.2. MEDIDAS ESPECÍFICAS DE CONTROL POR VENTILACION EN PROCESOS DE SOLDADURA . . . . . . . . . . . . . . . . . . 12
2.2.1. VENTILACION EN PROCESOS DE SOLDADURA REALIZADOS EN TALLER O EN EL INTERIOR DE NAVES
INDUSTRIALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2.2.2. SOLDADURAS REALIZADAS EN ESPACIOS CONFINADOS Y LUGARES DE REDUCIDAS DIMENSIONES . . . . 13
3. CLASIFICACIÓN DE LOS EQUIPOS DE VENTILACIÓN LOCALIZADA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
ANEXOS
ANEXO 1: DESCRIPCIÓN DE LOS PRINCIPALES METALES PRESENTES EN LOS PROCESOS DE SOLDADURA . . . . . . . . . . 21
ANEXO 2: PRINCIPALES DISOLVENTES, CÁUSTICOS Y GASES QUE INTERVIENEN EN LOS PROCESOS DE SOLDADURA . . 22
ANEXO 3: MEDIDAS PREVENTIVAS PARA EL USO DE ELECTRODOS DE TUNGSTENO ADITIVADOS CON TORIO
(AFILADO DE ELECTRODOS) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
ANEXO 4: GLOSARIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
ANEXO 5: BIBLIOGRAFÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
3


GUÍA TÉCNICA DE ESPECIFICACIONES DE LOS SISTEMAS DE VENTILACIÓN
PARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA


1. PRESENTACIÓN
La Higiene Industrial es la disciplina preventiva que anticipadamente identifica, evalúa y controla los riesgos debidos al medio ambiente
del trabajo con el objeto de proteger la salud y el bienestar de los trabajadores.
También se ha definido como la práctica que identifica los agentes peligrosos, ya sean químicos, físicos o biológicos, que existen en el
ambiente de trabajo y que pueden causar enfermedades, molestias o efectos adversos a los trabajadores, evaluando la magnitud del
riesgo por exposición a dichos agentes y estableciendo los medios técnicos y organizativos para prevenir los daños para la salud, tanto
a largo como a corto plazo.
Pero la evaluación correcta, fiable y representativa de la exposición de los contaminantes químicos en los puestos de trabajo es larga y
laboriosa, puede requerir numerosos muestreos y análisis y la necesidad de procesar los resultados con métodos estadísticos complejos
que, en conjunto, producen costes elevados y demoran las decisiones preventivas.
En España se ha desarrollado durante el año 2008 a través de la Oficina de Prevención de Riesgos Laborales para las Pymes deFoment del Treball Nacional, un proyecto financiado por la Fundación para la Prevención de Riesgos Laborales, con el titulo «ESTUDIOPRELIMINAR, NUEVO ENFOQUE EN HIGIENE INDUSTRIAL: LA EVALUACIÓN CUALITATIVA»1, cuyo objetivo ha sido el de desarrollar una
metodología de evaluación empírica o de evaluación cualitativa basada en las características toxicológicas y de peligrosidad química de
las sustancias utilizadas en los procesos industriales, en las condiciones del proceso y en las características de las instalaciones
industriales, que permite definir de forma directa las medidas preventivas básicas que deben ser aplicables para lograr que los riesgos
higiénicos residuales que se deriven sean aceptables.
Entre las ventajas que se considera que dichos programas pueden proporcionar a las pequeñas y medianas industrias, se señalan las
siguientes:
• Asigna medidas prácticas de control aplicables directamente a los procesos industriales.
• No se requieren costosas actuaciones en la realización de muestreos y análisis para definir las prioridades de actuación.
• Se puede comenzar a actuar de forma preventiva incluso cuando no existan Límites de Exposición Ocupacional.
• Proporciona criterios para la mejora continua de la prevención higiénica de los procesos industriales.
• Es especialmente apropiado para que las PYMES puedan acreditar la conformidad de sus procesos, sin necesidad de costosos
muestreos y análisis.
Para ello se utilizan métodos cualitativos de evaluación que combinan las características tóxicas y peligrosas de las sustancias químicas
que se utilizan o que se generan en el proceso industrial en las condiciones de emisión características del proceso considerado (la
temperatura de trabajo, la volatilidad de los productos, la granulometría y la humedad en el caso de que se trate de productos sólidos),
así como los factores que determinan la extensión del riesgo (los tiempos de exposición y de trabajo y las cantidades manipuladas de
productos químicos).
Los peligros higiénicos son poco evidentes si se les compara con los peligros de seguridad. Sobre todo en las pequeñas y medianas
empresas no se aprecia el peligro que puede representar el trabajo inadecuado con sustancias químicas tóxicas ya que las consecuencias
de esta exposición no se manifestaran de forma inmediata. Las Enfermedades Profesionales tienen tiempos muy largos de latencia.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
7
EL NUEVO MODELO DE HIGIENE INDUSTRIAL ES ESPECIALMENTE APROPIADO PARA INCENTIVAR LA APLICACIÓN DE MEDIDAS
TÉCNICAS CORRECTORAS QUE REDUZCAN LOS RIESGOS HIGIÉNICOS EN LAS PEQUEÑAS Y MEDIANAS EMPRESAS, YA QUE PUEDEN
OBTENERSE APLICACIONES EFICIENTES SIN LOS COSTES ELEVADOS DE MUESTREOS Y ANÁLISIS QUE NORMALMENTE SE
PRODUCEN EN LOS PROGRAMAS DE HIGIENE INDUSTRIAL CLÁSICA.
1. http://www.foment.com/prevencion/documentos/NE_HIGIENE_INDUSTRIAL.pdf

Algunas de ellas no se manifiestan hasta después de muchos años de exposición. Ello da lugar a cierto descuido en la protección directa
y cotidiana de los riegos higiénicos, ya que aun cuando se trabaje de forma inadecuada, no se aprecian daños para la salud de una forma
inmediata. Esta es la diferencia entre los peligros higiénicos, muy poco evidentes, y los riesgos de accidente que son mucho más intuibles.
Durante el año 2009 la Oficina de Prevención de Riesgos Laborales para las Pymes de Foment del Treball Nacional, ha publicadoun proyecto financiado por la Fundación para la Prevención de Riesgos Laborales, titulado «EVALUACIÓN CUALITATIVA DE RIESGOSHIGIÉNICOS. OPERACIONES BÁSICAS DE SOLDADURA»2, en el que se adapta el método del Control Banding a estas operaciones
mediante especificaciones técnicas que permiten eliminar o reducir el riesgo higiénico de exposición a productos químicos generados en
estos procedimientos mediante la adecuada manipulación y control de las emisiones al ambiente de trabajo de los productos y sustancias
químicas que se utilizan o generan.
Durante los procesos de soldadura, y también en las operaciones relacionadas con dichos procesos, como por ejemplo cortar o fundir un
material, se generan un amplio número de contaminantes a los que el trabajador / soldador puede estar expuesto.
El tipo de contaminante que se genera depende del tipo de soldadura, del material de aporte (electrodo, varilla) y de su recubrimiento.
Los posibles accidentes y enfermedades profesionales a los que se expone el trabajador estarán condicionados a los contaminantes que
se generen.
También cabe destacar que un soldador puede realizar su trabajo en un lugar ocupado por otros trabajadores cuyas tareas estarán o no
relacionadas con la soldadura.
Estas situaciones requieren un buen análisis de coordinación de actividades empresariales para evitar que los riesgos derivados de las
operaciones de soldadura se traspasen a otros trabajadores.
De los diferentes riesgos toxicológicos en las operaciones de soldadura destacan los siguientes:
• Inhalación de humos metálicos provenientes del metal de base y de los electrodos: óxidos de hierro, cobre, cromo, níquel,manganeso, cobalto, aluminio, molibdeno, titanio, tungsteno y el vanadio, entre otros.
Los soldadores de aceros inoxidables de alta aleación, ricos en cromo y níquel, presentan un mayor riesgo de padecer un cáncer
de pulmón. La inhalación de cromo hexavalente es uno de los principales riesgos de los soldadores.
Otro metal que se encuentra en algunos aceros es el manganeso. La exposición crónica a humos de manganeso puede provocar
efectos sobre el sistema nervioso central (una enfermedad parecida al Parkinson). Es por ello que el manganeso es uno de los tóxicos
relacionados con los procesos de soldadura más investigados en los últimos años y, como consecuencia de ello, su límite de
exposición profesional (VLA en España) se ha ido reduciendo con el tiempo de manera drástica.
Respecto al cadmio, la exposición a este metal es cada vez más excepcional o residual, pero cuando se produce, se comporta como
uno de los tóxicos más peligrosos. En la exposición aguda el «órgano diana» del cadmio es el pulmón, y en la exposición crónica
son los riñones.
• Inhalación de humos metálicos provenientes del recubrimiento de las piezas a soldar: Los más destacados son los óxidos
de hierro, cromo, plomo y zinc.
En la soldadura blanda (temperatura de fusión < 450ºC) el metal de aporte suele ser el plomo y el estaño, pero también se emplean
el antimonio, cadmio, plata, cobre y zinc.
Los fundentes pueden contener compuestos inorgánicos (cloro y flúor) y compuestos orgánicos (derivados halogenados de aminas
y amidas).
En la soldadura dura (temperatura de fusión > 450ºC) el metal de aporte puede ser a base de cobre, cadmio, plata, aluminio, níquel.
Los fundentes pueden contener boro, fluoruros, fosfatos, cloruros y silicatos.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
8
2. http://www.foment.com/prevencion/documentos/libros/soldadura/index.h3p

• Inhalación de gases y vapores provenientes de la transformación térmica que se produce durante el proceso de soldadura. Entreellos destacamos el ozono, monóxido de carbono, dióxido de carbono, óxidos de nitrógeno y una serie de productos de descom-
posición como el fosgeno, ácido cianhídrico, fluoruros y aldehídos entre otros.
En el Anexo 1 se describen los principales metales que pueden encontrarse en las operaciones de soldadura, las manifestaciones clínicas
agudas y crónicas, sus VLA (Valores Límite Ambientales) y sus VLB (Valores Límite Biológicos).
En el Anexo 2 se describen los principales disolventes, cáusticos y gases que pueden estar presentes en los procesos de soldadura, su
toxicidad, los principales metabolitos, los VLA y los VLB.
En el Anexo 3 se describen las medidas preventivas para el uso de electrodos de tungsteno aditivados con torio (afilado de electrodos).
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
9

2. MEDIDAS DE CONTROL DE LA EXPOSICIÓN A HUMOS DE SOLDADURA
2.1. MEDIDAS GENERALES DE CONTROL
En la mencionada «Guía de evaluación cualitativa de riesgos higiénicos en las operaciones básicas de soldadura», se lleva a cabo la
aplicación del método de Control Banding a estas operaciones.
En las Fichas de evaluación cualitativa de riesgos higiénicos por tipo de soldadura, se establecen aquellos más significativos de cada tipo
de soldadura, a fin de definir las medidas técnicas de prevención y los procedimientos de control necesarios.
El método de evaluación cualitativa se basa en el siguiente esquema:
El nivel de cantidad se determina en función de la cantidad de metal depositado (Kg/semana) o del número y del diámetro de electrodos
consumidos por semana.
El nivel de emisividad se determina en función de la intensidad de la corriente de soldadura y del diámetro del electrodo.
El grupo de peligro se determina según la toxicología de los humos producidos en cada tipo concreto de soldadura.
Con estos tres parámetros se calcula el tipo de control primario (entre I y IV) y para cada tipo de control primario se establecen unas
medidas de control de VENTILACIÓN y de PROTECCIÓN RESPIRATORIA para conseguir la protección adecuada del trabajador de acuerdo
con los siguientes cuadros:
2.1.1. Ventilación
En las operaciones de soldadura consideradas en la «Guía de evaluación cualitativa de riesgos higiénicos en las operaciones básicas de
soldadura» mencionada anteriormente, las medidas de control son generalmente de tipo III o IV. En la Guía además de las medidas
generales de control que se relacionan en la siguiente tabla, para cada tipo de soldadura se determinan unas medidas de control
específicas que tienen en consideración la medida de la pieza a soldar y si la soldadura se realiza en espacios confinados o lugares de
reducidas dimensiones. En el Punto 2.2 se incluye un resumen de estas medidas.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
10
01 Nivel de cantidad
02 Nivel de emisividad
03 Grupo de peligro
04 Tipo de control primario
05 Medidas de control

Las medidas de control de tipo IV solo son aplicables en los procesos automáticos de soldadura mediante robots, en los procesos
manuales de soldadura solo son aplicables medidas de control de tipo III. En estos casos, especialmente si se realizan soldaduras con
materiales que generan humos de elevada peligrosidad, es necesario complementar las medidas de control mediante equipos protección
respiratoria.
2.1.2. Protección respiratoria
La protección respiratoria debe considerarse como un elemento de control complementario, que nunca debe ser usado de forma ex-
clusiva y permanente para reducir los peligros higiénicos. No obstante, en operaciones especificas y de duración limitada, como
pueden ser ciertas operaciones de mantenimiento y de limpieza, debe ser empleada para aumentar las medidas de protección exis-
tentes.
Para las operaciones de soldadura en las que deba complementarse las medidas de control por ventilación debido a la peligrosidad de
los humos generados, es recomendable que, preferentemente, se utilicen pantallas faciales con aporte de aire filtrado y con cristales de
oscurecimiento automático al recibir la primera radiación luminosa del arco eléctrico, lo cual permite garantizar la utilización permanente
de la protección respiratoria.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
11
Tipo de Medidade ControlPreventivo
Características del sistema de ventilación en funcióndel tipo de medidas de control preventivo requeridas
I– Alejamiento del puesto de trabajo respecto al foco de emisión.
– Presencia de ventilación general mecánica.
II
– Aspiración localizada mediante capotas situadas sobre el foco emisor.
– Aspiración localizada mediante campanas situadas en la cara frontal de forma que el foco emisor
quede situado entre el operario y la campana de aspiración.
– Aspiración localizada por descenso a través del plano de la mesa de trabajo.
– Aspiración localizada integrada a la herramienta de trabajo.
III
– Cabinas ventiladas de pequeñas dimensiones. El foco emisor queda situado dentro de la cabina.
En este grupo se incluyen las cabinas o vitrinas de laboratorio.
– Cabinas grandes de flujo horizontal. El operario y el foco emisor quedan situados dentro de la cabina.
La corriente de aire inducida por la aspiración siempre fluye en el sentido operario – foco emisor.
– Cabinas grandes de flujo vertical. El foco emisor siempre queda situado en un plano por debajo de la
cabeza del operario.
– El aire aspirado por los equipos de ventilación no debe reciclarse nunca al interior de los locales de
trabajo, aunque se utilicen filtros de alta eficacia para la retención de los contaminantes.
IV
– El foco emisor esta situado en un recinto cerrado y en depresión con respecto a la posición que ocupa
el operario, como por ejemplo:
• Cabinas de guantes.
• Cabinas de «medio traje».
• Cabinas robotizadas o con elementos que permiten la manipulación de los productos por con-
trol remoto.
– El aire aspirado por los equipos de ventilación no debe reciclarse nunca al interior de los locales de
trabajo, aunque se utilicen filtros de alta eficacia para la retención de los contaminantes.
– Todos los conductos de aspiración situados antes del filtro, deben estar en depresión respecto al am-
biente del puesto de trabajo.

Este tipo de pantallas, adicionalmente, contribuyen a la utilización más eficaz de los sistemas de ventilación localizada, ya que permiten
que el soldador tenga libre la mano que, en el caso de utilizar pantallas con filtros oculares de opacidad fija, necesita para levantar y bajar
la pantalla cada vez que se inicia el arco de soldadura. Al disponer de una mano libre, el soldador puede mover y situar las campanas de
aspiración a las distancias adecuadas para que su funcionamiento sea más eficaz.
2.2. MEDIDAS ESPECÍFICAS DE CONTROL POR VENTILACIÓN EN PROCESOS DE SOLDADURA
Para la mayoría de los procesos de soldadura al arco, ya sea con electrodo revestido o mediante sistemas MIG/MAG o TIG, las medidas
de control por ventilación que pueden ser aplicadas en la práctica son de tipo III.
En las fichas anexas se detallan las especificaciones constructivas de Equipos de Ventilación Localizada (EVL) que pueden ser aplicables
a los casos específicos que se describen a continuación:
2.2.1. Ventilación en procesos de soldadura realizados en taller o en el interior de naves industriales
Para cada situación se describen los sistemas que se consideran más eficaces. También pueden combinarse varios sistemas (por ejemplo:
impulsión de aire – campanas adheridas), con el fin de adaptarse a las características y formas de las piezas fabricadas. En todos los
casos, además de la ventilación localizada, es necesario instalar sistemas de ventilación general, con el fin de eliminar los humos quese escapen.
Piezas pequeñas:
• Mesas de soldadura con aspiración frontal. Las rendijas de aspiración deben situarse en un plano perpendicular al de la mesa,en el lado opuesto a la de la posición del soldador, de forma que se origine un flujo de aire horizontal que aleje los humos del
soldador.
Piezas medianas:
• Cabinas de aspiración en las que la pieza y el soldador puedan situarse en su interior. El aire se ha de aspirar por la cara opuesta
a la boca de la cabina, de forma que se origine un flujo de aire horizontal.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
12
Tipo de Medidade ControlPreventivo
Características del tipo de protección respiratoria en función del tipo de medidasde control preventivo requerida
I– Mascarillas autofiltrantes contra polvo.
– Mascarillas autofiltrantes de carbón activo contra productos químicos orgánicos volátiles.
II– Mascarillas autofiltrantes contra polvo.
– Máscaras enteras y mascarillas con filtros específicos para los productos químicos utilizados.
III– Máscaras enteras con filtros específicos para los productos químicos utilizados. Verificar el correcto
ajuste del adaptador facial a la cara.
IV
– En orden inverso de prioridad:
• Máscaras enteras con filtros específicos provistas de sistemas mecánicos de impulsión de aire
para crear «presión positiva» en la zona de respiración.
• Máscaras enteras con aporte de aire a “presión positiva”.
• Protección de traje entero, hermético, con aporte de aire.

Es conveniente disponer de medios mecánicos, como polipastos o plataformas giratorias, que permitan modificar con facilidad la
posición de la pieza para que la corriente de aire aleje los humos de la posición del soldador.
• Campanas de aspiración conectadas a conductos articulados, de forma que la posición de la campana pueda modificarse confacilidad para situarla junto al punto donde se realiza la soldadura. Este tipo de campanas tienen caudales intermedios entre 500
y 700 m3/h y para que sean eficaces se han de situar muy próximas al punto de soldadura, a unos 20 o 25 cm como máximo.
• Campanas adheridas mediante bases magnéticas. Son de bajo caudal, entre 200 y 300 m3/h, conectadas al ventilador mediante
conductos flexibles de pequeño diámetro, entre 60 y 80 mm. Las campanas pueden ser de diferentes formas y han de escogerse
para que se adapten al trazado del cordón de soldadura. Son eficaces si se colocan a distancias muy próximas, de 10 a 15 cm del
cordón de soldadura.
Piezas muy grandes:
Cuando se sueldan piezas muy grandes que no pueden moverse, solo pueden usarse sistemas de aspiración portátiles como los descritos
anteriormente:
• Campanas de aspiración conectadas a conductos articulados, instaladas sobre unidades de aspiración portátiles, que consistenen un ventilador y un filtro de humos.
• Campanas adheridas mediante bases magnéticas.
En estos casos es conveniente complementar la aspiración mediante sistemas de impulsión de aire, situándolos de forma que originenen el puesto del soldador, corrientes de aire de entre 0,5 a 1,5 m/s, que alejen los humos generados.
Estos equipos de impulsión de aire deben ser muy ligeros para que puedan cambiarse fácilmente de lugar según la posición ocupara por
el soldador, y a su vez deben ser suficientemente robustos y estar debidamente protegidos para no dar lugar a riesgos mecánicos.
Si se utilizan estos sistemas en el interior de naves industriales, es imprescindible que el sistema de ventilación general de las mismas
sea suficiente para eliminar la contaminación dispersada por las impulsiones individualizadas.
2.2.2. Soldaduras realizadas en espacios confinados y lugares de reducidas dimensiones
En los espacios confinados y en los lugares que, por sus reducidas dimensiones, se reduzca la eficacia de los sistemas de impulsión de
aire descritos anteriormente, deben utilizarse conductos flexibles para la impulsión de aire. Estos conductos deben conectarse a
ventiladores situados en el exterior, en zonas donde puedan captar aire limpio y fresco.
La impulsión debe hacer llegar el aire hasta el fondo del recinto donde se esté soldando, de forma que, en su recorrido de regreso hasta
la entrada del recinto, pueda arrastrar los humos de soldadura, alejándolos de la zona donde se sitúe el soldador. Para la ventilación
general del recinto es preferible utilizar conductos de impulsión de aire, frente a conductos de extracción, ya que pueden ser mucho
más ligeros, manteniéndose hinchados por la propia presión del ventilador. Los conductos de extracción, aunque sean flexibles han de
mantener las paredes rígidas, con lo que es más difícil orientarlos de forma precisa para que las corrientes de aire dentro del recinto
produzcan el efecto deseado de alejar los humos de la posición del soldador.
Además de los sistemas de ventilación general del recinto, deben instalarse campanas de aspiración localizada con soporte magnético,como las que se han descrito en el punto anterior. En estos casos es posible que la línea de aspiración tenga que ser de una longitud
considerable, lo cual puede dar lugar a perdidas de carga importantes, que para vencerlas requieran ventiladores de alta presión.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
13

3. CLASIFICACIÓN DE LOS EQUIPOS DE VENTILACIÓN LOCALIZADA
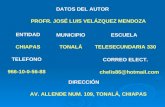
La eficacia de los Equipos de Ventilación Localizada (EVL) para lograr el control de los humos que se producen en la soldadura hasta reducir
la exposición de los mismos a condiciones aceptables, depende de varios factores (Fig. 1), entre ellos los siguientes:
a) Los relacionados con el FOCO CONTAMINANTE: Las dimensiones de las piezas que se sueldan, la movilidad del punto de soldeo,
el tipo de soldadura y la peligrosidad de los humos, la cantidad de humos producidos por unidad de tiempo, la dirección de emisión
con relación a la posición que ocupa el soldador, etc.
b) Los que dependen del PROCESO: Las posibilidades de lograr encerramientos, más o menos completos del foco contaminante, y
la facultad de adaptar los EVL a las instalaciones y máquinas.
c) Las que corresponden a la actitud del SOLDADOR: Utilización adecuada los EVL para que las campanas de aspiración cumplan con
la función para la que han sido diseñadas.
d) Las características de las CAMPANAS DE LOS EVL: Tipo, tamaño y caudal.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
14
CONTAMINANTE
> Dimensiones del foco> Velocidad y dirección de emisión
> Posibilidades deencerramiento
> Adaptación a los EVL
> Utilización adecuada de las campanas de los
EVL
> Tipo> Tamaño> Caudal
PROCESO
OPERARIO
CONTROLEFICAZ
CAMPANASde los EVL
Fig. 1. Factores a tener en cuenta para lograr el CONTROL EFICAZ de los contaminantes emitidos en el proceso.
EVL: Equipos de Ventilación Localizada

SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
15
TIPOS DE CAMPANAS
CONTENCIÓN
Contención total
Contención parcial Campana de recepción Rendijas finas
«Push-Pull» Aspiración por descenso
Focos calientes
Aspiración en la herramienta
Campana superior «Canopy» Campana simple de captura
RECEPCIÓN CAPTURA
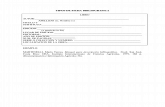
Fig. 2. Tipos de campana.

CLASIFICACIÓN DE LOS EQUIPOS DE VENTILACIÓN LOCALIZADA SEGÚN EL TIPO DE CAMPANA
Según el tipo de campana (Ver figura 2) los EVL pueden clasificarse de la siguiente forma:
1. DE CONTENCIÓN
En las campanas de contención el foco contaminante se halla en el interior del volumen definido por la campana. Los caudales de
aspiración se determinan para crear una depresión en el interior del recinto, de forma que en las aberturas se produzca la entrada
de aire a una velocidad de control suficiente para impedir que los contaminantes generados en el interior de la campana puedan
salir al exterior.
Las campanas de contención pueden diferenciarse en los siguientes tipos:
• CONTENCIÓN TOTAL
• CONTENCIÓN PARCIAL
– CABINAS PEQUEÑAS
– CABINAS DE «CUERPO ENTERO»
2. DE RECEPCIÓN
Las campanas de recepción son las que se instalan en la trayectoria de los contaminantes generados en el proceso. En el caso de
los procesos de soldadura, los humos y los gases se generan a temperaturas elevadas y por tanto tienden a ascender.
• CAMPANAS SUPERIORES «CANOPY»: Sobre focos calientes
3. DE CAPTURA
Las campanas de captura son las que se sitúan a una cierta distancia del foco donde se generan los contaminantes, de tal forma que
la velocidad del aire que inducen en el foco sea capaz de arrastrar los contaminantes hacia ella.
Hay varios tipos de campanas de captura y algunos de ellos gozan de mucha aceptación para la aspiración de los humos de soldadura,
especialmente las que disponen de brazos de aspiración articulados que pueden moverse con facilidad accediendo con ello a zonas
amplias del taller.
No obstante, hay que tener en cuenta que la velocidad inducida es directamente proporcional al caudal de aire aspirado por la cam-
pana y es inversamente proporcional al cubo de la distancia entre la campana y el foco. Esto significa que para que la campanas
de captura funcionen con un cierto grado de eficacia o han de tener caudales muy elevados, o bien han de situarse muy cerca del
foco.
Para que este tipo de campanas sea eficaz se requiere una estricta disciplina de utilización, especialmente en el mantenimiento de
las distancias. Para ello hay que proporcionar al soldador la capacidad de acción necesaria, haciendo que disponga de las dos manos
libres para soldar y poder mover las campanas a la posición de eficacia.
Las pantallas faciales con visores que se obscurecen automáticamente al recibir las primeras radiaciones luminosas producidas por
el arco eléctrico, son imprescindibles para que las campanas de captura sean utilizadas con eficacia.
Las campanas de captura, se dividen en los siguientes tipos:
• CAMPANAS SIMPLES DE CAPTURA
• RENDIJAS FINAS-BOQUILLAS
• ASPIRACIÓN POR DESCENSO
• ASPIRACIÓN EN LA HERRAMIENTA. BAJO VOLUMEN - ALTA VELOCIDAD
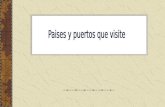
En la Figura 3 se esquematiza la relación entre la eficacia de los diferentes tipos de EVL con el nivel esperado de exposición o de
peligrosidad de los contaminantes.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
16

En la presente GUÍA TÉCNICA DE ESPECIFICACIONES DE LOS SISTEMAS DE VENTILACIÓN PARA EL CONTROL DE LOS RIESGOSHIGIÉNICOS EN LOS PROCESOS DE SOLDADURA y en las fichas siguientes se describen las especificaciones de los sistemas de
ventilación que deben integrarse en los puestos de trabajo según la evaluación de riesgos.
Pretende ser una guía práctica para el diseño y montaje de los sistemas de ventilación o de elección de equipos de protección respiratoria
según el proceso de soldadura y el tipo de humo generado.
Esta publicación complementa la «Guía de evaluación cualitativa de riesgos higiénicos en las operaciones básicas de soldadura».
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
17
MayorEFICACIA
Mayor
Menor
Menor
CAMPANASde CAPTURA
CABINAS DE«CUERO ENTERO»ASPIRADAS PORDESCENSO
MESAS DE ASPIRACIÓNPOR DESCENSO
CABINAS DECONTENCIÓNPARCIAL
CONTENCIÓNTOTAL
CONTENCIÓN«CASI» TOTAL
CAMPANASDE RECEPCIÓNCABINAS DE
«CUERPO ENTERO»
NIVEL deEXPOSICIÓN ode PELIGROSIDADESPERADA
Fig. 3. Eficacia de los diferentes tipos de Ventilación Localizada.


ANEXOS


ANEXO 1: DESCRIPCIÓN DE LOS PRINCIPALES METALES PRESENTES EN LOS PROCESOSDE SOLDADURA (INTOXICACIÓN AGUDA, CRÓNICA, VLA Y VLB)
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
21
INTOXICACIÓN AGUDA INTOXICACIÓN CRÓNICA VALORES LÍMITE (2010)
CADM
IO
- Absorción respiratoria: «Fiebrede los Metales», neumonitisquímica, edema de pulmón.
- Absorción digestiva: dolor abdo-minal, náuseas, vómitos, diarrea.
- Rinitis→ Perforación del tabique nasal, anosmia, bronquitis,enfisema.
- Pigmentación amarilla dientes.- Nefropatía cádmica: tubulopatía proximal.- Cancerígeno de pulmón y de próstata.
VLA-ED: 10 μg/m3
VLB: 5 μg/l, sangre.5 μg/g creatinina, orina.
CROM
O
- Gastrointestinal: dolorabdominal, vómitos, diarrea,hemorragia intestinal.
- Insuficiencia renal aguda pornecrosis tubular.
- Insuficiencia hepática.- Coagulopatía.
- Cutánea: úlceras 5-10 mm, indoloras, dorso de manos y dedos(«nidos de paloma»). Dermatitis de contacto.
- Respiratoria: Rinitis→ Úlcera→ Perforación del tabique nasal.- Cancerígeno de pulmón y senos nasales y paranasales.
VLA-ED: 50 μg/m3
VLB: diferencia entreprincipio y final de jornada:10 μg/lFinal de la semana laboral:25 μg/l
BERI
LIO - Irritación de VAS→ Neumonitis
química.- «Fiebre de los metales».
- Fibrosis pulmonar.- Cutánea: Granulomas.- Cancerígeno de pulmón.
VLA-ED: 0,2 μg/m3
NÍQU
EL
- «Fiebre de los metales». - Respiratoria: Rinitis→ Perforación del tabique nasal. Sinusitis,anosmia. Cáncer bronco-pulmonar o etmoidal.
- Cutánea: Dermatitis de contacto.- Cancerígeno de pulmón y senos nasales y paranasales.
VLA-ED: 1 mg/m3
ALUM
INIO
- Encefalopatía (pacientes dediálisis).
- Enfermedad de Shaver (fibrosis pulmonar). VLA-ED- Humos: 5 mg/m3
- Polvo: 10 mg/m3
BAT (Alemania): 60 μg/g.creatinina (orina)
CINC
- «Fiebre de los metales».Es el metal en el que se dacon mayor frecuencia.
- Respiratoria: Rinitis→ Perforación del tabique nasal.- Cutánea: Dermatitis de contacto.- Ocular: Conjuntivitis. Alteraciones retinianas.
VLA-ED- Humos: 5 mg/m3
- Polvo: 10 mg/m3
COBR
E
- Fiebre de los metales.- Alteraciones digestivas.- Insuficiencia hepática.- Insuficiencia renal.
- Perforación del tabique nasal.- Coloración verdosa de piel y faneras.- Dermatitis de contacto.- Alteraciones hepáticas.
VLA-ED- Humos: 0,2 mg/m3
- Polvo: 1 mg/m3
COBA
LTO - Alteraciones respiratorias.
- Alteraciones digestivas.- Dermatitis de contacto.- Fibrosis pulmonar.
VLA-ED: 0,02 mg/m3
VLB: 1 μg/l, sangre.1,5 μg/l, orina.
MAN
GANE
SO
- Neumonitis química: neumoníamangánica.
- Alteraciones respiratorias.- Cuadro neuropsiquiátrico:«Psicosis mangánica» (danza, canta y ríe, llora, confunde lasherramientas, alteración de la expresión verbal y escrita).«Síndrome Parkinsoniano», con hipertonía y temblor deextremidades inferiores («paso de pollo»).
VLA-ED: 200 μg/m3
BAT (Alemania):20 μg/l (sangre)
PLOM
O
- Digestivas: cólico saturnino:dolor, vómitos, estreñimiento.
- Encefalopatía saturnina:convulsiones, coma, muerte.
- Renales: Albuminuria,cilindruria, oliguria.
- Hepáticas: de citolisis anecrosis hepática.
- Alteraciones hematológicas (anemia saturnina).- Alteraciones digestivas (constipación).- SNC (sistema nervioso central): cefalea, insomnio, alt. carácter ymemoria.
- SNP (sistema nervioso periférico): Polineuropatía motora ext.superiores.
- Hipoespermia.- HTA (hipertensión arterial): por afección renal.- Enfermedad renal crónica.
VLA-ED: 150 μg/m3
VLB: 70 μg/dl

ANEXO 2: PRINCIPALES DISOLVENTES, CÁUSTICOS Y GASES QUE INTERVIENEN EN LOSPROCESOS DE SOLDADURA (TOXICIDAD, METABOLITOS, VLA Y VLB)
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
22
TÓXICO TOXICIDAD METABOLITOSPRINCIPALES
VLA-ED(ppm)
VLBOrina:
(mg/g creatinina)
CLORURODE METILENO
- Depresor SNC (sistema nervioso central).
- Irritante de piel y mucosas.
- Alteraciones cardio-vasculares.
- Cloruro de metileno enorina.
50 Cloruro de metileno en orina:0.3 mg/l
METIL-CLOROFORMO(1,1,1-TRICLOROETANO)
- Depresor SNC (sistema nervioso central).
- Irritante respiratorio→ Edema pulmón.
- Arritmias cardíacas
- Tricloroetanol.
- Ácido tricloroacético.
100 Tricloroetano en sangre:550 μg/l
TRICLOROETILENO
- Intolerancia al alcohol.
- Depresión SNC. Neuralgia del trigémino.
- Irritante respiratorio y digestivo.
- Dermatitis.
- Arritmia cardiaca.
- Tricloroetanol(Exp. del día anterior).
- Ácido tricloroacético(Exp. de la semanaanterior).
50 Ácido tricloroacético:100 mg/g creatinina(final de semana).
Ácido tricloroacético +Tricloroetanol: 300 mg/gcreatinina (final de semana).
Tricloroetanol en sangre:4 mg/l
TETRACLOROETILENO(PERCLOROETILENO)
- Depresor SNC (sistema nervioso central).
- Edema pulmón.
- Irritante piel y mucosas.
- Intolerancia al alcohol.
- Ácido tricloroacético 25 Ácido tricloroacético:3,5 mg/l (final de semana).
Percloroetileno en aireexhalado: 5 ppm (principioúltimo día de la semana).
Percloroetileno en sangre:0,5 mg/l (principio último díade la semana).
ÁCIDO FLUORHÍDRICO
- Alteraciones respiratorias.
- Quemaduras de piel y mucosas.
- Arritmias cardiacas (hipocalcemia).
- Flúor en orina. 1,8 Flúor en orina: 8 mg/l
DIÓXIDODE NITRÓGENO
- Alteraciones respiratorias (edema agudode pulmón)
————————— 50 —————————
MONÓXIDODE CARBONO
- Alteraciones neurológicas.
- Alteraciones cardiovasculares.
- Carboxihemoglobinaen sangre.
25 Carboxihemoglobina ensangre < 3,5%.
OZONO
- Alteraciones respiratorias.
- Alteraciones oculares.
- Alteraciones neurológicas.
—————— 0,05-0,10(según eltipo detrabajo)
——————————

ANEXO 3: MEDIDAS PREVENTIVAS PARA EL USO DE ELECTRODOS DE TUNGSTENO ADITIVADOSCON TORIO (AFILADO DE ELECTRODOS)
1. INTRODUCCIÓN
Los electrodos de tungsteno (elemento metálico que también se conoce con el nombre de wolframio) se utilizan en soldadura por arco con
protección de gas inerte, TIG, para corriente alterna y continua (CA / CC), para soldar acero inoxidable y aleaciones de aluminio y magnesio.
Los electrodos de tungsteno pueden contener entre el 1 y el 4% de torio, elemento radioactivo natural, lo que puede suponer un riesgo
higiénico de radiación ionizante, que debe ser controlado.
En este anexo de la Guía de Ventilación en operaciones de Soldadura se presentan una serie de recomendaciones para evitar o controlar
este riesgo.
El torio se desintegra generando partículas alfa y beta y radiación gamma.
La actividad radioactiva debida al torio de un electrodo es función de:
• % de óxido de torio en el electrodo
• Tiempo transcurrido desde la fabricación
• Medidas del electrodo
Si consideramos el ciclo de vida total de un electrodo de tungsteno (Fabricación ➝ Transporte ➝ Comercialización ➝ Uso en solda-
dura ➝ Tratamiento del residuo), en un taller de soldadura se puede encontrar residuos de torio en:
• El área de afilado (en cada afilado se pierde alrededor de 0,1 g).
• Las áreas de soldadura (desgaste del electrodo).
• Residuos: Puntas de electrodo.
• Líquido contaminado de la máquina de afilar.
2. TIPOS DE ELECTRODOS DE TUNGSTENO Y CÓMO SE PUEDEN RECONOCER
En el mercado se pueden encontrar, en función del tipo de aditivo, tres tipos de electrodos de Tungsteno:
• Sin aditivar.
• Con torio (óxido), elemento radioactivo.
• Con cerio, lantano, o tierras raras (no radioactivos).
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
23

Los electrodos se identifican con un código alfanumérico y de colores que indica, en caso de estar aditivados con torio, el porcentaje
de este elemento:
Otros códigos (WP, WZ, WL, etc.) y otros colores (blanco, negro, gris, oro, etc.) no contienen torio, no contienen aditivos, o contienen
aditivos que no son radiactivos (zirconio, lantano, cerio).
En las cajas de los electrodos y en sus fichas de datos de seguridad se informa de la naturaleza radioactiva del torio en el caso de que
los electrodos estén aditivados con este elemento. También se avisa que los restos de afilar pueden contener torio radiactivo.
De todas las posibles vías de exposición a radiaciones ionizantes3 la que puede presentar un mayor riesgo es la inhalación potencial de
polvo que contiene torio en la zona de amolado de los electrodos.
La dosis recibida por inhalación en la zona de amolado no tiene por que ser dependiente del tiempo de exposición (o sea, del tiempo que
pase el trabajador en la zona de amolado).
La dosis interna recibida será proporcional al polvo inhalado y que una vez dentro del organismo irradiará al trabajador hasta que sea
eliminado.
La dosis externa que puede recibir el trabajador es prácticamente nula y no superior a la establecida para el público en general
(1 mSv/año).
La dosis externa sólo será importante si el operario mantiene un contacto prolongado con los electrodos o en su puesto de trabajo se
practican malos hábitos higiénicos.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
24
WT10 WT20 WT30 WT40
Torio % 1 2 3 4
Color Amarillo Rojo Púrpura Naranja
3. El estudio indicado en la bibliografía, «Riscos radiològics de l’ús d’electrodes de tungstè amb tori en la soldadura per arc. Generalitat de Catalunya. Departament de Treball.2009», señala las siguientes vías de exposición posibles:
Contaminación radioactiva:• Por inhalación:
– En el proceso de amolar el electrodo en proceso abierto.– En la zona de soldadura (humos).– En el resto de puestos de trabajo, por contaminación debida al polvo radiactivo.
• Por vía digestiva:– Fumar, beber, comer en los puestos de trabajo contaminados.– Utilizar las puntas de los electrodos como palillo.
Irradiación externa:• Zonas cercanas al área de almacenaje.• Manipulación de los electrodos y de las cajas de electrodos.
Así, según el puesto de trabajo podríamos tener el riesgo de exposición por contaminación o por irradiación externa:
Puesto de trabajo Contaminación radioactiva Irradiación externa
Almacén X
Zona de amolado X X
Zona de soldadura X X
Almacenaje del residuo de electrodo X X
Resto de puestos de trabajo del taller X

3. MEDIDAS DE PREVENCIÓN
El posible riesgo de radiación ionizante puede eliminarse, o reducirse a niveles insignificantes, mediante la adopción de las siguientes
medidas de prevención:
3.1. Medidas de eliminación del riesgo
• Substitución de los electrodos de tungsteno con torio por electrodos sin aditivar o aditivados con otros metales no radioactivos
naturales.
3.2. Medidas organizativas de control del riesgo
• La más importante es mantener el taller limpio y ordenado.
• Deben implementarse procedimientos que garanticen la limpieza adecuada de los puestos de trabajo y las superficies del taller, en
concreto de la zona de afilado de los electrodos y de la amoladora o afiladora.
• El sistema debe ser por aspiración, sin generación de polvo.
3.3. Medidas higiénicas básicas
• No fumar, comer o beber en el puesto de trabajo. Antes de realizar estas actividades debe procederse a la higiene personal, y
concretamente a lavarse las manos y la cara.
• Antes de abandonar el área de trabajo se procederá a la higiene personal.
• La ropa de trabajo no debe sacudirse; tampoco debe emplearse aire comprimido para la limpieza de la ropa.
• El operario soldador debe disponer de una taquilla en la que pueda separar la ropa de trabajo de la ropa de la calle.
• La ropa de trabajo debe limpiarse por procedimientos que eviten el contacto con las demás prendas de vestir.
• Es preferible no llevar electrodos en los bolsillos.
• Debe mantenerse el mínimo almacenaje posible de electrodos. Los electrodos se almacenarán en lugares destinados a tal fin y
debidamente señalizados.
• Las puntas de los electrodos deben disponerse en lugares definidos a tal efecto. Se gestionarán como un residuo radiactivo.
Las medidas organizativas de control del riesgo se complementarán con la adecuada vigilancia de la salud.
3.4. Zona y equipo de afilado de los electrodos
La zona de afilado o amolado de los electrodos debe ser una zona determinada del taller, bien delimitada y, a ser posible, separada del
resto de áreas de taller, sobretodo de las áreas de paso.
El equipo de afilado debe ser cerrado o disponer de extracción localizada y sistema de recogida del polvo generado.
En el anexo a esta ficha se presentan algunos equipos para afilar electrodos que cumplen con estas características.
La eliminación de los residuos generados durante el proceso de soldadura y afilado de los electrodos (polvo recogido de la amoladora,
puntas de electrodo y filtros de la amoladora o afiladora) deben poder recogerse del mismo equipo de afilado. No es conveniente que estos
residuos se introduzcan en el sistema general de aspiración.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
25

Ejemplos de equipos de afilado cerrados o con aspiración localizada y sistema de recogida del polvo
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
26
Modelo ULTIMA de Inelco
Dispone de colector líquido para el polvo
Modelo WIG 4 de G-Tech
Dispone de salida para aspiradora
Modelo IOCCHI
Dispone de salida para aspiradora
Modelo NEUTRIX de Inelco(equipo portátil)
Dispone de una bolsa para la eliminación del filtro

ANEXO 4: GLOSARIO
Bafle: Elemento que uniformiza la distribución del aire aspirado, especialmente en cabinas de gran tamaño.
Cabina de aspiración: Es un tipo específico de campana de aspiración, que rodea los puntos o focos de emisión del contaminante.
Campana de aspiración: Es el elemento del sistema de aspiración que recoge los contaminantes generados en el proceso. Normalmentelas campanas forman parte de Equipos de Ventilación Localizada (EVL), y se sitúan lo más cerca posible de los focos de emisión de los
contaminantes.
Caudal de aspiración: Volumen de aire por unidad de tiempo que circula a través de los elementos de un sistema de aspiración.
Normalmente se expresa en metros cúbicos por hora (m3/h).
Conducto de aspiración: Tubería que conduce el aire contaminado aspirado en la campana hasta el ventilador, y de éste al exterior dela fábrica o al depurador.
Curva característica de un ventilador: Curva o conjunto de curvas en un diagrama Caudal – Presión Estática, que representan los
posibles puntos de funcionamiento de un ventilador en función de la velocidad de giro de su rodete.
Depresión de un recinto: Presión estática negativa o diferencia de presión que existe entre el interior de un recinto y la atmósfera
normal. Normalmente se expresa en Pascals (Pa).
EVL: Acrónimo de Equipo de Ventilación Localizada.
MAG: Acrónimo de Metal Active Gas.
MIG: Acrónimo de Metal Inert Gas.
mmcda: Acrónimo de milímetro de columna de agua. Unidad de presión utilizada con frecuencia en ventilación. Un mmcda equivale a
una fuerza de 1kilogramo por metro cuadrado, es decir 9,81 Pascals (Pa).
Pascal (Pa): Unidad de presión del sistema internacional. Equivale a una fuerza de 1 Newton por metro cuadrado.
Pérdida de carga: Resistencia que presenta un determinado elemento (campana, rendija, tramo de conducto,..) al paso del aire. La
Pérdida de Carga aumenta con el Caudal en función cuadrática. Normalmente se expresa en unidades de presión (Pa, mmcda,..).
La Perdida de Carga equivale a la diferencia de presión o presión estática que ha de existir entre los extremos del elemento para que entre
ellos circule un determinado caudal de aire.
Pleno: Espacio situado inmediatamente detrás de las rendijas donde el aire aspirado se expande y reduce su velocidad. La finalidad delPleno es la de uniformizar la velocidad del aire en toda la longitud de las rendijas.
Potencia instalada de un ventilador: Potencia eléctrica del motor que mueve el ventilador. Normalmente la potencia instalada ha de sersuperior a la potencia aerodinámica que el ventilador transmite al aire, ya que hay pérdidas de rendimiento.
Presión estática: Diferencia de presión entre un punto interior del sistema de aspiración y el ambiente exterior. La presión estática es
negativa en las partes del sistema situadas antes del ventilador, y es positiva en los conductos de expulsión de aire situados después del
ventilador.
Punto de funcionamiento de un ventilador: Punto definido por el par de valores de Caudal y Presión Estática en el que realmente estafuncionando el ventilador cuando forma parte de un determinado sistema de aspiración.
Rendija de aspiración: Orificio estrecho y alargado por donde se aspira el aire. Las rendijas se instalan en algunas cabinas de aspiraciónpara lograr una distribución homogénea del aire aspirado.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
27

Renovaciones de aire: Número de veces en que es sustituido el volumen de aire de un recinto por unidad de tiempo. Se expresa comoRenovaciones por hora o renovaciones por minuto.
Sistema de aspiración: Conjunto de todos los elementos necesarios para eliminar los contaminantes del proceso: campana, conducto,ventilador, depurador y chimenea.
UV: Acrónimo de Ultra-Violeta.
Velocidad de captura: La velocidad del aire inducida por una campana en un punto situado en el exterior de la campana. La velocidadde captura depende del caudal, la forma de la campana y de la distancia del punto a la campana.
Velocidad de captura eficaz: La velocidad mínima de captura necesaria para que el contaminante generado en un punto sea absorbidopor la campana. Depende de las características del contaminante (polvo, gas, humo,...), la velocidad y la dirección de emisión.
Velocidad de control: La velocidad mínima del aire que debe existir en el plano de la boca de una cabina para evitar que los contaminantesgenerados en su interior puedan escaparse.
Ventilador de alta presión: Los que superan 5.000 Pa de presión estática.
Ventilador de baja presión: Ventiladores que alcanzan presiones estáticas de 1.000 Pa como máximo.
Ventilador de media presión: Ventiladores que como máximo alcanzan 5.000 Pa de presión estática.
Velocidad del rodete de un ventilador: La velocidad con que gira el rodete de un ventilador. Algunos ventiladores disponen de sistemasde transmisión que permiten variar la velocidad del rodete.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
28

ANEXO 5: BIBLIOGRAFÍA
Ambroise D, Wild P, Moulin JJ. Update of a meta-analysis on lung cancer and welding. Scand J Environ Health 2006; 32: 22-31
Antonini JM. Health effects of welding. Crit Rev Toxicol 2003; 33: 61-103.
Balkissoon RC, Newman LS. Beryllium copper alloy (2%) causes chronic beryllium disease. J Occup Environ Med 1999; 41: 304-308.
Coon S, Stara A, Peterson E, et al. Whole- Body lifetime occupational lead exposure and risk of Parkinson`s disease. Environ Health Perspect
2006; 114: 1872-1876.
Doherty MJ, Healy M, Richardson SG, Fisher NC. Total body iron overload in welder’s siderosis. Occup Environ Med 2004;61: 82-85.
Fernández J, Sanz Gallén P, Goñi I y cols. Sobreexposición al cobre en el ámbito industrial y agrícola. Medicina del Trabajo 2005; 14:
36-39.
Fernández MA, Sanz P, Palomar M, Serra J, Gadea E. Fatal chemical pneumonitis due to cadmium fumes. Occup Med (Oxford) 1996; 46:
372-374.
Generalitat de Catalunya. Departament de Treball. Riscos radiològics de l’ús d’electrodes de tungstè amb tori en la soldadura per arc. 2009
Gourier- Fréry C, Fréry N. Aluminium. Encyclopedie Médica Chyrurgiche 16-002-2A-10 ( 2004).
Houldcroft PT. Tecnología de los procesos de soldadura. Ediciones CEAC. Barcelona, 2000.
Hull MJ, Abraham JL. Aluminum welding fume-induced pneumoconiosis. Hum Pathol 2002; 33: 819-825.
Instituto Nacional de Seguridad e Higiene en el Trabajo. Nota Técnica de Prevención nº770. Riesgos radiológicos del uso de electrodos de
tungsteno toriados en la soldadura de arco (TIG).
Lee CR, Yoo CI, Lee J, Kang SK. Nasal septum perforation of welders. Ind Health 2002; 40: 286-289.
Lillienberg L, Zock J-P, Kromhout H, et al. A Population-Based Study on Welding Exposures at Work and Respiratory Symptoms. Ann Occup
Hyg 2008; 52: 107-115.
Moulin JJ. A meta-analysis of epidemiologic studies of lung cancer in welders. Scand J Work Environ Health 1997;23:104-113.
Nemery B. Metal toxicity and the respiratory tract. Eur Respir J 1990;3:202-219.
Nogué Xarau S, Munné Mas P, Nicolás Arcelis JM, Sanz Gallén P, Amigó Tadín M. Intoxicaciones Agudas. Protocolos de Tratamiento. M&T
editores. Barcelona.2003.
Nogué S, Sanz P, Torres A, Boluda F. Chronic overexposure to cadmium fumes associated with IgA mesangial glomerulonephritis. Occup
Med (Oxford) 2004; 54:265-267.
Ojima J. Perfomance of a Fume-Exhaust Gun System in CO2 Arc Weldind. J Occup Health 2006; 48: 207-209.
Pallarés J, Sanz-Gallén P, Nogué S, Canals ML, Jegaden D. Toxicidad laboral por cáusticos. Medicina Maritima 2007; 7: 81-85.
Real Decreto 783/2001, de 6 de julio, por el que se aprueba el Reglamento sobre protección sanitaria contra radiaciones ionizantes
(BOE nº178, de 26/7/2001).
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
29

Sanz-Gallén P, Izquierdo J, Prat Marín A. Manual de Salud Laboral. Barcelona. Springer-Verlag.1995 :127-140.
Sanz-Gallén P, Nogué S, Munné P, Faraldo A. Hypocalcaemia and hypomagnesaemia due to hydrofluoric acid. Occup Med (Oxford)
2001;51:294-295.
Sanz-Gallén P, Nogué S, Canals ML. Gases tóxicos. Medicina Maritima 2001 ; 2 : 111-122.
Sanz Gallén P, Nogué Xarau S. Atlas de toxicología clínica y laboral. Uiversitat Politécnica de Catalunya. Barcelona, 2001.
Stopford W. Welding and Exposures to Manganese Assessment of Neurological Adverse Effects. Duke University Medical Center, Durham
(USA), 2005.
SISTEMAS DE VENTILACIÓNPARA EL CONTROL DE LOS RIESGOS HIGIÉNICOS EN LOS PROCESOS DE SOLDADURA
30

FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA


FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
01 CAMPANA DE CONTENCIÓN TOTAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
02 CABINA PEQUEÑA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
03 CABINA CUERPO ENTERO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
04 CAMPANA SUPERIOR «CANOPY» . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
05 CAMPANAS SIMPLES DE CAPTURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
06 RENDIJAS FINAS Y BOQUILLAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
07 ASPIRACIÓN POR DESCENSO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
08 ASPIRACIÓN EN LA HERRAMIENTA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
33
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
ÍNDICE


1. DESCRIPCIÓN DEL SISTEMA
Las campanas / cabinas de contención total deben utilizarse en los procesos de soldadura en los que se requieran unas medidas de control
de elevada eficacia y al mismo tiempo sea posible realizar la soldadura de forma automática, por ejemplo, en la soldadura robotizada de pie-
zas de acero inoxidable, como el que se esquematiza en la Figura 1.
En el interior de la cabina existe un brazo robot programable que sostiene una pistola de soldadura MIG y una mesa que se utiliza como plan-
tilla para situar en la posición exacta las piezas que deben ser ensambladas por soldadura.
Una vez colocadas las piezas, el operario sale de la cabina, cierra la puerta enrollable de accionamiento rápido y se inicia el proceso automá-
tico de soldadura.
Las campanas de los sistemas de contención total permanecen totalmente cerradas durante los periodos de tiempo en que existe emisión de
contaminantes en su interior.
La cabina se mantiene en depresión para evitar que los humos puedan salir al exterior.
2. CARACTERÍSTICAS DE LA CABINA / CAMPANA
2.1. Bases de Cálculo
La velocidad de control en las rendijas y aberturas de la cabina se establece en función de la toxicidad de los contaminantes generados y de
la velocidad de emisión de los mismos.
Normalmente, para gases, vapores y humos que no sean emitidos de forma violenta, una velocidad de control de unos 3 m/s es suficiente para
evitar que se escapen de la campana. En el siguiente cuadro se correlacionan las velocidades que existirán en las rendijas en función de la
depresión del recinto respecto a su entorno.
Como puede observarse existe una correlación cuadrática.
El caudal de aspiración se calcula en función de la velocidad de control que se quiere lograr en las rendijas de la campana y de la estimación
de la superficie de las mismas.
Para estimar la superficie abierta de las rendijas, puede considerarse que una puerta o trampilla bien ajustada, aunque sin burletes especia-
les de estanqueidad, tiene una rendija en todo el perímetro del marco de unos 3 mm de ancho como mínimo.
El caudal necesario puede ser menor si se instalan burletes elásticos o hinchables que garanticen una mayor estanqueidad, o por el contrario
el caudal deberá ser mayor en el caso de que los cerramientos sean poco estancos.
No obstante, en los casos en que sea necesario entrar en el interior de la cabina después de cada ciclo de trabajo, el caudal de aspiración debe
ser suficiente para producir la renovación rápida de todo el aire.
35
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANA DE CONTENCIÓN TOTAL
VELOCIDAD EN RENDIJA (m/s) DEPRESIÓN DEL RECINTO (Pa)
1 1
2 4
3 9
4 16
5 25
10 100
01

Por tanto en estos casos, de forma independiente a la estimación del caudal necesario para garantizar las velocidades de control en las ren-
dijas, debe valorarse si se produce la renovación del aire de forma suficientemente rápida.
2.2. Dimensiones y caudales
En la Figura 1 se esquematiza una cabina para la realización de soldaduras automáticas de piezas de acero inoxidable.
Como ejemplo, para garantizar una velocidad de control de unos 3 m/s en las rendijas de una puerta de 2 m × 0,8 m, suponiendo que el resto
del recinto sea hermético, se obtendrá una superficie total de rendija de: 5,6 m lineales de rendija × 0,003 m de ancho = 0,0168 m2 conside-
rando una velocidad de control de 3 m/s, se obtiene un caudal de 0,05 m3/s, o sea 181 m3/s. Para ello es necesario mantener una depresión
en el local del orden de 9 Pa.
Considerando un segundo ejemplo en el que la superficie abierta de las rendijas que hay en el perímetro de la puerta y en la parte inferior de
los cerramientos laterales constituidos por láminas de plástico opacas a la radiación ultravioleta, fuera de 0,15 m2 (15 metros lineales de ren-
dija de unos 10 mm de anchura media), para lograr una velocidad de control en las rendijas de 3 m/s, el caudal de aspiración ha de ser del
orden de 1.600 m3/h.
36
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANA DE CONTENCIÓN TOTAL
Fig. 1. Cabina de contención total para soldadura MIG de piezas de acero inoxidable.

Este caudal garantiza que cuando se abre la puerta de forma automática al final del ciclo de soldadura, se produce la renovación rápida
del aire interior, ya que siendo el volumen de la cabina de unos 8 m3, se producen más de 180 renovaciones por hora, es decir unas 3 reno-
vaciones por minuto, de forma que cuando el operario entra para retirar la pieza recién soldada ya se ha eliminado la contaminación residual
de los humos.
2.3. Elección del ventilador
En la figura 2 se representa la curva característica de un ventilador de baja presión que podría ser utilizado para esta cabina.
37
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANA DE CONTENCIÓN TOTAL
Fig. 2. Curva característica de un ventilador.
01

2.4. Resumen de las condiciones de funcionamiento
En la siguiente tabla se resumen las características del sistema de ventilación.
38
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANA DE CONTENCIÓN TOTAL
TIPO DE VENTILADOR BAJA PRESIÓN 7/7
Caudal 1.600 m3/h a 300 Pa
Diámetro conducto aspiración 220 mm
Pérdida de carga en la cabina 70 Pa
Pérdida de carga en el conducto 7 Pa por metro de conducto recto
Velocidad del rodete 1.600 rpm
Potencia instalada 0,75 Kw

39
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CABINA PEQUEÑA
1. DESCRIPCIÓN DEL SISTEMA
Las cabinas pequeñas de soldadura son adecuadas para realizar cualquier tipo de soldadura sobre piezas de reducidas dimensiones.
Constituyen un sistema semicerrado que evita la dispersión de los humos hacia el exterior, y que protege al soldador porque genera una co-
rriente de aire que aleja los humos de la zona respiratoria .
La cabina dispone de una mesa provista de un plato giratorio para facilitar la orientación de la pieza y poder efectuar las soldaduras siempre
desde una posición centrada.
En los laterales de la cabina se han instalado cortinas formadas por láminas de plástico especial para ser utilizado como pantalla de soldadura
ya que es ignifugo y opaco a la radiación ultravioleta.
2. CARACTERÍSTICAS DE LA CABINA / CAMPANA
2.1. Bases de Cálculo
En la boca de la cabina se ha previsto una velocidad de control de 1 m/s como mínimo, considerándose necesario alcanzar valores de
1,5 m/s cuando se realicen soldaduras que generen humos de mayor toxicidad, como, por ejemplo, cuando se sueldan piezas de acero in-
oxidable.
2.2. Dimensiones y caudales
En la figura 1 se esquematiza una cabina pequeña, de 1 m de ancho por 0,75 m. de alto.
Fig. 1. Cabina pequeña de contención parcial.
02

Teniendo en cuenta las dimensiones de la boca de la cabina y las velocidades de control indicadas de 1 m/s o de 1,5 m/s, el caudal de aspi-
ración deberá ser de 2.700 m3/h o de 4.000 m3/h respectivamente.
La aspiración se produce a través de 3 rendijas de 40 mm de ancho situadas en la parte superior de la cara frontal.
La velocidad del aire en las rendijas es entre 6 y 10 m/s, en función del caudal escogido.
Para lograr una distribución regular de la aspiración a lo ancho de toda la cabina hay previsto un «pleno» de expansión que como mínimo ha
de tener 300 mm de profundidad.
La conexión con el conducto de aspiración se realiza mediante una pieza tronco-piramidal que como máximo ha de formar un ángulo
de 120º.
Los conductos serán de entre 250 y 280 mm de diámetro interior en función del caudal necesario para lograr las velocidades de control que
antes se han indicado.
En estas condiciones las velocidades del aire en el conducto estarán comprendidas entre 15 y 18 m/s.
2.3. Elección del ventilador
En la figura 2 se representan las curvas características y los puntos de funcionamiento de un ventilador de media presión que sería adecuado
para proporcionar los caudales indicados en el apartado anterior.
40
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CABINA PEQUEÑA
Fig. 2. Potencia absorbida por el motor en los puntos de funcionamiento.

2.4. Resumen de las condiciones de funcionamiento
En la siguiente tabla se indican las pérdidas de carga que se obtendrán para dichos caudales.
3. OBSERVACIONES
En los procesos de soldadura en los que se formen humos de elevada toxicidad, como, por ejemplo, en la soldadura de acero inoxidable, se
recomienda que además de utilizar sistemas de control mediante aspiración localizada como el descrito en la presente ficha, también se uti-
lice protección respiratoria contra humos finos, y, si es posible, que se utilicen pantallas faciales con aporte de aire filtrado y con cristales de
obscurecimiento automático al recibir la primera radiación luminosa del arco eléctrico, lo cual permite garantizar la utilización permanente
de la protección respiratoria.
La utilización de los sistemas de protección facial mediante cristales de oscurecimiento automático permiten al soldador tener libre una
mano, que con las pantallas con filtros oculares de opacidad fija, utiliza para levantar y bajar la pantalla cada vez que inicia el arco de sol-
dadura.
41
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CABINA PEQUEÑA
CAUDAL 2.700 m3/h 4.000 m3/h
Pérdida de carga en la campana 90 Pa 160 Pa
Pérdida de carga en el conducto 12 Pa por metro de conducto recto 14 Pa por metro de conducto recto
PÉRDIDA DE CARGA TOTAL suponiendo unalongitud equivalente de conductos de 20 m
330 Pa 440 Pa
02


1. DESCRIPCIÓN DEL SISTEMA
En las cabinas de «Cuerpo Entero» tanto la pieza a soldar como el soldador se sitúan en su interior.
Están diseñadas para piezas de tamaño medio que tengan que manipularse mediante sistemas mecánicos de elevación, por ejemplo, polipastos.
Es recomendable que las cabinas dispongan de bases giratorias sobre las que depositar las piezas, lo cual permite que el soldador adopte la
posición más adecuada para que la aspiración de los humos sea más eficaz.
En la figura 1 se esquematizan las posiciones que puede adoptar el soldador respecto la posición de la pieza, recomendándose las que el flujo
de aire es lateral y aleja los humos de la zona respiratoria sin inducir excesivas turbulencias.
La posición frontal de espaldas al flujo de aire no se recomienda porque el propio cuerpo del soldador puede producir apantallamientos y tur-
bulencias que revuelvan los humos hacia las zonas respiratorias.
2. CARACTERÍSTICAS DE LA CABINA / CAMPANA
2.1. Bases de Cálculo
La velocidad de control en la boca de la cabina ha de ser como mínimo de 0,5 m/s, siendo recomendable alcanzar velocidades superiores,
de 0,75 m/s.
2.2. Dimensiones y caudales
En la figura 1 se esquematiza una cabina de «cuerpo entero» de 2m de ancho por 2m de alto, dentro de la cual tienen cabida tanto el solda-
dor como la pieza que se suelda.
Para la cabina esquematizada y las velocidades de control indicadas se requieren caudales comprendidos entre 7.200 y 10.800 m3/h.
Para lograr una distribución uniforme de caudal de aspiración en toda la superficie de la boca, se han instalado «bafles» en el fondo de la ca-
bina.
En el esquema presentado en la figura hay nueve «bafles» separados por rendijas de 25 mm de ancho.
La velocidad en las rendijas está comprendida entre 5 y 7,5 m/s en función del caudal.
Para que la velocidad sea homogénea en todas las rendijas, es necesario que se produzca una desaceleración después de ellas. Por ello se
construye un pleno de expansión detrás de las rendijas. En el presente caso la profundidad mínima del pleno ha de ser de 300 mm.
43
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CABINA CUERPO ENTERO
03

2.3. Elección del ventilador
En la figura 2 se representan las curvas características de un ventilador que proporcionaría las prestaciones necesarias para las condiciones
de funcionamiento indicadas.
44
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CABINA CUERPO ENTERO
Fig. 1. Cabina de contención parcial Cabina «de cuerpo entero».

2.4. Resumen de las condiciones de funcionamiento
En el siguiente cuadro se indican las características de la cabina.
45
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CABINA CUERPO ENTERO
Fig. 2. Potencia absorbida por el motor en los puntos de funcionamiento.
CAUDAL 7.200 m3/h 10.800 m3/h
Diámetro del conducto 400 mm 450 mm
Velocidad en conducto 16 m/s 19 m/s
Anchura del “Pleno” 300 mm 300 mm
Velocidad en rendija 5 m/s 7,5 m/s
Velocidad de control en la boca de la cabina 0,5 m/s 0,75 m/s
Pérdida de carga en la campana 120 Pa 180 Pa
Pérdida de carga en el conducto 7 Pa por metro de conducto recto 9 Pa por metro de conducto recto
PÉRDIDA DE CARGA TOTAL, suponiendo unalongitud equivalente de conductos de 20 m
260 Pa 360 Pa
03


1. DESCRIPCIÓN DEL SISTEMA
Las campanas superiores, llamadas en inglés «Canopys», son adecuadas para recibir los contaminantes generados en los procesos calientes
y evitar que se dispersen por el local de trabajo.
Sin embargo este tipo de campanas no son adecuadas para los procesos manuales en los que el operario deba permanecer debajo de la cam-
pana.
En la figura 1 se esquematiza una instalación de soldadura automática en la que los humos son captados por una campana superior. Los la-
terales de la campana están protegidos por láminas flexibles de plástico ignifugo y opaco a la radiación ultravioleta que normalmente se uti-
liza en las mamparas de separación de los puestos de trabajo de soldadura.
La zona de soldadura está delimitada por barreras fotoeléctricas para evitar el acceso durante el funcionamiento de los robots.
2. CARACTERÍSTICAS DE LA CABINA / CAMPANA
2.1. Bases de Cálculo
En ausencia de corrientes de aire laterales y para humos calientes que tienen tendencia a elevarse, se considera que una velocidad de
0,25 m/s en la boca de la campana es suficiente para evitar la dispersión de los humos en el local de trabajo.
47
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANA SUPERIOR «CANOPY»
Fig. 1. Campana superior de recepción «Canopy».
04

48
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANA SUPERIOR «CANOPY»
2.2. Dimensiones y caudales
En la figura 2 se esquematiza una campana superior y los conductos de aspiración para una zona de soldadura de 2m × 4m.
Para una velocidad de captura de 0,25 m/s y las dimensiones indicadas, el caudal necesario es de 7.200 m3/h
2.3. Elección del ventilador
En la figura 3 se muestran las curvas características para diferentes velocidades del rodete (700, 800 y 900 rpm) de un ventilador CVTT 15/15,
que podría ser utilizado en la campana esquematizada para diferentes longitudes de los conductos, lo que daría lugar a diferentes requerimientos
de pérdida de carga (200, 300 y 400 Pa).
Fig. 2. Dimensiones y caudales.

2.4. Resumen de las condiciones de funcionamiento
49
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANA SUPERIOR «CANOPY»
CAUDAL 7.200 m3/h
Pérdida de carga en la campana 85 Pa
Pérdida de carga en el conducto 2,5 Pa por metro de conducto recto
PÉRDIDA DE CARGA TOTAL suponiendo una longitud equivalente de conductos de 45 m 200 Pa
Fig. 3. Campana superior de recepción «Canopy».
04


51
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANAS SIMPLES DE CAPTURA
1. DESCRIPCIÓN DEL SISTEMA
Las campanas simples de captura son sistemas de aspiración localizada que se sitúan cerca del punto de soldadura con el fin de crear una
velocidad de aspiración (velocidad de captura) suficientemente intensa para conducir los humos hacia la campana.
Normalmente las campanas simples de captura están integradas en equipos móviles o en sistemas provistos de conductos articulados que
permiten mover y situar la campana en posiciones muy cercanas a los puntos de soldadura.
Por ello son especialmente indicadas para la soldadura de piezas grandes, ya que las campanas pueden adecuarse a las posiciones cambiantes
de los puntos de soldadura.
En la figura 1 se esquematizan dos de los tipos de campanas simples de captura más utilizados.
El primero corresponde a un brazo articulado montado sobre un ventilador provisto de ruedas para poder ser fácilmente movible dentro del
taller.
El segundo consta de un tubo flexible con una campana que puede adherirse mediante unos imanes a la pieza que se está soldando.
No se ha representado el sistema de depuración de humos que en algunos casos puede ser necesario.
No obstante en otras muchas ocasiones es suficiente con conducir los humos aspirados hacia el exterior mediante una tubería flexible aco-
plada al conducto de impulsión del ventilador.
2. CARACTERÍSTICAS DE LA CABINA / CAMPANA
2.1. Bases de Cálculo
Para que se produzca la aspiración eficaz de todos los humos de soldadura es necesario que la velocidad de captura en el punto de soldadura
sea superior a 0,7 m/s.
Fig. 1. Dos tipos de campana simple.
05

52
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANAS SIMPLES DE CAPTURA
La velocidad de captura en un determinado punto depende del caudal de aspiración de la campana y de la distancia entre el punto conside-
rado y la boca de la campana.
2.2. Dimensiones y caudales
En la figura 2 se esquematiza una soldadura con electrodo que utiliza una campana simple de captura con brazo articulado para aspirar los
humos.
Para el caso representado, con una campana de 250 - 300 mm de diámetro y con un caudal de aspiración comprendido entre 600 y
800 m3/h., la distancia a la que hay que situar la campana para que se produzca una aspiración eficaz es del orden del radio de la boca, es
decir entre 12 y 15 centímetros.
En la figura 3 se representa una campana similar a la anterior pero con un caudal comprendido entre 1.600 y 1.800 m3/h.
En este caso la distancia de aspiración eficaz se extiende a un diámetro de la boca de la campana.
Fig. 2. Aspiración con campanas simples de captura.

En la figura 4 y en la figura 5 se representan las velocidades de captura que se obtienen en función de la distancia a la boca de la campana
para distintos caudales.
La velocidad de captura que garantiza la aspiración total de los humos también depende de otras condiciones externas como pueden ser las
corrientes de aire laterales, pero, en principio, aún en las condiciones de aire tranquilo que pueden existir en un taller, la velocidad de captura
eficaz no debe ser inferior a 0,7 m/s.
Para ello se requiere que este tipo de campanas sea utilizado en posiciones muy cercanas al punto de soldadura.
2.3. Resumen de las condiciones de funcionamiento
53
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANAS SIMPLES DE CAPTURA
Fig. 3. Campana simple de captura.
CAUDAL 700 m3/h 1.750 m3/h
Pérdida de carga en la campana 10 Pa 40 Pa
Pérdida de carga en el conducto 12 Pa por metro de conducto recto 40 Pa por metro de conducto recto
PÉRDIDA DE CARGA TOTAL suponiendo unalongitud equivalente de conductos de 20 m
212 Pa 840 Pa
05

3. OBSERVACIONES
En los procesos de soldadura en los que se formen humos de elevada toxicidad, como, por ejemplo, en la soldadura de acero inoxidable,
se recomienda que además de utilizar sistemas de control mediante aspiración localizada como el descrito en la presente ficha, también se
utilice protección respiratoria contra humos finos, y, si es posible, que se utilicen pantallas faciales con aporte de aire filtrado y con cristales
de oscurecimiento automático al recibir la primera radiación luminosa del arco eléctrico, lo cual permite garantizar la utilización permanente de
la protección respiratoria.
La utilización de los sistemas de protección facial mediante cristales de oscurecimiento automático permiten al soldador tener libre una mano,
que con las pantallas con filtros oculares de opacidad fija, utiliza para levantar y bajar la pantalla cada vez que inicia el arco de soldadura.
Al disponer de una mano libre, el soldador puede mover y situar las campanas de aspiración a las distancias adecuadas para que su funcio-
namiento sea más eficaz.
54
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
CAMPANAS SIMPLES DE CAPTURA
Fig. 4. Campana simple de captura.
Fig. 5. Campana simple de captura.

1. DESCRIPCIÓN DEL SISTEMA
En algunas soldaduras, como las que se realizan en espacios reducidos durante la construcción de piezas grandes en las que es necesario sol-
dar adoptando posiciones forzadas, puede ser necesario utilizar sistemas de aspiración de humos provistos de campanas muy ligeras que sean
fácilmente movibles y que puedan situarse en posiciones muy cercanas al punto de soldadura.
Estas campanas han de utilizar conductos de aspiración que sean muy flexibles, para que puedan adaptarse a configuraciones espaciales
complejas como las que pueden darse en la construcción naval por ejemplo.
Para ello es necesario utilizar conductos con diámetros relativamente pequeños y que, al mismo tiempo, sean lo más largos posible. Esto im-
plica perdidas de carga elevadas. Por ello estos sistemas deberán utilizar ventiladores de media o alta presión.
En la figura 1 se esquematiza una posible aplicación de este tipo de aspiración localizada, mediante boquillas tubulares de pequeño diámetro,
provistas de bases magnéticas para situarlas en posiciones paralelas al trazado del cordón de soldadura.
En la figura 2 se representa una instalación de aspiración con campanas circulares de pequeño diámetro, que permite una gran movilidad para
adecuarse a procesos de soldadura que requieran desplazamientos frecuentes en el taller.
En este caso se ha representado un tipo de sujeción mediante ventosas que permite fijar la campana de aspiración sobre piezas de acero in-
oxidable que no sean ferromagnéticas.
El primer tramo de conducto después de la campana es de tipo espirometálico que a la vez es flexible y autoportante, lo cual permite orientar
fácilmente la campana al punto de soldadura sin necesidad de cambiar la posición de la ventosa con excesiva frecuencia.
55
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
RENDIJAS FINAS Y BOQUILLAS
Fig. 1. Instalación de ventilación en un taller de calderería.
06

2. CARACTERÍSTICAS DE LA CABINA / CAMPANA
2.1. Bases de Cálculo
Para que se produzca la aspiración eficaz de todos los humos de soldadura es necesario que la velocidad de captura en el punto de soldadura
sea superior a 0,7 m/s.
La velocidad de captura en un determinado punto depende del caudal de aspiración de la campana o boquilla y de la distancia entre éstas
y el punto considerado.
2.2. Dimensiones y caudales
La figura 3 corresponde a una boquilla tubular de 400 mm de longitud y 150 m3/h de caudal, como las que se representan en la Fig. 1.
56
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
RENDIJAS FINAS Y BOQUILLAS
Fig. 2. Instalación de ventilación en un taller de calderería de acero inoxidable.
Fig. 3. Rendijas finas y boquillas.

Estas boquillas están conectadas mediante conductos de 40 mm de diámetro interior a un ventilador de media presión, que, a través de un
acoplamiento cuádruple, proporciona el caudal de aspiración necesario para el funcionamiento simultáneo de las cuatro boquillas.
Las boquillas lineales son especialmente adecuadas para los cordones de soldadura rectos, de forma que la boquilla pueda situarse en una
posición paralela muy cercana al trazado del cordón. Obsérvese que la distancia a la que se produce una aspiración eficaz es de solo 3 cm
respecto a los orificios de aspiración
En la figura 4 se indican las características de la campana que se ha representado en la Fig.2, que para un caudal de 650 m3/h proporciona
una zona de aspiración eficaz del orden de un diámetro, es decir, de 15 cm para el caso representado.
2.3. Elección del ventilador
En la figura 5 se representa la curva característica de un ventilador de media presión que podría ser utilizado en la instalación de aspiración
descrita en la fig 1, con las boquillas indicadas en la fig 3, con un caudal de 600 m3/h para aspirar desde 4 boquillas y con una pérdida de
carga de 3.000 Pa.
57
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
RENDIJAS FINAS Y BOQUILLAS
Fig. 4. Campana simple de captura.
06

En la figura 6 se representa la curva característica de un ventilador que podría ser utilizado en el sistema de aspiración en las figu-
ras 2 y 4.
En el modelo representado se ha supuesto que al ventilador de media presión se conectaban tres campanas a través de un acoplamiento tri-
ple para su funcionamiento simultáneo.
En estas condiciones y para una longitud de 10 m de conducto flexible, el punto de funcionamiento del ventilador estaría a 2.000 m3/h y con
una pérdida de carga de 3.200 Pa.
58
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
RENDIJAS FINAS Y BOQUILLAS
Fig. 6. Curva característica de un ventilador.

59
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
RENDIJAS FINAS Y BOQUILLAS
Fig. 6. Curva característica de un ventilador.
06

3. OBSERVACIONES
En los procesos de soldadura en los que se formen humos de elevada toxicidad, como, por ejemplo, en la soldadura de acero inoxidable, se
recomienda que además de utilizar sistemas de control mediante aspiración localizada como el descrito en la presente ficha, también se uti-
lice protección respiratoria contra humos finos, y, si es posible, que se utilicen pantallas faciales con aporte de aire filtrado y con cristales de
oscurecimiento automático al recibir la primera radiación luminosa del arco eléctrico, lo cual permite garantizar la utilización permanente
de la protección respiratoria.
La utilización de los sistemas de protección facial mediante cristales de oscurecimiento automático permiten al soldador tener libre una mano,
que con las pantallas con filtros oculares de opacidad fija, utiliza para levantar y bajar la pantalla cada vez que inicia el arco de soldadura.
Al disponer de una mano libre, el soldador puede mover y situar las campanas de aspiración a las distancias adecuadas para que su funcio-
namiento sea más eficaz.
60
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
RENDIJAS FINAS Y BOQUILLAS

1. DESCRIPCIÓN DEL SISTEMA
En la figura 1 se representa una mesa de soldadura con aspiración por descenso.
Este tipo de EVL es poco adecuado para los procesos de soldadura ya que los humos, al ser calientes, tienen tendencia a ascender y, por tanto,
a moverse en sentido opuesto a la corriente de aire generada por la campana.
Sólo es aceptable este tipo de campana si se sueldan piezas pequeñas, de forma que el punto donde se realiza la soldadura no quede exce-
sivamente elevado sobre el plano de la mesa, como máximo unos 15 cm, y que además las piezas a soldar no sean chapas planas que apan-
tallen excesivamente el plano de la mesa por donde se produce la aspiración.
2. CARACTERÍSTICAS DE LA CABINA / CAMPANA
2.1. Bases de Cálculo
En la figura se ha representado una mesa de 0,6 × 0,8 m2 de superficie, con una velocidad de captura de 1,5 m/s en el plano de la mesa.
2.2. Dimensiones y caudales de aspiración
La mesa está formada por travesaños separados unos 25 mm, de forma que la velocidad del aire en las rendijas que hay entre ellos sea
de 5 m/s.
61
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
ASPIRACIÓN POR DESCENSO
Fig. 1. Mesa de soldadura con aspiración por descenso.
07

La aspiración del caudal necesario de 2.600 m3/h se realiza a través de un conducto de 250 mm de diámetro, a una velocidad en el conducto
de 15 m/s.
En estas condiciones las pérdidas de carga son de 90 Pa en la mesa, y de 11 Pa por metro lineal equivalente en el conducto.
2.3. Elección del ventilador
En la figura 2 se representa la curva característica de un ventilador de baja presión que podría ser utilizado para este sistema de aspiración
por descenso.
2.4. Resumen de las condiciones de funcionamiento
62
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
ASPIRACIÓN POR DESCENSO
Fig. 2. Potencia absorbida por el motor en el punto de funcionamiento.
CAUDAL 2.600 m3/h
Pérdida de carga en la campana 90 Pa
Pérdida de carga en el conducto 11 Pa por metro de conducto recto
PÉRDIDA DE CARGA TOTAL suponiendo una longitud equivalente de conductos de 20 m 310 Pa

1. DESCRIPCIÓN DEL SISTEMA
Los Equipos de Ventilación Localizada (EVL) adaptados a la herramienta solo se aplican a soldaduras MIG/MAG. En la figura 1 se esquematiza
una boquilla de aspiración acoplada a una pistola de soldadura MIG.
Estos EVL están especialmente indicados para las soldaduras de corta duración que se realizan en puntos diferentes de la pieza, con lo que
se producen cambios muy rápidos de ubicación del punto de soldadura.
2. CARACTERÍSTICAS DE LA CABINA / CAMPANA
2.1. Dimensiones
La aspiración se produce a través de una pequeña campana que contiene 40 orificios de 5 mm de diámetro que se acopla sobre la pistola de
soldadura MIG La velocidad de aspiración en los orificios es de 25 m/s. El conducto de aspiración es de 25 mm de diámetro interno.
Su pequeño diámetro permite que dicho conducto de aspiración se adapte sin grandes dificultades a las otras conducciones de suministro
de electrodo continuo y de gas protector de la soldadura.
2.2. Elección del ventilador
El caudal de aspiración necesario es de 70 m3/h. Para ello la velocidad de aspiración en el conducto es de 49 m/s.
En estas condiciones la pérdida de carga en la boquilla es de 150 mm cda (1.500 Pa) y en el conducto es de 170 mm cda (1.700 Pa) por metro
lineal.
Estos sistemas requieren equipos de aspiración de alta presión como soplantes u otros equipos equivalentes.
63
08
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
ASPIRACIÓN EN LA HERRAMIENTA
Fig. 1. Boquilla de aspiración acoplada.

2.3. Resumen de las condiciones de funcionamiento
3. OBSERVACIONES
En los procesos de soldadura en los que se formen humos de elevada toxicidad, como, por ejemplo, en la soldadura de acero inoxidable, se
recomienda que además de utilizar sistemas de control mediante aspiración localizada como el descrito en la presente ficha, también se uti-
lice protección respiratoria contra humos finos, y, si es posible, que se utilicen pantallas faciales con aporte de aire filtrado y con cristales de
oscurecimiento automático al recibir la primera radiación luminosa del arco eléctrico, lo cual permite garantizar la utilización permanente
de la protección respiratoria.
La utilización de los sistemas de protección facial mediante cristales de oscurecimiento automático permiten al soldador tener libre una mano,
que con las pantallas con filtros oculares de opacidad fija, utiliza para levantar y bajar la pantalla cada vez que inicia el arco de soldadura.
64
FICHAS DE INSTALACIONES Y EQUIPOS DE VENTILACIÓN LOCALIZADA
ASPIRACIÓN EN LA HERRAMIENTA
CAUDAL 70 m3/h
Pérdida de carga en la campana 1.500 Pa
Pérdida de carga en el conducto 1.700 Pa por metro de conducto recto
PÉRDIDA DE CARGA TOTAL suponiendo una longitud equivalente de conductos de 20 m 35.500 Pa (3.550 mmcda)