Análisis de Resultados Laboratorio 1
4
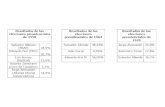
Codificación de áreas Número de granos interceptados Verde 160 Rojo 152 Azul 128 Amarillo 120 Naranja 152 Área seleccionada 1 pulg 2 Promedio de granos interceptados 142.2 granos Desviación estándar del número de granos 17,34 Magnificación 100 X Número de granos por unidad de área N 142.2 granos/ pulg 2 Número de grano ASTM 8 Clasificación del grano Fino
-
Upload
elysses-thomas-smith -
Category
Documents
-
view
17 -
download
8
description
Conteo de granos por ASTM y lineas
Transcript of Análisis de Resultados Laboratorio 1

Codificación de áreas Número de granos interceptadosVerde 160Rojo 152Azul 128Amarillo 120Naranja 152
Área seleccionada 1 pulg2
Promedio de granos interceptados 142.2 granosDesviación estándar del número de granos 17,34Magnificación 100 XNúmero de granos por unidad de área N 142.2 granos/ pulg2
Número de grano ASTM 8Clasificación del grano Fino

Numeración de líneas Número de granos interceptados1 62 43 54 65 46 47 68 49 6
10 5
Longitud Seleccionada 1 cmPromedio de granos intercpetados 5Desviación estándar 1.27Magnificación 100 XCociente de granos 2000 µmDiámetro medio de grano 20 µm
12
31
41
51
61
71
81
91
101

Al comparar el tamaño de grano obtenido por el número ASTM con el obtenido por el método de intercepciones se obtiene el siguiente error:
%Error=22,4 μm−20 μm20 μm
∗100%
%Error=12%
El cual no es un error muy significativo para estos casos.
Ahora al analizar el factor de corrección Smith (1,5 para el diámetro de los granos) nos puede dar
un acercamiento a lo que ocurre con los distintos metales en el ambiente de trabajo. Como
generalmente son sometidos a trabajo en frío para mejorar sus propiedades mecánicas, y el
envejecimiento natural también afecta el tamaño de grano, es de esperarse que el valor del
diámetro real sea menor al esperado, tal como fue el caso para la pieza sin tratamiento térmico. El
valor dele error con un factor de 1,5 es:
%Error=30−22.430
∗100%
%Error=25,3%
Ahora bien en algunos casos este factor de 1,5 puede ser mucho, y esto se puede deber al
comportamiento no lineal del tamaño de grano ASTM, y el factor 1,5 puede trabajar bien en la
región tosca-media, pero en la región de grano medio-fino no tanto, puesto que generalmente
este tipo de microestrucuras se obtiene con deformación plástica y reflejan los datos mostrados.
Un factor más adecuado para el caso de la pieza sin tratamiento térmico es de 1,12; por lo que se
puede afirmar que es mejor un factor de corrección variable. Con un factor de corrección de 1,12
el error es del cero por ciento para este caso.