ADMINISTRACION DE INVENTARIOS - 2015.pdf
54
Administración Administración Administración Administración de de de de Inventarios Inventarios Inventarios Inventarios
-
Upload
irmamaldonado -
Category
Documents
-
view
249 -
download
5
Transcript of ADMINISTRACION DE INVENTARIOS - 2015.pdf

AdministraciónAdministraciónAdministraciónAdministración de de de de InventariosInventariosInventariosInventarios
INVENTARIO
El inventario existe debido al desajuste entre la oferta y la demanda.
• El desajuste puede ser intencional con la finalidad de:
a) Reducir costos mediante la explotación de economías de escala (ej. largas corridas
de producción).
b) Tener material disponible en caso de incremento de demanda.
El inventario compensa por las diferencias en tiempo entre el suministro y la demanda
de materiales o recursos
DOS GRANDES CONFLICTOS EN LOS INVENTARIOS: EXCESO O ESCASEZ
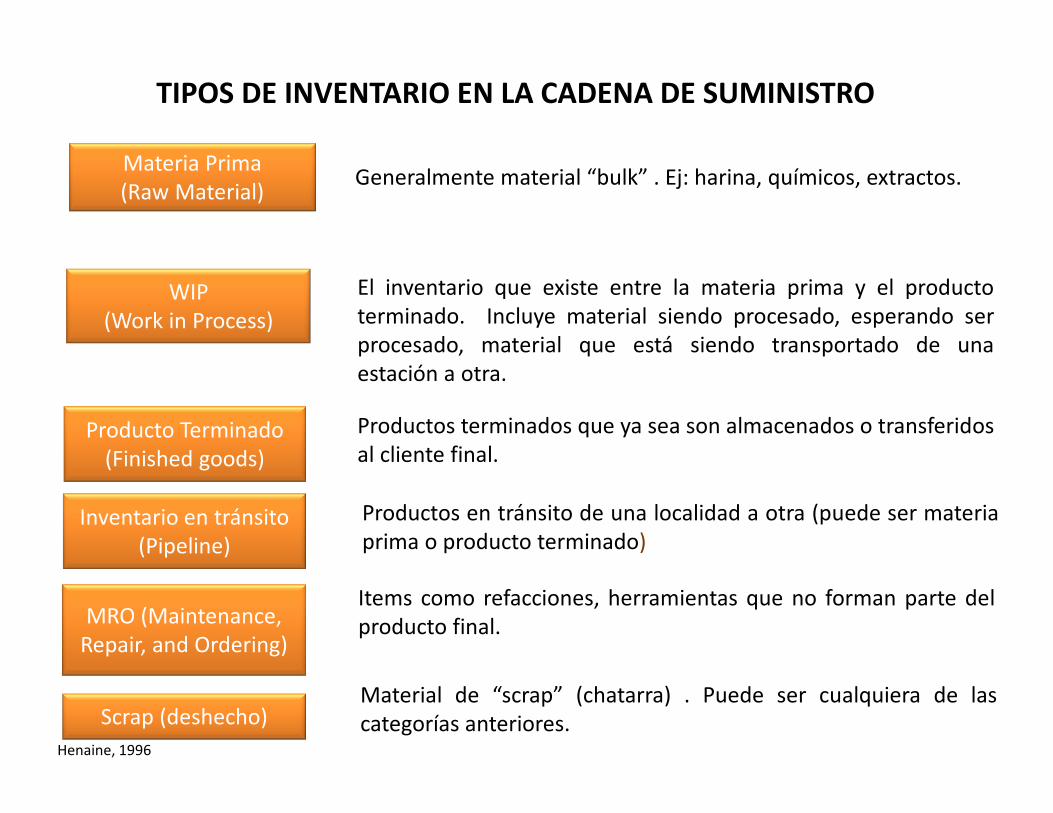
TIPOS DE INVENTARIO EN LA CADENA DE SUMINISTRO
WIP
(Work in Process)
El inventario que existe entre la materia prima y el producto
terminado. Incluye material siendo procesado, esperando ser
procesado, material que está siendo transportado de una
estación a otra.
Producto Terminado
(Finished goods)
MRO (Maintenance,
Repair, and Ordering)
Items como refacciones, herramientas que no forman parte del
producto final.
Inventario en tránsito
(Pipeline)
Productos terminados que ya sea son almacenados o transferidos
al cliente final.
Productos en tránsito de una localidad a otra (puede ser materia
prima o producto terminado)
Scrap (deshecho)Material de “scrap” (chatarra) . Puede ser cualquiera de las
categorías anteriores.
Materia Prima
(Raw Material) Generalmente material “bulk” . Ej: harina, químicos, extractos.
Henaine, 1996
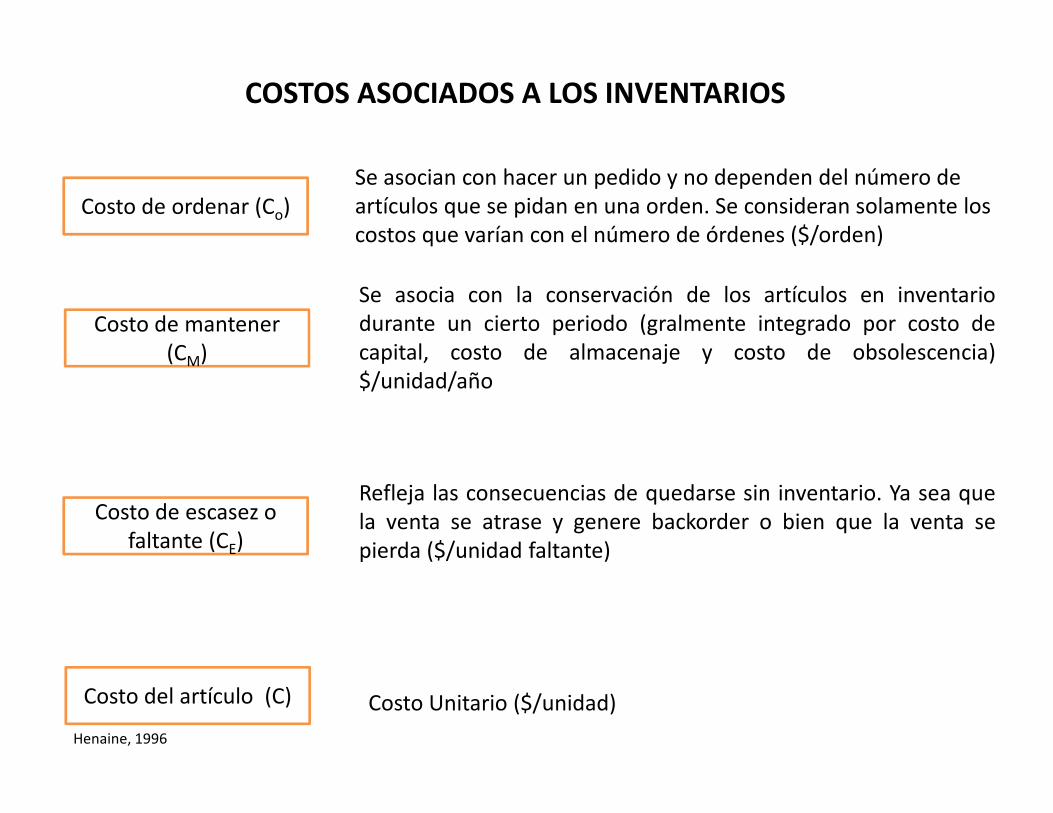
COSTOS ASOCIADOS A LOS INVENTARIOS
Costo de ordenar (Co)
Se asocia con la conservación de los artículos en inventario
durante un cierto periodo (gralmente integrado por costo de
capital, costo de almacenaje y costo de obsolescencia)
$/unidad/año
Refleja las consecuencias de quedarse sin inventario. Ya sea que
la venta se atrase y genere backorder o bien que la venta se
pierda ($/unidad faltante)
Se asocian con hacer un pedido y no dependen del número de
artículos que se pidan en una orden. Se consideran solamente los
costos que varían con el número de órdenes ($/orden)
Costo de mantener
(CM)
Costo de escasez o
faltante (CE)
Costo del artículo (C) Costo Unitario ($/unidad)
Henaine, 1996
ORDENAMIENTO DEL INVENTARIO
El inventario puede ser ordenado como sigue:
- Cantidad fija (Fixed Order Quantity): Cada ciclo de inventario se coloca una orden por
la misma cantidad de material Q. Las nuevas ordenes son colocadas cuando el
inventario llega a un punto pre determinado
- Periodo fijo (Fixed Order Period): Las ordenes son colocadas en intervalos de tiempo
pre determinados. La cantidad ordenada dependerá del nivel de inventario en el
momento en que la orden es colocada.
Cuándo?? Cuánto??
El conflicto estratégico entre la cantidad a ordenar, el costo de ordenar y el costo de
mantener es resuelto utilizando modelos de EOQ ( Economic Order Quantity)
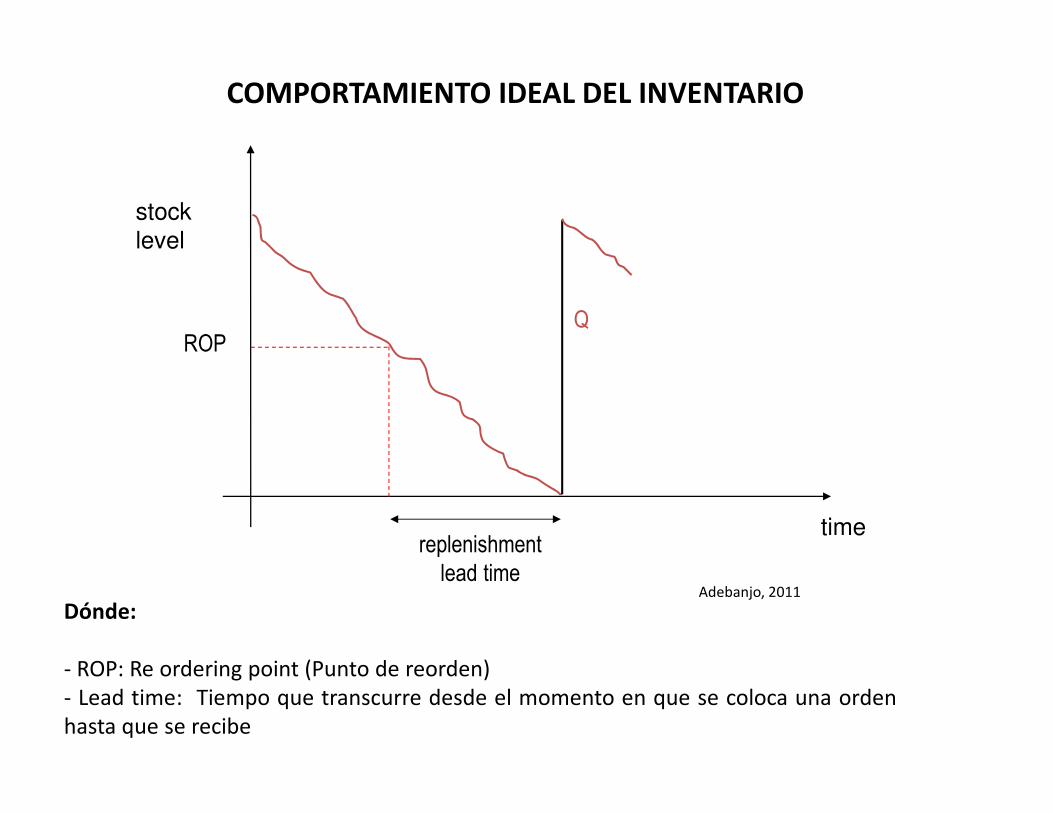
COMPORTAMIENTO IDEAL DEL INVENTARIO
stock
level
timereplenishment
lead time
ROPQ
Dónde:
- ROP: Re ordering point (Punto de reorden)
- Lead time: Tiempo que transcurre desde el momento en que se coloca una orden
hasta que se recibe
Adebanjo, 2011
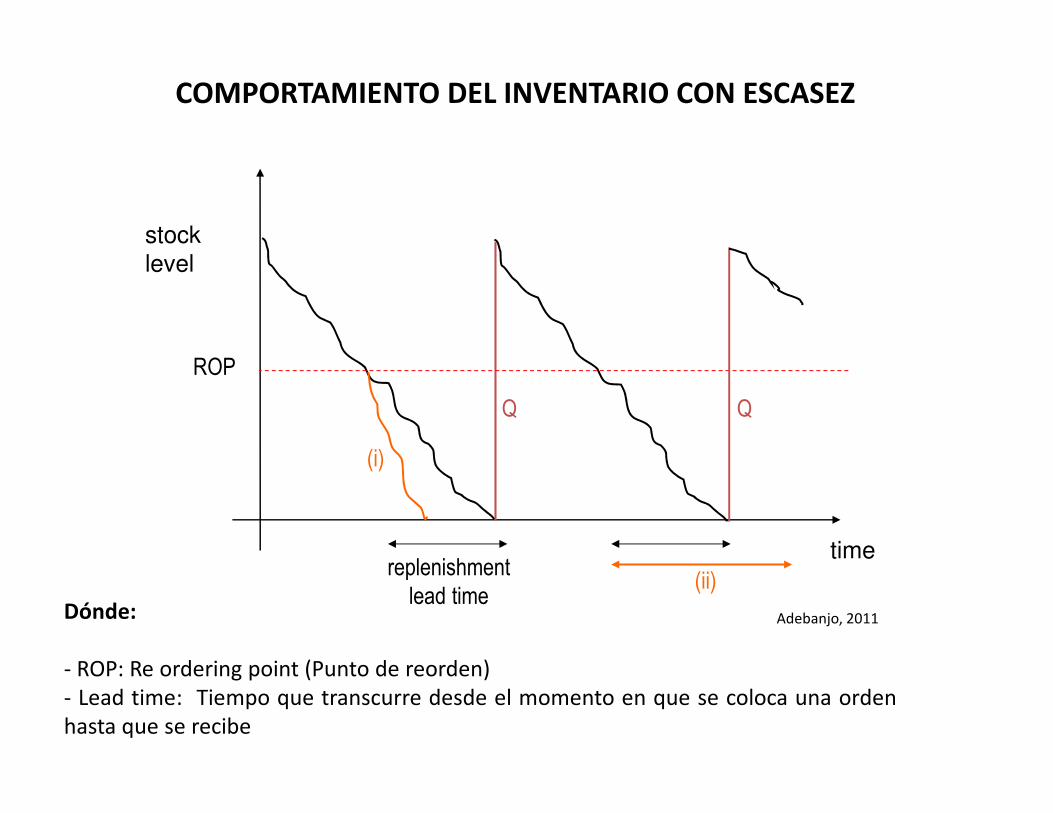
COMPORTAMIENTO DEL INVENTARIO CON ESCASEZ
Dónde:
- ROP: Re ordering point (Punto de reorden)
- Lead time: Tiempo que transcurre desde el momento en que se coloca una orden
hasta que se recibe
stock
level
timereplenishment
lead time
ROP
Q Q
(i)
(ii)
Adebanjo, 2011
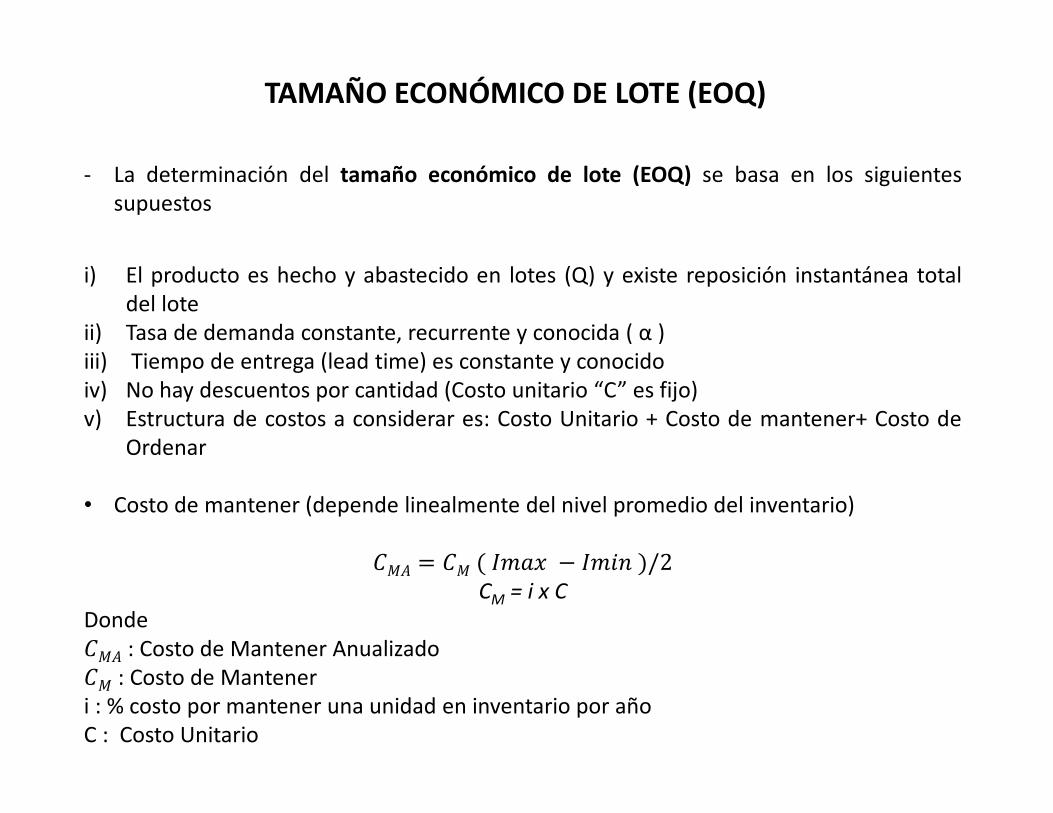
TAMAÑO ECONÓMICO DE LOTE (EOQ)
- La determinación del tamaño económico de lote (EOQ) se basa en los siguientes
supuestos
i) El producto es hecho y abastecido en lotes (Q) y existe reposición instantánea total
del lote
ii) Tasa de demanda constante, recurrente y conocida ( α )
iii) Tiempo de entrega (lead time) es constante y conocido
iv) No hay descuentos por cantidad (Costo unitario “C” es fijo)
v) Estructura de costos a considerar es: Costo Unitario + Costo de mantener+ Costo de
Ordenar
• Costo de mantener (depende linealmente del nivel promedio del inventario)
��� = ��(�� − ��� )/2
CM = i x C
Donde
��� : Costo de Mantener Anualizado
�� : Costo de Mantener
i : % costo por mantener una unidad en inventario por año
C : Costo Unitario
TAMAÑO ECONÓMICO DE LOTE (EOQ)
• Costo de ordenar: Depende del número de veces que se ordene o produzca
��� = ��(�)/�
Donde
���: Costo de Ordenar Anualizado
D: Demanda
Q: Cantidad ordenada
CT = Co + CM
Donde
CT : Costo Total
Co: Costo de ordenar
CM: Costo de mantener
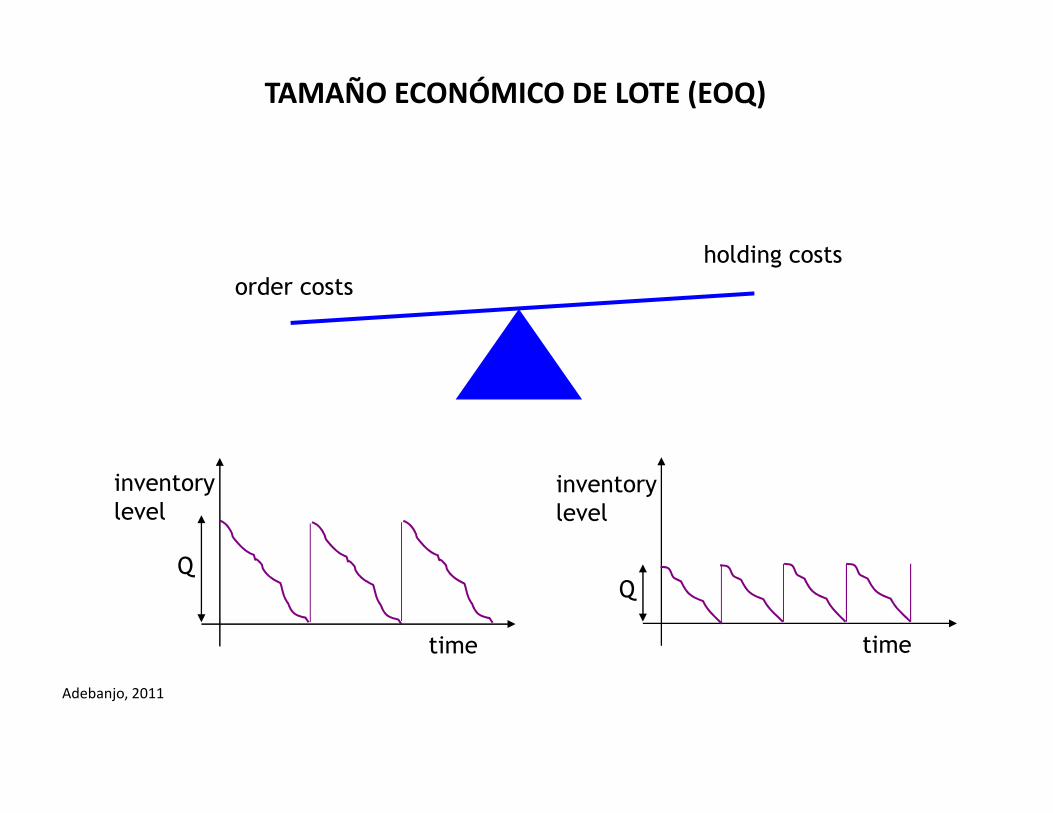
TAMAÑO ECONÓMICO DE LOTE (EOQ)
order costs
holding costs
inventory
level
Q
time
Q
time
inventory
level
Adebanjo, 2011
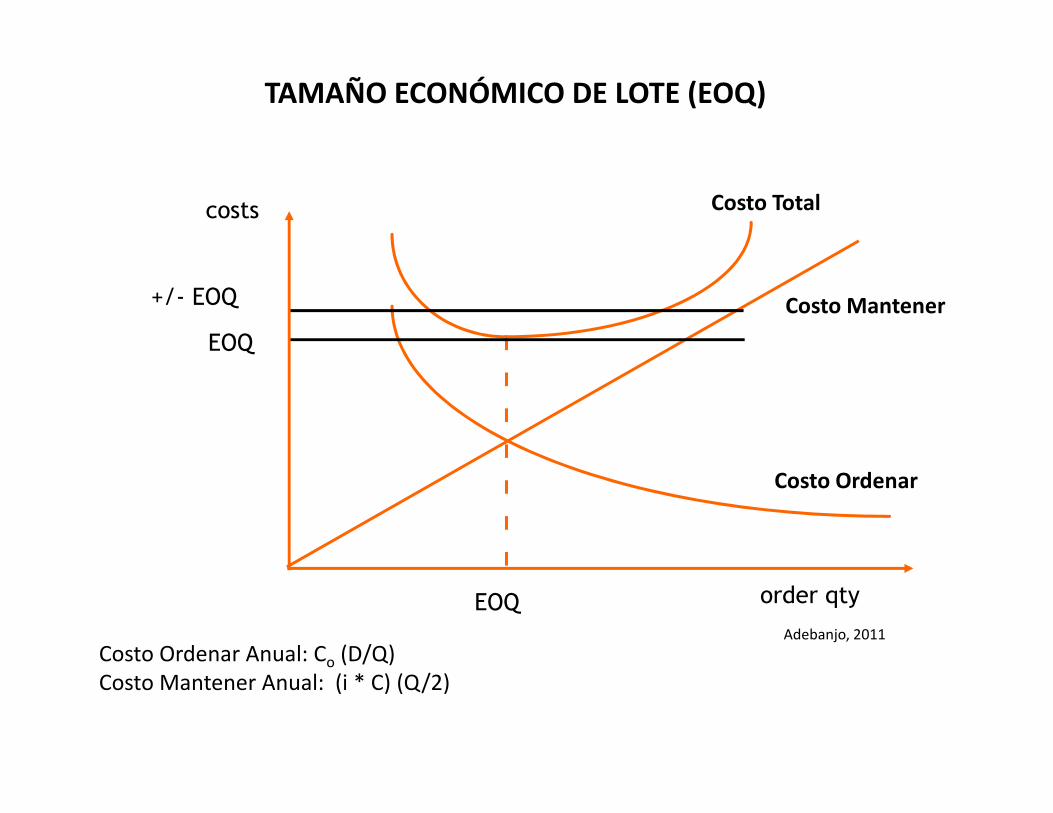
TAMAÑO ECONÓMICO DE LOTE (EOQ)
Adebanjo, 2011
costs
order qtyEOQ
EOQ
+/- EOQ
Costo Total
Costo Ordenar
Costo Mantener
Costo Ordenar Anual: Co (D/Q)
Costo Mantener Anual: (i * C) (Q/2)
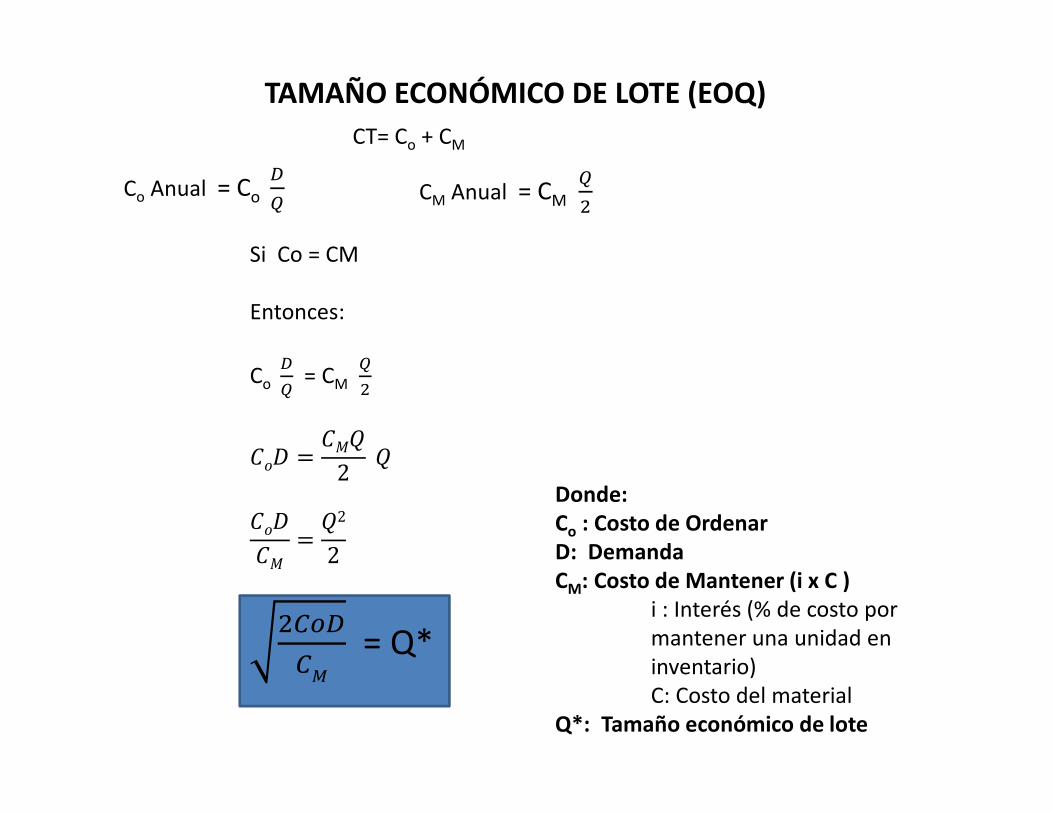
TAMAÑO ECONÓMICO DE LOTE (EOQ)
CT= Co + CM
Co Anual = Co
�
�CM Anual = CM
�
�
Si Co = CM
Entonces:
Co
�
�= CM
�
�
��� =���
2�
���
��=�2
2
����
��
= Q*
Donde: Co : Costo de OrdenarD: DemandaCM: Costo de Mantener (i x C )
i : Interés (% de costo por
mantener una unidad en
inventario)
C: Costo del material
Q*: Tamaño económico de lote
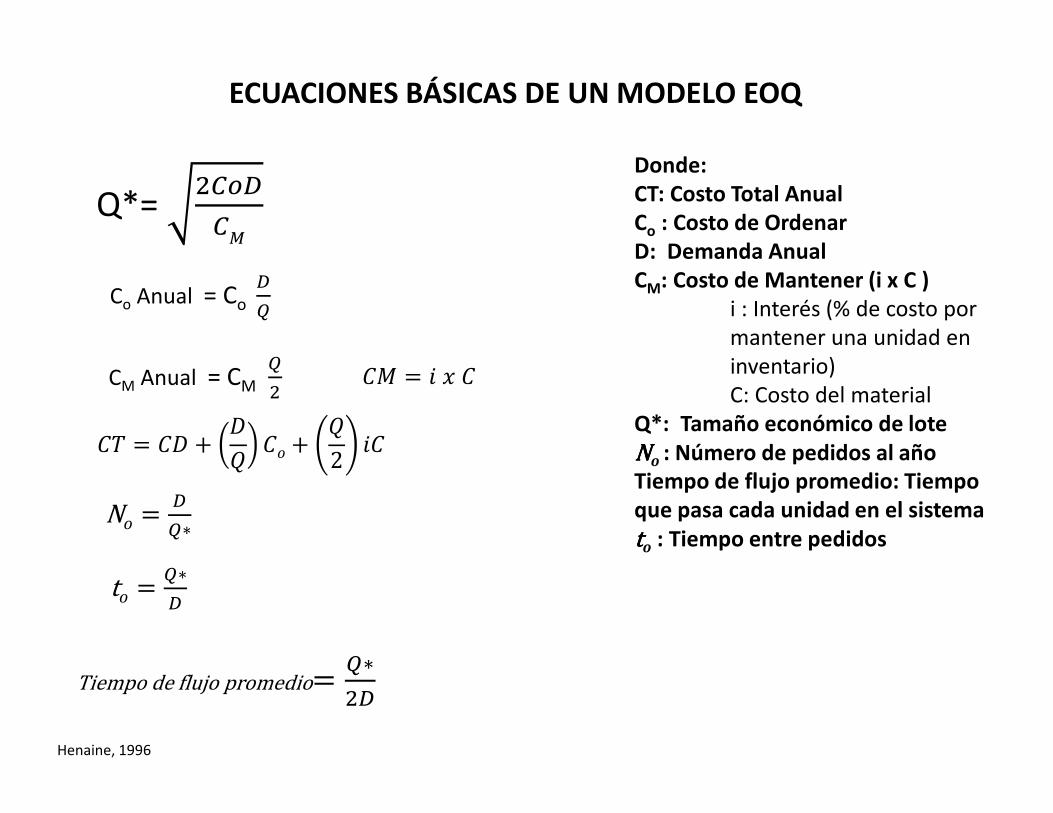
ECUACIONES BÁSICAS DE UN MODELO EOQ
Q*= ����
��
�� = ��
�� = �� +�
��� +
�
2��
Donde: CT: Costo Total AnualCo : Costo de OrdenarD: Demanda AnualCM: Costo de Mantener (i x C )
i : Interés (% de costo por
mantener una unidad en
inventario)
C: Costo del material
Q*: Tamaño económico de loteNNNN�
: Número de pedidos al añoTiempo de flujo promedio: Tiempo que pasa cada unidad en el sistematttt� : Tiempo entre pedidos
N� =�
�∗
Henaine, 1996
Tiempodeflujopromedio=�∗
��
Co Anual = Co
�
�
CM Anual = CM
�
�
t� =�∗
�
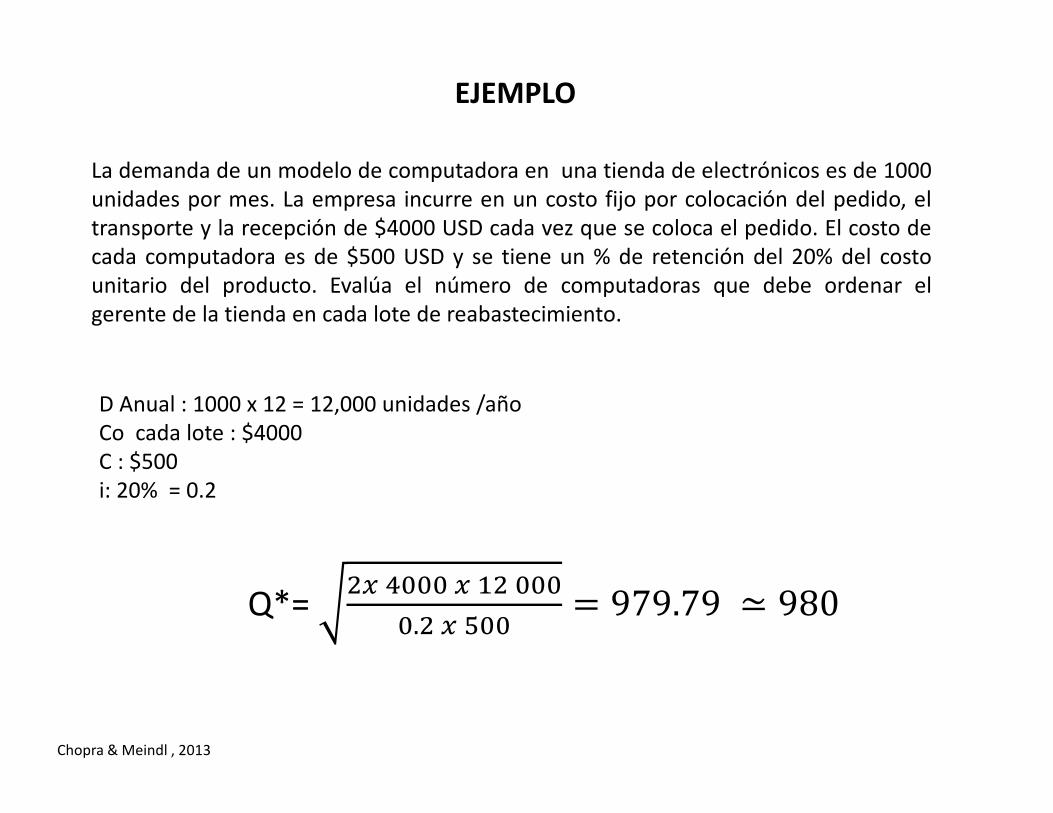
EJEMPLO
Chopra & Meindl , 2013
La demanda de un modelo de computadora en una tienda de electrónicos es de 1000
unidades por mes. La empresa incurre en un costo fijo por colocación del pedido, el
transporte y la recepción de $4000 USD cada vez que se coloca el pedido. El costo de
cada computadora es de $500 USD y se tiene un % de retención del 20% del costo
unitario del producto. Evalúa el número de computadoras que debe ordenar el
gerente de la tienda en cada lote de reabastecimiento.
D Anual : 1000 x 12 = 12,000 unidades /año
Co cada lote : $4000
C : $500
i: 20% = 0.2
Q*= �,-...,/�...
..�,1..= 979.79 ≃ 980
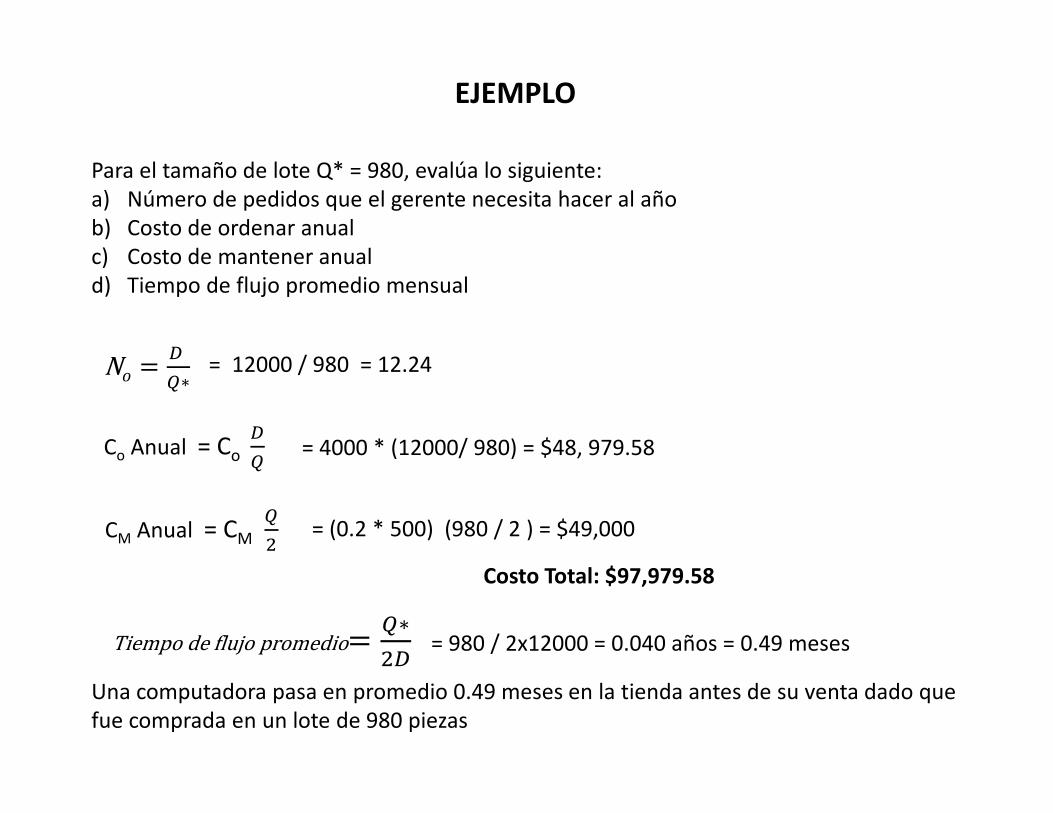
EJEMPLO
Para el tamaño de lote Q* = 980, evalúa lo siguiente:
a) Número de pedidos que el gerente necesita hacer al año
b) Costo de ordenar anual
c) Costo de mantener anual
d) Tiempo de flujo promedio mensual
N� =�
�∗= 12000 / 980 = 12.24
Co Anual = Co
�
�= 4000 * (12000/ 980) = $48, 979.58
CM Anual = CM
�
�= (0.2 * 500) (980 / 2 ) = $49,000
Tiempodeflujopromedio=�∗
��= 980 / 2x12000 = 0.040 años = 0.49 meses
Una computadora pasa en promedio 0.49 meses en la tienda antes de su venta dado que
fue comprada en un lote de 980 piezas
Costo Total: $97,979.58
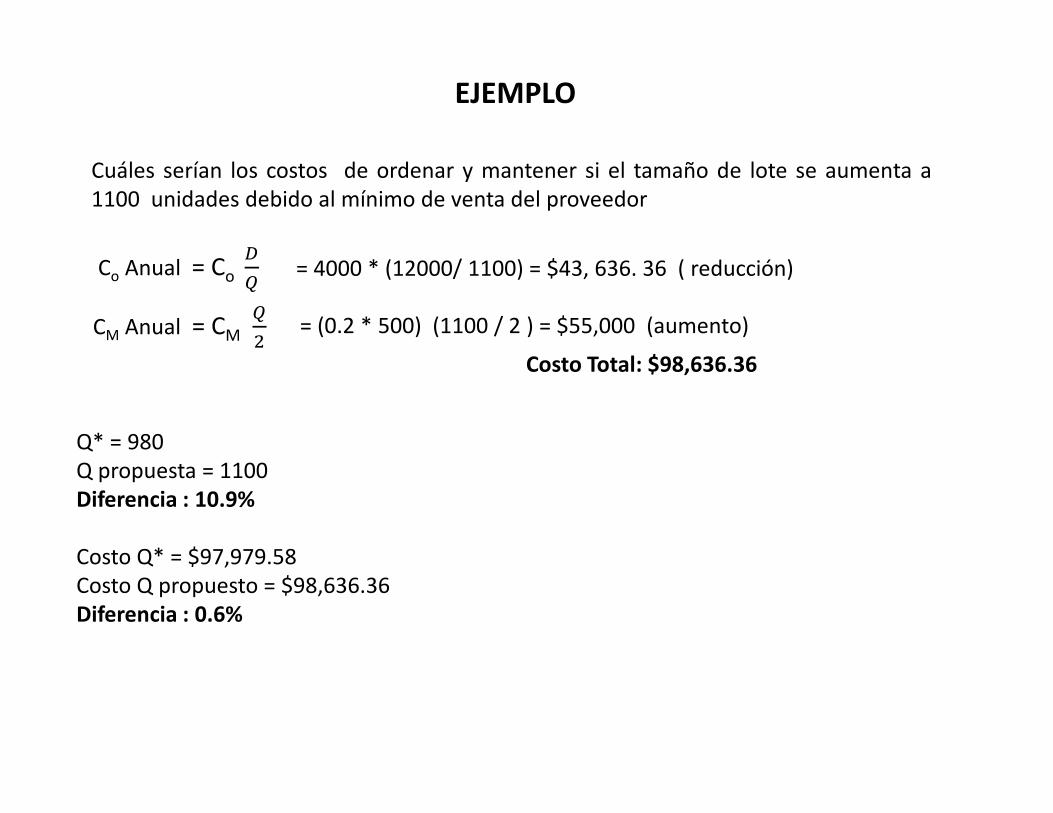
EJEMPLO
Cuáles serían los costos de ordenar y mantener si el tamaño de lote se aumenta a
1100 unidades debido al mínimo de venta del proveedor
Co Anual = Co
�
�= 4000 * (12000/ 1100) = $43, 636. 36 ( reducción)
CM Anual = CM
�
�= (0.2 * 500) (1100 / 2 ) = $55,000 (aumento)
Costo Total: $98,636.36
Q* = 980
Q propuesta = 1100
Diferencia : 10.9%
Costo Q* = $97,979.58
Costo Q propuesto = $98,636.36
Diferencia : 0.6%
EJEMPLO
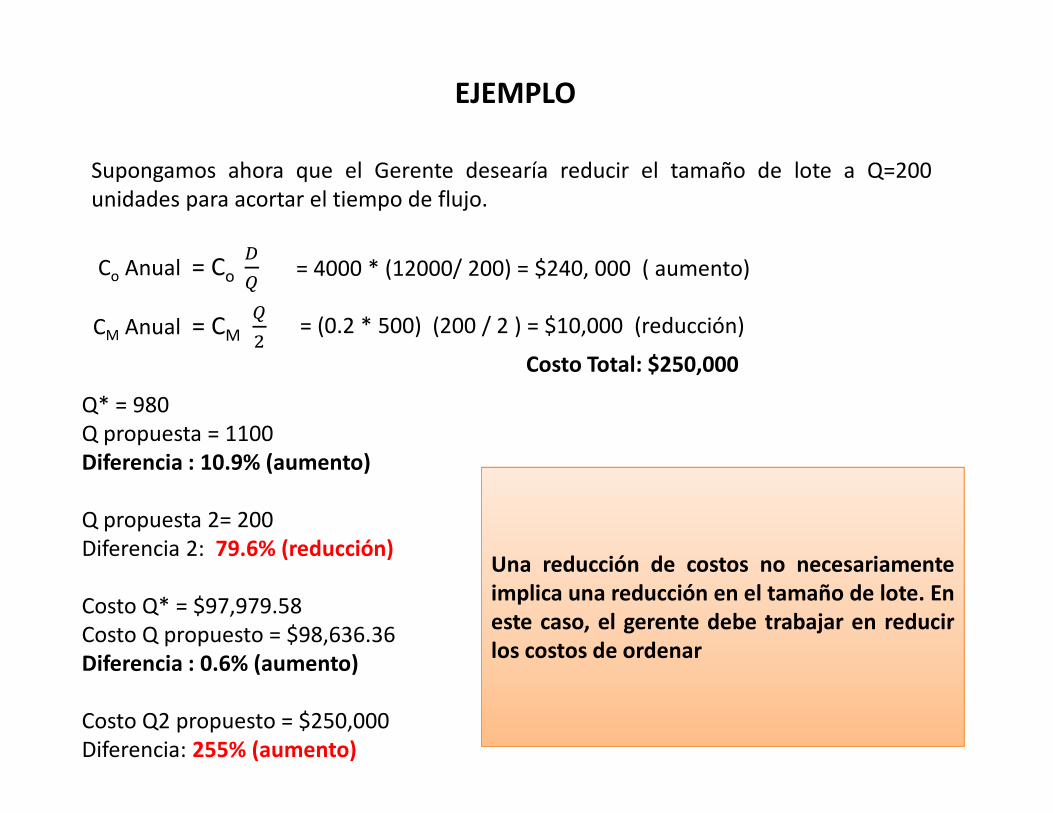
Supongamos ahora que el Gerente desearía reducir el tamaño de lote a Q=200
unidades para acortar el tiempo de flujo.
Co Anual = Co
�
�= 4000 * (12000/ 200) = $240, 000 ( aumento)
CM Anual = CM
�
�= (0.2 * 500) (200 / 2 ) = $10,000 (reducción)
Costo Total: $250,000
Q* = 980
Q propuesta = 1100
Diferencia : 10.9% (aumento)
Q propuesta 2= 200
Diferencia 2: 79.6% (reducción)
Costo Q* = $97,979.58
Costo Q propuesto = $98,636.36
Diferencia : 0.6% (aumento)
Costo Q2 propuesto = $250,000
Diferencia: 255% (aumento)
Una reducción de costos no necesariamenteimplica una reducción en el tamaño de lote. Eneste caso, el gerente debe trabajar en reducirlos costos de ordenar
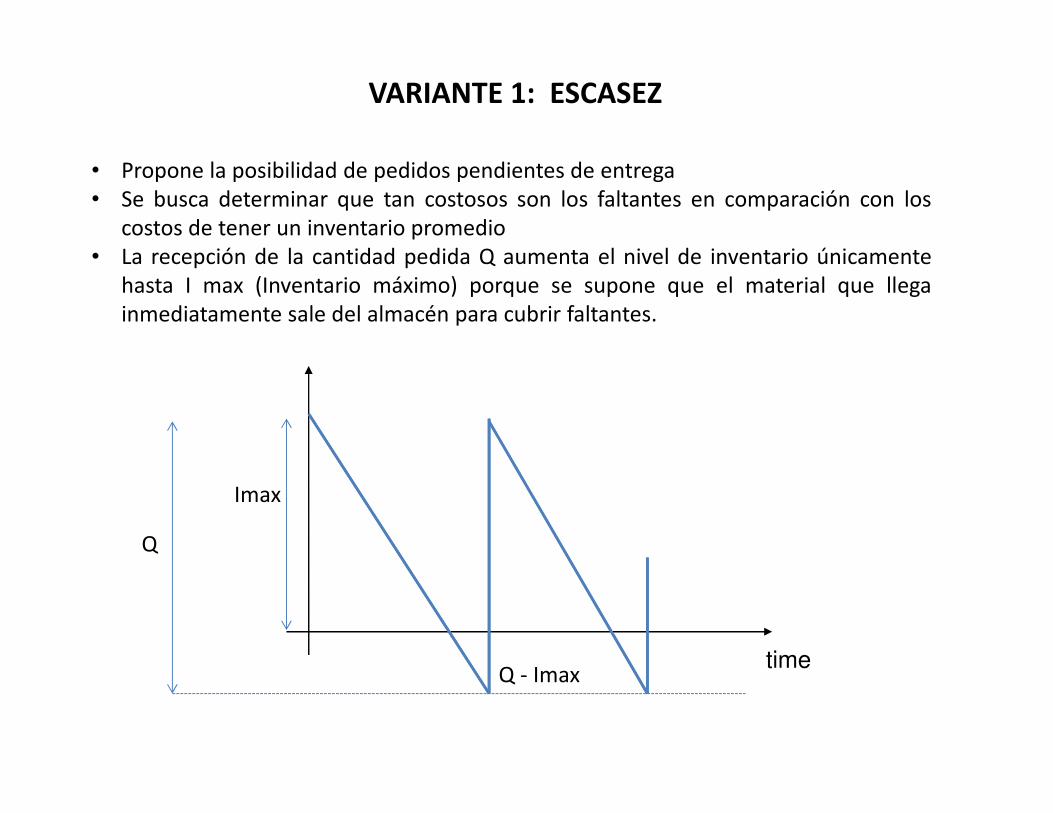
VARIANTE 1: ESCASEZ
• Propone la posibilidad de pedidos pendientes de entrega
• Se busca determinar que tan costosos son los faltantes en comparación con los
costos de tener un inventario promedio
• La recepción de la cantidad pedida Q aumenta el nivel de inventario únicamente
hasta I max (Inventario máximo) porque se supone que el material que llega
inmediatamente sale del almacén para cubrir faltantes.
time
Imax
Q
Q - Imax
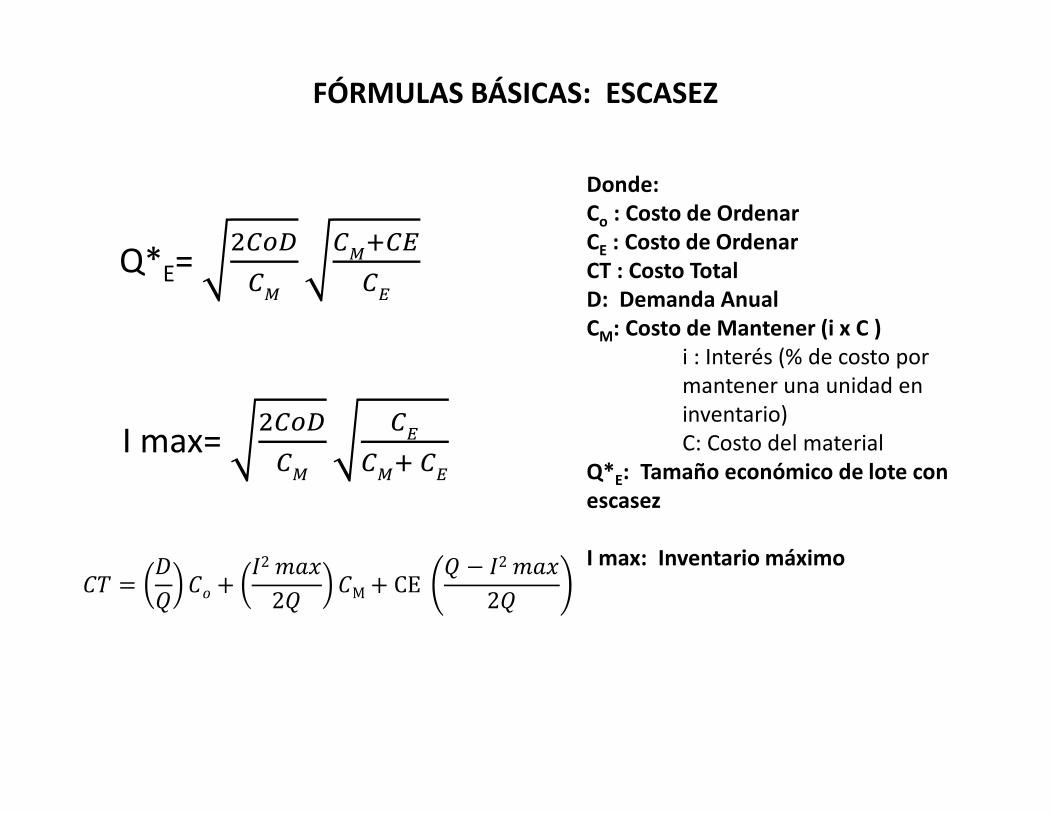
FÓRMULAS BÁSICAS: ESCASEZ
Q*E= ����
��
��7�8
�8
I max= ����
��
�8
��7�
8
Donde: Co : Costo de OrdenarCE : Costo de OrdenarCT : Costo TotalD: Demanda AnualCM: Costo de Mantener (i x C )
i : Interés (% de costo por
mantener una unidad en
inventario)
C: Costo del material
Q*E: Tamaño económico de lote con escasez
I max: Inventario máximo �� =
�
��� +
�2�
2��M+ CE
� − �2�
2�
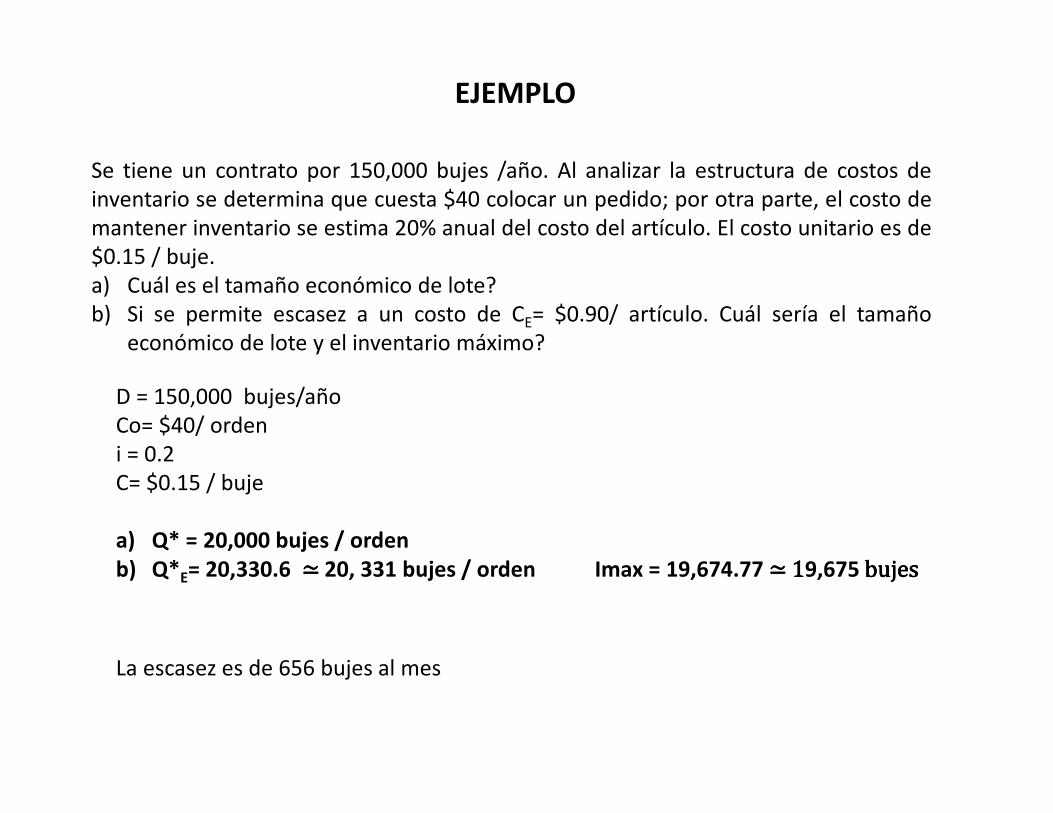
EJEMPLO
Se tiene un contrato por 150,000 bujes /año. Al analizar la estructura de costos de
inventario se determina que cuesta $40 colocar un pedido; por otra parte, el costo de
mantener inventario se estima 20% anual del costo del artículo. El costo unitario es de
$0.15 / buje.
a) Cuál es el tamaño económico de lote?
b) Si se permite escasez a un costo de CE= $0.90/ artículo. Cuál sería el tamaño
económico de lote y el inventario máximo?
D = 150,000 bujes/año
Co= $40/ orden
i = 0.2
C= $0.15 / buje
a) Q* = 20,000 bujes / ordenb) Q*E= 20,330.6 ≃≃≃≃20, 331 bujes / orden Imax = 19,674.77 ≃1≃1≃1≃19,675 bujesbujesbujesbujes
La escasez es de 656 bujes al mes
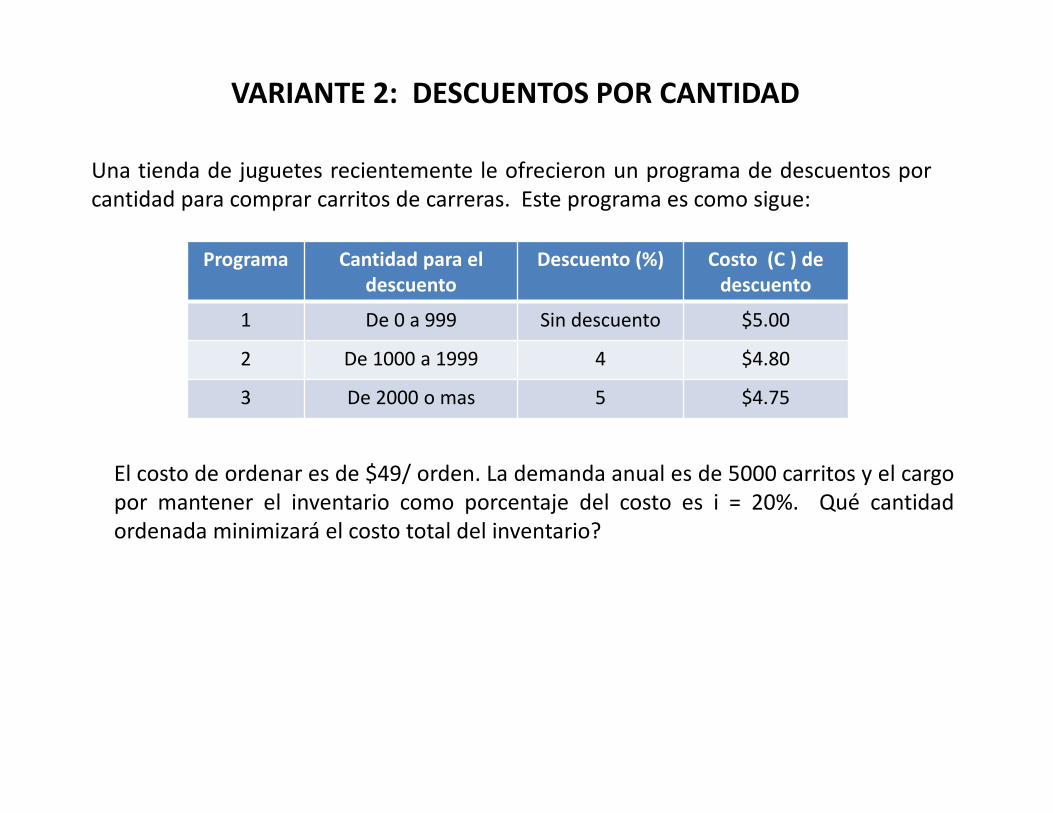
VARIANTE 2: DESCUENTOS POR CANTIDAD
Una tienda de juguetes recientemente le ofrecieron un programa de descuentos por
cantidad para comprar carritos de carreras. Este programa es como sigue:
Programa Cantidad para el descuento
Descuento (%) Costo (C ) de descuento
1 De 0 a 999 Sin descuento $5.00
2 De 1000 a 1999 4 $4.80
3 De 2000 o mas 5 $4.75
El costo de ordenar es de $49/ orden. La demanda anual es de 5000 carritos y el cargo
por mantener el inventario como porcentaje del costo es i = 20%. Qué cantidad
ordenada minimizará el costo total del inventario?
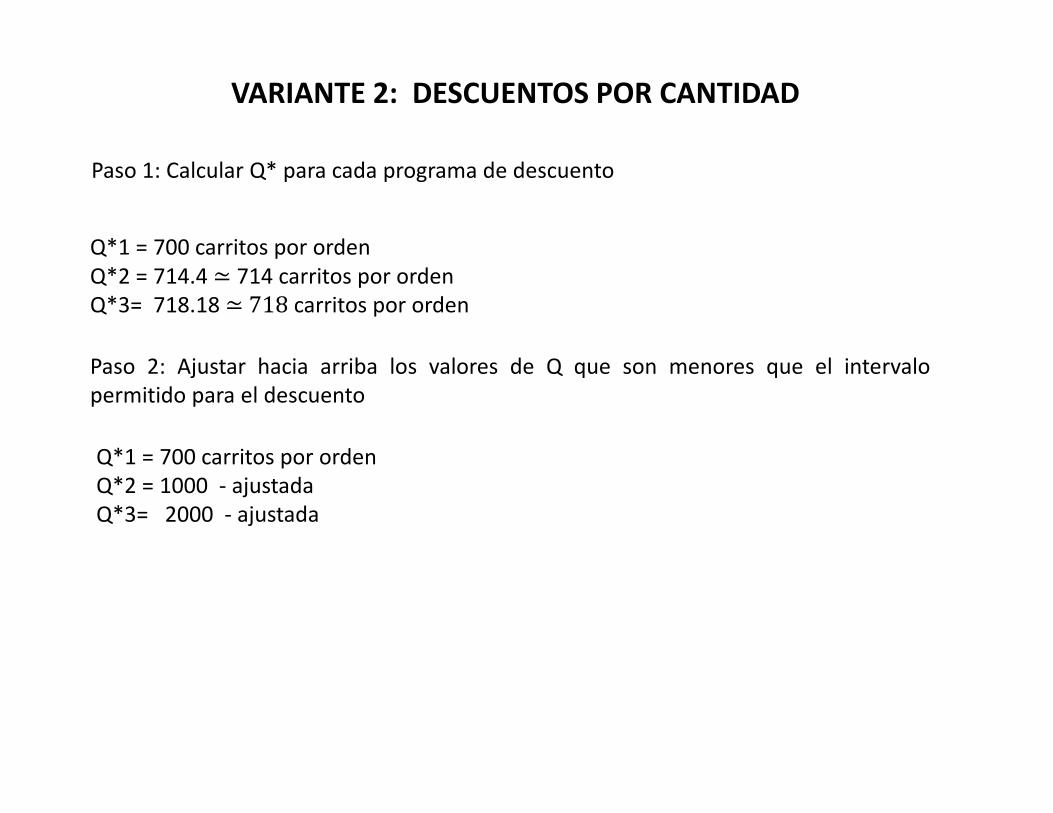
VARIANTE 2: DESCUENTOS POR CANTIDAD
Paso 1: Calcular Q* para cada programa de descuento
Q*1 = 700 carritos por orden
Q*2 = 714.4 ≃ 714 carritos por orden
Q*3= 718.18 ≃718carritos por orden
Paso 2: Ajustar hacia arriba los valores de Q que son menores que el intervalo
permitido para el descuento
Q*1 = 700 carritos por orden
Q*2 = 1000 - ajustada
Q*3= 2000 - ajustada
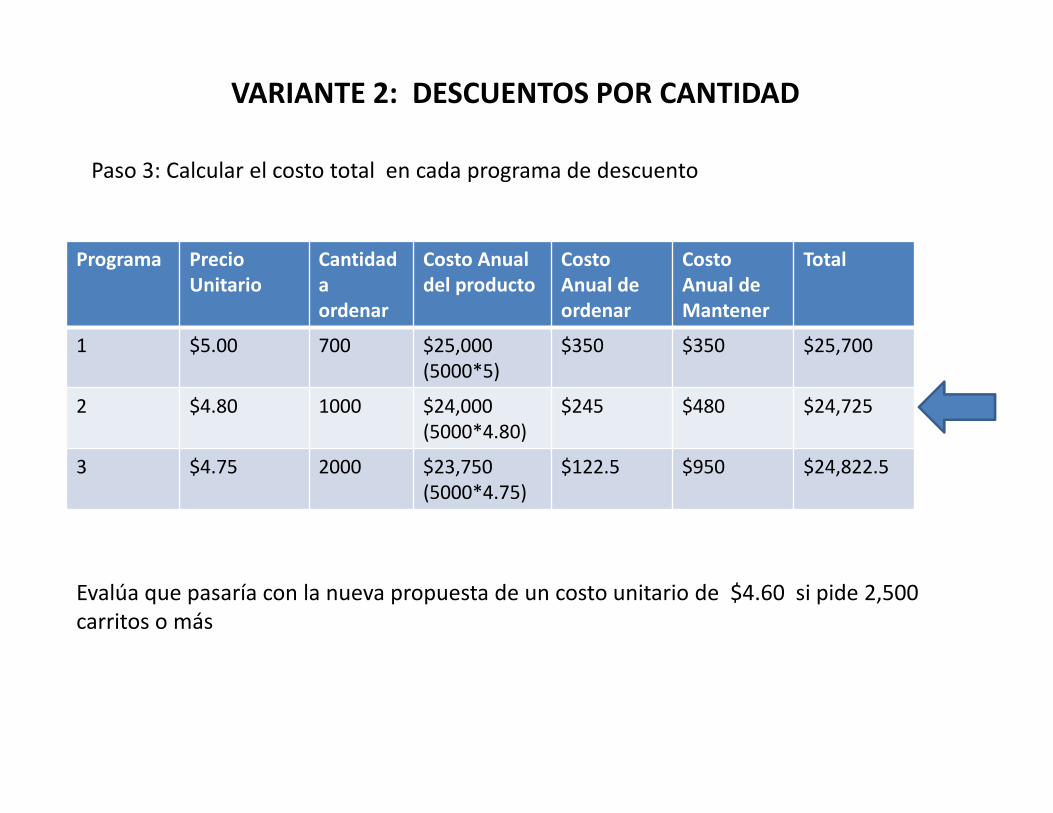
VARIANTE 2: DESCUENTOS POR CANTIDAD
Paso 3: Calcular el costo total en cada programa de descuento
Programa Precio Unitario
Cantidad a ordenar
Costo Anual del producto
Costo Anual de ordenar
Costo Anual de Mantener
Total
1 $5.00 700 $25,000
(5000*5)
$350 $350 $25,700
2 $4.80 1000 $24,000
(5000*4.80)
$245 $480 $24,725
3 $4.75 2000 $23,750
(5000*4.75)
$122.5 $950 $24,822.5
Evalúa que pasaría con la nueva propuesta de un costo unitario de $4.60 si pide 2,500
carritos o más
ANÁLISIS ABC
En la práctica, antes de proceder a implementar alguna técnica disponible para la
administración de inventarios, es necesario clasificar los artículos que forman parte
del inventario.
Una técnica de clasificación es mediante el valor de uso anual de cada artículo
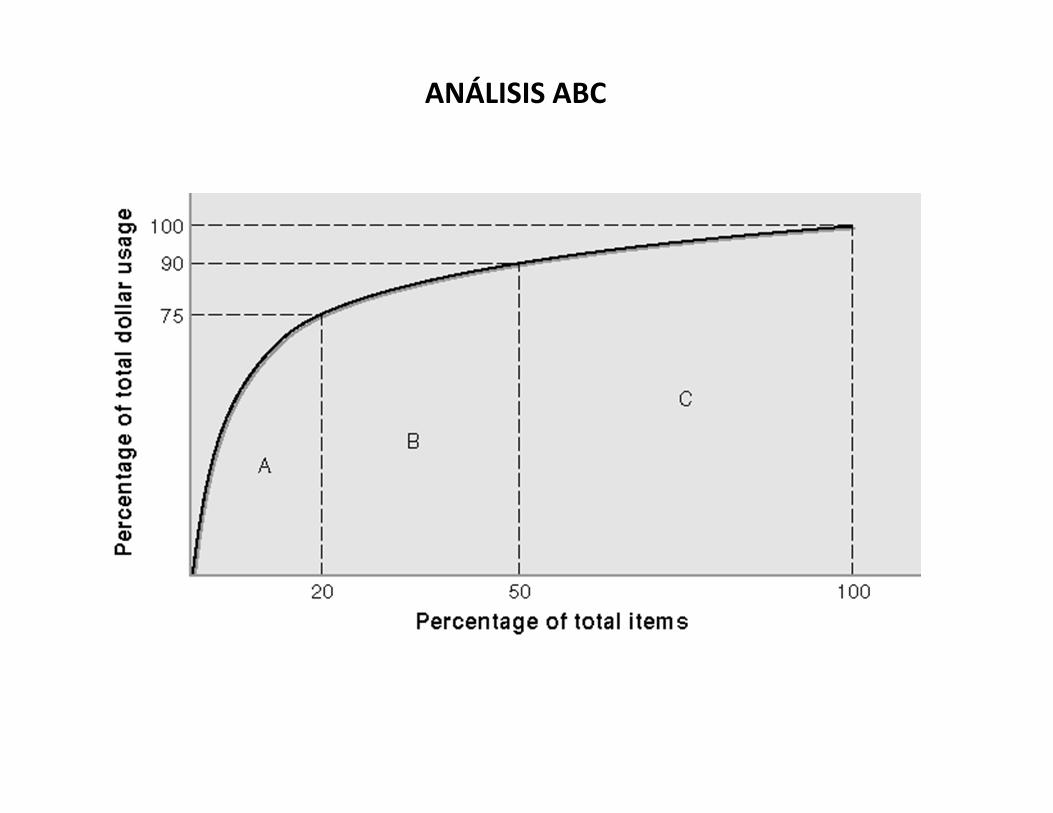
llamado análisis ABC basada en el principio de Pareto.
En 1950, Ford Dickie aplicó el principio de Pareto a la administración y control de
inventarios dividiendo a los artículos en tres clases (los porcentajes exactos pueden
variar en cada caso)
A – 20% artículos – 75% - 80% valor de uso anual
B – 30% artículos – 15% - 10% valor de uso anual
C - 50% artículos – 10% valor de uso anual
ANÁLISIS ABC
ANÁLISIS ABC
1. Determinación del uso anual (demanda) de cada artículo
2. El uso anual de cada artículo se multiplica por el costo unitario para obtener el
“Valor de uso anual”
3. Los artículos se listan en orden descendente de “Valor de Uso Anual”
4. Se obtienen los totales acumulados del tipo de artículos y del Valor de Uso Anual
5. Los totales acumulados se convierten en porcentajes acumulados
6. Se hace la división entre artículos A, B y C
EJEMPLO
Técnica útil para decidir que grado de planeación y control se aplicará a cada artículo en
inventario
PUNTO DE REORDEN (ROP)
-Determinado por el nivel de inventario necesario para cubrir la demanda mientras se
da el re abastecimiento.
?@ = AB
Donde:
RP: punto de reorden
d: demanda diaria promedio
L: Lead time (tiempo de espera en días)
Nota: Es posible utilizar la fórmula con diferentes unidades
de tiempo siempre que ambas (d y L) estén en las mismas
unidades
En una condición NO ideal, varios factores pueden retrasar el re abastecimiento (ej.
que el proveedor se retrase o que la demanda exceda el pronóstico). Estas
condiciones originan desabasto.
La manera de mejorar el servicio al cliente bajo condiciones NO ideales o de
incertidumbre es el Inventario de Seguridad
PUNTO DE REORDEN (EJEMPLO BÁSICO)
Un distribuidor de Apple tiene una demanda de 8000 iPods al año. La compañía tiene
250 días hábiles al año. En promedio, la entrega de una orden toma 3 días de trabajo.
El distribuidor quiere calcular el punto de reorden.
d= 8000/ 250 = 32 unidades diarias
RP= dL = 32 x 3 = 96 unidades
Cuando el inventario de iPods caiga a 96 unidades se debe colocar
una nueva orden.
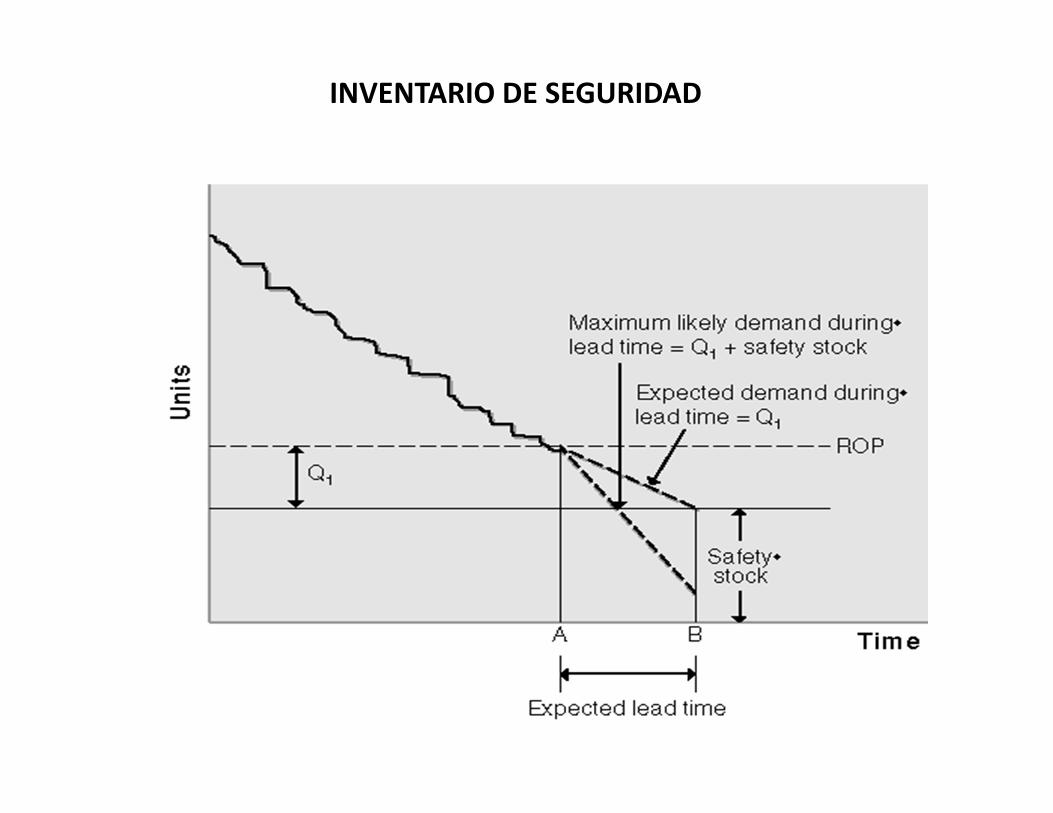
INVENTARIO DE SEGURIDAD
INVENTARIO DE SEGURIDAD
- El nivel de inventario de seguridad depende fundamentalmente de dos aspectos:
a) La desviación estándar de la demanda durante el tiempo de espera
b) El nivel de servicio al cliente que se desea lograr
El inventario de seguridad estándar supone una distribución normal dela demanda
durante el tiempo de espera, y se calcula como:
SD = EFL
Donde:
SS: Inventario de seguridad (safety stock)
z: Constante asociada con el nivel de servicio (de tablas de distribución normal
estándar)
FL :Desviación estándar de la demanda durante el tiempo de espera
INVENTARIO DE SEGURIDAD
Donde:
SS: Inventario de seguridad
z: Constante asociada con el nivel de servicio (de tablas de distribución normal
estándar)
FL :Desviación estándar de la demanda durante el tiempo de espera
FA : Desviación estándar de la demanda durante una unidad de tiempo (diaria)
L: Lead Time
El inventario de seguridad estándar supone una distribución normal dela demanda
durante el tiempo de espera, y se calcula como:
SD = EFLFB = FA B
INVENTARIO DE SEGURIDAD & ROP
- Considerando una situación NO ideal de re abastecimiento. El punto de re orden
debe considerar el inventario de seguridad
?@ = AB + EFL
FB = FA B
Valores típicos de nivel de servicio de ciclo deseado son:
Nivel de servicio 90% , z= 1.29
Nivel de servicio 95%, z= 1.65
Nivel de servicio 99%, z= 2.33
EJEMPLO
Cierto artículo A se vende en un almacén de rebajas. La demanda semanal promedio
del artículo es de 50 unidades y una desviación estándar de 6 unidades respecto a la
demanda cada semana. El proveedor tarda 3 semanas en re abastecer el inventario de
A. El precio unitario del producto es $12. La tienda estima que incurre en un total de
$40 por costos administrativos cada vez que coloca una orden y ha determinado que
el costo anual de mantener el inventario equivale a 20% del costo del artículo. La
dirección de la empresa estableció que su objetivo es un nivel de servicio al cliente de
95%. Suponiendo que el año cuenta con 52 semanas. Calcula el tamaño económico
de lote , el inventario de seguridad que debe guardar el almacén y el punto de re
orden
Considera Nivel de servicio general 95%, z= 1.65
R = Ordenar 294 unidades de A cada vez que el inventario llegue a 167 unidades. Inventario de seguridad es de 17 unidades para mantener un nivel de servicio de 95%
MEDICIÓN DE LA DISPONIBILIDAD DEL PRODUCTO
Tasa de satisfacción del producto (FR): Fill Rate definido como la fracción de la demanda del
producto que se satisface con el producto disponible en el inventario.
Es equivalente a la probabilidad de que la demanda del producto se satisfaga a partir de un
inventario disponible. Se mide sobre número de unidades (no sobre tiempo)
Tasa de satisfacción de pedidos: Fracción de pedidos que se satisfacen a partir de un inventario
disponible. Cuando varios productos componen una orden, un pedido se satisface solo si todos
los productos en ese pedido fueron encontrados en el inventario
Nivel de servicio del ciclo (CSL): Un ciclo de reabastecimiento es el intervalo entre dos entregas de reabastecimiento sucesivas.
El CSL es la probabilidad de no tener faltante en un ciclo de reabastecimiento
Si se ordena un lote de reabastecimiento de 600 teléfonos, el intervalo entre la llegada de dos
lotes es un ciclo de reabastecimiento. Si la tienda X no se queda sin inventario 6 de cada 10
ciclos, la tienda tiene un CSL de 60%. Esto quiere decir que el 60% de los ciclos la tasa de
satisfacción de producto fue del 100%.
POLÍTICAS DE REABASTECIMIENTO
Revisión Continua: El inventario se revisa de manera continua y se coloca un pedido de
tamaño de lote Q* cuando el inventario disminuye hasta el RP (Punto de Re orden). El tiempo
entre los pedidos puede cambiar debido a la demanda variable.
La falta de existencias se produce si la demanda durante el tiempo de espera supera el RP.
Revisión Periódica: Se hacen revisiones al inventario en intervalos regulares, es decir, el tiempo
entre los pedidos es fijo. Se ordena lo suficiente para que se alcance un valor de inventario
máximo previamente definido. El tamaño de cada pedido puede cambiar debido a la demanda
variable.
POLÍTICA DE REVISIÓN CONTINUA
EVALUACIÓN DE CSL: REVISIÓN CONTINUA
Nivel de servicio de Ciclo (CSL) en una política de reabastecimiento de revisión continua: Probabilidad de no quedarse sin existencias en un ciclo de reabastecimiento.
En un ciclo de revisión continua, los pedidos son ordenados en tamaños de lote Q* cuando el
inventario cae al nivel RP. El Lead time es L y la demanda se distribuye normalmente con una
media D y una desviación estándar FL
Una falta de existencias en un ciclo se produce si la demanda durante el Lead Time es mayor que
el RP (punto de re orden).
CSL = Prob (demanda durante L ≤ RP)
La demanda durante el lead time se distribuye bajo una curva normal con una media DL y una
desviación estándar FL
CSL=F(RP,DCSL=F(RP,DCSL=F(RP,DCSL=F(RP,DLLLL,,,,FFFFLLLL)=NORMDIST(RP,D)=NORMDIST(RP,D)=NORMDIST(RP,D)=NORMDIST(RP,DLLLL,,,,FFFFLLLL,1),1),1),1)
EJEMPLO
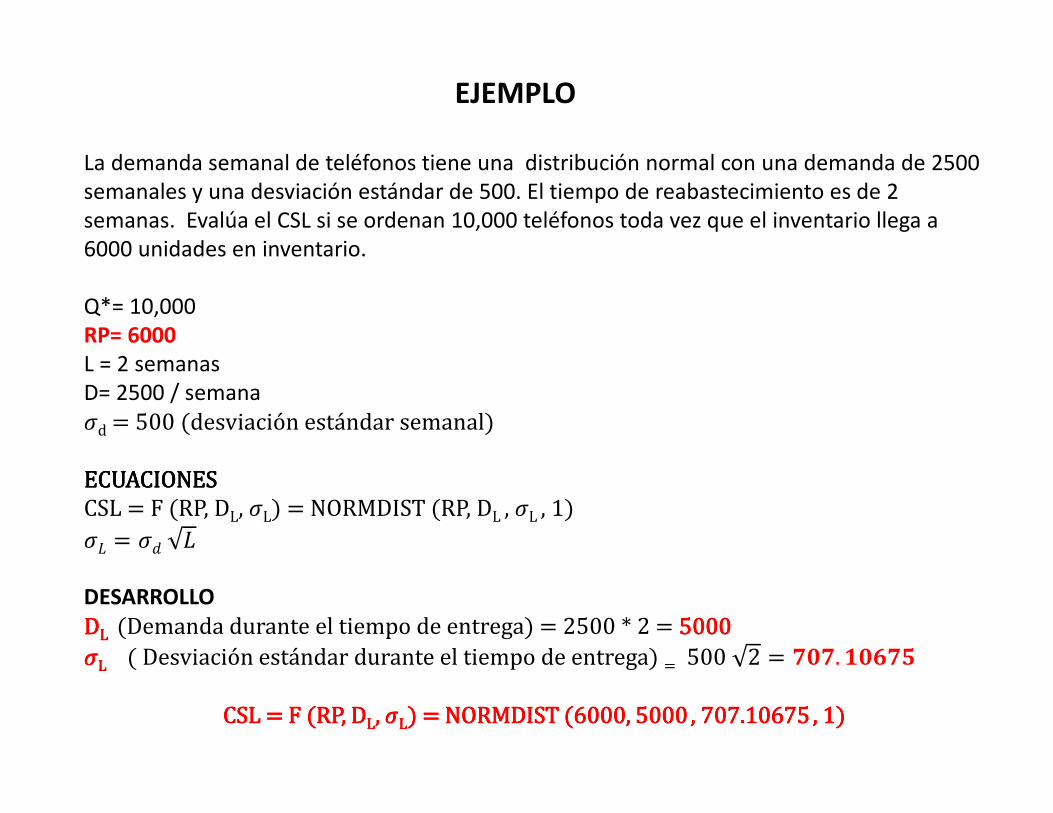
La demanda semanal de teléfonos tiene una distribución normal con una demanda de 2500
semanales y una desviación estándar de 500. El tiempo de reabastecimiento es de 2
semanas. Evalúa el CSL si se ordenan 10,000 teléfonos toda vez que el inventario llega a
6000 unidades en inventario.
Q*= 10,000
RP= 6000L = 2 semanas
D= 2500 / semana
Fd=500(desviaciónestándarsemanal)
ECUACIONESECUACIONESECUACIONESECUACIONES
CSL=F(RP,DL,FL)=NORMDIST(RP,DL,FL,1)
FB = FA B
DESARROLLO DDDDLLLL (Demandaduranteeltiempodeentrega)=2500*2=5000500050005000
FFFFLLLL (Desviaciónestándarduranteeltiempodeentrega)= 500 2 = [\[. ]\^[_
CSL=F(RP,DCSL=F(RP,DCSL=F(RP,DCSL=F(RP,DLLLL,,,,FFFFLLLL)=NORMDIST)=NORMDIST)=NORMDIST)=NORMDIST(6000,5000(6000,5000(6000,5000(6000,5000 ,,,,707.10675707.10675707.10675707.10675 ,1),1),1),1)
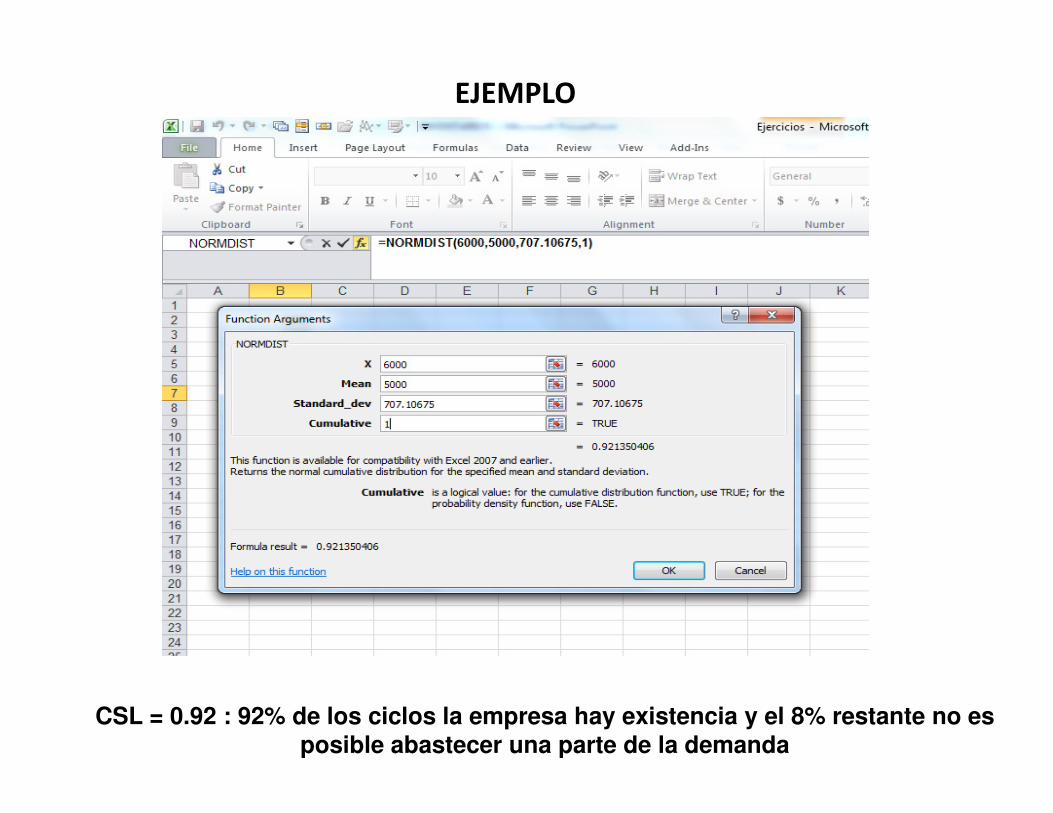
EJEMPLO
CSL = 0.92 : 92% de los ciclos la empresa hay existencia y el 8% restante no es posible abastecer una parte de la demanda
EVALUACIÓN DE Fill Rate (FR) : REVISIÓN CONTINUA
Tasa de satisfacción ( FR) en una política de reabastecimiento de revisión continua:
La falta de existencias se produce si la demanda durante el tiempo de espera supera el RP.
Buscaremos evaluar la cantidad promedio de demanda que excede el RP en cada ciclo de
reabastecimiento.
La escasez esperada por ciclo de reabastecimiento (ESC: expected shortage per
replenishment cycle) son las unidades promedio de demanda que no se satisfacen usando el
inventario en existencia en cada ciclo de reabastecimiento
FR = 1- (ESC/ Q*) = (Q* - ESC) / Q*
El lote Q* es la “demanda promedio” en un ciclo de reabastecimiento. De esta manera, la fracción de demanda perdida es ESC / Q .Como resultado, la fracción que SI se abastece es 1- ESC/Q
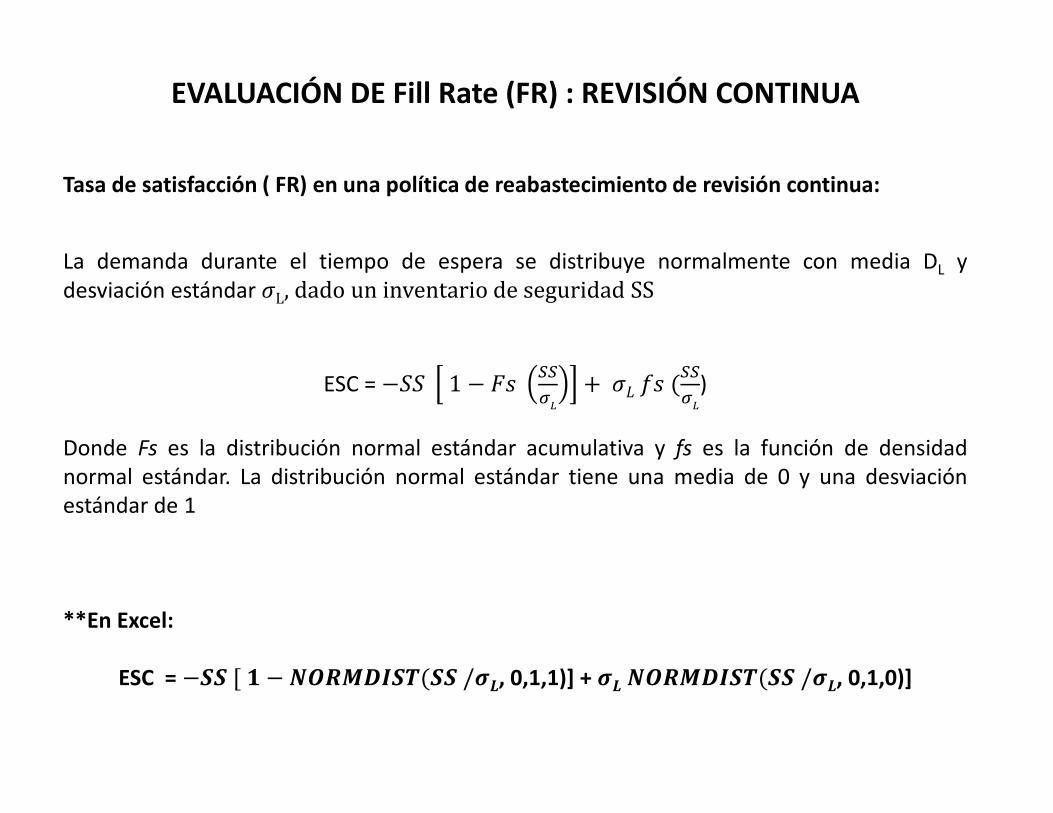
EVALUACIÓN DE Fill Rate (FR) : REVISIÓN CONTINUA
Tasa de satisfacción ( FR) en una política de reabastecimiento de revisión continua:
La demanda durante el tiempo de espera se distribuye normalmente con media DL y
desviación estándar FL, dado un inventario de seguridad SS
ESC = −DD 1 − abcc
de
+ FBfb(cc
de
)
Donde Fs es la distribución normal estándar acumulativa y fs es la función de densidad
normal estándar. La distribución normal estándar tiene una media de 0 y una desviación
estándar de 1
**En Excel:
ESC = −gg[] − ijklmngo(gg/pq, 0,1,1)] + pq ijklmngo(gg/pq, 0,1,0)]
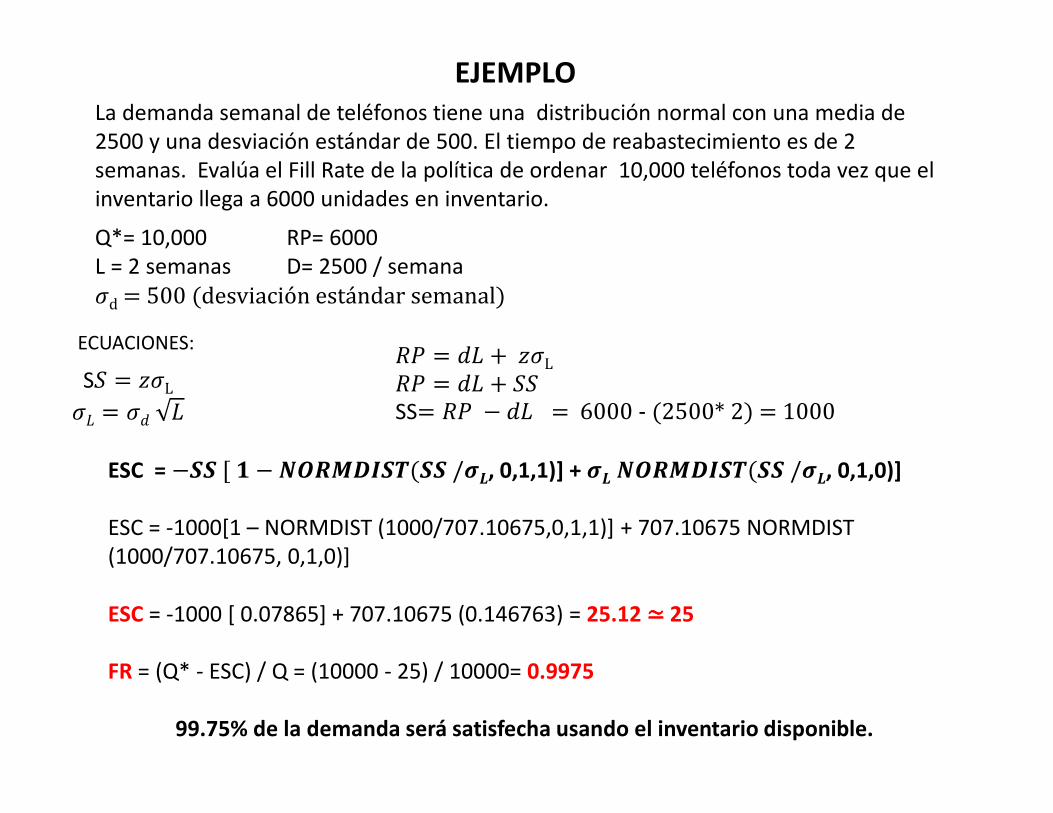
EJEMPLOLa demanda semanal de teléfonos tiene una distribución normal con una media de
2500 y una desviación estándar de 500. El tiempo de reabastecimiento es de 2
semanas. Evalúa el Fill Rate de la política de ordenar 10,000 teléfonos toda vez que el
inventario llega a 6000 unidades en inventario.
ESC = −gg[] − ijklmngo(gg/pq, 0,1,1)] + pq ijklmngo(gg/pq, 0,1,0)]
ESC = -1000[1 – NORMDIST (1000/707.10675,0,1,1)] + 707.10675 NORMDIST
(1000/707.10675, 0,1,0)]
ESC = -1000 [ 0.07865] + 707.10675 (0.146763) = 25.12 ≃≃≃≃ 25
FR = (Q* - ESC) / Q = (10000 - 25) / 10000= 0.9975
99.75% de la demanda será satisfecha usando el inventario disponible.
Q*= 10,000 RP= 6000
L = 2 semanas D= 2500 / semana
Fd=500(desviaciónestándarsemanal)
SD = EFLFB = FA B
ECUACIONES: ?@ = AB + EFL?@ = AB + DDSS= ?@ − AB =6000- (2500*2)=1000
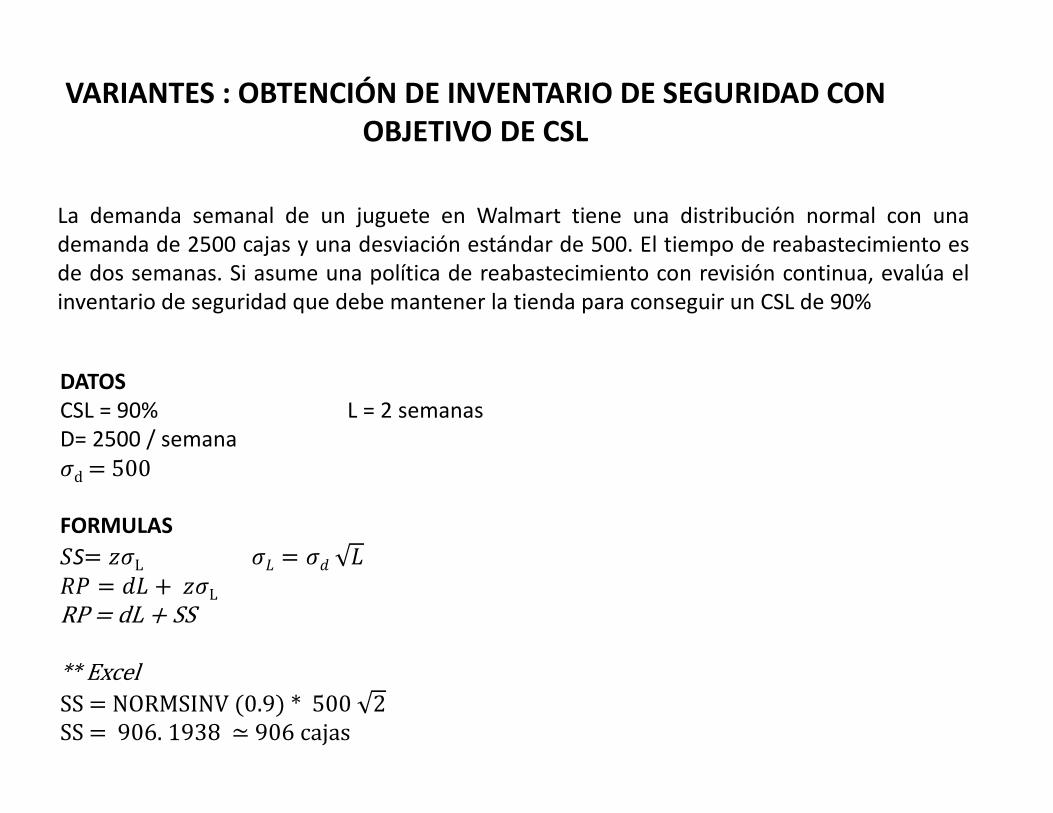
VARIANTES : OBTENCIÓN DE INVENTARIO DE SEGURIDAD CON OBJETIVO DE CSL
La demanda semanal de un juguete en Walmart tiene una distribución normal con una
demanda de 2500 cajas y una desviación estándar de 500. El tiempo de reabastecimiento es
de dos semanas. Si asume una política de reabastecimiento con revisión continua, evalúa el
inventario de seguridad que debe mantener la tienda para conseguir un CSL de 90%
DATOSCSL = 90% L = 2 semanas
D= 2500 / semana
Fd=500
FORMULAS
DS= EFL FB = FA B
?@ = AB + EFLRP=dL +SS
**Excel
SS=NORMSINV(0.9)*500 2
SS=906.1938≃906cajas
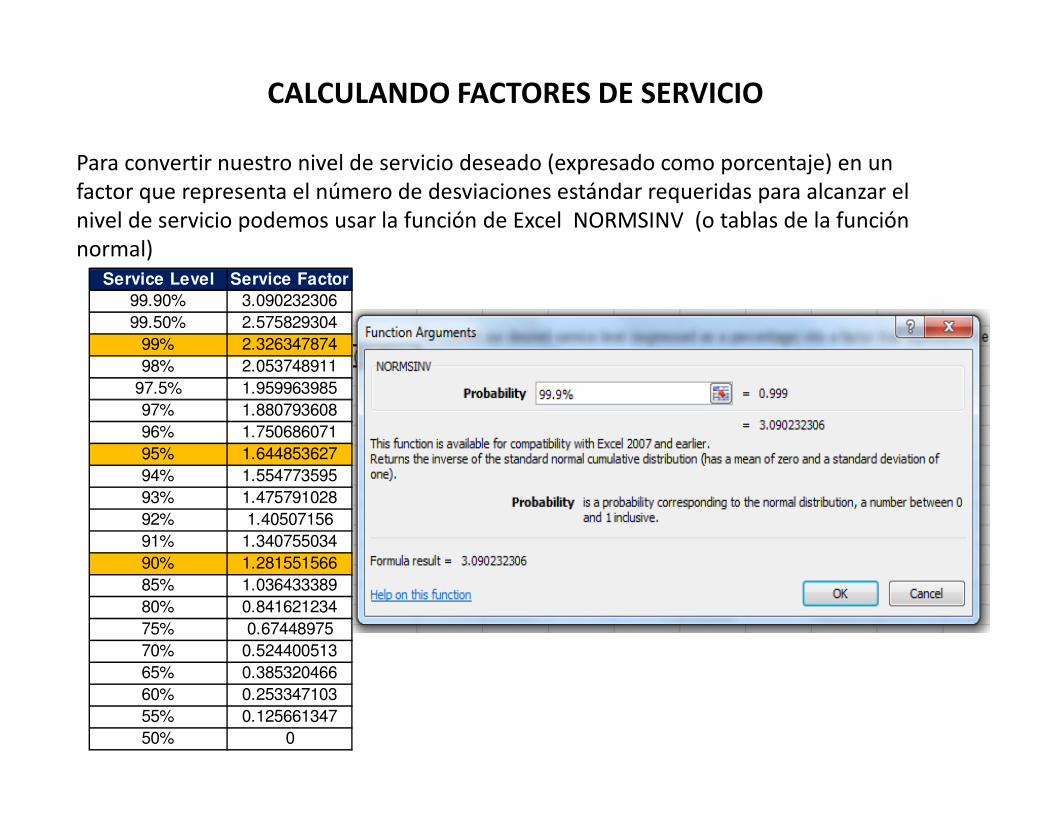
CALCULANDO FACTORES DE SERVICIO
Para convertir nuestro nivel de servicio deseado (expresado como porcentaje) en un
factor que representa el número de desviaciones estándar requeridas para alcanzar el
nivel de servicio podemos usar la función de Excel NORMSINV (o tablas de la función
normal)
Service Level Service Factor
99.90% 3.090232306
99.50% 2.575829304
99% 2.326347874
98% 2.053748911
97.5% 1.959963985
97% 1.880793608
96% 1.750686071
95% 1.644853627
94% 1.554773595
93% 1.475791028
92% 1.40507156
91% 1.340755034
90% 1.281551566
85% 1.036433389
80% 0.841621234
75% 0.67448975
70% 0.524400513
65% 0.385320466
60% 0.253347103
55% 0.125661347
50% 0
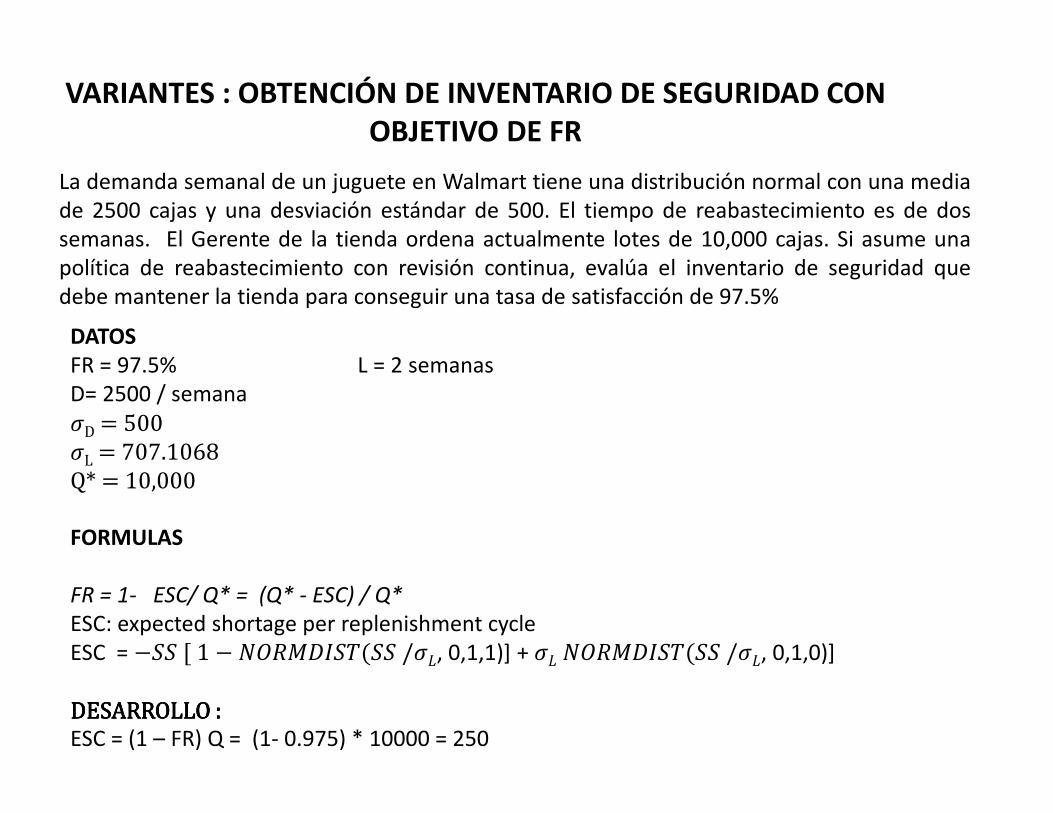
VARIANTES : OBTENCIÓN DE INVENTARIO DE SEGURIDAD CON OBJETIVO DE FR
La demanda semanal de un juguete en Walmart tiene una distribución normal con una media
de 2500 cajas y una desviación estándar de 500. El tiempo de reabastecimiento es de dos
semanas. El Gerente de la tienda ordena actualmente lotes de 10,000 cajas. Si asume una
política de reabastecimiento con revisión continua, evalúa el inventario de seguridad que
debe mantener la tienda para conseguir una tasa de satisfacción de 97.5%
DATOSFR = 97.5% L = 2 semanas
D= 2500 / semana
FD=500
FL=707.1068
Q*=10,000
FORMULAS
FR = 1- ESC/ Q* = (Q* - ESC) / Q*
ESC: expected shortage per replenishment cycle
ESC = −DD[1 − wx?���D�(DD/FB, 0,1,1)] + FB wx?���D�(DD/FB, 0,1,0)]
DESARROLLO:DESARROLLO:DESARROLLO:DESARROLLO:ESC = (1 – FR) Q = (1- 0.975) * 10000 = 250
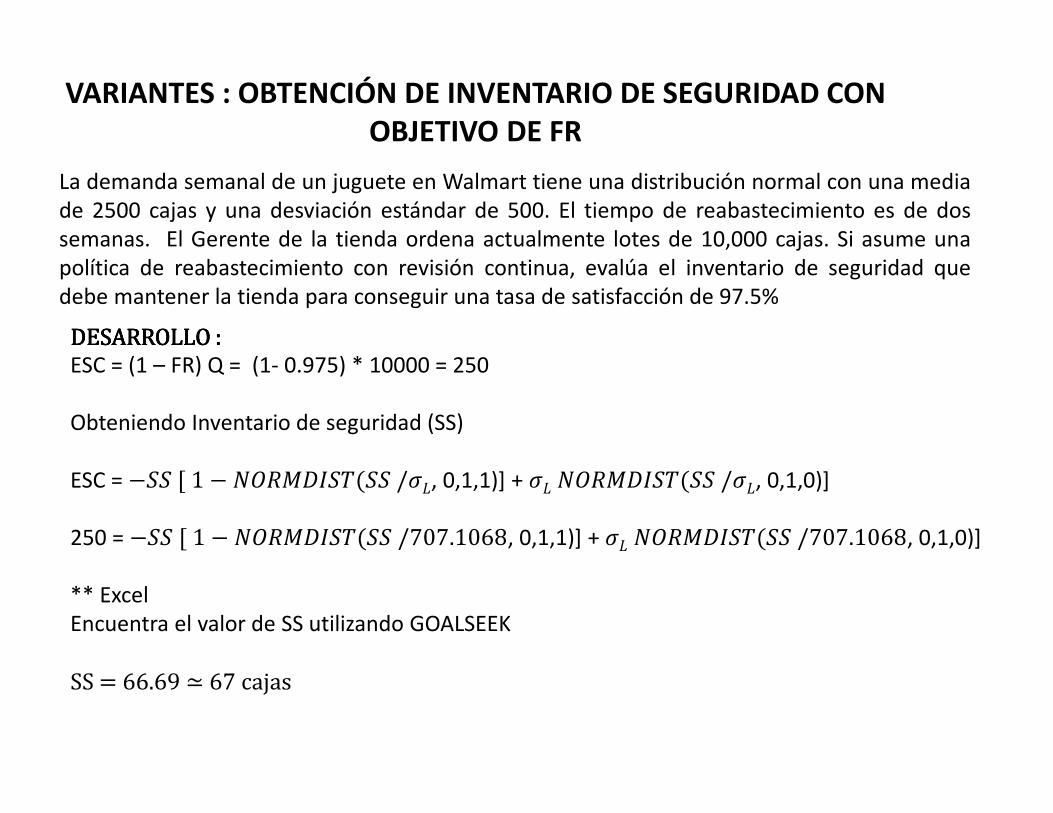
VARIANTES : OBTENCIÓN DE INVENTARIO DE SEGURIDAD CON OBJETIVO DE FR
La demanda semanal de un juguete en Walmart tiene una distribución normal con una media
de 2500 cajas y una desviación estándar de 500. El tiempo de reabastecimiento es de dos
semanas. El Gerente de la tienda ordena actualmente lotes de 10,000 cajas. Si asume una
política de reabastecimiento con revisión continua, evalúa el inventario de seguridad que
debe mantener la tienda para conseguir una tasa de satisfacción de 97.5%
DESARROLLODESARROLLODESARROLLODESARROLLO::::ESC = (1 – FR) Q = (1- 0.975) * 10000 = 250
Obteniendo Inventario de seguridad (SS)
ESC = −DD[1 − wx?���D�(DD/FB, 0,1,1)] + FB wx?���D�(DD/FB, 0,1,0)]
250 = −DD[1 − wx?���D�(DD/707.1068, 0,1,1)] + FB wx?���D�(DD/707.1068, 0,1,0)]
** Excel
Encuentra el valor de SS utilizando GOALSEEK
SS=66.69≃67cajas
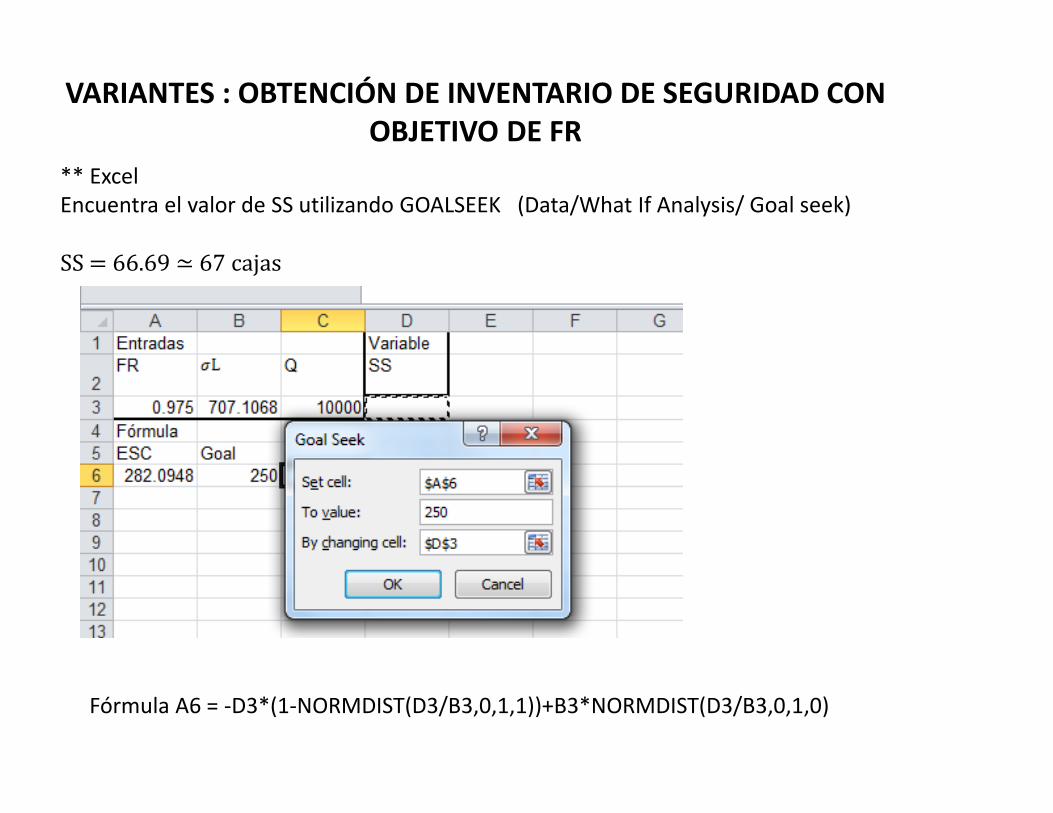
VARIANTES : OBTENCIÓN DE INVENTARIO DE SEGURIDAD CON OBJETIVO DE FR
** Excel
Encuentra el valor de SS utilizando GOALSEEK (Data/What If Analysis/ Goal seek)
SS=66.69≃67cajas
Fórmula A6 = -D3*(1-NORMDIST(D3/B3,0,1,1))+B3*NORMDIST(D3/B3,0,1,0)
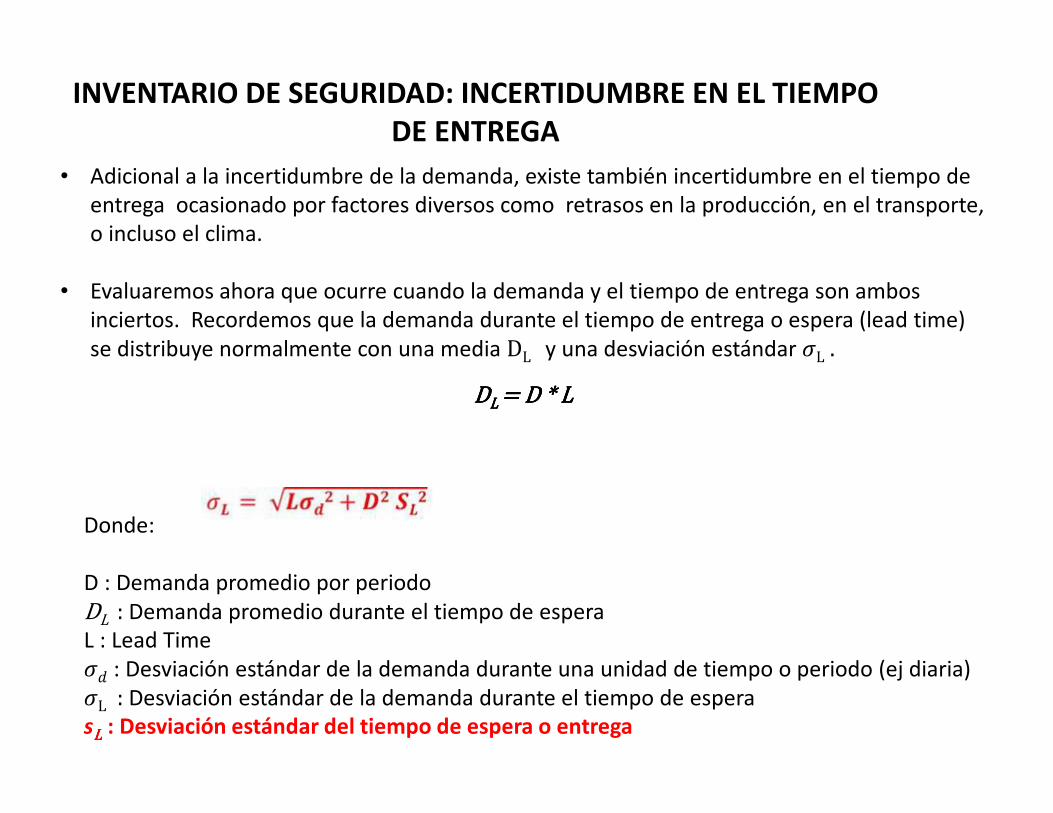
INVENTARIO DE SEGURIDAD: INCERTIDUMBRE EN EL TIEMPO DE ENTREGA
• Adicional a la incertidumbre de la demanda, existe también incertidumbre en el tiempo de
entrega ocasionado por factores diversos como retrasos en la producción, en el transporte,
o incluso el clima.
• Evaluaremos ahora que ocurre cuando la demanda y el tiempo de entrega son ambos
inciertos. Recordemos que la demanda durante el tiempo de entrega o espera (lead time)
se distribuye normalmente con una media DL y una desviación estándar FL .
DDDDLLLL=D*L=D*L=D*L=D*L
Donde:
D : Demanda promedio por periodo
DL :Demanda promedio durante el tiempo de espera
L : Lead Time
FA : Desviación estándar de la demanda durante una unidad de tiempo o periodo (ej diaria)
FL :Desviación estándar de la demanda durante el tiempo de espera
sLLLL : Desviación estándar del tiempo de espera o entrega
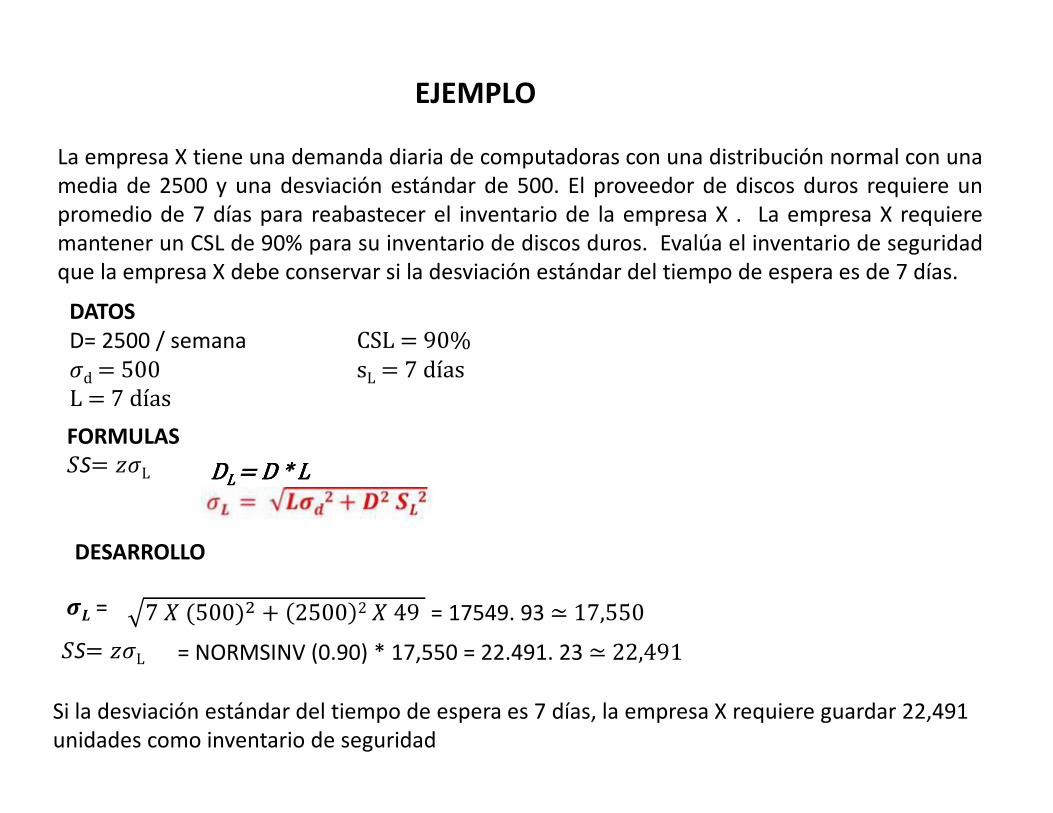
EJEMPLO
La empresa X tiene una demanda diaria de computadoras con una distribución normal con una
media de 2500 y una desviación estándar de 500. El proveedor de discos duros requiere un
promedio de 7 días para reabastecer el inventario de la empresa X . La empresa X requiere
mantener un CSL de 90% para su inventario de discos duros. Evalúa el inventario de seguridad
que la empresa X debe conservar si la desviación estándar del tiempo de espera es de 7 días.
DDDDLLLL=D*L=D*L=D*L=D*L
DATOSD= 2500 / semana CSL=90%
Fd=500 sL =7días
L=7días
FORMULAS DS= EFL
DESARROLLO
7{(500)� + 2500 2{49 = 17549. 93 ≃17,550pq =
DS= EFL = NORMSINV (0.90) * 17,550 = 22.491. 23 ≃22,491
Si la desviación estándar del tiempo de espera es 7 días, la empresa X requiere guardar 22,491
unidades como inventario de seguridad
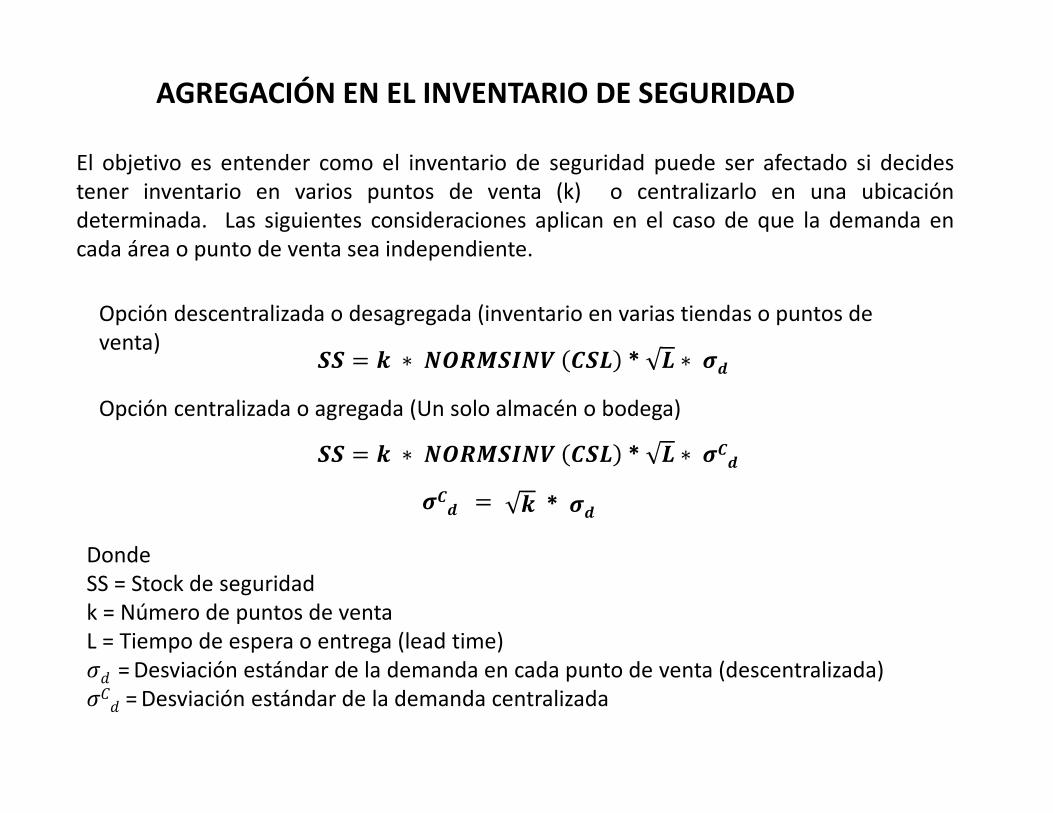
AGREGACIÓN EN EL INVENTARIO DE SEGURIDAD
El objetivo es entender como el inventario de seguridad puede ser afectado si decides
tener inventario en varios puntos de venta (k) o centralizarlo en una ubicación
determinada. Las siguientes consideraciones aplican en el caso de que la demanda en
cada área o punto de venta sea independiente.
Opción descentralizada o desagregada (inventario en varias tiendas o puntos de
venta) gg = } ∗ ijklgni~ �gq * q ∗ p�
Opción centralizada o agregada (Un solo almacén o bodega)
gg = } ∗ ijklgni~ �gq * q ∗ p��
p��=
} * p�
Donde
SS = Stock de seguridad
k = Número de puntos de venta
L = Tiempo de espera o entrega (lead time)
FA = Desviación estándar de la demanda en cada punto de venta (descentralizada)
F�A = Desviación estándar de la demanda centralizada
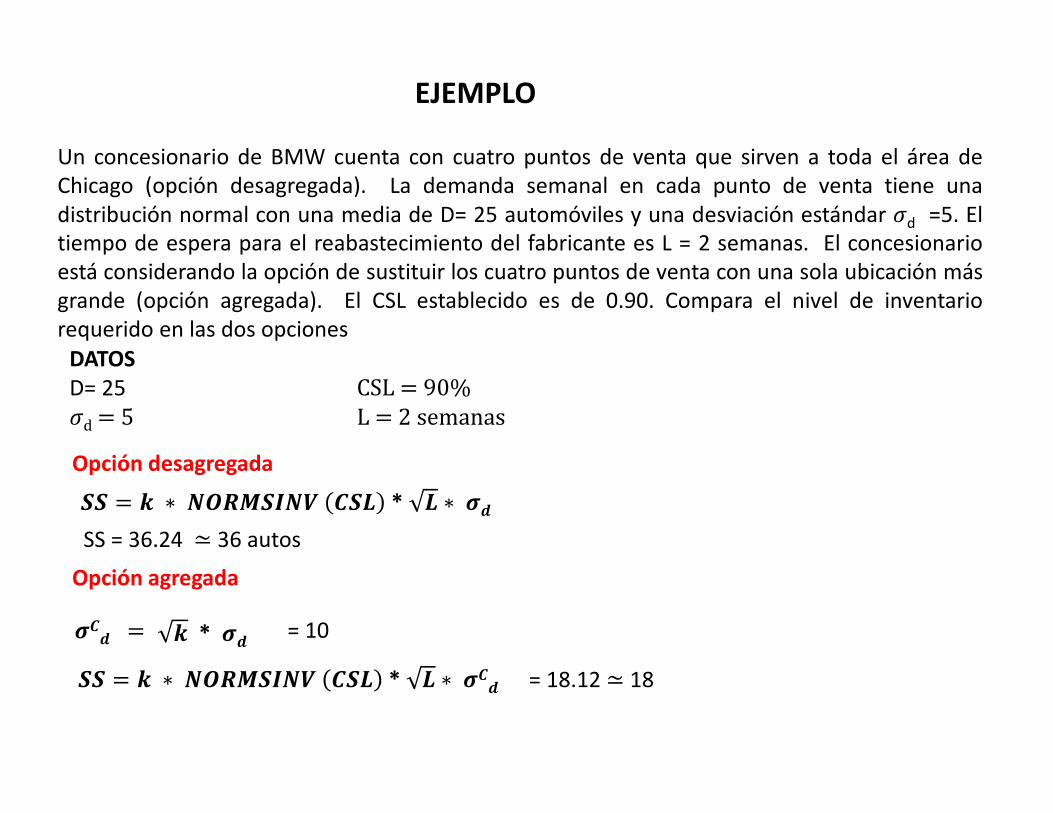
EJEMPLO
Un concesionario de BMW cuenta con cuatro puntos de venta que sirven a toda el área de
Chicago (opción desagregada). La demanda semanal en cada punto de venta tiene una
distribución normal con una media de D= 25 automóviles y una desviación estándar Fd =5. El
tiempo de espera para el reabastecimiento del fabricante es L = 2 semanas. El concesionario
está considerando la opción de sustituir los cuatro puntos de venta con una sola ubicación más
grande (opción agregada). El CSL establecido es de 0.90. Compara el nivel de inventario
requerido en las dos opciones
DATOSD= 25 CSL=90%
Fd=5 L=2semanas
gg = } ∗ ijklgni~ �gq * q ∗ p�
Opción desagregada
SS = 36.24 ≃ 36 autos
Opción agregada
p��=
} * p� = 10
gg = } ∗ ijklgni~ �gq * q ∗ p�� = 18.12 ≃ 18
POLÍTICA DE REVISIÓN PERIÓDICA
REVISIÓN PERIÓDICA
• Los niveles de inventario se revisan en periodos fijos de revisión T y se elabora un
pedido de la cantidad necesaria para alcanzar el inventario máximo predefinido
conocido como OUL (Order up to Level)
• La demanda promedio durante el ciclo de reabastecimiento es aquella que se presenta
durante el tiempo de entrega o lead time (L ) más el tiempo que transcurre entre una
revisión y otra del inventario (T ). De esta manera:
Demanda promedio durante T + L = DT+L = (T+L) D
Desviación estándar de la demanda durante el tiempo T + L = FFFFT+LT+LT+LT+L==== o + q * FFFFdddd
• El punto máximo de inventario es la suma de la demanda promedio estimada durante
T+L y el Stock de seguridad = OUL = DT+L +SS
• Para un CSL objetivo, el inventario de seguridad requerido está dado por:
SS = zFFFFT+LT+LT+LT+L ==== NORMSINV(CSL) * FFFFT+LT+LT+LT+L
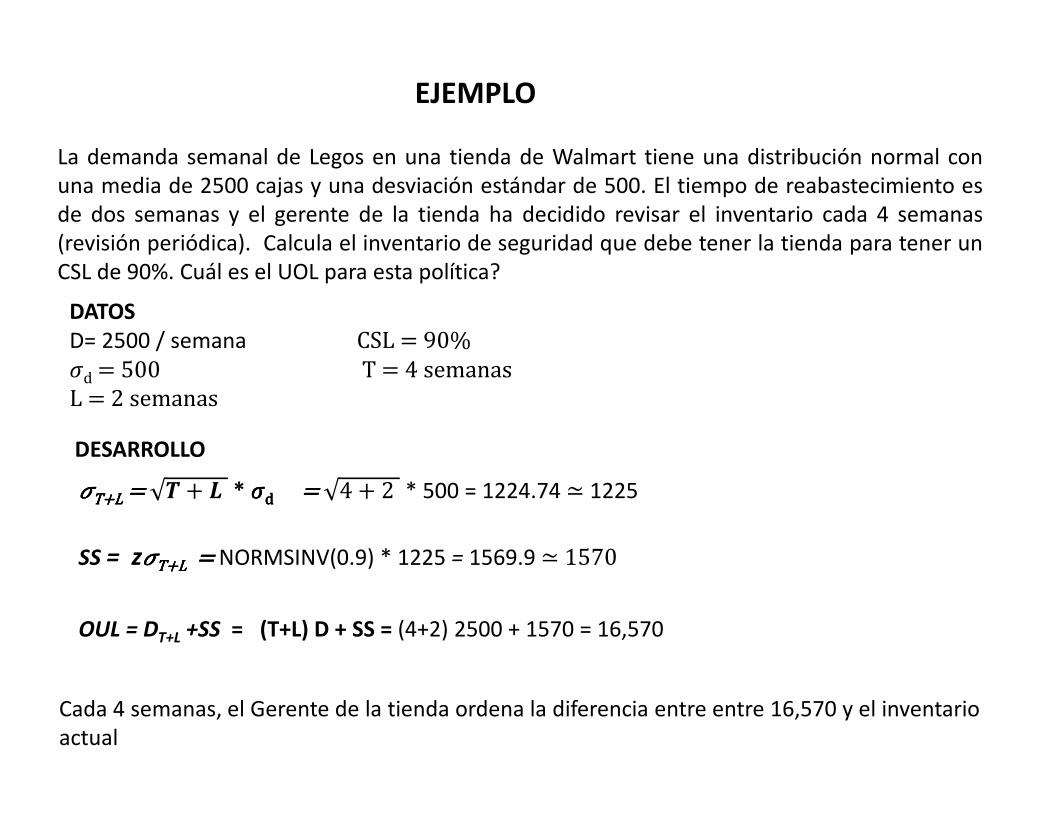
EJEMPLO
La demanda semanal de Legos en una tienda de Walmart tiene una distribución normal con
una media de 2500 cajas y una desviación estándar de 500. El tiempo de reabastecimiento es
de dos semanas y el gerente de la tienda ha decidido revisar el inventario cada 4 semanas
(revisión periódica). Calcula el inventario de seguridad que debe tener la tienda para tener un
CSL de 90%. Cuál es el UOL para esta política?
DATOSD= 2500 / semana CSL=90%
Fd=500 T=4semanas
L=2semanas
DESARROLLO
FFFFT+LT+LT+LT+L==== o + q * FFFFdddd==== 4 + 2 * 500 = 1224.74 ≃ 1225
SS = zFFFFT+LT+LT+LT+L ==== NORMSINV(0.9) * 1225 = 1569.9 ≃1570
OUL = DT+L +SS = (T+L) D + SS = (4+2) 2500 + 1570 = 16,570
Cada 4 semanas, el Gerente de la tienda ordena la diferencia entre entre 16,570 y el inventario
actual