Cap II - MttoOpPlantaDesh

of 47
-
Upload
itachiuchiha668 -
Category
Documents
-
view
225 -
download
0
Transcript of Cap II - MttoOpPlantaDesh
-
8/2/2019 Cap II - MttoOpPlantaDesh
1/47
CAPTULO 2
PLANTAS DE DESHIDRATACINDEL GAS NATURAL
2.1 TECNOLOGAS DE DESHIDRATACIN
DEL GAS NATURAL
2.1.1 Introduccin
Todo gas natural de produccin est totalmente saturado con agua en su fase de
vapor, porque proviene de un yacimiento saturado (en equilibrio) con agua. Adems
generalmente el gas contiene CO2 y H2S que se remueven con soluciones acuosas tales
como aminas, carbonato de potasio, etc., que saturan el gas con agua. A fin de
remover la mayor cantidad de agua, es necesario deshidratar el gas por las siguientes
razones:
1. Evitar formacin de hidratos.2. Cumplir con especificaciones como gas de venta.
3. Minimizar corrosin.
30
-
8/2/2019 Cap II - MttoOpPlantaDesh
2/47
Para disear un sistema de deshidratacin se requiere informacin preliminar
tal como presin, temperatura, composicin y rata de flujo de gas. Normalmente el
gas est saturado cuando llega a la planta o cuando sale de una unidad de
endulzamiento.
Sin embargo, por lo regular la composicin de entrada se suministra en base
seca; por lo tanto, el contenido de agua del gas hmedo de entrada debe ser
determinado.
Adems, con base en la composicin hmeda, debe determinarse la
temperatura de hidrato a una presin dada, a fin de que el gas pueda ser deshidratadolo suficiente para evitar la formacin de hidratos y cumplir con la especificacin de
contenido de agua.
La cantidad de agua a ser removida del gas hmedo o el contenido de agua en
el gas seco, depende de cul de las razones 1 o 2 sea la que controla. En cualquier
caso, se establece el contenido de agua en el gas seco que sale, o el correspondiente
punto de roco por agua.
2.1.2 Contenido de agua en el gas natural
El contenido de agua de una corriente de gas saturado, se puede determinar
bien sea en forma manual o usando un programa de computador para simulacin deprocesos. El mtodo manual que ms frecuentemente se usa en la industria del gas
natural es el uso de la carta de contenido de agua de Mcketta y Wehe, que corresponde
a la Fig. 20-3 del GPSA. Sin embargo, esta carta publicada en 1,958 con base en los
datos experimentales disponibles por ese tiempo, est limitada a gases dulces y no
31
-
8/2/2019 Cap II - MttoOpPlantaDesh
3/47
debe ser usada para composiciones de gases agrios mayores de 5% mol (H2S y/o
CO2).
Tanto el H2S como el CO2 contienen ms agua a saturacin que el metano o
mezclas de gas natural dulce, particularmente a presiones por encima de 700 psia atemperatura ambiente; por lo tanto, a presiones por encuna de 700 psia, se debe hacer
correccin por H2S y CO2.
Estas correcciones son significativamente ms necesarias a ms altas
concentraciones y presiones.
Para la carta de la Fig. 20-3 del GPSA la correccin por gravedad de gas nodebe usarse cuando hay presencia de H2S y CO2, y por el efecto de ciertos
hidrocarburos no siempre es adecuada, especialmente en la prediccin de contenido de
agua a presiones por encima de 1,500 psia.
La lnea para formacin de hidratos es aproximada y no debe usarse para
predecir condiciones de formacin de hidratos.
El GPSA tiene dos mtodos simples para determinar el contenido de agua de
gases agrios. Sin embargo, el primer mtodo que consiste en un promedio aditivo de
la fraccin mol correspondiente a los contenidos de agua en los constituyentes dulce y
agrio, no es consistente y por lo tanto es inseguro.
Se aplica a mezclas gaseosas con un contenido de gas cido por debajo de
40%, mediante el uso de la siguiente ecuacin y las Figs. 20-3, 20-8 y 20-9 del GPSA.
W = yHCWHC + yCO2 WCO2 +yH2S WH2S Ec. 2-1
32
-
8/2/2019 Cap II - MttoOpPlantaDesh
4/47
Ntese que las Figs. 20-8 y 20-9 del GPSA suministran valores para el trmino
contenido de agua "efectivo" de CO2 y H2S en mezcla de gas natural, el cual debe
usarse solamente en la Ec. 2-1. Estos no son contenidos de agua para C02 y H2S puros.
El segundo mtodo del GPSA que se basa en el uso de las Figs. 20-10 y 20-11
es ms seguro, pero tiene una aplicacin limitada a 6,000 psia y requiere interpolacin
para determinada presin entre las dadas en las cartas.
Con gases que tienen CO2, el CO2 debe ser convertido a una concentracin
"equivalente" de H2S. Para propsitos de este mtodo, se asume que el CO2 contribuye
con el 75% del agua en la mezcla gaseosa, sobre una base molar como H 2S. Lossiguientes ejemplos del GPSA sirven para ilustrar el uso de las figuras y los mtodos
anteriormente descritos.
EJEMPLO 2-1
Determinar el contenido de agua saturada de un hidrocarburo gaseoso pobre y
dulce a 150 F y 1,000 psia.
a. Si el gas tiene un peso molecular de 26 Ib/lbmol.
b. Si el gas est en equilibrio con una salmuera al 3 %.
Solucin:
a. De la Fig. 2-1 (@ 150 F y 1,000 psia), W = 220 Ib/ MMscf
para PM = 26(@ 150 F), Cg = 0.98
W = 0.98(220) - 216 lb/MMscf
b. De la Fig. 2-1 (@ salmuera al 3 %), Cs = 0.93
W = 0.93(220) = 205 lb/ MMscf
33
-
8/2/2019 Cap II - MttoOpPlantaDesh
5/47
EJEMPLO 2-2
Determinar el contenido de agua saturada de una mezcla 80% CH4 - 20% CO2 a
160 F y 2,000 psia. El valor experimental para el contenido de agua fue 172
lb/MMscf.
M todo Uno
De la Fig. 2-1 (@ 160 F y 2,000 psia), WHC = 167 lb/MMscf
De la Fig. 2-2 (@ 160 F y 2,000 psia), WCO2 = 240 lb/MMscf
De la Ec. 2-1, W = yHC WHC + yCO2 WCO2 +yH2S WH2S
W = 0.80(167) + 0.20(240)
W = 182 lb/MMscf
34
-
8/2/2019 Cap II - MttoOpPlantaDesh
6/47
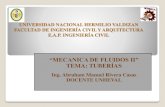
FIG. 2-1 Contenido De Agua Mtodo De Mcketta (Fig. 20-3 GPSA)
35
-
8/2/2019 Cap II - MttoOpPlantaDesh
7/47
Medicin del Contenido de Agua
Existen varios instrumentos a nivel comercial basados.... en diferentes principios para
medir el contenido de agua en el gas; sin embargo, medir contenidos de agua menores
de 20 ppm, w (partes por milln en peso) o puntos de roco menores de -40 F es muy
difcil.
2.2 HIDRATOS DEL GAS NATURAL
El hidrato es un slido complejo cristalino estable, con apariencia de hielo pero
posee una estructura diferente. Se forma en sistemas de gas o de lquidos recuperados
del gas natural (NGL), cuando el gas o el lquido est en o por debajo del punto de
roco del agua, normalmente cuando hay presencia de agua lquida sin embargo; no
necesariamente tiene que darse esta condicin, pues una vez que el gas este saturado,
el agua libre puede pasar directamente de vapor a slido sin formar lquido. La
temperatura de formacin de hidrato a una presin dada depende de la composicin
del gas.
Tradicionalmente se han reconocido dos estructuras cristalinas para los hidratos
que se forman con el gas natural llamadas simplemente Estructura I y II; en las cuales
las molculas de agua forman el enrejado, y los hidrocarburos, el N 2, CO2, y H2S
ocupan las cavidades. Las molculas ms pequeas (CH4, C2H6, CO2 y H2S)
estabilizan formando un cuerpo cbico centrado llamado Estructura I, y las molculas
ms grandes (C3H8, i-C4H10, n-C4H10) forman un enrejado tipo diamante llamado
Estructura II.
36
-
8/2/2019 Cap II - MttoOpPlantaDesh
8/47
Las molculas ms grandes que el n-C4H10 no forman hidratos de Estructuras I
y II; sin embargo, estudios recientes indican que algunas isoparafinas y cicloalcanos
ms grandes que el pentano forman hidratos de Estructura H.
Cuando se forman hidratos stos tienden a bloquear tuberas, equipos e
instrumentos, restringiendo o interrumpiendo el flujo. En tomas de presin de
medidores e indicadores, producen falsas lecturas de presin y errores de medicin.
Una vez que se forman los hidratos su remocin es bastante difcil.
FIG. 2-2 Formacin de hidratos de metano.
Contenido de Agua en la Regin de Hidrato
La Fig. 2-1 del GPSA se basa en el supuesto de que la fase de agua condensada es
un lquido. Sin embargo, a temperaturas por debajo de la temperatura de hidrato delgas, la fase condensada ser un slido (hidrato).
37
-
8/2/2019 Cap II - MttoOpPlantaDesh
9/47
El contenido de agua de un gas en equilibrio con un hidrato, ser menor que en
equilibrio con un liquido metaestable. Esto se conoce como la zona de advertencia
Warning en la Fig. 2-1 del GPSA. (zona de lneas punteadas).
La formacin de hidratos es un proceso dependiente del tiempo. La rata a la cualse forman los cristales de hidrato depende de varios factores que incluyen,
composicin del gas, presencia de sitios nucleares de cristales en la fase lquida, grado
de agitacin, etc.
Durante esta transicin (perodo de formacin del hidrato), el agua lquida presente
se denomina liquido metaestable.
Agua metaestable es agua lquida la cual, en equilibrio existir como un hidrato.
En la Fig. 20-13 se muestra el contenido de agua de un gas en equilibrio con el hidrato
y se compara con el contenido de agua metaestable.
El contenido de agua para gases en la regin de hidrato es fuertemente dependiente
de la composicin, luego la Fig. 2-1 no debe extrapolarse para otras composiciones.
Cuando se disean sistemas de deshidratacin (particularmente con TEG) para
cumplir con especificaciones drsticas de bajos puntos de roco de agua, se requiere
determinar el contenido de agua del gas en equilibrio con un hidrato usando una
correlacin como la que se presenta en la Fig. 2-1
Si se usa una correlacin metaestable, se puede sobreestimar el contenido de agua
saturada del gas a la especificacin de punto de roco, y como resultado se puede
llegar a un diseo que no puede alcanzar la remocin de agua requerida.
38
-
8/2/2019 Cap II - MttoOpPlantaDesh
10/47
-
8/2/2019 Cap II - MttoOpPlantaDesh
11/47
Para que la inhibicin sea efectiva, el inhibidor debe estar presente en el punto
exacto en el cual el gas hmedo es enfriado a su temperatura de hidrato. Por ejemplo,
en plantas de refrigeracin, glicol se inyecta en forma de roco a la entrada del lado de
los tubos del intercambiador gas - gas, y cuando el agua condensa, el inhibidor estpresente para mezclarse con ella y prevenir la formacin de hidratos.
La inyeccin debe ser de forma tal que permita una buena distribucin a travs
de cada tubo o placas, en intercambiadores de calor operando por debajo de la
temperatura de hidrato del gas.
Soluciones glicol - agua e hidrocarburos lquidos, pueden formar una emulsincuando se agitan o cuando se expanden de alta a baja presin como en una vlvula de
expansin JT. Para conseguir una completa recuperacin del glicol diluido para
posterior regeneracin y reinyeccin, debe hacerse un diseo cuidadoso del separador.
El regenerador en un sistema de inyeccin de glicol debe operarse para
producir una solucin de glicol regenerado, cuyo punto de congelacin est por debajo
de la mnima temperatura encontrada en el sistema. Una concentracin tpica est
entre 75 y 80% en peso. En la Fig. 20-44 se muestra el punto de congelacin para
soluciones glicol agua a varias concentraciones.
La concentracin mnima de inhibidor en la fase de agua libre se puede estimar
con la ecuacin de Hammerschmidt:
)1(
2335
11
1
XPM
Xd
= Ec. 2-2
La Ec. 2-2 no debe usarse para concentraciones por encima de 20 - 25 % peso
para metanol y 60 - 70 % peso para glicoles.
40
-
8/2/2019 Cap II - MttoOpPlantaDesh
12/47
Para concentraciones de metanol hasta 50 % peso la ecuacin de Nielsen-
Bucklin ofrece mejor precisin:
d = -129.6 ln(XH2O) Ec. 2-3
El trmino "XH2O" es en fraccin mol, no en peso por lo tanto con la Fig. 20-45
se hace la conversin de porcentaje en peso de metano1 a fraccin mol de agua.
Para concentraciones finales de EG mayores de 50 % peso y de metanol
superiores a 75 % peso, se utiliza el mtodo de Maddox et al., que aunque es iterativo
converge rpidamente y se detalla a continuacin.
Ln (XH2O * H2O) = - 2063 * (1/T 1/To) Ec. 2-4
donde, H2O = exp(C1Xi2 + C2Xi3) Ec. 2-5
Para etilen glicol:
C1 = - 83.712 + 0.11843 * T + 11119.64/T
C2 = 478.42 - 16.65*T12 - 49132.20/T
Para metanol:
41
-
8/2/2019 Cap II - MttoOpPlantaDesh
13/47
C1 = -62.898 + 2142.93/T1/2 - 17738.77/T
C2 = 119.69 - 4084.47/T1/2 + 33883.03/T
El procedimiento es como sigue:
1. Determinar To usando un mtodo para calcular temperatura de hidrato sin
inhibidor.
2. Calcular H2O a To con Ec. 2-5 para Xi dado (XH2O=
1 Xi).
3. Resolver la Ec. 2-4 para encontrar T.
4. Calcular H2O a T con Ec. 2-5.
5. Repetir desde el paso 3 hasta que los valores de T converjan con una diferencia no
mayor de 1 R.
Despus de calcular la concentracin final de inhibidor por alguno de los mtodos
anteriores, se hace un balance de materia para determinar la rata de flujo de inhibidor
requerido en la fase de agua.
RL
OHR
I
XX
mXm
=2*
Ec. 2-6
La cantidad de inhibidor a ser inyectada debe considerar no solo la requerida
para evitar congelamiento, sino la necesaria para estar en la fase de vapor en equilibrio
42
-
8/2/2019 Cap II - MttoOpPlantaDesh
14/47
y la que se disuelve en el hidrocarburo liquido. La presin de vapor del metanol es lo
suficientemente alta para que cantidades significativas se vaporicen.
Las prdidas de metanol por evaporacin se pueden estimar de la Fig. 20-51, lacual est extrapolada para valores de presin por encima de 700 psia. Con dicha figura
se puede subestimar las prdidas de metanol en la fase de vapor para altas presiones.
Para el glicol las prdidas por evaporacin son muy pequeas y generalmente se
ignoran en los clculos.
Las prdidas de inhibidor en la fase de hidrocarburo lquido son ms difciles
de predecir. La solubilidad depende fuertemente de las composiciones tanto de la fasede agua como de la fase de hidrocarburo.
La Fig. 20-52 del GPSA presenta datos experimentales de solubilidad del
metanol en hidrocarburos lquidos parafnicos como funcin de la temperatura y la
concentracin de metanol. La solubilidad del metanol en hidrocarburos naftnicos es
un poco menor que en parafnicos, pero la solubilidad en hidrocarburos aromticos
puede ser cuatro a seis veces ms alta que en parafnicos.
La solubilidad del EG en la fase lquida de hidrocarburo es extremadamente
pequea. Para propsitos de diseo se usa un valor de solubilidad de 0.3 lb por 1000
gal. (U.S.) de lquidos del gas natural (NGL). Sin embargo, arrastres o cualquier otra
prdida mecnica, pueden ocasionar prdidas totales significativamente mayores.
La concentracin final y la rata de flujo de inhibidor requerida, se pueden
tambin calcular con un programa de simulacin de procesos. Se realizan clculos de
temperatura de hidrato, adicionando inhibidor hasta que la temperatura de hidrato para
la corriente de gas se depresione por debajo de la temperatura de operacin del
sistema.
43
-
8/2/2019 Cap II - MttoOpPlantaDesh
15/47
La concentracin requerida de inhibidor pobre se fija tpicamente entre 60 y
80% peso para el EG y 100% pesa para el metanol. Si la temperatura de hidrato no
decrece cuando una cantidad grande de inhibidor se adiciona, se debe comparar contrael mtodo de Maddox et al. Si los resultados son consistentes, el paso a seguir es
incrementar la concentracin del EG. Sin embargo, es necesario ser muy cuidadoso
porque se incrementar la viscosidad.
2.3 PROCESO DE DESHIDRATACIN CON
GLICOL
Cuando la inhibicin de hidratos no es factible o prctica, se usa el proceso de
deshidratacin que puede ser con un desecante lquido o slido; aunque usualmente es
ms econmico el proceso con lquido, cuando se cumple con las especificaciones de
deshidratacin requeridas.
El glicol ms comnmente usado para deshidratacin del gas natural es el
trietilen glicol (TEG) con el cual se pueden alcanzar contenidos de agua de 4
lb/MMscf que no son posibles con otros glicoles.
Los otros glicoles que pueden usarse son el dietilen glicol (DEG) con el cual se
puede llegar a un contenido de agua de 7 lb/MMscf y el tetraetilen glicol (TREG).
Siguiendo el flujo de proceso del esquema de la unidad de deshidratacin con
glicol que se muestra en la Fig. 2-3, puede observarse que el gas hmedo que llega a
la unidad pasa por un separador que comnmente est integrado al fondo de la torre
contactora o absorbedora, y entra por el plato de fondo.
44
-
8/2/2019 Cap II - MttoOpPlantaDesh
16/47
El glicol regenerado se bombea al plato de cima de la torre absorbedora y a
medida que fluye hacia abajo, va absorbiendo agua del gas que fluye en
contracorriente desde el plato de fondo.
Por el fondo de la absorbedora sale una mezcla agua - glicol rico que pasa por
el serpentn condensador de reflujo y va al tanque "flash", en el cual se separa la
mayor parte del gas disuelto.
La mezcla acuosa de glicol pasa por el intercambiador de calor glicol rico -
glicol pobre y va a la torre regeneradora en la cual, el agua absorbida se destila del
glicol por aplicacin de calor, a presin muy cercana a la atmosfrica.
El glicol pobre regenerado fluye a travs del intercambiador de calor glicol rico
glicol pobre y se recicla con bomba a la torre absorbedora, mediante enfriamiento
previo.
45
-
8/2/2019 Cap II - MttoOpPlantaDesh
17/47
Fig. 2-3 Diagrama de flujo de proceso
Unidad de deshidratacin con glicol
Fuente: GPSA (Gas Processors Suppliers Association)
En este captulo se manejaran las diferentes tecnologas usadas para el fin de
deshidratar el gas.
46
-
8/2/2019 Cap II - MttoOpPlantaDesh
18/47
Separador De Entrada
Una buena prctica es instalar un separador para el gas de entrada, aun si la
unidad de deshidratacin est cerca al separador de produccin. Se busca poder
separar cantidades grandes de agua fresca o salada, hidrocarburos, qumicos de
tratamientos o inhibidores de corrosin, a fin de evitar su paso a la absorbedora o
contactara, pues aun pequeas cantidades de estos materiales, causan prdidas
excesivas de glicol debido a la formacin de espuma, reducen la eficiencia e
incrementan el mantenimiento.
Absorbedora
Es una vasija que puede ser de platos de burbujeo, de vlvulas o con empaque que
promueve el proceso de absorcin de agua del gas natural en una solucin de glicol.
Tambor Flash
En este tambor la mayor parte del gas natural disuelto se separa de la solucin
de glicol rico y se enva a gas combustible. La presin de operacin debe ser lo
suficientemente baja para promover la separacin del gas, pero a la vez losuficientemente alta para que pueda entrar al sistema de gas combustible.
Regeneradora O Despojadora De Agua
47
-
8/2/2019 Cap II - MttoOpPlantaDesh
19/47
La despojadora contiene una seccin de serpentn en la cima de la columna, a
travs de la cual fluye glicol rico para enfriar los vapores que suben de la parte
inferior.
Esto genera un reflujo que minimiza las prdidas de glicol en el vapor de aguadespojada. Por debajo de la boquilla y distribuidor de entrada del glicol rico, se
encuentra una seccin empacada usualmente con sillas de cermica.
Rehervidor
El Rehervidor tiene que ser diseado para suministrar el calor adecuado para
elevar la temperatura del glicol rico al nivel requerido para su regeneracin. La
temperatura del TEG no debe ser superior a 400 F para evitar su descomposicin.
Bomba De Glicol
Esta bomba circula el glicol a travs de los equipos. Puede ser manejada por
motor elctrico o con gas a alta presin. Si se bombea glicol en exceso, no se alcanza
la temperatura requerida de regeneracin en el rehervidor.
Prdidas De Glicol
Un nivel aceptable de prdidas est en el orden de 0.1 gal/MMscf de gas
tratado, lo cual es equivalente a menos de 1 lb de glicol por MMscf.
Las prdidas ocurren en la cima de la contactora influenciadas por latemperatura y presin de operacin, en la torre regeneradora y por fugas en la bomba,
filtros, tuberas y durante limpieza de filtros.
Aspectos Ambientales
48
-
8/2/2019 Cap II - MttoOpPlantaDesh
20/47
En el proceso de regeneracin del glicol rico a glicol pobre, el agua que ha sido
absorbida en la contactora se libera en la regeneradora y se ventea a la atmsfera.
Desafortunadamente, el glicol no solamente absorbe agua en la contactora sinohidrocarburos y gas cido. Los hidrocarburos parafnicos normalmente no se absorben
pero los aromticos s.
En la pgina 20-32 del GPSA puede observarse que cantidades substanciales de
ciertos aromticos pueden ser absorbidos para ser luego liberados a la atmsfera, a
menos que dichos vapores sean capturados de alguna manera, mediante procesos que
son generalmente costosos.
La evaluacin del sistema de TEG involucra establecer su concentracin
mnima para alcanzar la especificacin de punto de roco por agua. La Fig. 20-54 del
GPSA muestra el punto de roco por agua de una corriente de gas natural en equilibrio
con una solucin de TEG a varias concentraciones y temperaturas.
Esta figura puede usarse para estimar la concentracin requerida de TEG para
una aplicacin particular, o la depresin terica del punto de roco para una
temperatura dada y determinada concentracin de TEG.
Valores de punto de roco reales de salida dependen de la rata de circulacin de
TEG y del nmero de etapas de equilibrio. Los datos de la Fig. 20-54 son
relativamente insensibles a la presin y dicha figura puede usarse hasta 1,500 psia con
pequeo error.
Una vez se determina la concentracin de TEG, debe determinarse la rata de
circulacin y el nmero de platos o altura de empaque. En las Figs. 20-55 a 20-59 del
49
-
8/2/2019 Cap II - MttoOpPlantaDesh
21/47
GPSA se presenta la relacin de remocin de agua a rata de circulacin de TEG, para
varias concentraciones y nmero de etapas tericas de equilibrio.
GUAS DE DISEO Y OPERACIN PARA INHIBICIN DEHIDRATOS Y DESHIDRATACIN CON GLICOL
1. Como criterio de diseo el flujo real de inhibidor debe ser aproximadamente
el doble del flujo calculado en forma terica.
2. Cuando se utiliza el glicol para prevenir formacin de hidratos, la regeneracin
se hace hasta 60-80 % peso.
3. Cuando se utiliza glicol en el proceso de deshidratacin, la regeneracin se
hace a la mayor pureza posible 99 .5 % peso o ms.
4. Si en una instalacin existen los procesos de inhibicin de hidratos y
deshidratacin con glicol, se requieren dos sistemas independientes para su
regeneracin.
5. Como en la operacin real no se da la condicin de equilibrio sino una
condicin dinmica, para diseo se usan aproximaciones como por ejemplo, si
el objetivo es una depresin hasta O F, se trabaja con -10 / -20 F o sea una
aproximacin de 10/20 F. Si los clculos dan que se requiere una pureza deglicol de 99 %, se trabaja con 99.5 %.
ABSORBEDORA
50
-
8/2/2019 Cap II - MttoOpPlantaDesh
22/47
6. El enfriamiento del glicol pobre que se recicla a la cima de la absorbedora se
debe hacer alrededor de 5 10 F por encima de la temperatura de entrada del
gas hmedo en el fondo, a fin de evitar condensacin de hidrocarburos del gasque causen formacin de espuma.
7. Diseos econmicos utilizan ratas de circulacin de 2 5 gal TEG/lb H2O
absorbida.
8. El nmero de platos tericos tpicos entre 1 3, los platos reales entre 4 y 12.
La conversin de etapas de equilibrio a platos reales puede hacerse asumiendouna eficiencia global de plato entre 25 % para platos de burbujeo y 33 % para
platos de vlvulas. Para empaque, la relacin de altura equivalente de
empaque a plato terico (HETP) vara con la rata de circulacin de TEG, el
flujo y la densidad del gas; pero un valor de 36 60 pulgadas es normalmente
adecuado.
9. La temperatura de entrada del gas hmedo debe estar entre 60 120 F.
Cuando la temperatura de la absorbedora est por debajo de 60 F, el
incremento en la viscosidad del TEG puede reducir la eficiencia en la
transferencia de masa.
10.El espaciamiento tpico entre platos en la absorbedora es 24 pulgadas. Sin
embargo, la altura total de la torre estar de acuerdo con el nmero de platos o
la altura de empaque requerida, ms de 6 10 adicionales para permitir el
retiro de vapor al lquido por encima del plato de cima, distribucin del gas de
entrada por debajo del plato de fondo y espacio para colectar glicol rico en el
fondo.
51
-
8/2/2019 Cap II - MttoOpPlantaDesh
23/47
11.Tradicionalmente se han usado platos de burbujeo en absorbedores de glicol,
porque permiten bajas ratas de lquido vs. Flujo de gas; sin embargo, el
empaque estructurado est siendo muy aceptado, porque permite reduccin
significativas en dimetro, y alguna reduccin en altura.
12.El dimetro de la absorbedora se fija con la velocidad del gas v o G, en forma
similar a como se hace para separadores. Valores recomendados para los
factores K y C se dan en la Tabla 2-1.
v =g
gLK
, ft/s G = )( gLgC ; lb/(h-ft
2)
Para platos,
Pv
TzQD
***4,59= , in Ec. 2-7
Para empaque estructurado,
)(* japlatoburbudoestructuraempaque
japlatoburbuD
C
CD = Ec. 2-8
13.Los vendedores de empaque estructurado utilizan una variable F, para
dimensionar absorbedoras de glicol, definida como:
Fs = v v Ec. 2-9
Valores de Fs = 2,5 3,0 generalmente suministran un buen estimativo del
dimetro de la absorbedora con empaque estructurado.
TABLA -1 Valores recomendados de k para velocidad de gas en la Torre Absorbedora
52
-
8/2/2019 Cap II - MttoOpPlantaDesh
24/47
K factoresft/s
C factorft/h
Plato de burbujeo,
espaciamiento
2024
30
0,140,16
0,17
504576
612
Empaque
Estructurado
Al azar1 inch Pall rings
2 inch Pall rings
0,3 a 0,4 *
0,13 0,18
0,19 -0,26
1080 a 1440 *
468 - 648
684 - 936
* Depende de la densidad del empaque y el vendedor.
TAMBOR FLASH
14.Para desgasificacin se requiere un tiempo de retencin mnima de 3 5
minutos. Si se va a remover hidrocarburo lquido, se requiere un tiempo de
retencin de 20 30 minutos.
15.Presin de operacin = 60 psig.
16.Temperatura de operacin = 140 160 F si a continuacin se en encuentra el
intercambiador glicol rico glicol pobre.
INTERCAMBIADOR GLICOL RICO GLICOL POBRE
17.Temperatura de alimento a la despojadora de agua 300 F.
53
-
8/2/2019 Cap II - MttoOpPlantaDesh
25/47
-
8/2/2019 Cap II - MttoOpPlantaDesh
26/47
ENFRIADOR DE GLICOL POBRE
27. Temperatura del glicol pobre a la absorbedora = Temperatura de entrada delgas hmedo + 5 a 10 F.
El nivel de deshidratacin del gas depende de la composicin del glicol pobre
alcanzada en la regeneradora.
Como la temperatura en el rehervidor no puede ser superior a 400 F paraevitar la degradacin del TEG, su pureza est limitada a 98,4 - 98,8 % en peso.
Si se requiere una pureza mayor para secar el gas, debe hacerse mejoras al
proceso de regeneracin tales como gas de despojo, adicin de un hidrocarburo
lquido voltil (DRIZO) o el proceso COLDFINGER.
Estos procesos mejorados se describen en las pginas del GPSA, desde la
pgina 24 hasta la pgina 34. Para dietilen glicol (DEG) la temperatura del rehervidor
est limitada a 320 F, lo cual a su vez limita la pureza a 96 97 % peso.
2.4 PLANTA DE DESHIDRATACIN CON
DESECANTE SLIDO
55
-
8/2/2019 Cap II - MttoOpPlantaDesh
27/47
El uso de absorbentes slidos es una prctica comn, para lo cual se requiere
que el gas hmedo saturado se ponga en contacto con una substancia slido que tiene
gran afinidad por el agua, como la slica gel, la almina y los tamices moleculares.
Eventualmente cada uno de estos materiales alcanza su capacidad de adsorcin y tieneque ser regenerado.
Este proceso requiere dos o ms torres adsorbedoras operando en un ciclo en
paralelo, como puede verse en la Figura 20-66 del GPSA que es un sistema de dos
torres.
Una est en operacin de adsorcin de agua del gas, mientras que la otra esten regeneracin y enfriamiento. Tpicamente un ciclo de adsorcin est entre 8 y 10
horas, el de regeneracin 5 horas y el de enfriamiento entre 3 y 5 horas. Generalmente
las unidades con desecante slido son ms costosas que las unidades con glicol.
Por lo tanto, su uso est limitado a aplicaciones de gases con alto contenido de
H2S, requerimientos de muy bajos valores de punto de roco como en procesos
criognicos (valores requeridos de puntos de roco de 70 F a 150 F y ms
bajos), y casos especiales como gases que contienen oxgeno.
En la Figura 20-67 del GPSA, se muestran los diferentes desecantes usados
para la deshidratacin del gas natural, presentando sus propiedades tpicas.
56
-
8/2/2019 Cap II - MttoOpPlantaDesh
28/47
FIG. 2-4 Propiedades de los desecantes.
Con slica gel se alcanzan puntos de roco de - 70 a - 80 F, con almina valores de
- 100 F y con tamiz molecular - 150 F y ms bajos con diseos especiales y control
operacional muy estricto.
Estos compuestos slidos se preparan en formas esfricas, como pepas ligeramente
elpticas de dimetros 4-6 mm, o en el caso de los tamices moleculares, generalmente
en forma de pequeos cilindros de 2 - 3 mm de dimetro y 6 - 8 mm de longitud. En la
Fig. 20-67 del GPSA se suministra un resumen de las propiedades fsicas de los
materiales desecantes ms comunes (Fig. 2-4 del texto).
Cada uno de estos compuestos tiene sus caractersticas propias de adsortividad por
agua y el diseador tiene que escoger el material que ms se acomode a sus
necesidades. Una ilustracin grfica de las capacidades adsortivas de varios
adsorbentes se muestra en la Fig. 20-68.
Los clculos de proceso para deshidratacin con desecante slido generalmente se
hacen a mano, o los hace el vendedor del material desecante. Los simuladores de
57
-
8/2/2019 Cap II - MttoOpPlantaDesh
29/47
proceso comerciales no ejecutan este tipo de clculos. A continuacin se describe el
proceso manual de clculo del GPSA.
DISEO DEL PROCESO DE DESHIDRATACIN CON DESECANTESLIDO.-
El primer parmetro a estimar es la velocidad superficial permisible a travs
del lecho. La cada de presin a travs del lecho est relacionada con la velocidad
superficial por la ecuacin modificada de Ergun:
ftpsiVCVB /,L
P 2 +=
Ec. 2-10
TABLA 2-2 Constantes para la Ecuacin de Ergun
Tipo de Partcula B C1/8 redondeada 0,0560 0,0000889
1/8 cilindro comprimido 0,0722 0,0001240
1/16 redondeada 0,1520 0,0001360
1/16 cilindro comprimido 0,2380 0,0002100
La Figura 20-69 del GPSA, relaciona la velocidad superficial V con la presin
del sistema y fue derivada de la anterior ecuacin para una determinada composicin
de gas y una relacin P/L igual a 0,333 psi/ft. La cada de presin de diseo esta
alrededor de 5 psi y no se recomienda cadas mayores de 8 psi, dando que el desecante
es frgil y se puede quebrar por el peso del lecho y las fuerzas de cada de presin. Porlo tanto siempre debe revisarse la cada de presin despus de fijarse la altura del
lecho. A continuacin se determina el dimetro del lecho con la siguiente ecuacin:
58
-
8/2/2019 Cap II - MttoOpPlantaDesh
30/47
ftV
qD ,
4
= Ec. 2-11
q = caudal ( ft3/min)
El paso siguiente es escoger un ciclo de tiempo y calcular la masa de desecante
requerida. Ciclos muy largos (> 12 horas) pueden justificarse en casos de que el gas
no est saturado con agua, pero requieren grandes lechos y por tanto grandes costos de
inversin.
Durante el ciclo de adsorcin se puede considerar que el lecho est compuestode tres zonas. La zona de la cima llamada zona de saturacin o equilibrio, en la cual el
desecante est en equilibrio con el gas hmedo que entra. La zona media o zona de
transferencia de masa, la cual no est saturada y donde el contenido de agua del gas se
reduce a menos de 1 ppm peso. La zona de fondo es la zona de desecante sin usar y se
llama zona activa. Las zonas de saturacin y de transferencia de masa se van
corriendo hasta que se saca de servicio la vasija para regeneracin.
En la zona de saturacin se espera que el tamiz molecular retenga
aproximadamente 13 lb de agua por cada 100 lb de tamiz- Tamices nuevos pueden
tener una capacidad en equilibrio cercana a 20 %, 13 % representa una capacidad
aproximada para un tamiz de 3 5 aos de uso. Esta capacidad debe ajustare cuando
el gas no esta saturado con agua o la temperatura est por encima de 75 F. En las
Figuras 20-70 y 20-71 se encuentran factores de correccin para tamiz molecular. Para
calcular la masa de desecante requerida en la zona de saturacin Ss, se calcula la
cantidad de agua a ser removida durante el ciclo y se divide por la capacidad efectiva.
lbCC
WS
rss
rs ,
)(*)(*)13,0(= Ec. 2-12
59
-
8/2/2019 Cap II - MttoOpPlantaDesh
31/47
Wr = W * Q * t
lbD
SL
ms
s
s ,)(**
*42
= Ec. 2.13
La densidad del tamiz molecular ms es 42 45 lb/ft3para partculas esfricas y
40 44 lb/ft3 para cilindros comprimidos.
A pesar de que la zona de transferencia de masa contiene agua
(aproximadamente 50 % de la capacidad de equilibrio), se estima que la zona de
saturacin contiene toda al agua a ser removida.
La longitud de la zona de transferencia de masa (MTZ) puede ser estimada
como sigue:
LMTZ = (V/35)0,3 * (Z) Ec. 2-14
Donde, Z = 1,70 para tamiz molecular de 1/8
Z = 0,85 para tamiz molecular de 1/16
La altura total del lecho es la suma de las alturas de la zona de saturacin y la
zona de transferencia de masa. Alrededor de 6 ft de espacio libre se dejan por encima
y por debajo del lecho para asegurar una distribucin apropiada del gas.
60
-
8/2/2019 Cap II - MttoOpPlantaDesh
32/47
FIG. 2-5
DIAGRAMAS DE FLUJO DE PROCESO DE SISTEMAS MEJORADOS DE REGENERACIN DE TEG
Fuente: GPSA (Gas Processors Suppliers Association)
61
-
8/2/2019 Cap II - MttoOpPlantaDesh
33/47
FIG. 2-6
SISTEMA DE TORRES GEMELAS - PROCESO DE DESHIDRATACIN CON DESECANTE SLIDO
Fuente: GPSA (Gas Processors Suppliers Association)
62
-
8/2/2019 Cap II - MttoOpPlantaDesh
34/47
COMENTARIOS GENERALES
El lecho de desecante se coloca encima de un lecho de soporte que incluye entre tres y
cinco capas de bolas de cermica dispuestas en tamaos graduales (la ms pequea arriba).
Sobre la parte superior del lecho desecante se instala una malla y encima de ella una capa de
bolas de cermica.
En algunos casos se instala una capa de desecante de menor valor sobre la cima del
lecho para capturar contaminantes tales como agua libre, glicol, hidrocarburos, aminas, etc.
Como los desecantes slidos producen polvo, frecuentemente se instalan filtros de 1
miera en la salida de la unidad de deshidratacin para proteger los equipos aguas abajo.
2.5 DESHIDRATACIN CON CLORURO DE
CALCIO
El cloruro de calcio se usa como un desecante consumible para deshidratacin de gas
natural. Es una sal altamente higroscpica que se usa principalmente en reas remotas y para
pequeos flujos. El equipo como puede observarse en las Fig.2-7, est compuesto, por una
torre la cual tiene una seccin de separacin en la parte baja. Por otro lado, en la Fig. 2-8, se
pueden ver las zonas de accin que tienes este tipo de torre.
Por encima del separador hay una seccin de contacto de aproximadamente 3 a 4platos. Posteriormente hay un plato soporte sobre el cual se instala el CaCl2 en forma de
pldoras o balas.
El gas entra a la seccin de separacin en la cual se remueve cualquier lquido que
lleve. A continuacin saturado de humedad, fluye hacia arriba a travs de los platos, los
63
-
8/2/2019 Cap II - MttoOpPlantaDesh
35/47
cuales contienen una salmuera de CaCl2 en donde se absorbe algo del agua. Posteriormente,
el gas entra en contacto con la sal, la cual absorbe el agua disolvindose en ella y formando
una salmuera.
Dicha salmuera cae sobre los platos y va hasta el fondo de la vasija. El gas que sale dela torre generalmente cumple con los requerimientos de contenido de agua el cual puede
llegar a 1 lb/MMscf.
La capacidad tpica del CaCl2 es 0.3 lb CaCl2 / lb H2O. Las velocidades superficiales
en el lecho son 20 - 30 ft/min y la relacin L/D para el lecho debe ser al menos 3 a 4:1. El
CaCl2 debe ser cambiado peridicamente usualmente cada dos a tres semanas. La incorrecta
disposicin de la salmuera puede ocasionar problemas ambientales, generalmente es
inyectada a un pozo.
.
FIG. 2-7
DESHIDRATADOR TPICO CON CLORURO DE CALCIO CaCl2 Zonas por compuesto
Fuente: GPSA (Gas Processors Suppliers Association)
64
-
8/2/2019 Cap II - MttoOpPlantaDesh
36/47
Zonas de accin del deshidratador
FIG. 2-8
DESHIDRATACIN CON CLORURO DE CALCIO CaCl2
2.6 DESHIDRATACIN CON MEMBRANA
PERMEABLE
Membranas pueden usarse para separar componentes tales como agua, CO2 e
hidrocarburos, de una corriente de gas natural de acuerdo con su permeabilidad. Cada uno de
los componentes del gas que entran al separador tiene una permeabilidad caracterstica que es
funcin de su capacidad para disolverse y difundirse a travs de la membrana.
El mecanismo que maneja la separacin de un componente en una mezcla gaseosa, es
la diferencia entre su presin parcial a travs de la membrana. Una corriente de gas
presurizada fluye dentro de un separador con membrana, los componentes rpidos tales como
el agua y el CO2 se infiltran a travs de la membrana.
Estos productos infiltrados se colectan a una presin reducida, mientras que la
corriente que no se infiltra como el gas natural seco, sale del separador a una presin
ligeramente inferior a la de la carga.
65
-
8/2/2019 Cap II - MttoOpPlantaDesh
37/47
Entre 5 - 10 % de metano y otros componentes del gas de carga se van con la corriente
infiltrada (permeada), que est a ms baja presin que la corriente de gas seco. Por esta razn,
este tipo de separador se usa solamente en plantas que pueden utilizar el gas combustible de
baja presin de la corriente infiltrada.
FIG 2-9Sistema de deshidratacin con membrana permeable Helicoidal.
66
-
8/2/2019 Cap II - MttoOpPlantaDesh
38/47
2.7 OPERACIN Y MANTENIMIENTO EN
PLANTAS DE DESHIDRATACIN
2.7.1 Anlisis de Fallas - Evaluacin de la Planta de Deshidratacin con Glicol.
Existen una gran cantidad de razones para remover el agua del gas natural, entre las
que podemos nombrar: Por seguridad, para evitar la corrosin, evitar la formacin de
hidratos y sus consecuencias, Taponamiento de las tuberas, Interrupcin del flujo,
Disminucin de los costos de mantenimiento, Evitar los depsitos de lquidos en las tuberas.
La seleccin de procesos de deshidratacin puede variar segn lo siguiente:
Dependiendo de los contaminantes que se descargan a la atmsfera (BTX), residuos lquidos,
etc., el tipo de impurezas, su concentracin y el impacto ambiental que producen, el caudal de
gas que se va a tratar. Como es sabido ampliamente el gas natural normalmente est
compuesto por los siguientes elementos:
Tabla 2-3: Componentes Tpicos del Gas NaturalGRUPO COMPUESTO FRMULA
Hidrocarburos MetanoEtano
Propano
Butano
CH4 C2H6C3H8
C4H10
Gases cidos Dixido de carbono Sulfuro de
hidrgeno Sulfuro de carbonilo
Disulfuro de carbono
Mercaptanos
C02 H2S
COS
CS2
RSH
Inorgnicos Agua Nitrgeno
Oxgeno .Cloruros
H20 N2
02NaCl
Ocasionales Inhibidores, antiespumantes, slidos, etc. Agentes y cidos de
fracturamiento. Aceites de compresores.
67
-
8/2/2019 Cap II - MttoOpPlantaDesh
39/47
Con respecto al volumen del gas que se va a procesar, se debe tomar en cuenta
presin y temperatura, si se esperan cambios con el tiempo del volumen, la presin y la
temperatura, o cambios que se producen en forma planificada, condiciones
imprevistas, como impacta sobre el sistema los cambios de presin y temperatura
FALLAS EN EL SEPARADOR DE LA PLANTA DE GLICOL
El separador de la entrada debe estar muy bien diseado. A tal efecto, se debe
considerar considerablemente: la capacidad para manejar gases y lquidos en
condiciones satisfactorias, la presencia de fluidos cidos, la capacidad para manejar
acumulaciones de lquido, tanto agua como Hidrocarburos y Qumicas, la capacidadpara retener slidos.
Uno de los componentes de suma importancia en el separador son los
extractores de niebla en los recipientes, los cuales se instalan en los separadores, en
las torres y en el tanque de venteo, se encargan de eliminar las partculas de lquido
que transporta el gas, trabajando segn una velocidad pre-establecida para la
deshidratacin del gas natural.
Hay parmetros que definen el buen funcionamiento del extractor de neblina,
como lo es el tamao, la estructura y la ubicacin del demister el cual garantizan la
eficiencia de separacin. Existen los llamados extractores de alta velocidad los cuales,
se destruyen con los cambios de presin en el sistema.
FALLAS EN EL ABSORBEDOR DE LA PLANTA DE GLICOL
Como ya se estudi con anterioridad, la torre absorbedora es una de las
unidades fundamentales en la planta. Al instalarlo, debe estar completamente sobre la
vertical, para garantizar que el glicol fluya adecuadamente dentro del recipiente y se
68
-
8/2/2019 Cap II - MttoOpPlantaDesh
40/47
produzca la absorcin. Trabaja a la presin del gas y la temperatura de entrada de la
solucin debe estar 10F (5,6C), por encima de la temperatura del gas, para evitar la
condensacin de los hidrocarburos.
Est diseado para eliminar el agua contenida en el gas hasta el nivel deseado,en las condiciones de trabajo de la torre. Cuando cambia el caudal, se deben ajustar las
condiciones de flujo de la solucin, hasta donde sea posible. El operador debe estar
bien informado sobre la cantidad de gas cido que se va a retirar del gas, ya que si
aumenta la concentracin de agua en la alimentacin, se debern hacer los ajustes
correspondientes.
Uno de los problemas ms comunes en el absorbedor es la formacin deespuma. Su presencia se puede determinar con los cambios de la presin diferencial
entre el tope y el fondo del contactor o absorbedor.
FALLAS EN EL TANQUE DE VENTEO DE LA PLANTA DE GLICOL
El glicol rico que sale del absorbedor debe pasar por un tanque de venteo o
"flash tank", donde son removidos los hidrocarburos, de esta manera se disminuye la
cantidad de gas natural que se desprende al descender la presin y se retienen los
hidrocarburos lquidos que se condensan en la torre. Normalmente el tanque de venteo
no es ms que un separador trifsico con tiempo de retencin entre 20 y 45 minutos.
Con el tanque de venteo instalado en la planta, se reduce el riesgo de depsito
de hidrocarburos lquidos en el regenerador, se disminuye el contenido de
hidrocarburos gaseosos en el gas, baja la demanda calorfica del regenerador, el gas
que se recupera se utiliza como combustible, se dispone de un tanque de
abastecimiento para el glicol.
69
-
8/2/2019 Cap II - MttoOpPlantaDesh
41/47
El tiempo de retencin normal es de 5 a 40 minutos, si solamente hay metano y
etano, el tiempo de retencin puede ser corto. Los gases ricos requieren de un tiempo
de retencin ms largo por la cantidad de hidrocarburos pesados que tenga. El tanque
de venteo trabaja igual que un separador horizontal, con mayor tiempo de retencin,por lo que de igual manera se debe preservar el extractor de neblina en buenas
condiciones, evitando los cambios bruscos en la presin del flujo de gas.
FALLAS EN LOS INTERCAMBIADORES DE CALOR
El principal intercambiador de la planta es el de glicol rico / glicol pobre, elcual introduce ahorros energticos apreciables si es bien manejado. Tiene como lmite
la temperatura mxima del glicol rico, el cual no debe desprender gases antes de entrar
al regenerador, especialmente cuando el gas no haya sido previamente endulzado.
Un segundo intercambiador de calor es necesario para llevar el glicol pobre a la
temperatura mnima que sea posible: normalmente, 10F (5.6C) por encima de la
temperatura del gas de alimentacin.
Fig.2.10 Falla de un Intercambiador de Calor en la Planta
de Glicol por corrosin localizada
70
-
8/2/2019 Cap II - MttoOpPlantaDesh
42/47
FALLAS EN EL REGENERADOR
Es el otro equipo de gran importancia en la planta, las condiciones de trabajo(presin y temperatura) estn dadas por el diagrama de fases de la solucin agua-
glicol, con el porcentaje por peso de glicol regenerado. Trabaja a presin ligeramente
por encima de las condiciones atmosfricas. Cuando la presin en el regenerador es
demasiado alta, la solucin se degenera. La presin mnima debe ser suficiente para
llevar el glicol pobre hasta el tanque de abastecimiento.
Cuando los vapores se descargan a travs de tuberas se crea una contrapresin
que puede daar el glicol, debido al incremento de la temperatura. Los hidrocarburoslquidos que llegan al rehervidor se expanden violentamente por efecto de la
temperatura elevada del sistema. (Boil Over) Temperaturas elevadas en el tope de la
columna producen prdidas excesivas del glicol. Para que la planta funcione es
necesario que salga el vapor de agua por el tope del regenerador. Cuando la columna
de vapor de agua que sale por el tope del regenerador tiende a caer las prdidas de
glicol son muy altas.
FALLAS EN EL REHERVIDOR DE UNA PLANTA DE GLICOL
Es el punto de entrada de calor, el cual debe ser suficiente para que hierva la
solucin gua-glicol, a la presin del sistema. Temperaturas demasiado elevadas
degradan el glicol. A travs del rehervidor se suple la deficiencia energtica y se
balancea la planta termodinmicamente. Las condiciones de trabajo estn dadas por el
punto de burbujeo de la solucin a la presin del fondo de la torre. Por ello es preciso
estar seguro de cules son los parmetros operacionales. Si se eleva demasiado la
temperatura se destruye el glicol o se quema. Pierde las propiedades absorbentes.
Cuando sube la presin tambin se incrementa la temperatura de ebullicin. Nunca
71
-
8/2/2019 Cap II - MttoOpPlantaDesh
43/47
apague el rehervidor conjuntamente con las bombas. Al apagar el rehervidor deje que
el glicol circule hasta que se enfre.
FALLAS EN EL RECUPERADOR (Reconcentrador o "reclaimer")
Es un equipo que eventualmente se incluye para regenerar el glicol. No siempre
est fijo en la planta. Se puede utilizar de manera ocasional para mejorar las
condiciones del glicol. Se emplea para purificar la solucin, la cual se volatiliza y se
devuelve al rehervidor. Los depsitos de sales y otras impurezas que daan el glicol
quedan en el recuperador. Ocasionalmente el recuperador o "reclaimer" se retira y se
limpia, para eliminar los slidos que se van acumulando. Un recuperador instalado enla planta prolonga la vida del glicol.
FALLAS EN EL TANQUE DE ABASTECIMIENTO
Se emplea para almacenar el glicol, el cual se utiliza para suplir la porcin que
se pierde durante la operacin de la planta. El glicol nunca se debe poner en contacto
con el aire, porque se deteriora. Un colchn de gas natural o de gas inerte se usa para
proteger la solucin del contacto con el aire. Normalmente se instala interrumpiendo
el circuito, pero puede hacerse de manera tal que supla las deficiencias. La solucin se
debe agregar ya preparada, con el porcentaje por peso que corresponda en el diseo.
El operador debe estar familiarizado con las temperaturas a las cuales puede trabajar
la solucin.
FALLAS EN LOS FILTROS
Los filtros son muy necesarios y producen ahorros considerables porque
mantienen limpia la solucin, se recomienda remover las partculas de hasta 5
micrones, empezando con los filtros de mayor micronaje, hasta remover las partculas
72
-
8/2/2019 Cap II - MttoOpPlantaDesh
44/47
ms finas. La limpieza en el filtro mecnico se hace eliminando primero las partculas
grandes y, luego, las ms pequeas: 50, 30, 10 y 5 micrones. Al iniciar el trabajo se
instalan los filtros de 50, por ejemplo y, progresivamente, se va reduciendo el
micronaje, hasta dejar la solucin limpia.Por lo general se instalan dos filtros: un filtro mecnico con cartuchos para 25 -
50 micrones y un filtro de carbn activado. Los filtros se deben utilizar
continuamente, desde el primer da.
Parmetros fijos por efectos del diseo
Presin del absorbedor: se considera fija, ajustada a la condicin del diseo. Lapresin del absorbedor se corresponde con la presin del gas.
El Nmero de platos (planta tpica) del Absorbedor: A mayor nmero de
platos, mayor el grado de regeneracin del glicol. La temperatura de entrada de la
carga est en funcin del ambiente. En el Regenerador de las plantas convencionales
trabaja sin el acumulador de reflujo.
Los nuevos proceso de glicol, emplean el circuito completo, con acumulador de
reflujo.
En el caso del TEG trabaja a 400 F, a presin atmosfrica.
Parmetros controlables
La presin de operacin se debe mantener fija, tanto como sea posible. Las
variaciones de la presin de trabajo afectan el comportamiento de la planta. La
temperatura depende de las condiciones del ambiente y afecta de manera directa el
contenido de agua en el gas. Las presiones bajas y las temperatura altas aumentan el
contenido de agua en el gas natural que alimenta la planta. A los efectos del diseo el
gas se supone saturado. La tasa de flujo del glicol normalmente empleado es de 3,0
73
-
8/2/2019 Cap II - MttoOpPlantaDesh
45/47
galones por cada libra de agua que se retira del gas, est en funcin del nmero de
platos del absorbedor y de la pureza del glicol regenerado (glicol pobre).
Cuando se disminuye la presin o se incrementa la temperatura del gas se debe
aumentar la tasa de flujo del glicol, siempre que ello sea posible.En plantas convencionales: 7 Ibs/MM pcn (147 ppm.v) de agua en el gas y es
comn bajar a 5 lbs / MM pcn (105 ppm,v). En casos excepcionales se puede lograr
2,0 lbs/ MM pcn (42 ppm.v). La pureza del gas tratado est ntimamente ligada a la
del glicol pobre. Un glicol puro implica un alto grado de descenso del punto de roco
en el gas. Por lo general se disea para lograr una pureza del glicol del 98,7%
aproximadamente. La pureza del glicol regenerado depende de la capacidad de la
planta. Los nuevos procesos de deshidratacin anuncian purezas del 99,99%. Losfabricantes garantizan que esos procesos compiten con los de mallas moleculares.
El empleo de gas de despojamiento (stripping gas) aumenta de manera
impactante la regeneracin del glicol.
Prdidas de glicol en la planta
Las perdidas de glicol se generan con el gas tratado. Con los vapores que salen
del regenerador, por las empacaduras de las bombas, con el gas de venteo. Entre los
aspectos que incrementan las prdidas de glicol, se tiene: temperatura excesiva en el
rehervidor, temperatura alta en el tope de la torre de regeneracin (T>218F),
formacin de espuma en el absorbedor o en el regenerador, descensos bruscos de la
presin, caudal en exceso. Prdidas de glicol que se consideran normales: 0,1 gals /
MM pcn. No es extrao conseguir una bomba que pierda 35 galones por da. Un
separador colocado a la salida del absorbedor produce grandes ahorros porque
recupera el glicol que se va arrastrado. Igual consideracin se puede hacer con el gas
que sale del tanque de venteo.
Para evitar y corregir las prdidas de glicol, se debe acabar con la formacin de
espuma, manteniendo limpio el glicol, manteniendo la temperatura del tope del
74
-
8/2/2019 Cap II - MttoOpPlantaDesh
46/47
regenerador por debajo de 218F, con un separador en la corriente del gas tratado,
evitando el arrastre en el tanque de expansin, con buena supervisin en los vapores
que se descargan del regenerador, evitando el contacto con el aire, para que no se
dae. Al apagar el rehervidor, mantener el glicol circulando, hasta que se enfre.Evitando que se ensucie con petrleo, asfltenos, etc., que pasan el separador de
entrada y con una buena filtracin.
Una de las causas de la degradacin del glicol, es que el oxgeno oxida el glicol
y forma cidos corrosivos, el H2S baja el pH y lo pone negro. Algunas veces el metal
acta como catalizador y convierte el H2S y el oxgeno en azufre elemental, un
compuesto muy corrosivo.
Tambin se puede degradar el glicol si se da el uso de inhibidores de corrosinincompatibles.
Si hay exceso de agua en el glicol, el sntoma es que el gas se sale de
especificaciones, la deshidratacin es pobre.
Para localizar fallas en el sistema, se debe primero que todo, comprobar que el
gas tratado est dentro de las especificaciones, se debe chequear la diferencial de
presin entre el tope y el fondo de las torres, se debe medir regularmente el pH y el
color del glicol, verificando el arrastre a la salida del absorbedor, verificando que la
columna de humo blanco del regenerador no tienda a caer, la temperatura del fondo en
la torre de absorcin no debe subir, se debe vigilar tambin la temperatura del
separador de entrada. Se debe comprobar que las prdidas de glicol estn en el
mnimo.
La formacin de espuma es uno de los problemas ms comunes en las plantas de
deshidratacin, ya que un cambio abrupto en la presin diferencial del absorbedor podra
indicar la formacin de espuma. Cuando eso ocurre el contacto del gas y el glicol es pobre
y el gas se sale de las especificaciones del proceso. Las causas que generan la espuma son
mltiples: Puede ser de tipo mecnica, producida por velocidades altas o Qumica, por
efecto de los contaminantes. Entre las causas de la formacin de espuma tenemos la
75
-
8/2/2019 Cap II - MttoOpPlantaDesh
47/47
suciedad o fragmentos metlicos en la solucin, presencia de hidrocarburos lquidos en el
sistema, exceso de productos de degradacin en la solucin, velocidades muy altas del gas
y de los lquidos, formacin de sales trmicamente estables, mala seleccin del
antiespumante o no se agreg lentamente (por goteo). Los filtros de papel o
qumicamente tratados pueden producir espuma en la solucin. Cuando la temperatura es
demasiado baja se condensan lquidos de hidrocarburo y se forma la espuma.