Trabajo de administración de la produccion para subir
31
1 1 PINCIPALES ENFOQUES TEÓRICOS DE LA ADMINISTRACIÓN DE LA PRODUCCIÓN. INDICE.
Transcript of Trabajo de administración de la produccion para subir
1
1
PINCIPALES ENFOQUES TEÓRICOS DE LA
ADMINISTRACIÓN DE LA PRODUCCIÓN.
INDICE.
2
2
Contenido INDICE. ...................................................................................................................................................................................................................1
INTRODUCCIÓN. .............................................................................................................................................Error! Bookmark not defined.
LA ADMINISTRACIÓN CIENTÍFICA. .................................................................................................................................................................4
TEORÍA CIENTÍFICA: .........................................................................................................................................................................................4
EL TAYLORISMO: ...............................................................................................................................................................................................4
LA OBRA DE TAYLOR. ......................................................................................................................................................................................5
PRIMER PERIODO DE TAYLOR.....................................................................................................................................................................5
SEGUNDO PERIODO DE TAYLOR................................................................................................................................................................6
EL FORDISMO: ....................................................................................................................................................................................................7
¿QUÉ ES EL FORDISMO?................................................................................................................................................................................7
PRINCIPALES ANTECEDENTES DEL MODELO .......................................................................................................................................7
ELEMENTOS FUNDAMENTALES DEL MODELO......................................................................................................................................7
TÉCNICAS Y HERRAMIENTAS UTILIZADAS POR EL MODELO. ........................................................................................................8
RASGOS GENERALES QUE CARACTERIZAN LA GESTIÓN FORDISTA: ........................................................................................8
LOS PRINCIPALES PROBLEMAS QUE RESUELVE EL FORDISMO SON: .......................................................................................9
DE LA PRODUCCIÓN EN SERIE A LA PRODUCCIÓN FLEXIBLE. ........................................................................................................ 10
¿QUÉ ES UN SISTEMA DE PRODUCCIÓN? ........................................................................................................................................... 10
PRODUCCIÓN EN SERIE. ............................................................................................................................................................................. 10
PRODUCCIÓN EN FLEXIBLE. ........................................................................................................................................................................ 11
FUNCIÓN QUE CUMPLEN LAS EXISTENCIAS. ..................................................................................................................................... 12
LA MANUFACTURA DE CLASE MUNDIAL................................................................................................................................................... 13
ORIGEN DE LA MANUFACTURA DE CLASE MUNDIAL. ..................................................................................................................... 13
LA MANUFACTURA. ........................................................................................................................................................................................ 13
HACIA LA MANUFACTURA DE CLASE MUNDIAL. ................................................................................................................................ 14
ESTAS ESTRATEGIAS DE DECISIÓN ESTÁN ESTRECHAMENTE LIGADAS. TODAS DEPENDEN DE CADA UNA, POR
ENDE NO ES POSIBLE DECIR CUÁL ES MÁS IMPORTANTE. .............................................................................................................. 15
LA ADMINISTRACIÓN DE LA CALIDAD TOTAL (TQM).=CERO DEFECTOS. ............................................................................... 15
JUSTO A TIEMPO (JIT). CERO INVENTARIOS. ..................................................................................................................................... 16
MANTENIMIENTO PRODUCTIVO TOTAL (TPM). CERO FALLAS. ................................................................................................... 17
PROCESOS DE MEJORAMIENTO CONTINUO (PMC). ........................................................................................................................ 18
SISTEMAS DE MANUFACTURA DE CLASE MUNDIAL. ............................................................................................................................... 19
ONE PIECE FLUJO DE UNA SOLA PIEZA; ONE TOUCH. (Producción de un solo toque, a la primera,). .............................. 19
(JIT) JUSTO A TIEMPO. ................................................................................................................................................................................. 21
OBJETIVOS PRINCIPALES ........................................................................................................................................................................... 21
ELIMINAR DESPILFARROS .......................................................................................................................................................................... 22
EN BUSCA DE LA SIMPLICIDAD ................................................................................................................................................................. 22
IMPLANTACIÓN JUSTO A TIEMPO............................................................................................................................................................ 23
TPS SISTEMA DE PRODUCCIÓN TOYOTA. ........................................................................................................................................... 24
FPS SISTEMA DE PRODUCCIÓN FORD................................................................................................................................................. 26
3
3
DFTD DEMAND FLOW TECNOLOGY. ...................................................................................................................................................... 28
¿QUE SIGNIFICA DFT? .................................................................................................................................................................................. 28
METODOS DFT ................................................................................................................................................................................................. 28
REQUERIMIENTOS DEL DFT. ..................................................................................................................................................................... 28
LEAN MANUFACTURING MANUFACTURA ESBELTA. ....................................................................................................................... 29
BENEFICIOS ...................................................................................................................................................................................................... 29
PENSAMIENTO ESBELTO. ........................................................................................................................................................................... 30
LINEA DEL TIEMPO. ......................................................................................................................................................................................... 31
CONCLUSIÓN...................................................................................................................................................Error! Bookmark not defined.
4
4
LA ADMINISTRACIÓN CIENTÍFICA.
TEORÍA CIENTÍFICA:
El enfoque típico de la escuela de la administración científica es el énfasis en las tareas. El nombre de esta
escuela obedece a un intento de aplicar los métodos de la ciencia a los problemas de la administración para
alcanzar elevada eficiencia industrial. Los principales métodos científicos aplicables a los problemas de la
administración son la observación y a la medición. La escuela de la administración científica fue iniciada a
comienzos de este siglo por el ingeniero norteamericano Frederick Winslow Taylor. A quien se le considera
fundador de la moderna TGA (teoría general de la administración), provocó una verdadera revolución en el
pensamiento administrativo y en el mundo empresarial de su época.
La preocupación inicial de esta escuela fue la de tratar de eliminar el fantasma del desperdicio y de las
pérdidas sufridas por las empresas Estadounidenses, y elevar los niveles de productividad mediante la
aplicación de métodos y técnicas de ingeniería industrial.
EL TAYLORISMO:
Frederick Winslow Taylor (1856 -1915). Es considerado uno
de los primeros pensadores de la administración gerencial.
Con su obra “PRINCIPIOS DE LA ADMINISTRACIÓN
CIENTÍFICA”, da los primeros pasos del pensamiento
administrativo y hoy su legado es considerado como
fundamental y una referencia obligatoria para cualquier
gerente ya que a pesar del tiempo, sus apreciaciones
resultan de gran actualidad.
El gran aporte de Taylor fue el haber propuesto desarrollar una ciencia del trabajo y una Administración
Científica a partir de los siguientes principios:
1) Organización Científica del Trabajo: Este criterio se refiere a las actividades que deben utilizar los
administradores para remplazar los métodos de trabajo ineficientes y evitar la simulación del tra bajo,
teniendo en cuenta. (tiempos, demoras, movimientos, operaciones responsables y herramientas).
2) Selección y entrenamiento del trabajador: La idea es ubicar al personal adecuado a su trabajo
correspondiente según sus capacidades, propiciando una mejora del bienestar del trabajador.
5
5
Cuando el trabajo se analiza metódicamente, la administración debe precisar los requisitos mínimos de
trabajo para un desempeño eficiente del cargo, escogiendo siempre al personal más capacitado.
3) Cooperación entre directivos y operarios: La idea es que los intereses del obrero sean los mismos
del empleador, para lograr esto se propone una remuneración por eficiencia o por unidad de producto,
de tal manera que el trabajador que produzca más, gane más y evite la simulación del trabajo.
Taylor propone varios mecanismos para lograr dicha cooperación:
Remuneración por unidad de trabajo.
Una estructura de jefes o (capataces) que debido a su mayor conocimiento puedan coordinar la labor
de la empresa y puedan colaborar e instruir a sus subordinados. Para Taylor debían existir varias
tareas para los diferentes jefes funcionales: Jefe de programación, de tiempos y costos, de
mantenimiento de asignación de material, de instrucciones de producción de control de calidad, de
desarrollo de trabajo y de relaciones de personal.
División del trabajo entre directivos y operarios.
4) Responsabilidad y especialización de los directivos en la planeación del trabajo: Los gerentes se
responsabilizan de la planeación, del trabajo mental, y los operarios del trabajo manual, generando una
división del trabajo más acentuada y mayor eficiencia.
LA OBRA DE TAYLOR.
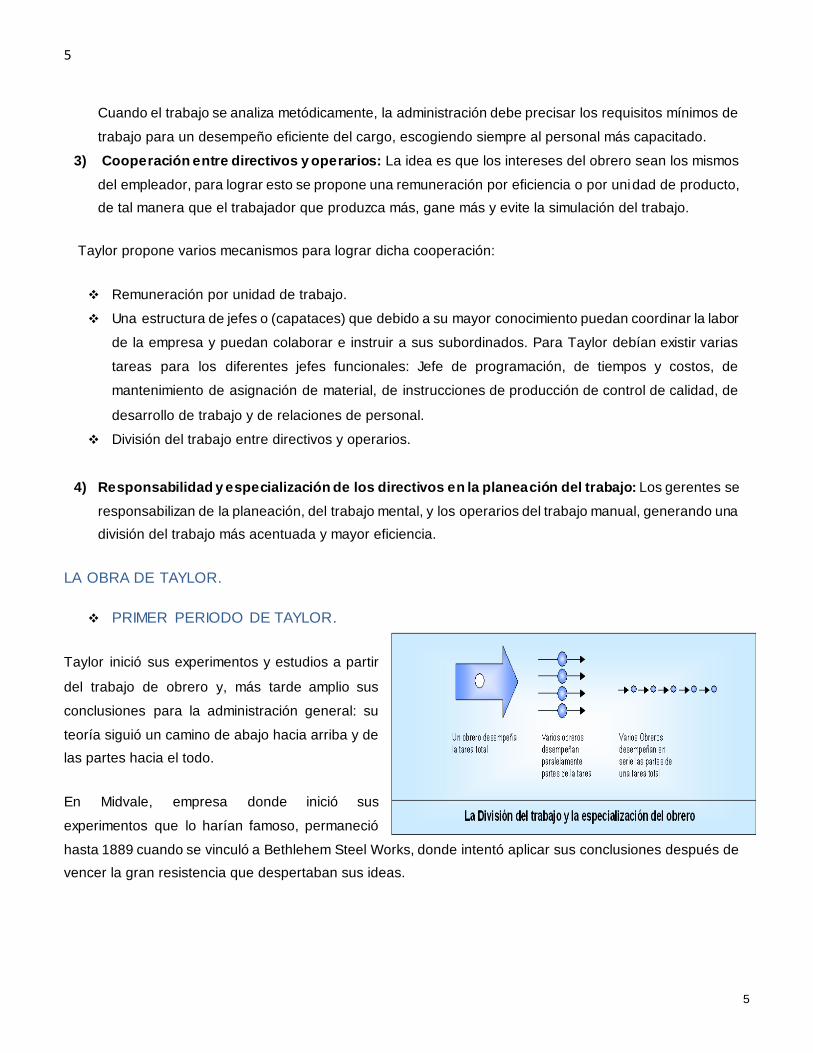
PRIMER PERIODO DE TAYLOR.
Taylor inició sus experimentos y estudios a partir
del trabajo de obrero y, más tarde amplio sus
conclusiones para la administración general: su
teoría siguió un camino de abajo hacia arriba y de
las partes hacia el todo.
En Midvale, empresa donde inició sus
experimentos que lo harían famoso, permaneció
hasta 1889 cuando se vinculó a Bethlehem Steel Works, donde intentó aplicar sus conclusiones después de
vencer la gran resistencia que despertaban sus ideas.
6
6
Registro cerca de cincuenta patentes de invenciones de máquinas, herramientas y procesos de trabajo. En
1985 presentó a la American Society of Mechanical Engineers un estudio experimental titulado Notas sobre
las correas. Poco después publicó otro trabajo, Un sistema de remuneración por piezas, en el que abordaba
la administración y dirección de la remuneración de los obreros.
El primer periodo de Taylor corresponde a la época de la publicación de su libro Shop Management
(Administración de talleres) en 1903, en el que se preocupaba exclusivamente por las técnicas de
racionalización del trabajo del obrero a través del estudio de tiempos y movimientos.
SEGUNDO PERIODO DE TAYLOR.
Corresponde a la época de la publicación del libro Principios de Administración Científica, cuando concluyo
la racionalización del trabajo operativo debería estar apoyada por una estructura general de la empresa que
diera coherencia a la aplicación de sus principios.
En el segundo periodo desarrollo sus estudios sobre la administración general, a la cual denominó
administración científica, sin abandonar su preocupación por la tarea del obrero.
Taylor aseguraba que las industrias de su época padecían males que podrían agruparse en tres factores:
1. Holgazanería sistemática de los obreros, que reducían deliberadamente la producción.
2. Desconocimiento de la gerencia en cuanto a las rutinas de trabajo y el tiempo necesario para
realizarlas.
3. Falta de uniformidad en las técnicas o métodos de trabajo .
Para subsanar estos males, Taylor ideó su famoso sistema, que denomino administración científica, Según
el propio Taylor, la administración científica es, ante todo, una evolución más que una teoría, y tiene como
ingredientes 75% de análisis y 25% de sentido común.
7
7
EL FORDISMO:
¿QUÉ ES EL FORDISMO?
El término fordismo se refiere al modo de
producción en cadena que llevó a la práctica
Henry Ford (1863 - 1943) quien fue un ingeniero
industrial norteamericano, pionero de la
industria del automóvil, quien fundó en 1903 la Ford Motor Company, fabricante del famoso modelo T. Este
sistema que se desarrolló entre fines de la década del 30 y principios de los 70, creo la cadena de montaje,
maquinaria especializada y usó un número elevado de trabajadores con altos salarios.
PRINCIPALES ANTECEDENTES DEL MODELO.
Aumento de la división del trabajo.
Profundización del control de los tiempos productivos del obrero (vinculación tiempo/ejecución).
Reducción de costos y aumento de la circulación de la
mercancía e interés en el aumento del poder
adquisitivo de los asalariados (clases subalternas a la
élite).
Políticas de acuerdo entre obreros organizados
(sindicato) y el capitalista.
Producción en serie.
ELEMENTOS FUNDAMENTALES DEL MODELO.
Los elementos más característicos son:
La línea de montaje.
La producción en serie.
La estandarización e intercambiabilidad de las piezas.
La construcción de un sujeto uniforme y.
La intervención estatal Keynesiana que produjo la conciliación entre capital y trabajo .
8
8
TÉCNICAS Y HERRAMIENTAS UTILIZADAS POR EL MODELO.
Las principales técnicas utilizadas por el modelo Fordista son:
Cadena de Montaje. permite relacionar la producción de unas máquinas a otras, reduciendo la
necesidad de fuerza de trabajo.
La cinta transportadora. fija al trabajador a un sector determinado de trabajo, reduce la
morosidad y el “tiempo muerto” simplifica el trabajo haciéndolo repetitivo y monótono.
Desarrollo vertical (desde la materia prima hasta el producto terminado) y horizontal (desde la
manufactura hasta la distribución).
Se puede decir que Ford materializó los planteamientos de Taylor, pero partiendo de un objetivo distinto.
Mientras que el Taylorismo busca el perfeccionamiento del sistema de producción, a través de la
optimización de procesos esperando una mejora de los resultados económicos gracias a ello, el Fordismo
busca maximizar los beneficios y encuentra como solución diseñar un sistema de producción basado en la
estandarización y la atomización y organización de procesos, que reduzca los costes y permita producir un
gran volumen de oferta a bajo precio de venta. A la vez, el Fordismo favorece una estimulación de la
demanda a través de salarios relativamente altos con la idea de que a mayor salario y menores precios se
darían un mayor consumo, lo que cerraría un ciclo producción consumo masivo.
RASGOS GENERALES QUE CARACTERIZAN LA GESTIÓN FORDISTA:
Enfoque economicista: Podemos distinguir el Fordismo del Taylorismo por un desplazamiento del centro
de interés. Para Taylor, en un horizonte técnico-ingenieril, lo más importante era la organización "interna", la
estructuración de los "procesos". Y pensaba, que sus soluciones técnicas resolvían de paso
los problemas económicos: reducir costes, asignar mejor salarios e incrementar los beneficios. Pero lo
económico es un factor resultante. Para Taylor la organización interna es lo primordial.
Ford en cambio parte de que lo importante es obtener beneficios, conseguir la mayor rentabilidad sobre la in -
versión. Los procesos de organización son un puro medio para conseguir mejores resultados económicos. El
horizonte de Ford no es el del ingeniero, sino el del capitalista que busca maximizar beneficios. Y esta
puesta marcará el estilo de producción americano.
9
9
Aplicación de los principios de la economía de escala como forma de reducción de costes. El
desarrollo fordista llevará a los gigantes empresariales que han dominado indiscutiblemente el
mercado hasta 1974, pero que ahora son considerados más como prob lema que como factor de
éxito.
Orientación a una economía de demanda. Ford supone un mercado sin saturar.
LOS PRINCIPALES PROBLEMAS QUE RESUELVE EL FORDISMO SON:
a) La falta de preparación del personal para llegar a elaborar su sistema: Ford no comenzó con
reflexiones teóricas sobre la optimización del trabajo, sino tuvo que resolver el problema práctico de
trabajar con personas de mínima formación (analfabetos funcionales), es decir, sin cualifica ción para
un trabajo técnico; convirtió la falta de preparación en una ventaja competi tiva al aplicar la
división/especialización del trabajo, asignando mínimas tareas a cada operario. La atomización del
trabajo implicada en este sistema implica un claro proceso de simplificación de tareas lo que a su vez
supone que el trabajador necesite cada vez menores aptitudes generales.
b) Solución y simplificación de los problemas de la organización del trabajo.
La introducción del trabajo en cadena resolvía varios problemas: En lugar de gastar esfuerzos en
preparar una complicada disposición de taller ("layout"), el trabajo en cadena suponía una innovación
organizacional que "racionalizaba" así tareas de planificación y preparación de instrucciones. En lugar
de tener que regular procesos por planes e instrucciones, el mismo ritmo de la cadena regula los
procesos, aunque de forma rígida. Pero eso evitaba el desarrollo desmedido de la burocracia en los
talleres y reducía el número de jefes.
c) Simplificación de los problemas de remuneración: Por otra parte, el trabajo en cadena simplificó la
complicación de los sistemas de remuneración e incentivos “El ritmo de la cadena” dicta la cantidad de
trabajo realizado, y no es necesario inventar ya un sistema de salarios que incentiven. Los salarios no
son a destajo sino son salarios fijos. Se pagará por jornada, por horas y no por obra realizada.
d) Medio para la reducción de los tiempos de fabricación: La organización óptima del trabajo,
ordenando personas y máquinas en el montaje de productos uniformes, le permitió reducir los tiempos
de fabricación. Así pudo reducir los precios de venta. Esto le permitió lanzar el primer vehículo
popular.
10
10
DE LA PRODUCCIÓN EN SERIE A LA PRODUCCIÓN FLEXIBLE.
¿QUÉ ES UN SISTEMA DE PRODUCCIÓN?
La producción es el proceso mediante el cual la empresa transforma un conjunto de factores de producción en
un producto cuyo valor debe ser mayor que la suma de los valores de los factores utilizados (lógicamente, si el
valor fuese igual o menor, la actividad de la empresa no tendría ningún sentido).
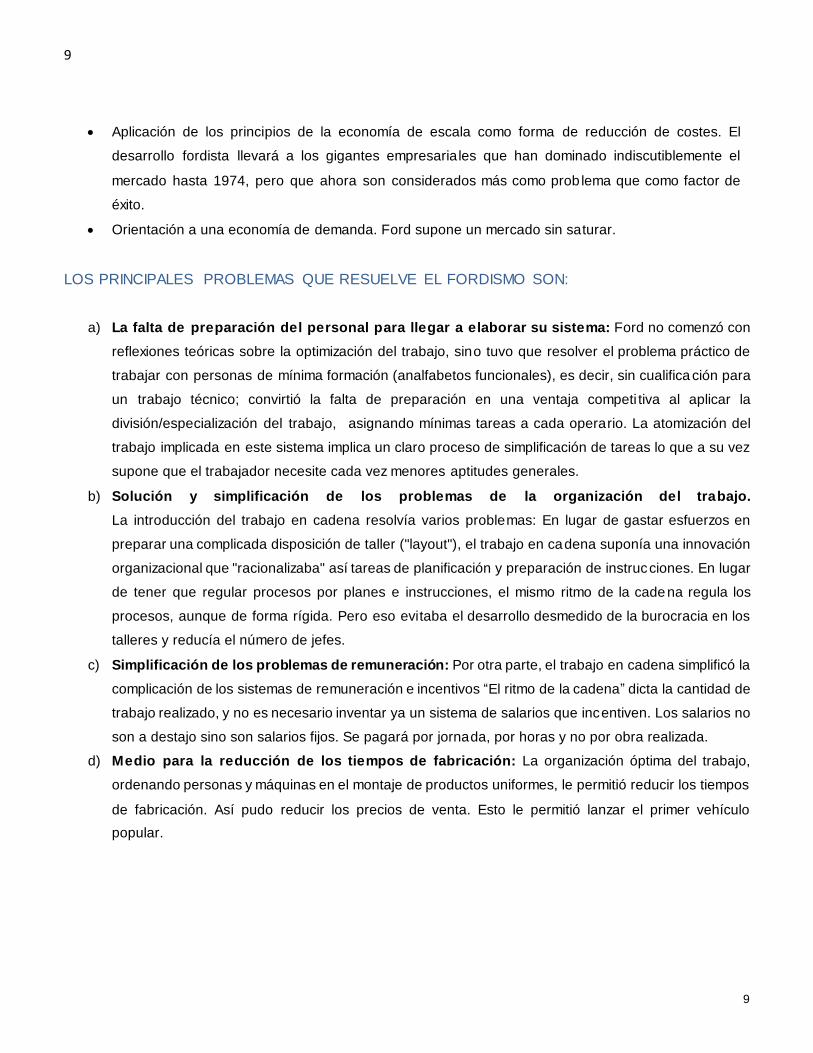
PRODUCCIÓN EN SERIE.
Los bienes estándar, el trabajo sutilmente dividido en la producción y la maquinaria especializada, fueron el
modelo a seguir durante las décadas posteriores a la Segunda Guerra Mundial, sobre todo en las grandes
empresas dominantes del mundo capitalista, fabricantes de bienes de producción y de consumo duradero.
Desde esta lógica, la innovación en
los procesos de producción estuvo
asociada al objetivo de conseguir una
industria en gran escala de productos
relativamente homogéneos con los
mayores ahorros de mano de obra y
aumentos en la productividad.
La fabricación en masa llego a sus
límites a finales de los años sesenta.
En la relación de causa y efecto
argumentan dos factores
interrelacionados. Por un lado, la
inflexibilidad del sistema de producción en masa ante el aumento de la demanda que se deriva de la
saturación y la fragmentación de los mercados para los bienes estandarizados y producidos masivamente; por
otro lado, el desgaste de los ritmos crecientes de productividad, y en consecuencia, el estrangulamiento de las
ganancias derivado del crecimiento del costo relativo del trabajo.
La producción en serie de productos relativamente homogéneos, y las piezas intercambiables y/o
estandarizadas, implican una relación rígida entre las especificaciones del producto, la tecnología del proceso
y las formas de organización y división del trabajo que impide, produciendo iguales o menores volúmenes de
producto, reducir costos mediante menores requerimientos de capital y mano de obra.
11
11
PRODUCCIÓN EN FLEXIBLE.
El sistema de producción flexible tiene un objetivo diferente al de la producción en serie. Mientras que en la
producción en serie se trata de producir series largas de un número muy reducido de productos, en la
producción flexible se trata de producir series cortas de un número elevado de productos. Se denomina
“flexible” porque con este sistema la empresa puede adaptarse fácilmente a la demanda:
Puede producir productos diferentes para diferentes segmentos del mercado.
Puede cambiar fácilmente sus productos si percibe que la demanda está cambiando.
El objetivo principal, no es minimizar costos, sino adaptar las características de los productos a lo que
demanda el mercado y hacerlo de la forma más rápida posible. Sin embargo, está claro que los cos tos
también importan. Por ello, en la medida de lo posible, estas empresas también intentan obtener economías
de escala. La diferencia es que estas economías de escala están dependientes a la estrategia de variedad de
producto. Como la capacidad de obtener economías de escala está limitada, estas empresas compiten a
través de una mayor originalidad y calidad de sus productos.
Las características principales de los sistemas de producción flexible se podrían :
1) Series de producción cortas y gran variedad de producto.
2) Máquinas polivalentes, que sirven para realizar diferentes tareas.
3) Trabajadores cualificados, que también pueden realizar diferentes tareas.
4) Trabajo en grupo con el fin de mejorar la calidad del producto.
5) Decisiones participativas, descentralización.
La producción “justo a tiempo” (just in time ) es una variante de la producción flexible, que se caracteriza
por el hecho de que mantiene niveles muy reducidos de existencias.
Para comprender esto, debemos comprender en primer lugar qué función cumplen las existencias.
12
12
FUNCIÓN QUE CUMPLEN LAS EXISTENCIAS.
Existencias de productos acabados. Una empresa normalmente produce a un ritmo continuo, acumulando
existencias cuando la demanda es baja y reduciéndolas cuando es alta. De esta forma, las existencias de
productos acabados actúan como un “colchón” de seguridad. Si la empresa no tuviera existencias de
productos acabados, debería reducir el ritmo de producción cada vez que la demanda disminuyera y
aumentarlo cada vez que la demanda aumentara. El problema es que esto sería muy costoso y en muchos
casos, sencillamente imposible.
Existencias de productos intermedios. Estas existencias también actúan como “colchón” de seguridad.
Supongamos que una empresa no tuviera existencias de productos intermedios y está produce mediante una
cadena de montaje. Si una máquina se averiase, durante el tiempo que durase la reparación, todo el proceso
de producción tendría que paralizarse. Esto tendría un costo altísimo. Por el contrario, si la empresa tiene
existencias, el proceso puede continuar mientras que la máquina se repara, sin que haya interrupciones.
13
13
LA MANUFACTURA DE CLASE MUNDIAL.
ORIGEN DE LA MANUFACTURA DE CLASE MUNDIAL.
Richard Schonberger, un consultor líder de manufactura, creó el término “manufactura de clase mundial”. De
acuerdo con Schonberger para lograr el estatus de clase mundial, las empresas deben los procedimientos y
conceptos, lo cual a su vez conlleva a transformar las relaciones entre los proveedore s, distribuidores,
productores y clientes.
Él menciona que el público se percató del decaimiento industrial en occidente a finales de los años 70 y
comienzos de los años 80, el cual se vio reflejado en pérdidas de mercado, el cierre de fábricas y las pérdi das
de empleos, según Schonberger (1989).
Varios expertos norteamericanos empresariales y académicos visitaron Japón para observar y que
encontraron de relevante fue:
Calidad muy superior.
Control muy estricto de los desperdicios.
Conceptos y técnicas de manufactura que se practicaban en Japón, que eran a veces opuestos a los
americanos.
El éxito de los japoneses no se debe a su cultura, se basa en un conjunto muy diferente de conceptos,
principios, políticas y técnicas para la administración y operación de una empresa manufacturera.
La MCM convierte a los operarios en dueños de los procesos y en la primera línea de ataque contra la amplia
gama de problemas que surgen en cualquier planta.
La automatización en toda la empresa es indispensable para las empresas de manufactura innovadoras que
quieran ganar participación en el mercado, operar a su máxima eficiencia y exceder las expectativas del
cliente para alcanzar la clase mundial en su industria.
LA MANUFACTURA.
La producción o manufactura es la creación de bienes y servicios. La administración de manufactura son las
actividades que se relacionan con la creación de bienes y servicios a través de la transformación de insumos
en salidas. Las actividades que generan bienes y servicios tienen lugar en todas las organizaciones. En
empresas de manufactura, con la función producción se puede apreciar la elaboración de un producto
tangible. Cuando hacemos referencia a tal actividad se tiende a utilizar el nombre de administración de la
producción.
14
14
En otras organizaciones que no manufacturan productos físicos, la función producción se dice que está
escondida. A este tipo de compañías se les llama organizaciones de servicio. La actividad productiva que se
lleva a cabo en estas organizaciones a menudo se les conoce como operaciones o administración de
operaciones.
La organización productiva es la estructura técnica de las relaciones que deben existir entre las funciones,
niveles y actividades de los elementos humanos y materiales de un organismo, con e l fin de lograr su mayor
eficiencia al transformar la materia prima en productos industriales.
De este modo, se crea el concepto de manufactura o fabricación que es la elaboración de productos o
servicios al más bajo costo posible, en el tiempo más breve posible y que cumpla con todas las
especificaciones de diseño.
HACIA LA MANUFACTURA DE CLASE MUNDIAL.
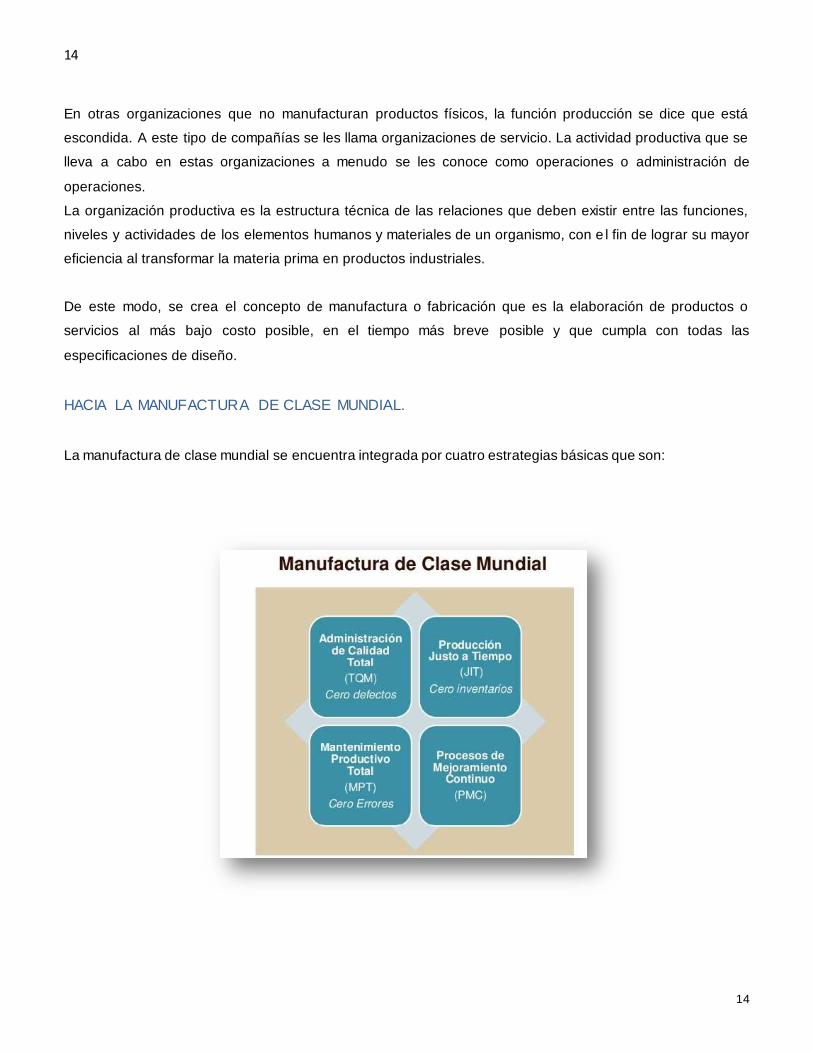
La manufactura de clase mundial se encuentra integrada por cuatro estrategias básicas que son:
15
15
ESTAS ESTRATEGIAS DE DECISIÓN ESTÁN ESTRECHAMENTE LIGADAS. TODAS DEPENDEN DE CADA UNA,
POR ENDE NO ES POSIBLE DECIR CUÁL ES MÁS IMPORTANTE.
a. LA ADMINISTRACIÓN DE LA CALIDAD TOTAL (TQM).=CERO DEFECTOS.
Acá cada persona se encuentra identificada con la empresa. Se busca hacer partícipe al empleado de la
filosofía de la organización. Para ello existen tres conceptos básicos dentro de la manufactura de clase
mundial (Koening, 1997) que son los siguientes:
1) INVOLUCRAR AL EMPLEADO. Esta práctica se da mediante la participación activa del empleado
dentro de las actividades de la organización
2) BENCHMARKING. Involucra la selección de un estándar de desempeño demostrado como el mejor
para los procesos o actividades similares a los nuestros. La idea es apuntar hacia un objetivo y luego
desarrollar un estándar o Benchmarking contra el cual comparar su desempeño.
3) CONOCIMIENTO DE LAS HERRAMIENTAS DE TQM:
Casa de calidad. Define la relación entre los deseos del cliente y los atributos del producto o
servicio.
Técnica Taguchi. Es una técnica dirigida al mejoramiento del diseño del producto y del
proceso.
Gráficas de Pareto. Son un método de organización de errores, problemas o defectos para
ayudar a enfocar los esfuerzos en la resolución de problemas.
Gráficas de flujo de proceso. Ayudan a entender una secuencia de eventos a través del cual
viaja un producto.
Diagrama causa-efecto. Identifica posibles ubicaciones en los problemas de calidad y los
puntos de inspección.
Control estadístico del proceso. Tiene que ver con el monitoreo de estándares, mediciones y
toma de acciones correctivas mientras se produce un bien o servicio.
16
16
b. JUSTO A TIEMPO (JIT). CERO INVENTARIOS.
Taichi Ohno, Vicepresidente de Toyota, definió desperdicio como “cualquier consumo de recursos arriba del
mínimo indispensable”.
El desperdicio no solamente se da en cuanto a materiales, también se ve en cuanto al tiempo (esperar por
materiales, observar el trabajo de las máquinas, buscar herramientas, reparar fallas en las máquinas, producir
artículos innecesarios, etc.), y en cuanto a las máquinas (movimiento innecesario de la maquinaria, tiempo de
preparación, fallas en la maquinaria, tiempo utilizado en mantenimiento correctivo, producción de artículos
defectuosos, producción de artículos cuando no es necesario).
“El JIT es una estrategia para mejorar de manera permanente la calidad y productividad basada en el
potencial de las personas, en la eliminación del desperdicio y en el logro de mayor velocidad en todos los
procesos de trabajo”.
Con esta estrategia se logra la producción o entrega de los elementos necesarios, en la cantidad necesaria y
en el momento necesario. Es decir, hay que comprar o producir lo que se necesita y cuando se necesita. El
JIT tiene como objetivos:
Reducir costos en el proceso productivo.
Eliminar existencias innecesarias.
Reducir costos de almacenamiento.
Responder a las demandas de los clientes.
Reducir o eliminar los despilfarros (en tiempo, materiales, trabajos inútiles).
El desperdicio se elimina a través del proceso llamado “Una unidad menos cada vez”. Este proceso tiene
como propósitos:
Analizar y priorizar problemas en forma permanente dentro de la organización.
Orientar al personal de todos los niveles a buscar posibles soluciones a los problemas de
todos.
Generar retroalimentación visual sobre los avances logrados.
Los medios empleados para lograr el JIT son:
El estudio de métodos.
La distribución de planta.
La medición del trabajo.
17
17
El mantenimiento total.
Control de calidad en el origen.
Fomentar las relaciones de colaboración con los proveedores.
Crear sistemas de información.
Otro aspecto del JIT es que convierte a los proveedores en “asociados” de la empresa. En lugar de escoger a
los proveedores haciendo licitaciones y escogiendo al más barato, se elige a un único proveedor y se le
asesora para que sus productos/servicios sean de la calidad que se requiere. De esta manera se tiene la
certeza de abastecerse únicamente con lo mejor, además de que se construyen relaciones de largo plazo que
permiten ventajas competitivas de importancia.
c. MANTENIMIENTO PRODUCTIVO TOTAL (TPM). CERO FALLAS.
En una empresa que no aplica un buen sistema de mantenimiento, es común que se presenten problemas
con la maquinaria, el equipo y las herramientas, causando paros no programados, descomposturas,
accidentes y lesiones, productos/servicios defectuosos y de mala calidad, entre muchas otras contrariedades.
Algunas causas de problemas con las máquinas pueden ser:
No se mantienen los requerimientos fundamentales de las máquinas: aceite, engrasado,
apretar tuercas.
No se mantienen las condiciones correctas de operación: alto voltaje, altas velocidades,
temperaturas inadecuadas.
Falta de conocimiento sobre máquinas: los grupos de mantenimiento no tienen gente
capacitada.
Deterioro.
El TPM es el mantenimiento que implica una participación total de los integrantes de la empresa para
maximizar la efectividad del equipo.
TPM implica:
Tener por objetivo el uso más eficiente del equipo.
Establecer un sistema de mantenimiento productivo en toda la empresa, para la vida entera del
producto.
Exigir la implicación de todos los departamentos.
El involucramiento de todos los empleados.
Promocionar el mantenimiento productivo a través de la motivación.
18
18
d. PROCESOS DE MEJORAMIENTO CONTINUO (PMC).
El PMC es un conjunto de actividades en la empresa orientada a generar mayores beneficios y a hacer más
competitiva la organización, lo que incluye aplicar las acciones necesarias para:
Lograr mayor confiabilidad de los procesos de la empresa.
Obtener mejor tiempo de respuesta.
Conseguir una disminución del costo.
Reducción de inventarios.
Mejoramiento en manufactura.
Participación superior en el mercado.
Mayor satisfacción del cliente.
Incremento de la moral de los empleados.
Incremento de las utilidades.
Menos burocracias.
Si el personal de una empresa no es entrenado, capacitado, instruido y motivado, las estrategias anteriores no
servirán absolutamente para nada. A medida que las personas se van instruyendo, pasan cada vez más a ser
expertos con múltiples habilidades, capaces no sólo de operar sus máquinas, sino también de darles un
mantenimiento preventivo básico (lubricación, limpieza, ajuste), ordenar sus áreas de trabajo, llevar un control
de calidad estadístico, proponer mejoras y solucionar problemas.
Con base en lo anterior, si se desea tener empresas con categoría de manufactura de clase mundial, es
necesario seguir el camino marcado por la reducción del desperdicio, es decir, sin defectos, inventarios, fallas
y obsolescencias.
19
19
SISTEMAS DE MANUFACTURA DE CLASE MUNDIAL.
4.1 ONE PIECE FLUJO DE UNA SOLA PIEZA; ONE TOUCH. (Producción de un solo toque, a la
primera,). La producción Pieza a Pieza, conocida como One Piece Flow, es un método de trabajo que consiste en:
Organizar la producción en base a un flujo continuo de una única pieza (lotes de una pieza), donde
cada producto pasa de una estación a la siguiente en el mismo
momento en que se acaba de procesar, sin esperas ni agrupaciones
por lotes.
De esta forma se consigue que las piezas fluyan de forma rápida y
continua por las diversas secciones, sin acumulaciones entre máquinas y
con un control eficaz de stocks.
La implantación de un sistema de producción de Pieza a Pieza es una forma de garantizar la
producción en flujo y romper con la forma de trabajar por lotes, usada en muchas organizaciones. Si
bien es cierto que este tipo de producción es ideal para organizaciones con grandes cadenas de
transporte, su implantación en cualquier tipo de empresa conlleva grandes beneficios.
Una de las bases de la fabricación Pieza a Pieza es la focalización sobre el flujo que permite mejorar
la rapidez, la flexibilidad, los costes de producción y la calidad.
Entre los beneficios del flujo de una pieza hay:
La rápida detección de defectos para prevenir un lote de defectos.
Cortos tiempos de producción.3) Reducir el material y costos de inventario.
Diseño del equipo y estaciones de trabajo de mínimo tamaño.
Solución de problemas:
Los clientes pueden recibir un flujo de productos con menos retraso.
Los riesgos para el daño, la deterioración, o la obsolescencia se bajan.
Permite el descubrimiento de otros problemas para poderlos tratar.
En la práctica puede ser inviable reducir el tamaño de los lotes a una pieza (por ejemplo, en tortillería),
pero habrá que determinar cuál es el mínimo que hace factible su implantación.
20
20
Fabricación en flujo de una pieza (producción acoplada):
El proceso se vuelve transparente.
Operaciones y procesos acoplados (incremento de productividad) .
Gran reducción del stock.
Mayor dependencia de la eficiencia de los equipos.
Mayor flexibilidad requerida.
Plazos de entrega cortos.
Los defectos se detectan de inmediato.
Para poder trabajar eficientemente en flujo de una pieza es necesario realizar antes una serie de acciones:
Minimizar los tiempos de cambio (SMED) (la teoría del lote económico deja de tener valor).
Maximizar la eficiencia de los equipos (OEE) (ya no habrá stock que esconda los problemas).
Minimizar los transportes y desplazamientos (mediante el acoplamiento de los medios de producción).
En el flujo de una pieza no sólo se detecta inmediatamente el error, sino que al haberse acoplado y mejorado
la comunicación entrepuestos, la solución se aplica de manera más rápida y eficiente.
21
21
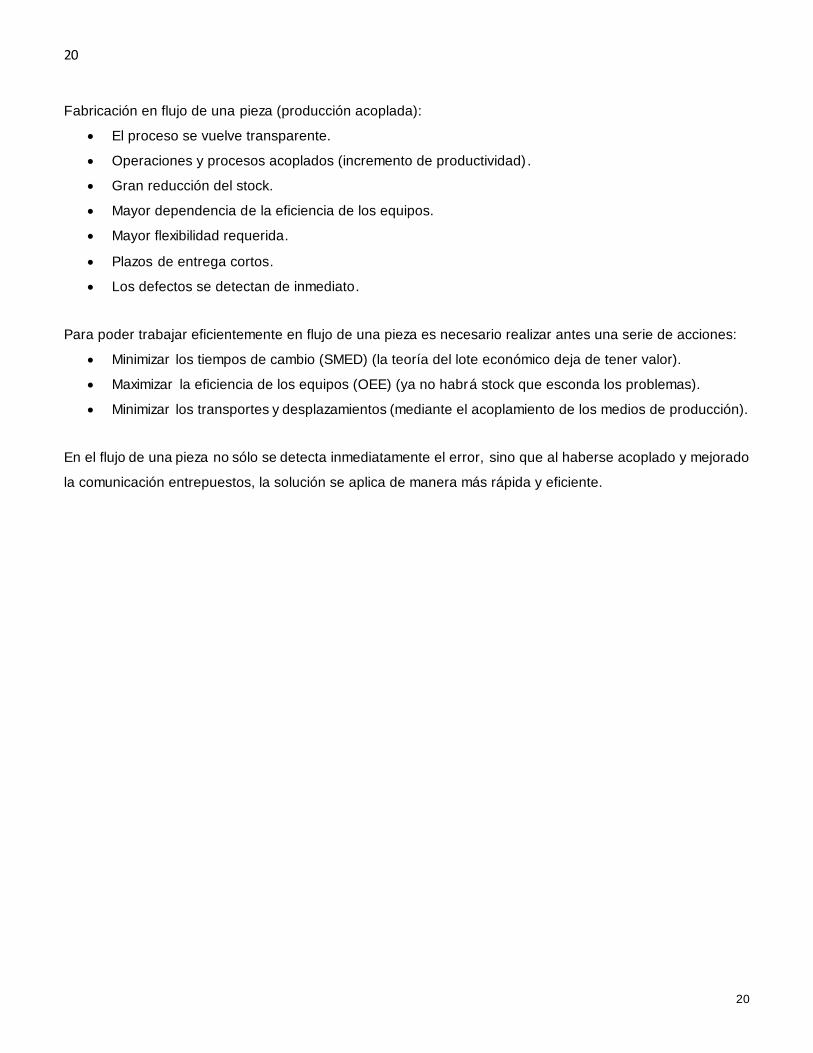
4.2 (JIT) JUSTO A TIEMPO.
El método productivo JIT surge en las empresas japonesas, y lo hace principalmente como una posible
solución a uno de los mayores problemas subyacentes
en la nación japonés: el ahorro de espacio. En una
nación pequeña como Japón, el bien más preciado es
sin lugar a duda el espacio físico. Por ello, uno de los
pilares de la nueva filosofía fue precisamente el ahorro
de espacio, la eliminación de desperdicios y, en
conclusión, la eliminación de la carga que supone la
existencia del inventario.
OBJETIVOS PRINCIPALES
El JIT tiene 4 objetivos esenciales:
Poner en evidencia los problemas fundamentales.
Eliminar despilfarros.
Buscar la simplicidad.
Diseñar sistemas para identificar problemas.
Estos principios forman una estructura alrededor de la cual podemos formular la aplicación del sistema JIT.
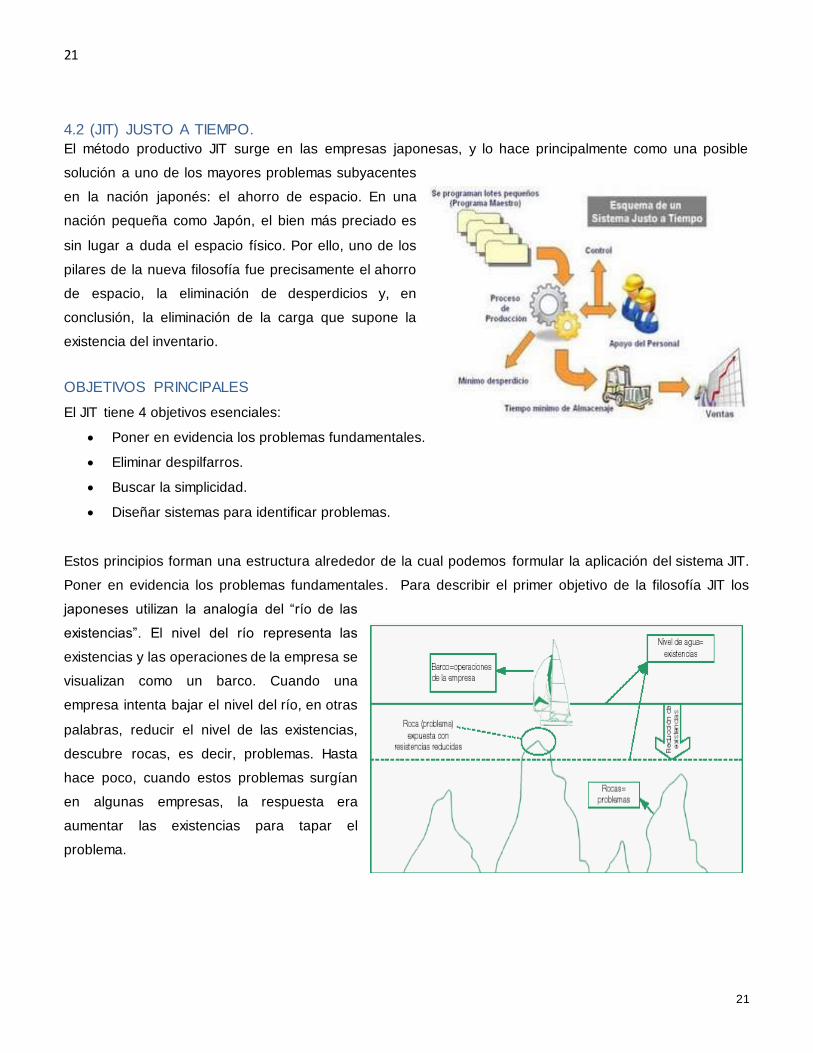
Poner en evidencia los problemas fundamentales. Para describir el primer objetivo de la filosofía JIT los
japoneses utilizan la analogía del “río de las
existencias”. El nivel del río representa las
existencias y las operaciones de la empresa se
visualizan como un barco. Cuando una
empresa intenta bajar el nivel del río, en otras
palabras, reducir el nivel de las existencias,
descubre rocas, es decir, problemas. Hasta
hace poco, cuando estos problemas surgían
en algunas empresas, la respuesta era
aumentar las existencias para tapar el
problema.
22
22
ELIMINAR DESPILFARROS.
Implica eliminar todas las actividades que no añaden valor al producto con lo que se reduce costos, mejora la
calidad, reduce los plazos de fabricación y aumenta el nivel de servicio al cliente. En este caso el enfoque JIT
consiste en:
Hacerlo bien a la primera.
El operario asume la responsabilidad de controlar, es decir, el operario trabaja en autocontrol.
Garantizar el proceso mediante el control estadístico (SPC).
Analizar y prevenir los riesgos potenciales que hay en un proceso.
Reducir stocks al máximo.
EN BUSCA DE LA SIMPLICIDAD
Los enfoques simples conlleven una gestión más eficaz. El primer tramo del camino hacia la simplicidad cubre
dos zonas:
Flujo de material.
Control de estas líneas de flujo.
Un enfoque simple respecto al flujo de material es eliminar las rutas complejas y buscar líneas de flujo más
directas, si es posible unidireccionales. Otro es agrupar los productos en familias que se fabrican en una línea
de flujo, con lo que se facilita la gestión en células de producción o “minifactorías”. La simplicidad del JIT
también se aplica al manejo de estas líneas de flujo.
Un ejemplo es el sistema Kanban, en el que se arrastra el trabajo.
Los objetivos del Just-in-Time suelen resumirse en la denominada “Teoría de los Cinco Ceros”, siendo estos:
Cero tiempos al mercado.
Cero defectos en los productos.
Cero pérdidas de tiempo.
Cero papeles de trabajo.
Cero stocks.
23
23
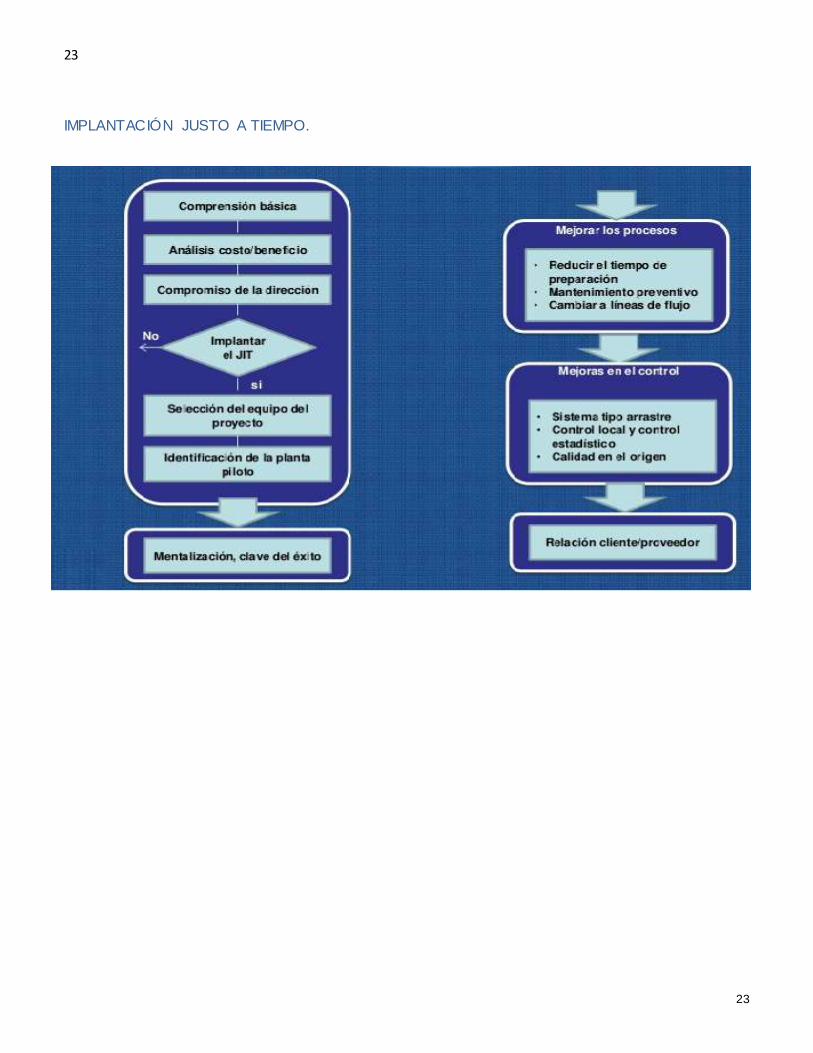
IMPLANTACIÓN JUSTO A TIEMPO.
24
24
4.3 TPS SISTEMA DE PRODUCCIÓN TOYOTA.
El desarrollo del sistema se atribuye fundamentalmente a tres personas: el fundador de Toyota, Sakichi
Toyoda, su hijo Kiichiro y el ingeniero Taiichi Ohno.
El contexto de surgimiento del “TOYOTISMO”, es muy complejo ya que Japón estaba atravesando un período
de posguerra y para poder salir adelante adecua un nuevo sistema productivo o, dicho de otra manera, una
forma de organizar a la producción y a los trabajadores. Una nueva relación entre capital y trabajo.
El sistema Toyota tuvo su origen en la necesidad particular en que se encontró Japón de producir pequeñas
cantidades de muchos modelos de productos; más tarde aquel, evolucionó para convertirse en un verdadero
sistema de producción. A causa de su origen, este sistema es fundamentalmente competitivo en la
diversificación. El sistema Toyota es muy elástico; se adapta bien a las condiciones de diversificación más
difíciles. Y así es porque fue concebido para ello.
El objetivo es: “producir a bajos costos pequeñas cantidades de productos variados”. El espíritu Toyota es
pensar en la diferencia, en la variedad, no en la estandarización y la uniformidad.
Ohno insiste siempre en dos puntos. El método Toyota es la combinación de dos principios o pilares. Estos
son: La producción en el momento preciso y la autoactivación de la producción. El resto es cuestión de
técnicas y de procedimientos de instauración.
“Autonomatización” y autoactivación.
Lo que Ohno denominará el principio de autonomatización, neologismo forjado a partir de la contracción de las
palabras autonomía y automatización, es dotar de cierta autonomía a las máquinas automáticas. A los
dispositivos de organización que conciernen a la ejecución del trabajo humano se los denomina
procedimientos de “autoactivación”. Ohno no solo procede por “importación” del principio de automatización,
sino también por “extensión” del concepto, al aplicarlo a situaciones de trabajo y de operaciones que no
movilizan necesariamente máquinas automáticas. El afán de evitar los desperdicios y las fallas está en el
centro de los dispositivos de organización.
El justo a tiempo y el método Kan-Ban.
Ohno indica que el “justo a tiempo” es el segundo gran pilar del espíritu Toyota. El “justo a tiempo” es la
producción justa en el momento preciso.
25
25
Siempre en el contexto de los años cincuenta - marcado, por el doble hecho del despido masivo y el
incremento de los pedidos de guerra a Toyota- es cuando nace verdaderamente el sistema de Kan-Ban.
Dos consecuencias de la utilización del Kan-Ban:
1) El método Kan-Ban permitió descentralizar al menos una parte de las tareas de planificación,
tareas hasta entonces efectuadas por un departamento especializado y confiar la
responsabilidad de ellas a los jefes de equipo.
2) Además permitió integrar las tareas de control de calidad de los productos a las tareas de
fabricación, cuando aquellas aún estaban centralizadas en un departamento particular
llamado en Toyota “Departamento Central de Control de Calidad”.
Ya se mencionado de los pilares básicos que Ohno postula, ahora veremos otros antecedentes como:
La “fábrica mínima”.
Dentro de este primer descubrimiento lo que se puede observar es que si hay existencias permanentes detrás
de estas hay un sobre equipo. Partiendo de las existencias y de los insumos generados por la producción,
indica y localiza las vías y los puntos de aplicación en los que se puede obtener ganan cias de productividad.
Eliminando las existencias se elimina también el exceso de personal y de equipo.
Ohno dice al respecto: …”se considera que la reducción de personal es un medio para realizar la reducción de
costos, que sin duda es una condición esencial para la supervivencia y el crecimiento de un negocio”.
Sobre el Sistema Toyota
La empresa Toyota es considerada un ejemplo paradigmático sobre la Cal idad. Ha crecido de igual manera
como se instauró y desarrolló en el Japón. Además, ha enriquecido la teoría y la práctica sobre la Calidad al
punto de desarrollar su propia Escuela, que de otra parte es considera como la más exigente en el tema. Aquí
se trata en dos aspectos: los conceptos básicos que giran a través de la teoría del Desperd icio Cero, y la
concepción actual que orienta el trabajo de esta empresa.
26
26
4.4 -FPS SISTEMA DE PRODUCCIÓN FORD.
Uno de los problemas fundamentales con que se encontraban las empresas a principios del siglo XX era la
limitada capacidad de control que podían ejercer sobre el proceso de producción.
Como respuesta a esta problemática, Taylor (1911) planteó que para superar la contradicción entre la
posibilidad de producción masiva, ofrecida por las nuevas tecnologías, y los métodos de dirección existentes,
era necesaria la introducción de métodos organizativos con fundamentos científicos. Esto no es más que el
principio de la organización científica del trabajo. En términos prácticos, el taylorismo implicaba la des
composición del proceso de producción en el menor número de tareas posibles, la descomposición de éstas
en los mínimos movimientos requeridos y el cálculo de los tiempos necesarios para cada movimiento y tarea.
En 1903, Henry Ford fundó la Ford Motor Company y su aportación más relevante fue la introducción de la
cadena de montaje en 1913, una innovación tecnológica y organizativa que le permitió disminuir fuertemente
los costos. La innovación Fordista permitió simplificar las operaciones de producción con lo cual se abrió la
posibilidad de utilizar la abundante mano de obra no calificada devolviendo el control efectivo de los procesos
productivos a la dirección de la empresa. La producción en cadena, producción en masa, producción enserie o
fabricación en serie fue un proceso revolucionario en la producción industrial cuya base es la cadena de
montaje; una forma de organización dela producción que delega a cada trabajador una función específica y
especializada en máquinas también más desarrolladas.
La cadena de montaje permitió la producción de flujo continuo que se convertiría en la piedra angular de los
sistemas de organización del trabajo.
La utilización del transportador de cadena consistía en fijar la pieza principal al transportador para hacerlo
pasar delante de cada hombre de tal forma que el producto se encuentre completamente montado al final del
transportador. La cadencia del trabajo era entonces regulada mecánicamente por la velocidad dada al
transportador excluyendo totalmente al obrero. La iniciativa obrera se redujo al máximo y por tanto, el control
obrero de los tiempos.
Como suele suceder las dificultades no tardaron en aparecer. No obstante, éstas no se presentaron en el
montaje, sino en el mecanizado. Para que las piezas pudieran ser fijadas una tras otra en el transportador era
preciso que fueran rigurosamente idénticas e intercambiables, es decir, una producción estandarizada de
piezas. Pero este problema fue sólo superficial ya que con el paso del tiempo la estandarización se fue
perfeccionando.
27
27
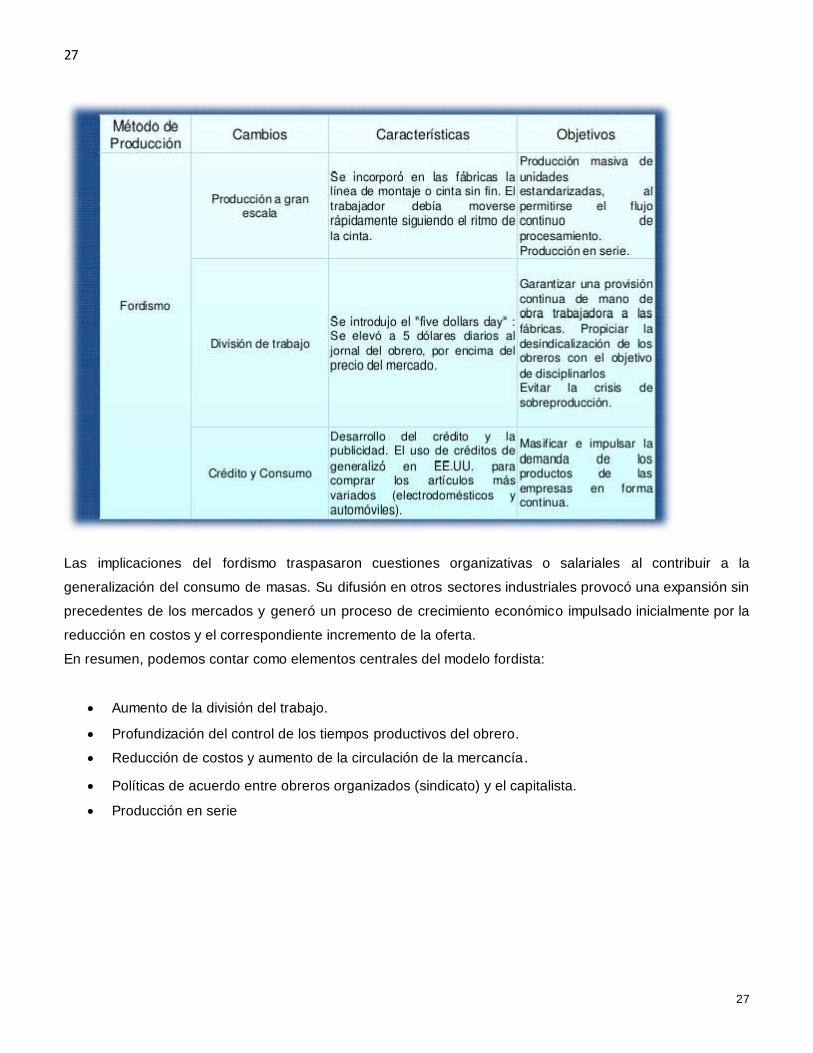
Las implicaciones del fordismo traspasaron cuestiones organizativas o salariales al contribuir a la
generalización del consumo de masas. Su difusión en otros sectores industriales provocó una expansión sin
precedentes de los mercados y generó un proceso de crecimiento económico impulsado inicialmente por la
reducción en costos y el correspondiente incremento de la oferta.
En resumen, podemos contar como elementos centrales del modelo fordista:
Aumento de la división del trabajo.
Profundización del control de los tiempos productivos del obrero.
Reducción de costos y aumento de la circulación de la mercancía .
Políticas de acuerdo entre obreros organizados (sindicato) y el capitalista.
Producción en serie
28
28
4.5 DFTD DEMAND FLOW TECNOLOGY.
Todas las compañías en el mundo buscan siempre el mejoramiento continuo en un proceso de producción.
Para ello requiere de nuevas herramientas y nuevos niveles de manufactura para llegar al máximo nivel de
excelencia.
¿QUE SIGNIFICA DFT?
Es una estrategia completa de negocios, donde se engloban todos los procesos de manufactura para ajustar
el producto de acuerdo al volumen y variedad de modelo, satisfaciendo así, a nuestros clientes.
METODOS DFT
Balancear el proceso.
Eliminación de inventario.
Mejora continua.
Competitividad.
Reducción de costos
REQUERIMIENTOS DEL DFT.
Requiere del esfuerzo de toda la organización dentro de la empresa, por lo que se enfoca a la cultura de
calidad en el trabajo de cada uno de los empleados de la compañía. Cuando se habla de empleado flexible en
DFT se refiere a que debe estar dispuesto a aprender su estación de trabajo, así como las estaciones que se
encuentran en ambos lados. Para que sea un trabajador flexible y pueda apoyar mejor el proceso y sobre todo
la calidad. Emplea el sistema de kanban para jalar el material dentro y a través del proceso a medida que el
material es consumido. El objetivo principal del DFT es producir un producto de alta calidad en un proceso de
flujo sensible al cliente. Algo principal que busca el DFT es eliminar o reducir al máximo los tiempos de espera
tradicionales que existen en las plantas de manufactura.
Para implementar el DFT se necesita:
Definir al equipo destinado a implementarlo, este grupo de personas estará formado por personal de
toda la organización. Se dividirá en 2 grupos funcionales.
El primer grupo funcional se encarga del desarrollo de los kanbans, es deci r se enfocan a los
materiales.
El segundo grupo está dedicado al diseño de la línea, y por último el equipo de apoyo ayuda en todo lo
necesario a los demás equipos.
29
29
4.6 LEAN MANUFACTURING MANUFACTURA ESBELTA.
Manufactura Esbelta son varias herramientas que le ayudará a eliminar todas las operaciones que no le
agregan valor al producto, servicio y a los procesos, aumentando el valor de cada actividad realizada y
eliminando lo que no se requiere. Reducir desperdicios y mejorar las operaciones, basándose siempre en el
respeto al trabajador.
La Manufactura Esbelta nació en Japón y fue concebida por los grandes gurus del Sistema de Producción
Toyota: William Edward Deming, Taiichi Ohno, Shigeo Shingo, Eijy Toyoda entre algunos.
El sistema de Manufactura Flexible o Manufactura Esbelta ha sido definida como una filosofía de excelencia
de manufactura, basada en:
La eliminación planeada de todo tipo de desperdicio.
El respeto por el trabajador: Kaizen
La mejora consistente de Productividad y Calidad.
Los principales objetivos de la Manufactura Esbelta es implantar una filosofía de Mejora Continua que le
permita a las compañías reducir sus costos, mejorar los procesos y eliminar los desperdicios para aumentar la
satisfacción de los clientes y mantener el margen de utilidad.
Manufactura Esbelta proporciona a las compañías herramientas para sobrevivir en un mercado global que
exige calidad más alta, entrega más rápida a más bajo precio y en la cantidad requerida.
Específicamente, Manufactura Esbelta:
Reduce la cadena de desperdicios dramáticamente.
Reduce el inventario y el espacio en el piso de producción.
Crea sistemas de producción más robustos.
Crea sistemas de entrega de materiales apropiados.
Mejora las distribuciones de planta para aumentar la flexibilidad.
BENEFICIOS.
La implantación de Manufactura Esbelta es importante en diferentes áreas, ya que se emplean diferentes
herramientas, por lo que beneficia a la empresa y sus empleados. Algunos de los bene ficios que genera son:
Reducción de 50% en costos de producción.
Reducción de inventarios Reducción del tiempo de entrega (lead time).
Mejor Calidad Menos mano de obra.
30
30
Mayor eficiencia de equipo.
Disminución de los desperdicios.
Sobreproducción.
Tiempo de espera (los retrasos).
Transporte
El proceso.
Inventarios.
Movimientos
Mala calidad
PENSAMIENTO ESBELTO.
La parte fundamental en el proceso de desarrollo de una estrategia esbelta es la que respecta al personal, ya
que muchas veces implica cambios radicales en la manera de trabajar, algo que por naturaleza causa
desconfianza y temor. Lo que descubrieron los japoneses es, que más que una técnica, se trata de un buen
régimen de relaciones humanas. En el pasado se ha desperdiciado la inteligencia y creatividad del trabajador,
a quien se le contrata como si fuera una máquina. Es muy común que, cuando un empleado d e los niveles
bajos del organigrama se presenta con una idea o propuesta, se le critique e incluso se le calle. A veces los
directores no comprenden que, cada vez que le ‘apagan el foquito’ a un trabajador, están desperdiciando
dinero. El concepto de Manufactura Esbelta implica la anulación de los mandos y su reemplazo por el
liderazgo. La palabra líder es la clave.
Los 5 Principios del Pensamiento Esbelto
A. Define el Valor desde el punto de vista del cliente: La mayoría de los clientes quieren comprar una
solución, no un producto o servicio.
B. Identifica tu corriente de Valor: Eliminar desperdicios encontrando pasos que no agregan valor,
algunos son inevitables y otros son eliminados inmediatamente.
C. Crea Flujo: Haz que todo el proceso fluya suave y directamente de un paso que agregue valor a otro,
desde la materia prima hasta el consumidor
D. Produzca el “Jale” del Cliente: Una vez hecho el flujo, serán capaces de producir por órdenes de los
clientes en vez de producir basado en pronósticos de ventas a largo plazo
E. Persiga la perfección: Una vez que una empresa consigue los primeros cuatro pasos, se vuelve claro
para aquellos que están involucrados, que añadir eficiencia siempre es posible.
31
31
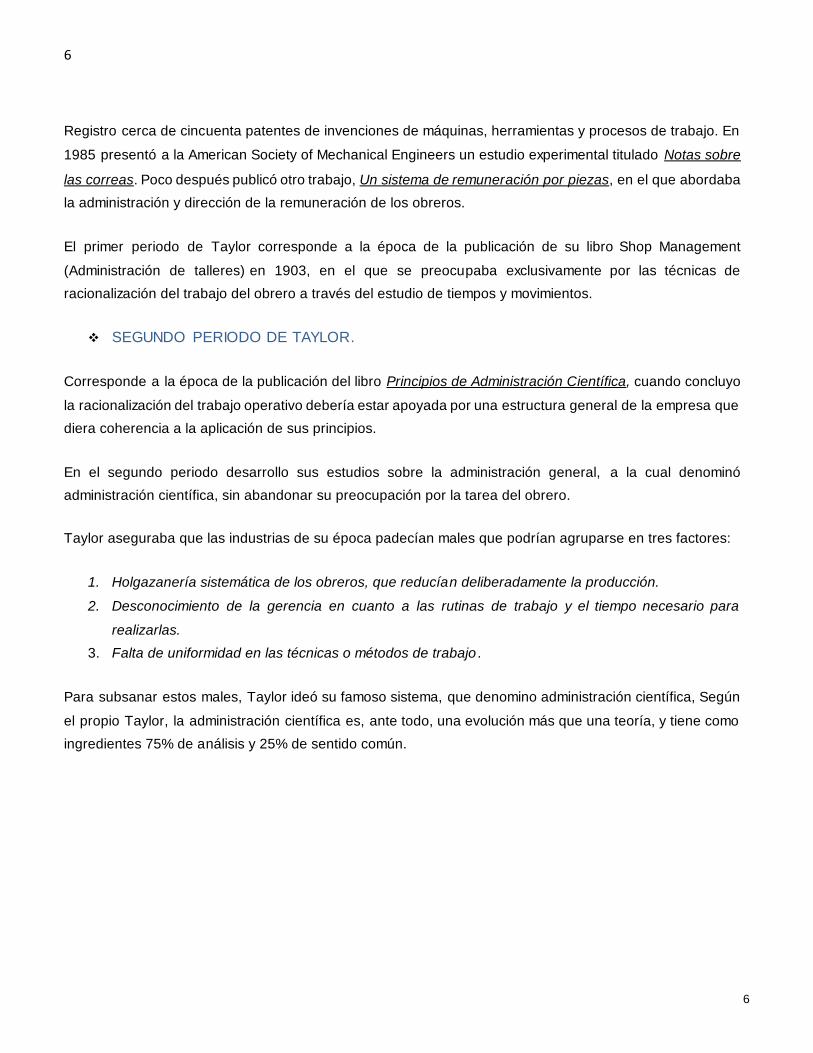
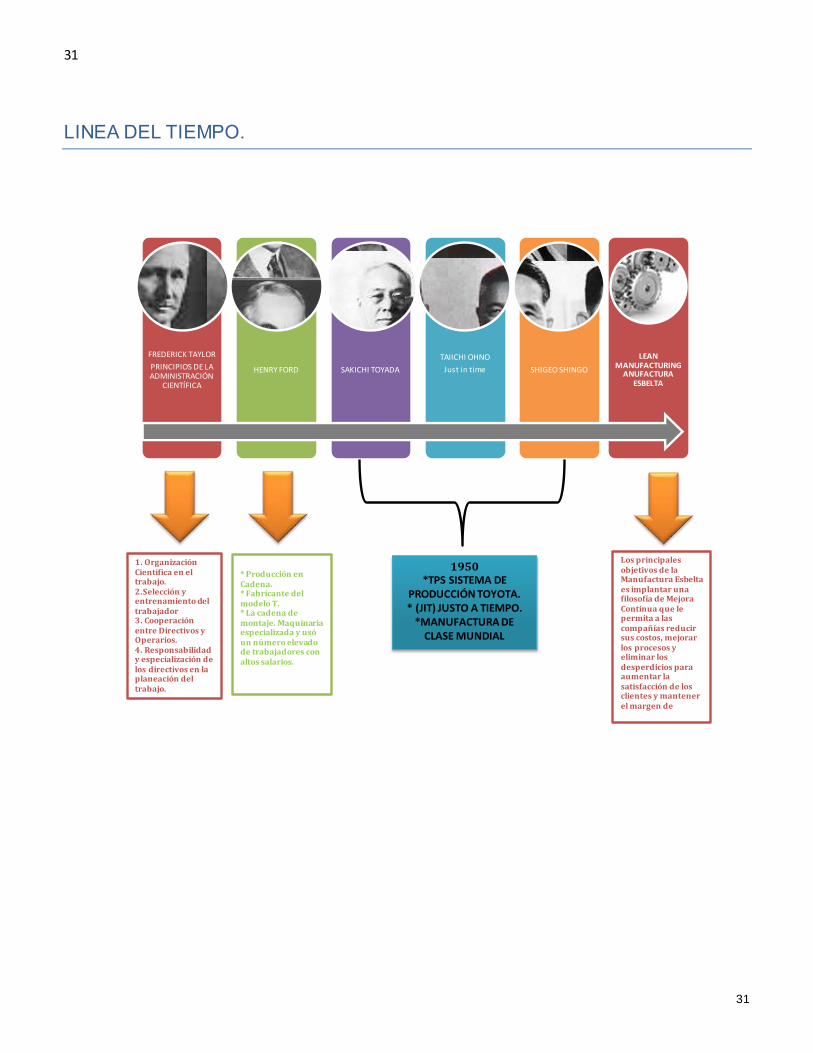
LINEA DEL TIEMPO.
FREDERICK TAYLOR
PRINCIPIOS DE LA ADMINISTRACIÓN
CIENTÍFICA
HENRY FORD SAKICHI TOYADA
TAIICHI OHNO
Just in time
SHIGEO SHINGO
LEAN MANUFACTURING
ANUFACTURA ESBELTA
* Producción en Cadena. * Fabricante del modelo T. * La cadena de montaje. Maquinaria especializada y usó un número elevado de trabajadores con altos salarios.
1950 *TPS SISTEMA DE
PRODUCCIÓN TOYOTA. * (JIT) JUSTO A TIEMPO.
*MANUFACTURA DE CLASE MUNDIAL
1. Organización Cientifica en el trabajo. 2.Selección y entrenamiento del trabajador 3. Cooperación entre Directivos y Operarios. 4. Responsabilidad y especialización de los directivos en la planeación del trabajo.
Los principales objetivos de la Manufactura Esbelta es implantar una filosofía de Mejora Continua que le permita a las compañías reducir sus costos, mejorar los procesos y eliminar los desperdicios para aumentar la satisfacción de los clientes y mantener el margen de